16Б16Кп станок технические характеристики: Токарный станок 16Б16КП – технические характеристики и устройство
Содержание
Токарный станок 16Б16КП: технические характеристики, схемы
Технические характеристики оборудования
Винторезная машина имеет широкий спектр техособенностей:
- мощность электрического мотора обеспечивает функционирование привода основного хода и достигает 7,5 кВт. А сам привод, ответственный за передвижение суппорта, имеет мощность 0,37 кВт. Электрический мотор же для смазочного механизма – 0,12 кВт;
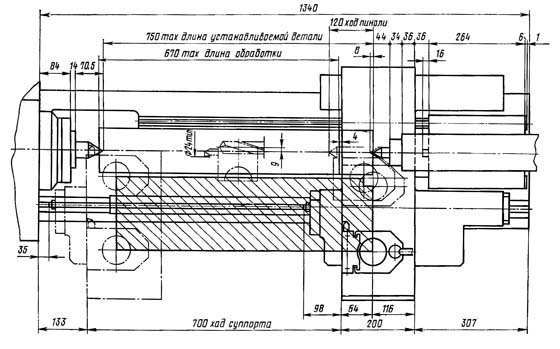
- предельная длина обтачиваемой заготовки – 1,46 метра, а предельные размеры изделия, закрепляемые в центрах машины, 1,5 метра;
- автоматическая коробка передач;
- нарезка резьбы проходит с помощью выбора работником шага, устанавливающимся им исходя из вида заготовки;
- максимальное сечение обтачиваемой над станиной заготовки не должно быть более 40 сантиметров, а над суппортом – 21 сантиметра;
- количество обращений шпиндельного устройства в прямом движении – от 25 до 2500 об./мин.
 , а в реверсивном – от 25 до 1250 оборотов в мин.;
, а в реверсивном – от 25 до 1250 оборотов в мин.; - в прямом движении шпиндельное устройство обладает 21 степенью скорости, а в реверсивном – 18;
- привод машины – от 2-скоростного электромотора вместе с коробкой скоростей и переборкой, программирующей 12 степеней частот оборотов шпиндельного механизма в любом из 2 диапазонов;
- поперечные подачи варьируются от 0,025 до 1,4 мм, а продольные – от 0,05 до 2,8 мм на вращение;
 , а в реверсивном – от 25 до 1250 оборотов в мин.;
, а в реверсивном – от 25 до 1250 оборотов в мин.;- диапазон передвижения суппорта по винту составляет 75 сантиметров (вдоль) и 22 сантиметров (поперёк). Максимальный отрезок его передвижения по валику – 50 сантиметров;
- подшипники качения создают жесткую и высокоточную опору;
- направляющие кареток и пары качения винтов обладают импульсивной автосмазкой;
- привод подач обеспечивает бесступенчатую регулировку подач;
- загруз и выгрузка деталей осуществляется вручную.
Данные технические параметры дают возможность машине пользоваться популярностью даже через 50 лет с даты её выпуска.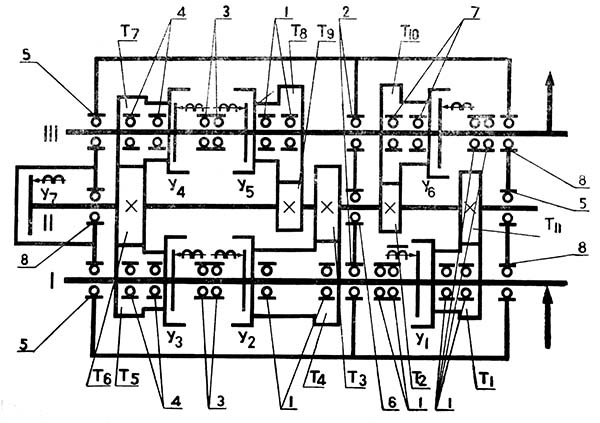 Буквы «К» и «П» в названии машины обозначают, что имеется копировочный механизм и увеличенная степень точности соответственно. Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Буквы «К» и «П» в названии машины обозначают, что имеется копировочный механизм и увеличенная степень точности соответственно. Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Габариты и вес машины
Винторезная машина имеет небольшие размеры и вес для станка с подобным функционалом:
- ширина – 1110 миллиметров;
- высота – 1505 миллиметров;
- длина – 2270 миллиметров;
- масса – 2 тонны.
Назначение и область применения
Станок 16б16кп предназначается для исполнения разных токарных работ в центрах, цангах или в 3 или 4-кулачковом патроне, для нарезки разной резьбы плашкой либо метчиком. Непохоже на большинство иных марок, подобная машина предназначается для более тщательного обтачивания, в связи с чем его не рекомендуется применять в черновую. Обычно он устанавливается в небольших мастерских по ремонту. После обрабатывания на токарной машине изделия отличаются прекрасной чистотой поверхностей.
После обрабатывания на токарной машине изделия отличаются прекрасной чистотой поверхностей.
Схема станка 16Б16КП. Токарно-винторезного. Электрическая принципиальная
Ниже приведен эскиз схемы электрической принципиальной токарного станка 16Б16КП
Скачать бесплатно электрическую схему станка 16Б16КП токарно-винторезного в хорошем качестве можно по ссылке расположенной выше. Она содержится в «Руководстве по электрооборудованию»
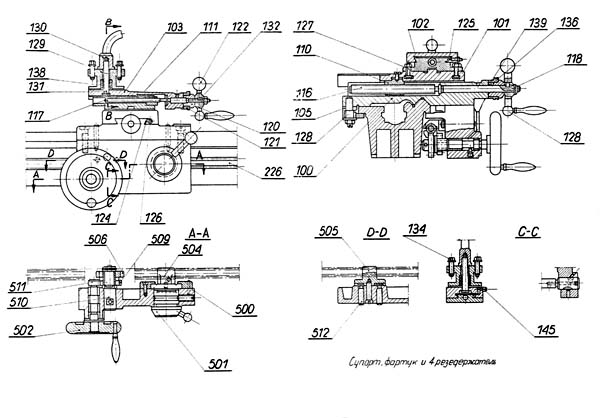
Конструктивные узлы и механизмы станка
Машина имеет ряд основных узлов:
- Суппорт.
- Коробка подач.
- Коробка передач.
- Бабка задняя.
- Основная станина.
- Фартук.
Механизмы:
- защитные детали. Имеется механизм защиты работника и агрегатных узлов от стружки, образующейся при исполнении работ. Это существенно увеличивает степень безопасности и время службы машины;
- в винторезную машину внедрен механизм, отвечающий за изменение передач.
 Это значительно увеличило функциональную надежность винторезного станка;
Это значительно увеличило функциональную надежность винторезного станка; - электрическое оборудование. Основными деталями электросистемы являются 4 асинхронных электромотора винторезной машины с различными мощностями. Почти все элементы расположены в особом шкафу;
- токарная машина имеет продольные отключающие упоры, защитное устройство от излишних нагрузок, механизм блокирования подач во всех направлениях.
Токарно-винторезный станок 16Б16КП
Токарно-винторезный станок 16Б16КП предназначен для выполнения разнообразных токарных работ, а также для нарезания метрической, дюймовой, модульной и питчевой резьб. Станок 16Б16КП отличается от станка 16Б16П наличием автоматической коробки подач.
В связи с тем, что станок может применяться в различных отраслях промышленности на всевозможных операциях, для обработки различных материалов, обслуживание станка следует осуществлять с учетом специфики их эксплуатации.
Коробка скоростей
Данный узел на 6 степеней устанавливается в обособленном корпусе и закрепляется сзади к внешней стенке левой поперечной грани. Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Вал 14 взаимосвязан с муфтой 25, при запуске которой ход с него переходит увязанному с ней валу-гильзе 20 через полумуфту 24. Данный узел позволяет произвести 6 скоростей на шкиве 13. Ход путём ременной передачи поступает на шкив бабки. С валом 4 увязана производящая устойчивое и оперативное торможение машины муфта 3 с винтом 12. Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
Шпиндельная бабка
Узел запускается коробкой скоростей ременной передачей и приемочным шкивом 7 с уплотнением 4. Выбор осевого люфта в подшипниках осуществляется пружиной 4. Узел от приемочного шкива муфтой 5 приобретает 12 вращательных скоростей; ещё 12 — посредством колес 5, 8, 16, 15 с переборкой 1:4, а 12 — колес 5, 8, 11, 10, 13, 14, 16, 15 с переборкой 1:16. Запуск переборочных групп, муфты 12 или отключение шпинделя для разделения на заходы при нарезке резьб делается с использованием рукоятки переводками через рычажный механизм, который управляется кулачками.
Выбор осевого люфта в подшипниках осуществляется пружиной 4. Узел от приемочного шкива муфтой 5 приобретает 12 вращательных скоростей; ещё 12 — посредством колес 5, 8, 16, 15 с переборкой 1:4, а 12 — колес 5, 8, 11, 10, 13, 14, 16, 15 с переборкой 1:16. Запуск переборочных групп, муфты 12 или отключение шпинделя для разделения на заходы при нарезке резьб делается с использованием рукоятки переводками через рычажный механизм, который управляется кулачками.
Прочное фиксирование рукояточной оси, предотвращающей проворачивание, обеспечивает подпружиненный шарик, располагающийся на задней стенке корпуса станины машины в стакане. Вращение шпиндельного устройства происходит с помощью 2 роликоподшипников 18 и 21. Выборка зазора в подшипниках осуществляется пружинами 20. Передачи осуществляют колеса 1, 2, 22, 23, 24 и вышеперечисленные колеса. Шпиндель, обладающий фланцевым концом и сделанный по ГОСТ, способствует скорой смене и устойчивому закрепление планшайбы. Устройство позволяет нарезать:
- резьбу с повышенным шагом в 4 и 16 раз;
- правые и левые резьбы;
- многозаходные резьбы при работе с переборками 1:4 и 1:16 с количеством заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую — с количеством заходов 2, 3, 4, 6, 12.

Технические данные и характеристики станка 16Б16КП
| Наименование параметра | 16Б16КП | 16Е16КП |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки над станиной, мм | 320 | 360 |
| Наибольший диаметр заготовки над суппортом, мм | 180 | 180 |
| Наибольшая длина заготовки (РМЦ), мм | 500, 750, 1000 | 750, 1000, 1500 |
| Наибольшая длина обтачивания, мм | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 185 |
| Высота оси центров над плоской частью станины (высота центров), мм | 175 | 175 |
| Высота резца, устанавливаемого в резцедержателе, мм | 25 | 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 45 | 45 |
| Наибольший диаметр прутка, мм | 44 | 44 |
| Число ступеней частот прямого вращения шпинделя | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 20…2000 | 20…2000 |
| Число ступеней частот обратного вращения шпинделя | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 20…2000 | 20…2000 |
| Размер внутреннего конуса в шпинделе, М | Конус морзе 6 | Конус морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
Суппорт.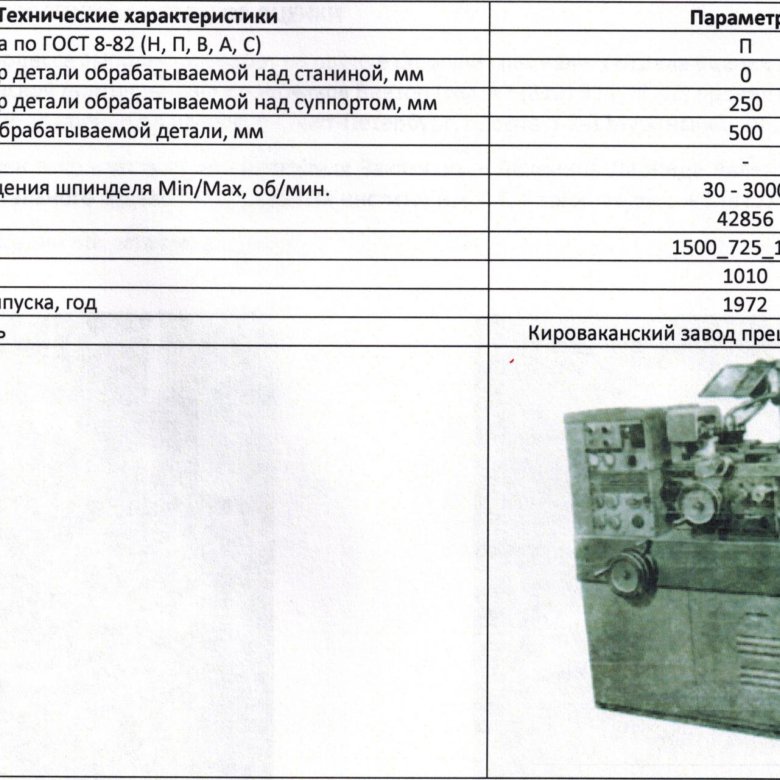 Подачи Подачи | ||
| Наибольшее продольное перемещение суппорта от руки, по валику, по винту, мм | 500,750,1000 | 750,1000,1500 |
| Наибольшее поперечное перемещение суппорта от руки, по винту, мм | 220 | 220 |
| Число ступеней продольных подач | ||
| Пределы продольных подач, мм/об | 0,05…2,8 | 0,05…2,8 |
| Пределы поперечных подач, мм/об | 0,025…1,4 | 0,025…1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | 4 | 5 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | 2 | 2,5 |
| Продольное перемещение на одно деление лимба, мм | 1 | 1 |
| Продольное перемещение на одно деление нониуса, мм | 0,1 | 0,1 |
| Поперечное перемещение на одно деление лимба, мм | 0,025 | 0,025 |
| Продольное перемещение на один оборот лимба, мм | 100 | 100 |
| Поперечное перемещение на один оборот лимба, мм | 5 | 5 |
| Количество нарезаемых резьб метрических | ||
| Пределы шагов нарезаемых резьб метрических, мм | 0,25…56 | 0,25…56 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 112…0,5 | 112…0,5 |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,25…56 | 0,25…56 |
| Количество нарезаемых резьб питчевых | ||
| Пределы шагов нарезаемых резьб питчевых | 112…0,5 | 112…0,5 |
| Предохранитель от перегрузки | есть | есть |
| Блокировка продольных и поперечных подач | есть | есть |
| Выключающие продольные упоры | есть | есть |
| Верхний суппорт (резцовые салазки) | ||
| Наибольшее перемещение верхнего суппорта, мм | 120 | 120 |
| Перемещение на одно деление лимба, мм | 0,02 | 0,02 |
| Перемещение на один оборот лимба, мм | 2 | 2 |
| Наибольший угол поворота, град | ±90° | ±75° |
| Цена деления шкалы поворота, град | 1° | 1° |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 120 | 120 |
| Цена деления линейки/ нониуса, мм | 5/ 0,1 | 5/ 0,1 |
| Размер центра в пиноли по ГОСТ 13214-79 | КМ 5 | КМ 5 |
| Поперечное перемещение задней бабки, мм | ±5 | ±5 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 4 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 7,5 (1500) | 7,5 (1500) |
| Привод ускоренных перемещений, кВт (об/мин) | 0,37 (1500) | 0,37 (1500) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 (3000) | 0,12 (3000) |
| Электродвигатель станции смазки, кВт (об/мин) | 0,12 (1500) | 0,12 (1500) |
| Габариты станка (РМЦ=1000), мм | 2525 х 1110 х 1505 | 2520 х 1110 х 1505 |
| Масса станка (РМЦ=1000), кг | 2270 | 2270 |
Приложение: В случае поставки станка с выемкой в станине, конусной линейкой или гидросуппортом руководство дополняется соответствующими приложениями.
- Станки токарно-винторезные 16Б16, 16Б16п, 16л20, 16л20п, 16л20ф1, 16л20пф1, 16г16, 16г16к, 16Б16к, 16Б16кп, 16л20к, 16л20кп, 16е16кп. Руководство по эксплуатации 16Б16П.000.000 РЭ, 1989
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.
 Ю. Справочник слесаря по ремонту станков, 1987
Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Задняя бабка
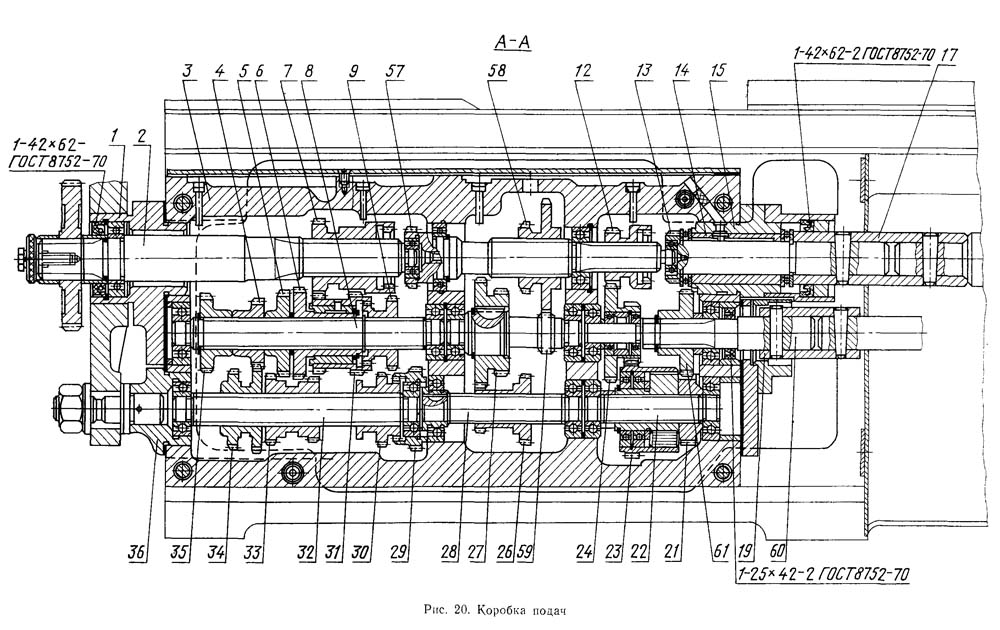
Она соединена со станиной ручкой. Контроль ее положения осуществляется оправкой, располагающейся по отметкам или в центрах. Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Контроль ее положения осуществляется оправкой, располагающейся по отметкам или в центрах. Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Важно! Предельный ход пиноли составляет 120 миллиметров. Винт 9 движется от маховика 2.
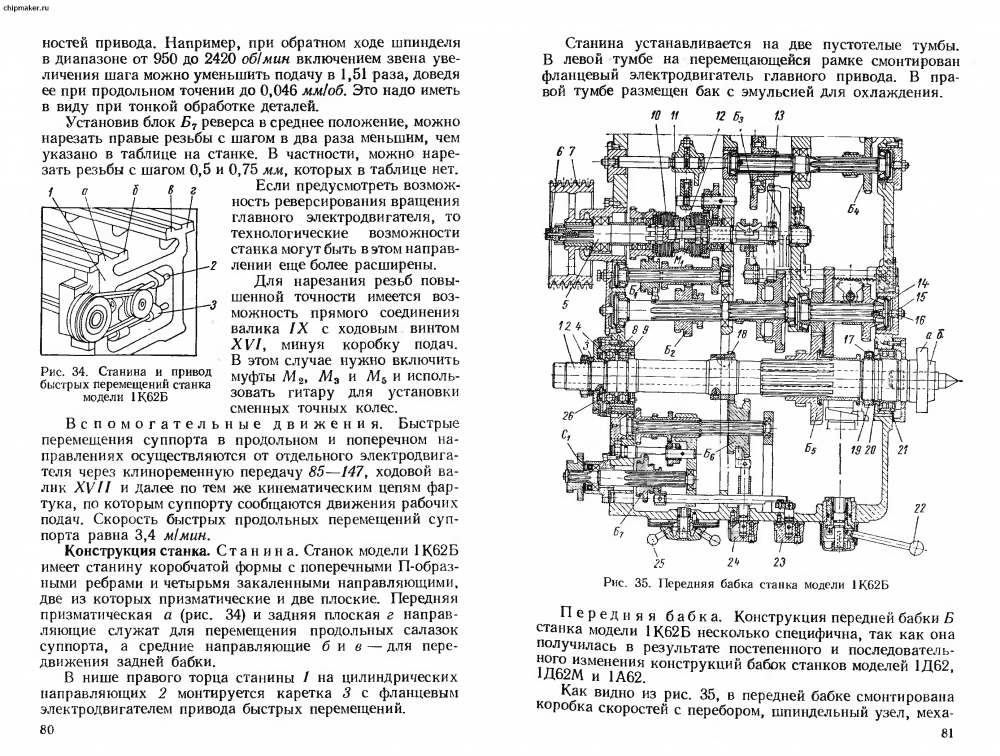
Станина станка
Монтируется на 1 тумбе. Данный узел представлен литой коробкой из чугуна с поперечными ребрами в виде буквы «П» — снабжён 2 плоскими и 2 направляющими в форме призм, претерпевшими температурную обработку и шлифование. В нише правого торца узла размещается электрический мотор убыстренных ходов салазки. На задней стенке у левого торца узла монтирована коробка скоростей, у правого торца — станция смазки, а также бачок для охладительного вещества и насос устройства охлаждения; внутри находится электродвигатель основного привода.
Фартук
У фартука есть 4 пары сцепных муфт, дающих возможность производить прямое и реверсивное движение суппорта и салазки. Управление движением салазки и нижней частью суппорта производится ручкой, направление запуска которой соответствует направлению их движению. Пуск быстрых передвижений суппорта в 4 направлениях позволяет осуществить добавочное нажимание кнопки IB, которая расположена в ручке. При этом происходит запуск электрического мотора ускоренных ходов, который путём ременной передачи посылает движение ходовому валу.
Смазывание деталей узла делается внедренным в крышку поршневым насосом. В узле установлен блокиратор, предотвращающий совместный пуск подач маточной гайки и суппорта. В нём также установлено специальное защищающее устройство, предохраняющее от перегрузки и рассчитанный на наибольший показатель усилия отключения (6000 ± 500)H. При работе по упорам значение можно понизить до нужного уровня гайкой 6, а также путем ослабления пружины 7.
Строение станка
Устройство имеет ряд ключевых узлов, каждый из которых стоит отдельно и детально описать.
Суппорт. Узел фиксирует рабочий инструмент и перемещает его в продольном и поперечном направлении в зависимости от необходимости. Суппорт приводится в движение при помощи механического или ручного привода. Для фиксации продольных салазок в нужном месте применяют специальный винт.
Коробка передач. Узел приводит в движение вал в коробке подач посредством передачи привода с передней бабки. В зависимости от типа создаваемой резьбы в коробке передач задействуются соответствующие группы зубчатых колес, которые делятся на основные и дополнительные. Также коробка передач оснащена системой блокировки и защитным кожухом. Без наличия этих деталей включение станка невозможно, что значительно снижает риск несчастных случаев.
Коробка подач. Принцип работы заключается в работе зубчатых колес, которые получают импульс вала коробки передач. На фронтальной стороне узла находятся рычаги управления, которые позволяют оператору регулировать шаг нарезания резьбы, выбирать ее тип, активировать ходовой валик и определять направление движения ходового винта.
Конструкцией станка также предвидится прямая нарезка резьбы, без задействования зубчатых колес. Такая возможность появилась именно благодаря особому строению коробки подач. Обгонная муфта в составе данного узла дает возможность блокировать его работу в том случае, если суппорт осуществляет быстрые движения в реверсном направлении.
Основная станина. Узел сделан из литого чугуна и выполнен в форме коробки с увеличивающими ее жуткость ребрами внутри. Конструкция станины включает в себя и по две пары закаленных направляющих. Узел крепится к тумбе-опоре, в которую вмонтирован электромотор, приводящий в действие салазки.
На тыльной части станины находится коробка скоростей и смазочная система. Внутри тумбы располагается основной электромотор. Кроме того, в этом узле находится и охлаждающая система, которая отвечает за своевременную подачу смазочно-охлаждающей жидкости.
Фартук. Узел имеет 4 пары фиксаторов, благодаря которым каретка может двигаться в прямом и реверсном направлении. Это же касается и суппорта станка. Управление данными процессами выполняет оператор при помощи специальной рукоятки, направление движения которой совпадает с направлением движения суппорта или каретки.
Это же касается и суппорта станка. Управление данными процессами выполняет оператор при помощи специальной рукоятки, направление движения которой совпадает с направлением движения суппорта или каретки.
Рассчитать параметры движения всех перечисленных узлов можно при помощи специальной шкалы. Как и на других ключевых механизмах, на фартуке установлен предохранитель, который делает невозможным единовременный запуск продольной и поперечной подач суппорта и маточной гайки, а также препятствует перегрузке узла.
Бабка задняя. Крепится к станине посредством специальной рукоятки. Оператор регулирует положение данного узла при помощи особой оправки, которая фиксируется в центрах устройства. Также контроль можно осуществлять по отметинам, которые остаются в ходе сбора устройства. Особо тщательно следует проверять расхождение между задней пинолью и осью вращения шпиндельного механизма.
Защитные элементы. Особую роль при создании данного станка сыграла идея защиты оператора и узлов агрегата от металлической стружки, которая появляется в процессе выполнения работ.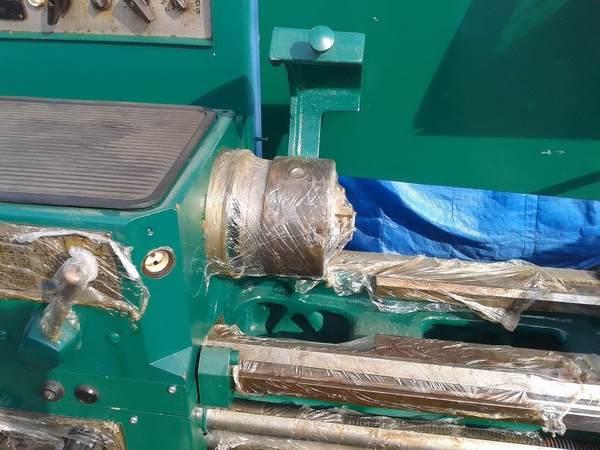 Это привело к созданию защитного устройства, значительно повышающего уровень безопасности при работе со станком, и продлевающее эксплуатационный период.
Это привело к созданию защитного устройства, значительно повышающего уровень безопасности при работе со станком, и продлевающее эксплуатационный период.
В конструкцию станка разработчики также включили устройство, которое отвечает за смену передач на станке. Это существенно повысило функциональную надежность агрегата:
- Выполнить выбор частоты шпинделя вручную можно при помощи сразу трех ручек.
- Управление узлом осуществляется через специальную рукоятку, которая находится на тыльной стороне коробки для электроприборов.
- Шпиндельный узел работает на основе подшипников конического типа.
- Контроль зазора в подшипниках контролируется при помощи специальной пружины.
- Шестерня-муфта передает вращение на шкив шпиндельного механизма.
Электрооборудование. Ключевыми элементами электрической системы станка являются его 4 асинхронных двигателей с разными мощностями. Большинство деталей электрооборудования находится в специальном шкафу. Станок может работать от сети с напряжением 22О, 38О, 4ОО, 415 и 44О В.
Кроме всех перечисленных выше узлов, в строение станка входит и много других элементов. Данная модель устройства оснащена продольными выключающими упорами, комплексом защиты от перегрузок во время работы, системой блокировки подач в любых направлениях.
Видео: токарный станок 16б16кп.
Техника безопасности
- Осуществлять работу исключительно на винторезных машинах, к которым есть допуск, и исполнять только требуемую работу.
- Сосредоточиться на работе, не прерываясь на ненужные дела и разговоры; не мешать другим работникам.
- Не опираться на функционирующую токарную машину и не давать другим сделать такое действие.
- Не давать разрешение на свое место лицам, не имеющим отношения к конкретной работе. Без санкции мастера не доверять машину другому работнику.
- Увидев несоблюдение правил другим оператором, сделать ему предупреждение об обязательности соблюдать положения инструкции.
- В течение ремонтных работ станка и пусковых механизмов на нем необходимо вывешивать плакат: «Не запускать – ремонт».
- Запрещено производить работу на неисправном и не имеющем требуемых ограждений токарном станке, а также ремонтировать и переделывать машину самому.
- О любом происшествии незамедлительно информировать мастера и пойти в медпункт.
- Чтобы избежать происшествий, загрязнения и попадания стружки в устройства винторезного станка запрещено осуществлять обдув воздухом из шланга обтачиваемой поверхности и машины.
- Запрещено производить работу на токарной машине в рукавицах и перчатках, а также с перебинтованными пальцами без напальчников из резины.
- Размеры и вес обтачиваемого изделия должны отвечать требованиям техпаспорта токарной машины.
- Прочно и жестко крепить обтачиваемое изделие.
- При любом перебое подачи электрической энергии незамедлительно отключить оборудование.
- Если на металлических частях винторезной машины имеется напряжение (чувство тока), электромотор функционирует на 2 фазы (есть гудение), провод заземления оборванный, приостановить работу станка и незамедлительно сообщить мастеру о неисправности электрического оборудования.

- Использовать деревянную решетку и обеспечивать соответствующий уход за ней.
Станок 16Б16КП. Токарно-винторезный. Руководство по эксплуатации. Электрооборудование
Данное руководство по эксплуатации электрооборудования «Станок токарно-винторезный 16Б16КП» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации электрооборудования токарно-винторезного станка модели 16Б16КП.
СОДЕРЖАНИЕ
- Общие сведения
- Описание работы
- Защита и блокировки
- Первоначальный пуск
- Указания по монтажу и эксплуатации
- Рекомендуемые смазочные материалы для подшипников качения электродвигателей
- Указания мер безопасности
- Приложения. Электросхема станка
Скачать руководство по эксплуатации электрооборудования токарно-винторезного станка 16Б16КП в хорошем качестве можно по ссылке расположенной ниже.
| Технические характеристики токарно-винторезного станка тв-3, схемы вопрос задан |
 Он полностью перешел на выпуск станков. В 1948 году были запущены автоматические линии и организовано поточное производство. С 1951 года продукция саратовского станкостроительного завода стала выпускать металлорежущее оборудование на экспорт.
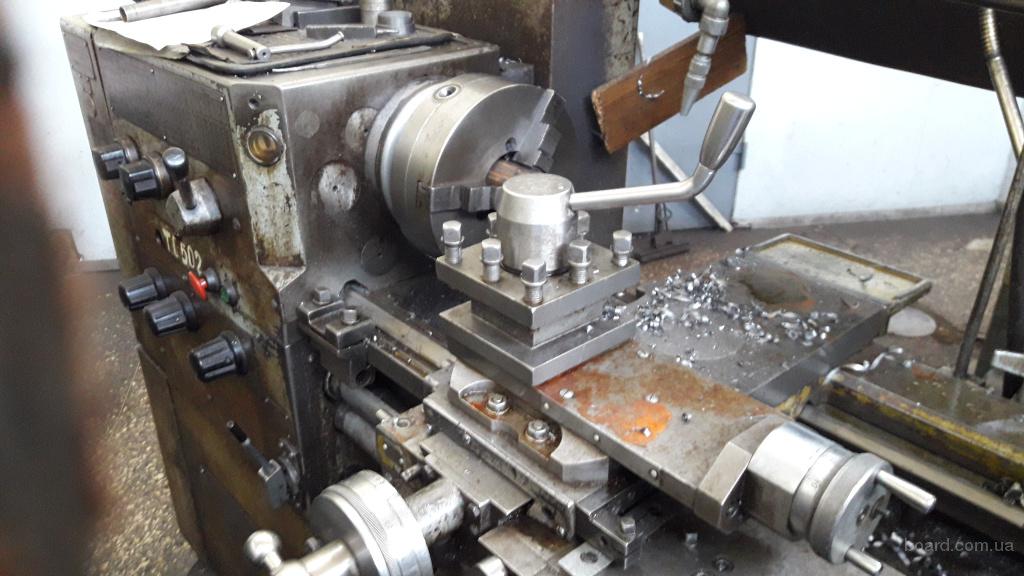
Он полностью перешел на выпуск станков. В 1948 году были запущены автоматические линии и организовано поточное производство. С 1951 года продукция саратовского станкостроительного завода стала выпускать металлорежущее оборудование на экспорт.| Ответ продавца Это именно 16б16кп, так указано на шильде заводом-изготовителем(см.фото). Им, полагаю, лучше знать |
таки да ереванец… сырой
| Ответ продавца Таки да, весь сырой. |
 А вот на направляющих напильник 40HRC скользит — они каленые
А вот на направляющих напильник 40HRC скользит — они каленые| Ответ продавца Понимая ваш намек даю развернутый ответ. Станки эти сделаны с огромным запасом прочности и рассчитаны на самую жесткую, порой разгильдяйскую и бестолковую эксплуатацию. Чтобы даже в таких условиях годами давать нормы точности. Если по прошествии 30-40-60 лет удается найти этот станок в идеальном состоянии, это означает огромное везение! Такой станок прослужит вам, вашим детям, внукам и, вероятно, правнукам)) Поскольку сейчас практически не возможно найти этим станкам такую загрузку и такой режим работы, на который они были рассчитаны. Особенно в условиях частной мастерской, ремонтного или даже мелкосерийного предприятия. И по прошествии этих лет, на фоне всех остальных факторов, происхождение станка имеет исчезающе малое значение. А все эти легенды и истории о плохих станках или заводах рождены теми самыми бестолковыми разгильдяями, бездарно эксплуатировавшими эти станки. На таких я насмотрелся уже вдоволь за то время, что занимаюсь металлообработкой и оборудованием. |
 И сейчас стараюсь сам и призываю коллег бездумно не тиражировать эти истории, не удостоверившись лично. Особенно, если дело идет о конкретном данном экземпляре)
И сейчас стараюсь сам и призываю коллег бездумно не тиражировать эти истории, не удостоверившись лично. Особенно, если дело идет о конкретном данном экземпляре)Самый лучший это фт11.
| Ответ продавца Самый лучший тот, который свой) у меня это 1к625 и 16у03п |
а вот нет самый лучший как у меня переходная модель с 16б16кп на сомат 400 вы правы разгильдяи ушатали в хлам аксее прото порвали не одной живой муфты шестерни просто съедены но станина на моем в идеале я сам в шоке как ее не убили
| Ответ продавца Да, саматы хороши) Поздравляю) |
когда переходишь с кашки на него аш душа радуется работает тихо как будто с отечественной на иномарку пересел
| Ответ продавца Да, тут вообще нет грохота) маслонасос другой и шестерни, видимо, лучше изготовлены-подогнаны Только стужка шелестит |
можно подробнее фото направляющих? как продольных так и поперечных, также показалось, что зубчатая рейка имеет разную ширину зубов (изношена) или это не так? фото всё бы прояснило, можно в личные сообщения, но думаю не мне одному будет интересно
| Ответ продавца Здравствуйте. |
 Дайте вацап, скину фотки в хорошем разрешении где все подробно видно
Дайте вацап, скину фотки в хорошем разрешении где все подробно видно| Ответ продавца Коллеги, не стесняемся, покупаем хороший станочек) Хорошему покупателю ведро резцов в подарок;)
|
Назначение и область применения токарно-винторезного станка
Токарный прецизионный станок 16Б16КП предназначен для чистовой – финишной обработки деталей круглой формы:
- чистовая обработка цилиндрических и конических поверхностей;
- подрезка;
- обработка торцов;
- нарезка метрической и дюймовой резьбы резцом и плашкой;
- точение питчевых резьб;
- сверление в оси со стороны задней бабки;
- расточка.
Высокая точность регулировки шага позволяет нарезать многозаходные резьбы на винтах. Инструмент стремительно выводится из рабочей зоны, не задевая соседнюю поверхность, благодаря механизму быстрого отвода резцедержателя.
Важно!
Модель станка 16Б16КП выпускается в тропическом варианте – работа в условиях высоких температур и влажности.
Описание
Данный станок является довольно глубокой модификацией устройства с линейки 16б16. Период наиболее активной разработки и выпуска подобных станков припал на 70-е годы ХХ века. Главным отличием станка 16б16кп от его собратьев стала автоматизированная коробка передач. Этот фактор ощутимо повысил удобность устройства и эффективность его работы.
У станка есть и другие важные особенности, которые выделяют его на фоне других подобных механизмов:
- Рабочее оборудование относится к классу точности «Н».
- У станка довольно эргономичная форма и относительно небольшие габариты.
- Резцедержатель устройства сконструирован таким образом, что во время создания резьбы оператор может быстро отнимать режущий инструмент от заготовки.
- В передней бабке станка есть два перебора с разным передаточным числом (1:4 и 1:16).
- Продольные салазки передвигаются в любом направлении в форсированном режиме.

- После обработки на данном станке, заготовки отличаются отличной чистотой поверхностей. Такого результата удалось добиться благодаря установке подшипников с высокими характеристиками точности и благодаря качественной сборке других рабочих узлов станка. Кроме того, конструкция устройства позволяет оператору регулировать скорость резки деталей.
- Длительность эксплуатации коробки подач достигается благодаря применению особой кинематической схемы. На высоких скоростях обработки, информация с рабочих поверхностей передается на коробку подач при помощи клиноременной системы, что положительно влияет на длительность работы устройства.
- Оператор может оперативно выбирать необходимый режим обработки детали благодаря наличию особого электрического привода.
- Регулировку интенсивности вращения шпинделя оператор контролирует ручкой на фартуке станка.
Маркировка устройства «К» и «П» означает наличие копировального устройства и повышенный уровень точности соответственно. Всего существует около двадцати различных модификаций станков из этой линейки. В отличие от большинства других моделей, данный станок предназначен для более филигранной обточки, поэтому его не рекомендуют использовать для «черновой работы».
Всего существует около двадцати различных модификаций станков из этой линейки. В отличие от большинства других моделей, данный станок предназначен для более филигранной обточки, поэтому его не рекомендуют использовать для «черновой работы».
Конструкция
Модель 16Б16КП была создана на базе выпускавшихся ранее станков 1А616 и 16Б16. Ее положительные характеристики основаны на конструкционных особенностях токарного станка:
- автоматическая коробка передач;
- плавная регулировка скорости резания;
- высокая точность обработки – прецизионный;
- в передней бабке установлено 2 перебора;
- резцедержатель четырехпозиционный с механизмом быстрого отвода;
- автоматический выбор оптимального режима резания благодаря наличию электрического привода на тиристорах.
Справка. Эргономика станка – удобство работы, была значительно улучшена. Токарь управлял всеми операциями, совершая минимум движений.
Передняя бабка:
Справа над станиной расположен самый сложный узел станка – передняя бабка. В ней размещаются узлы:
В ней размещаются узлы:
- коробка скоростей;
- коробка передач;
- шпиндельный узел;
- система смазки разбрызгиванием.
Масло одновременно смазывает и охлаждает шестерни, смывает с них грязь и металлическую пыль.
Важно!
Подшипники заполняются густой смазкой во время каждого профилактического осмотра.
Гитара:
Шестерни, расположенные на концах вала и винта, находятся внутри корпуса передней бабки и закрыты крышкой. Приводятся в движение клиноременной передачей. Набор шестерен зависит от типа нарезаемой резьбы.
Справка. При открывании крышки гитары во время работы станка срабатывает блокировка.
Суппорт:
Суппорт перемещается вдоль станка по направляющим станины. Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Салазки с резцедержателем движутся по направляющим в продольном и поперечном направлении. Одновременное включение подач в 2 перпендикулярных осях блокируется устройством на ручке управления.
Одновременное включение подач в 2 перпендикулярных осях блокируется устройством на ручке управления.
Задняя бабка:
Находится справа на станине. К направляющим крепится прижимными планками и винтами. Внутри корпуса, в одной оси со шпинделем, установлена пиноль. Она перемещается вручную маховиком, расположенным сзади, и зажимается с помощью ручки.
Конус пиноли Морзе №2. В нем закрепляют:
- центра;
- сверла;
- зенкера;
- метчик для нарезки внутренней резьбы.
Передвигается задняя бабка по направляющим вручную. Фиксируется на месте планками, расположенными снизу. Они приводятся в рабочее состояние рычагом.
Во время наладки пиноль регулировочными винтами выставляется соосно шпинделю. Допустимое смещение составляет менее 0,01 мм.
Фартук:
Через фартук проходят ходовой вал станка и винт. Кулачковые муфты с коническими шестернями превращают крутящий момент в поступательное движение: прямой, обратный ход суппорта и каретки.
На фартуке находятся ручки управления суппортом, салазками, переключения режимов резания. Величина смещения инструмента относительно детали отсчитывается по делениям лимба и нониуса с точностью до 0,1 мм.
Запускается движения суппорта и салазок вперед и назад джойстиком. Его узел оборудован устройством блокировки одновременного включения рабочего хода в разных направлениях. При нажатии на кнопку в его рукоятке, включается быстрый ход.
По бокам фартука, над направляющей, установлены концевые выключатели. Дойдя до крайней точки, они срабатывают и останавливают суппорт.
Коробка подач:
Точный шаг при нарезании резьбы обеспечивает ходовой винт. Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Коробка передач:
Коробка передач расположена в нижней части передней бабки, под шпиндельным узлом. Она передает крутящий момент на приводной вал коробки подач.
Коробка скоростей:
Автоматическая коробка скоростей находится в задней части передней бабки. Она вращает шпиндель. Наличие в ней двух переборов: 1:4 и 1:16 увеличивает выбор числа оборотов обрабатываемой детали.
Принцип работы:
При нажатии кнопки «Пуск» включаются двигателя. Через кулачковые муфты крутящий момент передается на ведущий вал коробки передач. Он приводит в движение ходовой винт через коробку подач.
Через автоматическую коробку скоростей, передающую вращение с выходного вала коробки передач, приводится в движение шпиндель. Скорость его вращения регулируется ручкой на передней бабке. Она, в свою очередь, переключает шестерни переборов.
Кулачковые муфты, установленные в фартуке, передают суппорту движение. Одновременно с ним перемещается резцедержатель с инструментом.
Задняя бабка
Она соединена со станиной ручкой. Контроль ее положения осуществляется оправкой, располагающейся по отметкам или в центрах. Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Важно! Предельный ход пиноли составляет 120 миллиметров. Винт 9 движется от маховика 2.
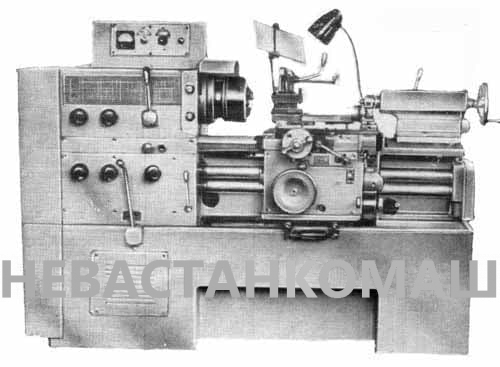
Общий вид
Внешний вид модели 16Б16КП отличается от большинства токарных станков выступающей над задней бабкой автоматической коробкой скоростей и эргономичным расположением рычагов и кнопок управления.
Расположение органов управления
На передней плоскости автоматической коробки скоростей находятся рукоятки:
- поворота резцовой головки;
- подачи суппорта – поперечной;
- управления АКП;
- включения насоса СОЖ;
- пуска электрооборудования.

Там же установлены сигнальная лампа и указатель нагрузки.
На передней бабке имеются таблички с настройкой режимов резания и расшифровкой символических значков. Здесь же рукоятки для установки и регулировки режимов резания, скорости вращения шпинделя и подачи инструмента.
С фартука управляется ход каретки, перемещение суппорта. Здесь же кнопка пуска реверсивного шпинделя.
Суппорт
Узел даёт возможность фиксировать инструмент, производить его передвижение в разных направлениях от механического привода или вручную. Продольные салазки фиксируются на тумбе с применением особого винта. Поперечная ползушка и салазка снабжены ограничителями хода в оба направления. При передвижении устройства до упора происходит срабатывание системы отключения узла.
Электрическая принципиальная схема
Модель 16Б16КП имеет 3 электрические двигателя:
- главный, подключен к приводу;
- отвечающий за перемещение салазок;
- приводящий в работу насосы СОЖ.

Первые два работают согласованно. Система блокировки не допускает одновременно включения поперечной и продольной подачи. Система смазки и охлаждения включается одновременно со станком и работает независимо от основных узлов.
Коробка скоростей
Данный узел на 6 степеней устанавливается в обособленном корпусе и закрепляется сзади к внешней стенке левой поперечной грани. Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Вал 14 взаимосвязан с муфтой 25, при запуске которой ход с него переходит увязанному с ней валу-гильзе 20 через полумуфту 24. Данный узел позволяет произвести 6 скоростей на шкиве 13. Ход путём ременной передачи поступает на шкив бабки. С валом 4 увязана производящая устойчивое и оперативное торможение машины муфта 3 с винтом 12.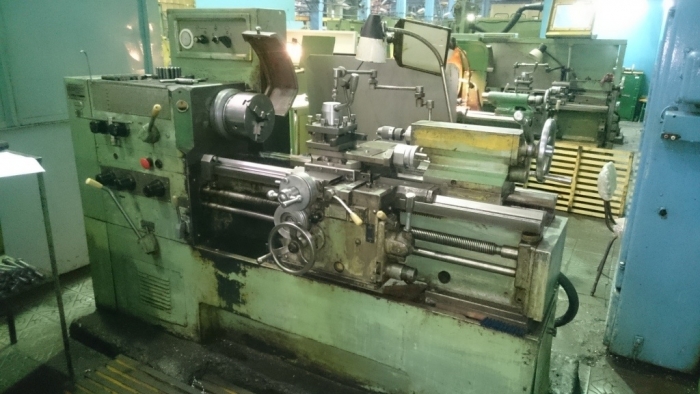 Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
Технические характеристики
Токарно-винторезный станок 16Б16КП прецизионного типа, высокой точности обработки. Имеет автоматическую коробку скоростей.
Основные параметры:
Модель станка 16Б16КП имеет 3 модификации, отличающиеся длиной станины. Параметры базовой модели:
- максимальная длина обрабатываемой заготовки 750 мм;
- диаметр над станиной 320 мм;
- над суппортом 180 мм;
- ход резца от оси вращения детали 185 мм.
При работе используют резцы с размером стебля 25 мм.
Шпиндель:
Благодаря наличию 2 переборов, скорость движения регулируется от 20 до 2000 об/мин, число ступеней 24. Диаметр отверстия 46 мм.
Направление вращения вперед и назад имеет одинаковые показатели.
Суппорт и подачи:
Механическое и ручное перемещение вперед и назад вдоль и поперек оси вращения детали.
Резцовые салазки:
Имеют четырехпозиционный резцедержатель. Перемещаются по перпендикулярным осям механической подачей и вручную.
Задняя бабка:
Максимальное расстояние от кулачков патрона 750 мм. Конус пиноли Морзе2. Максимальный ход 120 мм. Регулируется относительно оси детали с точностью до 0,01 мм.
Электрооборудование:
2 электродвигателя работают синхронно, приводят в работу основные узлы. Мощность 5, 7,5 кВт. Третий включает насосы системы смазки и охлаждения.
Габариты и масса:
Масса модели 16Б16КП 2270 кг при габаритах 2525×1110×1505 мм (длина, высота, ширина).
Особенности модели
Станок отличается рядом особенностей:
- для коробки передач устройства характерен длительный срок службы, что обеспечивается за счет применения клиноременной системы;
- фартук станочного оборудования оснащен ручкой, с помощью которой контролируется частота вращения шпинделя;
- станочный суппорт и продольные салазки способны двигаться ускоренно продольно и поперечно;
- передняя бабка оснащена двумя переборами с различными передаточными числами;
- аппарат оснащен резцедержателем особой конструкции, позволяющей оператору при резке детали быстро отнимать рабочий инструмент от нее;
- оборудованию присвоена категория точности «Н»;
- агрегат способен работать в нескольких режимах, что обеспечивается использованием на нем электропривода тиристорного типа;
- на фартуке станка имеется рукоятка, управляющая движениями продольных салазок и суппорта в ускоренном темпе.

Фартук станка
Для всех выполняемых операций на токарно-винторезном аппарате характерна точность и высокая чистота выполнения резьбы. Это обусловлено тем, что на нем все базовые детали имеют высокую точность, опоры шпинделя оснащены подшипниками высокой точности.
Все станочные элементы обладают тщательной балансировкой. Для аппарата характерна бесступенчатая регулировка скорости резки в различных диапазонах.
Устройство имеет маркировку «К», что означает наличие в нем копировального механизма. Маркировка «П» указывает на высокую точность обработки изделий станком данного типа.
Токарно-винторезный электроагрегат имеет в своей конструкции:
- устройство, блокирующее подачи в 2-х направлениях;
- продольные выключающие упоры;
- систему, защищающую устройство от перегрузок.
Техника безопасности при работе
Конечные выключатели и установленные в механизме станка блокирующие устройства предохраняют оборудование от поломки и станочника от травмирования. На суппорте установлен прозрачный щиток, закрывающий зону реза от разлетающейся стружки.
На суппорте установлен прозрачный щиток, закрывающий зону реза от разлетающейся стружки.
К работе на станке допускаются рабочие, прошедшие обучение и получившие квалификацию. Они должны быть в специальной одежде, головном уборе и надевать очки, защищающие глаза.
Фартук
У фартука есть 4 пары сцепных муфт, дающих возможность производить прямое и реверсивное движение суппорта и салазки. Управление движением салазки и нижней частью суппорта производится ручкой, направление запуска которой соответствует направлению их движению. Пуск быстрых передвижений суппорта в 4 направлениях позволяет осуществить добавочное нажимание кнопки IB, которая расположена в ручке. При этом происходит запуск электрического мотора ускоренных ходов, который путём ременной передачи посылает движение ходовому валу.
Смазывание деталей узла делается внедренным в крышку поршневым насосом. В узле установлен блокиратор, предотвращающий совместный пуск подач маточной гайки и суппорта. В нём также установлено специальное защищающее устройство, предохраняющее от перегрузки и рассчитанный на наибольший показатель усилия отключения (6000 ± 500)H. При работе по упорам значение можно понизить до нужного уровня гайкой 6, а также путем ослабления пружины 7.
При работе по упорам значение можно понизить до нужного уровня гайкой 6, а также путем ослабления пружины 7.
ТЕХНИЧЕСКАЯ | |||||||
| Серийный номер | | Старший номер: 1 | Старший №: 2 | Старший №: 3 | Старший номер: 4 | Старший номер: 5 | Старший номер: 6 |
1. | Длина кровати | 8 — | 8 — | 10′ | 12′ | 22′ | 12′ |
2. | Высота центра | 14- » | 16 дюймов | 18 дюймов | 24 дюйма | 28 дюймов | 30 дюймов |
3. | Ширина кровати | 16 дюймов | 20 дюймов | 24 дюйма | 30 дюймов | 30 дюймов | 38 дюймов |
4. | Качели над кроватью | 29 дюймов | 32 дюйма | 36 дюймов | 48 дюймов | 56 дюймов | 60 дюймов |
5. | Качели над седлом | 20 дюймов | 21 дюйм | 25 дюймов | 37 дюймов | 45 дюймов | 48 дюймов |
6. | Качели в промежутке | 42 дюйма | 46 дюймов | 53 дюйма | 66 дюймов | 74 дюйма | 82 дюйма |
7. | Ширина зазора спереди лицевой панели | 10 дюймов | 10 дюймов | 10 дюймов | 20 дюймов | 20 дюймов | 20 дюймов |
8. | Допуск между центрами | 50 дюймов | 36 дюймов | 52 дюйма | 66 дюймов | 162 дюйма | 40 дюймов |
9. | Отверстие шпинделя | 3-1/8″ | 4-» | 4-» | 4-» | 4-» | 5 дюймов |
10. | Скорости шпинделя | 6 | 6 | 6 | 8 | 8 | 8 |
11. | Размер конуса Морзе | 3МТ | 4МТ | 4MT | 4MT | 5MT | 6MT |
12. | Колесо изменения шага | 8ДП | 7ДП | 7ДП | 6ДП | 6ДП | 6ДП |
13. | Скорость счетчика Вал в об/мин | 240 | 200 | 200 | 160 | 160 | 160 |
14. | Диаметр ходового винта | 2 дюйма | 2-3/8″ | 2-3/8″ | 2- » | 2- » | 2-5/8″ |
15. | Шаг ходового винта | 2TPI | 2TPI | 2TPI | 2TPI | 2TPI | 2TPI |
16. | Требуемая мощность, л.с. | 3HP | 5 л.с. | 7- HP | 10 л.с. | 15 л.с. | 25 л.с. |
параметры резьбошлифовального станка матрицы 66м с
100+ يحب
100+ تعليقات
الدردشة على الانترنت
Abreu Coal Crusher – Grinding Mill China
The Gulin product line, consisting of more than 30 machines, sets стандарт для нашей отрасли. Мы планируем помочь вам удовлетворить ваши потребности с помощью нашего оборудования, нашей системы распространения и поддержки продуктов, а также постоянного внедрения и обновления продуктов.
Мы планируем помочь вам удовлетворить ваши потребности с помощью нашего оборудования, нашей системы распространения и поддержки продуктов, а также постоянного внедрения и обновления продуктов.
100+ يحب
100+ تعليقات
الدردشة على الانتvvстранственный
1111111111111111111111111111.
Шлифовальный станок Зубошлифовальный станок LFG-3540 оснащен контроллером FANUC и высокоскоростным шлифовальным шпинделем; с помощью разработанного Matrix Precision программного обеспечения для интеллектуальных диалогов он может гибко выводить требуемый профиль зуба и параметры шлифования.
100+ Число
100+ تعليقات
الدردشة على الانترنвели
Jindal Precision Machinery — производитель.
Jindal Precision Machinery, Ludhiana, Punjab — Manufacturer of Heller Horizontal Machining Centers, Vertical Machining Center, Universal Machining Center, Mandelli Universal Machining Center and Milling & Grinding Tools
100+ يحب
100+ تعليقات
الدردشة على الانترنت
Угольная дробилка Abreu – мельница China
Линейка продуктов Gulin, чем стандарт для нашей промышленности, состоит из 3 машин, более чем 30. Мы планируем помочь вам удовлетворить ваши потребности с помощью нашего оборудования, нашей системы распространения и поддержки продуктов, а также постоянного внедрения и обновления продуктов.
Мы планируем помочь вам удовлетворить ваши потребности с помощью нашего оборудования, нашей системы распространения и поддержки продуктов, а также постоянного внедрения и обновления продуктов.
100+
100+ تعليقات
الدردشة على الانترنت
схемы каменных дробилок в карьерах
параметры резьбошлифовального станка матрица 66м/с; основные сведения о производстве бетона i; цены на щековые дробилки в китае; производство бетонных шлифовальных машин; ремонт оборудования техническое обслуживание оборудования дробильных установок; содержание процесса производства песка; плоскошлифовальный станок; дробление и сортировка …
100+ يحب
100+ تعليقات
الدردشة على الانتsvecthite
Внешний стиль ветка — Matrix 9011
. Внешний стиль ветка — Matrix 9012
. Максимальный допустимый диаметр 150 мм: максимальный диаметр заземления 100 мм: минимальный диаметр заземления 5 мм (зависит от компонента) Максимальная длина между центрами 500 мм: максимальная длина резьбы, заземленной между центрами.

100+ يحب
100+ تعليقات
Параметр сверления — обзор | НаукаДирект.
Помимо влияния подачи на зуб на силы резания, увеличение сил резания при более высоких скоростях резания также может быть связано со скоростью деформации и боковым трением между инструментом и заготовкой. 15 Хотя прижатие режущей кромки к мягкой матрице при более высоких температурах может привести к снижению усилия, ожидается, что этот эффект не будет значительным из-за …
100+ يحب
100+ تعليقات
اليردشة على الا Выкт
100+ يحب
100+ تعليقات
الدردشة على الانترنت
100+ يحب
100+ تعليقات
الدردشة على الانترХный тной
100+ يحب
100+ تعليقات
اليردشة على الا Вылет
الير секретивный .
Станок предназначен для выполнения чистовых операций обычной, повышенной и повышенной точности точения. Высокая точность и чистота обработки обеспечиваются аккуратностью изготовления всех основных деталей и тщательностью сборки станка, использованием высокоточных подшипников в качестве опор шпинделя, балансировкой всех быстровращающихся деталей станка, широким диапазоном резания. скорости с …
100+ يحب
100+ تعليقات
الدردشة على الانترنت
1. Grinding 1.1. Шлифовальные и абразивные станки
Шлифовальный круг — это одноразовый круг, на периферии которого находится абразивный состав.
 Эти круги используются в шлифовальных станках. Колесо, как правило, изготавливается из матрицы крупных частиц, спрессованных и связанных вместе, чтобы сформировать твердую круглую форму, различные профили и поперечные сечения
Эти круги используются в шлифовальных станках. Колесо, как правило, изготавливается из матрицы крупных частиц, спрессованных и связанных вместе, чтобы сформировать твердую круглую форму, различные профили и поперечные сечения100+ يحب
100+ تعليقات
اليردشة على الا Вылет
9999999969999999999999999999999999
9999999999999997999 гг. KAISER
условия. С помощью этого метода правки можно править многие виды обычных шлифовальных кругов, а в особых случаях и сверхтвердые шлифовальные круги. Правка CD (непрерывная правка) часто используется для правки шлифовальных кругов, используемых для обработки закаленных деталей, а также тонких профилей из суперсплавов. Для всех типов повязок DR.
100+ يحب
100+ تعليقات
الدردشة على الانترنت
connor shea grinder blender – Grinding Mill China
connor shea grinder blender — Newest Crusher, Grinding Mill.
 Шервудские аукционы. Добро пожаловать на Sherwood Auctions: Каталог аукциона #96 Central Castra Road 06 апр 2013 в 11:00 1. СТАЛЬНОЙ ВЕРСТКА С ШЛИФОВАЛЬНОЙ МАШИНОЙ И ТИСКАМИ 2. » Узнать больше. Pre: угольная мельница аподи. Далее: параметры резьбошлифовального станка Matrix 66m/c
Шервудские аукционы. Добро пожаловать на Sherwood Auctions: Каталог аукциона #96 Central Castra Road 06 апр 2013 в 11:00 1. СТАЛЬНОЙ ВЕРСТКА С ШЛИФОВАЛЬНОЙ МАШИНОЙ И ТИСКАМИ 2. » Узнать больше. Pre: угольная мельница аподи. Далее: параметры резьбошлифовального станка Matrix 66m/c100+ يحب
100+ تعليقات
الدردشة على الانترنت
Drilling Parameter — an overview | НаукаДирект.
Помимо влияния подачи на зуб на силы резания, увеличение сил резания при более высоких скоростях резания также может быть связано со скоростью деформации и боковым трением между инструментом и заготовкой. 15 Хотя прижатие режущей кромки к мягкой матрице при более высоких температурах может привести к снижению усилия, ожидается, что этот эффект не будет значительным из-за …
100+ يحب
100+ تعليقات
اليردشة على الا Вылет
اليردشة على الا Выностью
100+ يحب
100+ تعليقات
الدхра0599
100+ يحب
100+ تعليقات
الدردشة على الانترنت
100+ يحب
100+
999
99969999
- 999999999999999699
9999999999699
999999999969
999999999996999 гг.
 Привет.
Привет.Поиск бывших в употреблении станков для шлифовки резьбы. Найдите Excello, Jones & Lamson и Mitsui Seiki для продажи на Machinio.
блендер для измельчения ши connor — мельница Китай
блендер для измельчения ши connor — новейшая дробилка, мельница. Шервудские аукционы. Добро пожаловать на Sherwood Auctions: Каталог аукциона #96 Central Castra Road 06 апр 2013 в 11:00 1. СТАЛЬНОЙ ВЕРСТКА С ШЛИФОВАЛЬНОЙ МАШИНОЙ И ТИСКАМИ 2. » Узнать больше. Pre: угольная мельница аподи. Далее: параметры резьбошлифовального станка матрицы 66m/c
Шлифовальные станки | Шлифовальные станки | ЭМТС.
Универсальный червячно-резьбошлифовальный станок MATRIX 46. Универсальный червячно-резьбошлифовальный станок MATRIX 46. Макс.
 диаметр заготовки: 254 мм; Максимум. расстояние между центрами: 1066 мм; Максимум. длина заточки: 1041 мм; Максимум. вместимость цангового патрона: 38 мм
диаметр заготовки: 254 мм; Максимум. расстояние между центрами: 1066 мм; Максимум. длина заточки: 1041 мм; Максимум. вместимость цангового патрона: 38 мм50597 الدردشة على الانترنت
Оптимизация параметров процесса на поверхности.
Исследование фокусировки поля шлифования в большом диапазоне. В котором исследования по оптимизации параметров резания проводились многими авторами: Значение оптимизации глубины резания, скорость заготовки …
100+ يحب
100+ تعليقات
الدردشة على الانترنвели
.
Матрица шлифовального станка Нити Мы — Импортер, которому доверяют, и Торговец, который предлагает широкий спектр используемой Матрицы шлифовального станка Нити. Предлагаемые нами машины используются во многих отраслях промышленности. Ассортимент нашей продукции строго проверяется по многим параметрам перед поставкой.

999999999999999999999999999999999
99999999999999999999999979999999999999997997 гг.
Эта статья поможет вам понять калибры резьбы, используемые в точных измерениях. В этой части мы рассмотрим проходные и непроходные манометры и представим концепцию метрологии, применимую к практическому механическому цеху или производству. В производственных цехах контроль цилиндрических деталей (валов или отверстий) для приемки быстро производится с помощью простых проходных и непроходных калибров со стопорными кольцами (для проверки валов …
В производственных цехах контроль цилиндрических деталей (валов или отверстий) для приемки быстро производится с помощью простых проходных и непроходных калибров со стопорными кольцами (для проверки валов …
Thread Grinder — Matrix 16 — YouTube
09.08.2017 · Matrix (England) model 16 No. Thread Шлифовальный станок в отличном рабочем состоянии. Технические характеристики машины следующие: — Марка — Matrix (Англия) Модель — 16 № Макс. Thread …
Автор: LibertyMachines
. Обзор на оборудовании углеродичного Fiber.
15.10.2019 · Кроме того, параметры шлифования также влияют на стружку при шлифовании композита C/SiC. Как видно из рис. 6 в [1], форма удаления шлифовальной стружки повлияла на образование поверхностных дефектов. При механической обработке этого композита матрица SiC в основном удалялась обломками пласта.
6 в [1], форма удаления шлифовальной стружки повлияла на образование поверхностных дефектов. При механической обработке этого композита матрица SiC в основном удалялась обломками пласта.
