16К20 устройство станка: 16К20 токарный станок | Технические характеристики, кинематическая схема, органы управления
Содержание
Устройство, настройка и наладка токарно-винторезных станков мод. 16К20 и 16К20РФ3
Министерство образования Российской
Федерации
Волжский политехнический институт
(филиал)
Волгоградского государственного
технического университета
Кафедра ВТО
Семестровое задание
по оборудованию машиностроительных
производств
на тему: «Устройство, настройка и
наладка токарно-винторезных станков мод. 16К20 и 16К20РФ3»
Задание № 2 Вариант № 10
Задание № 4 Вариант № 10
Задание № 6 Вариант № 10
Задание № 8 Вариант № 10
Выполнил:
студент группы ВМ-337
Назаренко Д. Л.
Проверил:
Санинский В. А.
Волжский 2008
Задание № 2 вариант № 10
Произвести анализ кинематики и
настройку токарно-винторезного станка
мод. 16К20 на обработку конической
16К20 на обработку конической
поверхности
Произвести анализ кинематики и настройку
токарно-винторезного станка мод. 16К20 на точение с поперечной подачей
(подрезку торца детали).
Содержание задания
1.Произвести краткую техническую
характеристику станка и определить его назначение.
2. Выполнить схему частной кинематической
структуры станка для случая точения с поперечной подачей. Дать анализ
кинематической структуры.
3. Произвести кинематическую настройку
станка на операцию точения с поперечной подачей — подрезку торца вала диаметром
D=105 мм со скоростью резания на наружном диаметре V=100
м/мин и подачей S=0,3 мм/об, для чего:
3.1. записать в общем виде уравнения
кинематического баланса целей, настройка которых необходима для данного вида
обработки; записать уравнение кинематического баланса цепей для обеспечения
заданных режимов резания и вычислить реальные значения частоты вращения
шпинделя (и скорости резания на наружном диаметре) и подачи;
3. 2. На кинематической схеме показать пути
2. На кинематической схеме показать пути
передачи движения на шпиндель и суппорт для данного конкретного случая
обработки.
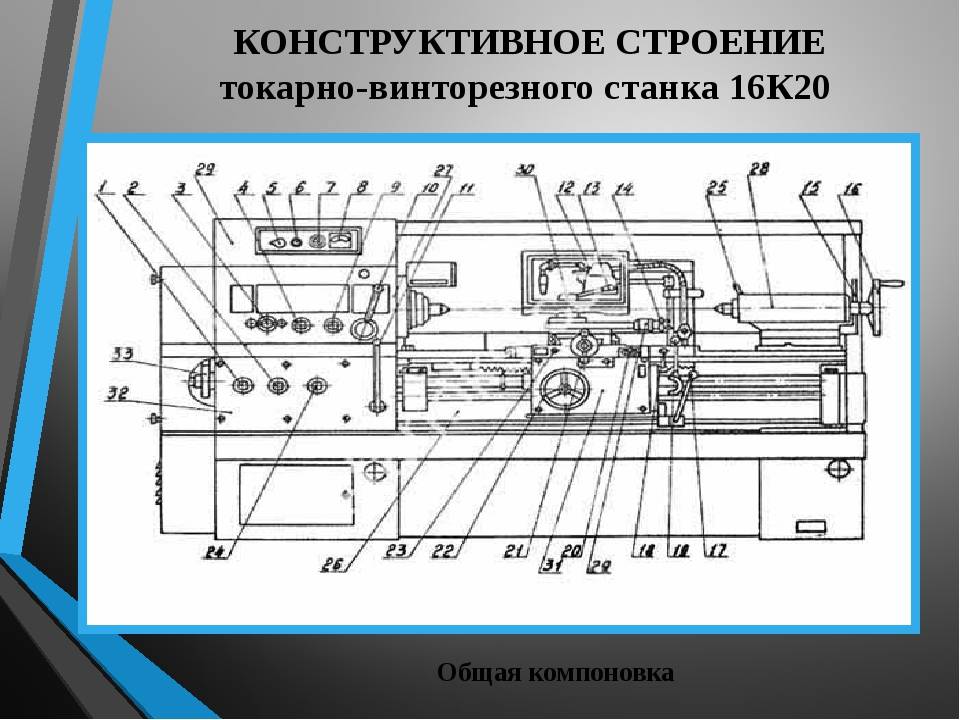
1. Общая характеристика
токарно-винторезного станка мод. 16К20.
Токарно-винторезный станок мод. 16К20
предназначен для выполнения различных токарных и резьбонарезных работ,
скоростного резания, “сырых”, закаленных, а также трудно обрабатываемых
материалов (нержавеющих жаропрочных сталей) в условиях единичного и серийного
производства. Станок обеспечивает наиболее полное использование стойкостных
возможностей инструментов, оснащенных твердым сплавом, минеральной керамикой,
алмазом или эльбором. На основе станка 16К20, как базовой модели, выпускается
ряд модификаций: станок нормальной точности мод.16К20Г с выемкой в стенке для
обтачивания деталей диаметром до 600 мм на длине
295 мм от торца фланца шпинделя; 16К25 — облегченный станок нормальной точки с
увеличенным диаметром обработки до 500 мм над направляющими станины; 16К20П — повышенного класса точности для инструментального производства, оснащенный
механизмом автоматической подачи верхних салазок суппорта; 16К20ФЗ — с числовым
программным управлением.
На модели 16К20 перенесены все
лучшие качества системы управления станка 1К62: управление всеми рабочими и
вспомогательными операциями централизовано, все рукоятки расположены удобно для
токаря, рабочими и ускоренными перемещениями суппорта (продольными и
поперечными) управляют одной рукояткой.
Техническая характеристика
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной
400
над поперечным суппортом
220
Расстояние между центрами (РМЦ), мм
700, 1000, 1400,2000
Число частот вращения шпинделя
22
Частоты вращения, 1/мин
12,5 — 1600
Подача, мм/об:
продольная 0,055-2,8
поперечная
0,025-1,4
Шаг нарезаемой резьбы:
метрической, мм 0,5-112
дюймовой, число ниток на 1″
56-0,5
модульной, мм 0,5 -112
питчевой, питч 56 — 0,5
Мощность электродвигателя главного привода, кВт 7,5; 10
Габаритные размеры станка, мм:
длина
2470,2760,3160, 3760
высота 1470
ширина
1195
Масса станка (РМЦ
2000 мм), кг
3000
Винт ходовой 16К20 РМЦ 710 мм
Содержание
Кинематическая схема токарно-винторезного станка 16К20
Технические характеристики, чертежи и описание узлов приведены на странице 16К20 .
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.).
В 1988 году токарный станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Кинематическая схема станка 16к20 приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Кинематическая схема токарно-винторезного станка 16К20
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Кинематическая схема шпиндельной бабки токарно-винторезного станка 16К20
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов Ø 140 и Ø 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью двойной фрикционной муфты Мф1.
Вал III получает две скорости вращения через колеса z = 34 или z = 39.
Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV.
С вала IV вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу. В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
Минимальная и максимальная частоты прямого вращения шпинделя определяются:
где:
η — коэффициент проскальзывания ременной передачи, в расчетах принимают η = 0,985
nдв — скорость вращения электродвигателя nдв = 1460 об/мин
140/268 — отношение диаметра передающего шкива к диаметру принимающего. Диаметр ведущего шкива Ø 140, Диаметр ведомого шкива Ø 268 мм
Следует отметить, что при расчете частоты вращения шпинделя по уравнениям кинематических цепей коробки скоростей, результат может не совпадать с частотами вращения шпинделя, указанными в технических характеристиках станка, расчитанных теоретически по законам геометрического ряда (гост 8032-84).
Кинематические цепи прямого и обратного вращения шпинделя
График оборотов шпинделя токарно-винторезного станка 16к20
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 различных значения частот вращения шпинделя.
Конструкция шпиндельной (передней) бабки с коробкой скоростей
Коробка скоростей токарно-винторезного станка 16к20
1. Управление коробкой скоростей токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
2. Таблица резьб и скоростей токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
Шпиндельная бабка токарно-винторезного станка 16к20
1. Шпиндельная бабка токарного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В, Г-Г, Д-Д
3. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Е-Е, Ж-Ж, З-З, И-И
4. Чертеж шпинделя в сборе
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070 и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
1. Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
2. Коробка подач токарно-винторезного станка 16К20. Разрез Б-Б
3. Коробка подач токарно-винторезного станка 16К20. Разрез Г-Г
Схема коробки подач токарного станка 16к20
Схема коробки подач токарного станка 16к20. Скачать в увеличенном масштабе
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Источники
- http://stanki-katalog.
 ru/sprav_16k20kins.htm
ru/sprav_16k20kins.htm
Да!
45.15%
Нет. Требуются дополнительные ответы.
Сейчас спрошу в комментариях.
40.63%
Частично. Еще остались вопросы.
Сейчас отпишусь в комментариях.
14.22%
Проголосовало: 1617
Оцените полезность статьи, нам будет приятно 🙂
Продам станок токарный 16К20, зав. № 17241, 1979 г.в.
Объявления
бизнес-объявления Товары
товары и услуги Компании
компаний в справочнике
| Поиск |
Бизатор
/
Объявления
/
оборудование и материалы
/
промышленное оборудование
/
механическое оборудование
Тип объявления: продажаОпубликовано: 26.03.2015
| Цена: | договорная |
| Компания: | ФЛ-П Андрющенко В.М. |
| Продавец: | Владимир Михайлович |
| Телефоны: | +(095)0129440 Показать телефон +(067)9501522 Показать телефон Написать сообщение |
| Адрес: 90 017 | Украина, Харьковская область, г. Харьков Харьков |
Продам станок токарный 16К20, зав. Нет.
17241, 1979 г.в.
Местон , подделка
— Харьковская область.
Доп.
информация и фотографии по запросу.
Прод.:
+38(067)950-15-22, +38(095)0129440
Эл. 03 andr @ почта . ЕН
Отправить себе/другу Версия для печатиПожаловаться
- спам[?]
- неправильная категория[?]
- устаревшее объявление[?]
- нарушение законодательства[?]
- другое[?]
Добавить в избранное
Что такое файл cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.
TYDEX Facility
Производственные помещения Tydex занимают 1500 квадратных метров и состоят из следующих отделов: производство оптических компонентов, оптическое покрытие, производство устройств и исследования и разработки.
Исследования и разработки сосредоточены в двух ключевых областях: производство и исследование оптических компонентов, разработка и производство терагерцовых приборов, устройств и компонентов.
Оптическое производство является основным отделом, подразделяющимся на несколько участков.
Металлообрабатывающий участок состоит из двух участков. Первый отвечает за изготовление специальной оснастки для производства оптических компонентов (рис. 1, 2). Второй изготавливает различные детали и узлы приборостроения из различных металлов (титан, нержавеющая и инструментальная сталь, латунь, дюралюминий, неметаллические материалы). В парк оборудования входят токарные и фрезерные станки производства JET, ИЖ350 и 16К20 российского производства, обеспечивающие возможности резки металла (до 200 мм), токарной обработки (до 350 мм), сферической токарной обработки (до 250 мм), фрезерной обработки. (до 250 мм) и бурение. Профиль соответствует следующим требованиям точности: допуск на линейные размеры ±10 мкм, допуск на угловые размеры ±20′, шероховатость поверхности Ra 0,8.
Рис.1
Рис.2
Участок подготовки оптических заготовок выполняет резку (рис. 3, 4) шлифовку (рис. 5), округление и галтовку оптических материалов, решая большинство задач подготовки к последующее изготовление призм, линз, клиньев, зеркал размером от 2 до 220 мм, а также шаровидных линз с минимальным диаметром менее 1,5 мм.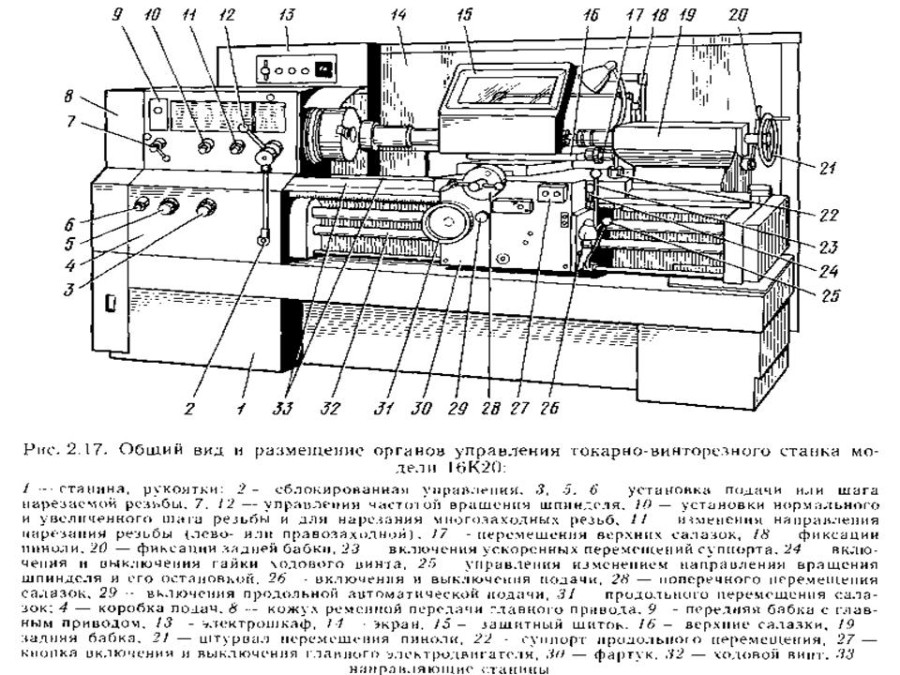 Кристаллические материалы режут на кольцевой отрезной машине Алмаз-6М, а стекло – на периферийно-ножевых. Заготовки шлифуют плоскошлифовальными машинами с использованием либо рыхлого абразива (карбида кремния или карбида бора), либо алмазного инструмента. Сферическое шлифование производят на шлифовальных станках АШС-35 и АШС-70. Закругление производится круглошлифовальными машинами: бесцентровой БШС10 и центровой 3А-110. Степень точности округления до 20 мкм. Сферические заготовки изготавливаются на собственном оборудовании.
Кристаллические материалы режут на кольцевой отрезной машине Алмаз-6М, а стекло – на периферийно-ножевых. Заготовки шлифуют плоскошлифовальными машинами с использованием либо рыхлого абразива (карбида кремния или карбида бора), либо алмазного инструмента. Сферическое шлифование производят на шлифовальных станках АШС-35 и АШС-70. Закругление производится круглошлифовальными машинами: бесцентровой БШС10 и центровой 3А-110. Степень точности округления до 20 мкм. Сферические заготовки изготавливаются на собственном оборудовании.
Рис. 3
Рис. 027
Рис. 5
Полировальная секция оснащена различными полировальными и отделочными станки и инструменты, способные обрабатывать сферические детали до 200 мм и плоские детали до 250 мм (рис. 6-9). Обработка оптических компонентов может быть достигнута со следующей точностью длины волны при 633 нм: внеплоскостная погрешность L/10, локальная погрешность L/20 для плоских поверхностей и L/5 для сферических поверхностей, качество поверхности 10/5scr/dig MIL (класс 2 по ГОСТ 11141-84). Подробное описание наших возможностей по материалам, формам, точности и качеству поверхности смотрите в нашем каталоге продукции. Детали размером более 250 мм изготавливаются в сотрудничестве с нашими субподрядчиками. Разработаны процессы химико-механической обработки различных кристаллических материалов (Ge, Si, ZnSe, ZnS, CaF 2 , BaF 2 и др.) и серийное производство шаровидных линз из этих материалов являются нашими ключевыми конкурентными преимуществами, как по качеству изготовления, так и по срокам изготовления.
Подробное описание наших возможностей по материалам, формам, точности и качеству поверхности смотрите в нашем каталоге продукции. Детали размером более 250 мм изготавливаются в сотрудничестве с нашими субподрядчиками. Разработаны процессы химико-механической обработки различных кристаллических материалов (Ge, Si, ZnSe, ZnS, CaF 2 , BaF 2 и др.) и серийное производство шаровидных линз из этих материалов являются нашими ключевыми конкурентными преимуществами, как по качеству изготовления, так и по срокам изготовления.
Рис. 6
Рис. 68 Рис. 8
Рис. 9
Секция контроля качества оптики оборудована с помощью различных инструментов, необходимых для проверки соответствия всех характеристик изготовленных компонентов с соответствующей точностью (рис. 10-13).
Рис. 10
Рис. 012 Рис. 13
13
Например, угловые размеры оптических деталей можно проверить в пределах 3 -5 угловых секунд спецификации (по Г5М), линейные размеры до 0,2 мкм (по ИЗВ-5), качество поверхности до 1/10 длины волны при 633 нм (по интерферометру). Интерферометрические измерения плоских поверхностей до 200 мм производятся двумя модифицированными интерферометрами ИТ-200 (рис. 15-17), а также ИТ-70 и нашим фирменным ИФЛ-200 (рис. 13). Все приборы проходят метрологическую аттестацию в РосТест и имеют необходимые сертификаты. Сферические поверхности проверяются на месте с использованием 2500 плоскостей. Окончательный контроль проводят интерферометром FTI-100 (ЗАО «Дифракция») с использованием стандартных объективов фирмы MPF (Германия).
Также в состав производства входит участок изготовления оптических деталей из кристаллов соли. Линзы, призмы, клинья и окна могут изготавливаться из KBr, NaCl и KCl со следующими характеристиками:
— точность отделки – 2L@633,
— качество поверхности 5 класс по ГОСТ 11141-84,
— допуск на габаритные и линейные размеры ± 0,1 мм,
— допуск на угловой размер 5′.
Рис. 14
Рис. 15
Рис. 16
Рис. 0 Лакокрасочное отделение оснащено вакуумными установками ВУ-1АИ и ВУ-2МИ белорусского производства (рис. 18-21). ), BAK-750 (Швейцария) и UVP-3 (собственная), которые можно использовать для нанесения диэлектрических и металлических покрытий в диапазоне длин волн от 190 нм до 3000 мкм. В установках используется очистка поверхности ионным распылением и осаждение с помощью ионного луча. Спектральные параметры покрытий проверены на спектрофотометре Photon RT (EssentOptics (Беларусь)) в диапазоне длин волн 0,19.-1,1 мкм (рис. 22) и фурье-спектрометр Vertex 70 (Bruker) в диапазоне 0,9-700 мкм (рис. 23). Измерения выполняются в геометрии пропускания и отражения, включая, помимо прочего, поляризованный свет. Эти же приборы используются для входного спектрального контроля оптических материалов и готовых изделий без покрытия. Отдел также проводит экологические испытания покрытий, испытания на стойкость к истиранию, адгезию и т. д. (рис. 24).
Отдел также проводит экологические испытания покрытий, испытания на стойкость к истиранию, адгезию и т. д. (рис. 24).
Рис. 18
Рис. 19
Рис. 191 Рис. 22
Рис. 23
Рис. Второе ключевое направление нашей компании включает отделы исследований и разработок и устройств.
Отдел исследований и разработок разрабатывает новые компоненты, блоки и приборы для приложений терагерцовой фотоники. Он оснащен различными исследовательскими приборами, такими как специализированный терагерцовый ТДС-спектрометр К-15 фирмы Menlo Systems (Германия) (рис. 25), ИК-спектрометр Bruker Vertex 70 (Германия) (рис. 23), фемтосекундный ИК-импульсный лазер фирмы Avesta (рис. 23). Россия) и спектрофотометр Photon RT производства EssentOptics (Беларусь) (рис. 22). Указанные приборы обеспечивают возможность проведения спектроскопических исследований в широком диапазоне длин волн (19от 0 нм до 3000 мкм) в поляризованном и неполяризованном свете, под разными углами и геометрией (пропускание, отражение).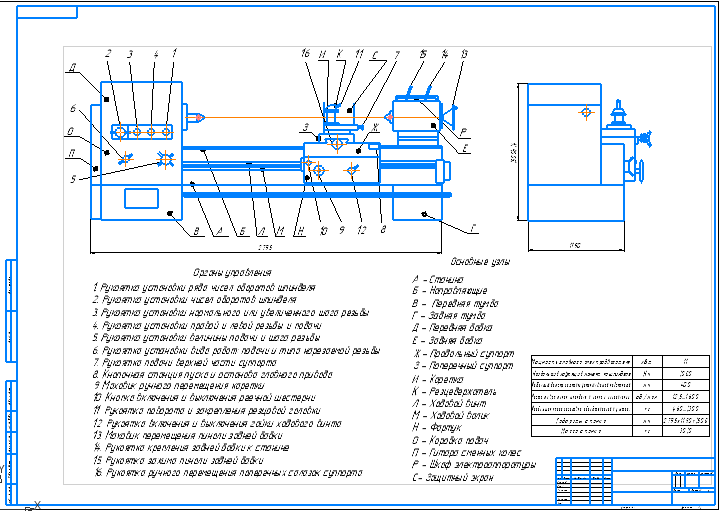 При разработке прототипов сектор использует почти производственные возможности TYDEX. Для получения более подробной информации обратитесь в отдел исследований и разработок.
При разработке прототипов сектор использует почти производственные возможности TYDEX. Для получения более подробной информации обратитесь в отдел исследований и разработок.
Рис. клетки), электрооптические детекторы терагерцовых импульсов, сканирующие терагерцовые интерферометры Фабри-Перо, предназначенные для измерения длины волны и интенсивности узкополосного терагерцового излучения, терагерцовые аттенюаторы и другие приборы и устройства, работающие в терагерцовом диапазоне длин волн. Более подробный обзор наших ТГц продуктов см. в разделах ТГц устройства и ТГц оптика.
Наши производственные процессы включают, помимо прочего, синтез органических пленок с последующим вакуумным напылением покрытия, сборку деталей в вакууме (рис. 26), настройку и регулировку компонентов (рис. 27), сборку и калибровку приборов (рис. 28). и многие другие мероприятия.
В производственных процессах используется электронное оборудование НР/Agilent, Thorlabs, Ircon, Velleman, специализированное вакуумное оборудование на базе компонентов BOC Edwards, система виброзащиты Standa, высокоочищенные расходные материалы (газы, полимеры и растворители).