16К20 схема станка: — 1620 (1620, 1620, 1625). .
Содержание
Токарно-винторезный станок модели 16К20 | Резьбонарезные станки
Страницы: 12345
Универсальный токарно-винторезный станок модели 16К20 предназначен для выполнения разнообразных токарных и резьбонарезных работ. На станке можно нарезать резьбы различного профиля на наружных и внутренних цилиндрических и конических поверхностях с помощью резцов, резьбовых гребенок, метчиков и плашек. При нарезании резьбы резцом и гребенкой в станке используют цепь главного движения и винторезную цепь, а при нарезании резьбы метчиком и плашкой — только цепь главного движения, так как подача инструмента осуществляется самозатягиванием.
| Наибольший диаметр обрабатываемой заготовки, мм: | |
| над станиной | 400 |
| над поперечными салазками суппорта | 220 |
| Расстояние между центрами, мм | 710, 1000,1400, 2000 |
| Число частот вращения шпинделя | 24 |
| Частота вращения шпинделя, об/мин | 12,5—1600 |
| Подача, мм/об: | |
| продольная | 0,05—2,8 |
| поперечная | 0,025—1,4 |
| Шаг нарезаемой резьбы, мм: | |
| метрической | 0,5—112 |
| модульной | 1,57—377,7 |
| дюймовой, число ниток на 1″ | 56—0,5 |
| питчевой | 56—0,5 |
| Мощность электродвигателя главного привода, кВт | 10 |
Станина 1 станка (рис. 45) служит основанием, на котором размещены все основные узлы станка. На станине 1 станка (рис. 45) неподвижно закреплены шпиндельная бабка 4 с коробкой скоростей, служащей для изменения частоты вращения шпинделя, и коробка подач 3 для изменения величин продольных и поперечных подач и шагов нарезаемых резьб. По направляющим станины перемещается каретка 8, на направляющих которой смонтирован поперечный суппорт 7 с четырехпозиционным резцедержателем 6 инструмента, а к нижней части каретки прикреплен фартук 2 для управления движениями в станке. Задняя бабка 9 предназначена для поддержания длинных заготовок при обработке их в центрах, а также для закрепления в ней сверл, зенкеров, разверток, метчиков и других инструментов, Заднюю бабку по направляющим станины перемещают вручную и закрепляют в необходимом положении с помощью эксцентрикового зажима. Управляют станком с помощью рукояток и электрического пульта 5.
45) служит основанием, на котором размещены все основные узлы станка. На станине 1 станка (рис. 45) неподвижно закреплены шпиндельная бабка 4 с коробкой скоростей, служащей для изменения частоты вращения шпинделя, и коробка подач 3 для изменения величин продольных и поперечных подач и шагов нарезаемых резьб. По направляющим станины перемещается каретка 8, на направляющих которой смонтирован поперечный суппорт 7 с четырехпозиционным резцедержателем 6 инструмента, а к нижней части каретки прикреплен фартук 2 для управления движениями в станке. Задняя бабка 9 предназначена для поддержания длинных заготовок при обработке их в центрах, а также для закрепления в ней сверл, зенкеров, разверток, метчиков и других инструментов, Заднюю бабку по направляющим станины перемещают вручную и закрепляют в необходимом положении с помощью эксцентрикового зажима. Управляют станком с помощью рукояток и электрического пульта 5.
Рис. 45. Общий вид токарно-винторезного станка модели 16К20: 1 — станина; 2 —фартук; 3 — коробка подач; 4 — коробка скоростей; 5 —пульт управления; 6 — резцедержатель; 7 — поперечный суппорт; 8 — каретка; 9 — задняя бабка
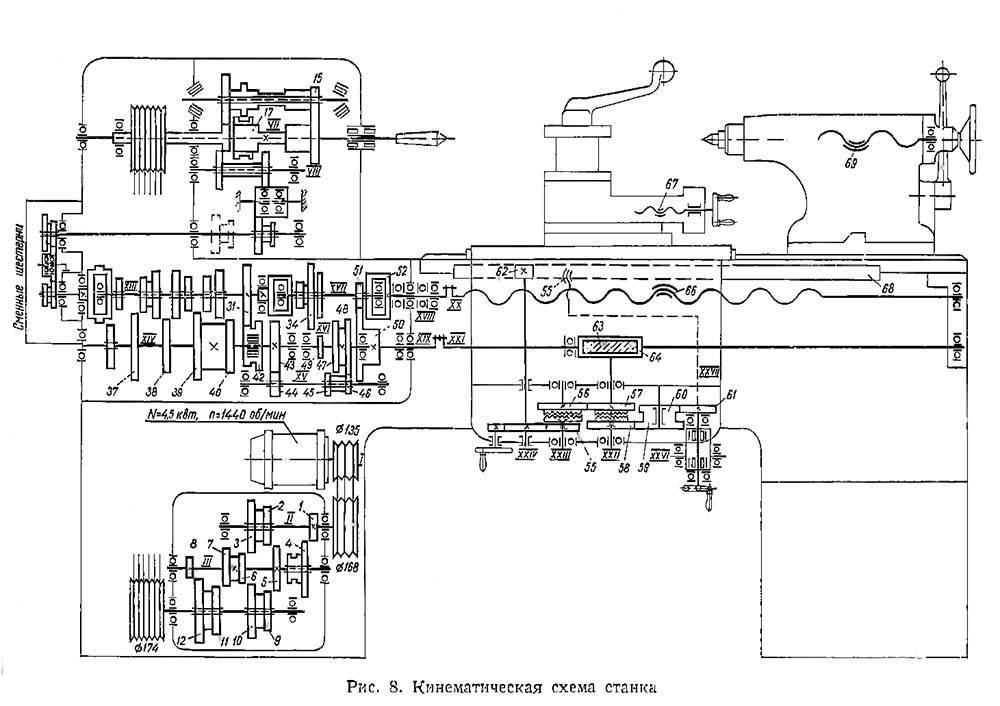
Кинематическая схема токарно-винторезного станка модели 16К20 показана на рис. 46.
46.
Рис. 46. Кинематическая схема токарно-винторезного станка модели 16К20
Движения в станке: главное вращательное движение шпинделя, движение продольной и поперечной подачи суппорта, ручные и ускоренные перемещения суппорта.
РЯЗАНСКАЯ МОДЕЛЬ 16Р40-5 Ручной токарный станок
Связаться с продавцом
Запросить цену
Свяжитесь с этим продавцом для уточнения цены
Состояние:
Новый
Год:
900 02 Не указано
Марка:
Рязань
Модель :
16R40-5
Расстояние между центрами (мм):
5000
16R40-5 Конструкция аналогична серии 16K40, за исключением того, что она оснащена инверторным приводом с регулируемой скоростью вращения шпинделя и увеличенной максимальной скоростью с максимальным диаметром 700 мм над станиной, 350 мм над кареткой и 5000 мм между центрами.
ХАРАКТЕРИСТИКИ
Этот станок представляет собой токарный станок для тяжелых условий эксплуатации, созданный в соответствии со стандартами инструментального цеха с повышенной точностью по сравнению с серией 16K40. Коробка основных скоростей имеет 3 диапазона скоростей с регулируемой подачей в каждом диапазоне, что дает скорость шпинделя от 5 до 1600 об/мин и по специальному заказу от 5 до 2000 об/мин. Регулировка скорости в каждом диапазоне бесступенчатая и осуществляется с пульта, расположенного с правой стороны седла.
Коробка основных скоростей имеет 3 диапазона скоростей с регулируемой подачей в каждом диапазоне, что дает скорость шпинделя от 5 до 1600 об/мин и по специальному заказу от 5 до 2000 об/мин. Регулировка скорости в каждом диапазоне бесступенчатая и осуществляется с пульта, расположенного с правой стороны седла.
Все шестерни и шлицевые валы в редукторе и коробках подачи закалены и отшлифованы, и, конечно же, закалена и отшлифована станина.
Коробка подачи полностью отделена от главного редуктора и расположена в передней части машины под главным редуктором. Он имеет собственную отдельную систему смазки и масляный резервуар, а органы управления, установленные на передней части коробки подачи, контролируют подачу – число равно 32, а также изменения нарезки резьбы, среди которых есть полный набор метрических, английских и модульных резьб.
Станок можно запустить с помощью электрического переключателя, установленного в двух местах: на передней бабке и на седле. Для удобства использования токарного станка на длительной работе поставляются два переключателя.
Седло снабжено устройством быстрого перемещения, которое приводится в действие отдельным двигателем, установленным на правом нижнем конце седла, и обеспечивает привод через редуктор с отдельной системой смазки для привода ускоренного перемещения продольного, поперечного и поперечного скольжения. составной слайд. Ускоренный ход управляется четырехпозиционным переключателем, установленным на панели непосредственно над электродвигателем быстрого хода. Составной слайд имеет движение 200 мм. Его можно установить под любым углом для обработки конусов с помощью механической подачи. Можно использовать комбинацию верхних салазок и продольных салазок или комбинацию верхних салазок, продольных и поперечных салазок с помощью формулы, приведенной в руководстве, для нарезания конусов под любым углом с помощью механических подач до максимальной длины. примерно 900мм.
Задняя бабка оснащена конусом Морзе номер 6 и похожа на все другие задние бабки, за одним исключением: при откручивании четырех болтов, которые крепят ее к станине, она поднимается вверх на подпружиненных колесах, что позволяет очень легко скользить вниз по всей длине кровать.
Машина также поставляется с двумя люнетами, один фиксированный люнет с максимальным диаметром 350 мм, оснащенный роликами, идеально подходящими для переноски очень тяжелых работ. Другой — передвижной люнет, максимальный диаметр ок. 150 мм.
Пожалуйста, обратитесь к приложенному чертежу номер 06 1022, на котором указаны нагрузки, воздействующие на фундамент этой машины. Глубина фундамента должна быть рассчитана инженером-строителем с использованием этой таблицы и результатов испытаний грунта.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Максимальный поворот над станиной 830 мм
Над поперечными салазками 490 мм
Максимальная рабочая длина 5000 мм
Диаметр отверстия шпинделя 105 мм
Мощность электродвигателя главного привода 22 кВт
Система запуска электродвигателя D.O.L
Габаритные размеры – Длина 7200 мм
Габаритные размеры – Ширина 1860 мм
Габаритные размеры – Высота 1625 мм
Масса станка с электрооборудованием, кг 9550
Деление шкалы – продольное 1,0 мм
Деление шкалы – поперечное 0,1 мм
Число скоростей подачи – продольное 32
Количество подач – крестовина 32
Диапазон подач, мм/об. – продольная 0,060 – 1,400
– продольная 0,060 – 1,400
Диапазон подач, мм/об. – поперечная 0,024 – 0,518
Ускоренная подача Подача м/мин – продольная 5,2
Ускоренный ход Подача м/мин – крест 2
Диапазон нарезки резьбы – метрическая, мм 1-224
Диапазон нарезки резьбы – модуль, мм 0,25-0,5
Диапазон нарезки резьбы – дюймы, т.п.и. 28-0,25
Максимальный ход 220 мм
Значение деления шкалы, мм 0,05 мм
Максимальный угол поворота, градусы +/- 90
Значение деления шкалы поворота, градусы 1
Расстояние от опорной поверхности инструмента до осевой линии 50 мм
Число диапазонов шпинделя 3
Диапазон частот вращения шпинделя 5-1600
Максимальная регулировка пиноли 240 мм
Конус пиноли № 5 Морзе
Максимальное смещение +/-10 мм
СТАНДАРТНЫЕ ПРИНАДЛЕЖНОСТИ
Электрооборудование
Набор инструментов
Стационарная подставка
Система охлаждения
Передвижная подставка 900 51 Центр (2 шт.)
Трехкулачковый патрон 315 мм
Руководство по обслуживанию
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
3-х кулачковый патрон 400 мм
4-х кулачковый патрон 500 мм
Коническое токарное приспособление
Очень большой люнет 200-410 мм
Цифровая система считывания
Live Center
Обратите внимание, что приведенная выше информация может быть изменена без предварительного уведомления.
especificaciones, esquemas, descriptions y commentarios
El torno nacional 16K20 se refiere acategoría de dispositivos de corte de tornillo. Su lanzamiento se estableció en la planta Red Proletary en 1973. Algunas partes fueron suministradas por Gomel Combine de componentes de la máquina. Un análogo moderno de la maquina en cuestión es la unidad GS526U. La main esfera de aplicación del dispositivo es la producción Industrial, en la economía privada es unregante debido a su alto costo y Dimensions bastante impresionantes.
Características del torno 16K20
El equipo en cuestión se usa paracorte de hilo (метрическая, модульная, пассовая, configuración en pulgadas) y algunas otras operaciones de torneado. Esta unidad fue ampliamente utilizada en la industria de los países postsoviéticos. Desde la producción, el modelo fue eliminado en 1989, pero en el mercado moderno, puede encontrar una copyia china idéntica con la misma placa.
Базовые параметры торно 16K20:
- Класс точности H.
.jpg)
- Максимальный диаметр рабочего места 50 мм.
- Uníndice de giro аналогичный es de 220 мм.
- La longitud del producto revisado al maximo — 2 метро.
- Ограничения питания поперечные/продольные — 1,4/2,8 мм/об.
- Номинальная мощность основного электрического двигателя мощностью 11 кВт.
- La longitud / ancho / alto de la máquina es de 2,5 (3,79) / 1,19 / 1,5 м. La longitud depende de la modificación.
- Эль-песо-дель-экипо кон эль-эквипо комплетос де 3,6 тонеладас.
Gestión yequipamiento
Torno 16K20 se refiere a un costosoequipo y requiere cuidado apropiado. Primero, conozcamos су administración. Los volantes e interruptores se controlan en modo manual. La unidad está equipada adicionalmente con un portaherramientas Central, mediante el cual se procesan aberturas de alimentación manuales y mecanizadas. En este caso, el contrapunto no está involucrado.
Al Mover La Variable Trineoel eje de la herramienta de corte y el husillo están interconectados. Antes де iniciar эль procesamiento, Эс necesario empujar ла visera en эль soporte hasta дие себе detenga. Эль манго дель deslizador поперечного sirve пункт ajustar ла posición дель eje де ла antorcha.
Antes де iniciar эль procesamiento, Эс necesario empujar ла visera en эль soporte hasta дие себе detenga. Эль манго дель deslizador поперечного sirve пункт ajustar ла posición дель eje де ла antorcha.
Los tornos para metal 16К20, соответствующий жесткому микрометрическому типу, ответственному за продольное движение. Por solicitud, un dispositivo con la corredera superior y de forma mecánica. Además, себе proporciona un aparato para multipaso roscado y acabado de piezas poliédricas. Este sitio es parte de pinza Hydrokopirovalny, barra de cono y portaherramientas.
База монолитного оборудования с конфигурациями по форме де каха кон гуиас де мольенда калентадас. La caja también sirve para el ensamblaje de chips, y también es un contenedor responsable de enfriar el fluido de trabajo.
Mal funcionamiento
En algunos casos, reparaciones oreemplazo de partes personales del torno 16K20. Muy a menudo, las reparaciones se llevan a cabo en la parte de rectificado del marco, reemplazando los cojinetes o la caja de engranajes del embrague de fricción. En el bloque аналогичный дель контроль де transferencias, лос engranajes y лос rodamientos cambian кон más frecuencia.
En el bloque аналогичный дель контроль де transferencias, лос engranajes y лос rodamientos cambian кон más frecuencia.
La reparación del delantal es para reemplazar el uterotuercas, cojinetes, guías de pulido. Al solucionar Problemas-де-лас-Пинзас, себе cambian лос tornillos, tuercas, cuñas, у luego се pulimentan лос elementos де guía. Si es necesario restaurar la eficiencia del contrapunto, por lo general, reemplace la pluma, taladrando los agujeros de trabajo, realice el raspado de las piezas de la guía. La revisión también implica reemplazar el relleno eléctrico, verificar la precisión y la geometría de la unidad, instalar un sistema de enfriamiento.
Reparación de tornos 16K20
El proceso preparatorio incluye una revisiónequipo al ralentí. Esto ле allowe identificar лос моменты де Ruido у Vibración en diferentes posiciones дель eje. En esta etapa, es posible procesar un prototipo para determinar el estado de los soportes. Tal manipulación es obligatoria, я Que AlloweDetectarDefectos Que prácticamente no se notan durante el funcionamiento.
La molienda es la limpieza de todos los bordes salientes ybaches en la superficie del núcleo de la máquina. Эль-Марко Эста Монтадо Sobre уна столовой у се Фиха ан лас esquinas Interiores. En esta etapa, es necesario verificar con precisión la disposición paralela del conjunto con Respecto a la superficie del banco de trabajo. Esto se puede hacer con la ayuda de un nivel de construcción. El marco se fija mediante forros y tornillos con una deflexión de 0,05 мм.
Recuperando elementos de guía
Algunas plantas llevan a cabo un endurecimiento de pruebala máquina rodando. En algunos casos, se usa adicionalmente el endurecimiento, lo Que Aumenta la Resistance de las piezas a desgastar. El método de reparación se elige en función del grado de dureza de las piezas de guía y la base de reparación disponible.
Las Formas Más Populares de Restaurar guías son las siguientes Варианты:
- Planificando
- Asustando.
- Ректификадо.

Asustar se refiere al proceso de reparación más Laborioso, incluso con un desgaste minimo. En la mayoría de los casos, esta manipulación se lleva a cabo mecánicamente, lo que le da un cierto efecto económico.
La molienda proporciona un alto índicelimpieza y precisión en los acabados. Este método эс óptimo cuando себе trabaja кон superficies endurecidas. La molienda allowe aumentar la productividad varias veces, en comparación con la operación de raspado. Cuando себе trabaja кон elementos де guía endurecidos, себе requerirá ип acabado де acabado adicional.
Reseñas y precio
Torno for metal 16K20, cuyo preciocomienza desde 850 mils rublos for reemplazar la version of 1K62. El nuevo equipo tiene mejores características. Los usuarios entre los parametros cualitativos del equipo distinguen los siguientes parametros:
- Larga vida útil.
- Confiabilidad
- Exactitud de procesamiento.
- Альто-рендимьенто.
- Seguridad del trabajo
- Simplicidad y conveniencia del servicio.
Маркадо
La maquina en cuestión está orientada al procesamientosuperficies cónicas, cilíndricas y no estándar. Los usuarios notan la versatilidad de los equipos, ya que las bases pueden ser de tipo externo e interno. Además, la unidad sirve para cortar varios tipos de hilos. Además, los propietarios señalan la posibilidad de utilizar la máquina para procesar superficies de extremo utilizando cortadores, taladros, avellanados, grifos y matrix.
Al comprar el equipo descrito, póngase en contacto conatención al código alfanumérico en el nombre del modelo. La unidad de índice indica Que el tipo de torno, número 6 — la posibilidad de las operaciones de corte de los tornillos. La letra «K» en el nombre de la unidad de — Esta Generation de máquinas-herramientas, el ultimo dígito indica la altura maxima de los centros (220 мм). La presencia en el nombre de la letra «P» indica una mayor precisión del dispositivo.
Заключение
Torno 16K20, cuyas reviewes se danarriba, se refiere a equipos de alta precisión.
