1Е61Пм технические характеристики: 1Е61ПМ, 1Е61ВМ Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Содержание
Токарно-винторезный станок 1М61: характеристики, схемы и паспорт
Конструктивные части станка – коротко об их особенностях
Токарный агрегат 1М61 состоит из десяти узлов. Они приводятся далее:
- экран с защитной функцией;
- станина;
- электродвигатель и другое электрооборудование;
- суппорт;
- комплекс охлаждения с отдельным насосом;
- коробка скоростей;
- фартук;
- бабка;
- коробка подач;
- коробка передач.
Станок 1М61 по эксплуатационным показателям причисляют к классу «Н» (показатель точности). Посредством электродвигателя на агрегате может быть выполнена операция реверсирования. Вращение шпинделя изменяется при помощи шестерен (выбирается конкретная скорость). Описываемый токарно-винторезный агрегат позволяет делать при помощи резцового инструмента и машинного метчика точение (снаружи и внутри заготовок), нарезание резьбы, сверление и прочие операции, имеющие отношение к обработке разнообразных металлов.
Фартук 1М61, исключающий за счет наличия блокиратора одновременный запуск продольного и поперечного движения, необходим для выбора позиции суппорта (для этого используется валик или специальный рабочий винт). Данный блокиратор также не позволяет включать в один и тот же момент валик и винт. Все рабочие операции на станке осуществляются при помощи валика. Это не относится к процедуре нарезания резьбы, которая запускается винтом.
Это интересно: Изготовление фрезера из болгарки своими руками: материалы и алгоритм сборки
С1Е61ПМ, С1Е61ВМ Электрооборудование токарного станка
Электрическая схема токарно-винторезного станка с1е61пм
Расположение электрооборудования на токарном станке с1е61пм
Расположение электрооборудования токарного станка
- электрошкаф
- сигнальная лампа
- вводной выключатель
- переключатель частоты вращения электродвигателя главного привода
- амперметр, указывающий нагрузку
- выключатель электронасоса охлаждения
- тумблер включения тормоза
- лампа местного освещения
- конечный выключатель продольной подачи
- электронасос охлаждения
- электродвигатель главного привода
- электромагнитная муфта тормоза шпинделя
- электронасос смазки
- выключатель реверса шпинделя
- пост управления станком
- конечный выключатель автоматического реверсирования и блокировки
- упор
- болт заземления
- винт крепления установки конечного выключателя
- конечный выключатель автоматического реверсирования и блокировки
- штанга
- винт крепления установки конечного выключателя
- станина
- переключатель автоматического режима
Примечание. Поз. 16, 17, 19, 20, 21, 24 только для станков С1Е61ВМ и С1Е61ПМ.
Поз. 16, 17, 19, 20, 21, 24 только для станков С1Е61ВМ и С1Е61ПМ.
Электрооборудование станка
На станке могут применяться следующие напряжения: силовая цепь трехфазная, 50 или 60 Гц, 220, 380, 440, 500 В; цепь управления переменного тока — НО В, постоянного тока — 24 В; цепь местного освещения — 24 В.
На станке установлены три трехфазных короткозамкнутых асинхронных электродвигателя.
Шкаф электрооборудования установлен с задней стороны шпиндельной бабки. Питание подается к шкафу проводами марки ПГВ, сечением 2,5 мм2 через вводное отверстие; черного цвета — для линейных цепей и зеленого цвета — для заземления.
На задней стороне станины у станков с1е61пм и с1е61вм установлен конечный выключатель 9 (рис. 7) для ограничения хода каретки и отключения главного привода.
Автоматическое реверсирование перемещений каретки и главного привода установлено на станках с1е61пм и с1е61вм. Для этой цели на задней стенке станины 23 смонтированы выключатели конечные 16 и 20, переставляемые в продольном направлении по штанге 21.
Освещение рабочего места производится светильником 8 с гибкой стойкой типа НКСО1 с лампой МО 24×40, смонтированного на суппорте.
В корпусе переключателя реверса встроен конечный выключатель 14, предназначенный для включения прямого и обратного вращения электродвигателя главного привода.
На корпусе переключателя реверса встроен пост 15 управления станком. Для пуска и остановки электродвигателя главного привода.
1Е61МТ станок токарно-винторезный высокой точности. Назначение и область применения
Токарные станки моделей 1Е61МТ созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели 1Е61МТ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — В.
Описание конструкции токарно-винторезного станка
Привод станка 1Е61МТ осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб высокой точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.
ТВ-01 — 1949 год, первая модель серии токарно-винторезных станков, Ø 340 х 1000 мм
ТВ-01М — токарно-винторезный станок
1Е61 — 1955 год, токарно-винторезный станок повышенной точности, Ø 320 х 750 мм
1Е61М — 1965 год, токарно-винторезный станок повышенной точности, Ø 320 х 710
1Е61МТ — токарно-винторезный станок высокой точности, Ø 320 х 710
1Е61МТС — токарно-винторезный станок повышенной точности специализированный
1Е61ПМ, 1Е61ВМ — 1975 год, токарно-винторезный станок повышенной точности, Ø 320 х 710
1Е61ПМа — токарно-винторезный станок повышенной точности, Б/с главный привод, Ø 320 х 710
1Е61ПМФ3 — токарно-винторезный станок повышенной точности с ЧПУ «ФС-2К», Ø 250 х 630
с1Е61ПМ, с1Е61ВМ — токарно-винторезный станок повышенной точности специализированный, Ø 320 х 710
УТ16П, УТ16В — 1982 год, токарно-винторезный станок высокой точности, Ø 320 х 710 мм
УТ16ПМ, УТ16ВМ — 1987 год, токарно-винторезный станок повышенной точности, Ø 320 х 750 мм
УТ16ПМТ, УТ16ВМТ — 1987 год, токарно-винторезный станок повышенной точности, Б/с главный привод
УТ16Ф3 — 1983 год, токарно-винторезный станок с ЧПУ «Луч-2Т», Ø 200 х 630 мм
УТ16Д — токарно-винторезный станок повышенной точности
Б/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.
Основные технические характеристики
Каждая деталь имеет свои особенности, функциональное назначение и технические характеристики, которые влияют на общую работу оборудования.
Шпиндель
Этот узел имеет следующие характеристики:
- диаметральный размер отверстия, проходящего насквозь – 35 мм;
- наибольший размер прутка в диаметре, проходящего в отверстие – 32 мм;
- число ступеней прямого и обратного вращения – 24;
- есть торможение шпинделя.
Подачи и резьбы
Технические характеристики по этим параметрам:
- максимальное перемещение суппорта – 200 мм;
- продольное перемещение каретки – 600 мм;
- максимальное перемещение резцовых салазок – 120 мм;
- количество ступеней – 17.

Суппорт
На этой конструкции крепится резцедержатель и специальные салазки, которые используются для проточки конических поверхностей.
Суппорт перемещается в поперечном и продольном направлении. Верхняя часть именуется салазками и способна передвигаться на 12 см.
Посадочная и присоединительная базы станка. Шпиндель
Шпиндель – это вал, который необходим для крепления обрабатываемой заготовки. Шпиндель имеет отверстия, в котором обрабатываются пруты.
Сама шейка элемента имеет коническую или цилиндрическую форму. Шпиндель обеспечивает точность обработки, он должен обладать долговечностью, надежностью и допустимыми параметрами нагрева.
Передняя бабка
Передняя или шпиндельная бабка — осуществляет основную функцию станка, она передает крутящий момент от электродвигателя.
Шпиндель расположен вол внутренней части данной конструкции. С внешней стороны обоих стеночек расположена ручка коробки скоростей.
Задняя бабка
Еще также называют упорной. Основная функция данного компонента конструкции — фиксация заготовки. Также данная конструкция предназначена для установки различных сверл и других инструментов.
Это магнитная деталь, один из наиболее важных элементов конструкции. Отвечает за торможение оборотов при работе.
Станина
Чугунная основа всей конструкции, к которой крепятся все остальные детали станка. Она изготовлена литьевым способом, что позволяет снижать колебания станка. Справа от кронштейна расположены детали с электрическим оборудованием.
Коробка скоростей
С помощью коробки скоростей устанавливается конкретная частота вращения шпиндельного узла. Сам шпиндель может работать на 24 скоростях. 12 из них регулируются от шестерён станка, а другие 12 – через зубчатую муфту.
Это классический вариант, при помощи которого можно регулировать основные изменения в работе станка.
Коробка подач на 4 рукоятки
В данном случае есть 4 рукоятки, при помощи которых можно осуществлять следующие действия:
- установка типа резьбы и подач;
- регулировка величины резьбы и подач;
- регулировка шага резьбы и подач;
- включение ходового винта и вала.
Коробка передач гитара
Этот компонент служит для передачи движения от коробки скоростей в коробку подач, а также для настройки подач на определенный тип нарезаемой резьбы.
Движение передаётся в зависимости от того, метрическая, дюймовая, модульная или питчевая резьба нарезается на заготовке.
Электрооборудование и электрическая схема станка
Токарный станок 1М61 используется на мелкосерийных производствах уже не первое десятилетие.
Он снабжен всеми необходимыми компонентами, которые обеспечивают его универсальность, а также надежность и долговечность.
Управление станком
Регулировка устройствами производится с задействованием набора рабочих инструментов. Пиноль заставляет двигаться маховик. Она фиксируется с использованием особым образом сконструированного упора, располагающегося в задней бабке, закрепляемого на станине конкретной рукояткой. Ручки, находящиеся у станины спереди, применяются для регулирования конкретных рабочих процессов:
- включение проворачивания валика или винта;
- избирание вращательной частотности узла со шпинделем;
- настройка подачи;
- кнопка, запускающая механизм сцепки и расцепки рейки для создания резьбы с помощью шестеренного вала;
- движение верха суппорта;
- запуск и отключение разъемной гайки винта;
- выбор вида нарезки резьбы;
- отключение и запуск муфты предохранения;
- определение настроек резьбы и запуск обратного хода винта;
- сообщение о степени нагрузки;
- пуск прямого и реверсивного обращения бабки шпинделя;
- рукоятка для поворачивания и крепежа головки резца;
- кнопка запуска электронасоса, который подает охлажденную жидкость.

- кнопка запуска электропитания и зонального освещения рабочей области.
В устройстве станка предусматривается особенный рычаг, обеспечивающий фиксирование станочной каретки при исполнении работ на торце изделий.
Конструкция основных узлов токарно-винторезного станка 1М61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Передняя бабка токарно-винторезного станка 1М61
Фото коробки скоростей токарно-винторезного станка 1М61
Фото коробки скоростей токарно-винторезного станка 1М61
Тормозная муфта токарно-винторезного станка 1М61
Фото тормозной муфты токарно-винторезного станка 1М61
Коробка скоростей
Чертеж коробки скоростей токарно-винторезного станка 1М61
Коробка скоростей (рис.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Чертеж коробки подач токарно-винторезного станка 1М61
Коробка подач токарно-винторезного станка 1М61 (четыре рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61
Фото коробки подач токарно-винторезного станка 1М61
Более поздний вариант коробки подач — назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5
При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме
Чертеж суппорта токарно-винторезного станка 1М61
Фартук токарно-винторезного станка 1М61
Чертеж фартука токарно-винторезного станка 1М61
Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Фото фартука токарно-винторезного станка 1М61
Чертеж задней бабки токарно-винторезного станка 1М61
Главные узлы токарно винторезного станка 1М61
Главные узлы станка
Базовым узлом станка является станина (1), имеющая наибольшую массу среди других комплектующих конструкций. Она базируется на площадке и крепится болтами. Станина имеет 2 направляющие, — одну формы «ласточкин хвост», а другую направляющую призматической формы. Благодаря таким формам направляющих и регулируемым клиньям, суппорт на станине держится жестко.
В левой части токарного станка 1М61 расположена передняя бабка (2). Она установлена таким образом в пазах, что её можно развернуть на несколько градусов, то есть сместить центр относительно оси. Этим при обработке добиваются конфигурации детали с плоским конусом.
Этим при обработке добиваются конфигурации детали с плоским конусом.
В передней бабке размещена коробка скоростей (3), а снаружи рычаги управления. С торцевой части передней бабки смонтирована гитара сменных шестерен, на которой меняются шестерни перед нарезанием резьбы. В коробке скоростей размещен шпиндельный узел и посредством соединения определенных шестерен на блоках шпиндель вращается со скоростью от 16 до 2000 об/мин.
В тумбе слева размещен двигатель главного привода токарного станка 1М61 и обеспечивает включение прямого и обратного вращения шпинделя.
На станине справа располагается задняя бабка (7). В неё смонтирована пиноль с конусом Морзе 4, туда вставляется различный инструмент:
- сверла;
- метчики;
- плашки;
- центр.
Бабка задняя 1М61перемещается по станине и надежно крепится механическим зажимом. У неё ход пиноли составляет 100 мм и служит она, кроме определенных операций обработки, для поджатия длинной заготовки через вращающийся центр.
Посредине станка внизу расположен фартук (4). Через него проходит вал и винт. Вал служит для ускоренного перемещения суппорта, а винт для нарезания резьбы.
Над фартуком расположен суппорт (6), на нем крепится резцедержатель и салазки для протачивания конических поверхностей
Слева на передней бабке смонтирована коробка подач (5), а на ней рычаги и переключатели подач.
За станком расположен электрический шкаф (8), на нем смонтировано управление в виде автоматов.
Внизу станка в поддоне смонтирован для воды насос и там же внизу в корыто налита смазывающе-охлаждающая жидкость (с о ж).
Экран (9) предохраняет токаря от стружки и жидкости, которая разбрызгивается в процессе работы.
Таблица настройки станка для нарезания резьб
Нарезка производится плашками, метчиками и резцами. Рассмотрим нарезание резцами.
Чтобы нарезать необходимую резьбу по металлу, нужно так установить шестерни в коробке подач и в коробке скоростей, чтобы резец в резцедержателе прорезал профиль за один оборот шпинделя. Для этого на коробке скоростей и коробке подач устанавливаем соответствующую подачу и обороты по таблице, представленную выше.
Для этого на коробке скоростей и коробке подач устанавливаем соответствующую подачу и обороты по таблице, представленную выше.
Резьбовые резцы затачивать нужно с учетом материала обрабатываемой заготовки.
Верхняя часть резца (передний угол) может быть от 0 до -15 градусов, в зависимости от материала, чем мягче материал, тем угол может быть больше. Если резьба нарезается на заготовке из обычной углеродистой стали, то угол должен быть 0 градусов. А если из легированной стали, то угол делается отрицательным до 10 градусов.
Резьбовой резец должен формировать профиль, поэтому его угол должен соответствовать резьбе. Виды её представлены на верхней таблице, которой можно воспользоваться при заточке тех или иных резцов.
Задний угол не должен мешать при нарезке и поэтому делается одинаковым с двух сторон, или чуть меньше. Например, у профиля угол составляет 4 градуса, то задний угол у резца должен быть 3,5-3,8 градуса.
Технические характеристики станка 1В62Г
| Наименование параметра | 16В20 | 1В62Г | 1В625М |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 445 | 445 | 500 |
| Наибольший диаметр заготовки над суппортом, мм | 220 | 220 | 290 |
| Наибольший диаметр заготовки над выемкой станины, мм | – | 620 | 690 |
| Наибольшая длина заготовки (РМЦ), мм | 750,1000,1500 | 750,1000,1500 | 1000,1500,2000 |
| Наибольшая длина обтачивания, мм | 650,900,1400 | 650,900,1400 | 900,1400,1900 |
| Наибольшая масса заготовки в патроне, кг | |||
| Наибольшая масса заготовки в центрах, кг | |||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 54 | 54 | 60 |
| Наибольший диаметр прутка, мм | |||
| Число ступеней частот прямого вращения шпинделя | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 10…1400 | 10…1400 | 10…1400 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | 16. .1800 .1800 | 16..1800 | 16..1800 |
| Размер внутреннего конуса в шпинделе | М5 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Подачи | |||
| Наибольшее продольное перемещение каретки суппорта, мм | 650, 900, 1400 | 650, 900, 1400 | 900, 1400, 1900 |
| Наибольшее поперечное перемещение суппорта, мм | 280 | 280 | 302 |
| Наибольшее поперечное перемещение верхнего суппорта (салазок), мм | 130 | 130 | 130 |
| Число ступеней продольных/ поперечных подач | 50/ 50 | 50/ 50 | 50/ 50 |
| Пределы скорости продольных подач, мм/об | 0,018..22,4 | 0,018..22,4 | 0,036..22,4 |
| Пределы скорости поперечных подач, мм/об | 0,009..11,2 | 0,009..11,2 | 0,018..11,2 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 4/ 2 | 4/ 2 | 4/ 2 |
| Продольное перемещение на одно деление лимба, мм | 1 | 1 | 1 |
| Продольное перемещение на одно деление нониуса, мм | 0,1 | 0,1 | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Перемещение салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Количество нарезаемых резьб метрических | 36 | 36 | 36 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5. .224 .224 | 0,5..224 | 0,5..224 |
| Количество нарезаемых резьб дюймовых | 45 | 45 | 45 |
| Пределы шагов нарезаемых резьб дюймовых | 77..0,125 | 77..0,125 | 77..0,125 |
| Количество нарезаемых резьб модульных | 36 | 36 | 36 |
| Пределы шагов нарезаемых резьб модульных | 0,5..224 | 0,5..224 | 0,5..224 |
| Количество нарезаемых резьб питчевых | 45 | 45 | 45 |
| Пределы шагов нарезаемых резьб питчевых | 77..0,125 | 77..0,125 | 77..0,125 |
| Предохранитель от перегрузки | есть | есть | есть |
| Блокировка продольных и поперечных подач | есть | есть | есть |
| Выключающие продольные упоры | есть | есть | есть |
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | Ra 2. 0 0 | Ra 2.0 | |
| Задняя бабка | |||
| Наибольшая длина перемещения пиноли задней бабки, мм | 150 | 150 | 150 |
| Наибольшее перемещение задней бабки, мм | ±15 | ±15 | ±15 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 7,5 | 7,5 | 7,5 |
| Привод ускоренных перемещений, кВт | 0,75 | 0,75 | 0,37 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 |
| Суммарная мощность, кВт | 8,37 | 8,37 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота) (РМЦ 1000), мм | 2800 1190 1450 | 2800 1190 1450 | 2800 1370 1700 |
| Масса станка (РМЦ 1000), кг | 2450 | 2430 | 2430 |
Список литературы:
Станки токарно-винторезные 16В20, 16В20А, 1В62Г, 1В62ГА, 1В625. Руководство по эксплуатации, 2004 Станки токарно-винторезные 16В20, 1В62Г, 1В625М. Руководство по эксплуатации 16В20.00.000 РЭ Станки токарно-винторезные 16В20, 1В62Г. Руководство по эксплуатации 1В62Г.00.000 РЭ3, 1993
Руководство по эксплуатации, 2004 Станки токарно-винторезные 16В20, 1В62Г, 1В625М. Руководство по эксплуатации 16В20.00.000 РЭ Станки токарно-винторезные 16В20, 1В62Г. Руководство по эксплуатации 1В62Г.00.000 РЭ3, 1993
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Батов В.П. Токарные станки., 1978
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Тепинкичиев В.К. Металлорежущие станки, 1973
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
1Е61МТ станок токарно-винторезный высокой точности.
 Назначение и область применения
Назначение и область применения
Токарные станки моделей 1Е61МТ созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели 1Е61МТ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — В.
Описание конструкции токарно-винторезного станка
Привод станка 1Е61МТ осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб высокой точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.![]()
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.

- Температура в помещении должна поддерживаться в пределах 18—20° С.
ТВ-01 — 1949 год, первая модель серии токарно-винторезных станков, Ø 340 х 1000 мм
ТВ-01М — токарно-винторезный станок
1Е61 — 1955 год, токарно-винторезный станок повышенной точности, Ø 320 х 750 мм
1Е61М — 1965 год, токарно-винторезный станок повышенной точности, Ø 320 х 710
1Е61МТ — токарно-винторезный станок высокой точности, Ø 320 х 710
1Е61МТС — токарно-винторезный станок повышенной точности специализированный
1Е61ПМ, 1Е61ВМ — 1975 год, токарно-винторезный станок повышенной точности, Ø 320 х 710
1Е61ПМа — токарно-винторезный станок повышенной точности, Б/с главный привод, Ø 320 х 710
1Е61ПМФ3 — токарно-винторезный станок повышенной точности с ЧПУ «ФС-2К», Ø 250 х 630
с1Е61ПМ, с1Е61ВМ — токарно-винторезный станок повышенной точности специализированный, Ø 320 х 710
УТ16П, УТ16В — 1982 год, токарно-винторезный станок высокой точности, Ø 320 х 710 мм
УТ16ПМ, УТ16ВМ — 1987 год, токарно-винторезный станок повышенной точности, Ø 320 х 750 мм
УТ16ПМТ, УТ16ВМТ — 1987 год, токарно-винторезный станок повышенной точности, Б/с главный привод
УТ16Ф3 — 1983 год, токарно-винторезный станок с ЧПУ «Луч-2Т», Ø 200 х 630 мм
УТ16Д — токарно-винторезный станок повышенной точности
Б/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.
Технические возможности
За счет внедрения в устройство более двадцати механизмов управления оператор машины имеет возможность решать множество задач:
- определять вращательный период шпинделя, устанавливать прямое и реверсивное движение узла со шпинделем;
- делать выбор требуемого вида резьбы;
- задействовать ходовой винт;
- в определенных ситуациях запускать и отключать муфту предохранения;
- приводить суппорт в движение;
- осуществлять регулирование настроек подачи;
- активирование реверсивного обращения винта, установка нужных параметров резьбы.
Электромотор машины способен исполнять работу в обратном режиме, а регулировка диапазона оборотов шпинделя осуществляется коробкой скоростей. Помимо этого, система управления токарной машиной дает возможность в нужное время производить подачу на узлы охлажденного вещества, делать сцепление и расцепление рейки, производящей резку. Также она может закреплять и изменять расположение головки резца, освещать участок работ винторезной машины. На станке имеется индикатор степени загруженности.
На станке имеется индикатор степени загруженности.
Благодаря коробке подач оператор станка имеет возможность устанавливать требуемые параметры при изготовлении резьбы. В техническом описании к токарному станку даются сведения не только о размере изделий, но и о том, какая подача будет наилучшей для исполнения конкретной задачи.
Назначение оборудования
В качестве прототипа токарного станка 1Е61М использовалась модель ТВ-01М. Рассматриваемое оборудование относится к классу легких моделей, первый вариант исполнения появился в продаже в 1965 году. Другие варианты исполнения токарно-винторезных станков по металлу появились в 1975 году. К особенностям подобных предложений отнесем следующие моменты:
- Конструкция характеризуется универсальными параметрами.
 Именно поэтому оно может применяться для выполнения финишных операций при создании деталей высокой точности или нарезании резьбы.
Именно поэтому оно может применяться для выполнения финишных операций при создании деталей высокой точности или нарезании резьбы. - Гладкие цилиндрические поверхности могут обтачиваться при закреплении заготовок в трехкулочковом патроне. Может применяться проходной резец самого различного типа. Наружное точение цилиндрических поверхностей может проводится в несколько проходов при черновой и чистовой обработке.
- Растачивание цилиндрической поверхности проводится при применении соответствующего резца. Довольно часто проводится растачивание внутренних отверстий.
- Операции отрезания и протачивания канавок. Для отрезания заготовки применяется соответствующий резец. Протачивание канавок проводится при получении самых различных заготовок.
- Получение и обработка наружных конических поверхностей. Повысить точность обработки можно при применении копировально-конусной линейки. Больше всего трудностей возникает при обработке конусной поверхности. Для этого требуется специальный станок и соответствующая оснастка.

- Обработка отверстий. При установке соответствующей оснастки можно проводить сверление отверстий, а также некоторые другие схожие операции. Отверстия можно встретить в самых различных изделиях.
Стоит учитывать, что рассматриваемые станки не подходят для проведения массовой обработки. Кроме этого, токарно-винторезные станки уступают по своим характеристикам многим другим предложениям, которые выпускаются сегодня.
Они выглядят следующим образом:
- Нельзя проводить установку оборудования вблизи аппаратов ударного или механического воздействия. Внешняя вибрация может существенно снизить точность резания.
- Установка должна проводится в хорошо освещенном чистом помещении. Однако, прямое попадание солнечных лучей должно быть исключено. Подобная рекомендация связана с тем, что подобная установка может привести к нагреву важных элементов конструкции.
- Нельзя проводить установку вблизи систем обогрева и центрального отопления, так как они также становятся причиной нагрева оборудования.
- Температурный режим в помещении должен быть в пределах 16-22 градусов Цельсия. Для выдерживания подобного показателя устанавливается приточная вентиляция. Слишком высокая температура может привести к нагреву устройства на момент длительной эксплуатации.
- Замена ремней и других элементов должна проводится в соответствии с регламентом.
https://youtube.com/watch?v=o6jnsOUivS0
В целом можно сказать, что область применения подобных станков весьма обширна. Чаще всего они устанавливаются на заводах машиностроительной сферы. В некоторых других областях промышленности показателя производительности и точности обработки недостаточно. Как ранее было отмечено, в продаже встречаются модели с более привлекательными эксплуатационными характеристиками.
1Е61 Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1Е61
Производитель токарно-винторезного станка повышенной точности 1Е61 — Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
Станки, выпускаемые Ульяновским машиностроительным заводом им. Володарского
- 1Е61 — станок токарно-винторезный универсальный повышенной точности Ø 320 х 750
- 1Е61М — станок токарно-винторезный универсальный повышенной точности Ø 320 х 710
- 1Е61МТ — станок токарно-винторезный универсальный высокой точности Ø 320 х 710
- 1Е61ПМ, 1Е61ВМ — станок токарно-винторезный универсальный повышенной точности Ø 320 х 710
- С1Е61ПМ, С1Е61ВМ — станок токарно-винторезный универсальный повышенной точности специализированный Ø 320 х 710
- УТ16ПМ — станок токарно-винторезный универсальный повышенной точности Ø 320 х 710
1Е61 Назначение и область применения токарно-винторезного станка
Токарные станки моделей 1Е61 созданы на базе станка ТВ-01 и относятся к классу легких токарных станков. Начало серийного выпуска станка 1е61 — 1955 год.
Начало серийного выпуска станка 1е61 — 1955 год.
Станок токарно-винторезный модели 1Е61 является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — П.
Гладкие цилиндрические поверхности обтачивают при закреплении заготовок в трехкулачковом патроне проходным резцом.
Растачивание цилиндрических поверхностей — это обработка резанием предварительно просверленного или необработанного отверстия расточным резцом.
Подрезание, протачивание канавок и отрезание выполняются с целью придания заготовке определенной Формы, размера и шероховатости.
Наружные канавки протачивают прорезными резцами. Отрезку осуществляют отрезными резцами.
Обработку наружных конических поверхностей в зависимости от длины конусной части и угла уклона конической поверхности можно обтачивать широким резцом, поворотом салазок верхнего продольного суппорта, поперечным смещением корпуса задней бабки при помощи копировально-конусной линейки.
Обработка отверстий. На токарном станке можно сверлить, а также обрабатывать отверстия (рассверливать, развертывать, зенкеровать, выполнять цилиндрическое и коническое растачивания).
Описание конструкции токарно-винторезного станка 1Е61
Привод станка 1Е61 осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб повышенной точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок 1Е61 также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке 1Е61 электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок 1Е61 обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.
Б/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.
Габариты рабочего пространства и присоединительные базы токарно-винторезного станка 1Е61
Габариты рабочего пространства токарного станка 1е61
1Е61 Общий вид универсального токарно-винторезного станка модели
Фото токарно-винторезного станка 1Е61
Фото токарно-винторезного станка 1Е61. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 1е61
Фото токарно-винторезного станка 1е61. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 1е61
Фото токарно-винторезного станка 1е61. Смотреть в увеличенном масштабе
1Е61 Расположение органов управления станком
Расположение органов управления станком 1е61
Расположение основных узлов и органов управления станком 1Е61. Смотреть в увеличенном масштабе
Перечень органов управления токарным станком 1Е61
- Включение масляного электронасоса и соединение с внешней электросетью
- Включение эмульсионного электронасоса
- Упор для пуска, останова и реверсирования шпинделя
- Упор для пуска, останова и реверсирования шпинделя
- Переключение чисел оборотов шпинделя
- Включение перебора передней бабки
- Трензель и механизм восьмикратного увеличения шагов резьб
- Переключение шестерен конуса Нортона
- Включение метрических и модульных, дюймовых и питчевых или точных резьб
- Множительный механизм подач или шагов резьб
- Включение ходового винта или ходового валика
- Маховичок для ручного продольного перемещения каретки
- Перемещение поперечного суппорта
- Перемещение верхних салазок суппорта
- Крепление резцедержательной головки
- Включение продольных или поперечных подач
- Включение гайки ходового винта
- Включение и выключение падающего червяка
- Крепление каретки суппорта к станине
- Крепление задней бабки к станине
- Перемещение пиноли задней бабки
- Крепление пиноли задней бабки
- Поперечное смещение корпуса задней бабки
- Упор автоматического выключения продольной подачи
- Упор автоматического выключения поперечной подачи
- Жесткая фиксация маточной гайки ходового винта
- Включение местного освещения
Основные узлы токарного станка и их назначение
Источником движений в станке является электродвигатель, который через коробку скоростей (редуктор) передает вращение на шпиндель, а от шпинделя через гитару сменных зубчатых колес и коробку подач вращение передается на ходовой винт м (при нарезке резьбы) или на ходовой вал Н (при других токарных операциях).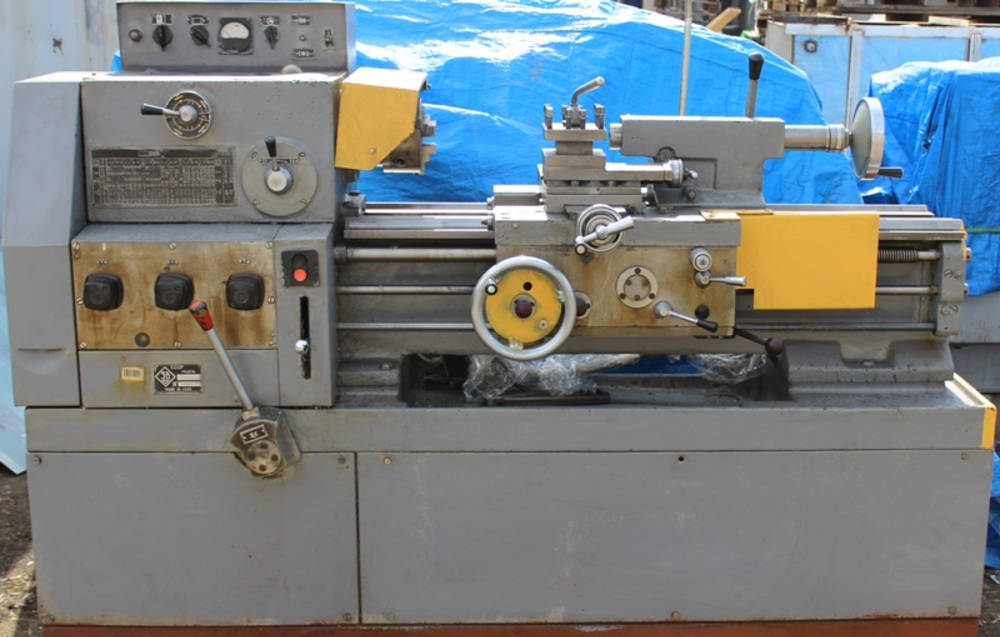
Торможение шпинделя осуществляется противотоком.
Короткие заготовки закрепляются в кулачковом патроне, а правый конец длинной заготовки поддерживается центром, расположенным в пиноли задней бабки.
Задняя бабка используется также для закрепления и подачи сверла и другого осевого инструмента.
Суппорт служит для осуществления перемещений закрепленного в резцедержателе резца в продольном и поперечном направлениях.
Механизм фартука преобразует вращательное движение ходового вала или ходового винта в поступательное движение суппорта.
1Е61 Кинематическая схема токарно-винторезного станка
Кинематическая схема токарно-винторезного станка 1е61
Схема кинематическая токарно-винторезного станка 1Е61. Смотреть в увеличенном масштабе
Схема расположения родшипников токарного станка 1е61
Схема расположения родшипников токарно-винторезного станка 1е61. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
1Е61 Расположение рукояток управления коробкой передач. Таблица резьб токарно-винторезного станка
Расположение рукояток управления коробкой передач. Таблица резьб токарно-винторезного станка 1Е61
Расположение рукояток управления коробкой передач. Таблица резьб токарно-винторезного станка 1Е61. Смотреть в увеличенном масштабе
Таблица подач токарно-винторезного станка 1Е61
Таблица подач токарно-винторезного станка 1Е61
Таблица подач токарно-винторезного станка 1Е61. Смотреть в увеличенном масштабе
Электрооборудование станка
Электрическая схема токарно-винторезного станка 1Е61
Электрическая схема токарно-винторезного станка 1Е61. Смотреть в увеличенном масштабе
Читайте также: Графические знаки для токарных станков
1Е61 Станок токарно-винторезный повышенной точности. Видеоролик.
Основные технические характеристики токарного станка 1Е61
| Наименование параметра | 1Е61 | 1Е61М | 1Е61МТ | 1Е61ПМ | УТ61ПМ |
|---|---|---|---|---|---|
| Основные параметры станка | |||||
| Класс точности по ГОСТ 8-82 | П | П | П | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 | 320 | 320 | 320 |
| Высота центров, мм | 170 | 170 | 170 | 175 | 175 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 188 | 188 | 188 | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 750 | 710 | 710 | 710 | 750 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 192 | 185 | 185 | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 170 | 170 | 170 | 175 | 175 |
| Шпиндель | |||||
| Диаметр отверстия в шпинделе, мм | 32,5 | 32,5 | 32,5 | 30 | 32 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 32 | 32 | 32 | 25 | |
| Частота вращения шпинделя, об/мин | 33. .1500 .1500 | 35..1600 | 35..1600 | 35,5..1800 | 40..2000 |
| Количество прямых и обратных скоростей шпинделя | 12 | 12 | 12 | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | М86 х 6 | М86 х 6 | М86 х 6 | 5К | 5К |
| Торможение шпинделя | есть | есть | есть | есть | есть |
| Блокировка шпинделя | есть | есть | есть | есть | есть |
| Защита от перегрузок шпинделя | есть | есть | есть | есть | есть |
| Суппорт. Подачи | |||||
| Наибольшая длина хода суппорта (каретки) — продольное перемещение от руки, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по валику, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по винту, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшее поперечное перемещение суппорта от руки, мм | 250 | 200 | 200 | 230 | 230 |
| Наибольшее поперечное перемещение суппорта по валику, мм | 250 | 200 | 200 | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | 0,2 | 0,2 | 0,1 | 0,1 |
| Продольное перемещение суппорта на один оборот лимба, мм | 28 | 28 | 28 | 24 | |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 6 | 3 | 3 | 5 | |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 130 | 140 | 140 | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Перемещение верхнего суппорта на один оборот лимба, мм | 3 | 3 | 3 | 3 | 3 |
| Количество подач продольных/ поперечных суппорта | 21 | 21 | 40 | ||
| Пределы подач продольных, мм | 0,04. .6 .6 | 0,04..1,99 | 0,04..6 | 0,018..1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,025..3,75 | 0,025..1,24 | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 22 | 22 | 35 | ||
| Количество нарезаемых резьб модульных, мм | 19 | 19 | 31 | ||
| Количество нарезаемых резьб дюймовых, мм | 15 | 15 | 26 | ||
| Пределы шагов метрических резьб нормальной точности, мм | 0,2..30 | 0,2..30 | 0,2..30 | 0,1..56 | 0,1..56 |
| Пределы шагов метрических резьб повышенной точности, мм | 0,35..12 | 0,35..12 | |||
| Пределы шагов модульных резьб нормальной точности, модуль | 1. .7,5 .7,5 | 1..7,5 | 1..7,5 | 0,1..28 | 0,1..28 |
| Пределы шагов модульных резьб повышенной точности, ниток/дюйм | 0,5..5 | 0,3..6 | |||
| Пределы шагов дюймовых резьб нормальной точности, ниток/дюйм | 1,2..30 | 4,0..30 | 4,0..30 | 3,0..30 | 3,0..60 |
| Пределы шагов дюймовых резьб повышенной точности, ниток/дюйм | 3..20 | 3..20 | |||
| Пределы шагов питчевых резьб нормальной точности, питчей | — | 8..60 | 8..60 | ||
| Пределы шагов питчевых резьб повышенной точности, ниток/дюйм | 5..20 | — | |||
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет | нет | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 |
| Выключающие упоры | есть | есть | есть | есть | есть |
| Задняя бабка | |||||
| Наибольшее перемещение пиноли, мм | 100 | 100 | 100 | 100 | 100 |
| Цена деления лимба задней бабки, мм | 1 | 1 | 0,05 | 0,05 | |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±20 | ±5 | ±5 | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | ||||
| Диаметр сверла при сверлении чугуна, мм | 15 | ||||
| Электрооборудование станка | |||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 | 4 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3,2 (1440) | 4,5 | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет | нет | нет | 0,18 |
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2275 х 950 х 1590 | 2190 х 930 х 1500 | 2191 х 930 х 1500 | 2290 х 1150 х 1365 | 2110 х 1050 х 1395 |
| Масса станка, кг | 1850 | 1650 | 1650 | 1670 | 1810 |
- Токарно-винторезный станок повышенной точности 1Е61.
 Паспорт токарного станка, 1955
Паспорт токарного станка, 1955 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
1Е61ПМ, 1Е61ВМ, С1В61ПМ, С1В61ВМ Паспорт токарно-винторезного станка, 1981, Формат: pdf, Размер: 24,9 Мб, Скачать
Токарный станок 1е61м: технические характеристики, схемы, габариты
Это одна из модификаций первой модели винторезно-токарных станков, которые появились на российском рынке. Повышенная точность при обработке любых деталей – главная особенность данного агрегата. Выполнение получистовых и чистовых работ остаётся основным назначением для токарного станка 1Е61М. Он так же помогает при высокоточном нарезании резьбы различного вида.
Повышенная точность при обработке любых деталей – главная особенность данного агрегата. Выполнение получистовых и чистовых работ остаётся основным назначением для токарного станка 1Е61М. Он так же помогает при высокоточном нарезании резьбы различного вида.
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.

- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.
- Прорезные резцы помогают протачивать наружные канавки.
- Для придания заготовкам определённой формы осуществляют операции вроде подрезания, протачивания канавок и отрезания.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание цилиндрических поверхностей, которые остаются гладкими.
Технические характеристики
Станок 1E61MT занял лидирующую позицию в своей сфере, и на то есть определённые причины. Для массовой штамповки установка не подходит, но на ней можно проводить множество других операций.
Основными параметрами, заслуживающими внимания, можно назвать:
- Диаметр будущей резьбы.

- Выбранные скоростные режимы.
- Длина детали, её соответствие параметрам используемого оборудования.
Если названные выше габариты соответствуют условиям эксплуатации, то можно переходить дальше, к этапу настройки самого станка.
Винторезное оборудование отличается следующими параметрами:
- 1650 килограмм – общая масса станка, если не учитывать дополнительное оборудование.
- Минимальная частота вращения – 35, максимальная может составлять 1600 оборотов.
- Точные параметры, связанные со смещением лимба. По продольной направляющей это 0,2 миллиметра, по поперечной – 0,02 миллиметра.
- На передней части устанавливаются две резцовые головки. Вторая монтируется на участке сзади.
- В главном держателе имеется всего до 4 резцов.
- 32 миллиметра – таков диаметр использующихся прутков.
- 170 миллиметров – допустимая высота для центральных частей.
- При 125 Вт работает отдельный двигатель насоса охлаждения.
 На 125 Вт – двигатель, связанный со смазочным механизмом.
На 125 Вт – двигатель, связанный со смазочным механизмом. - 4,5 кВт – показатель мощности главного привода, за счёт которого осуществляется движение.
Дополнительно в токарной установке присутствует система, предотвращающая повреждения, связанные с чрезвычайными нагрузками. Механизм просто блокируется, если возникает опасная ситуация. Примерно так же работает модель типа 1Е61ПМ.
Габариты рабочего пространства
Межцентровое расстояние составляет до 700 миллиметров. Через шпиндель можно вставлять заготовки с минимальным диаметром до 32 миллиметров, диаметр шпинделя – 35. Высота центра от станины равна 170 мм.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.
Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.
- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.
Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.
Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.
- Задняя бабка – у станины справа.
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.
Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
В конструкции присутствует два подшипника качения. Благодаря чему сохраняется свойство центровки, клиновидный шкив провода не утрачивает своего первоначального положения. Ориентация происходит на основе центральной части шпиндельной бабки. Натяжение клиновидных ремней не оказывает на конструкцию негативного влияния. Шпиндель не испытывает повышенных нагрузок.
Всего у шпиндельной бабки шесть скоростных ступеней. Блок-шестерни передвигаются по шлицам, что и позволяет контролировать скорость, выбирать определённый вариант.
Отдельный насос, с приводом от электродвигателя, отвечает за смазывание передней бабки. Благодаря наличию блокировки исключается вероятность того, что система запустится при отсутствии соответствующей жидкости.
Электрическая схема
Асинхронный электродвигатель типа AO2-61-4 НА 13 кВт – основной агрегат, который приводит систему в движение. Достаточно нажать на кнопку «Пуска», чтобы это приспособление начало работать. С помощью фрикциона, включаемого от рукоятки, осуществляется управление подобными частями механизма. В зависимости от включения или выключения фрикциона механизм реагирует по-разному на начало работы.
Достаточно нажать на кнопку «Пуска», чтобы это приспособление начало работать. С помощью фрикциона, включаемого от рукоятки, осуществляется управление подобными частями механизма. В зависимости от включения или выключения фрикциона механизм реагирует по-разному на начало работы.
1,1 кВт – мощность двигателя, отвечающего за рабочие подачи.
Кинематическая схема
Многоскоростные двигатели для включения устройств тоже используются, но достаточно редко. Односкоростные приспособления остаются главными для подобных схем.
С двигателя движение идёт к коробке скоростей. В этом процессе принимает участие клиноременная передача. В коробке передач размещается по 6-8 валов. К ним добавляются колёса зубчатой формы. Для удобства при нумерации валов пользуются римскими цифрами. Скорость вращения шпинделя может быть различной в зависимости от тех или иных условий. Две фрикционные муфты отвечают за обратное движение у этой же модели.
Схема настройки гитары
Передача вращения, крутящего момента – основное назначение данной детали. Она снабжается сменными зубчатыми колёсами, которые и обеспечивают максимально точную настройку по параметрам.
Она снабжается сменными зубчатыми колёсами, которые и обеспечивают максимально точную настройку по параметрам.
Замена деталей проводится в зависимости от регламента, либо по степени износа.
Заключение
Первичная и текущая регулировка – операции, которые играют важную роль для стабильной работы всех составляющих, механизмов. Для каждой детали при этом используется отдельный инструмент, позволяющий добиться наилучших результатов. Остаётся только решить, какие параметры будут актуальными при той или иной ситуации.
Станки серии 1E61M до сих пор пользуются спросом не только у частных мастеров, но и на различных предприятиях. Это классический вариант, сохраняющий актуальность даже при появлении более современных аналогов. Учитывается и стоимость установки, которая остаётся доступной по всем параметрам.
Токарный станок УТ 16: технические характеристики
Назначение и применение
Данное универсальное оборудование создавалось на основе станка 1Е61М. Является легким станочным оборудованием. Предназначается для осуществления чистовой токарной обработки с высокой точностью и создания разнообразного рода резьбовых соединений. Класс точности – «П».
Станок токарно-винторезный УТ16ПМ имеет следующие особенности:
- Способен проводить чистовые и получистовые токарные операции. Обширный диапазон регулировки частоты оборотов шпинделя, подач и шага создаваемых резьб.
- Возможно комплектование большим набором приспособлений, открывающих большие возможности для выбора необходимого режима обрабатывания.
- Легкость в управлении. Эргономичен и безопасен.
- Большой набор вариантов точной и экономной обработки различных изделий как из стали, так и цветных металлов.
Так как производство основывалось на основе станка 1Е61ПМ, то кинематическая схема идентична с ним и обладает унифицированным устройством.
Следует акцентировать внимание на том, что модель имеет повышенную точность обработки. В связи с этим, чтобы избежать потерь степени точности не рекомендуется применять их при черновой обработке деталей.
Описание и назначение
Пришедший на смену 1Е61М, УТ16 — токарный станок, относящийся к легкой категории оборудования. Он относится к линейке продукции Ульяновского машиностроительного завода. Его основное назначение это выполнение получистовой и чистовой обработки различных тел вращения.
Доступны следующие типы токарных операций:
- Нарезание резьб метрических (35 типоразмеров), модульных (31) и дюймовых (26). Механизированный метод отличается высоким качеством и без особой необходимости нет смысла прибегать к ручному инструменту.
- Обтачивание наружных поверхностей и растачивание внутренних с повышенной точностью. Длинные заготовки зажимаются с двух сторон и могут протачиваться по всей длине.
- Обработка кромок и торцов.
- Отрезная.
- Сверление (при установке инструмента в заднюю бабку).
- Шлифование (зависит от состояния шпиндельного узла и отсутствия люфтов).
Для каждой операции определен широкий предел регулирования, что позволяет добиваться соответствия самым строгим допускам. При назначении вида обработки необходимо удостовериться, что состояние техники это позволяет. Кроме того, в процессе работы необходимо находить время на проверку техточности, и при малейших отклонениях устранять их. отдельные части, такие, как стол или направляющие допускается восстанавливать, более же мелкие части имеет смысл покупать новые и производить замену.
По своим возможностям УТ16 сопоставим с такими моделями, как SAMAT, 250ИТВМ, 16ВТ20П и может выступать их более современной более современной заменой. За десятилетия использования он очень хорошо себя зарекомендовал, и его можно встретить на различных предприятиях машиностроения.
Конструкция
Шпиндель
Передняя шпиндельная бабка вращается редуктором с помощью клиновых ремней и шкива, размещенного в корпусе на 2 подшипниках. Благодаря этому на узел не влияет усилие натянутой ременной передачи.
Шкив привода способен передавать 12 прямых скоростей и еще 12 с помощью зубчатых колес перебора. В общей сложности имеется 24 скорости. Шесть из них имеют одинаковую скорость во время работы с перебором и без него. В итоге можно использовать 18 положений с различной скоростью. Это достигается за счет размещенных в корпусе перебора (способен до 8 раз снизить частоту оборотов) и трензеля (реверсирование, изменение подачи и шагов резьбы).
Шпиндельный узел устанавливается на 2 опорах. Впереди 2х рядный ролик-подшипник, сзади – упорный и радиально-упорный. Осевые нагрузки прикладываются на подшипники, установленные сзади.
Быстрая замена закрепляющего устройства для обтачиваемых изделий обеспечивается фланцевым передним концом: трехкулачковый патрон или планшайба.
Для того, чтобы сохранить норму точности как можно дольше следует применять технологическую оснастку, которая устанавливается в конус шпинделя и имеющую особые съемники.
Коробка подач
Приводится в действие выходным валом шпинделя посредством ряда сменяемых шестерен.
Разнообразный шаг нарезаемых резьб возможно настраивать за счет элементов коробки или без него.
Таблицы, размещенные на шпинделе и коробке подач, можно найти все доступные подачи продольного и поперечного плана, шаги резьбовых соединений, которые можно получить с помощью механизма и соответствующей настройки гитары.
Кожух гитары также имеет таблицу технологических настроек для резьбы, которые можно получить без использования коробки подач. В этом случае при создании точного резьбового соединения ходовой винт должен быть включен напрямую, без механизма коробки. Необходимые шаги резьб следует подбирать путем перебора сменных шестерен из специального набора.
Особенности конструкции
Универсальный токарный станок УТ16 имеет вполне типовую компоновку для своего типа. Наиболее крупные части и системы:
- Литая станина (обозначение производителя ПВ 8.060.039). Она является основой для всей конструкции и обеспечивает её прочность и устойчивость. Для монтажа необходим надежный бетонный фундамент. Жесткое крепление или использование специальных опор, поглощающих вибрацию, позволяет добиться более высокой точности обработки.

- Система охлаждения (ПВ 5.880.007), оборудованной небольшим насосом. Такие дополнительные модули расширяют возможности и позволяют поднять производительность работы и увеличить интервал включения.
- Фартук (ПВ 6.378.011).
- Шестиступенчатый редуктор (ПВ 6.332.043), смонтированный в нижней части. Это позволяет снизить общее воздействие от его работы на всю конструкцию и на обрабатываемое изделие. С помощью редуктора задается скорость вращения (всего их восемнадцать, включая обратные). Передача вращающего момента осуществляется клиновыми ремнями.
- Автономная система смазки (ПВ 6.455.024). С её помощью производится своевременная подача масла в трущиеся части станка. От рабочего требуется осуществлять контроль над уровнем смазывающего материала и своевременно пополнять его. Такое обслуживание не требует специальных знаний и умений.
- Двухскоростной электродвигатель. Подвод электричества и включение осуществляется посредством электрошкафа (ПВ 4.100.018). монтажом в любых условиях должны заниматься профессиональные электрики.
- Бабка передняя (ПВ 6.301.006). Основное её назначение – функционирование установленного на неё шпинделя. Под ней расположена коробка подач (ПВ 6.378.003). Механизм коробки позволяет задавать шаг резьбы при нарезке.
- Суппорт для крепления и перемещения инструмента (ПВ 6.200.009). Расположение резцов используется обычное, что позволяет работать со всей типовой номенклатурой.
- Задняя бабка – (ПВ 6.278.039). С её помощью производится поджим детали с противоположной стороны. В ней перемещается пиноль, упирающаяся и центрирующая деталь.
- Система управления, представленная различными рукоятками переключения, приборами измерения, ручками подачи. При ознакомлении желательно пользоваться наглядными подсказками, которые позволят избежать ошибок в выборе режимов.
Схемы электрическая и кинематическая приведены в руководстве по эксплуатации УТ16. Там же более подробно расписаны параметры, особенности и технические характеристики.
Конструкция отличается прочностью всех частей, включая вспомогательные. Это позволяет эксплуатировать промтехнику практически в любых условиях, соблюдая сравнительно небольшой объем регламентных мероприятий по обслуживанию. Изначально установку нужно планировать с учетом дальнейшего доступа к очистке и диагностики, а так же возможного ремонта. Статистика показывает небольшое количество отказов, причем его можно снизить бережным отношением.
Станок вполне ремонтопригоден, и при наличии ремонтной службы допускается самостоятельно устранять основные неисправности. В продаже доступны комплектующие и целые узлы.
Основные технические характеристики токарного станка УТ16В
Основные параметры согласно ГОСТ 440-71.
| Наименование параметра | 1Е61ПМ | УТ16В |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 710 | 710 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 175 | 175 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 30 | 30 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 25 | 25 |
| Частота вращения шпинделя, об/мин | 35,5. .1800 | 40..2000 |
| Количество прямых/ обратных скоростей шпинделя | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | 5К | 5К |
| Торможение шпинделя | есть | есть |
| Блокировка шпинделя | есть | есть |
| Защита от перегрузок шпинделя | есть | есть |
| Подачи | ||
| Наибольшая длина хода суппорта (каретки) — продольное перемещение, мм | 710 | 710 |
| Наибольшее поперечное перемещение суппорта, мм | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,1 | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 |
| Количество подач продольных/ поперечных суппорта | 40 | 40 |
| Пределы подач продольных, мм | 0,018. .1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 35 | 35 |
| Количество нарезаемых резьб модульных, мм | 31 | 31 |
| Количество нарезаемых резьб дюймовых, мм | 26 | 26 |
| Пределы шагов метрических резьб, мм | 0,1..56 | 0,1..56 |
| Пределы шагов модульных резьб, модуль | 0,1..28 | 0,1..28 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 30..3,0 | 60..3,0 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 | 20 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли, мм | 100 | 100 |
| Цена деления лимба задней бабки, мм | 0,05 | 0,05 |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | |
| Диаметр сверла при сверлении чугуна, мм | 15 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Мощность электродвигателя главного привода, кВт | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2290 х 1150 х 1365 | 2290 х 1150 х 1395 |
| Масса станка, кг | 1670 | 1800 |
Перечень органов управления токарным станком УТ16ПМ
- Маховик выбора частоты вращения шпинделя
- Рукоятка переключения множительного механизма и ходового винта или ходового валика
- Рукоятка переключения наборного механизма при нарезании резьб напрямую
- Рукоятка переключения множительного механизма
- Рукоятка включения перебора
- Рукоятка включения трензеля и механизма восьмикратного увеличения шагов резьб
- Амперметр нагрузки
- Рукоятка включения насоса подачи охлаждающей жидкости
- Переключатель частоты вращения электродвигателя
- Вводной выключатель
- Лампа сигнальная
- Кнопка установки нейтрального положения продольной или поперечной подачи
- Рукоятка поперечной подачи суппорта
- Рукоятка включения продольной и поперечной подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения верхнего суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятки управления вращением шпинделя
- Рукоятка регулировки усилия отключения фартука по упору
- Рукоятка включения маховика ручного перемещения каретки
- Кнопка золотника смазки направляющих станины и каретки
- Рукоятка включения частоты вращения шпинделя (педаль)
- Кнопка включения электродвигателя насоса смазки и схемы управления станка
- Кнопка аварийного выключения станка
- Рукоятка крепления каретки к станине
- Упор автоматического останова поперечного суппорта
- Рукоятка поворота и крепления резцовой головки
- Маховик ручного перемещения каретки
- Рукоятки управления вращением шпинделя
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА:
| Наименование параметра | УТ61ПМ |
| Основные параметры станка | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 710 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 175 |
| Шпиндель | |
| Диаметр отверстия в шпинделе, мм | 30 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 25 |
| Частота вращения шпинделя, об/мин | 40. .2000 |
| Количество прямых/ обратных скоростей шпинделя | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | 5К |
| Торможение шпинделя | есть |
| Блокировка шпинделя | есть |
| Защита от перегрузок шпинделя | есть |
| Подачи | |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение, мм | 710 |
| Наибольшее поперечное перемещение суппорта, мм | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 |
| Количество подач продольных/ поперечных суппорта | 40 |
| Пределы подач продольных, мм | 0,018. .1,1 |
| Пределы подач поперечных, мм | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 35 |
| Количество нарезаемых резьб модульных, мм | 31 |
| Количество нарезаемых резьб дюймовых, мм | 26 |
| Пределы шагов метрических резьб, мм | 0,1..56 |
| Пределы шагов модульных резьб, модуль | 0,1..28 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 60..3,0 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 |
| Задняя бабка | |
| Наибольшее перемещение пиноли, мм | 100 |
| Цена деления лимба задней бабки, мм | 0,05 |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 |
| Диаметр сверла при сверлении чугуна, мм | 15 |
| Электрооборудование станка | |
| Количество электродвигателей на станке | 3 |
| Мощность электродвигателя главного привода, кВт | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 |
| Мощность электродвигателя насоса смазки, кВт | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 2290 х 1150 х 1395 |
| Масса станка, кг | 1800 |
Токарный станок ут16 — Все про машиностроение и агрегаты на nadmash.
ru
Перейти к контенту
Главная » Статьи
Содержание
- 1 Основные технические характеристики токарного станка УТ16В
- 2 Перечень органов управления токарным станком УТ16ПМ
- 3 Назначение и применение
Основные технические характеристики токарного станка УТ16В
Основные параметры согласно ГОСТ 440-71.
| Наименование параметра | 1Е61ПМ | УТ16В |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 710 | 710 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 175 | 175 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 30 | 30 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 25 | 25 |
| Частота вращения шпинделя, об/мин | 35,5. .1800 | 40..2000 |
| Количество прямых/ обратных скоростей шпинделя | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | 5К | 5К |
| Торможение шпинделя | есть | есть |
| Блокировка шпинделя | есть | есть |
| Защита от перегрузок шпинделя | есть | есть |
| Подачи | ||
| Наибольшая длина хода суппорта (каретки) — продольное перемещение, мм | 710 | 710 |
| Наибольшее поперечное перемещение суппорта, мм | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,1 | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 |
| Количество подач продольных/ поперечных суппорта | 40 | 40 |
| Пределы подач продольных, мм | 0,018. .1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 35 | 35 |
| Количество нарезаемых резьб модульных, мм | 31 | 31 |
| Количество нарезаемых резьб дюймовых, мм | 26 | 26 |
| Пределы шагов метрических резьб, мм | 0,1..56 | 0,1..56 |
| Пределы шагов модульных резьб, модуль | 0,1..28 | 0,1..28 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 30..3,0 | 60..3,0 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 | 20 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли, мм | 100 | 100 |
| Цена деления лимба задней бабки, мм | 0,05 | 0,05 |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | |
| Диаметр сверла при сверлении чугуна, мм | 15 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Мощность электродвигателя главного привода, кВт | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2290 х 1150 х 1365 | 2290 х 1150 х 1395 |
| Масса станка, кг | 1670 | 1800 |
Перечень органов управления токарным станком УТ16ПМ
- Маховик выбора частоты вращения шпинделя
- Рукоятка переключения множительного механизма и ходового винта или ходового валика
- Рукоятка переключения наборного механизма при нарезании резьб напрямую
- Рукоятка переключения множительного механизма
- Рукоятка включения перебора
- Рукоятка включения трензеля и механизма восьмикратного увеличения шагов резьб
- Амперметр нагрузки
- Рукоятка включения насоса подачи охлаждающей жидкости
- Переключатель частоты вращения электродвигателя
- Вводной выключатель
- Лампа сигнальная
- Кнопка установки нейтрального положения продольной или поперечной подачи
- Рукоятка поперечной подачи суппорта
- Рукоятка включения продольной и поперечной подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения верхнего суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятки управления вращением шпинделя
- Рукоятка регулировки усилия отключения фартука по упору
- Рукоятка включения маховика ручного перемещения каретки
- Кнопка золотника смазки направляющих станины и каретки
- Рукоятка включения частоты вращения шпинделя (педаль)
- Кнопка включения электродвигателя насоса смазки и схемы управления станка
- Кнопка аварийного выключения станка
- Рукоятка крепления каретки к станине
- Упор автоматического останова поперечного суппорта
- Рукоятка поворота и крепления резцовой головки
- Маховик ручного перемещения каретки
- Рукоятки управления вращением шпинделя
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА:
Наименование параметра | УТ61ПМ |
Основные параметры станка | |
Класс точности по ГОСТ 8-82 | П |
Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 |
Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 170 |
Наибольшая длина устанавливаемой детали РМЦ, мм | 710 |
Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 175 |
Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 175 |
Шпиндель | |
Диаметр отверстия в шпинделе, мм | 30 |
Диаметр прутка проходящего через отверстие в шпинделе, мм | 25 |
Частота вращения шпинделя, об/мин | 40. |
Количество прямых/ обратных скоростей шпинделя | 18 |
Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 |
Конец шпинделя по ГОСТ 12595-72 | 5К |
Торможение шпинделя | есть |
Блокировка шпинделя | есть |
Защита от перегрузок шпинделя | есть |
Подачи | |
Наибольшая длина хода суппорта (каретки) — продольное перемещение, мм | 710 |
Наибольшее поперечное перемещение суппорта, мм | 230 |
Продольное перемещение суппорта на одно деление лимба, мм | 0,1 |
Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 |
Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 140 |
Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 |
Количество подач продольных/ поперечных суппорта | 40 |
Пределы подач продольных, мм | 0,018. |
Пределы подач поперечных, мм | 0,01..0,625 |
Количество нарезаемых резьб метрических, мм | 35 |
Количество нарезаемых резьб модульных, мм | 31 |
Количество нарезаемых резьб дюймовых, мм | 26 |
Пределы шагов метрических резьб, мм | 0,1..56 |
Пределы шагов модульных резьб, модуль | 0,1..28 |
Пределы шагов дюймовых резьб, ниток/дюйм | 60..3,0 |
Скорость быстрых перемещений продольных/ поперечных, м/мин | нет |
Высота резца, устанавливаемого в резцедержателе, мм | 20 |
Задняя бабка | |
Наибольшее перемещение пиноли, мм | 100 |
Цена деления лимба задней бабки, мм | 0,05 |
Центр в пиноли по ГОСТ 12595-72 | Морзе 3 |
Поперечное смещение задней бабки, мм | ±5 |
Диаметр сверла при сверлении стали, мм | 12 |
Диаметр сверла при сверлении чугуна, мм | 15 |
Электрооборудование станка | |
Количество электродвигателей на станке | 3 |
Мощность электродвигателя главного привода, кВт | 3,2/ 5,3 |
Мощность электродвигателя насоса охлаждения, кВт | 0,12 |
Мощность электродвигателя насоса смазки, кВт | 0,09 |
Мощность электродвигателя вентилятора, кВт | нет |
Габариты и масса станка | |
Габариты станка (длина ширина высота), мм | 2290 х 1150 х 1395 |
Масса станка, кг | 1800 |
Назначение и применение
Данное универсальное оборудование создавалось на основе станка 1Е61М. Является легким станочным оборудованием. Предназначается для осуществления чистовой токарной обработки с высокой точностью и создания разнообразного рода резьбовых соединений. Класс точности – «П».
Станок токарно-винторезный УТ16ПМ имеет следующие особенности:
- Способен проводить чистовые и получистовые токарные операции. Обширный диапазон регулировки частоты оборотов шпинделя, подач и шага создаваемых резьб.
- Возможно комплектование большим набором приспособлений, открывающих большие возможности для выбора необходимого режима обрабатывания.
- Легкость в управлении. Эргономичен и безопасен.
- Большой набор вариантов точной и экономной обработки различных изделий как из стали, так и цветных металлов.
Так как производство основывалось на основе станка 1Е61ПМ, то кинематическая схема идентична с ним и обладает унифицированным устройством.
Следует акцентировать внимание на том, что модель имеет повышенную точность обработки. В связи с этим, чтобы избежать потерь степени точности не рекомендуется применять их при черновой обработке деталей
С этим читают
- 6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
- Технические характеристики токарно-винторезного станка 1к625
- Круглошлифовальный станок 3м151
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Технические характеристики токарно-винторезного станка 16к25
- Характеристики вертикально-сверлильного станка 2н118
- Токарный станок 1д601 технические характеристики
- Токарный станок 16к20
- Обзор токарного станка тв-320: технические характеристики и особенности
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
Понравилась статья? Поделиться с друзьями:
Токарный станок 1Е61М: технические характеристики, паспорт
Особенность токарного станка 1Е61М в его повышенной точности. Агрегат подходит для чистовых и получистовых работ. С помощью такого оборудования есть возможность нарезать практически любой тип резьбы.
Содержание:
- 1 Сведение о производителе
- 2 Модификации модели
- 2.1 1Е61М
- 2.2 1Е61МТ
- 2.3 1Е61МС
- 3 Назначение и сфера применения оборудования
- 4 Технические характеристики применения токарно-винторезного станка
- 5 Производительность и точность выполняемых работ
- 6 Конструкционные особенности
- 6.1 Общий вид модели
- 6.2 Габариты и модели
- 6.3 Расположение основных узлов
- 6.3.1 Устройство органов управления
- 6.3.2 Передняя бабка
- 6.3.3 Задняя бабка
- 6.3.4 Кинематическая схема
- 6.3.5 Электрическая схема
- 7 Правила настройка оборудования и эксплуатации, паспорт
- 8 Обслуживание и ремонт
Сведение о производителе
Производитель данного оборудования – Ульяновский машиностроительный завод. Это предприятие многопрофильное и помимо станков производит: автомобильные свечи, патроны к стрелковому оружию, грузоподъемное оборудование, автоматические роторные линии, цепи пильные, приводные и роликовые.
Данный производитель выпускает больше десятка разновидностей токарно-винторезных станков разного уровня точности. Читайте также: чем так хорош токарный станок 1М61, технические характеристики
Модификации модели
Стандартная модель 1Е61М была модернизирована и выпущена в нескольких вариациях. Каждая модификация станка имеет свои особенности по проведению операций и качеству работы.
1Е61М
Добавление символа «М» означает, что станок имеет повышенную точность. Данная модификация используется при черновой и чистовой обработке заготовки.
1Е61МТ
Это агрегат повышенной точности, который используется исключительно для финишных обработок.
1Е61МС
Еще одна модификация стандартного оборудования 1 Е61М. Применяется также при финишной обработке болванки и для нарезания резьбы.
Назначение и сфера применения оборудования
Рассматриваемое оборудование подходит для выполнения следующих операций:
- Сверление и обработка отверстий с различной формой.
- Обработка наружных конических поверхностей.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание гладких цилиндрических поверхностей.
Оборудование применяется на серийных производствах небольшого масштаба, а также в частных мастерских.
Технические характеристики применения токарно-винторезного станка
Технические характеристики токарного станка, определяют возможности мастера при проведении токарных операций. В рассматриваемом оборудовании основные характеристики, следующие:
- максимальный диаметр заготовки, которая обрабатывается над станиной – 32 см;
- те же показатели над суппортом – 18.8 см;
- диаметр прутка, который проходит в шпиндель – 32 мм;
- максимальная длина устанавливаемой детали РМЦ – 71 см;
- частота вращения шпинделя – 35-1600 об/мин.
Максимальная длина хода суппорта при продольном перемещении каретки – 64 см. При поперечном перемещении каретки – 20 см.
Производительность и точность выполняемых работ
Мастерам следует избегать излишней нагрузки на все узлы станка. На первоначальном варианте станка мощность была больше, но за счёт этого быстрее сносилась коробка скоростей. В итоге была снижена производительность и установлена надежная функция контроля перегрузок.
Для сохранения целостности рук специалиста имеется противооткатная блокировка главного шпинделя. Установка отличается высокой точностью и несложностью в работе. При этом оборудование безопасно в работе.
Конструкционные особенности
Особенности конструкции обусловлены небольшим весом самого станка по сравнению с аналогами, а также его повышенной точностью при обработке заготовок. Все нюансы конструкции кроются во отдельных узлах оборудования.
Общий вид модели
Габариты и модели
Масса оборудования без дополнительного оснащения – 1650 кг. По размеру, оборудование имеет следующие параметры:
- длина – 219 см;
- ширина – 93 см;
- высота – 150 см.
Расположение основных узлов
Основные узлы станка расположены по стандартной схеме. Но в конструкции все же есть свои особенности, которые позволяют работать в более безопасном режиме без потери уровня производства.
Устройство органов управления
К органам управления относят следующие узлы станка 1Е61М:
- узел, включающий основной электронасос и соединенный с внешней электросетью;
- подключение эмульсионного электронасоса;
- переключатель числа скоростей шпинделя;
- включатель перебора передней бабки;
- механизм для увеличения шага резьбы;
- включение продольных и поперечных передач;
- маховик, предназначенный для продольного перемещения каретки;
- быстрый отвод резца от изделия.
Передняя бабка
Передняя бабка располагается с левой стороны и с таким расчетом, что деталь можно развернуть на несколько градусов, если у мастера есть такая необходимость. Сюда же включена и коробка скоростей. Рычаги управления расположены снаружи. Сам шпиндель способен вращаться со скоростью до 2000 об/мин. Смазка передней бабки проводится от отдельного масляного насоса.
Задняя бабка
Этот узел расположен справой стороны. Она легко продвигается по станине и ход пиноли имеет в 100 мм. Конус задней бабки – Морзе 3.
Кинематическая схема
Электрическая схема
Правила настройка оборудования и эксплуатации, паспорт
Стабильная работа станка зависит от точности предварительной настройки. Для жесткого типа соединения поперечных салазок, понадобится произвести настройку клина салазок. Алгоритм действия такой:
- Немного отпустить винт.
- Поджать клин другим винтом так, чтобы при этом ход салазок остался плавным.
- Завернуть первый винт на максимум.
Обязательно периодически проверять степень натяжения клиновых ремней. Они со временем вытягиваются и это отражается на безопасности механизма точения.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарно-винторезного станка 1Е61М
Алгоритм регулировки клиновых ремней:
- освободить переднюю тумбу от всех крышек;
- подтянуть салазки по специальной технике, проводя по пазам специальным винтом, чтобы подобрать оптимальный уровень натяжки;
- закрепить результат гайками.
Затем следует настроить шпиндельные ремни токарного оборудования.
Обслуживание и ремонт
При необходимости ремонта или некоторых обслуживающих работах нужно правильно осуществить разбор станка:
- В первую очередь отключить агрегат от электросети.
- Отсоединить нагнетательную и сливную трубки от масляной системы.
- Перед снятием шпиндельной бабки отсоединить клиновые ремни.
В автоматическом режиме происходит смазка токарно-винторезного станка. Агрегат снабжен для этого центробежным вертикальным насосом. Токарный станок 1Е61М был произведен для небольших частных цехов, для мелкосерийных предприятий, а также для использования в бытовых мастерских. Отличается повышенной точностью обработки и относительной безопасностью операций.
Поделиться в социальных сетях
Updated_SPC-66480+6470
%PDF-1.6
%
1 0 объект
>/OCGs[9 0 R 10 0 R]>>/Страниц 3 0 R/Тип/Каталог>>
эндообъект
2 0 объект
>поток
2022-01-11T11:12:11+09:00Adobe Illustrator 25.2 (Windows)2022-01-24T03:40:45-05:002022-01-24T03:40:45-05:00
AQBIAAAAAQAB/+4ADkFkb2JlAGTAAAAAAAf/bAIQABgQEBAUEBgUFBgkGBQYJCwgGBggLDAoKCwoK
DBAMDAwMDAwQDA4PEA8ODBMTFBQTExwbGxscHx8fHx8fHx8fHwEHBwcNDA0YEBAYGHURFRofHx8f
Hx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8f/8AAEQgAgAEAAWER
AAIRAQMRAf/EAaIAAAAHAQEBAQEAAAAAAAAAAAQFAwIGAQAHCAkKCwEAAgIDAQEBAQEAAAAAAAAA
AQACAwQFBgcICQoLEAACAQMDagQCBgcDBAIGAnMBAgMRBAAFIRIxQVEGE2EicYEUMpGhBxWxQiPB
UtHhMxZi8CRygvElQzRTkqKyY3PCNUQnk6OzNhdUZHTD0uIIJoMJChgZhJRFRqS0VtNVKBry4/PE
1OT0ZXWFlaW1xdXl9WZ2hpamtsbW5vY3R1dnd4eXp7fh2+f3OEhYaHiImKi4yNjo+Ck5SVlpeYmZ
qbnJ2en5KjpKWmp6ipqqusra6voRAAICAQIDBQUEBQYECAMDbQEAAhEDBCESMUEFURNhIgZxgZEy
obHwFMHR4SNCFVJicvEzJDRDghaSUyWiY7LCB3PSNeJEgxdUkwgJChgZJjZFGidkdFU38qOzwygp
0+PzhJSktMTU5PRldYWVpbXF1eX1RlZmdoaWprbG1ub2R1dnd4eXp7fh2+f3OEhYaHiImKi4yNjo
+DlJWWl5iZmpucnZ6fkqOkpaanqKmqq6ytrq+v/aAAwDAQACEQMRAD8A9U4q7FXYq7FXYq7FXYq7
FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FUBcx6g95I1vclBHFE0dswT02b
m5bm3FpByAC1B260OS6KtfW7ZGsVeOufXmdEfgyhGjUs3qBuLqPhO5X50wcKqMuuTfX762trYTLp
qRvcs0gjYtIOfGMMOG0YrVnUVoNtyEBU1hmimiSaF1khkUPHIhDKysKhlI2IIwKuxV2KuxV2KuxV
2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KsXF/qzec5bBWMlm3Jmp
RfSSFLV1+ICpBaSQUNSeXgMnWyp3baRZQ309/wChCby4bk9yI1EtAvBQX3JogAyJKsYmvitN8+ce
MxGrXEQmlR2KqYbUxxq0deIRmlqSP2gNj1WXDsrIGttcS405YJohaRvKb9TSpjIPpJGoQfZrSvJe
lTy6YCQqaZFXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7F
XYqtEMQlMwRRKyhGkoORUEkCvWgJOKtupZGUMUJBAdaVBPcVBG3umMVS3TvL1jZTtcMXu7ovzjubo
rLLHWMRlUfiGAIG/ffrSgBJtUzwK7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FX
Yq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq8Atv+cmIllEVxM0zw3EoufS0hI+UNuheRVVtZkdWIQ8Z
CCvbjkOJs4GQN/zk95Hrxh0rWLlzLLDGkENs7SeiIyWiAuf3ikTKy8a7b9N8PEjgKMT/AJyM8jSa
jJYJZ6m0yOkYcQxcGZuHMcjN8Ji9ZQ4ehqeIBbbHiC8BWWH/ADkl5E1AxJZW140skbTPHcPYWPpq
qxseT3t3bRk0mWnBjXcioFceJeAp1/yuTyzW5qihLST0riQ6lofFPjCBn/3IVUGpIDUb4TtWgJtH
Cyny55i03zBpg1HT5EktzJJHWOa3uBWNiv8AeWss8XxCjAc60O4B2woITPFDHPzDW8PlK7a0muYZ
45bWXlZLctOyR3UTyRr9TWS4AkRSjFFNFJJFK4qHm8KfmM/lxojr+oafrTyTGW6/R+pXqScrf04q
BrWMRKZFLfu0AXZqcm44pXsn5kyX90n+I78xrLqUKgaZfxCNpQkdpIh+qFZEjapUVK9+Z3xV6R5D
XWl8sWy61eSahqXqXDTXctvJaM6vO7xj0JVRk4RsqUp22J64oZBiqW+ZDr40K8/w+sLa0UpY/WSR
CJCQOT07KN8VeNearj/nJDT1nnh2S1toDd3CwSSNpcUfo0YwKpnAPQftHl1rgTskejz/APOXt8bS
4ju4JbG4dGW6B0WWAxFh8ZMNWZONfsb+GDdlsmLQ/wDOWzahMonC2Ynf0mA0f+55DjSqs32a0r9О
HdGz1b8u4/zASx1AedJFlujdsbAqIBS24LQfuAB9vl9rfCxZZirCfzh2j8yNPk05fJWmQal60d39
fFxVVjKoggYMCNw7FuP7YXiKHIm2UQOrCF86f85F+jeMfLNqJEhga3DRNTk8kKk1WdmesbSs68Bw
K036EWWVRZZ5O1781b3zfdWPmLSILly/EL2S1v41blKI7lYrWNqyHizR85CePxCnTfCCWJAeg5Ji
7FXYqwrzJc/m3D5lYeXLPS7nQXtKo17JIjpcosh+Lh8X7x2jGwI4g7qTgNshSXQt+fH6cuZZI9F/
Rg9M21tzl4kE8ZF5hTISAOXI0+R+zg3T6VS2n/PhY0e4tPL7yyH97Gst0EjAZKFNqtVC/VvtAdBt
juvpZ5ZG8NnAb0Ri9MafWRDUxiXiOfDl8XHlWle2SYK2KuxV2KuxV80nSvP17drY2Wr+enMpukju
TYXNqpcuWRzJd6pbJGqxheIdVqCQKPskKLbY8k0f8tPzWEdyY/MPmiNXggpFGbFHe4McCTS+ousq
Св9Cp5MBUmhcFuTRRxBnfkby7+YVhpFwItelUTXDtHb+ZLOW+u4QjMjj1YtTZWRqL6fF6cRWhLFi
QxJD0C0t5I053BikvHAE88MZiDhSePwlpG+EHuxyTFXxVZDBBCGEMaxh3aRwihauxqzGnUk9Tiq/
FXYq7FXYq7FXYq7FWA/mhouj65LaadqF/caey2d3cLLBJDb1jWW1icGe5imijPKVKEUbsGALVVST
yVqfl3yjbs8to0Vba3ivru2uxqAcwq1Z5OFV5uSx4h3kY7Ihrir1nFXYq7FWKefbvX7K3S80i6vo
3t4ZG+qWWnx6is8jPHGivGxjkqvMleMqD9pzxUgqsYvPOHn60Wd7e31K4ksxK80Enl/1vWQSAqLd
или+2XmsTA7uedaKOasihIQq/mh59mvVt08vavbL608byzeXJXjVEWqnnHqu4T+ZQfV6IK42tJlo3
nrzpqWtaRp72Nzp6X0TtNLe6DPDGJIo/VYNKNSk9DkrLx5I4qeJbnVVVZzosPmKOJ/03eWd3K3Ex
/UrWW1VNviDercXJffofhwoTHFXYq8x8q3fmPzFc29+uvXdpeXViZnjEKmzSrj4YoZI1Q0LbPyZ+
OxbfLCAAh6PYi+FrGL9omu6h2TAGWOtduIcs3TxOQKVfArsVdirsVdir5i8sflx5E1tlS9tL+W5u
J7v6tpFjrmh6hFcpwYtcgA2zck58F4jklFrt0rAbSSymx/KyfTEPl/Rbjz7p9nbBGEkOo6clqYpp
VZlgAnjVGDKzNxUMKmvLkoMqY37mVWWg+abP6uttfecv9LCfWZJ5/L1z6RqBykFz6vHiG+IQCh59
C3VCCWTv5W1xgoHnDV0KgglYtIq1STU1sD0rTbw+eFFpvpdhdWUDR3Oo3GpuSCJ7pbdXAChaAW0V
ulCVLbr1J7UAKEZirsVdirsVdirsVdirsVSHzRo2o6gYZrARG4ghuEi9aa4gVZZeBjkJtqO6q0e6
clr1qCBirGvM99p+m+UtG+sW+lare2sKWy6lOiT2ltN6RjWVYixmZJbmJYwqNXxaq0Kq78tNK/Mz
0ItR853sa3bMzPBE0rtLG8ahFliYpbwFHqaRRBjsCftclJeg4odirzP86tI8tala2EOv2cE9рКсс
C3LSTpewc5IWZ7CO3sr95ZgI6lQV+EGtV5FQUhi+k+YPykF1INO866/He2sinUngtri3MkqckRLq
OOwjiLlawqvAM3wgVdUoppF6V54/LO2v0u7H8wtdvPrh2W0itAtzfgysFaJTE9pPSSZH9OgUFiG6
yKSraKLMP0xHC13G+ueZpGjWOrfoN2C+mwjYwlNK4yGVjVqctqleKjYqns/m/SLOGU3Caiy2qj1p
f0ZftWkhi5D07fi3xLX4P2fi+yQcUJ5irsVeN+VfKk2u2GnafefBYCwjnR3dpV9WMJHQQVVV2c/F
Xx23rl0jQQyi0g89eXnUO76vDMR+6LSXNZW4gJ6jAPFUIfjakS1qRXIGks8yCuxV2KuxV2Kvkkeb
fJdvquo2uraimqxIsr37w+WNBQRvblo1CTPNIrlSwSMlZFaqhTSuVt1J5ZfmN+SdrqsSGe+murWG
4a61FNO0KCCR5SvqllWGMyP+6XiEVq/5XUOyKKyTzr+Sen29us2n6jPYQXLBZZNK8vSIhk5hiq+j
zEUjxmUNGtOymg4BsLRZJ5T816ba2EY8q2XnI6VclrxZdO0PRIraT0ualT6FpEvKZY1ptypw3XfJ
Wgh635X81T6+ssh0HVNJtkLCOfVIobcylW4/DCJnuFr1BeNQRhBYEJ9hQ7FXYq7FXYq7FXYq7FWH
eZNSurJbjTrbUdabVJeUtrJBpzSQr6jlkj+tRabeW6Kg+D4wzAfaqd8UvPbS21G7tFJ024N3Gkss
qXOmvGEWVub8JG8rqHeN445EVVq7k8uXFahL0jy/fHVZ7R7bV9YljtVZbkXNjHbQXDpRG9R5rG3c
nkCf3PEVr7DCxZXirsVYF+a2qw2cOmxNqsumSyyCSNba4uYp5VhmhkkWOG1tbySeiA8lAFFJr8NS
qkME0q28neb5RJp3nrzbM1lDH+80u41CVlDBbc+t/oC+m7mAPQmrVZ6cd8CeTK9JtvLejay13N5h
806idBsyl1DqEV/cWfwgTGZz9UCSXHCQfZblx7YoZYfPWiCFJvq2rFJKFQNG1UtuWUVUWvJfsHqO
ld0ZalaT22uI7m2iuIw6xzIsiLKjxOAwqOccgV0bxVgCO+KFTFWOax52i0rV206XRdYuUSOKVtQs
7GS5tuMjFSA0XJ2aPjV1VCaEUBwWkBiulavY29/oyjQPMaCzmaGF2sCsaF0ih5XBVmrGFvOVVH7D
n9imTOSxyXhZvoXmOHV2nRbC/sJYAhZL61ltwyyLyBR2HpvTcMA3JSNwNqwBUik2wodirsVdirsV
fNdnoP5j6trN4un6551trG5nKra3tnNbemqOHjYTz38QaNlDCT05ImPZdwuQ3bdvJPoPyX/MHWLl
r+786a5pYiBNjY3jOzwyei8COslrqlyOQrzZurVp3YYaRxBM7n8lvzGuYY2f8yb+G5XkzrF9fWML
5PVK/DfoeK7opp9j3AIaKOIdy6y/Jf8AMhZYri+/M7UpZeSPPHGlwiEK0bemALSIB+7ZahATy38M
eFeIdyfeVPyu8w6Zqb3evedNU1+39H04rMy3NmgmZ2d5mMVw3L+8ZUSgVVp1KqQaQZM9srSKztY7
aJpGjiHFWmlknkI/ypZWeRvmzHCxVsVdirsVdirsVdirsVdirsVdirsVdirDfzEudQt/0dLafpg0
d+Uejgh2WBRhFcVt7kRo3E/vCUp05CuKvNYdU8xXltDa2mnecBf6pcwC/mS/ueFiupj1mWOWa09L
jboiA/APTDfCwYnAlkGn+R9ecmCe685WTPeLdrcx63b3PpIsfJYJfrBCenzkZeESy8qDm/YNLacr
5TuNLdJYz5t1dY0HG3OrQEfBdesFJku7cszerx5M28acSezlUxezZdXhnGg+YnZpCrTDVh9WQNWE
u8B1MKVCKHoIyRWoHOuKsxd0jRndgqICWZjQADckk4oeNeaJ/Kuo68/mS31oX8SpI0Ysn8syIsEJ
iScCW9kBZa8HZpKlAKArWjRIZg9EC/lv8tZdisk5slCyQlrWZo/JqSzpNG8iei0YWMdyhXiKitaV
ONI4k98qa/5V8uXZdmk0yBj6F8t1N5VtYouCW6rNP+j5Y5PhDoFAJpz+zQx4Qp3erI6uodCGRgCr
A1BB6EHCxbxV2KuxV2KvBrP/AJx7kOpXtzPp8cC3WoG6Jj1RKARЛыхкий/RZUh2pHYqOAHTdPhMO
Fs40qm/5xnu59S9eexS4X4pZzPrSgSyzuWkVWj0bkEp/kLQmqUNavCvGndh+QF1ZyR3DW8WoXEym
O7Op6hbagIkGyGD65oc++5egCCu264eFHGzHy55c/Muw06HTrm+ihggkiWE2l1ZhY7ZZAGjSFdEg
jULENl/aO3JNiDRRYehYWLsVdirsVdirsVdirsVdirsVdirsVdirsVYD+b9kl7oYtn0S51kOjMFt
rQ3oj9KWKX95CLuw9Svp/DHVqtTYgFWSkMUg8j+VhqNjfRaDNpt1CJIktdS0jU9RQG9jeAcltLyS
yChV4ScgQsYRaooSgW2UaLe+Q50R7nR1uNT08s7SxeW7+1aN5kZ5XjilglkT1eD1oxqSF3YipVGS
WX5aaaJY18rqixQvbOttoFzIDBIyO8S+jasHRmmBKrUE8v5XoqqWOn/lxJq6JbeWUiv3u2lW6fQp
4FF1a1kE5uZLZI1ILsY5S/xEngxOBWY4UOxV5Z5180ecLDzYkdlqK29jG7KLMRRlWVIUkX1eatNI
biWT009IjiASObDhir1GIAIPhCE/EVG253P44quxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV
2KuxV2KuxV2KuxV2KuxVKvMXljSPMVmtnqqSyWyyRy+nHNLCC8MiyoT6TJ0eMEHrirGLj8jPyuuJ
ZJJdG5CZfTmiNxcmNlCsiDgZOK+mshEZWhQfCtF2wUm1g/I/8qYLm1mj0lre4iRbazaK9voiqorN
xThOtCRyZqbtVia1NWltlN15Y026nt55Jr9Xtm5xiLUb6FCag/vEjmRJB8PRwR95woTbFXYqtklj
ijaSVxHGgq7sQFAHck4qgbzQdLvNTtNTuIma9sQwtpBLKirz61jVgjdP2lOKphirsVdirsVdirsV
dirsVdirsVdirsVdirsVdirsVdirsVdirsVdirsVdirsVdirsVYh5nnkTzPpchu2tkt5bRYd/wB2
Wu5ZIZVdOjNIqrGhP2a1G/WQGysvyKrJpfSQNStWRaf67Bf44qhdZ1FtOsfrKx+qfVgi4V4/38yQ
1rQ/Z51p36VHXEKltmkc13dw6leM7tcNaWKmX0XYCFZW4CMx/vKcqlAPgH+SWSlHW7aRO8yJalTb
yek5ltZIlLVp8DSIokWv7SVHvihbqVtpUS2zOsUMn1iH0CCI2L+oPhFKctu2KpnirsVdirsVdirs
ВдирсВдирсВдирсВдирсВдирсВдирсВдирсВдирсВдирсВУбм8с7ВА91PHAjGitK6oCetAWixV5/
5j8saHrnnvTfMbTwXMWnrYiNlo3F4bmeZXSZXAX4vtAg7fTkgNlehwzQzRLLC6yxOKpIhDKR4gjY
5FVO9/uV/wCMsP8AydXFUs84OqaKCxoDeWC/S17CB+JwjmrenLHeXmsKw9JIr6JeEB9FmeGKGX1J
HjId2ckKwLcTGFUrTlVKoH/B+iWV/DPbWroYFvJ4bVGCgy3MiSS7/CTzamzMVFF2+EYFQ2hWseq6
KJdY8uR6VdwX/wANvIYZwWM6yNLFIgBKl2ZRyVW2qVGKswxV2KuxV2KuxV2KuxV2KuxV2KuxV2Ku
xV2KuxV2KuxV2KuxV2KuxV2KuxVD3skUMD3E119Ut4VLzSsY1RVUVLM0gIAA74qxuwax80aRcJbX
8Wp2C3M0UxWe1uV5CQtwYpDKgHB1ZV68CtcVSLWIJJNQl0211KOyEN1HBq4nlt4m+rfUmkVrThbi
jBpUHJxT7XthtaZjpQvrm1truO7drW4iSSMFoNkdQykBLdR0P81MCq2qrLBYtMbmUiN43ICodhIp
6LGzH6AcVQOoW7XkDJe3N1HbIUmIhi5nnBIsqGhta/aQdMIVC+UnuGs7y5up5vrd1eTTStDAwVoz
RbYkNDUSfVViEm1OfLj8NMSqvq+u2GlzxT3lzfCMRspMVlNORzdAKiG3c023PbAqYppbPboq31zw
Mv1gEiIMS0hl4kGIfDU0p1piqOiidCS0zyV7MEFP+BVcVVMVdirsVdirsVdirsVdirsVdirsVdir
sVdiqF1S/XT9PuL1oZbhbdC5ht15ysB2Raip+nFWGQ/m/YvC0j+W9fhZbM3wieyUswBYCAcJXX1z
xB9Mmu4rTeimlr/nFp63FxCPLXmFxbuY/VFgOEhEkcZaMmQcl/fcq/yqx7bq0zPRdTGq6TaakLa4
sxdxLMLW7T0riMOK8JUq3Fh4FcUIzFXYq7FXYq4gMCrCoOxB6EYqpwW9vbpwgiSJCalUUKK0p0Hy
xVKta0/U7y8tPS9M2dvJHOyMKszIWDqaso3Vhx9xuRQVd0hOcUMN/M7y15s13S7SPy1qkum3ltcL
O3CUwrIIzyVXZQSRyh3TsfDFU/s4dXsdAtonc3+pwRRrKzsAZGFOfxfD2rRj8zXFV2hWptrN0a0W
zkeV5ZFUg83kPJpDRn6k9OWw9tsUlGtGxuY5f2VR1PjVipH/ABHFCpirsVdirsVdirsVdirsVdir
sVdirsVdirHdK1PV9Q0O9eCNLvUINRvbVY7h5LFPTgvpI0HqxxSt8EAWhCHkRudycVTHTLa9ксо3
1SEWt8a+rBbXk9zEvxHjxldLdmqtCf3Yodt+uKor6lD/ADS/8jpf+asVd9Sh/ml/5HS/81YqhdR8
vaPqUh2fULf63BWvpTPI61oR0LeBxVLJPLWr2lu1toF5ZadbhwYIpbW6mVU4gFSI7235NyB+IU2o
KbVKq+bR/NxuoWg1eyS0UL9Yie0vHkcg/EUkGoIqVHSqNT3xVSbSfPECDOup6fdTpGeMBt722SSU
K/EGX67cmNSxSp9NyAD1qKKpNZWX50CNGvm8vtIICZIoJtUUNcCYlQHZm4xmGgJ4Eh96EbYp2Zfo
Eeux6TbrrsltJqgX/SDZLKsAPgnrPJIfmxxQmGKpTrD+bFuYBo0NhLalW+steSzRyKw+zwEccgcH
vUrT3rsDaRStap5ha2ia6mtIrkopmiiilljV6fEqu0kZYA9CUFfAY7rsqelrH/LTb/8ASO//AFWx
VItY8l3mq3rXcmtXlq7wiBorO4vbaLiDXkI47kIr/wCWoDe+JCQUHJ+XFzJLFK3mLVA0IVUC3t+q
кКайкq3QVz4lga98FLxIxvJE0hiafVryV4TVGF3qMNdw1HWC8iR9x+0D4dMaW0dpPl+70qNo7W+a
RWABN3Je3jbEnZrq7mYfa7Hw8BhpFquqXWsafp897UXYt0Lm3tbV5JnA6+mnrryNN+I3Pap2xUMO
м/NTVI40ZfLPmCV3DssSaHMG4oSNy1yqKW41UMwJ8KkYLZcLN/L+pzapo1pqE1rPZS3Cc2tbuL6v
PGakcZIucvE/7I5IMSmGKHYq7FXYq//Z
PDF/X-1a:2001PDF/X-1:2001PDF/X-1:2001SEAL Systems — Инструменты PDF 3. 3.1.2Falseapplication/pdf
xmp.did: 32b8959d-c197-ce4f-8cbc-0508d99a8f62uuid: 166651de-1955-42d9-b86c-5280b86657b7uuid: 90bc8a91-c18e-4857-b415-fa6609e5400cproof:pdfuuid:7d5fcfb8-7251-47a6-a472-671a91a4447bxmp.did:49ab716b-8f25-7b45-b1ba-016beba26365uuid:90bc8a91-c18e-4857-b415-fa6609e5400cdefault
png png1FalseTrue215.
0279.400000Миллиметры
Adobe Illustrator
конечный поток
эндообъект
3 0 объект
>
эндообъект
12 0 объект
>/Ресурсы>/Шрифт>/ProcSet[/PDF/Text/ImageC]/Properties>/XObject>>>/Thumb 20 0 R/TrimBox[0. 0 0.0 612.0 79& PNO Y/9 $ NY
PK2112094 — 30 08 — FFS — Обычный тест 6 (P2) от 61TLXF0O Watch Video
Предварительный просмотр (S):
Play Video: . Воспроизведение видео по умолчанию — ВЕРСИЯ HD. Если ваш браузер буферизует видео медленно, пожалуйста, воспроизведите ОБЫЧНУЮ ВЕРСИЮ MP4 или откройте видео ниже для лучшего восприятия. Спасибо!)
Ваш браузер не поддерживает воспроизведение видео. Пожалуйста, загрузите видео!
Прыжок к видео частям
⏲ Продолжительность: 24 минуты 10 секунд
Играть в Audio:
Ваш бровдер не поддерживает Audio TAG.PLEASE.
Open HD Video
Open MP4 Video
Download HD Video
Download MP4 Video
Open MP3 Audio
Open WEBM Audio
Download MP3 Audio
Описание:
Хоай Нгуен
Поделись с друзьями:
Whatsapp | Вайбер | Телеграмма | Линия | SMS
Электронная почта | Твиттер | Реддит | тамблер | Pinterest
Related Videos
PK2112094 — 30 08 — FFS — Regular test 6 (p2)
⏲ 24 minutes 10 seconds
99959;62f55e3bcf136d0012072430;2022-07-01
⏲ 35 minutes
4586;62ef61ed2f61560012525332;2022 -07-01
⏲ 1 час 43 минуты 12 секунд 👁 1
103627;750aa067ff1d4ae8a46d8ce7e1a0ed19;2022-07-01
⏲ 2 hours 11 minutes 48 seconds
25452;prx1544bff9b3e538f484782138589633104d0;2022-07-01
⏲ 1 hour 8 minutes 45 seconds 👁 4
GP024706
⏲ 15 minutes 56 seconds 👁 5
594604;d479b8f293a3409db3dcaee0000fe1df;2022-07-01
⏲ 38 minutes 11 seconds 👁 5
61B 03033, GCN 220192079
⏲ 2 minutes 26 seconds 👁 293
584162;fapitopprisasdcompodcastplayserradiolinaresitunestfpplaysercadenaserlinareshoypor;2022-07- 01
⏲ 1 час 9 минут 15 секунд
fdhdtgrfjfgj 61
⏲ 1 час 45 минут 49 секунд
Связанные видео -поиск
обратно к поиску
«обратно в 61tlxf0o Videos
121
« Back Back To 61tlxf0o Videos
1. 61TLXF0O SNAPS
Поиск 61TLXF0O MUSIC
Поиск видео
Поиск
ঠাকুমার ঝুলি 3GP видео ইকাদের চুদাচুদি ভিডিও | paramjeet kaur голый photoon je amar haral bdlove24 com mp3 | бангла фильм смолы | গ্রামবাংলার চোদাচুদি | бангла горячее видео ххх | Жемчуг дракона GT эпизоды 48 | компания самсунг | Джаннат3 mp3 | бхалобаши чол по hkww waptrick com xvideo | обнаженная девушка из племени трипура | бали башо | ого маа томай декхе | মাধুরী xx | শেখ হাসিনার ন্যাংটা ছবিুদাচুদি com জোর করে চুদধচধচধ бомбардировки | স্কুল ছাএ ছাত্রী দের চুদাচুদি xxx। | харун кизингер видео 3gp চোদার ভিডিও বাংলা x x x видео 20 | সৰু ছোৱালীৰ চেক্সী ভিড¦ | icc про крикет 2015 бангладеш | реакция Дони на Сушанта Сингха | পাকিস্তানি হট গান নাচ খোলামেলা নাচ | ххх солнечный луна видео кали ванга гора чарли видео скачать | sad sata ami x xwww banga x x x comাংলা নেকে | холостяк amra холостяк Bangla mp3 песня скачать com | www srabonti xvideo com এক্স ভিডিও x x x | মেয়ের হট গোসল | папа следующий | Санни Леоне видео 124 галлона | ануджа джоши горячий | phonero xxx videoাংলাদেশের নায়িক | как скачать gta 5 на ноутбук бесплатно | Майк Тайсон | কার্টুন চুদাচুদি | মা ছেলে ভাইরাল চোদাচুদি ভিডিও | বাংলা xnx চাঁদপুরের রোকছানা | каннада сандаловое дерево героини рамья рагини и пирьямани xxxllu изнасилование видео актриса 3gp xxx порно видео для мобильного в 3gp king com��োসারপ করিঠ®à§‡à¦° বিà¦à¦¿à¦“ নাটকী ডাউনলো а¦¡а¦¸ | мама и сын xxxx порно новое | сануша фак | দৌলদিয়া পতিতার মাহি এক্স ভিডিওেল মল্লিক এর চোদাচুদি গল্প | পাকিস্তানি hd গান | Дина Мило Мегла голая с участием Кайфа New gp Jami 420esh Price Prem Movie Новый альбом Песня Imran Bangla puja inc 19| www Bangla Movi Sweethart от bappi comglad | hfymgdtga6o | যোনি চুসতে | জুদের ছবি | жена 丽影 | মেয়েদের দুধ গুদের ছবিচোদাচুদি x x x নি লিয়ন চুদাচুদি ভিডিও ডাউনলোড | мастер манзур Альб старые песни | фото голой бд рита | asif by phathora lekha nan hoy to mucha jete pare | নায়িকা দের চুদা চুদি ভিডি¦w rita xvideo com | শাবনুর ।xxএর পিকচার দেখতে চাই | ишана х | название песни Амар Мото Ато | সেক্স গান বাংলা সি | индийская девушка сексуальные сиськи молоко | телугу андр | নতুন বাংলা секс ভিডিওলা চুধা www বিযেপলা নতুন ছবির audio গানয়েদের গুদের ছবি বড় | অপু বিশ্বাসের খারাপ ভিডিও | пран чай чоккху наа чай танцевальное представление | форма заявки jpsc 2021 | হিন্দু মহিলাদের এক্স ভিডিও | домен с метро | тирутт | дези вайб водка видео 2015 | танцы со звездами вики | فیلم های افغانی س | гонка 3 полный фильм hd | ака сексуальные видео | скачать видео секси лаге на вало | নায়িকা ময়ূরী নেংটা ছবি দেখান 14-летняя девушка секс видео | xxx tap dhakawap comics mp3াংলার xুমের ঘরে ভাই বোন চোদাচুদি খো¦ | www x viado com magi x x x x видеоামিদার à | qulck Hinde mp4 à¦à¦¿à¦¡à¦¿à¦“ | определение пгр | рисование освободительной войны Бангладеш | игра бх 3d | গ্রামের জগলে চুদার ভিডিও | голливудский mp opu bud nokia munmun полностью обнаженная азиатская актриса | সানি লিওন সেক্স বিডিওম বাংলার x | исламская песня angela tome sopno inc | মানুষ ও কুকুরের সেক্স ভিডিও | ак фейл Чад Хабиб по | расставаться наток песня бинимой mp3 | mago tomi kadco туми кадсо | নতুন কলেজ ছাত্র ছাত্রী ভাইরাল সেক্স ভিডিও অইিও অইাাাাা рейя саншайн инстаграм фото | www пакистанская горячая песня videola горячая jatra песня bd jatra видео скачать | সরাসরি চোদাচুদি видео xxxx | моды на майнкрафт мод на майнкрафт | все супер могучие рейнджеры | x Vldcos াংলা দেশ ভিডিও Sex xxx 3g ঃ রহমানি চিৎকার করে চাহিয়া করিতে পারিনি চিৎকার ¥ | শাকিব খান অপু বাসর রাত চোদার ভিডিও x | পরিমনি xx পিকচার com | текст песни, чтобы приветствовать в этом месте | xphot়দের xxএর পিক | ганди баат 2 сезон торренты | সানিলিওন xxxxছবি | www bangla naika mahi x videoolkatar naika serabonter naket sobe videootota hat bariye dile mp3 песня downlody порно wap sradhadas горячие видео | www английский видео 2015 | Bangla mp3 песни лучшие песни | Изабель Кайф голая | ами томар чехол раввин от buddha | бенгальский кино песни com www тон фоновой музыки | айна мон вангна айна mp3 песня | джоди мон каде mp3 песня | deb koyel x x x видео w x mahi видео ком | песня сулекангла из телефильма | kolkata musট মেয়েদের দুধ ও সোনার ছবি | скачать Edge для Windows 7 64 бит | কাটরিনার চুদাচুদি | все обо мне видео песня | просто фото Диксон ре джабо тор пичу дана меле | вибе чат golpo | কাকলি xxx comোর কà | Хассан х х х фото | Bangla natok University Episode 1াইনা চ | http সানি লি¦ |
×
1 /14
2 /14
3 /14
4 /14
Воспроизведение видео:
(Примечание: Запись. Браузер буферизует видео медленно, пожалуйста, воспроизведите ОБЫЧНУЮ ВЕРСИЮ MP4 или откройте видео ниже, чтобы получить больше удовольствия. Спасибо!)
Ваш браузер не поддерживает воспроизведение видео. Пожалуйста, загрузите видео!
5/14
6/14
7/14
8 / 14
9 / 14
10 / 14
11 / 14
12 / 14
13 / 14
14 / 14
❮❯
584162;fapitopprisasdcompodcastplayserradiolinaresitunestfpplaysercadenaserlinareshoypor;2022-07-01 from 61tlxf0o Смотреть видео
Предпросмотр:
Воспроизвести видео:
MP4 VERSION или откройте видео ниже, чтобы получить больше удовольствия. Спасибо!)
Ваш браузер не поддерживает воспроизведение видео. Загрузите видео!
Прыгание к видео детали
⏲ Продолжительность: 1 час 9 минут 15 секунд
Играть в аудио:
Ваши бруки. .
Open HD Video
Open MP4 Video
Download HD Video
Download MP4 Video
Open MP3 Audio
Открыть WEBM Audio
Скачать MP3 Audio
Скачать WEBM Audio
Описание:
Tegan Rouse
Поделись с друзьями:
Whatsapp | Вайбер | Телеграмма | Линия | SMS
Электронная почта | Твиттер | Реддит | тамблер | Pinterest
Похожие видео
584162;fapitopprisasdcompodcastplayserradiolinaresitunestfpplaysercadenaserlinareshoypor;2022-07-01
⏲ 1 час 9 минут 15 секунд
594604;d44b8f293a3409db3dcaee0000fe1df;2022-07-01
⏲ 38 minutes 11 seconds 👁 5
103627;750aa067ff1d4ae8a46d8ce7e1a0ed19;2022-07-01
⏲ 2 hours 11 minutes 48 seconds
4586;62ef61ed2f61560012525332;2022-07-01
⏲ 1 hour 43 minutes 12 seconds 👁 1
99959;62f55e3bcf136d0012072430;2022-07-01
⏲ 35 minutes
25452;prx1544bff9b3e538f484782138589633104d0;2022-07-01
⏲ 1 hour 8 minutes 45 seconds 👁 4
PK2112094 — 30 08 — FFS — Регулярный тест 6 (P2)
⏲ 24 минуты 10 секунд
61B 03033, GCN 220192079
⏲ 2 минуты 26 секунд 👁 293
GP024706
⏲ 15 минут 56 2 секунды 564 2
961961961
11111111,
1961
1111111196119,
961
1111111961
111111119619 гг. fdhdtgrfjfgj 61
⏲ 1 час 45 минут 49 секунд
Связанные видео поиск
Вернуться к поиску
«Назад к 61TLXF0O Videos
Search 61TLXF0O POSTS
SEARK 61TLX 9001. 9001. GIFS 900.70075
Поиск видео
Последние поиски
osiris video | Bangla новое мужское сексуальное видео | ভারতের মেয়ের চুদাচুদি | шрути хасан сексуальный пупок | aib бизнес-банкинг вход в систему | www নাতাস | оса весело Bangla | ঠাকুমার ঝুলি 3gp видеоইকাদের চুদাচুদি ভিডিও | paramjeet kaur голый photoon je amar haral bdlove24 com mp3 | бангла фильм смолы | গ্রামবাংলার চোদাচুদি | бангла горячее видео ххх | Жемчуг дракона GT эпизоды 48 | компания самсунг | Джаннат3 mp3 | бхалобаши чол по hkww waptrick com xvideo | обнаженная девушка из племени трипура | бали башо | ого маа томай декхе | মাধুরী xx | শেখ হাসিনার ন্যাংটা ছবিুদাচুদি com জোর করে চুদধচধচধ бомбардировки | স্কুল ছাএ ছাত্রী দের চুদাচুদি xxx। | харун кизингер видео 3gp চোদার ভিডিও বাংলা x x x видео 20 | সৰু ছোৱালীৰ চেক্সী ভিড¦ | icc про крикет 2015 бангладеш | реакция Дони на Сушанта Сингха | পাকিস্তানি হট গান নাচ খোলামেলা নাচ | ххх солнечный луна видео кали ванга гора чарли видео скачать | sad sata ami x xwww banga x x x comাংলা নেকে | холостяк amra холостяк Bangla mp3 песня скачать com | www srabonti xvideo com এক্স ভিডিও x x x | মেয়ের হট গোসল | папа следующий | Санни Леоне видео 124 галлона | ануджа джоши горячий | phonero xxx videoাংলাদেশের নায়িক | как скачать gta 5 на ноутбук бесплатно | Майк Тайсон | কার্টুন চুদাচুদি | মা ছেলে ভাইরাল চোদাচুদি ভিডিও | বাংলা xnx চাঁদপুরের রোকছানা | каннада сандаловое дерево героини рамья рагини и пирьямани xxxllu изнасилование видео актриса 3gp xxx порно видео для мобильного в 3gp king com��োসারপ করিঠ®à§‡à¦° বিà¦à¦¿à¦“ নাটকী ডাউনলো а¦¡а¦¸ | мама и сын xxxx порно новое | сануша фак | দৌলদিয়া পতিতার মাহি এক্স ভিডিওেল মল্লিক এর চোদাচুদি গল্প | পাকিস্তানি hd গান | Дина Мило Мегла голая с участием Кайфа New gp Jami 420esh Price Prem Movie Новый альбом Песня Imran Bangla puja inc 19| www Bangla Movi Sweethart от bappi comglad | hfymgdtga6o | যোনি চুসতে | জুদের ছবি | жена 丽影 | মেয়েদের দুধ গুদের ছবিচোদাচুদি x x x নি লিয়ন চুদাচুদি ভিডিও ডাউনলোড | мастер манзур Альб старые песни | фото голой бд рита | asif by phathora lekha nan hoy to mucha jete pare | নায়িকা দের চুদা চুদি ভিডি¦w rita xvideo com | শাবনুর ।xxএর পিকচার দেখতে চাই | ишана х | название песни Амар Мото Ато | সেক্স গান বাংলা সি | индийская девушка сексуальные сиськи молоко | телугу андр | নতুন বাংলা секс ভিডিওলা চুধা www বিযেপলা নতুন ছবির audio গানয়েদের গুদের ছবি বড় | অপু বিশ্বাসের খারাপ ভিডিও | пран чай чоккху наа чай танцевальное представление | форма заявки jpsc 2021 | হিন্দু মহিলাদের এক্স ভিডিও | домен с метро | тирутт | дези вайб водка видео 2015 | танцы со звездами вики | فیلم های افغانی س | гонка 3 полный фильм hd | ака сексуальные видео | скачать видео секси лаге на вало | নায়িকা ময়ূরী নেংটা ছবি দেখান 14-летняя девушка секс видео | xxx tap dhakawap comics mp3াংলার xুমের ঘরে ভাই বোন চোদাচুদি খো¦ | www x viado com magi x x x x видеоামিদার à | qulck Hinde mp4 à¦à¦¿à¦¡à¦¿à¦“ | определение пгр | рисование освободительной войны Бангладеш | игра бх 3d | গ্রামের জগলে চুদার ভিডিও | голливудский mp opu bud nokia munmun полностью обнаженная азиатская актриса | সানি লিওন সেক্স বিডিওম বাংলার x | исламская песня angela tome sopno inc | মানুষ ও কুকুরের সেক্স ভিডিও | ак фейл Чад Хабиб по | расставаться наток песня бинимой mp3 | mago tomi kadco туми кадсо | নতুন কলেজ ছাত্র ছাত্রী ভাইরাল সেক্স ভিডিও অইিও অইাাাাা рейя саншайн инстаграм фото | www пакистанская горячая песня videola горячая jatra песня bd jatra видео скачать | সরাসরি চোদাচুদি видео xxxx | моды на майнкрафт мод на майнкрафт | все супер могучие рейнджеры | x Vldcos াংলা দেশ ভিডিও Sex xxx 3g ঃ রহমানি চিৎকার করে চাহিয়া করিতে পারিনি চিৎকার ¥ | শাকিব খান অপু বাসর রাত চোদার ভিডিও x | পরিমনি xx পিকচার com | текст песни, чтобы приветствовать в этом месте | xphot়দের xxএর পিক | ганди баат 2 сезон торренты | সানিলিওন xxxxছবি | www bangla naika mahi x videoolkatar naika serabonter naket sobe videootota hat bariye dile mp3 песня downlody порно wap sradhadas горячие видео | www английский видео 2015 | Bangla mp3 песни лучшие песни | Изабель Кайф голая | ами томар чехол раввин от buddha | бенгальский кино песни com www тон фоновой музыки | айна мон вангна айна mp3 песня | джоди мон каде mp3 песня | deb koyel x x x видео w x mahi видео ком | песня сулекангла из телефильма | kolkata musট মেয়েদের দুধ ও সোনার ছবি | скачать Edge для Windows 7 64 бит | কাটরিনার চুদাচুদি | все обо мне видео песня | просто фото Диксон ре джабо тор пичу дана меле | вибе чат golpo | কাকলি xxx comোর কà | Хассан х х х фото | Bangla natok University Episode 1াইনা চ | http সানি লি¦ |
×
1 /14
2 /14
3 /14
4 /14
Воспроизведение видео:
(Примечание: Запись. Браузер буферизует видео медленно, пожалуйста, воспроизведите ОБЫЧНУЮ ВЕРСИЮ MP4 или откройте видео ниже, чтобы получить больше удовольствия. Спасибо!)
Ваш браузер не поддерживает воспроизведение видео. Пожалуйста, загрузите видео!
5/14
6/14
7/14
8 /14
9/14
10/14
11/14
12 /14
13 /14
14 /14
❮❯
Полный экран. jpg
В полноэкранном режиме: 584162fapitopprisasdcompodcastplayserradiolinaresitustfpplaysercadenaserlinareshoypor2022 07 01 preview 3.jpg
В полноэкранном режиме: 584162fapitopprisasdcompodcastplayserradiolinaresitustfpplayserlinareshoypor2022 07 01 Preview.
View Full Screen: new 2019 acura tlx arlington va acura washington dc dc aka003755 sold.mp4
View Full Screen: 584162fapitopprisasdcompodcastplayserradiolinaresitunestfpplaysercadenaserlinareshoypor2022 07 01.jpg
View Full Screen: 594604d479b8f293a3409db3dcaee0000fe1df2022 07 01.
