16К20 схема токарного станка: Кинематическая схема токарного станка 16К20
Содержание
Кинематическая схема токарного станка 16К20
Кинематическая схема (рис. 1.) приведена для понимания связей и взаимодействия основных элементов станка 16К20. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Рис. 1. Кинематическая схема токарного станка 16К20
От электродвигателя Д1 через клиноременную передачу 148/268 вращение передается на входной вал II коробки передач станка. Муфта М1 на этом валу позволяет получить через двойной блок зубчатых колес 56/34 или 51/39 прямое вращение вала III или через зубчатые колеса 50/21 и 36/38 — обратное вращение. Через блок зубчатых колес 29/47, 21 /55 или 38/38 вал IV получает шесть частот вращения в прямом направлении (соответствует вращению шпинделя против часовой стрелки) и три частоты вращения в обратном. С вала IV’ через двойной блок зубчатых колес 60/48 или 30/60 шпиндель VII получает двенадцать высоких частот вращения (либо шесть в обратном направлении).
Двенадцать низких частот вращения шпинделя передаются через валы IV и VI перебора с помощью двойного блока зубчатых колес 45/45 или 15/60 и зубчатых передач 18/72 и 30/60. Для включения этой цепи зубчатое колесо z=60 двойного блока сцепляется с зубчатым колесом z=30 вала VI.
Для включения этой цепи зубчатое колесо z=60 двойного блока сцепляется с зубчатым колесом z=30 вала VI.
На высоких частотах вращения шпинделя группа зубчатых колес на валах V и VI не участвует в передаче мощности от двигателя на шпиндель, что повышает динамические свойства привода главного движения, т. е. уменьшается время разгона шпинделя и его торможения, уменьшаются вибрации и повышается долговечность станка. Всего на шпиндель передается 22 частоты вращения, так как две частоты совпадают.
Частота вращения шпинделя, об/мин:
Аналогично могут быть определены другие промежуточные частоты вращения. Перемещение суппорта при нарезании резьбы, при продольной или поперечной подаче осуществляется по кинематической цепи механизма подач. От шпинделя VII вращение передается валу VIII через зубчатые колеса 60/60. Для увеличения шага нарезаемой резьбы или подачи используется звено увеличения шага: вращение снимается с вала IV через зубчатые колеса 45/45, что позволяет увеличить подачу (или шаг нарезаемой резьбы) в 4 или 16 раз. Далее через колеса 30/45 или цепочку реверса 30/25/45, гитару сменных зубчатых колес a/b и c/d вращение передается на приемный вал Х коробки подач.
Далее через колеса 30/45 или цепочку реверса 30/25/45, гитару сменных зубчатых колес a/b и c/d вращение передается на приемный вал Х коробки подач.
Через колеса 28/38 и зубчатые передачи 28/28, 28/35, 30/25 или 42/30 вал ХII и через муфту М4 вал XIII получают четыре частоты вращения, используемые при нарезании метрических и модульных резьб. Дюймовые резьбы нарезаются через кинематическую цепь 28/38, муфту М3 и колеса 30/33. Вращение выходному валу ХV передается через различные комбинации включения зубчатых колес на валах XIII, XIV и ХV.
Настройка коробки подач на выбранную подачу или шаг нарезаемой резьбы производится перемещением блока зубчатых колес z=18 и z=28 и включением муфт М2, М3, М4 и М5. Муфта М5 передает вращение на ходовой винт XIX для нарезания резьб, а при отключенной муфте М5 через зубчатые колеса 23/40, 24/39, муфту обгона М6 и колеса 28/35 — на ходовой валик XVI для работы с продольной и поперечной подачами.
С ходового валика XVI зубчатыми колесами 30/32/32/30 через муфту М7, червячную передачу 4/21 вращение сообщается зубчатому колесу z=36. Продольное перемещение суппорта осуществляется через зубчатые колеса z=41, муфты М8 или М9, зубчатые передачи 17/66 на реечную шестерню 10. Для поперечного перемещения суппорта вращение от колеса z=36 передается через зубчатые колеса z=36, муфты М10 или М11, зубчатые передачи 34/29/16 на винт поперечных салазок ХXI с шагом 5 мм.
Продольное перемещение суппорта осуществляется через зубчатые колеса z=41, муфты М8 или М9, зубчатые передачи 17/66 на реечную шестерню 10. Для поперечного перемещения суппорта вращение от колеса z=36 передается через зубчатые колеса z=36, муфты М10 или М11, зубчатые передачи 34/29/16 на винт поперечных салазок ХXI с шагом 5 мм.
Ускоренные продольные или поперечные перемещения суппорта осуществляются от двигателя Д2, связанного с ходовым валиком клиноременной передачей 85/127. Муфта обгона М6 не препятствует быстрому вращению валика от включенных зубчатых колес в коробке подач.
Направление подачи и быстрых перемещений суппорта определяется включением одной из четырех муфт М8…М11, управляемых одной рукояткой. Для включения необходимой подачи рукоятку наклоняют в соответствующую сторону, а нажимом кнопки на торце рукоятки включают двигатель быстрых перемещений.
В некоторых модификациях станка 16К20 подача верхнего суппорта также механизирована: от зубчатого колеса z=29 вращение снимается колесом 18 на вал ХХ и через зубчатые передачи 20/20, 20/23/30/28/30 и 20/20 передается на ходовой винт ХХII верхнего суппорта.
Токарный станок 16К20: технические характеристики, схемы, работа
Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским . В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Назначение станка
В начале 70-х советский маш после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.

- С – особо точные (мастер).
Технологический маршрут ремонта шпинделя
При проверке шпинделя (рис. 27) установлено, что:
- биение поверхности 2 — [Ø50k6]1 составляет 0,04 мм
- биение поверхности 6 — [Ø70k6] — 0,06 мм
- биение буртика поверхности 6 — 0,06 мм
- износ поверхности 1 — [М48]х1,5 составляет 0,4 мм на сторону
- износ поверхности 2 — Ø49,96 мм [Ø50k6]
- износ поверхности 3 — Ø59,95 мм [Ø60k6]
- износ поверхности 4 — [М64]х6 — резьба замята по 0,3 мм на сторону
- износ поверхности 5 — Ø74,97 мм [Ø75k6]
- износ поверхности 6 — Ø69,87 мм [Ø70k6]
- износ поверхности 7 — [М68]х2 —резьба замята по 0,35 мм на сторону
- износ поверхности 8 — надиры и забоины до 0,8 мм
- износ поверхности 10 — 6,07 мм [6j86]
- износ поверхности 11 — 6,07 мм [6j86]
1 В квадратных скобках указаны номинальные размеры шпинделя (до износа)
Для выполнения ремонта шпинделя необходимо иметь следующее оборудование:
- токарно-винторезный станок
- вертикально-фрезерный станок
- круглошлифовальный станок
- отремонтированный станок с установленным на нем шпинделем
- верстак со слесарными тисками
- гальваническая ванна
Технические характеристики
- Группа точности – Н.

- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.

- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.

- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).

- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
Схема органов управления токарным станком
Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.

Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Сферы использования и модификации станка 16К20
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно здесь: Паспорт 16К20
Токарно-винторезный станок модели 16К20 принадлежит к категории универсального оборудования для обработки деталей из металла. Его характеристики, конечно, не позволяют заменить им фрезерное оборудование, но дают возможность использовать его для выполнения целого перечня специализированных операций.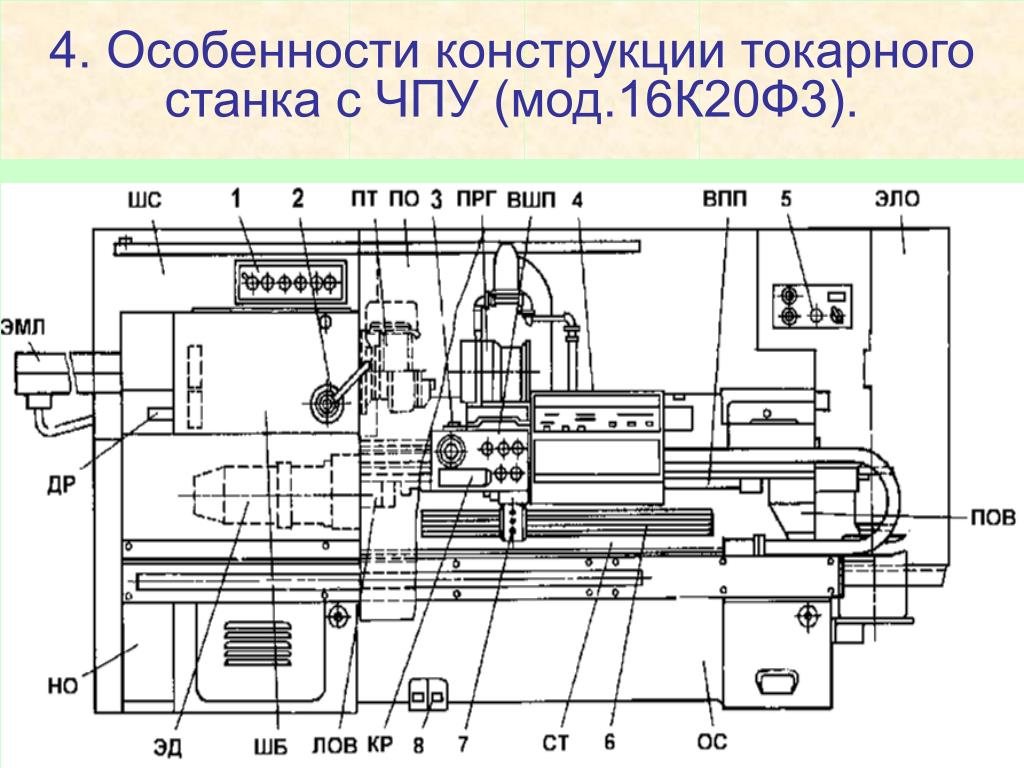 К таким операциям, в частности, относятся нарезание резьбы различного типа (метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие виды токарной обработки.
К таким операциям, в частности, относятся нарезание резьбы различного типа (метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие виды токарной обработки.
Возможности этого токарно-винторезного станка таковы, что с его помощью можно обрабатывать заготовки и из горячекатаного, и из холоднокатаного проката. До появления данного станка на предприятиях использовалась модель оборудования 1К62, которая значительно уступает ему по всем своим характеристикам. Так, к преимуществам токарно-винторезного станка 16К20 (по сравнению с прежней моделью) можно отнести:
- безопасность эксплуатации;
- высокую надежность;
- возможность обрабатывать детали с высокой точностью;
- простоту и удобство обслуживания;
- исключительную долговечность даже при активной эксплуатации;
- высокую производительность.
Применяют токарно-винторезные станки 16К20 на предприятиях, выпускающих продукцию единично или мелкими сериями, а также в инструментальных цехах, где такое оборудование может использоваться для выполнения как получистовых, так и чистовых работ.

Из конструктивных особенностей данного токарно-винторезного станка можно отметить следующие.
- Станина оборудования выполнена в коробчатой форме и установлена на массивное монолитное основание, что придает высокую жесткость всей конструкции. Точность передвижения по станине суппорта и подвижной задней бабке обеспечивают надежные направляющие, которые подвергнуты термообработке и шлифованию.
- В зависимости от типа обработки и конфигурации заготовки могут фиксироваться в патроне или зажиматься в центрах.
- Устройство держателя для резца разработано таким образом, чтобы обеспечить надежную фиксацию инструмента.
- Для установки шпинделя используются высокоточные (прецизионные) подшипники качения, необходимые для точности его расположения и вращения.
- В конструкции токарно-винторезного станка 16К20 предусмотрен целый ряд блокировочных и ограждающих технических элементов, обеспечивающих безопасность работы на нем.
- Для обеспечения точности обработки на станке установлены линейки с визирами, по которым можно контролировать продольные, а также поперечные перемещения инструмента.
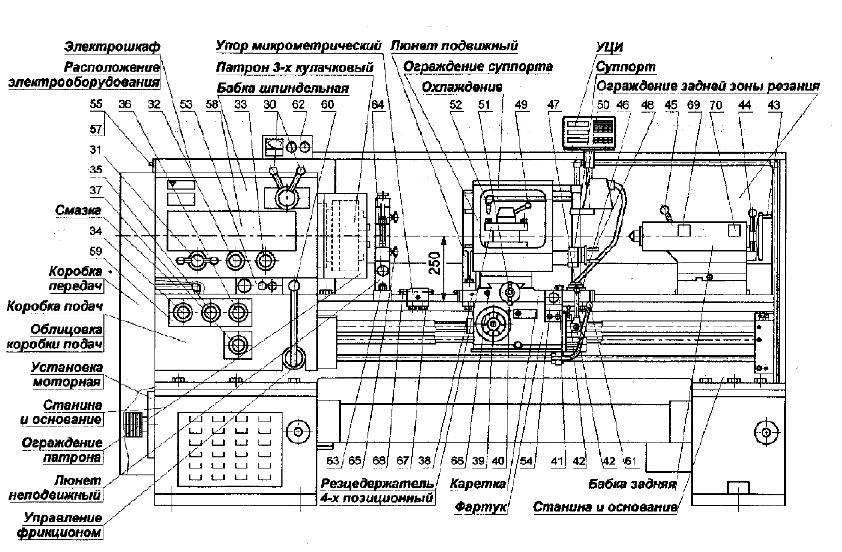
- Экстренно отключить подачу суппорта станка 16К20 можно при помощи специального устройства, установленного на фартуке станка.
Резцедержатель 16К20 на суппорте станка выглядит следующим образом:
Резцедержатель станка 16К20
Благодаря универсальности, надежности, простоте устройства и обслуживания токарно-винторезного станка 16К20 аналоги данного оборудования выпускались на ряде отечественных и зарубежных предприятий, где они обозначались:
- МК6058 (6057, 6056) – Станкостроительный в Москве;
- 16В20П, 16В20 – Астраханский станкостроительный завод;
- ЖА-805 – Завод автоматических станков в Житомире;
- 16Б16 и модификации, Samat 400 – Средневолжский станкостроительный завод в Самаре;
- GH-1840ZX («Jet» – Швейцария), CU402 («Враца» – Болгария), CD6140A («Anhui Chizhou» – Китай), BJ1630G, CS6240, CS6240 («Bochi» – Китай), CA6240B, CA6140A («SMTCL» – Китай).
- КА-280 – в Киеве.
- 16ВТ20П, 16ВТ20 – в Витебске.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.

- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Шпиндель токарного станка. Технологический маршрут ремонта 3
Технологический маршрут 3 ремонта шпинделя токарного станка
Технологическая оснастка для ремонта шпинделя:
- четырехкулачковый патрон 7103—0049 (ГОСТ 3890—72)
- поводковый патрон 7108—0055 (ГОСТ 2572—72)
- люнет неподвижный
- станочные винтовые самоцентрирующие рычажные тиски 7200—0154 (МН 5790—65)
- внутришлифовальное приспособление, оправка для установки шпинделя
- проходной отогнутый резец 2102—0055—Т15К6—IV (МН 575—64)
- расточный резец 2140—0010—Т15К6—1
- резьбовой резец δ = 60° 2131—0506—Т15К6
- центра (ГОСТ 13214—67)
- гаечный двусторонний ключ (ГОСТ 2839—62)
- медные подкладки, хомутик (ГОСТ 2578—74)
- фреза концевая 2220—0007—Р18 (ГОСТ 17025—71)
- шлифовальный круг ПП400х40х127-Э5-К ГОСТ 2424—75
- пробка шпоночная 6,5js6 Mh3978—61
- штангенциркуль ШЦ-II (ГОСТ 166—73)
- микрометр рычажный МР 50—75 (ГОСТ 4381—68)
- индикатор ГОСТ 9695—75
- конусный калибр Морзе 5
технические характеристики, схемы, описание и отзывы
Станок токарный отечественный 16К20 относится к разряду токарно-винторезных станков. Его выпуск был налажен на заводе «Красный пролетарий» в 1973 году. Часть деталей поставлял Гомельский комбинат машинокомплектов. Современным аналогом рассматриваемой машины является агрегат ГС526У. Основная сфера применения прибора – промышленное производство, в частном хозяйстве он неактуален из-за своей дороговизны и достаточно внушительных габаритов.
Его выпуск был налажен на заводе «Красный пролетарий» в 1973 году. Часть деталей поставлял Гомельский комбинат машинокомплектов. Современным аналогом рассматриваемой машины является агрегат ГС526У. Основная сфера применения прибора – промышленное производство, в частном хозяйстве он неактуален из-за своей дороговизны и достаточно внушительных габаритов.
Характеристика Станка Токарного 16К20
В рассматриваемом оборудовании используется прямоточная нарезка (метрическая, модульная, шаговая, дюймовая конфигурация) и некоторые другие токарные операции. Этот агрегат получил широкое распространение в промышленности постсоветских стран. С производства модель сняли в 1989 году, но на современном рынке можно найти идентичную китайскую копию с таким же шильдиком.
Основные параметры станка 16К20:
- Класс точности Н.
- Максимальный диаметр заготовки 50 мм.
- Аналоговый показатель токарной обработки 220 мм.
- Максимальная длина обслуживаемого изделия — 2 метра.

- Ограничения поперечной/продольной подачи — 1,4/2,8 мм/об.
- Номинальная мощность главного электродвигателя 11 кВт.
- Длина/ширина/высота машины 2,5 (3,79)/1,19/1,5 м. Длина зависит от модификации.
- Вес оборудования в полной комплектации 3,6 тонны.
Управление и оборудование
Станок токарный 16К20 относится к дорогостоящему оборудованию и требует соответствующего ухода. Для начала познакомимся с его управлением. Штурвалы и переключатели управляются в ручном режиме. Агрегат дополнительно оснащен центральной резцедержателем, с помощью которого обрабатываются отверстия механической и ручной подачи. В этом случае задняя бабка не задействована.
Перемещением регулируемых салазок ось режущего инструмента и шпиндель соединяются между собой. Перед началом обработки необходимо вдавить козырек в кронштейн до упора. Рукоятка поперечного салазка служит для регулировки положения оси горелки.
Токарные станки по металлу 16К20 оснащены жестким упором микрометрического типа, обеспечивающим продольное перемещение. По запросу мы предлагаем устройство с верхним полозком и механическим ходом. Кроме того, в устройстве предусмотрено многозаходное нарезание резьбы и чистовая обработка многогранных деталей. Этот блок включает в себя суппорт для гидрокопирования, коническую линейку и держатель инструмента.
По запросу мы предлагаем устройство с верхним полозком и механическим ходом. Кроме того, в устройстве предусмотрено многозаходное нарезание резьбы и чистовая обработка многогранных деталей. Этот блок включает в себя суппорт для гидрокопирования, коническую линейку и держатель инструмента.
Монолитное основание оборудования имеет коробчатую форму с подогревом шлифовальных направляющих. Коробка дополнительно служит для сборки микросхем, а также является емкостью, отвечающей за охлаждение рабочей жидкости.
Неисправности
В отдельных случаях ремонт или замена отдельных деталей станка 16К20. Чаще всего ремонт проводится в части шлифовки рамы, замены подшипников или фрикциона коробки передач. В подобном блоке управления передачами чаще всего меняются шестерни и подшипники.
Фиксация фартука заключается в замене маточных гаек, подшипников, шлифовке направляющих. При дефектовке суппортов меняют винты, гайки, клинья с последующей притиркой направляющих элементов. При необходимости восстановить работоспособность задней бабки обычно заменяют пиноль, растачивают рабочие отверстия, производят циклевку направляющих деталей. Капитальный ремонт также предполагает замену электрической начинки, проверку точности и геометрии узла, установку системы охлаждения.
При необходимости восстановить работоспособность задней бабки обычно заменяют пиноль, растачивают рабочие отверстия, производят циклевку направляющих деталей. Капитальный ремонт также предполагает замену электрической начинки, проверку точности и геометрии узла, установку системы охлаждения.
Ремонт токарных станков 16К20
Подготовительный процесс включает осмотр оборудования на холостом ходу. Это позволяет выявить шумовые и вибрационные моменты при различных положениях шпинделя. На данном этапе возможна обработка прототипа для определения состояния опор. Такая манипуляция обязательна, так как позволяет обнаружить практически не заметные в процессе эксплуатации дефекты.
Шлифовка – это очистка всех выступающих кромок и выбоин на поверхности сердечника машины. Каркас устанавливается на стол, фиксируясь на внутренних углах. На этом этапе необходимо точно выверить параллельность сборки по отношению к поверхности верстака. Это можно сделать с помощью строительного уровня. Каркас крепится с помощью накладок и винтов с прогибом 0,05 мм.
Каркас крепится с помощью накладок и винтов с прогибом 0,05 мм.
Восстановление направляющих элементов
Некоторые заводы проводят пробную закалку машины прокаткой. В некоторых случаях дополнительно применяется закалка, повышающая стойкость деталей к износу. Способ ремонта выбирается исходя из степени твердости деталей направляющей и имеющейся ремонтной базы.
Наиболее популярными способами восстановления направляющих являются следующие варианты:
- Строгание.
- Отпугивание.
- Шлифование.
Циклевка относится к наиболее трудоемкому процессу ремонта, даже при минимальном износе. В большинстве случаев эту манипуляцию проводят механическим способом, что дает определенный экономический эффект.
Шлифовка обеспечивает высокий показатель чистоты и точности отделки. Этот метод оптимален при работе с закаленными поверхностями. Измельчение позволяет увеличить производительность в несколько раз, по сравнению с операцией шабрения. При работе с закаленными направляющими потребуется дополнительная финишная отделка.
При работе с закаленными направляющими потребуется дополнительная финишная отделка.
Отзывы и цена
Токарный станок по металлу 16К20, цена которого начинается от 850 тысяч рублей, пришел на смену устаревшему варианту 1К62. Новое оборудование имеет лучшие характеристики. Пользователи среди качественных параметров оборудования выделяют следующие параметры:
- Длительный срок службы.
- Надежность.
- Точность обработки.
- Высокая производительность.
- Безопасность труда.
- Простота и удобство обслуживания.
Маркировка
Рассматриваемый станок предназначен для обработки конических, цилиндрических и нестандартных поверхностей. Пользователи отмечают универсальность оборудования, так как основания могут быть внешнего и внутреннего типа. Кроме того, агрегат служит для нарезания различных видов резьбы. Также владельцы отмечают возможность использования станка для обработки торцевых поверхностей с помощью фрез, сверл, зенкеров, метчиков и плашек.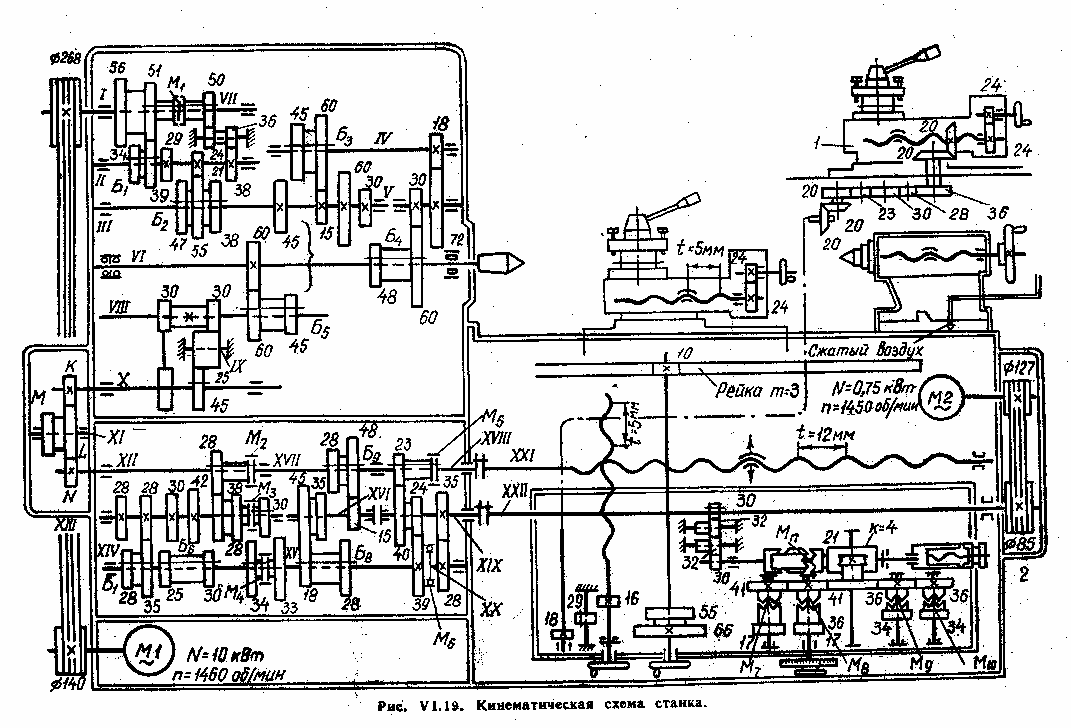
При покупке описываемого оборудования обратите внимание на буквенно-цифровой код в названии модели. В индексе единица указывает на то, что токарный станок — это станок, цифра 6 — способность выполнять токарно-винторезные операции. Буква «К» в названии агрегата — поколение станков, последняя цифра указывает на максимальную высоту центров (220 мм). Наличие в названии буквы «П» говорит о повышенной точности прибора.
Наконец
Токарный станок 16К20, отзывы о котором приведены выше, относится к высокоточному оборудованию. Тем не менее, время от времени, как и любая техника, она требует ремонта. Чаще всего самостоятельный ремонт заключается в замене изношенных деталей или шлифовке выбоин и острых краев. Капитальный ремонт и более серьезные ремонтные работы следует доверить мастеру. Каретку, фартук и направляющие элементы после ремонта необходимо проверять уровнем. В противном случае точность обработки может значительно ухудшиться.
Влияние параметров деформационного резания на параметры полимерных решетчатых труб | Дж.
 Мануф. науч. англ.
Мануф. науч. англ.
Пропустить пункт назначения навигации
Исследовательская статья
Николай Зубков,
Аркадий Слепцов
Информация об авторе и статье
1Настоящий адрес: AB Sandvik Coromant, Mossvägen 10, Sandviken 811 34, Швеция.
2Отвечающий автор.
Предоставлено Отделом производственной инженерии ASME для публикации в JOURNAL OF MANUFACTURING SCIENCE AND ENGINEERING. Рукопись получена 01 октября 2014 г.; окончательный вариант рукописи получен 25 мая 2015 г.; опубликовано онлайн 9 сентября 2015 г. Доц. Монтажер: Гийом Фромантен.
J. Изготовитель. науч. Eng . Январь 2016 г., 138(1): 011007 (7 страниц)
Номер статьи:
МАНУ-14-1501
https://doi.org/10.1115/1.4030827
Опубликовано в Интернете: 9 сентября 2015 г.
История статьи
Получено:
1 октября 2014 г.
Пересмотр получено:
25 мая 2015 г.
Взгляды
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
Делиться
- Фейсбук
- Твиттер
- Электронная почта
Иконка Цитировать
ЦитироватьРазрешения
Поиск по сайту
Цитирование
Зубков Н. , Слепцов А. (9 сентября 2015 г.). «Влияние данных деформационного резания на параметры полимерных труб с щелевым экраном». КАК Я. J. Изготовитель. науч. Eng . январь 2016 г.; 138(1): 011007. https://doi.org/10.1115/1.4030827
, Слепцов А. (9 сентября 2015 г.). «Влияние данных деформационного резания на параметры полимерных труб с щелевым экраном». КАК Я. J. Изготовитель. науч. Eng . январь 2016 г.; 138(1): 011007. https://doi.org/10.1115/1.4030827
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
- Процит
- Медларс
панель инструментов поиска
Расширенный поиск
В статье представлен способ изготовления полимерных труб с щелевыми ситами с использованием технологии деформационной резки (ДК). Щелевая макроструктура создается путем прорезания стенки трубы без удаления стружки. Эти сетчатые трубы могут быть изготовлены из термопластичных трубчатых заготовок, которые могут быть либо стандартными трубами, либо иметь внутренние продольные канавки. Дано описание технологии изготовления, кинематики процесса, необходимого оборудования и инструмента для изготовления труб с щелевыми ситами. Проанализировано влияние углов инструмента и технологических параметров на размеры и точность изготовления сквозных пазов. Теоретические уравнения проверены экспериментальными результатами.
Дано описание технологии изготовления, кинематики процесса, необходимого оборудования и инструмента для изготовления труб с щелевыми ситами. Проанализировано влияние углов инструмента и технологических параметров на размеры и точность изготовления сквозных пазов. Теоретические уравнения проверены экспериментальными результатами.
Раздел выпуска:
Научные статьи
Ключевые слова:
Механические процессы,
Нетрадиционные производственные процессы
Темы:
Резка,
трубы,
Полимеры
1.
Матанович
,
Д.
,
Сикес
,
М. 9000 3 , и
Мославац
,
Б.
,
2012
,
Борьба с выносом песка при строительстве и эксплуатации скважин
,
Springer
,
Берлин, Германия
9 0106, стр.
38
–
49
.
2.
Renpu
,
W.
,
2011
,
Передовые технологии заканчивания скважин
, 3-е изд. ,
,
Gulf Professional Publishing, Elsevier
,
Уолтем, Массачусетс
, стр.
80
–
83
.
3.
Закупки
,
D.
, и
Sutherland
,
K.
,
2002
,
Справочник по фильтрующим материалам
, 2-е изд.,
Elsevier Advanced Technology
,
Oxford, NY
, стр.
245
–
250
.
4.
Зубков
,
Н. Н.
, и
Слепцов
,
А. Д.
,
2010
, «
Производство щелевых полимерных труб методом деформационной резки
»,
рус. англ. Рез.
,
30
(
12
), стр.
1231
–
1233
.
5.
Зубков
,
Н.
, и
Овчинников
,
А. 900 03 ,
1998
, «
Способ и устройство для получения поверхности с чередующимися гребнями» и Depressions
», патент США № 5,775,187.
6.
Куковски
,
Р.
,
2003
, “
МДТ-Микро Технология деформации
»,
ASME
Документ № IMECE2003-42861.
7.
Торс
,
П.
, и
Зубков
,
Н.
,
2013
, “
Способ изготовления поверхностей с улучшенной теплопередачей
, Патент США № 8,573,022.
8.
Якомаскин
,
А.
,
Афанасьев
,
В.
,
Зубков
,
Н.
, и
Морской
,
9 0002 Д.
,
2013
, “
Исследование теплообмена в испарителе Микроканальная петлевая тепловая трубка
»,
ASME J. Теплопередача
,
135
(
10
), стр.
101006
.
9.
Соловьева
,
Л . 0106,
Б.
, и
Эльмурси
,
А.
,
2012
, «
Новые электрические соединения с использованием технологии деформационной обработки — Часть I: Компьютерное моделирование
»,
IEEE Trans.
