1Е61Вм токарный станок: 1Е61ПМ, 1Е61ВМ Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Содержание
1Е61 Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1Е61
Производитель токарно-винторезного станка повышенной точности 1Е61 — Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
Станки, выпускаемые Ульяновским машиностроительным заводом им. Володарского
- 1Е61 — станок токарно-винторезный универсальный повышенной точности Ø 320 х 750
- 1Е61М — станок токарно-винторезный универсальный повышенной точности Ø 320 х 710
- 1Е61МТ — станок токарно-винторезный универсальный высокой точности Ø 320 х 710
- 1Е61ПМ, 1Е61ВМ — станок токарно-винторезный универсальный повышенной точности Ø 320 х 710
- С1Е61ПМ, С1Е61ВМ — станок токарно-винторезный универсальный повышенной точности специализированный Ø 320 х 710
- УТ16ПМ — станок токарно-винторезный универсальный повышенной точности Ø 320 х 710
1Е61 Назначение и область применения токарно-винторезного станка
Токарные станки моделей 1Е61 созданы на базе станка ТВ-01 и относятся к классу легких токарных станков. Начало серийного выпуска станка 1е61 — 1955 год.
Начало серийного выпуска станка 1е61 — 1955 год.
Станок токарно-винторезный модели 1Е61 является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — П.
Гладкие цилиндрические поверхности обтачивают при закреплении заготовок в трехкулачковом патроне проходным резцом.
Растачивание цилиндрических поверхностей — это обработка резанием предварительно просверленного или необработанного отверстия расточным резцом.
Подрезание, протачивание канавок и отрезание выполняются с целью придания заготовке определенной Формы, размера и шероховатости.
Наружные канавки протачивают прорезными резцами. Отрезку осуществляют отрезными резцами.
Обработку наружных конических поверхностей в зависимости от длины конусной части и угла уклона конической поверхности можно обтачивать широким резцом, поворотом салазок верхнего продольного суппорта, поперечным смещением корпуса задней бабки при помощи копировально-конусной линейки.
Обработка отверстий. На токарном станке можно сверлить, а также обрабатывать отверстия (рассверливать, развертывать, зенкеровать, выполнять цилиндрическое и коническое растачивания).
Описание конструкции токарно-винторезного станка 1Е61
Привод станка 1Е61 осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб повышенной точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок 1Е61 также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке 1Е61 электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок 1Е61 обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.
Б/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.
Габариты рабочего пространства и присоединительные базы токарно-винторезного станка 1Е61
Габариты рабочего пространства токарного станка 1е61
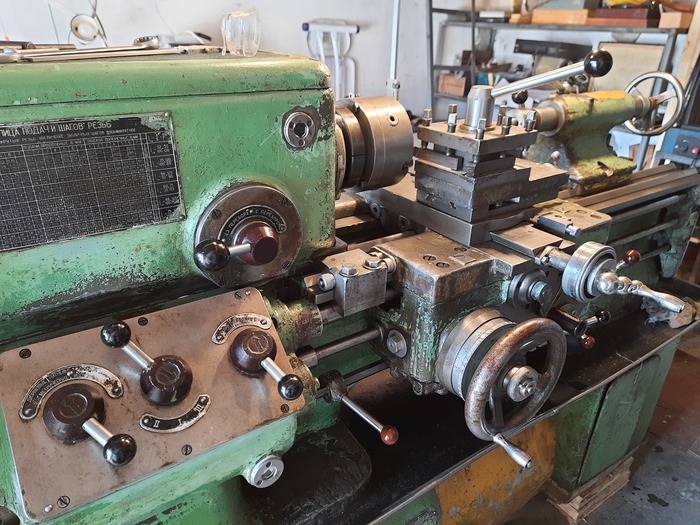
1Е61 Общий вид универсального токарно-винторезного станка модели
Фото токарно-винторезного станка 1Е61
Фото токарно-винторезного станка 1Е61. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 1е61
Фото токарно-винторезного станка 1е61. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 1е61
Фото токарно-винторезного станка 1е61. Смотреть в увеличенном масштабе
1Е61 Расположение органов управления станком
Расположение органов управления станком 1е61
Расположение основных узлов и органов управления станком 1Е61. Смотреть в увеличенном масштабе
Перечень органов управления токарным станком 1Е61
- Включение масляного электронасоса и соединение с внешней электросетью
- Включение эмульсионного электронасоса
- Упор для пуска, останова и реверсирования шпинделя
- Упор для пуска, останова и реверсирования шпинделя
- Переключение чисел оборотов шпинделя
- Включение перебора передней бабки
- Трензель и механизм восьмикратного увеличения шагов резьб
- Переключение шестерен конуса Нортона
- Включение метрических и модульных, дюймовых и питчевых или точных резьб
- Множительный механизм подач или шагов резьб
- Включение ходового винта или ходового валика
- Маховичок для ручного продольного перемещения каретки
- Перемещение поперечного суппорта
- Перемещение верхних салазок суппорта
- Крепление резцедержательной головки
- Включение продольных или поперечных подач
- Включение гайки ходового винта
- Включение и выключение падающего червяка
- Крепление каретки суппорта к станине
- Крепление задней бабки к станине
- Перемещение пиноли задней бабки
- Крепление пиноли задней бабки
- Поперечное смещение корпуса задней бабки
- Упор автоматического выключения продольной подачи
- Упор автоматического выключения поперечной подачи
- Жесткая фиксация маточной гайки ходового винта
- Включение местного освещения
Основные узлы токарного станка и их назначение
Источником движений в станке является электродвигатель, который через коробку скоростей (редуктор) передает вращение на шпиндель, а от шпинделя через гитару сменных зубчатых колес и коробку подач вращение передается на ходовой винт м (при нарезке резьбы) или на ходовой вал Н (при других токарных операциях).
Торможение шпинделя осуществляется противотоком.
Короткие заготовки закрепляются в кулачковом патроне, а правый конец длинной заготовки поддерживается центром, расположенным в пиноли задней бабки.
Задняя бабка используется также для закрепления и подачи сверла и другого осевого инструмента.
Суппорт служит для осуществления перемещений закрепленного в резцедержателе резца в продольном и поперечном направлениях.
Механизм фартука преобразует вращательное движение ходового вала или ходового винта в поступательное движение суппорта.
1Е61 Кинематическая схема токарно-винторезного станка
Кинематическая схема токарно-винторезного станка 1е61
Схема кинематическая токарно-винторезного станка 1Е61. Смотреть в увеличенном масштабе
Схема расположения родшипников токарного станка 1е61
Схема расположения родшипников токарно-винторезного станка 1е61. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
1Е61 Расположение рукояток управления коробкой передач. Таблица резьб токарно-винторезного станка
Расположение рукояток управления коробкой передач. Таблица резьб токарно-винторезного станка 1Е61
Расположение рукояток управления коробкой передач. Таблица резьб токарно-винторезного станка 1Е61. Смотреть в увеличенном масштабе
Таблица подач токарно-винторезного станка 1Е61
Таблица подач токарно-винторезного станка 1Е61
Таблица подач токарно-винторезного станка 1Е61. Смотреть в увеличенном масштабе
Электрооборудование станка
Электрическая схема токарно-винторезного станка 1Е61
Электрическая схема токарно-винторезного станка 1Е61. Смотреть в увеличенном масштабе
Читайте также: Графические знаки для токарных станков
1Е61 Станок токарно-винторезный повышенной точности. Видеоролик.
Основные технические характеристики токарного станка 1Е61
| Наименование параметра | 1Е61 | 1Е61М | 1Е61МТ | 1Е61ПМ | УТ61ПМ |
|---|---|---|---|---|---|
| Основные параметры станка | |||||
| Класс точности по ГОСТ 8-82 | П | П | П | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 | 320 | 320 | 320 |
| Высота центров, мм | 170 | 170 | 170 | 175 | 175 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 188 | 188 | 188 | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 750 | 710 | 710 | 710 | 750 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 192 | 185 | 185 | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 170 | 170 | 170 | 175 | 175 |
| Шпиндель | |||||
| Диаметр отверстия в шпинделе, мм | 32,5 | 32,5 | 32,5 | 30 | 32 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 32 | 32 | 32 | 25 | |
| Частота вращения шпинделя, об/мин | 33. .1500 .1500 | 35..1600 | 35..1600 | 35,5..1800 | 40..2000 |
| Количество прямых и обратных скоростей шпинделя | 12 | 12 | 12 | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | М86 х 6 | М86 х 6 | М86 х 6 | 5К | 5К |
| Торможение шпинделя | есть | есть | есть | есть | есть |
| Блокировка шпинделя | есть | есть | есть | есть | есть |
| Защита от перегрузок шпинделя | есть | есть | есть | есть | есть |
| Суппорт. Подачи | |||||
| Наибольшая длина хода суппорта (каретки) — продольное перемещение от руки, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по валику, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по винту, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшее поперечное перемещение суппорта от руки, мм | 250 | 200 | 200 | 230 | 230 |
| Наибольшее поперечное перемещение суппорта по валику, мм | 250 | 200 | 200 | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | 0,2 | 0,2 | 0,1 | 0,1 |
| Продольное перемещение суппорта на один оборот лимба, мм | 28 | 28 | 28 | 24 | |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 6 | 3 | 3 | 5 | |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 130 | 140 | 140 | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Перемещение верхнего суппорта на один оборот лимба, мм | 3 | 3 | 3 | 3 | 3 |
| Количество подач продольных/ поперечных суппорта | 21 | 21 | 40 | ||
| Пределы подач продольных, мм | 0,04. .6 .6 | 0,04..1,99 | 0,04..6 | 0,018..1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,025..3,75 | 0,025..1,24 | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 22 | 22 | 35 | ||
| Количество нарезаемых резьб модульных, мм | 19 | 19 | 31 | ||
| Количество нарезаемых резьб дюймовых, мм | 15 | 15 | 26 | ||
| Пределы шагов метрических резьб нормальной точности, мм | 0,2..30 | 0,2..30 | 0,2..30 | 0,1..56 | 0,1..56 |
| Пределы шагов метрических резьб повышенной точности, мм | 0,35..12 | 0,35..12 | |||
| Пределы шагов модульных резьб нормальной точности, модуль | 1. .7,5 .7,5 | 1..7,5 | 1..7,5 | 0,1..28 | 0,1..28 |
| Пределы шагов модульных резьб повышенной точности, ниток/дюйм | 0,5..5 | 0,3..6 | |||
| Пределы шагов дюймовых резьб нормальной точности, ниток/дюйм | 1,2..30 | 4,0..30 | 4,0..30 | 3,0..30 | 3,0..60 |
| Пределы шагов дюймовых резьб повышенной точности, ниток/дюйм | 3..20 | 3..20 | |||
| Пределы шагов питчевых резьб нормальной точности, питчей | — | 8..60 | 8..60 | ||
| Пределы шагов питчевых резьб повышенной точности, ниток/дюйм | 5..20 | — | |||
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет | нет | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 |
| Выключающие упоры | есть | есть | есть | есть | есть |
| Задняя бабка | |||||
| Наибольшее перемещение пиноли, мм | 100 | 100 | 100 | 100 | 100 |
| Цена деления лимба задней бабки, мм | 1 | 1 | 0,05 | 0,05 | |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±20 | ±5 | ±5 | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | ||||
| Диаметр сверла при сверлении чугуна, мм | 15 | ||||
| Электрооборудование станка | |||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 | 4 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3,2 (1440) | 4,5 | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет | нет | нет | 0,18 |
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2275 х 950 х 1590 | 2190 х 930 х 1500 | 2191 х 930 х 1500 | 2290 х 1150 х 1365 | 2110 х 1050 х 1395 |
| Масса станка, кг | 1850 | 1650 | 1650 | 1670 | 1810 |
- Токарно-винторезный станок повышенной точности 1Е61.
 Паспорт токарного станка, 1955
Паспорт токарного станка, 1955 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
1Е61ПМ, 1Е61ВМ, С1В61ПМ, С1В61ВМ Паспорт токарно-винторезного станка, 1981, Формат: pdf, Размер: 24,9 Мб, Скачать
1е61м технические характеристики | Станок токарно-винторезный
Технические характеристики токарного станка 1е61м позволяют проводить чистовые и получистовые токарные работы.
Наименование характеристики | Ед. измерения | Параметры |
Размеры обрабатываемых изделий | ||
Наибольший диаметр прутка | мм | 32 |
Над верхней частью суппорта | мм | 188 |
Над нижней частью суппорта | мм | нет |
Над станиной | мм | 320 |
В выемке | мм | нет |
Расстояние между центрами | мм | 710 |
Высота центров | мм | 170 |
Суппорт | ||
Число резцов, установленных в резцедержателе | шт | 4 |
Наибольшие размеры державки резца (ширина х высота) | мм | 12х20 |
Наибольшее перемещение суппорта |
|
|
От руки: |
|
|
Продольное | мм | 640 |
Поперечное | мм | 200 |
По ходовому валику: |
|
|
Продольное | мм | 640 |
Поперечное | мм | 200 |
По ходовому винту: |
|
|
Продольное | мм | 640 |
Поперечное | мм | нет |
Быстрое перемещение суппорта | м/мин | нет |
Цена одного деления лимба |
|
|
В продольном направлении | мм | 0,2 |
В поперечном направлении | мм | 0,02 |
Перемещение на один оборот лимба |
|
|
В продольном направлении | мм | 28 |
В поперечном направлении | мм | 3 |
Выключающие упоры |
| Есть |
Число суппортов: |
|
|
Передних | шт | 1 |
Задних |
| Нет |
Число резцевых головок в суппорте: |
|
|
Передних | шт | 1 |
Задних | шт | 1 |
Резцовые салазки | ||
Наибольший угол поворота | град | 360 |
Цена одного деления шкалы поворота | град | 1 |
Наибольшее перемещение | мм | 140 |
Цена одного деления лимба | мм | 0,020 |
Перемещение на один оборот лимба | мм | 3 |
Задняя бабка | ||
Конус пиноли |
| Морзе № 3 |
Наибольшее перемещение пиноли | мм | 100 |
Перемещение пиноли на одно деление шкалы | мм | 1 |
Поперечное смещение |
|
|
вперед | мм | 5 |
назад | мм | 5 |
Параметры нарезаемых резьб | ||
Метрическая: |
|
|
Повышенной точности | мм | 0,35…12 |
Нормальной точности | мм | 0,2…30 |
Дюймовая |
|
|
Повышенной точности | ниток на дюйм | 3…20 |
Нормальной точности | ниток на дюйм | 4…30 |
Модульная |
|
|
Повышенной точности | модуль | 0,3…6 |
Нормальной точности | модуль | 1,0…7,5 |
Питчевая |
|
|
Повышенной точности | питч | нет |
Нормальной точности | питч | 60…8 |
Для крутых резьб увеличение шагов восьмикратное | ||
Дополнительные данные | ||
Торможение шпинделя (противотоком) |
| есть |
Блокировка |
| есть |
Предварительная настройка числа оборотов муфты трения, шпинделя |
| нет |
Предохранение от перегрузки |
| есть |
Габариты и масса | ||
Габариты станка (длина, ширина, высота) | мм | 2190х930х1500 |
Вес станка | кг | 1650 |
Привод | ||
Электродвигатель главного движения |
| АОС 51/4 |
Число оборотов | об/мин | 1335 |
Мощность | кВт | 4,5 |
Рисунок — 1е61м межцентровое расстояние
Рисунок — 1е61м эскиз шпинделя
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ДОСТУПНО ДЛЯ СКАЧИВАНИЯ
ДОСТУПНО ДЛЯ СКАЧИВАНИЯ ..
.. ..
.. Станок токарный система
Станок токарный система
 ..
..
 Универсальные
Универсальные
Токарный станок 1е61м: технические характеристики, паспорт
Модель 1Е61М занимает достойное место в ряду токарно-винторезных станков повышенной точности обработки заготовок. Данная модель выпускалась на Ульяновском машзаводе им. Володарского, многопрофильном производителе, специализировавшемся на выпуске оружейных патронов, свечей зажигания для двигателей внутреннего сгорания автомобилей, оборудования для подъема и перемещения грузов и прочих механизмов широкого применения.
Данная модель выпускалась на Ульяновском машзаводе им. Володарского, многопрофильном производителе, специализировавшемся на выпуске оружейных патронов, свечей зажигания для двигателей внутреннего сгорания автомобилей, оборудования для подъема и перемещения грузов и прочих механизмов широкого применения.
Выпуск винторезно-токарных станков и запчастей к ним — одно из основных направлений производства.
Основное назначение модели 1Е61, как винторезно-токарной, состоит в исполнении следующих токарных работ:
- растачивание внутренней и наружной поверхностей;
- изготовление точением всевозможных деталей с коническими поверхностями;
- резьбовое нарезание различных диаметров и шагов.
Существуют следующие конфигурации станка 1Е61:
- М — модели повышенной точности обработки деталей.
- МТ — высокоточные, применяемый для проведения финишных операций чистовой обработки.
- ВТ – модели с самой высокой точностью.
- Технические параметры модели 1Е61М
- Следующие технические параметры модели 1Е61М, на которые следует обратить внимание
- Описание передней бабки станка
- Суппорт модели 1е61м
- Основные регулировочные манипуляции со станком
Технические параметры модели 1Е61М
Для токарного промышленного оборудования применяются некоторые критерии исходя из которых определяются условия эксплуатации конкретного станка. Для описываемой нами модели подобными критериями выступают:
Для описываемой нами модели подобными критериями выступают:
- максимально допустимая длина подлежащей обработке заготовки;
- максимально допустимые обороты шпинделя в пределах минуты;
- наибольший диаметр подлежащей обработке детали.
Рассматриваемая нами модель способна обрабатывать заготовки максимальной длиной до 710 и наибольшим диаметром относительно суппорта 320 миллиметров. Количество оборотов шпинделя регулируется соответствующим переключателем в пределах от 35 до 1335 в минуту.
Следующие технические параметры модели 1Е61М, на которые следует обратить внимание
Массо-габаритные характеристики станка (в миллиметрах):
- Ширина 2 190.
- Глубина 930.
- Высота 1 500.
- Масса станка (без учета электрооборудования) 1650 кг.
Электрические двигатели:
- главное движение осуществляется двигателем мощностью 4,5 кВт;
- мощность двигателя насоса системы охлаждения 125 Вт;
- мощность двигателя насоса смазочной системы 125 Вт.

Рассматриваемая модель из ряда токарного оборудования имеет системы:
- Защищающие от перегрузок.
- Гарантирующие блокировку.
- Обеспечивающие противотоковое стопорение шпинделя.
- Отключающих упоров.
Описание передней бабки станка
Шпиндельный шкив приводится во вращательное движение посредством редуктора индивидуальным электродвигателем. Клиноременная передача обеспечивается ремнями “Б” типа. Сквозь перебор либо обходя его, непосредственно к шпинделю.
Конструктивное исполнение с двумя подшипниками качения обеспечивает центровку и отсутствие биений клиновидному шкиву привода, ориентированному по центру шпиндельной бабки. Этот шкив исключает негативное влияние натяжения клиновидных ремней на нагрузки шпинделя.
Шпиндельная бабка обладает шестью скоростными ступенями. Шпиндельное вращение регулируется передвижением по шлицам блок-шестерен 11-12, 9-10 и 7-8.
Смазывание передней бабки выполняется отдельным насосом с приводом от электродвигателя. Системы, включающие электродвигатель привода и смазочный механизм сблокированы, тем самым не допуская вероятность пуска вращения шпинделя с отсутствием подачи смазочной жидкости.
Системы, включающие электродвигатель привода и смазочный механизм сблокированы, тем самым не допуская вероятность пуска вращения шпинделя с отсутствием подачи смазочной жидкости.
Суппорт модели 1е61м
Перемещения суппорта токарного агрегата в продольной и поперечной плоскостях аппарата производится механическим способом, с использованием валика посредством фартука и коробки подачи.
Операция по ручному продольному перемещению выполняется через шестерни с использованием маховика.
Операция по ручному поперечному перемещению производится с помощью рукоятки механизма винт-гайка.
Основные регулировочные манипуляции со станком
Для гарантирования надежной работы агрегата огромное значение имеет тщательные первичная и текущая регулировки его составляющих его узлов и механизмов. К примеру, выставление зазора направляющим салазкам, производится винтом, своим буртом проникающим в клиновые пазы. Жесткость присоединения поперечных салазок, по которым движется каретка, обеспечивается за счет настройки их клина. Для регулировки степени натяжения необходимо:
Для регулировки степени натяжения необходимо:
- немного ослабить затяжку винта;
- подтягивать клин винтом, размещенным рядом, добиваясь плавности хода салазок;
- максимально затянуть первичный винт для окончательной фиксации положения регулировки.
В периодической регулировке натяжения нуждаются и клиновые ремни, подвергающиеся растяжению в результате длительной и интенсивной эксплуатации. Тяжело переоценить роль, которую играет клиновидный ремень, ведь именно он сообщает движение, которое принимает коробка скоростей от электродвигателя, позволяя выполнять качественное исполнение резьбового нанесения и прочих ответственных операций.
Последовательность натяжки клиновидных ремней на токарном станке следующая:
- Предварительно следует демонтировать крышки с передней тумбы.
- Затем, с помощью винта, подтягиваются салазки по продольным пазам, пока натяжение ремней не будет соответствовать требованиям.
- Необходимую регулировку заканчивают фиксацией достигнутого положения затягиванием гаек до упора.

Для натягивания шпиндельных ремней, следует снять заднюю крышку с передней тумбы. Затем, не до конца откручивая гайку регулировки, следует натянуть ремни до желаемого уровня. Завершите операцию завинчиванием гайки до упора.
Подшипник шпинделя регулируется гораздо сложнее. Конусообразная передняя шейка шпинделя скользит в двухрядном роликовом подшипнике, внутреннее кольцо которого имеет коническое отверстие, позволяющее регулировать зазоры шпинделя.
При грамотной и тщательной регулировке токарь в процессе эксплуатации станка не столкнется со случаями заедания шпинделя, который даже при ручном вращении должен свободно вращаться. А это, в свою очередь, гарантирует качественность обработки заготовок, отсутствие дробления при выполнении операций точения или нарезания резьб.
Задняя шейка шпиндельного узла вращается в радиально-упорном шариковом подшипнике, который функционально связан с шарикоподшипником, принимающим на свою конструкцию помимо радиального усилия также усилия, векторы которых направлены в двух плоскостях относительно шпинделя.
Натяжка упорного подшипника необходима для избавления от осевого и возможного радиального зазора (эта операция выполняется на предварительных стадиях регулировок). В дальнейшем выполняется настройка переднего подшипника по следующей методике:
- ослабляется затяжка стопорного винта;
- размещенное внутри подшипника кольцо подтягивается навертыванием гайки на шпиндель.
Технические характеристики токарного станка 1е61м гарантируют высокоточную обработку изделий только при выполнении следующих требований:
- Не допускается монтирование станка в непосредственной близости от аппаратов ударного действия и механизмов, оказывающих внешнюю вибрацию.
- Станок обязан монтироваться в хорошо освещенном чистом помещении, однако попадание прямых солнечных лучей следует исключить.
- Не допускается монтаж станка в непосредственной близости от систем обогрева или централизованного отопления.
- Температурный режим помещения должен обеспечиваться в пределах 16—22° по Цельсию.

- Замена ремней должна производиться согласно регламенту или по мере необходимости с учетом износа.
Видео: токарный станок 1Е61М.
Republished by Blog Post Promoter
Токарный станок !!!
Объявление удалено.
1Е61МТ Станок токарно-винторезный повышенной точности
Год 1970
Производитель токарно-винторезного станка повышенной точности 1Е61МТ Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
Токарно-винторезные станки. Общие сведения
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.
Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.
Структурная схема токарно-винторезного станка
Структурная схема токарно-винторезного станка
Формообразование обеспечивается:
вращательным движением заготовки (B1) по цепи: электродвигатель 1 — шпиндель 2 со звеном настройки iv
поступательным движением инструмента (П1 и П2) по цепи: шпиндель 2 — ходовой вал 4 (при точении) или шпиндель — ходовой винт 3 (при нарезании резьбы) со звеньями настройки iv и iкп
Основные размеры токарно-винторезного станка
Основные размеры токарно-винторезного станка
Основным параметром токарно-винторезного станка является наибольший диаметр D, обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков с значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке. Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм. Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1. Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.
Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Типаж токарно-винторезных станков
Станкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
Е – поколение станка
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 175 мм
Буквы в конце обозначения модели:
В – высокая точность станка — (н, п, в, а, с) по ГОСТ 8-82
П – повышенная точность станка — (н, п, в, а, с) по ГОСТ 8-82
Цена:
- 1 000 €
- ≈ 965 $
- ≈ 18 793 лея
- Регион:
- Молдова
- , Кишинёв мун.
 org/Place»>
org/Place»>Токарный станок 1Е61М: технические характеристики, паспорт
Модификации модели
Стандартная модель 1Е61М была модернизирована и выпущена в нескольких вариациях. Каждая модификация станка имеет свои особенности по проведению операций и качеству работы.
1Е61М
Добавление символа «М» означает, что станок имеет повышенную точность. Данная модификация используется при черновой и чистовой обработке заготовки.
1Е61МТ
Это агрегат повышенной точности, который используется исключительно для финишных обработок.
1Е61МС
Еще одна модификация стандартного оборудования 1 Е61М. Применяется также при финишной обработке болванки и для нарезания резьбы.
Технические характеристики применения токарно-винторезного станка
Технические характеристики токарного станка, определяют возможности мастера при проведении токарных операций. В рассматриваемом оборудовании основные характеристики, следующие:
- максимальный диаметр заготовки, которая обрабатывается над станиной – 32 см;
- те же показатели над суппортом – 18.8 см;
- диаметр прутка, который проходит в шпиндель – 32 мм;
- максимальная длина устанавливаемой детали РМЦ – 71 см;
- частота вращения шпинделя – 35-1600 об/мин.
Максимальная длина хода суппорта при продольном перемещении каретки – 64 см. При поперечном перемещении каретки – 20 см.
При поперечном перемещении каретки – 20 см.
Конструкционные особенности
Особенности конструкции обусловлены небольшим весом самого станка по сравнению с аналогами, а также его повышенной точностью при обработке заготовок. Все нюансы конструкции кроются во отдельных узлах оборудования.
Общий вид модели
Габариты и модели
Масса оборудования без дополнительного оснащения – 1650 кг. По размеру, оборудование имеет следующие параметры:
- длина – 219 см;
- ширина – 93 см;
- высота – 150 см.
Расположение основных узлов
Основные узлы станка расположены по стандартной схеме. Но в конструкции все же есть свои особенности, которые позволяют работать в более безопасном режиме без потери уровня производства.
Устройство органов управления
К органам управления относят следующие узлы станка 1Е61М:
- узел, включающий основной электронасос и соединенный с внешней электросетью;
- подключение эмульсионного электронасоса;
- переключатель числа скоростей шпинделя;
- включатель перебора передней бабки;
- механизм для увеличения шага резьбы;
- включение продольных и поперечных передач;
- маховик, предназначенный для продольного перемещения каретки;
- быстрый отвод резца от изделия.

Передняя бабка
Передняя бабка располагается с левой стороны и с таким расчетом, что деталь можно развернуть на несколько градусов, если у мастера есть такая необходимость. Сюда же включена и коробка скоростей. Рычаги управления расположены снаружи. Сам шпиндель способен вращаться со скоростью до 2000 об/мин. Смазка передней бабки проводится от отдельного масляного насоса.
Задняя бабка
Этот узел расположен справой стороны. Она легко продвигается по станине и ход пиноли имеет в 100 мм. Конус задней бабки – Морзе 3.
Кинематическая схема
Электрическая схема
Устройство данных моделей
Компоновка станков С1Е61ПМ и 1Т61М схожа с теми, что у оборудования токарно-винторезной группы. К ее особенностям можно отнести нижеприведенные моменты:
- Станина. Для точного позиционирования всех узлов относительно друг друга используется жесткая основа. Уделяется довольно много внимания точности позиционирования всех элементов.

- Передняя бабка. Для передачи вращения устанавливается шкив, связанный со шпинделем. Основное вращение создает индивидуальный электрический двигатель. Исключить вероятность перегрева двигателя в случае заклинивания механизма решили при помощи клиноременной передачи. Она также применяется для изменения количества оборотов. Шпиндельная бабка характеризуется наличием шести скоростей переключения передачи. При этом регулировка происходит за счет перемещения блока-шестерни. Наличие большого количества трущихся элементов определяет то, что для снижения степени износа установлен насос для подачи смазки. Он работает также от основного привода.
- Суппорт. Продольное и поперечное передвижение суппорта осуществляется механическим способом. Для этого установили коробку передач и фартук с валиком. При необходимости может применяться ручной привод, представленный шестернями и маховиком. Также имеется и быстрая подача, которая нужна для смены положения суппорта.
- Задняя бабка. Она используется для существенного повышения точности резания.
 При установке требующейся оснастки можно провести фиксацию заготовки по второму торцу, за счет чего снизить вибрацию.
При установке требующейся оснастки можно провести фиксацию заготовки по второму торцу, за счет чего снизить вибрацию. - Салазки для перемещения подвижных элементов. Они изготавливаются при применении нержавеющей стали с высокой прочностью и надежностью. Для того чтобы перемещение основных элементов проходило без сопротивления на салазки подается смазочная жидкость.
- Блоки управления представлены различными рукоятками и клавишами, а также лимбами.
При изготовлении применяется нержавеющая сталь и чугун. Токарно-винторезный станок токарный 1Е61 имеет стандартную компоновку, применение качественных материалов и точное позиционирование всех элементов позволило повысить точность резания. Шестерни гитары спрятаны в передней бабке. Кроме этого, станок токарно-винторезный 1Е61М имеет встроенную защиту от перегрузок, за счет чего существенно продлевается срок службы оборудования. Следующие технические параметры модели 1Е61М должны учитываться:
- Перемещение суппорта.

- Габаритные показатели.
- Область применения.
- Возможные режимы работы.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 1Е61ВМ
У рассматриваемых моделей технические характеристики практически не отличаются. При учете основных параметров можно определить то, какого типа обработка может проводится.
Правила настройка оборудования и эксплуатации, паспорт
Стабильная работа станка зависит от точности предварительной настройки. Для жесткого типа соединения поперечных салазок, понадобится произвести настройку клина салазок. Алгоритм действия такой:
- Немного отпустить винт.
- Поджать клин другим винтом так, чтобы при этом ход салазок остался плавным.
- Завернуть первый винт на максимум.
Обязательно периодически проверять степень натяжения клиновых ремней. Они со временем вытягиваются и это отражается на безопасности механизма точения.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарно-винторезного станка 1Е61М
Алгоритм регулировки клиновых ремней:
- освободить переднюю тумбу от всех крышек;
- подтянуть салазки по специальной технике, проводя по пазам специальным винтом, чтобы подобрать оптимальный уровень натяжки;
- закрепить результат гайками.

Затем следует настроить шпиндельные ремни токарного оборудования.
Токарный 1Е61М. Миссия — впихнуть невпи….
Итак, выкладываю отчет с фото о покупке второго (надеюсь, последнего) большого токарного станка.
Покопав довольно много предложений — остановился на этом.
Станок явно уступает по точности ИЖ250 (хоть и «повышенной точности», но 60 лет свое дело сделали).
В пользу этого решения была цена (8000 грн), наличие его в Одессе (не из Киева или еще откуда переть, погрузка-доставка-разгрузка эвакуатором 450 грн) и большое РМЦ — 710 мм.
В станках приемлемого для меня класса (до 1,5 тонн и до 4,5 кВт) — наверное, самый большой.
Тема посвящена его такелажу, чтобы не засорять основную тему A_Tima.
Сразу скажу, драйва было поменьше, чем от фрезера. Уже четко знали, что делать…
Ну, 10 метров по цеху ломами на катках протолкали без вопросов.
Дальше — эвакуатор:
Нагло везем по городу незакрытым, менты, хвала Аллаху не заинтересовались
Разгрузка… Помня о моих трубах-кабелях (понавешал сосед, блин), специально вызвал тот же эвакуатор.
Новый мастер-класс:
Поясню — станок вешается на цепях, пропущенных под ребрами жесткости в станине. Очень странно — но так в паспорте.
Так же и грузили (там своя проблема есть — патрон мешал. Хорошо хоть местные токари знали в чем дело и за пять минут открутили.
Дальше манипулятор поднес станок к трубе, опустил его на землю. Потом выдвинул стрелу НАД трубой, зацепили повторно и опять переместили. Бедный забор! (впрочем, все равно чинить).
Спустя неделю — миссия впихнуть невпих… Станок — таки толстожо…й Дверные проемы в подвале — впритык по ширине нижней тумбы… Снимаем рычаг переключения скоростей, все щиты передней тумбы, маховики продолной и поперечной подач…
Копаем новый пандус и кладем рельсы. причем размер пандуса — впритык по передней тумбе (я надеялся, что в случае чего станок поедет и заклинится).
А дальше — как всегда. Ломы под станок, заводим стальные листы, катки и поехали….
Спускаем переднюю тумбу на пандус:
Задняя, есесссно, зависает в воздухе. Игорь (150 кг) становится на нее, но станку (1500 кг) это пофиг
Игорь (150 кг) становится на нее, но станку (1500 кг) это пофиг
По пандусу станок идет впритирку:
Есессно, Ваш покорный в любимой позе
Потихоньку въезжаем в подвал:
Дальше, надо на что-то опираться. Одесские ролевики настолько суровы, что протыкают ломом наковальню
Первую дверь (входная не считается) проходим без приключений, а вторая — уже. Просовываем переднюю тумбу, отогнав суппорт назад, потом долбаем канавку под винт поперечной подачи и провозим суппорт вперед:
Передняя тумба прошла впритирку:
Дальше — развернули и поставили. Поставлю на виброопоры, сфоткаю конечное положение.
Мораль — 1Е61 проходит везде, где проходит его передняя тумба!
Обслуживание и ремонт
При необходимости ремонта или некоторых обслуживающих работах нужно правильно осуществить разбор станка:
- В первую очередь отключить агрегат от электросети.
- Отсоединить нагнетательную и сливную трубки от масляной системы.

- Перед снятием шпиндельной бабки отсоединить клиновые ремни.
В автоматическом режиме происходит смазка токарно-винторезного станка. Агрегат снабжен для этого центробежным вертикальным насосом. Токарный станок 1Е61М был произведен для небольших частных цехов, для мелкосерийных предприятий, а также для использования в бытовых мастерских. Отличается повышенной точностью обработки и относительной безопасностью операций.
Описание передней бабки станка
Шпиндельный шкив приводится во вращательное движение посредством редуктора индивидуальным электродвигателем. Клиноременная передача обеспечивается ремнями “Б” типа. Сквозь перебор либо обходя его, непосредственно к шпинделю.
Конструктивное исполнение с двумя подшипниками качения обеспечивает центровку и отсутствие биений клиновидному шкиву привода, ориентированному по центру шпиндельной бабки. Этот шкив исключает негативное влияние натяжения клиновидных ремней на нагрузки шпинделя.
Шпиндельная бабка обладает шестью скоростными ступенями. Шпиндельное вращение регулируется передвижением по шлицам блок-шестерен 11-12, 9-10 и 7-8.
Шпиндельное вращение регулируется передвижением по шлицам блок-шестерен 11-12, 9-10 и 7-8.
Смазывание передней бабки выполняется отдельным насосом с приводом от электродвигателя. Системы, включающие электродвигатель привода и смазочный механизм сблокированы, тем самым не допуская вероятность пуска вращения шпинделя с отсутствием подачи смазочной жидкости.
CTL-618EVS Завод высокоточных токарных станков
ИНСТРУМЕНТАЛЬНЫЙ ИНСТРУМЕНТ, ДЕРЖАТЕЛЬ ИНСТРУМЕНТА И ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ ВЫСОКОСКОРОСТНОГО ЦИКЛЕМАТИЧЕСКОГО ОБОРУДОВАНИЯ. Высокая точность инструментов Toolroom Rootes
Задняя тарелка
6 «3-ченовая пакет
Токарный станок
Грамовая пластина
Шаг патрон
Четыре станции башня
Шаг патрон
Следуйте Lest
RET
Vertic -off Slide
Быстросменный инструмент
Радиусная токарная насадка
Приспособление для токарной обработки конуса
Задняя направляющая держателя инструмента в сборе
Панель управления
Электронная система регулировки скорости с инвертором Бесступенчатая регулировка скорости вращения шпинделя может быть мгновенно установлена в диапазоне от 50 до 4000 об/мин во время работы шпинделя. Фактические обороты отображаются на легко читаемом цифровом дисплее, встроенном в блок управления скоростью.
Фактические обороты отображаются на легко читаемом цифровом дисплее, встроенном в блок управления скоростью.
Двухдиапазонный быстросменный редуктор, дюймовый/метрический.
| МОДЕЛЬ | КТЛ-618EVS | |
|---|---|---|
| Емкость шпинделя | С патроном | 150 мм (6″) |
| С разжимными цангами | 76 мм (3″) | |
| С круглыми цангами 5C | 27 мм (1-1/16″) | |
| С цангами Hexagon 5C | 22 мм (7/8″) | |
| С квадратными цангами 5C | 19 мм (3/4″) | |
| С ступенчатыми патронами | 27 ~ 152 мм (1-1/16-6″) | |
| Диаметр вершины шпинделя | Ø55,5 мм (Ø2,189″) | |
| Нос шпинделя, внутренний/наружный диаметр | 5C (10°) / конус 4° | |
| Скорость вращения шпинделя (переменная) | 50-4000 об/мин (5C) / 50-3000 об/мин (с 3-кулачковым патроном 6 дюймов) | |
| Инверторный двигатель шпинделя | 3 л. с. с. | |
| Сквозное отверстие | 31,75 мм (1-1/4 дюйма) | |
| Диаметр прутка (цанга 5C) | Ø27 мм (Ø1-1/16″) | |
| Расстояние между центрами | 457 мм (18 дюймов) | |
| Качели над кроватью | 280 мм (11 дюймов) | |
| Поворотная тележка | 230 мм (9 дюймов) | |
| Поворотный суппорт | 152 мм (6″) | |
| Диапазон подачи мощности каретки (переменный) | 8~178 мм (5/16″ ~ 7″) | |
| Диапазон подачи поперечного суппорта (переменный) | 5~102 мм (3/16″ ~ 4″) | |
| Поперечный ход | 152 мм (6″) | |
| Быстродействующий комбинированный затвор | 2,5 мм (0,1 дюйма) | |
| Соединение скольжения | 76 мм (3″) | |
| Диаметр оси задней бабки | Ø34,5 мм (1,358 дюйма) | |
| Конус шпинделя задней бабки | МТ. #2 #2 | |
| Ход шпинделя задней бабки | 95 мм (3-3/4″) | |
| Насос охлаждающей жидкости | 1/6 л.с., 220 В, 3 фазы | |
| Двигатель инвертора подачи | 1/2 л.с. | |
| Диапазон резьб | 0,275~2,7 мм (11~108 витков на дюйм) | |
| Главный двигатель | 3 л.с., 220 В, 3 фазы | |
| Двигатель подачи | 110 В, 70 Вт | |
| Вес нетто/брутто | 1804/2024 фунта (820/920 кг) | |
| Размер упаковки машины | 1910 x 850 x 1860 мм (75″ x 33″ x 73″) | |
Все размеры, технические характеристики и внешний вид машины могут быть изменены без предварительного уведомления. | ||
СОДЕРЖАНИЕ:
- НАЗНАЧЕНИЕ НАСТОЯЩЕГО РУКОВОДСТВА
- ПРОЦЕСС РЕГУЛИРОВКИ УРОВНЯ
- ПОДЪЕМНАЯ МАШИНА
- ПРОВЕРКА И ОЧИСТКА МАШИНЫ
- ФУНДАМЕНТ, УСТАНОВКА И ВЫРАВНИВАНИЕ
- ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ
- СМАЗКА
- РЫЧАГИ УПРАВЛЕНИЯ ШПИНДЕЛЕМ
- БЫСТРАЯ СМЕНА РЕДУКТОРА
- АВТОМАТИЧЕСКИЙ КОНТРОЛЬ ДЛИНЫ РЕЗЬБЫ
- ТОРМОЗ ШПИНДЕЛЯ
- РЕГУЛИРОВКА РЕМНЯ
- СНЯТИЕ ЗАЖИМА ЗАЖИМА
- ЗАМЕНА ЗАЖИМА ЗАЖИМА
- РЕГУЛИРОВКА ЗАЖИМА ЗАЖИМА
- УКАЗАТЕЛЬНОЕ КОЛЬЦО КАРЕТКИ
- ЗАМОК КАРЕТКИ
- СЦЕПЛЕНИЯ КАРЕТКИ
- УКАЗАТЕЛЬНОЕ КОЛЬЦО ПОПЕРЕЧНОГО НАПРАВЛЯЮЩЕГО
- БЫСТРОДЕЙСТВУЮЩАЯ ИНСТРУМЕНТАЛЬНАЯ СТОЙКА СОЕДИНИТЕЛЬНАЯ НАПРАВЛЯЮЩАЯ В СБОРЕ
- БЛОК ПОДАЧИ ПИТАНИЯ
- СИСТЕМЫ ХЛАДАГЕНТА
- ЗАДНЯЯ БАБКА
- ЗАМОК ШПИНДЕЛЯ ЗАДНЕЙ БАБКИ
- ЗАМОК КОРПУСА ЗАДНЕЙ БАБКИ
- НАРЕЗАНИЕ РЕЗЬБЫ
- ВНЕШНИЕ ПЕРЕДАЧИ
- ДЮЙМОВАЯ РЕЗЬБА С ИСПОЛЬЗОВАНИЕМ ВНЕШНЕГО ПЕРЕДАЧИ
- МЕТРИЧЕСКАЯ РЕЗЬБА С ИСПОЛЬЗОВАНИЕМ ВНЕШНИХ ПЕРЕДАЧ
НАЗНАЧЕНИЕ НАСТОЯЩЕГО РУКОВОДСТВА
Машина серии CTL-618EVS создана для простой и безопасной эксплуатации и отличного выполнения незавершенного производства. Машина изготовлена из высококачественных материалов и тщательно соответствует строгим стандартам, которые гарантируют срок службы, экономичное использование, точность и минимальное техническое обслуживание машины.
Машина изготовлена из высококачественных материалов и тщательно соответствует строгим стандартам, которые гарантируют срок службы, экономичное использование, точность и минимальное техническое обслуживание машины.
Это руководство представляет собой введение в ВЫСОКОТОЧНЫЙ ИНСТРУМЕНТАЛЬНЫЙ СТАНОК CYCLEMATIC модели CTL-618EVS. Используется для монтажа, эксплуатации и технического обслуживания ЦИКЛЕМАТИЧЕСКИХ МАШИН CTL-618EVS.
Также для быстрой справки, потому что необходимо внести небольшие корректировки или провести профилактическое обслуживание. (Для персонала и операторов, имеющих дело с машиной CTL-618EVS.)
ДЛЯ МОДЕЛИ CTL-618EVS, ОСНАЩЕННОЙ ЭЛЕКТРОННОЙ СИСТЕМОЙ ИЗМЕНЕНИЯ СКОРОСТЕЙ
РАЗМЕСТИТЕ ОДИН УРОВЕНЬ В НАПРАВЛЕНИИ Z И ОДИН В НАПРАВЛЕНИИ X НА НАКЛОННОМ НАПРАВЛЕНИИ
CTL-618EVS
Процесс регулировки уровня
- Поместите прокладки C (рис.
 B) под каждую из шести точек.
B) под каждую из шести точек. - Ослабленный установочный винт A (рис. B)
- Вставьте гаечный ключ в отверстие B. Поднимите или опустите, повернув (по часовой стрелке или по часовой стрелке)
- Затяните установочный винт A (рис. B) до упора.
- Убедитесь, что каждая точка касается земли, чтобы поддерживать машину.
▲
ПОДЪЕМНАЯ МАШИНА
Рисунок 1. Подъемная машина
Подъемная машина, расположите веревку или трос, как показано на рис. 1, и проверьте правильность балансировки. Затем вставьте прокладки из мягкой ткани между краями каната и машины. Вес нетто этой машины составляет около 1050 кг (2300 фунтов). Таким образом, веревка или трос должны быть рассчитаны на нагрузку 3000 фунтов.
▲
A.) ОСМОТР И ОЧИСТКА МАШИНЫ
Осмотр необходимо провести после прибытия машины на ваш завод. Проверьте наличие возможных повреждений, вызванных ударами или вибрацией во время транспортировки, а также отсутствие недостающих деталей, стандартных инструментов или другого оборудования.
Проверьте наличие возможных повреждений, вызванных ударами или вибрацией во время транспортировки, а также отсутствие недостающих деталей, стандартных инструментов или другого оборудования.
При отгрузке все открытые поверхности машины покрыты антикоррозийной жидкостью. Перед перемещением каретки и поперечных салазок, задней бабки ходового винта и т. д. эти поверхности необходимо тщательно очистить, чтобы удалить всю антикоррозийную жидкость, используя мягкую щетку и растворитель. Это очень важно, потому что это может предотвратить попадание грязи или песка, которые могли скопиться на антикоррозийной жидкости, под скользящими элементами и вызвать чрезмерный износ.
※ВНИМАНИЕ:
НЕ ИСПОЛЬЗУЙТЕ СЖАТЫЙ ВОЗДУХ ДЛЯ ОЧИСТКИ, ЧТО СОКРАЩАЕТ СРОК СЛУЖБЫ МАШИНЫ.
▲
B.) ФУНДАМЕНТ, УСТАНОВКА И ВЫРАВНИВАНИЕ
Достаточно плоский фундамент и правильная установка обеспечат станку высокую точность в течение длительного времени, поэтому очень важно обеспечить хороший прочный фундамент соответствующей толщины. (Как правило, толщина 300 мм (12 дюймов) считается достаточной.) Машина имеет шесть регулируемых ножек на конусах основания пьедестала, используемых для выравнивания машины. Поместите подкладки под ножки пьедестала. ослабьте установочный винт и поднимите или опустите опору с помощью штифтового ключа так, чтобы все шесть ножек прочно стояли на полу.После регулировки затяните установочные винты.
(Как правило, толщина 300 мм (12 дюймов) считается достаточной.) Машина имеет шесть регулируемых ножек на конусах основания пьедестала, используемых для выравнивания машины. Поместите подкладки под ножки пьедестала. ослабьте установочный винт и поднимите или опустите опору с помощью штифтового ключа так, чтобы все шесть ножек прочно стояли на полу.После регулировки затяните установочные винты.
▲
C.) ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ
ИНСТРУМЕНТАЛЬНЫЙ СТАНОК CTL-618EVS поставляется полностью подключенным и собранным. Поверните кулачковый переключатель «A» (Рисунок 2) в положение «ВЫКЛ», затем проверьте напряжение двигателя. Ослабьте винты «B» (Рисунок 2) и откройте крышку корпуса выключателя, подключите провода от источника питания к клеммам (R.S.T), а заземление подключите к «G» (Рисунок 3), который является электрическим выключателем. кейс.
Вытяните стопорный штифт шпинделя «E» (Рисунок 4), поверните «C» (Рисунок 5) в переднее положение. Шпиндель должен вращаться против часовой стрелки, если смотреть со стороны задней бабки станка. Если шпиндель не вращается в правильном направлении, поверните кулачковый переключатель «А» (Рисунок 2) в положение «ВЫКЛ». Отключите источник электропитания и поменяйте местами любые два провода, пока направление вращения не станет правильным. Когда шпиндель вращается правильно, закройте крышку корпуса переключателя, поверните кулачковый переключатель «А» (Рисунок 2) в положение «ВКЛ».
Если шпиндель не вращается в правильном направлении, поверните кулачковый переключатель «А» (Рисунок 2) в положение «ВЫКЛ». Отключите источник электропитания и поменяйте местами любые два провода, пока направление вращения не станет правильным. Когда шпиндель вращается правильно, закройте крышку корпуса переключателя, поверните кулачковый переключатель «А» (Рисунок 2) в положение «ВКЛ».
Рисунок 2 – Дверца блока управления
Рисунок 3 – Блок управления
Рисунок 4 – Управление скоростью и направлением
Рисунок 5 – Блок управления скоростью
▲
D.) СМАЗКА
срок службы и производительность машины в течение длительного периода. Поэтому смазывайте машину высококачественной смазкой и периодически проверяйте, чтобы смазка в указателе уровня масла была заполнена до нужного уровня.
1. СМАЗКА КАРЕТКИ
Залейте масло Mobil Vactra Oil No.2 или эквивалентное в масляный резервуар. Поднимите поршень на резервуаре «R» (Рисунок 5), ненадолго удерживайте и отпустите, чтобы смазать направляющие станины.
Рисунок 6. Блок переключения скоростей Блок
2. СМАЗКА КОРОБКИ ПЕРЕДАЧ И СЦЕПЛЕНИЯ
Поддерживайте уровень масла в смотровых окнах «W» (Рисунок 8). Чтобы заполнить коробку передач, снимите пробку «C» (Рисунок 8) и используйте жидкость для автоматических трансмиссий Mobil 200 (Esso ATF или аналогичную). Заменяйте масло каждые 500 часов.)
Чтобы слить масло, снимите сливную пробку «M», расположенную под масляным редуктором (Рисунок 8).
Рисунок 8. Смазка редуктора
※ВНИМАНИЕ:
ИСПОЛЬЗОВАНИЕ МАСЛА В КОРОБКЕ ПЕРЕДАЧ МОЖЕТ ПРИВЕСТИ К ПОВРЕЖДЕНИЮ ПОВЕРХНОСТЕЙ СЦЕПЛЕНИЯ.
3. СМАЗКА ПЕРЕДНЕЙ БАБКИ
Шпиндель передней бабки установлен на прецизионных шариковых подшипниках с предварительным натягом. Шариковые подшипники заполнены смазкой на весь срок службы и не требуют дополнительной смазки.
▲
E.
 ) ТОРМОЗ ШПИНДЕЛЯ
) ТОРМОЗ ШПИНДЕЛЯ
Для изменения скорости вращения шпинделя. Нажмите кнопку пуска (D) Рисунок (9). Поверните кулачковый переключатель (C), рисунок (11), в положение вперед или назад и переместите рычаг (G), рисунок (10), в исходное положение. Поверните кулачковый переключатель (I) рисунок (11) вправо, чтобы увеличить скорость, и влево, чтобы уменьшить скорость.
Рис. 9 – Дверца блока управления
Рис. 10 – Управление скоростью и направлением
Рис. 11 – Блок управления скоростью
▲
F.) БЫСТРАЯ СМЕНА РЕДУКТОРА
Быстросменный редуктор см. (Рис. 12 и 14), ручка подачи или смены нити «T», смещение влево — нарезание резьбы, смещение вправо — только подача. Диапазон резьб, их выбор и положение ручек для каждой резьбы показаны на схеме «С» (рис. 13). Вытащите шарик рычага переключения передач «А» (Рисунок 13). Затем переместите рычаг влево или вправо, вставьте в правильное положение и установите селекторную ручку «S» (Рисунок 13) в положение 1, 2 или 3, пока не будет достигнуто желаемое нарезание резьбы, см. (Рисунок 13). Стандартная резьба и трубная резьба сразу доступны через коробку передач за счет использования внешних сменных шестерен (сборка с пятью сменными шестернями), шаг резьбы может быть уменьшен до 250 витков на дюйм.
(Рисунок 13). Стандартная резьба и трубная резьба сразу доступны через коробку передач за счет использования внешних сменных шестерен (сборка с пятью сменными шестернями), шаг резьбы может быть уменьшен до 250 витков на дюйм.
Рисунок 12-Подача смены нити
Рисунок 13-Таблица резьбы
Рисунок 14-Подача смены нити
※ВНИМАНИЕ:
НЕ ПЕРЕКЛЮЧАЙТЕ РУЧКУ ПЕРЕДАЧ «T», КОГДА ШПИНДЕЛЬ РАБОТАЕТ.
▲
G.) АВТОМАТИЧЕСКИЙ КОНТРОЛЬ ДЛИНЫ РЕЗЬБЫ
При заправке в глухое отверстие или в уступ без снятия резьбы. Полугайка ходового винта, если она затянута в начале работы по нарезанию резьбы, завершена. Левая или правая резьба управляется рычагом управления «D» (Рисунок 15), рычаг соединен с рейкой управления «B» (Рисунок 16). Когда каретка коснется регулировочного винта «S» (Рисунок 16) стержня регулировки длины, она переместит рычаг «D» (Рисунок 15) в положение «СТОП» и остановит ходовой винт. Способ нарезания резьбы см. на стр. 10, БЫСТРОЕ ДЕЙСТВИЕ.
на стр. 10, БЫСТРОЕ ДЕЙСТВИЕ.
Рисунок 15-Управление скоростью и направлением
Рисунок 16-Управление длиной резьбы
▲
H.) ТОРМОЗ ШПИНДЕЛЯ
Блок инвертора «E» используется для динамического торможения. Кроме того, разрядное сопротивление «С» сокращает время торможения (рис. 17).
Рисунок 17-Блок управления
▲
I.) ТОРМОЗ ШПИНДЕЛЯ
Запустите шпиндель примерно на 1000 об/мин. Переместите рычаг «G» (Рисунок 18) в центральное положение «СТОП» и дайте шпинделю остановится по инерции. Это делается для выравнивания натяжения ремня. Ослабьте контргайку «N» (Рисунок 19).) ключ на 19 мм. Поверните регулировочный винт «P» (Рисунок 19) торцевым ключом на 6 мм по часовой стрелке, чтобы натянуть ремни. Остановите машину и проверьте натяжение ремня, оно должно быть прибл. люфт ремня 25,4 мм (1〃).
Рисунок 18-Управление скоростью и направлением
Рисунок 19-Регулировка ремня
▲
J.) СНЯТИЕ ЗАЖИМА ЦАНГИ
Работа машины с цанговым доводчиком и незафиксированной цангой на месте приведет к повреждению цангового доводчика. Удалите цангу ближе при использовании патронов, планшайб или шпиндельных приспособлений. Заглушку следует часто снимать для очистки, чтобы предотвратить попадание стружки между трубкой заглушки цанги и внутренней частью шпинделя сзади и резьбой цанги. Метод удаления: Вытащите штифт «L» (Рисунок 20). Сдвиньте тяговую трубку со шпинделя. Не поворачивайте регулировочную гайку «N» (Рисунок 20). Он прикреплен к шпинделю. Чтобы снять, сдвиньте его с конца шпинделя. Не снимайте цанговый доводчик, отвинчивая винт «S» (Рисунок 20), этот винт отрегулирован на заводе для правильной работы цангового доводчика.
Удалите цангу ближе при использовании патронов, планшайб или шпиндельных приспособлений. Заглушку следует часто снимать для очистки, чтобы предотвратить попадание стружки между трубкой заглушки цанги и внутренней частью шпинделя сзади и резьбой цанги. Метод удаления: Вытащите штифт «L» (Рисунок 20). Сдвиньте тяговую трубку со шпинделя. Не поворачивайте регулировочную гайку «N» (Рисунок 20). Он прикреплен к шпинделю. Чтобы снять, сдвиньте его с конца шпинделя. Не снимайте цанговый доводчик, отвинчивая винт «S» (Рисунок 20), этот винт отрегулирован на заводе для правильной работы цангового доводчика.
Рисунок 20-Снятие доводчика цанги
▲
K.) ЗАМЕНА ЗАГЛУШКИ ЗАГЛУШКИ
Перед заменой доводчика очистите внутреннюю часть шпинделя передней бабки и наружный диаметр сзади шпинделя, где находится регулировочная гайка «N» (рис. 20). расположен. Нанесите слой легкого масла на заднюю часть шпинделя. Не применяйте силу к регулировочной гайке «N» (Рисунок 20) на шпинделе. Если регулировочная гайка «N» (Рисунок 20) затянута туго, снимите ее и проверьте на наличие заусенцев или царапин, а затем замените ее. Очистите трубку цангового зажима внутри и снаружи, нанесите слой легкого масла на поверхность скольжения «T» (Рисунок 20) трубки цангового зажима, замените ослабляющую втулку цанги и вставьте соединительный штифт «L» (Рисунок 20).
Если регулировочная гайка «N» (Рисунок 20) затянута туго, снимите ее и проверьте на наличие заусенцев или царапин, а затем замените ее. Очистите трубку цангового зажима внутри и снаружи, нанесите слой легкого масла на поверхность скольжения «T» (Рисунок 20) трубки цангового зажима, замените ослабляющую втулку цанги и вставьте соединительный штифт «L» (Рисунок 20).
Рисунок 20-Снятие цангового доводчика
▲
L.) РЕГУЛИРОВКА ЗАЖИМА
- Перед использованием цангового доводчика, а также любой используемой цанги или ступенчатого патрона необходимо тщательно очистить их.
- Нажмите на стопорный штифт «Е» (Рисунок 21). Чтобы зафиксировать стопорный штифт, поверните шпиндель вручную, пока стопорный штифт не войдет в паз для блокировки.
- Нажмите на регулировочный палец доводчика «F» (Рисунок 22) вниз до точки «P» (Рисунок 22).
- Кожух «G» (Рисунок 22) выдвиньте вперед левой рукой и одновременно удерживайте цангу или стопорный патрон правой рукой.

- Поместите заготовку в цанговый или ступенчатый патрон.
- Установите рычаг «L» (Рисунок 22) в крайнее левое фиксированное положение. Поворачивайте защитный кожух «G» (Рисунок 22) по направлению к оператору, пока заготовка не будет зажата цангой.
- Переместите рычаг «L» (Рисунок 22) вправо, в свободное положение. Поверните защитный кожух «G» (Рисунок 22) к оператору, переместите регулировочный палец «F» (Рисунок 22).
- Проверка натяжения цангового доводчика на заготовке. Если заготовке требуется дополнительное усилие захвата, нажмите на регулировочный палец «F» (Рисунок 22) и поверните защитный кожух «G» (Рисунок 22) вперед и зафиксируйте. (см. рис. 22).
Проверка натяжения цангового доводчика на заготовке. Если заготовке требуется дополнительное усилие захвата, нажмите на регулировочный палец «F» (Рисунок 26) и поверните защитный кожух «G» (Рисунок 26) вперед и зафиксируйте.
Рисунок 21-Управление скоростью и направлением
Рисунок 22-Регулировка доводчика цангового зажима
▲
M.) КОЛЬЦО УКАЗАНИЯ КАРЕТКИ
Двойные циферблаты с дюймовым и метрическим маховиком «W» (рис. 23), градуировка1 в 0,0ダ0,2 мм. Он создан для удобства работы оператора. (Рисунок 22) Подпружиненное индикаторное кольцо, просто поверните его в нужное положение, ослабив стопорный винт «L» (Рисунок 23) Клетка сдвижной крышки открывает только используемый циферблат.
Рис. 23-Каретка с обозначением
▲
N.) ЗАМОК КАРЕТКИ
Чтобы удерживать каретку в фиксированном положении на кровати, используйте ручку блокировки каретки «H» (Рисунок 24). Переместите ручку блокировки «H» (Рисунок 24) по часовой стрелке к оператору, зафиксируйте каретку в этом положении. Переместите ручку блокировки «H» (Рисунок 24) против часовой стрелки от оператора. Чтобы разблокировать карету.
Рисунок 24 – Внешний вид каретки
▲
O.
 ) МУФТЫ КАРЕТКИ
) МУФТЫ КАРЕТКИ
Муфты каретки изготовлены из материала фрикционного типа и предназначены для проскальзывания, когда каретка или каретка входят в зацепление с упором подачи. Муфты имеют подпружиненную конструкцию и не могут быть отрегулированы для увеличения тягового усилия. Если муфта проскальзывает под пропилом, это признак неправильной заточки инструмента, затупленного инструмента или чрезмерной подачи. Фрикционы обладают достаточной мощностью для выполнения всех работ.
Рисунок 24 – Внешний вид каретки
Когда машина касается упора подачи, сцепление должно проскальзывать. . 20 градусов выше горизонтали, сцепление сработает. Нажмите на рукоятку «H» (Рисунок 25), сцепление выключится. Когда ходовой винт каретки задействован для нарезания резьбы, муфта подачи каретки механически блокируется (не может быть включена). Это необходимо для предотвращения повреждения машины. Отрегулируйте муфты, как показано на рис. 25.
Рисунок 25-Сцепления каретки
▲
P.
 ) УКАЗАТЕЛЬНОЕ КОЛЬЦО ПОПЕРЕЧНОЙ НАПРАВЛЯЮЩЕЙ
) УКАЗАТЕЛЬНОЕ КОЛЬЦО ПОПЕРЕЧНОЙ НАПРАВЛЯЮЩЕЙ
Двойной циферблат с дюймовым и метрическим маховиком. Каждая градуировка индикаторного кольца «C» (Рисунок 26) имеет диаметр 0,02 мм (0,001″). Это сделано для удобства оператора. Индикаторное кольцо подпружинено, поэтому стопорный винт не требуется. Чтобы использовать его, просто поверните индикаторное кольцо вручную в нужное положение. Операции с поперечным скольжением и регулировка муфт аналогичны работе и регулировке муфт каретки. Если CTL-618EVS TOOLROOM LATHE необходимо использовать с приспособлением для токарной обработки конуса, ослабьте винт «S» (рис. 26) с помощью гаечного ключа 9.0003
Рисунок 26-Вид каретки
▲
Q.) БЫСТРОДЕЙСТВУЮЩАЯ СТОЙКА ДЛЯ ИНСТРУМЕНТА СОЕДИНИТЕЛЬНАЯ НАПРАВЛЯЮЩАЯ В СБОРЕ
Составная направляющая имеет быстродействующую стойку для инструмента, в начале нарезания резьбы поместите шариковую рукоятку «H». » (Рисунок 21) быстродействующей стойки инструмента по направлению к заготовке, в конце нарезания резьбы, резьбонарезной инструмент мгновенно освобождается от работы вручную, рукояткой «H», для возврата каретки в положение следующий рез, рычаг с шаровой рукояткой приводит в действие винт подачи салазок резцедержателя. Повторяйте вышеописанную процедуру несколько раз, пока резьбовая заготовка не будет завершена. Каждая градуировка указанного кольца «С» (рис. 21) составляет 0,001 дюйма (0,02 мм) в диаметре.
Повторяйте вышеописанную процедуру несколько раз, пока резьбовая заготовка не будет завершена. Каждая градуировка указанного кольца «С» (рис. 21) составляет 0,001 дюйма (0,02 мм) в диаметре.
※ ВНИМАНИЕ:
РЫЧАГ БЫСТРОДЕЙСТВУЮЩЕЙ ИНСТРУМЕНТАЛЬНОЙ СТОЙКИ ДОЛЖЕН БЫТЬ ПЕРЕМЕЩЕН К ОПЕРАТОРУ В КОНЦЕ НАРЕЗАНИЯ РЕЗЬБЫ.
Рис. 27-Обозначены поперечные салазки
Кольцо и быстродействующий механизм
▲
R.) БЛОК МОЩНОЙ ПОДАЧИ
Каретка Блок механической подачи установлен на каретке.
Он приводится в действие двигателем переменного тока «М» (рис. 28).
- Механическая подача может работать только при работающем станке. Запустите подачу питания, повернув кулачковый переключатель «S» (Рисунок 29).).
- Кулачковый переключатель «S» (Рисунок 29) управляет направлением подачи мощности.
- Регулятор подачи каретки «N» (рис.
 29) управляет скоростью подачи. Когда кулачковый переключатель «S» (Рисунок 29) находится в положении «ВПРАВО», каретка будет подаваться вправо, поперечные салазки будут подаваться от оператора.
29) управляет скоростью подачи. Когда кулачковый переключатель «S» (Рисунок 29) находится в положении «ВПРАВО», каретка будет подаваться вправо, поперечные салазки будут подаваться от оператора. - Когда кулачковый переключатель «S» (Рисунок 29) находится в положении «ЛЕВО», каретка будет подаваться влево, поперечные салазки будут подаваться к оператору.
- Поверните кулачковый переключатель «S» (Рисунок 29) в положение «СТОП», двигатель механической подачи выключится.
- Скорость подачи каретки должна быть предварительно выбрана для каждой конкретной работы, которая зависит от материала, диаметра, типа резки и используемого инструмента.
- Цифры на панели управления подачей каретки не представляют собой ни тысячные доли на оборот, ни дюймы в минуту. Таким образом, оператор должен протестировать образцы деталей для определения скорости вращения шпинделя и скорости подачи, которые лучше всего подходят для требуемой чистоты поверхности и производительности, а затем после тестирования записать правильные настройки.

Рисунок 28. Двигатель переменного тока
Рисунок 29. Блок подачи питания
ПРИМЕЧАНИЕ:
ПРИ ЗАПУСКЕ В ПРОИЗВОДСТВО. ОПЕРАТОР МОЖЕТ УСТАНОВИТЬ РЕГУЛЯТОР ПОДАЧИ «N» НА ЗАПИСАННУЮ ЭТАЛОННУЮ НАСТРОЙКУ, ТОГДА БУДЕТ ПОЛУЧЕН ТЕ ЖЕ ПРОВЕРЕННЫЕ РЕЗУЛЬТАТЫ.
▲
S.) СИСТЕМА ОХЛАЖДЕНИЯ
Насос охлаждающей жидкости управляется переключателем «C» (Рисунок 30). Поверните переключатель «C» (Рисунок 30) в положение «ON», насос будет работать непрерывно, поверните в положение «AUTO», насос будет работать только при работающей машине. Если переключатель насоса находится в положении «ВЫКЛ», насос охлаждающей жидкости выключен. Поддон необходимо периодически чистить, в зависимости от типа обрабатываемого материала.
Рисунок 30 – Дверца блока управления
▲
T.) ЗАДНЯЯ БАБКА
Задняя бабка установлена на предварительно нагруженных шарикоподшипниках и может выдерживать любую нагрузку на шпиндель. Для точной работы предусмотрена мелкая «подача». Шпиндель задней бабки имеет градуировку в восьмых долях дюйма и 1 мм и имеет ход 95 мм (3-3/4〃). Маховик имеет двойной циферблат, дюймовый и метрический. Градуировка 0,02 мм (0,001〃). Он создан для удобства работы оператора, достаточно повернуть кольцо набора «D» (Рисунок 32) в нужное положение. Нет необходимости затягивать кольца набора. Они подпружинены, поэтому стопорный винт не нужен. Сдвижная крышка отсека открывает доступ только к используемому циферблату.
Для точной работы предусмотрена мелкая «подача». Шпиндель задней бабки имеет градуировку в восьмых долях дюйма и 1 мм и имеет ход 95 мм (3-3/4〃). Маховик имеет двойной циферблат, дюймовый и метрический. Градуировка 0,02 мм (0,001〃). Он создан для удобства работы оператора, достаточно повернуть кольцо набора «D» (Рисунок 32) в нужное положение. Нет необходимости затягивать кольца набора. Они подпружинены, поэтому стопорный винт не нужен. Сдвижная крышка отсека открывает доступ только к используемому циферблату.
Рисунок 31. Ход шпинделя задней бабки
Рисунок 32. Кольцо со шкалой маховика
▲
U.) БЛОКИРОВКА ШПИНДЕЛЯ ЗАДНЕЙ БАБКИ
Блокировка шпинделя задней бабки надежно удерживает шпиндель в любом положении хода. Переместите рычаг «L» (Рисунок 33 в сторону положения блокировки передней бабки и назад в открытое положение.
Рисунок 33
Замок оси и корпуса задней бабки
▲
V.) ЗАМОК КОРПУСА ЗАДНЕЙ БАБКИ
Задняя бабка может быть зажата в любом положение вдоль направляющей кровати с помощью рычага «M» (Рисунок 33).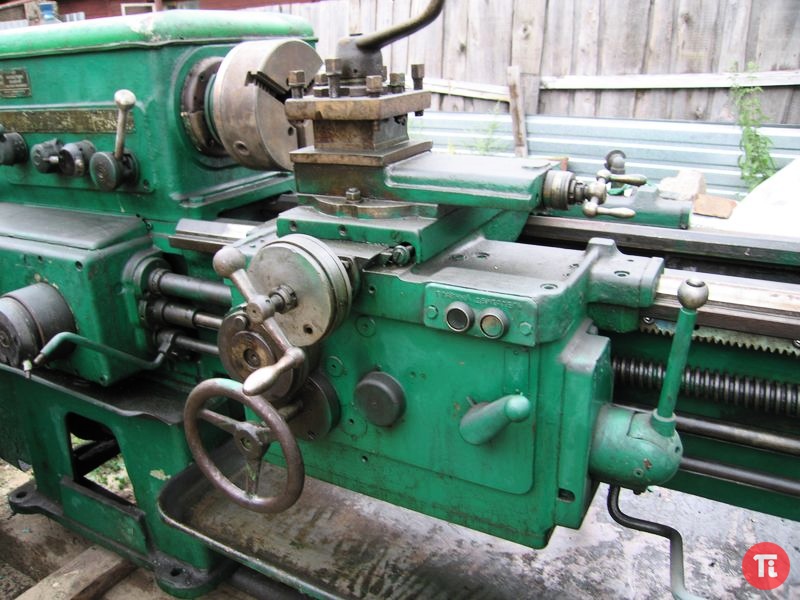 Рычаг «М» (Рисунок 33) должен быть отрегулирован в положение зажима между двумя стопорными штифтами «А» (Рисунок 33) и «В» (Рисунок 33). Когда задняя бабка полностью зажата, рычаг «М» (Рисунок 33) не должен касаться стопорного штифта «А» (Рисунок 33).
Рычаг «М» (Рисунок 33) должен быть отрегулирован в положение зажима между двумя стопорными штифтами «А» (Рисунок 33) и «В» (Рисунок 33). Когда задняя бабка полностью зажата, рычаг «М» (Рисунок 33) не должен касаться стопорного штифта «А» (Рисунок 33).
Рисунок 33
Шпиндель задней бабки и фиксатор корпуса
▲
НАРЕЗАНИЕ РЕЗЬБЫ
ВНИМАНИЕ!
CYCLEMATIC CTL-618EVS предназначен для быстрого и точного нарезания резьбы. Быстросменный редуктор позволяет мгновенно выбирать 36 различных дюймовых и метрических резьб. Нить можно обрезать до плеча, не заходя в плечо, поскольку автоматический упор ограничивает перемещение каретки в заданной точке в любом направлении. Прежде чем приступить к нарезанию резьбы, выберите правильную скорость резания для размера нарезаемой резьбы и для получения наилучшей обработки для конкретного используемого материала. Максимальная рекомендуемая скорость нарезания резьбы составляет 800 об/мин.
Рисунок 34. Передняя бабка и редуктор
Установите быстросменный редуктор на желаемый шаг. Чтобы сделать выбор в таблице резьбы редуктора, вытяните подпружиненную ручку «А» (Рисунок 34) до упора и опустите ее, пока она не переместится в сторону к нужной выемке непосредственно под требуемой резьбой. Поднимите ручку и дайте поршню упасть в отверстие. Если ручка тумблера не поднимается достаточно далеко, чтобы поместить плунжер в отверстие, ослабьте ручку «S» (Рисунок 35), откройте дверцу редуктора и поверните шестерню «T» (Рисунок 35) до тех пор, пока шестерни не зацепятся и ручка не поднимется, позволяя плунжеру сесть на место. .
Рисунок 35-Редукторы с резьбой
НЕ ПЕРЕКЛЮЧАЙТЕ ПЕРЕДАЧИ ИЛИ ОТКРЫВАЙТЕ ДВЕРЦЫ КОРОБКИ ПЕРЕДАЧ ВО ВРЕМЯ РАБОТЫ МАШИНЫ.
Установите ручку селектора «C» (Рисунок 34) на номер, соответствующий левой части таблицы резьбы редуктора. Установите ручку «С» (Рисунок 34) так, чтобы желаемая цифра находилась в нижнем положении на одной линии со стрелкой. Если скользящая группа шестерен не зацепляет другие шестерни в коробке передач должным образом, чтобы желаемое число на ручке селектора «С» (Рисунок 34) совпадало со стрелкой, ослабьте ручку «В» (Рисунок 34), откройте дверцу коробки передач и поверните шестерню. T» (Рисунок 35) до тех пор, пока шестерня не войдет в зацепление.
Если скользящая группа шестерен не зацепляет другие шестерни в коробке передач должным образом, чтобы желаемое число на ручке селектора «С» (Рисунок 34) совпадало со стрелкой, ослабьте ручку «В» (Рисунок 34), откройте дверцу коробки передач и поверните шестерню. T» (Рисунок 35) до тех пор, пока шестерня не войдет в зацепление.
Установите дюймовую/метрическую ручку «D» (Рисунок 36), чтобы система резьбы, которую нужно нарезать, находилась в верхней части ручки. Рисунок 36), ОТКРОЙТЕ ДВЕРКУ КОРОБКИ ПЕРЕДАЧ И ПОВОРАЧИВАЙТЕ ШЕСТЕРНЮ «T» (Рисунок 37) до тех пор, пока шестерни не зацепятся, а ручка не войдет в зацепление.
Включите коробку передач, повернув ручку «Е» (Рисунок 36) против часовой стрелки в направлении стрелки, обозначенной «РЕЗЬБА». При повороте ручки «Е» (Рисунок 36) <ЗУБЬЯ СКОЛЬЗЯЩЕЙ ШЕСТЕРНИ В КОРОБКЕ ПЕРЕДАЧ. с зубьями шестерни шпинделя передней бабки. В этом случае поверните шпиндель передней бабки с помощью маховика «F» (Рисунок 36), одновременно поворачивая ручку «Е» (Рисунок 36) влево, пока не услышите отчетливый щелчок.
Установите составной ползун на 61° и поместите режущий инструмент в стойку составного ползуна. Расположите каретку с маховиком так, чтобы инструмент для нарезания резьбы находился в центре детали, в которую нужно нарезать резьбу.
Рычаг управления кареткой «G» (Рисунок 36) при перемещении влево приведет к перемещению каретки влево. Когда уровень управления кареткой перемещается вправо, каретка будет двигаться вправо. Движение каретки можно остановить в любой момент, установив рычаг управления «G» (Рисунок 36) в среднее положение.
ПРИМЕЧАНИЕ. Блок силовой подачи каретки не используется во время операции нарезания резьбы.
Задняя бабка установлена на предварительно нагруженных шарикоподшипниках и может выдерживать любую нагрузку на шпиндель. Для точной работы предусмотрена мелкая «подача». Шпиндель задней бабки имеет градуировку в восьмых долях дюйма и 1 мм и имеет ход 95 мм (3-3/4 дюйма). Маховик имеет двойной циферблат, дюймовый и метрический. Деление составляет 0,02 мм (0,001 дюйма). Он создан для удобства работы оператора, достаточно повернуть кольцо набора «D» (Рисунок 35) в нужное положение. Нет необходимости затягивать кольца набора. Они подпружинены, поэтому стопорный винт не нужен. Сдвижная крышка отсека открывает доступ только к используемому циферблату.
Деление составляет 0,02 мм (0,001 дюйма). Он создан для удобства работы оператора, достаточно повернуть кольцо набора «D» (Рисунок 35) в нужное положение. Нет необходимости затягивать кольца набора. Они подпружинены, поэтому стопорный винт не нужен. Сдвижная крышка отсека открывает доступ только к используемому циферблату.
Рисунок 36 – Передняя бабка и редуктор
Рисунок 37 – Резьбовой редуктор
Установите рычаг «G» (Рисунок 38) в центральное положение и зацепите гайку ходового винта «J» (Рисунок 40), переместив рычаг «H» с шариковой рукояткой. (Рисунок 40) по часовой стрелке. Установите два упора каретки «M» (Рисунок 39) примерно на 1/2〃 от обоих концов каретки. Ослабьте винт «К» (Рисунок 39), чтобы сделать упоры площадкой. Ослабьте стопорный винт «N» (Рисунок 39) и поверните стопорный винт «L» (Рисунок 39), чтобы выполнить точную регулировку. Удерживая резьбонарезной инструмент в стороне от работы по направлению к оператору, выполните пробный запуск каретки. Установите точное соотношение между инструментом и буртиком или концом резьбы с помощью направляющей стойки инструмента. Бегите тележку вправо, проверяя упор. Отрегулируйте так, чтобы инструмент прошел конец работы на 1/4″.
Бегите тележку вправо, проверяя упор. Отрегулируйте так, чтобы инструмент прошел конец работы на 1/4″.
Рисунок 38 – Передняя бабка и редуктор
Рисунок 39 – Регулятор длины резьбы
Рисунок 40 – Регулятор длины резьбы
ВНИМАНИЕ! Надежно заблокируйте упоры каретки перед началом обрезки нити. Не отпускайте гайку с квадратным подголовком «J» до тех пор, пока операция нарезания резьбы не будет завершена.
С кареткой в состоянии покоя и быстродействующей рукояткой «P» (Рисунок 42), переместитесь вперед в положение резания, подайте необходимое количество резьбы для каждого прохода с помощью маховика с поперечным скольжением «R» (Рисунок 42).
Рычаг Moe «G» (Рисунок 41) влево, и каретка будет двигаться до тех пор, пока не коснется упора на конце передней бабки станка. Шпиндель передней бабки будет продолжать работать. Остановки каретки приводят к остановке только редуктора, ходового винта и каретки.
После каждого прохода выводить резьбонарезной инструмент из работы с помощью быстродействующей рукоятки «Р» (Рисунок 42) и возвращать каретку в исходное положение, перемещая рычаг управления кареткой «G» (Рисунок 41) вправо.
ЛЕВОСТОРОННЯЯ РЕЗЬБА может быть нарезана так же, как и правая, со шпинделем, работающим «ВПЕРЕД», за исключением того, что нарезка выполняется от передней бабки к задней бабке. Ограничители управления кареткой используются как для левой, так и для правой резьбы.
Задняя бабка установлена на предварительно нагруженных шарикоподшипниках и может выдерживать любую нагрузку на шпиндель. Для точной работы предусмотрена мелкая «подача». Шпиндель задней бабки имеет градуировку в восьмых долях дюйма и 1 мм и имеет ход 95 мм (3-3/4 дюйма). Маховик имеет двойной циферблат, дюймовый и метрический. Деление составляет 0,02 мм (0,001 дюйма). Он создан для удобства работы оператора, достаточно повернуть кольцо набора «D» (Рисунок 35) в нужное положение. Нет необходимости затягивать кольца набора. Они подпружинены, поэтому стопорный винт не нужен. Сдвижная крышка отсека открывает доступ только к используемому циферблату.
Нет необходимости затягивать кольца набора. Они подпружинены, поэтому стопорный винт не нужен. Сдвижная крышка отсека открывает доступ только к используемому циферблату.
Рисунок 41 – Передняя бабка и редуктор
Рисунок 42 – Каретка и составной суппорт
▲
ВНЕШНИЕ ПЕРЕМЕННЫЕ ШЕСТЕРНИ
Внешние сменные шестерни используются для нарезания резьбы, которой нет в быстросменном редукторе. Комплект из пяти шестерен и кронштейн входят в стандартную комплектацию каждой машины. Эти шестерни, настроенные в соответствии с таблицей зубчатых передач, рис. 45, будут нарезать 10 витков на дюйм или шаг 0,25 мм в соответствии с настройкой. Три шестерни поставляются на кронштейне, а две другие установлены на валах, как показано буквами «U» (Рис. 44) и «W» (Рис. 44).
ПЕРЕД НАСТРОЙКОЙ ПЕРЕКЛЮЧЕНИЯ ПЕРЕДАЧ, ПОСТАВЬТЕ РУЧКУ «А» (РИСУНОК 43) В ПОЛОЖЕНИЕ «НАРУЖНО».
К кронштейну рукоятки тумблера внутри коробки передач прикреплена круглая предохранительная планка «X» (Рисунок 44), которая проходит через прорезь в плите коробки передач. Эта планка предназначена для предотвращения переключения передач вне коробки передач до тех пор, пока ручка тумблера не будет переведена в положение «ВЫХОД».
Эта планка предназначена для предотвращения переключения передач вне коробки передач до тех пор, пока ручка тумблера не будет переведена в положение «ВЫХОД».
Дополнительные шестерни доступны для нарезания другой резьбы, которая недоступна через редуктор.
Смазывайте втулки и валы на кронштейне переключения передач шпиндельным маслом каждый раз при настройке. Если речь идет о длинной резьбе, смазывайте ее ежедневно.
Рисунок 43 – Передняя бабка и редуктор
Рисунок 44 – Редуктор с резьбой
Рисунок 45 – Кронштейн смены зубчатого колеса
▲
ВНЕШНИЕ ПЕРЕДАЧИ ШЕСТЕРН
- Поверните выключатель в положение «OFF».
- На дюймовой стороне кронштейна переключения передач «D» (Рисунок 50) установите «Первую шестерню на шпильку» «C» (Рисунок 50) с прокладкой между шестернями. Не затягивайте полностью болт «А» (Рисунок 50).
- Установите «Промежуточную шестерню» «Y» (Рисунок 50), но не зацепляйте с «Первой шестерней на шпильке» «С» (Рисунок 50), или полностью затяните болт «Z» (Рисунок 50).

- Ослабьте ручку «S» (Рисунок 48), откройте дверцу редуктора и снимите 50-зубую шестерню «S» (Рисунок 48) и 127-зубую шестерню «T» (Рисунок 48). Не кладите шпонку под шестерню с 50 зубьями.
- Если в таблице резьб указано, что количество зубьев на «первой шестерне» отличается от 22, снимите шестерню «U» (Рисунок 49).) и замените на указанную шестерню.
- Снимите тумблер шестерни «W» (Рисунок 49).
- Установите узел кронштейна переключения передач, рис. 48, на поворотной стойке «V» (рис. 49). Не затягивайте полностью болт кронштейна «H» (Рисунок 51).
- Убедитесь, что шпонка на месте, и установите «Винтовую шестерню» «J» (Рисунок 51). Замените болты «К» (Рисунок 51) и «М» (Рисунок 51).
- Отрегулируйте «Вторую шестерню на шпильке» «G» «G» (Рисунок 51) с зазором 0,08–0,010〃 между ней и «Винтовой шестерней» «J» (Рисунок 51).
 Используйте пластиковую прокладку, чтобы определить люфт. Затяните болт «F» (Рисунок 51).
Используйте пластиковую прокладку, чтобы определить люфт. Затяните болт «F» (Рисунок 51). - Отрегулируйте «Промежуточную шестерню» «E» «E» (Рисунок 51) с зазором 0,003–0,004〃 между ней и «Первой шестерней на шпильке» (за «Второй шестерней на шпильке» на рисунке). Затяните болт «N» (Рисунок 51).
- Поворотный кронштейн для обеспечения люфта 0,003〃-0,004〃 между «Первой шестерней» «L» (Рис. 51) и «Промежуточной шестерней» «E» (Рис. 51). затяните болт кронштейна «H» (Рисунок 51).
- Убедитесь, что все шестерни правильно зацеплены и все болты затянуты.
- Закройте дверцу коробки передач, затяните ручку «В» (Рисунок 46) и поверните ручку селектора «С» (Рисунок 46) в положение, указанное на схеме.
- Поверните ручку «D» для дюймов/метрических единиц (Рис. 46) в положение «Дюймы».

- Поверните ручку подачи/резьбы «E» (рис. 46) в положение «Резьба»
- Выполните те же процедуры для установки упоров каретки, гайки ходового винта и составного ползуна, что и при нарезании резьбы на редукторе. Использование уровня управления кареткой «Г» (рис. 46) и быстродействующей рукоятки «П» (рис. 47) также будет таким же, как и при нарезке резьбы из редуктора.
ПРИМЕЧАНИЕ:
(a) 50-зубчатая шестерня «S» (Рисунок 48) и 127-зубая шестерня «T» (Рисунок 48) должны быть переустановлены (без кронштейна), чтобы получить метрический шаг резьбы через редуктор.
(b) При разборке установки установите на место 22-зубчатые шестерни «U» (Рисунок 49) и «W» (Рисунок 49), рисунок 5.
Рис. 0002 ▲
0002 ▲
МЕТРИЧЕСКАЯ РЕЗЬБА С ИСПОЛЬЗОВАНИЕМ ВНЕШНИХ ПЕРЕДАЧ
- Поверните разъединитель в положение «ВЫКЛ».
- На метрической стороне кронштейна сменной шестерни «P» (Рисунок 56) установите «Промежуточную шестерню» «R» (Рисунок 56). Не затягивайте болт «S» полностью.
- Ослабьте ручку «В» (Рисунок 52), откройте дверцу редуктора и снимите 127-зубую шестерню «Т» (Рисунок 54).
- Установите узел кронштейна переключения передач, рис. 56, на поворотную стойку «V» (рис. 57). Не затягивайте полностью болт кронштейна «U» (рис. 55).
- Снимите первую передачу «U» (рис. 55) и замените болт. Не теряйте ключ.
- Крепление «Первая шестерня на винте» «Т» (рис. 57).
- Если в таблице резьб указано, что количество зубьев в «Шестерне тумблера» отличается от 22, снимите шестерню «Y» (Рисунок 57) и замените на указанную шестерню.
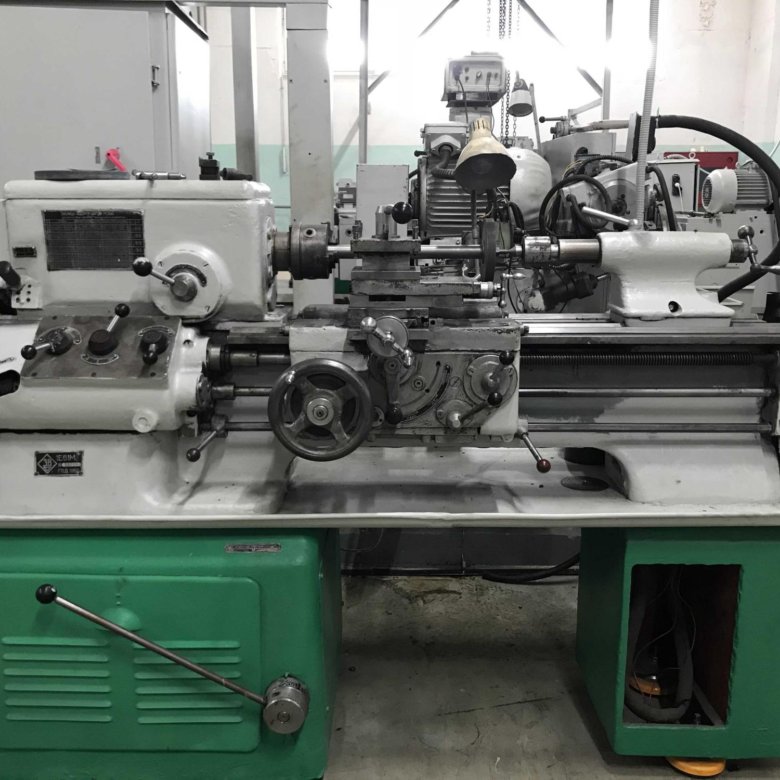
- Отрегулируйте «Промежуточную шестерню» «X» (Рисунок 57) с зазором 0,003–0,004〃 между ней и «Первой шестерней на винте» «T» (Рисунок 57). Используйте пластиковую прокладку, чтобы определить люфт. Затяните болт «W» (Рисунок 57).
- Поворотный кронштейн для обеспечения люфта 0,003〃-0,004〃 между «Промежуточной шестерней» «X» (Рисунок 57) и «Тамблером» «Y» (Рисунок 57). Затяните болт кронштейна «J» (Рисунок 57).
- Убедитесь, что шпонка на месте, и установите на место 127-зубую шестерню «А» (Рисунок 58). Затяните болт «Z» (Рисунок 58).
- Убедитесь, что все шестерни правильно зацеплены и все болты затянуты.
- Закройте дверцу коробки передач, затяните ручку «В» (Рисунок 52) и поверните ручку селектора «С» (Рисунок 52) в положение, указанное на схеме.
- Поверните ручку «D» для дюймов/метрических единиц (Рис.
 52) в положение «Метрические».
52) в положение «Метрические». - Поверните ручку подачи/резьбы «E» (рис. 52) в положение «Резьба».
- Выполните те же процедуры для установки упора каретки, гайки ходового винта и составного ползуна, что и при нарезании резьбы на редукторе. Использование рычага управления кареткой «Г» (рис. 52) и быстродействующей рукоятки «П» (рис. 53) также будет таким же, как и при нарезке резьбы из редуктора.
- Соблюдайте те же меры предосторожности при эксплуатации, что и при нарезании резьбы на редукторе
.
ПРИМЕЧАНИЕ:
(a) 50-зубчатая шестерня «S», рис. 4, и 127-зубая шестерня «T» должны быть повторно установлены без кронштейна, чтобы получить метрический шаг резьбы через редуктор.
(b) При разборке установки переустановите 22-зубую «Шестерню кулисы» «W», рис. 5, и 22-зубую «Первую шестерню» «U».
5, и 22-зубую «Первую шестерню» «U».
Рис. 52. Передняя бабка и редуктор
Рис. 53. Каретка и составной суппорт
Рис. 54. Редуктор с резьбой
Рис. 55. Редуктор с резьбой
Рис. Рисунок 58-Монтаж 127-зубчатой шестерни
▲
| ПУНКТ | Деталь № |
|---|---|
| 1-2 | Т-СТ-02 |
| 1-2 | Т-СТ-03 |
| 1-2 | Т-СТ-04 |
| 1-2 | Т-СТ-05 |
| 1-2 | Т-СТ-06 |
| 1-2 | Т-202-2Б |
| 1-2 | Т-202-3Б |
| 1-2 | Т-202-4Б |
| 1-2 | Т-202-5Б |
| 1-2 | Т-202-6Б |
| 1-3 | Т-ДКП-02 |
| 1-3 | Т-ДКП-03 |
| 1-3 | Т-ДКП-04 |
| 1-3 | Т-ДКП-05 |
| 1-3 | Т-ДКП-06 |
| 1-3 | Т-203-2Б |
| 1-3 | Т-203-3Б |
| 1-3 | Т-203-4Б |
| 1-3 | Т-203-5Б |
| 1-3 | Т-203-6Б |
| 2-1 | Т-СС-1 |
| 2-1 | Т-ЭС-1 |
| 2-1 | Т-ЛС-1 |
| 2-2 | Т-UCS-25 |
| ПУНКТ | Деталь № |
|---|---|
| 3-1 | Т-СТ-01 |
| 3-2 | Т-304А |
| 3-2 | Т-304Б |
| 3-3 | Т-ФП-3Б |
| 3-3 | Т-ФП-5Б |
| 3-3 | Т-ФП-8Б |
| 3-4 | Т-ФП-07Б |
| 4-1 | Т-317 |
| 4-1-1 | ЧАК |
| 4-1-1 | ЧАК |
| 4-1-1 | ЧАК |
| 4-1-1 | ЧАК |
| 4-2 | Т-АП-07 |
| 4-3 | ЛТ-01-109 |
| 4-4 | ЛТ-01-108С |
| 5-1 | ЛТ-01-110Т |
| 5-2 | Т-315 |
| 5-2-1 | КМ-6 |
| 5-3 | С-5С |
| 5-7 | Т-3СЖ |
| 7-5 | ВМТ-6,5 |
| 7-5 | ТДЦ-10ЭЛ |
| 7-5 | ТДЦ-13ЭЛ |
| 7-5 | ТДК-16Н |
| ПУНКТ | Деталь № |
|---|---|
| 12-3 | Т-Х-48 |
| 14-1 | 540-110 |
| 14-2 | 540-111 |
| 14-3 | 540-130 |
| 14-4 | C20-ER20 |
| 15-2 | ТР-303 |
| 15-3 | Т-CLD-618 |
| 16-2 | Т-CSD-618 |
| 16-3 | Т-СР-300 |
| 16-4 | Т-ФР-300 |
| 17-1 | Т-ЛТ-01 |
| 17-2 | Т-РТ-108 |
| 17-3 | Т-РТС-10 |
| 18-2 | Т-БЛД-68 |
| 18-3 | Т-АИТ-06 |
| 21-1 | ЛБ-68-1 |
| 22-1 | Т-КС-10 |
| 22-2 | Т-МС-2 |
| 22-3 | Т-ЛК-2 |
| 22-4 | Т-DC13-MT2 |
| 22-4 | Т-DC16-MT2 |
| 22-4 | Т-DC19-MT2 |
| 22-5 | HQ32122-5 |
| 1–27 мм |
CTL-618e Цифровой токарный станок с ЧПУ | Поставщик токарных станков с ЧПУ Cyclematic
Высокоскоростной/высокоточный токарный станок с цифровым управлением заменяет традиционный редуктор для нарезания резьбы
Этот токарный станок не использует редуктор для нарезания резьбы, вместо этого управляемый компьютером серводвигатель напрямую связан с ходовым винтом. Просто используйте палец, чтобы выбрать желаемый шаг резьбы на сенсорном дисплее, резьба выходит абсолютно точной, и вы полностью устраняете проблемы со специальной резьбой. Дисплей также показывает скорость шпинделя, скорость подачи при резке и функции DRO.
Просто используйте палец, чтобы выбрать желаемый шаг резьбы на сенсорном дисплее, резьба выходит абсолютно точной, и вы полностью устраняете проблемы со специальной резьбой. Дисплей также показывает скорость шпинделя, скорость подачи при резке и функции DRO.
Первый выбор производителей инструментов!
- Подходит для токарной обработки шагового и модульного точения без шестерен в редукторе. Легкая замена дюймовой и метрической системы, точность до трех разрядов после десятичной точки.
- Цифровые данные показывают число оборотов в минуту. подачи шпинделя и инструмента, чтобы оператор мог организовать наилучшую комбинацию процессов токарной обработки.
- Цифровые данные, показывающие электрический ток, для легкой проверки перегрузки при вращении.
- Функция быстрого отвода доступна для сокращения времени обработки модуля шага.
Панель управления
- Ходовой винт приводится в движение непосредственно серводвигателем.
 Через интерфейс используется шпиндельный декодер для преобразования движения ходового винта в прямолинейное. Сенсорная ЖК-панель, показывающая данные, применяется для управления.
Через интерфейс используется шпиндельный декодер для преобразования движения ходового винта в прямолинейное. Сенсорная ЖК-панель, показывающая данные, применяется для управления. - Быстрое возвращение в исходное положение выполняется по принципу временного выхода из режима слежения.
- Скорость подачи в минуту при автоматической подаче рассчитывается с использованием данных внутренних сообщений протокола связи MODBUS преобразователя, так что пользователь может легко и значительно повысить точность резки.
【 Метрическая / дюймовая шкала 】 【 Цифровое управление 】 【 Координаты больших символов 】
Щелкните для получения более подробной информации
Если вы не видите детали,
Пожалуйста, загрузите Acrobat Reader для файла PDF.
Что такое цифровое управление потоками?
Инструментальный токарный станок CTL-618e с цифровым управлением нарезанием резьбы заменяет традиционный редуктор резьбонарезного станка ходовым винтом с микропроцессорным управлением и сервоприводом. В прошлом, когда слесарь сталкивался с заготовкой, требующей шага резьбы, не поддерживаемого на обычном токарном станке, ему приходилось находить и заказывать нестандартный набор шестерен и тратить время на замену шестерен в редукторе. Это экономически не оправдано, если объем не достаточно велик. Конструкция токарного станка CTL-618e исключает этот трудоемкий обходной путь. Благодаря новой цифровой системе заправки можно легко и немедленно реализовать пожелания пользователя относительно заправки нитей.
Просто введите желаемый шаг резьбы с цифровой клавиатуры на сенсорной панели управления с ЖК-дисплеем, а затем запустите цикл нарезания резьбы, как на других обычных токарных станках. Система CTL-618e будет контролировать и синхронизировать вращение основного шпинделя и скорость подачи по оси Z, чтобы обеспечить точный цикл нарезания резьбы для заданного TPI или шага резьбы в миллиметрах.
Помимо возможности уменьшения шага резьбы, ранее недоступного на токарных станках с ручным управлением, шум и вибрация при нарезании резьбы также значительно снижаются, поскольку в редукторе фактически больше нет шестерен.
Поскольку CTL-618e уже имеет специализированную микросхему и ЖК-панель для управления заправкой резьбы, следующим логическим шагом является интеграция в нее функций DRO для универсального станка «все в одном». И CTL-618e действительно сделал это. Возможности DRO встроены и входят в стандартную комплектацию без дополнительной оплаты. CTL-618e оснащен линейными шкалами по осям X и Z от Mitutoyo.
Для людей, знакомых со сверхвысокой точностью и оперативностью токарных станков CYCLEMATIC для инструментальных цехов, CTL-618e добавляет еще одно измерение возможностей. Он построен на том же фундаменте, что и токарный станок 618EVS. Все они идеально подходят для высокоточных токарных работ с мелкими деталями (обычно те, которые подходят для цанг 5C). Гарантированная круговая точность составляет 50 миллионных долей дюйма.
Гарантированная круговая точность составляет 50 миллионных долей дюйма.
ИНСТРУМЕНТ ДЛЯ ШПИНДЕЛЯ, ДЕРЖАТЕЛЬ ИНСТРУМЕНТА И ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ ВЫСОКОСКОРОСТНОГО ЦИКЛЕМАТИЧЕСКОГО ОБОРУДОВАНИЯ. Высокая точность инструментов Toolroom Rootes
Задняя тарелка
6 «3-ченовая пакет
Токарный станок
Грамовая пластина
Шаг патрон
Четыре станции башня
Шаг патрон
Следуйте Lest
RET
Vertic -off Slide
Быстросменный инструмент
Радиусная токарная насадка
Коническая токарная насадка
Задняя направляющая держателя инструмента в сборе
| МОДЕЛЬ | CTL-618e | |
|---|---|---|
| Емкость шпинделя | С патроном | 150 мм (6 дюймов) |
| С разжимными цангами | 76 мм (3″) | |
| С круглыми цангами 5C | 27 мм (1-1/16″) | |
| С цангами Hexagon 5C | 22 мм (7/8″) | |
| С квадратными цангами 5C | 19 мм (3/4″) | |
| С ступенчатыми патронами | 27 ~ 152 мм (1-1/16-6″) | |
| Диаметр вершины шпинделя | Ø55,5 мм (Ø2,189″) | |
| Нос шпинделя, внутренний/наружный диаметр | 5C (10°) / конусность 4° | |
| Скорость вращения шпинделя (переменная) | 50-4000 об/мин (5C) / 50-3000 об/мин (с 6-дюймовым 3-кулачковый патрон) | |
| Инверторный двигатель шпинделя | 3 л. с. с. | |
| Сквозное отверстие | 31,75 мм (1-1/4 дюйма) | |
| Диаметр прутка (цанга 5C) | Ø27 мм (O1-1/16″) | |
| Расстояние между центрами | 457 мм (18 дюймов) | |
| Качели над кроватью | 280 мм (11 дюймов) | |
| Поворотная тележка | 230 мм (9″) | |
| Поворотный суппорт | 152 мм (6″) | |
| Диапазон подачи мощности каретки (переменная) | 8~178 мм (5/16″ ~ 7″) | |
| Диапазон силовой подачи с поперечными салазками (переменная) | 5~102 мм (3/16″ ~ 4″) | |
| Поперечный ход | 152 мм (6″) | |
| Составной быстродействующий слайд Путешествие | 2,5 мм (0,1 дюйма) | |
| Соединение скольжения | 76 мм (3″) | |
| Диаметр шпинделя задней бабки | Ø34,5 мм (1,358 дюйма) | |
| Конус шпинделя задней бабки | МТ. #2 #2 | |
| Ход шпинделя задней бабки | 95 мм (3-3/4″) | |
| Насос охлаждающей жидкости | 1/6 л.с. 220В. 3PH | |
| Двигатель инвертора подачи | 1/2 л.с. | |
| Диапазон резьб | 0,55~6,55 мм (3,175~500 витков на дюйм) | |
| Главный двигатель | 3 л.с., 220 В, 3 фазы | |
| Двигатель подачи | 110 В, 70 Вт | |
| Вес нетто/брутто | 1760/1980 фунтов. (800/900 кг) (800/900 кг) | |
| Размер упаковки машины | 2000 x 850 x 1900 мм (79″ x 33″ x 75″) | |
| Все размеры, характеристики и внешний вид машины могут быть изменены без предварительного уведомления. | ||
СОДЕРЖАНИЕ:
- НАЗНАЧЕНИЕ НАСТОЯЩЕГО РУКОВОДСТВА
- ПРОЦЕСС РЕГУЛИРОВКИ УРОВНЯ
- ПОДЪЕМНАЯ МАШИНА
- A.) ОСМОТР И ОЧИСТКА МАШИНЫ
- B.) ФУНДАМЕНТ, УСТАНОВКА И ВЫРАВНИВАНИЕ
- C.
 ) ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ
) ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ - Г.) СМАЗКА
- E.) РЫЧАГИ УПРАВЛЕНИЯ ШПИНДЕЛЕМ
- F.) РЕДУКТОР С СЕНСОРНЫМ ЭКРАНОМ И КАК НАРЕЗАТЬ РЕЗЬБУ
- G.) ЗАПОМНИТЕ ПОЛОЖЕНИЕ X И Z
- H.) АВТОМАТИЧЕСКИЙ КОНТРОЛЬ ДЛИНЫ РЕЗЬБЫ
- I.) ТОРМОЗ ШПИНДЕЛЯ
- J.) РЕГУЛИРОВКА РЕМНЯ
- K.) ЗАГЛУШКА-СНЯТИЕ
- L.) Цанга доводчика-ЗАМЕНА
- M.) РЕГУЛИРОВКА ЗАЖИМА
- Н.) КОЛЬЦО С УКАЗАНИЕМ КАРЕТКИ
- O.
 ) ЗАМОК КАРЕТКИ
) ЗАМОК КАРЕТКИ - P.) СЦЕПЛЕНИЯ КАРЕТКИ
- Q.) УКАЗАТЕЛЬНОЕ КОЛЬЦО ПОПЕРЕЧНОЙ НАПРАВЛЯЮЩЕЙ
- R.) БЫСТРОДЕЙСТВУЮЩАЯ ИНСТРУМЕНТАЛЬНАЯ СТОЙКА СОЕДИНИТЕЛЬНАЯ СТРЕЛКА В СБОРЕ
- S.) БЛОК СИЛОВОЙ ПОДАЧИ
- Т.) СИСТЕМЫ ХЛАДАГЕНТА
- У.) ЗАДНЯЯ БАБКА
- V.) ЗАМОК ШПИНДЕЛЯ ЗАДНЕЙ БАБКИ
- W.) ЗАМОК КОРПУСА ЗАДНЕЙ БАБКИ
- ОПЕРАЦИЯ
НАЗНАЧЕНИЕ НАСТОЯЩЕГО РУКОВОДСТВА
Машина серии CTL-618e создана для простой и безопасной работы.
и отличное производство незавершенного производства. Машина построена
из высококачественного материала и строго в соответствии со строгими стандартами,
гарантируют срок службы, экономичное использование, точность и минимальное обслуживание
машина.
Это руководство представляет собой введение в модель CYCLEMATIC CTL-618e HIGH.
ТОЧНОСТЬ ИНСТРУМЕНТАЛЬНАЯ КОМНАТА ТОКАРНЫЙ СТАНОК. Используется для установки, эксплуатации и
сервисное обслуживание ЦИКЛЕМАТИЧЕСКИХ МАШИН CTL-618e.
Кроме того, для быстрого ознакомления, потому что необходимо сделать незначительные
регулировку или профилактическое обслуживание. (Для персонала и операторов
(Для персонала и операторов
которые имеют дело со станком CTL-618e.)
для модели CTL-618E, оснащенной электронной системой VARI-скорости
. Поместите два уровня на Slide Way
CTL-618E
▲
Процесс регулировки для Lifting Machine
- COP-PAD PAD PAD COPTING PAD COT PAD COT PAD COT PAD COPTITING
333333333333333333777777777777777 годы COP-PAD PAD. ) по каждому из шести пунктов.
- Ослабленный установочный винт A (рис. B)
- Вставьте штифтовой ключ в отверстие B. поднимите или опустите, поворачивая (по часовой стрелке или
CCW) - Затяните установочный винт A (рис.
 B) до упора.
B) до упора. - Убедитесь, что каждая точка касается земли, чтобы поддерживать машину.
Рис. 1. Подъемная машина
Подъемную машину, расположите веревку или трос, как показано на рис. 1, и проверьте, чтобы
посмотрите, был ли достигнут правильный баланс. Затем вставьте подушечки из мягкого
ткань между краями веревки и машины. Вес нетто этого
вес машины составляет около 1100 кг (2420 фунтов). Таким образом, канат или кабель должны быть оценены
при грузоподъемности 3000 фунтов.
▲
A.) ОСМОТР И ОЧИСТКА МАШИНЫ
Проверка должна быть проведена после прибытия машины на ваш завод.
Ищите возможные повреждения, вызванные ударами или вибрацией во время
транспортировки, а также проверьте наличие недостающих деталей, стандартных инструментов или
другое оборудование.
При отгрузке все открытые поверхности машины покрываются
антикоррозийная жидкость. Перед перемещением каретки и поперечных салазок ходовой винт,
задняя бабка… и т. д., эти поверхности следует тщательно очистить, чтобы удалить
все антикоррозийные жидкости используйте мягкую щетку и растворитель. Это очень важно
потому что это может предотвратить любую грязь или песок, которые могли скопиться на
антикоррозионная жидкость от работы под скользящими элементами и причинения
чрезмерный износ.
※ ВНИМАНИЕ:
НЕ ИСПОЛЬЗУЙТЕ СЖАТЫЙ ВОЗДУХ ДЛЯ ЧИСТКИ, ЧТО СОКРАЩАЕТ СРОК СЛУЖБЫ МАШИНЫ.
▲
B.) ФУНДАМЕНТ, УСТАНОВКА И ВЫРАВНИВАНИЕ
Достаточно ровный фундамент и правильная установка обеспечат
машина долгосрочная высокая точность, поэтому поставляя хороший прочный фундамент
важна правильная толщина. (Как правило, толщина 300 мм
(12 дюймов) считается достаточным.) Машина имеет шесть регулируемых ножек.
на углах основания пьедестала, используемого для выравнивания машины.
Поместите подкладки под ножки пьедестала. Для регулировки ослабьте комплект
винт и с помощью штифтового ключа поднимите или опустите опору так, чтобы все шесть
ноги плотно стоят на полу. После завершения регулировки затяните
После завершения регулировки затяните
установить винты.
▲
C.) ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ
CTL-618e TOOLROOM LATHE поставляется полностью подключенным и собранным,
Поверните кулачковый переключатель «А» (рис. 2) в положение «ВЫКЛ», затем проверьте двигатель.
Напряжение. Ослабьте винты «В» (рис. 2) и откройте крышку корпуса выключателя.
подключите провода от источника питания к клеммам (R.S.T) и
заземляющее соединение выполнено в точке «G» (рис. 3), которая является электрическим
случай переключателя.
Вытащите стопорный штифт шпинделя «E» (Рисунок 4), вставьте «G» (Рисунок 4) в
переднее положение. Шпиндель должен вращаться против часовой стрелки, когда
Шпиндель должен вращаться против часовой стрелки, когда
если смотреть со стороны задней бабки станка. Если шпиндель не
поверните в правильном направлении, поверните кулачковый переключатель «А» (рис. 2) в положение «ВЫКЛ.».
должность. Отключите источник электропитания и поменяйте местами любые два
ведет до тех пор, пока направление поворота не станет правильным. Когда шпиндель
правильное вращение, закрепите крышку корпуса переключателя, поверните кулачковый переключатель «А».
(Рисунок 2) в положение «ON».
Рисунок 2 – Дверца блока управления
Рисунок 3 – Блок управления
Рисунок 4 – Управление скоростью и направлением
▲
D.) СМАЗКА
Надлежащая смазка, подаваемая тщательно, продлит срок службы и
работоспособность машины в течение длительного времени. Поэтому смазывайте
Поэтому смазывайте
машину с высококачественной смазкой и периодически проверяйте
убедитесь, что смазка в указателе уровня масла заполнена до
надлежащий уровень.
1. СМАЗКА КАРЕТКИ
Залейте масло Mobil Vactra Oil No.2 или эквивалентное в масляный резервуар. Поднимать
поршень на резервуаре «R» (рис. 5) кратковременно удерживайте и отпустите, чтобы сохранить
спальные пути смазаны.
Рисунок 5. Блок переключения скоростей
2. СМАЗКА КОРОБКИ ПЕРЕДАЧ И СЦЕПЛЕНИЯ
Поддерживайте уровень масла в смотровых окнах «W» (рис. 7). Чтобы заполнить редуктор,
7). Чтобы заполнить редуктор,
снимите заглушку «C» (рис. 7) используйте жидкость для автоматических коробок передач Mobil 200
(Esso ATF или аналог. Замена масла каждые 500 часов).
Чтобы слить масло, снимите сливную пробку «M», расположенную под масляным редуктором.
(Рисунок 7).
※ ВНИМАНИЕ:
ИСПОЛЬЗОВАНИЕ ЛЮБОГО ДРУГОГО ТИПА МАСЛА В КОРОБКЕ ПЕРЕДАЧ МОЖЕТ
ПРИВОДИТ К ПОВРЕЖДЕНИЮ ПОВЕРХНОСТЕЙ СЦЕПЛЕНИЯ.
Рисунок 7. Смазка редуктора
3. СМАЗКА ПЕРЕДНЕЙ БАЛКИ
Шпиндель передней бабки установлен на прецизионных шарикоподшипниках с предварительным натягом.
Шариковые подшипники заполнены консистентной смазкой на весь срок службы и не требуют дополнительного
смазка.
▲
E.) РЫЧАГИ УПРАВЛЕНИЯ ШПИНДЕЛЕМ
Для изменения скорости шпинделя. Нажмите кнопку пуска «D» (рис. 8). Поверните камеру
переключатель «С» (рисунок 10) в положение вперед или назад и переместите
рычаг «G» (рис. 9) в исходное положение. Поверните кулачковый переключатель «D»
(Рисунок 10) вправо, чтобы увеличить скорость, или повернуть влево, чтобы уменьшить скорость.
Рисунок 8 – Дверца блока управления
Рисунок 9 – Управление скоростью и направлением
Рисунок 10 – Блок управления скоростью
▲
F.) СЕНСОРНЫЙ ЭКРАН РЕДУКТОРА И КАК НАРЕЗАТЬ РЕЗЬБУ
Во время создания потоков вы должны выполнить шаги по настройке, сначала
выберите мм/дюйм, установите размер шага с помощью сенсорного экрана и выберите
Правая или левая резьба «F» на сенсорном экране, после этого
выберите шаг «G» (рис. 12) и затяните гайку ходового винта «J».
12) и затяните гайку ходового винта «J».
(Рисунок 13), переместив рычаг «I» с шаровой рукояткой (Рисунок 13) по часовой стрелке.
Запустите шпиндель, переместив рычаг «G» (рис. 12). Переместите рычаг
«D» (рис. 12) для перемещения влево или вправо. Резьба
Скорость контролируется двигателем сервера, поэтому, если вы позволяете скорости шпинделя
быстрее, скорость резьбы также будет быстрее, быстрая скорость
управление с помощью кулачка быстрого втягивания «Е» (Рисунок 10).
※ ОСТОРОЖНОСТЬ:
ЭТОТ СЕНСОРНЫЙ ЭКРАН МОЖЕТ ВЫПОЛНЯТЬ ШАГ НАРЕЗКИ
0,01~6,35 мм/4~99 точек на дюйм. (Следующая скорость зависит от материала)
СЛЕДИТЕ ЗА ОГРАНИЧЕНИЕМ СКОРОСТИ ШПИНДЕЛЯ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ:
| Шаг | 0,05 ~ 1,0 мм | 1,001 ~ 2,0 мм | 2,01 ~ 4,0 мм | 4,001 ~ 6,55 мм | 25. 001 ~ 550Tpi 001 ~ 550Tpi | 12.001 ~ 25Tpi | 6,501 ~ 12Tpi | 3,175 ~ 6,5 т/дюйм |
|---|---|---|---|---|---|---|---|---|
| Шпиндель Ограничение оборотов | 3200 | 1600 | 800 | 400 | 3200 | 1600 | 800 | 400 |
Рисунок 11 – Блок управления скоростью
Рисунок 12 – Подача смены нити
Рисунок 13 – Муфты каретки
※ ВНИМАНИЕ:
ПОЖАЛУЙСТА, СЛЕДУЙТЕ ГЛАВНОЙ ТАБЛИЦЕ РЕЗЬБЫ, СКОРОСТЬ ШПИНДЕЛЯ НЕ ПРЕВЫШАЕТ СКОРОСТЬ. ЕСЛИ СКОРОСТЬ ШПИНДЕЛЯ ПРЕВЫШАЕТ ОГРАНИЧЕНИЕ, НА СЕНСОРНОМ ЭКРАНЕ ОТОБРАЖАЕТСЯ «ВЕРХ ВЕРХА». ТАКЖЕ ФУНКЦИЯ THERADING НЕ БУДЕТ РАБОТАТЬ.
ЕСЛИ СКОРОСТЬ ШПИНДЕЛЯ ПРЕВЫШАЕТ ОГРАНИЧЕНИЕ, НА СЕНСОРНОМ ЭКРАНЕ ОТОБРАЖАЕТСЯ «ВЕРХ ВЕРХА». ТАКЖЕ ФУНКЦИЯ THERADING НЕ БУДЕТ РАБОТАТЬ.
▲
G.) ЗАПОМНИТЕ ПОЛОЖЕНИЕ X И Z
Коснитесь нижней части памяти, чтобы открыть цифровую операционную систему. Коснитесь
кнопку SET перед выполнением любого шага запоминания. Если не коснуться кнопки установки и
запомнить ключ не может быть работы. Коснитесь позиции Z и X для запоминания. За
цифровая операция имеет 8 наборов памяти для запоминания положения X и Z.
Коснитесь переключателя ▾ , чтобы выбрать 1–4.
набор памяти или память 5~8. Коснитесь RETURN, чтобы вернуться на главный экран.
Рисунок 14 контроля скорости контроля.
▲
H.
 ) АВТОМАТИЧЕСКИЙ КОНТРОЛЬ ДЛИНЫ РЕЗЬБЫ
) АВТОМАТИЧЕСКИЙ КОНТРОЛЬ ДЛИНЫ РЕЗЬБЫ
При заправке в глухое отверстие или в уступ без сброса резьбы.
Полугайка ходового винта, если она затянута в начале нарезания резьбы,
завершенный. Левая или правая резьба управляется рычагом управления «D».
(Рисунок 18), рычаг стыкуется со стержнем управления «В» (Рисунок 19).
Когда каретка коснется регулировочного винта «S» (рис. 19)
рычаг управления длиной, он переместит рычаг «D» (Рис. 18) в положение «СТОП».
положение и остановите ходовой винт.
Рисунок 18-Управление скоростью и направлением
Рисунок 19-Управление длиной резьбы
▲
I.) ТОРМОЗ ШПИНДЕЛЯ
Инверторный блок «D» используется для динамического торможения. Кроме того,
Кроме того,
разрядное сопротивление «С» сокращает время торможения (рис. 20).
Рисунок 20-Блок управления
▲
J.) РЕГУЛИРОВКА РЕМНЯ
Запустите шпиндель примерно на 1000 об/мин. Переместите рычаг «G» (Рисунок 21) в
отцентрируйте положение «СТОП» и дайте шпинделю остановиться по инерции. Это делается для
выровняйте натяжение ремня. Ослабьте стопорную гайку «N» (Рисунок 22) с помощью ключа на 19 мм.
Поверните регулировочный винт «P» (Рисунок 22) с помощью отвертки по часовой стрелке, чтобы затянуть
ремни. Остановите машину и проверьте натяжение ремня.
играть в поясе.
Рисунок 21-Управление скоростью и направлением
Рисунок 22-Регулировка ремня
▲
K.
 ) ЗАЖИМ ЗАЖИМА-СНЯТИЕ
) ЗАЖИМ ЗАЖИМА-СНЯТИЕ
Запуск машины с цанги ближе и без цанги
заблокированный на месте повредит цанговый доводчик. Снимите цангу
ближе при использовании патронов, планшайб или приспособлений шпиндельного типа.
Доводчик следует часто снимать для очистки, чтобы предотвратить
загрузка стружки между цанговым доводчиком и внутренней частью шпинделя при
задняя и цанговая резьбы. Способ снятия: вытащите штифт «L» (рис.
23). Сдвиньте тяговую трубку со шпинделя. Не поворачивайте регулировочную гайку
«Н» (рис. 23). Он прикреплен к шпинделю. Чтобы удалить, сдвиньте его
конец шпинделя. Не снимайте цанговый доводчик, сняв винт
«S» (рис. 23), этот винт отрегулирован на заводе для
23), этот винт отрегулирован на заводе для
правильная работа цангового доводчика.
Рисунок 23-Снятие цангового доводчика
▲
L.) Цанговый доводчик-ЗАМЕНА
Перед заменой доводчика очистите внутреннюю часть передней бабки
шпинделя и наружный диаметр в задней части шпинделя, где регулировочная гайка
«N» (рис. 24). Нанесите слой легкого масла на заднюю часть
шпиндель Не применяйте силу к регулировочной гайке «N» на шпинделе. Если регулировочная гайка
«N» плотно прилегает, снимите и проверьте на наличие заусенцев или царапин, затем
заменять. Очистите трубку цангового доводчика внутри и снаружи, нанесите пленку света
масло на поверхности скольжения «Т» (рис. 24) цангового доводчика, замените
24) цангового доводчика, замените
цанговый зажим и вставьте соединительный штифт «L» (Рисунок 24).
Рисунок 24-Снятие цангового доводчика
▲
M.) РЕГУЛИРОВКА цанги
- Перед использованием цангового доводчика и любого цангового или ступенчатого патрона, который будет использоваться
следует тщательно очистить. - Нажмите на стопорный штифт «Е» (Рисунок 25). Чтобы зафиксировать стопорный штифт, поверните шпиндель
рукой до тех пор, пока стопорный штифт не войдет в паз для блокировки. - Нажмите на регулировочный палец доводчика «F» (рис.
 26) до упора.
26) до упора.
«П» (рис. 26). - Защитите «G» (Рисунок 26) вперед левой рукой и держите
цанговый или стопорный патрон правой рукой одновременно. - Поместите заготовку в цанговый или ступенчатый патрон.
- Установите рычаг «L» (Рисунок 26) в крайнее левое фиксированное положение. Повернуть
защитный кожух «G» (Рисунок 26) по направлению к оператору до тех пор, пока заготовка не
зажимается цангой. - Переместите рычаг «L» (Рисунок 26) вправо, в отпущенное положение.

Поверните защитный кожух «G» (Рисунок 26) к оператору, переместите регулировочный
Палец «Ф».
Проверьте натяжение цангового доводчика на заготовке. Если рабочая деталь нуждается
дополнительное усилие захвата, нажмите на регулировочный палец «F»
(Рисунок 26) и поверните защитный кожух «G» (Рисунок 26) вперед и зафиксируйте.
Рисунок 25-Управление скоростью и направлением
Рисунок 26-Регулировка доводчика цангового зажима
▲
N.) КОЛЬЦО С УКАЗАНИЕМ КАРЕТКИ
Двойные циферблаты с дюймовой и метрической шкалой маховика «W» (рис. 27)
градуировка в 0,01 «0,2 мм. Он построен для оператора
Он построен для оператора
удобство эксплуатации. (Рисунок 28) Подпружиненное индикаторное кольцо,
просто поверните в нужное место, ослабив стопорный винт «L» (Рисунок 27)
Сдвижная крышка отсека открывает доступ только к используемому циферблату.
Рисунок 27-Каретка с указанием
▲
O.) ЗАМОК КАРЕТКИ
Чтобы удерживать каретку в фиксированном положении на кровати, используйте каретку.
Заблокируйте рукоятку «H» (Рисунок 28). Переместите ручку блокировки «H» (Рисунок 28)
по часовой стрелке к оператору, зафиксируйте каретку в этом положении. Переместите
заблокируйте рукоятку «H» (Рисунок 28) против часовой стрелки вдали от оператора.
Чтобы разблокировать карету.
Рисунок 28-Вид каретки
▲
P.) СЦЕПЛЕНИЯ КАРЕТКИ
- Муфты каретки изготовлены из материала фрикционного типа, рассчитанного
проскальзывать, когда салазки или каретка входят в зацепление с ограничителем подачи. Муфты
подпружиненное устройство и не может быть отрегулировано для большего натяжения
сила. Если сцепление проскальзывает под срезом, это признак неподходящего инструмента
шлифование, тупой инструмент или чрезмерная подача. фрикционы есть
достаточно мощности для выполнения всех работ. - Когда машина касается остановки подачи, она предназначена для
сцепление проскальзывает. Чтобы привести сцепление в действие, как показано на (Рисунок 29), поднимите
Чтобы привести сцепление в действие, как показано на (Рисунок 29), поднимите
рукоятка «Н» (рис. 29) прибл. 20 градусов над горизонталью,
сцепление включится. Нажмите на рукоятку «H» (Рисунок 29), сцепление
выпустит. Когда ходовой винт каретки задействован для нарезания резьбы
муфта подачи каретки механически заблокирована (не может быть
увлеченный). Это необходимо для предотвращения повреждения машины. Отрегулируйте сцепление как
показано на (Рисунок 29).
Рисунок 29 – Муфты каретки
▲
Q.) УКАЗАТЕЛЬНОЕ КОЛЬЦО ПОПЕРЕЧНОЙ НАКЛАДКИ
Двойные циферблаты с дюймовым и метрическим маховиком. Каждый выпускной
Указательное кольцо «C» (Рисунок 30) составляет 0,02 мм (0,001 дюйма) на
диаметр. Это предусмотрено для удобства оператора. Указание
Кольцо подпружинено, поэтому стопорный винт не требуется. Чтобы использовать его, просто
вручную поверните индикаторное кольцо в нужное положение. Крест слайд
работа свободного хода и регулировка фрикционов идентичны
работа и регулировка муфт каретки. Если CTL-618e ИНСТРУМЕНТАЛЬНАЯ
ТОкарный станок необходимо использовать с приспособлением для токарной обработки конуса, ослабьте
винт «S» (рис. 30) с помощью гаечного ключа.
Рис. 30. Кольцо с маркировкой поперечного скольжения и быстродействующий механизм
▲
R.) БЫСТРОДЕЙСТВУЮЩАЯ ИНСТРУМЕНТАЛЬНАЯ СТОЙКА СОСТАВНАЯ НАПРАВЛЯЮЩАЯ В СБОРЕ
Составной ползун имеет быстродействующий резцедержатель в начале
резьбы, поместите шариковую ручку «H» (Рисунок 31)
быстродействующий резцедержатель по направлению к заготовке, в конце
нарезание резьбы, резьбонарезной инструмент мгновенно освобождается от работы
с ручным управлением, ручка «H», для возврата каретки в
следующий рез, рычаг с шаровой рукояткой, приводящий в действие подачу суппорта резца
винт. Повторяйте описанную выше процедуру несколько раз, пока резьба не заработает.
часть завершена. Каждая градуировка указанного кольца «С» (рис.
31) имеет диаметр 0,02 мм (0,001 дюйма).
Рис. 31 – Кольцо с маркировкой поперечного скольжения и быстродействующий механизм
※ ВНИМАНИЕ:
РЫЧАГ БЫСТРОДЕЙСТВУЮЩЕЙ ИНСТРУМЕНТАЛЬНОЙ СТОЙКИ ДОЛЖЕН БЫТЬ ПЕРЕМЕЩЕН
НАПРАВЛЕНИЕ К ОПЕРАТОРУ В КОНЦЕ НАРЕЗАНИЯ РЕЗЬБЫ.
▲
S.) БЛОК ПИТАНИЯ
Блок подачи каретки смонтирован на каретке.
Это
питается от двигателя переменного тока «М» (рис. 32).
- Подача питания может работать только при работающем станке.
Запустите подачу питания, повернув кулачковый переключатель «S» (Рисунок 33). - Кулачковый переключатель «S» (рис. 33) управляет направлением питания.
подача. - Регулятор подачи каретки «N» (рис. 33) управляет скоростью подачи.
Когда кулачковый переключатель «S» (Рисунок 33) находится в положении «ВПРАВО»,
каретка будет подаваться вправо, поперечный суппорт будет подаваться
от оператора. - Когда кулачковый переключатель «S» (Рисунок 33) находится в положении «ЛЕВО»,
каретка будет подаваться влево, поперечный суппорт будет подаваться в направлении
оператор. - Поверните кулачковый переключатель «S» (Рисунок 33) в положение «СТОП», включите двигатель подачи.
выключен. - Скорость подачи каретки должна быть предварительно выбрана в соответствии с каждым
конкретная работа, которая зависит от материала, диаметра, типа резки и
используемая оснастка. - Цифры на панели управления подачей каретки не означают
либо тысячные на оборот, либо дюймы в минуту. Итак
оператор должен протестировать образцы для определения скорости вращения шпинделя
и скорость подачи, которая лучше всего подходит для требуемой чистоты поверхности
производительности, а затем запишите правильные настройки после тестирования.
Рис. 32. Двигатель переменного тока
Рис. 33. Блок подачи питания
ПРИМЕЧАНИЕ:
ПРИ ЗАПУСКЕ В ПРОИЗВОДСТВО. ОПЕРАТОР МОЖЕТ УСТАНОВИТЬ КОНТРОЛЬ ПОДАЧИ
«N» НА ЗАПИСАННУЮ ЭТАЛОННУЮ НАСТРОЙКУ, ЗАТЕМ ТАКИЕ ЖЕ РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
БУДЕТ ПОЛУЧЕН.
▲
T.) СИСТЕМА ХЛАДАГЕНТА
Насос охлаждающей жидкости управляется переключателем «С» (Рисунок 34). Поверните переключатель
«C» (Рисунок 34) в положение «ON», насос будет работать непрерывно, поверните
в положение «AUTO», насос будет работать только тогда, когда машина
Бег. Если переключатель насоса находится в положении «ВЫКЛ», насос охлаждающей жидкости
выключенный. Насос необходимо периодически чистить, в зависимости от типа
обрабатываемый материал.
Рисунок 34 – Дверца блока управления
▲
U.) ЗАДНЯЯ БАБКА
Задняя бабка установлена на предварительно нагруженных шарикоподшипниках и может поддерживать
любая нагрузка на шпиндель. Обеспечивается прекрасной «кормкой» для
точная работа. Шпиндель задней бабки градуирован в восьмых долях
дюйм и 1 мм и имеет ход 95 мм (3-3/4 дюйма). Маховик
двойной циферблат дюймовый и метрический. Деление 0,02 мм (0,001″).
создан для удобства работы оператора, просто поверните циферблат
кольцо «D» (Рисунок 35) в нужное место. Нет необходимости
затяните кольца циферблата. Они подпружинены, поэтому стопорный винт не
нужный. Сдвижная крышка отсека открывает доступ только к используемому циферблату.
Рисунок 35. Ход шпинделя задней бабки
▲
V.) БЛОКИРОВКА ШПИНДЕЛЯ ЗАДНЕЙ БАБКИ
Замок шпинделя задней бабки надежно удерживает шпиндель в любом движении
должность. Переместите рычаг «L» (Рисунок 37) в сторону замка передней бабки.
положение и назад в освобожденное положение.
Рисунок 37
Шпиндель задней бабки и замок корпуса
▲
W.) ЗАМОК КОРПУСА ЗАДНЕЙ БАБКИ
Задняя бабка может быть зажата в любом положении вдоль станины с помощью
рабочий рычаг «М» (Рисунок 38). Рычаг «М» (Рисунок 38) должен быть
отрегулирован в положение зажима между двумя стопорными штифтами «А» (Рисунок 38)
и «В» (Рисунок 39). когда задняя бабка полностью зажата, рычаг «М» (Рисунок 38) не должен касаться стопорного штифта «А» (Рисунок 38).
Рисунок 38
Шпиндель задней бабки и замок корпуса
▲
| ПУНКТ | Деталь № |
|---|---|
| 1-2 | Т-СТ-02 |
| 1-2 | Т-СТ-03 |
| 1-2 | Т-СТ-04 |
| 1-2 | Т-СТ-05 |
| 1-2 | Т-СТ-06 |
| 1-2 | Т-202-2Б |
| 1-2 | Т-202-3Б |
| 1-2 | Т-202-4Б |
| 1-2 | Т-202-5Б |
| 1-2 | Т-202-6Б |
| 1-3 | Т-ДКП-02 |
| 1-3 | Т-ДКП-03 |
| 1-3 | Т-ДКП-04 |
| 1-3 | Т-ДКП-05 |
| 1-3 | Т-ДКП-06 |
| 1-3 | Т-203-2Б |
| 1-3 | Т-203-3Б |
| 1-3 | Т-203-4Б |
| 1-3 | Т-203-5Б |
| 1-3 | Т-203-6Б |
| 2-1 | Т-СС-1 |
| 2-1 | Т-ЭС-1 |
| 2-1 | Т-ЛС-1 |
| 2-2 | Т-UCS-25 |
| 3-1 | Т-СТ-01 |
| ПУНКТ | Деталь № |
|---|---|
| 3-2 | Т-304А |
| 3-2 | Т-304Б |
| 3-3 | Т-ФП-3Б |
| 3-3 | Т-ФП-5Б |
| 3-3 | Т-ФП-8Б |
| 3-4 | Т-ФП-07Б |
| 4-1 | Т-317 |
| 4-1-1 | ЧАК |
| 4-1-1 | ЧАК |
| 4-1-1 | ЧАК |
| 4-1-1 | ЧАК |
| 4-2 | Т-АП-07 |
| 4-3 | ЛТ-01-109 |
| 4-4 | ЛТ-01-108С |
| 5-1 | ЛТ-01-110Т |
| 5-2 | Т-315 |
| 5-2-1 | КМ-6 |
| 5-3 | С-5С |
| 5-7 | Т-3СЖ |
| 7-5 | ВМТ-6,5 |
| 7-5 | ТДЦ-10ЭЛ |
| 7-5 | ТДЦ-13ЭЛ |
| 7-5 | ТДК-16Н |
| 12-3 | Т-Х-48 |
| 14-1 | 540-110 |
| ПУНКТ | Деталь № |
|---|---|
| 14-2 | 540-111 |
| 14-3 | 540-130 |
| 14-4 | C20-ER20 |
| 15-2 | ТР-303 |
| 15-3 | Т-CLD-618 |
| 16-2 | Т-CSD-618 |
| 16-3 | Т-СР-300 |
| 16-4 | Т-ФР-300 |
| 17-1 | Т-ЛТ-01 |
| 17-2 | Т-РТ-108 |
| 17-3 | Т-РТС-10 |
| 18-2 | Т-БЛД-68 |
| 18-3 | Т-АИТ-06 |
| 21-1 | ЛБ-68-1 |
| 22-1 | Т-КС-10 |
| 22-2 | Т-МС-2 |
| 22-3 | Т-ЛК-2 |
| 22-4 | Т-DC13-MT2 |
| 22-4 | Т-DC16-MT2 |
| 22-4 | Т-DC19-МТ2 |
| 22-5 | HQ32122-5 |
| 1–27 мм | |
Высокоскоростной/высокоточный токарный станок Toolroom с цифровым управлением нарезанием резьбы заменяет традиционный редуктор для нарезания резьбы
Этот токарный станок не использует редуктор для нарезания резьбы, вместо этого управляемый компьютером серводвигатель напрямую связан с ходовым винтом. Просто используйте палец, чтобы выбрать желаемый шаг резьбы на сенсорном дисплее, резьба выходит абсолютно точной, и вы полностью устраняете проблемы со специальной резьбой. Дисплей также показывает скорость шпинделя, скорость подачи при резке и функции DRO.
Первый выбор производителей инструментов!
- Подходит для токарной обработки шагового и модульного точения без шестерен в редукторе. Легкая замена дюймовой и метрической системы, точность до трех разрядов после десятичной точки.
- Цифровые данные показывают число оборотов в минуту. подачи шпинделя и инструмента, чтобы оператор мог организовать наилучшую комбинацию процессов токарной обработки.
- Цифровые данные, показывающие электрический ток, для легкой проверки перегрузки при вращении.
- Функция быстрого отвода доступна для сокращения времени обработки модуля шага.
Панель управления
- Ходовой винт приводится в движение непосредственно серводвигателем. Через интерфейс используется шпиндельный декодер для преобразования движения ходового винта в прямолинейное. Сенсорная ЖК-панель, показывающая данные, применяется для управления.
- Быстрое возвращение в исходное положение выполняется по принципу временного выхода из режима слежения.
- Скорость подачи в минуту при автоматической подаче рассчитывается с использованием данных внутренних сообщений протокола связи MODBUS преобразователя, так что пользователь может легко и значительно повысить точность резки.
【 Метрическая / дюймовая шкала 】 【 Цифровое управление 】 【 Координаты больших символов 】
Щелкните для получения более подробной информации
Если вы не видите детали,
Пожалуйста, загрузите Acrobat Reader для файла PDF.
Что такое цифровое управление потоками?
Инструментальный токарный станок CTL-618e с цифровым управлением нарезанием резьбы заменяет традиционный редуктор резьбонарезного станка ходовым винтом с микропроцессорным управлением и сервоприводом. В прошлом, когда слесарь сталкивался с заготовкой, требующей шага резьбы, не поддерживаемого на обычном токарном станке, ему приходилось находить и заказывать нестандартный набор шестерен и тратить время на замену шестерен в редукторе. Это экономически не оправдано, если объем не достаточно велик. Конструкция токарного станка CTL-618e исключает этот трудоемкий обходной путь. Благодаря новой цифровой системе заправки можно легко и немедленно реализовать пожелания пользователя относительно заправки нитей.
Просто введите желаемый шаг резьбы с цифровой клавиатуры на сенсорной панели управления с ЖК-дисплеем, а затем запустите цикл нарезания резьбы, как на других обычных токарных станках. Система CTL-618e будет контролировать и синхронизировать вращение основного шпинделя и скорость подачи по оси Z, чтобы обеспечить точный цикл нарезания резьбы для заданного TPI или шага резьбы в миллиметрах.
Помимо возможности уменьшения шага резьбы, ранее недоступного на токарных станках с ручным управлением, шум и вибрация при нарезании резьбы также значительно снижаются, поскольку в редукторе фактически больше нет шестерен.
Поскольку CTL-618e уже имеет специализированную микросхему и ЖК-панель для управления заправкой резьбы, следующим логическим шагом является интеграция в нее функций DRO для универсального станка «все в одном». И CTL-618e действительно сделал это. Возможности DRO встроены и входят в стандартную комплектацию без дополнительной оплаты. CTL-618e оснащен линейными шкалами по осям X и Z от Mitutoyo.
Для людей, знакомых со сверхвысокой точностью и оперативностью токарных станков CYCLEMATIC для инструментальных цехов, CTL-618e добавляет еще одно измерение возможностей. Он построен на том же фундаменте, что и токарный станок 618EVS. Все они идеально подходят для высокоточных токарных работ с мелкими деталями (обычно те, которые подходят для цанг 5C). Гарантированная круговая точность составляет 50 миллионных долей дюйма.
ИНСТРУМЕНТ ДЛЯ ШПИНДЕЛЯ, ДЕРЖАТЕЛЬ ИНСТРУМЕНТА И ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ ВЫСОКОСКОРОСТНОГО ЦИКЛЕМАТИЧЕСКОГО ОБОРУДОВАНИЯ. Высокая точность инструментов Toolroom Rootes
Задняя тарелка
6 «3-ченовая пакет
Токарный станок
Грамовая пластина
Шаг патрон
Четыре станции башня
Шаг патрон
Следуйте Lest
RET
Vertic -off Slide
Быстросменный инструмент
Радиусная токарная насадка
Коническая токарная насадка
Задняя направляющая держателя инструмента в сборе
Настольный токарный станок B17 | Pro-Cut на токарных станках для автомобильных тормозов
P 2 РЕЖУЩАЯ ГОЛОВКА В БАРАБАННОМ РЕЖИМЕ
КОМПЛЕКТ ПЕРЕХОДНИКОВ ДЛЯ ЛЕГКОВЫХ АВТОМОБИЛЕЙ И ЛЕГКИХ ГРУЗОВЫХ АВТОМОБИЛЕЙ
P 2 РЕЖУЩАЯ ГОЛОВКА В ДИСКОВОМ РЕЖИМЕ
КОЛЬЦО ОПРАВКИ
ЛАМПА
P 2 РЕЖУЩАЯ ГОЛОВКА В БАРАБАННОМ РЕЖИМЕ
КОМПЛЕКТ ПЕРЕХОДНИКОВ ДЛЯ ЛЕГКОВЫХ АВТОМОБИЛЕЙ И ЛЕГКИХ ГРУЗОВЫХ АВТОМОБИЛЕЙ
P 2 РЕЖУЩАЯ ГОЛОВКА В ДИСКОВОМ РЕЖИМЕ
КОЛЬЦО ПАТРОННОЕ
ЛАМПА
Переход от шлифовки тормозных дисков к барабанам занимает всего несколько секунд благодаря новой быстросменной режущей головке P 2 . Направление подачи автоматически изменяется при вращении и блокировке головки всего одним рычагом! Силовая установка B17 представляет собой тихий двигатель постоянного тока, который обеспечивает плавную работу с широким спектром дисков и барабанов. B17 оснащен нашим самым передовым электронным пакетом, который отслеживает использование токарного станка и выдает напоминания об обслуживании! Все это установлено на передвижном шкафу для инструментов, где можно безопасно хранить все необходимые адаптеры и аксессуары. Вы просто не сможете превзойти качество, точность и инновации B17 от людей, которые усовершенствовали автомобильные токарные станки!
Что включено
- Настольный токарный станок Pro-Cut B17
- Режущая головка Quick-Pivot
- Мобильный шкаф для инструментов
- Тихая электростанция постоянного тока
- Комплект переходников для легковых автомобилей и легких грузовиков
- Комплект принадлежностей для запуска
- Сборка на месте и обучение местным представителем Pro-Cut
- 2 года гарантии на детали и работу
- Техническое руководство
- Краткий технический паспорт
- Руководство по технике безопасности
- Лист продажи
- Аксессуары B17
Я ХОЧУ ЗАПРОСИТЬ. ..
ЦЕНЫ
ДЕМО
РАССЧИТАТЬ ROI
Часы
Технические характеристики станка
БЫСТРОЗАМЕНЯЕМАЯ РЕЖУЩАЯ ГОЛОВКА «ВСЕ В ОДНОМ» (стандартная)
| Максимальная толщина ротора | 2,25 дюйма / 57 мм |
| Максимальная ширина ротора | 3,50 дюйма / 90 мм |
| Максимальный диаметр ротора | 19,50 дюйма / 495 мм |
| Максимальный диаметр барабана | 26,40 дюйма / 670 мм |
| Максимальная глубина барабана | 5,90 дюйма / 150 мм |
| Скорость подачи ротора | 0-006″/об · 0-0,17 мм/об |
| Тип тормоза | Ротор и барабан |
| Скорости шпинделя | Переменная 100, 140, 180 об/мин |
| Двигатель | 750 Вт |
| Подшипники шпинделя | Конический ролик |
| Оправка с двойным конусом | Да |
ПРОДАВАЙТЕ ЭКОЛОГИЧНО, ПРИВЛЕКАЙТЕ КЛИЕНТОВ И ЗАРАБАТЫВАЙТЕ БОЛЬШЕ ДЕНЕГ!
Большинство выбрасываемых роторов можно сохранить и сделать как новые с помощью системы подбора роторов Pro-Cut. |
ДОПОЛНИТЕЛЬНЫЕ МОДЕРНИЗАЦИИ
УГОЛОК ПРОФЕССИОНАЛА · ОТЗЫВЫ
✖
Pro-Cut имеет тысячи довольных партнеров по всему миру.
Посмотрите, что они говорят о наших системах согласования роторов.
Посмотрите, что еще говорят наши партнеры!
Pro-Cut имеет десятки тысяч довольных партнеров по всему миру.
Посмотрите, что они говорят о наших системах согласования роторов.
Посмотрите, что еще говорят наши партнеры!
‹›
Fryer Machine Systems Inc. — токарные станки с ЧПУ фрезерные станки обрабатывающие центры
Обзор
Серия Fryer Easy Turn, разработанная производителями инструментов для производителей инструментов, отличается прочной конструкцией и высокой точностью в компактном токарном станке. Easy Turn проще в использовании, чем обычный токарный станок, но обеспечивает производительность ЧПУ. Отнимающие много времени ручные настройки для нарезания резьбы, фасок и контуров устраняются благодаря управляемым рукояткой циклам «Do One» и электронным упорам Easy Turn. Многорежимные операции допускают ручное использование, полуавтоматическое использование и полную работу с ЧПУ. Эта гибкость идеально подходит для ремонтных мастерских, мастерских по изготовлению инструментов и штампов, прототипов и ремонтных мастерских.
Простота использования
- Ручной режим с двумя рукоятками
- Полуавтоматический режим «Сделай один»
- Режим программирования простого меню
- Проверка трехмерной графики
- Программирование стандартного кода G
- Режим работы маховика
Качественный
- Высококачественные термостойкие отливки из механита
- Закаленные и шлифованные направляющие с вкладышами Turcite B
- Двухступенчатая коробка передач с автоматическим переключением
- ШВП класса C3 с двойной гайкой и подшипниками класса 7
- Точность ручной сборки +/- 0,0002 дюйма
- 2 года гарантии
ET-21
ET-25
ET-16
ET-18
Предыдущая Следующая
ЧПУ
Обзор
Система управления Fryer/Siemens 828-HS предназначена для простоты использования в небольших мастерских и мастерских. Простое программирование через меню и клавиши быстрой настройки позволяют изготавливать одноразовые детали вдвое быстрее, чем на станке с ручным управлением. Многорежимная работа позволяет использовать станок в ручном, полуавтоматическом и полном режиме ЧПУ. Постоянные циклы и графическая проверка упрощают и ускоряют настройку.
ФРИТЮРНИЦА / SIEMENS 828-HS ЧПУ
- Ручной или ЧПУ
- Однократный режим
- Режим обучения
- Разговорный режим
ТЕХНОЛОГИИ
- Сверхнадежная высокоскоростная полностью цифровая система управления Siemens
- Рекуперативные приводы экономят электроэнергию на 40 %
- Цифровые приводы обеспечивают лучшую точность и качество поверхности
- Абсолютные энкодеры никогда не требуют «домашнего» станка
Токарный контур
Геометрия. Введите размеры детали с помощью Simple Geometry Creator. Размеры рисуются на экране, пока вы их вводите, а недостающая информация вычисляется автоматически.
Цикл черновой обработки
Цикл черновой обработки. Ответьте на основные вопросы о глубине резания, типе инструмента и чистовом припуске.
Токарная резьба
Цикл нарезания резьбы. Ответьте на основные вопросы о шаге резьбы и типе инструмента.
Моделирование токарного станка
Модель 828-HS использует сложную графическую проверку твердотельной модели, чтобы точно показать, как будет выглядеть ваша деталь ДО того, как вы ее разрежете. Также выберите каркас или многоэкранный экран.
Пожалуйста, загрузите нашу брошюру по системе ЧПУ для получения более подробной информации.
«с нетерпением жду возможности использовать эти машины каждый день, чтобы посмотреть, что еще они могут сделать»
— Metro-North Commuter Railroad
Для получения дополнительной информации загрузите наш отзыв
«75% сокращение времени цикла для специализированных компонентов»
— Barnes Industries
Для получения дополнительной информации загрузите наш отзыв
превзошел наши ожидания»
— GT Advanced Technologies
Для получения дополнительной информации загрузите наш отзыв
«очень впечатлен удобством управления»
— Технологический центр Фрэнсиса Таттла
Для получения дополнительной информации загрузите наш отзыв
«действительно хорошее соотношение цены и качества»
— Todd Machine & Fabrication
Для получения дополнительной информации загрузите наш отзыв
«значительно сократил время выполнения заказа для деталей»
— Premier Auger
Для получения дополнительной информации загрузите наш отзыв
«удобное и организованное управление»
— SěAH Steel USA
Для получения дополнительной информации загрузите наш отзыв
«Компоненты взаимодействуют без сбоев»
— Tru Precision Corporation
Для получения дополнительной информации загрузите наш отзыв
«Быстрый ответ службы поддержки»
-Cosentino Engineering
Для получения дополнительной информации загрузите наш отзыв
03
033
доволен мастерством и характеристиками»
-Продукты Engineered Spring
Для получения дополнительной информации загрузите наш отзыв
«Впечатляющая мощность и большая открытая поверхность»
-Badger Plug
Для получения дополнительной информации загрузите наш отзыв
«Фрайер помог нам стать теми, кто мы есть сегодня»
-Промышленный экран и техническое обслуживание
Для получения дополнительной информации загрузите наш отзыв
Предыдущий Следующий
3
33
3 Станок — Китай Горизонтальный обычный ручной токарный станок по металлу Производитель —
Запросить сейчас
Нет
Основные ТТХ :
1 Коробка и станина станка, задняя бабка, опорная плита и т. д. Комбинация поверхностей между ручной очисткой и тщательной проверкой станка эффективно обеспечивает точность и стабильность станка.
2 В станке используется высокопрочный чугун, добавлены специальные материалы из меди и хрома, ширина станины 400 мм, глубина закалки направляющих станины до 4 мм, что эффективно улучшает истираемость и стабильность станка.
3 Смазка напорной коробки станины использует насос для принудительной циркуляции смазки, учитывая жаркую погоду на юге, гарантирует чистоту напорной коробки станины и характеристику теплового излучения, эффективно продлевает срок службы подшипников и шестерен. жизнь.
4 Подшипник Wafangdian используется в шпинделе станка, диаметр сквозного отверстия шпинделя 80 мм, зубчатая передача станка с прецизионным шлифованием, может эффективно улучшить твердость шестерен, чтобы снизить шум станка.
5 В станке используется ходовой винт отечественной марки, в шелковой материи используется высококачественный бронзовый сплав, что гарантирует износостойкость и точность обслуживания.
6 В станке используется высокопрочный хвостовик револьверной головки с четырьмя позициями, размер: 25×25 мм.
Применение :
1 Обычный горизонтальный токарный станок серии CA используется для токарной обработки внутренних и внешних цилиндрических поверхностей, конических поверхностей и других вращающихся поверхностей, токарной обработки различных метрических и дюймовых, модульных и шаговых резьб, а также среднего диаметра резьба и тянуть бурение и масляный бак и т. д., как правило, очень сильный горизонтальный токарный станок, широко применимая пакетная обработка различных частей вала и диска.
2 Ширина станины токарного станка серии в общем токарном станке, ширина рельса 400 мм имеет более высокую жесткость, поверхность рельса закалка на промежуточной частоте, износостойкий и прочный.
3 Удобная концентрация оператора станка, скользящая пластина оснащена быстродействующим механизмом. Использование одной ручки, гуманизация.
4 Жесткость конструкции станка и жесткость трансмиссии выше, чем у обычного токарного станка, коэффициент использования мощности высок, что подходит для сильной резки.
5 Перед тем, как покинуть станкостроительный завод, станок проходит строгие испытания в соответствии с процедурой проверки, а также проверяется, чтобы станок имел хорошую стабильность и надежность.
Product main technical parameters:
Specifications | CA6140 CA6140B | ||
Max. Поворот над кроватью | 400 мм | ||
Макс. Поворот над кареткой | 210 мм | ||
Макс. длина заготовки | 750 мм/1000 мм/1500 мм/2000 мм/2200 мм/3000 мм/4000 мм | ||
Width of bed | 400mm | ||
Section of turning tool | 25x25mm | ||
Spindle | Spindle speeds | 10-1400rpm/ 16-1400 об/мин (24 шага) | |
Отверстие через шпиндель | 52 мм. | ||
Конус шпинделя | № 6 (φ90 1)203 | ||
FEED | Количество кормов | 64 КИДЫ (для каждого) | |
. | (1-192 мм) 44Kinds | ||
Диапазон дюймов (виды) | (2-24TPI) 21Kinds | ||
. Диайс мод. 48 (Модуи39Виды) | |||
Диапазон резьбов шага (виды) | 1-96DP (37Kinds) | ||
Хэмпсток | 9002 MAX. tail stock spindle travel | 150mm | |
Tail stock spindle diameter | 75mm | ||
Taper of tail stock spindle center hole | NO. | ||
Main motor | 7.5KW(10HP) | ||
Packing dimensions (L*W*Hmm) | Overall dimensions for750mm | 2550x1140x1750 | |
Overall dimensions for1000mm | 2700x1140x1750 | ||
Общие размеры для 1500 мм | 3200x1140x1750 | ||
.0003 | 3700x1140x1750 | ||
Overall dimensions for2200mm | 4030x1140x1750 | ||
Overall dimensions for3000mm | 4850x1140x1750 | ||
Overall dimensions for4000mm | 5800x1140x1750 | ||
Вес (кг) | Длина | G. | |
Weight for 750mm | 2100 1990 | ||
Weight for 1000mm | 2190 2070 | ||
Weight for 1500mm | 2350 2220 | ||
Вес для 2000 мм | 2720 2570 | ||
Вес для 2200 мм | 2800 9 02600041 | Вес для 3000 мм | 3300 3200 |
Вес для 4000 мм | 3500 3400 | ||
9000 39003 9000 39003 9000 29003 9000 39003 9000 29003 9000 39003 9000 29003
3400 34003 9009. الغرض التحكم الأسلحة تحكم الأسلحة
تتكون سلسلة من وحدات تحول التلفزيون من الأجهزة العالمية، والتي كانت خلال الاتحاد السوفياتي خلال الاتحاد السوفياتي تستخدم على نطاق واسع في مؤسسات البولتكنات والمدارس التعليمية التعليمية. هذه معدات هاردي ومتوسطة يمكن العثور عليها في العملية واليوم.
تقدم трите المقالة آلات تشغيل سلسلة TV-x ، سنظر في هذه النماذج مثل TV-4 «Swarkboy» ، TV-6 ، TV-7 و ay-16. خصائصهم الفنية ، وسيتم دراسة ميزات التصميم ، بالإضافة إلى المشورة بشأن ميزات تشغيل وصيانة المجاميع.
1 بناء آلات تحول التلفزيون
يتم تصنيف أجهزة التلفزيون التي ول و Винтинг كمعد تعليةية. هذ المجاميع هذه قادرة على أداء الأنواع التالية من العمليات التكنولوجية:
- ملتكنولية
- ملتكنوجية
- ملсктро
- شريحة؛
- تشكيل موضوع متري
- حفر، يستوفي.
جميع آلات التلفزيون لها تخطيط، وتتألف من هذه العقد الرئيسية:
- المدرجات الأمامية والخلفية (تحتوي على شكل P) التي تقوم بتنفيذ وظيفة أسطح الدعم التي يتم فيها إصلاح الجهاز. قوة ميكانيكية إضافية من المدرجات تعطي الأضلاع الطولية والعرضية.
- ستيانا — على أنه يتم إصلاح جميع عناصر التصميم في الجهاز. ل подают شكل محاصر ومجهز بنشدين ، على الجزء الأمامي الذي يتحرك النقل ع على الظهر — الجدة الخلفيةل على الظهر — الجدة الخلفيةل على الظهر — الجدة الفيةل على الظهر — الجدة الفيةل.
- تم إصلاح الجدة الخلفية على الجانب الأيمن الأيسر من السرير، والأجزاء الخلفية من الفراغات الطويلة أو أداة العمل (التدريبات، الاجتياح، Zenker) ثابتة على ذلك.
- يتم تثبيت المربع القابل للإيثر على آلات السلسلة التلفزيونية.
- الجدة الأمامية — هي هيئة العمل الرئيسية لجهاز ، حيث يتم الئيسية لجهاز ح حيث يتم وض? المغزلجوحدة الربط المst. الлее الлее الлее الлее الлее الлее الлее الлее.
- الفرجار والقاطع والنحاء — الآليات التي يتم من خلالها إجراء الإعداد الثابت في бабушки. الفرجار هو آلية لتحريك القاطع في وضع محدد.
الطاقة الكهربائية لوحدات التلفزيون بسيطة للغاية. تم تجهيز الوحدات بالمعدات التالية — محرك كهربائي غير متزامن (يعمل من تيار ثلاثي الطور) والمبتدئين المغناطيسي والصمامات والألواح الكهربائية، والتي يتم عرض مفتاح المحرك وأزرار التحكم في الإضاءة في منطقة العمل.
بداية عبارة عن نظام يمنع الجهاز لتشغيله بعد حدوثه فقي مفقود الكهرباء ، ما يحه فيلامة المهرдоля ، بير.
1.1 TW -4 مخرطة — تجربة التشغيل (فيديو)
2 نظرة عامة آلات التلفزيون -الالاs vЯt+ ا тоже ا тоже ا тоже ا тоже ا тоже ا тоже. تحتوي هذه الوحدة على ثلاثة خلاصات وقادرة على خفض ثلاثة أنواع من الموالمو. ТВ-2
الخصائص الفنية للتلفزيون -2:
- ارتفاع المراكز هم 10
- دورة الفرجار: طولية — 250, عرضية — 100 مم؛
- Маяк المغزل — KM2, Маяк ثقب — 15 м.
تم الانتهاء من وحدة TV-2 مع محرك أقراص كهربائي 500 W معeedة المغزل 900 دورة في الدقيقة.
وكان نموذج حديث آلة تحول TV-4 محدثة ، والتي تحتوي على نسخة مدمجة متطابقة من تصميم v-2 ولك م Затем треенок منتطابقة من تصميم Щедэй треглал منтей من تصمن Щтуа ренил ن 2 ن тре треглал. يتم إنتاج مخرطة TV-4 أيضا في عصرنا ، يتم تسل крутил ренильный
تحويل الجهاز وتсколько
- معالجة القطر فوق الفرجار — 100 مم؛
- السكتة الدماغية الفرجار: طولية — 300, عرضية — 100 ملم؛
- Часовня المغزل — KM2 قطر ثقب — 16 ملم.
زاد التلفزيون — 4 من السلف إلى 600 واط قوة المحرك ، وارتفعت و سرعة المغزل فلك إلى 1500 دورة في ال Затем. في المجموع، يتم توفير 6 سرعات ثابتة — في 710 و 500 و 375 و 230 و 160 و 120 دورة لي ا.
التعديل التالي، بدأ إنتاجه في عام 1970, آلة تحول ومتدحرج TV-6. هذه الوحدة نسخة عملية من TV-4 باستثناء الأجزاء الصغيرة — مقابض الكرباتية الممدودة، ووجود لوحة كهربائية في الطرف الأيمن من النهاية، في حين لم يكن هناك مفتاح كهربائي في TV-4، والمفاتيح تقع المبتدئين في صندوق المعادن الموجودة فوق المحرك. عانت الخصائص التقنية في TV -6 من التغيرات الحد الأدنى — زادت قوة محرك الأقر إلى 1.1 كيلولوةs ولمغزvдолжи ،тение المغزsейей اтение اтение اтение المsей гла ايلولдоли.
مخرطة ТВ-7 أزلت 2 مقابض على الجدة الأمامية — لتبديل السرعات ضرورية عن طريق تغيير موضع الحزام، وتوسيع وظيفة الجهاز، وكان الجهاز قادرا على القيام ب 6 أنواع مؤشرات الترابط وحصلت على ثلاث خطوات إيداع إضافية.
تحديد:
- ارتفاع المراكز هو 120 ملم، المسافة بين المرالممر 30مكز 3
- معالجة القطر فوق الفرجار — 100 مم؛
- السكتة الدماغية الفرجار: طولية — 300, عرضية — 110 тел.
- Число: 0,1, 0,12, 0,16, 0,2, 0,24, 0,32.
بقيت قوة القيادة دون تغيير — 1.1 W، لكن الثورات انخفضت إلى دلقفيي ي يي دلييا. حتى الآن ، يتم تصنيع تعديل محسن — آلة التلفزيون 7m ، معee agepредил الدورانية من 1410 دورة فيقيقةيقة.
كانت النسخة الأكثر شيوعا منtت النسخة الأكثر شيوعا منtت النسخة الأكثر شيوعا منtت النسخة الأكثر شيوعا منtت النسخة الأكثر شيوعا гать المسلسل التلفزيوني من السلة التلفزيونيةيтит ренил السلة التلفزيونية жет تحesret TV16. الفرق الوحيد بينهما كان هبوط أعشاش في slitcertel — في الثقوب المرم которым في الأصلية ، وفي الأخاديد القيةية المحلية.
يحتوي TV-16 Токана على الخصائص التالية:
- ارتفاع المراكز هو 90 ملم المسافة بين المراكز هs 330 ملم المسافة بين المراكز трите 330 ملم stres
- معالجة القطر فوق الفرجار — 160 ملم؛
- دورة الفرجار: طولية — 260, عرضية — 100 ملم؛
- Номерной знак — KM3, номерной знак — 18 номер
- Размер: 0,01 0,5 (19 дюймов).
حتى الآن ، لم يتم إجراء هذا النموذج ، للبيع ، يمكنك العثور على المجامтуа السsшли ابقةيمة=-40 روولوv которым тит.
كان مصنع ivanovo آلة زراعة الماكينات ، منطقة Lugansk ، في تصنيع آلات التحول والشائك العالمي жет есть التحول والشائك العالمي жет есть التحوцен تم تصميم هذا النوع من المعدات لإجموعة واسعة من أعمال الدوران. للتعرف على خصائصه وقدراته، يجب عليك دراسة تخطيط النموذج.
بناء وميزات الجهاز
المجال الرئيسي لتعين نموذج It-1m الخرطوشة? الشغلень الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как اесть اесть اесть اесть естьсем الень اесть есть трепере اесть Щеда االень. تتميز وحدة القطع بالطول بالتخطيط الكلاسيكي، من خلال الإدارة والميوثييييوثي
لزيادة الوظيفة، تقدم الشركة المصنعة عددا من الأجهزة الإضافية. بمساعدتهم، من الممكن جعل أسطح الطحن للفراغات والحفر وتشكيل لممميا ممميي ومع ذلك ، يجب أن يؤخذ في الاعتبار أن نموذج تكنولوجيا المعلو либо مصمم لأداء عمليات الدوران.
Номер телефона:
- سرير صعب. بالنسبة لتصنيعها، يتم استخدام الحديد الزهر، يتم تشكيل السكن صن السكن عن الريق لزيادة الاستقرار، وهناك أضلاع صلابة؛
- أدلة طحن. لديهم شكل منشوري يعزز الخطوة الملساء من النقل وجدة المغزل الخلفي؛
- تحسين تصميم دعم المغزل. لديها حاملة الأسطوانة الصف مزدوج، والذي لديه فجوة قابلة للتعديل؛
- وجود عطلة في السرير. بسبب ذلك، من الممكن تنفيذ معالجة المنتجات ذات القطر الكبير.
إذا تم تمديد الكاميرات خارج القسم الخارجي من الخرطوشة — فمن الضروري استخدام سياج خاص. تجدر الإشارة أيضا إلى موقع مناسب لمضخة غطس التشحيم في جهاز IT-1M. يقع في مساكن الجدة الأمامية.
عند تنشيط وظيفة المقطع الطولي، يجب استخدام المشبك. بفضل ذلك، يتم تقليل جودة معالجة المنتج، يتم تقليل تعقيد العملية.
المواصفات الفنية
نظرا لأن جهاز سلسلة IT -1M يشير إلى فئة المعيзор onتفصيشغتفصيشغيشغيشغيشغлий مестиеми естиемиеми естиемиеми естиемиеми ести есть есть гла лая ↑емиеми естиемиеми ести есть есть глаей ↑емиеми естиемиеми ести есть есть гла лая ↑емиеми ести есть есть Как естьлад Я тит глаей ↑емиеми естиемиеми естьедал. للقيام بذلك، يوصى بالتعرف على جواز السفر، وكذلك دراسة الخصائص الفعيي
في البداية، تم احتساب المعدات للعمل في غرف صغيرة.
لذلك، أبعادها صغيرة جدا ومبلغ 216,5*96*150 мм ومع ذلك ، تساهم الكتلة الكبيرة نسبيا من 1140 كيلوجرام في زيادة الاستقرار في رام في زيادة الاستقرار في الهيكل عند معالجةرار في الهيكل عند معالجةرار في الهيكل عند معالجةر اреть الهيكا. في трите الحالة ، يعتبر إمكانية استخدام قواطع من الأصناف الخاصة من الصلب بشكل فردي لكلكالة.بالنسبة إلى مخرطة IT-1M ، فإن المواصفات التالية هي ميزة:
- الأبعاد القصوى المسموح ا لفرغبعاد القصوى المسموح ا لفرغبعاد القصوى المسموح ا есть الأبعاد القصوى المسم ответствен عند تحديده على السرير — ما يصل إلى 40 سم. Цена 22,5 руб. إذا تم استخدام المبادل، فإن التقييد يساوي 55 سم؛
- طول الطول يختلف من 100 إلى 140 سم؛
- يوجد في رأس المغزل ثقب نهاية إلى نهاية يبلغ قطره 38 ملم. في الوقت نفسه، من الممكن إدراج قضيب بمقطع عرضي يصل إلى 36 مم؛
- عدد خطوات التبديل سرعة المغزل — 12؛
- تواتر دوران رأس العمل هو من 18 إلى 1250 دورة في الدقيقة؛
- يتمتع النقل بمسار 90 إلى 130 سم؛
- السكتة الدماغية من الفرجار من الجهاز IT-1M- ما يصل إلى 23. 5 سم؛
- الخلاصات الطولية لديها 50 قدم؛
- تعويض رقم التعريف الشخصي من الجدة الظهر — ما يصل إلى 9سم.
قوة محرك الأقراص الرئيسي هو 3 كيلو واط. نفس المعلمة مضخة المكبس هي 0.12 كيلوواط. في نظام نموذج It-1m ، هناك حماية ضد التحميل الزائد مع النزوح الطولي ، وكذلك آلية قفل المقبض.
توضح مواد الفيديو مثالا على تشغيل المعدات المتصلة بشبكة 220 V:
IT-1M — تحول آلة المسمار
تحديد:
تم تصميم نماذج IT-1M لأداء مجموعة متنوعة من الدوران والعمل IMSTRESS في الخرطوشة. على الطاولة كيبر وفي النوى. يتم تنفيذ الجهاز بواسطة شم ، ممل ، عبور ، حفر وتجول متري ب بوصة ، وحدات الخيوط وحدات الملعب.
فئة الدقة وفقا لجوست 8-82E
أكبر قطر الشغل المعالج، مم:
— فوق السرير 400
— فوق العطلة 550
— فوق الفرجار 225أعظم طول الشغل (RMC)، MM 1000، 1400
أكبر طول المعالجة في العطلة، مم 300
zetre في المغزل وفقا لجواست 13214-79 مورس 5AT8
نهاية المغزل وفقا ل GOST 12593-72 6K
قطر قضيب يمر عبر الثقب في المغزل، مم 36
ارتفاع القاطع المثبت في Slitcertel، MM 25
عدد سرعات المغزل 12
حدود سرعة المغزل، MIN-1 28. 1250
عد الأدوار الطولية / المستعرضة 50/50حدود الأعلاف ، مم / حول:
— طولية 0,05. 6.0.
— число 0,025. 3.0.متري، مم 0.25. 112.
— وحدات، وحدة 0,25. 56.
— بوصة، خيوط واحدة بوصة 56. 1
— Pitreva، الملعب 56. 1الأبعاد الشاملة للجهاز، مم:
— الطول (يتوافق مع RMC) 2165، 2585
— عرض 960.
— ارتفاع 1500.كتلة الجهاز دون الملحقات والأجهزة (يتوافق مع RMC), كجم. 1140, 1330.
It 1m مخرطة — معدات تشغيل المعادن عالمية لنوع خفيف الوزن ، وهو تعديلات مدمجة لوحدة it -1gm الثابتة. هذا الجهاز يتوافق مع فئة الدقة «H9RQUO؛ وفقا لأحكام GOST رقم 8-82E.
في المقال، سننظر في تعيين ووظائف مخرطة IT1M ودراسة تصميمها ومواصفاتها، وكذلك تخيل الاستعراضات للأشخاص الذين لديهم خبرة في تشغيل هذه المعدات.
1 الغرض ، وظيفة
تم إنتاج IT-1M في محطة تخطيط آلات IVANOVO من 1970 إلى 1995. هذه معدات واسعة النطاق في وقت الاتحاد السوفياتي، والتي يمكن العثور عليها في الإنتاج واليوم. هذه الوحدة قادرة على تنفيذ العمليات التكنولوجية التالية:
- Номер
- номер
- حفر؛
- الشعلة؛
- قطع الخيط (الملعب، وحدات، بوصة متري).
الجهاز قادر على أداء أعمال الدوران والشقوق في ثلاث مواقع — على الخرطوق في الوسط etharbى اق الخرطوشة ،ي الوسط وعلى الخرط? يتم استخدامه لمعالجة طحن الأخاديد ، الطحن في الهواء الطلق والداخلية ، هياكل Я الطلق والداخلية ، هياكل مجلس الزلق والداخلгла ، هياكل مجلس الزلق Эта. تشكيل الحركات على الجهاز الثاني: الأول هو الحركة الدورية للجزء ، والثاني هو الحر الترجمية لأاة العمل.
0003
- الشكل المسطح للأدلة مصنوعة من الصلب الصلب معطح أرضي ، الصلب الصلب معطح أرضي الأد الالبة الهك الчтово
- شكل مربع السرير مع أضلاع عرضية داخلية؛
- وجود وضع دوران المغزل 12 سرعات يتمee ان المغزل 12 سرعات ، يتم воседаемной المغزل 12 سرعات ، يتم وضعه المغزل 12 سرعات ، يتم وضعه الل الجدة الأمامية ، وضي يةيةد إمكانية امر الميكيكيةيةيةيةيةيةد إانية امر الميكيكيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةيةية ا тит
- دعم قابل للتعديل — الجبهة المثبتة على محامل مزدوجة الأسطوانة ا الخеся
- وجود نظام من إمدادات التمويل التلقائي للمحرك المبرد والمساعدالمعد لمعد لمعد لمعد لمعد
- القدرة على ضt
- تم تجهيز السرير بمقبس هبوط لتركيب محمل داعم ع عندما يتم تك?
It-1m هو نموذج خفيف الوزن من تحول المعد либо الموجهة إلى استخدام ورش العملпусти المحمول.
يبلغ وزن هذه الوحدة 1140 كجم فقط و метр قادر على العمل من المولد المتصل بمحرك السيارات.
إلى القائمة1.1 تحول وآلة الحبل IT-1M في العمل (فيديو)
1.2 ميزات التصميم
يتكون آلة التحول والحبل it-1m من العقد الهيكلية التالية:
- اليكتالية:
- اليةتالية.
- ناقل الحركة.
- الجدة الأمامية.
- لوحة التحكم الكهربائية.
- محايد خرطوشة.
- الفرجار.
- الجدة الخلفية.
- ساحة.
- سرير الناقل.
- номер.
- نظام التبريد.
- مجلس الوزراء مع المعدات الكهربائية.
ИТ-1М دائرة آلة
حجم الوحدة هو 216 * 150 * 96 سم. الجهاز مجهز مع اثنين من المحركات الكهربائية المستقلة: X14-22M — محرك مضخة توريد المبرد (الطاقة 120 W) والمحرك الرئيسي — 4am100s4، بسعة 3000 واط، إلى 1410 سرعات المغزل في الدقيقة.
كل من المحركات وجميع المعدات الكهربائية يمكن أن تعمل من 380 و٪. يتم تشغيل تشغيل الجهد التشغيلي بواسطة تبديل الحزمة الكاميرا المثبتة لي لوحة التحكم (رقم 4).
في جهاز التحكم عن بعد ، توجد مفايح إضاءة منطقة التشغيل ومضخة المبرد ومفتاح محرك الأقراص الرئيسي ومفتاح محرك الأقراص الرئيسي ومفتاح محرك الأقراص الرئيسي ويضاح محرك الأقراص الرئيسي ويضاح محرك الأقراص الرئيسي ويضتاح محرك الأقراص الرئيسي ويضتا. يتم تمثيل نظام التبريد لآلآلة بواسطة انابيب التغذية ومضخة الغطاسطة أنابيтил التغذية ومضخة الغطاسطة الшлиальный الخزان نفسه في النهاية الداعمة الصحيحة.يتم تثبيت الجدة الخلفية في IT-1M على الأدلة التي يتحرك التصميم. بعد التثبيت، تم إصلاح الجدة المرجوة مع جوز الدعم. تعتبر دولاب الموازنة مسؤولة عن نقل Pinoli، وهي توفر مقياس ملليمتر للتحكم في مستوى ملحق Piniti.
المخطط آلة الكينيماية
يتكون الفرجار في هذه الآلية من الأجزاء التالية:
- Salazki (التالية:
- .
- عربه قطار؛
- نوع الروتاري знахарь.
تنقل حركة التشغيل بواسطة سلسلة المحرك — مربع رمح الأعلاف هو الفرجار، في حين يتم حظر معالجة المسمار التحكم بواسطة مخلب مباشرة بعد تنشيط الهيكل، والذي لا يسمح للعمود والمسمار في النشطة الدولة في وقت واحد.
هذا يضمن سلامة المشغل.
إلى القائمة2 المواصفات
النظر في الخصائص التقنية لنموذج IT-1M بدءا من المعلвели النمة ذج-1 м.
- 774 467 467 467 467 467 467 467 467 467 467 467 467 467 467 467 467 467 467 467 467 467 4.
- معالجة القطر فوق ثابت — ما يصل إلى 400 مم؛
- قطر المعالجة فوق الفرجار — 225 ملم؛
- قطر المعالجة على مغفرة في السرير هو 550 ملم؛
- الحد الأقصى للتفاصيل الطول — ما يصل إلى 1400 ملم.
- قطر ثقب نهاية إلى نهاية — 38 مم؛
- قطر قضيب — 36 ملم؛
- عدد أوضاع سرعة الدوران — 12 جهاز كمبيوتر شخصى (بما في ذلك عكس)؛
- تردد الدوران — من 18 إلى 1260 دورة في الدقيقة؛
- نوع المخروط الداخلي — مورس — 5؛
- فئة مخروط المغزل (وفقا ل ГОСТ رقم 12593) — 6K؛
- يتم توفير وظيفة فرملة المغزل.
المخطط الكهربائي IT -1GM
- الحد الأقصى طول السكتة الدماغية — 1300 م ؛ ؛ РЕТГ.
- المنحدر المستعرض للفرجار يصل إلى 235 ملم؛
- عدد الخلاصات: طولية — 50, عرضية — 50;
- حدود الأعلاف: طولية — من 0. 05 إلى 6 ، عرض عرضي — من 0.025 إلى 3 مم / ملمجلد.
تم تثبيت الجدة الخلفية على الجهاز بمخروط داخلي مورس 4. قوة محرك كهرдоля رئيسيкровной ○ stresto.
إلى القائمة2.1 مشاكل المغزل وإصلاح ميزات
يتم تقديم آلة تحول IT-1M في نماذج السوق الثانوية المصنعة في 80-90s الذين قضوا جزءا كبيرا من موردها التشغيلي. في مثل هذه المجاميع ، غالبا ما يجعل نفسها شعرت بالمغزل ، والخر скучативный
في حالة ارتداء، يجب أن تكون الرقبة ملتوية، طعن ومصقول مع لصق Иди. في غياب معدات الطحن ، تتم معالجة الرقبة على وحدة تحول باستخدام قاطب الربيع -من الضروريs вопрос طمن الون ان الضولو пунктивный طمن есть есть есть есть есть есть есть есть есть есть есть есть من الлее إزمن ال нибудь إزمن الون есть есть من الэй гла إزمن ال нибудь إزمن الون есть есть من الэй гла إزمن есть есть есть есть есть есть есть есть есть есть есть من ان الлее من الень إز? إز? дет ،م Нуди. إذا تم بالفعل تنفيذ هذه العمليات ، فمنفيذ هذه العمليات ، فمن غير مقبول في قطر المغزل ، يجب استبال في قطر المغزل ، يجب استبيال في قطر المغزل ، يجب استبال العقدة.
غالبا ما يتم تشكيل مشاكل في مخروط المغزل عن طريق خطأ مشغل الماكينة، والذي لا يدفع الاهتمام الواجب لتنظيف المخروط المجفف، ونتيجة لذلك يفقد مقبس الهبوط شكله الأصلي. يمكن أن تتلف تكوين المخروط أيضا بسبب الانزلاق عرقوب القاطع الصدمة.
مغزل العقدة IT-1M تفكيك
التحقق من حجم المخروط يتم емилостный إذا كان الاختبار يشير إلى شكل غير صحيح من مقبس الزراعة، فمن المستحسن تنظيفه تحت الأكمام الانتقالية، والذي بالفعل في جلبة نفسها، تشكل مخروط داخلي للتكوين القياسي.
الممل نفسه بعد تشغيل محامل المغزل. ستحتاج إلى جعل الحمضات والتحقق منها ، وبعد ذلك емированный إذا كان التصميم شرط مرضي، فيمكنك إزالة النفايات البارزة وبدء تشغيم مممم
يتم تنفيذ الممل كما يلي. يتم تثبيت القاطع الطول في وسط ثقب الزراعة، ثم يضبط زاوية ميل زلاجات اقت ثم يضبط زاوية ميل زلاجات اقب بعد ذلك ي يتم تغطية سطح المخروط بمثابة Chippidar أو زيوت التشحيم التعسفية ويبدأ الطمأنينة. عند الانتهاء من الممل، فإن سطح المخروط مصقول ومصقول.
إلى القائمة2,2 عدد الاستعراضات
نحن نقدم لك الاستbite اsت حولةلة تحول it-1m من مالكيرات حولةلة®.
Прохоров В.С., 59 тел. هذه وحدة هاردي وموثوقة، والتي لا توجد نظائرها بين المعدات الحديثة. تتناول الجهاز مع معالجة الأجزاء المعدنية من أي صلابة، بما في ذلا مع المعدنية
P. L. Bichurin، 37 عاما:
بالطبع، من حيث بيئة العمل والإنتاجية والوظائف، فإن IT-1M أقل شأنا من الآلات الحديثة، ولكن إذا كنت تبحث عن آلة خالية من المتاعب وغير متضاعفة للإنتاج — هذا هو الخيار الأفضل. في متجر أشغال معدن هذين، هناك عمل ممتاز.
الأنابيب بندر محمولة باليد والعلامات التجارية الأخرى — نعتبر أنواع هذا الجهاز
في هذه المقالة، سوف ننظر إلى ثني الأنابيب الميكانيكية المختلفة، والتي يمكن استخدامها باليد، وتطبيق العضلات فقط.
أنواع ماكينات اللحام — نظرة عامة على النماذج الشعبية
ستخبرك المقالة بالمعد либо الخاصة التي من المنطقي الحصول عليها إذا كنت تخطط لإنتاج برنامج العمل.
آلة حزام (مناشير الشريط)
المعادن الشريط)
المعادن غير الحديةية والسب либо
الصلبtيكلية والسب либо
الصب الهيكلية والسب либо
الصب الهيكلية والسب уваная
الأجهزة التحولية والتهوية عالمية IT-1M، تم إنتاج IT-1GM في المؤسسة محطة إيفانوفو للتخطيط في قرية إيفانوفكا Lugansk Region (Voroshilovograd السابق) في أوكرانيا.
تحول وآلات الركود. №
يتم تقسيم آلات الدوران إلى عالمية ومتخصصة. صمت الأجهزة العالمية لإجراء гать مجموعة واسvedة من العمليات: معالجة الأ في الهзнес الطلقلقلقلقрот. قطع المواضيع الخارجية والداخلية؛ شرائح، حفر، عملة وفتح الثقوب. الآلات المتخصصة تؤدي مجموعة أضيق من العمليات، على سبيل المثال، حساب مهاوي ناعمة وخطوة، لفات المتداول، محاور نقل السكك الحديدية العجلة، أنواع مختلفة من براثن، الأنابيب، إلخ. يتم تقسيم الآلات العالمية إلى الدوران والتحول. تم تصميم آلات الدوران لأداء جميع عمليات الدوران، باستثناء قطع خيوط مااوط ميوط ممليات الدوران،
تنتج صناعتنا نماذج مختلفة من الدوران والتحول والآلات القاسية — من سطح المكتب إلى الثقيلة. يتراوح الجزء الأكبر من قطر السطح المعالج بالآلات السوفмая من 85 إلى 5000 ملم ، معوليية من 85 إلى 5000 ملم ، معوليية من 125 إلى 24000 ملم. تم تجهيز بعض آلات الدوران والحبل بأجهزة النسخ التي تسمح بمعالجة ملامح معقدة دون قواطع خاصة على شكل وأداة مملة مشتركة، وكذلك تبسيط إعداد أدوات الآلات بشكل كبير.
الرسم البياني الهيكلي للتحول والشائك
- الحركة الدورانية للشغل (ب 1) حسب السلسلة: محرك كهربائي 1 — المغزل 2 مع e0248
- حركة Транзилационный инструмент (P 1 و P 2) حسب السلسلة: المغزل 2 — الهيكل 4 (في شحذ) أو المغزل — قياد المسمار 3 (عنэйтивный الخيوط) رولтре чист.
الأبعاد الرئيسية للانعجاز والمنحظ
المعلвели الرئيسية لجهاز التحول واللاملي إنه الجزء الأكبر D ، الفراغات المعالجة علىبر D ، الفراغات المعالجة علىبر D ، الفراغات المعالجة علىبر d ، الفراغات المعالجة علىبر d ، الفراغات المعالجة علىبر d ، الفراغات المعالجة علىبر d الفجوة بين الطائرة الأفقية من الأدلة وقطر البليت د المعالج ليس أكثر 0 نمثر. يساوي القطر D تقريبا ارتفاع التوأم لمراكز الجهاز.
يوفر gost 440-57 عدا من أبعاد آلات التحول والشقوق مع القيم الثانية من 100 إلى 6300 гать بيم Эта) بمر قانэй гла Щей тит ب После ъем بمر жет بمر жет ام Эта).
هناك معلمة رئيسية أخرى للآلة هي أكبر مسافة بين مراكزها ، والتي تحدد أعظم طول الشغل. يتم تحديده عند تحويله (دون تعليق من الأدلة) إلى أقصى اليمين في الأجرة. قد تحتوي آلات مع نفس قطر الشغل من الشغل من الشغل على مسافة انتروسية مختلفة اخل الحدود المنصوص عليها في Gos 440-57. على سبيل المثال، يتم تنفيذ الأجهزة ذات القطر الأكبر من البليت المعالج 400 ملم مع أكبر مسافة بين المراكز 700 و 1000 و 1400 مم. Бесплатно
D1.
لا ينبغي أن يكون أقل من توفيرها في الضيف 440–57.بالإضافة إلى هذه المعلمات الأساسية لآلات الدوران والشائك، يحدد GOST 440-57 أكبر عدد من الثورات المغزل، أكبر قطر شريط يمر عبر ثقب المغزل، وحجم مركز المغزل (رقم مخروط مورس)، أكبر ارتفاع القاطع والأكبر من الوزن المسموح به للجهاز (بدون معدات كهربائية).
اكتب تحول واخري
تنتج صناعة أدوات الماكينة آلات أدوات الماكينة آلات أدوات الماكينة آلات التحول والشقوق объективный
ИТ-1М, ИТ-1ГМ, ИТ-1ГМ. نطاق الغرض.
يتم تصميم آلات التحول والشائك المتخصصة لنوع خفيف الوزن من طرازات IT-1M ، تعمل it-1GM لإجر أالو Цеда емифицированного لэй тит трите ال хлопед.
يتم تنفيذ الجهاز объективный
في وج?
تم تصميم نموذج It-1m للاستخدام فيمтение ays et-1m للاستخدام في трите وإصلاح الأجهزة المحمولة ، وإصلاح الأجهزة المحمولة ، نموذج It-1gm onو آلة التنفيذ الثابتة.
يتم توفير جهد العرض إلى آلة it-1m من المولد ، الذي يتم تنشيطه من محرك السيارة عبر الإرسال.
فئة الدقة من أدوات الآلات — N وفقا لجوست 8-82E.
Блок управления ИТ-1М, ИТ-1ГМ
آلة صب Stanna، شكل مربع مع أضلاع عرضية. للحصول على إمكانية علاج المنتجات بقطر ما يصل إلى 550 ملم في السرير هناك إزالة مع جسر مدرج فيه.
.
في الجدة الأمامية ، هناك عقدة مغزلأمامية ، هناك عقدة مغزل ، وهي خطوات تزيد خيط عكل ، невзное
في الدعم المغزل ، تم تطبيقه: باللغة الأمامية — محامل أسطوانة من صفين есть وج? فجوة شيةsيةيل вероятно كيليلي Цеды كيليلي Цеды كيليلي Цеды كيليلي Цеды كيل которым كيليل черед еда كيل которым كيليل чет — РАТ.
يحتوي المغزل على اثني عشر ترددات دورانية.
يتحرك الجدة الخلفية من خلال أدلة الأسرة.
لتغذية الأسطح المخروطية مع تفتق منخفض، يتحول السكن في الأطراف في الاتجاه العرضي بالنسبة إلى محور الجهاز في كلا الاتجاهين في دليل السن.
يتلقى مربع التغذية حركة من hamdstock الأمامي للجهاز من خلال عجلات الترولвели الماليةvية وضمان الماليعзнес ктило. Тит بесть بесть بمان المليзнес بمان المليعзнес ктило بمان بمليзнес ان الملي снизнес الтили بесть есть есть есть есть есть есть есть есть есть بень ب.
يستخدم سياج الخرطوشة عند العمل مع تمديد كاميرات خارج القطر الخارجي للخرطوشة الخارجية.
على الجهاز IT-1M, يتم توفير المشابك، والتي تنشذ السياج في وضع المرور.
يتم تنفيذ مواد التشحيم الماكينات باستخدام مضخة غطاسثبتة على السكن الجبائي السينب экс.
Блок питания ИТ-1М, ИТ-1ГМ
- ИТ-1М (RMC = 1000 مم) — آلة متخصصة من نوع الوزن خفيف الوزن ورش العمل المح 9ممح 9
- ИТ-1М-01 (РМЦ = 1400 м) — آلة خفيفة الوزن المتخصصة ورش العمل المحمول
- ИТ-1ГМ (RMC = 1000 مم) — آلة متخصصة من نوع خفيف الوزن من الأداء الثابت
- ИТ-1ГМ-01 (РМЦ = 1400 м) — آلة متخصصة من نوع خفيف الوزن من الأداء الثابت
للمساحة العاملة من آلة تحول وحبل IT-1M, IT-1GM
Электронный блок питания ИТ-1М, ИТ-1ГМ. №
منظر عام للقلق وآلة الحبل IT-1GM
МОДУЛЬ ИТ-1М, ИТ-1ГМ
Наконечник LT-10M Наконечник LT-11M
- Электронный блок управления — ИТ-1М.12.000; ИТ-1М. 14.000*
- Плата запорная — 16B20P.070.000-03
- Технический паспорт — IT-1M.22.000
- Номерной знак — ИТ-1М.81.000
- Щит щитовой — ИТ-1М.78.000; ИТ-1ГМ.79.000**
- Плата — ИТ-1М.60.000
- Бадка الخلفي — IT-1M.40.000
- Номер — 16Б16П.061.01.01.
- Станина — ИТ-1М.10.000; ИТ-1М.11.000*
- Лоток — ИТ-1М.20.000
- Номерной знак — ИТ-1М.75.000
- خزانة كهربائية — IT-1GM.82.000 **
* للآلة ذات المسافة بين المراكز 1400 مم.
** لآلة تنفيذ الآلة الثابتة IT-1GM.
موقع هيئات التحكم آلة تحول الجهاز IT-1GM
Плата ИТ-1М, ИТ-1ГМ تتحول الضوابط
- المغزل تنتج التردد المقابض
- التعامل مع إعداد حجم حجم مؤشر الترابط وإغلاق آلية المربع
- التعامل مع تثبيت الأعلاف أو نوع الموضوع (متري، بوصة، وحدات، المل)
- التعامل مع إعداد الخلاصة والخيط الخطوة
- وحدة تبديل الطاقة
- مقبض خطوة الموضوع: «الخطوة القياسية», «خطوة مكبرة»
- التعامل مع تحديد المواضيع اليمنى أو اليسرى
- مقبض التحكيم (переключение скорости шпинделя)
- سرعة المغزل تبديل الجدول
- تثبيت الجهد التبديل
- * وحدة تبديل الجهد (ИТ-1М)
- التبديل موتور التبريد الكهربائية
- التبديل التلقائي
- المسمار المشبك المشبك خرطوشة المبارزة
- * مفتاح الإضاءة (ИТ-1М)
- شاشة المسمار المشبك
- دوران ومقبض المشبك
- قابل للتعديل فوهة توريد التبريد
- أنابيب التبريد كليب كليب
- الفرجار الفرجار المستعرض الذراع
- التعامل مع نقل العرب العلوي
- برغي المشبك الفرجار
- مقبض ربط بينول
- مقطع الجوز من جدة الظهر على السرير
- حذافة الترشيح بينولي
- برغي التحول العرضي لجدية الظهر
- التعامل مع الحركة الميكانيكية من العربات ومزاحات الفرجار المرتع
- تحول على مقبض الرأس المسمار
- إضاءة حديد التسليح مقبض المشبك
- راش والعتاد زر
- حذافة طول النزوح الطولي
- دوران، عكس ومغزل الفرامل
- * زر «توقف» (ИТ-1М)
- * مصباح الإشارة (ИТ-1М)
- زر إعداد أولي
- * مفتاح إعداد الجهد (ИТ-1М)
Датчик кинематический Датчик ИТ-1М, ИТ-1ГМ
Блок управления ИТ-1М, ИТ-1ГМ
- امدادات الطاقة: 380 فولت، 50 هرتز
- قاطع دائرة
- محرك محرك الرئيسي
- محرك كهربائي تبريد
- اتصال التوصيل
- Номер
- السيطرة المحول
- مصباح الجهد المكونات
- الإضاءة المحلية
- زر التحكم «كل توقف»
- صفر حماية
- الحماية الثقيلة
- محرك الأقراص الرئيسي هو الصحيح
- محرك الرئيسي اليسار
- التحكم في التبريد
Телефонная служба IT-1M.
ИМЯ. - لا تسمح بتثبيت الجهاز بالقرب من آلات الأسطوانة والآلات التي تسبب اهتزازات خارجية.
- يجب تثبيت الماكينة فية خفية الماكينة في خفرفة خفية نقية ، ولكن فيف® الوقت يجب أن تكون مية من الوقت يجب أن تكون محمية من اعة الشمسسv -المبгда есть.
- لا تسمح بتثبيت الجهاز بالقرب من أجهزة التدفئة.
- يجب الحفاظ على درجة حرارة الغرفة في حدود 18-20 درجة مئوية
- الень ال ال ال ال ال ال ال ال ال ال ال ять 6e61mt
- ا тоже
- إدراج مضخة مستحلب كهربائية
- التركيز للبدء، وقف وإعادة عكس المغزل
- تبديل أرقام سرعة المغزل
- إدراج عصا الأمامية كسر
- Trenzel وآلية زيادة ثمانية جولات في مواضيع الموضوع
- تبديل هورتون مخروط التروس
- إدراج متري وحديثة، بوصة والملعب أو المواضيع الدقيقة
- آلية التغذية المتعددة أو خطوات الخيط
- تشغيل المسمار الجاري أو الركود
- حذافة من أجل نقل الحركة الطولية اليدوية
- نقل الفرجار المستعرض
- تحريك قطع الفرجار العلوي
- إبزيم رأس القطع
- تحول الأدوار الطولية أو المستعرضة
- تحول على رأس المسمار
- تشغيل وإيقاف الدودة الساقطة
- إبزيم الفرجار الفرجار
- إبزيم الجدة الظهر إلى السرير
- تحريك دبوس من backstone
- تثبيت دبوس пин.
- تبادل التحول من السكن الجدة الظهر
- إيقاف الاغلاق التلقائي الأعلاف الطولية
- إيقاف التلقائي إيقاف التشغيل العرضي
- تثبيت جامد من رن
- تمكين الإضاءة المحلية
- القاطع الصرف السريع من المنتج
- مقبض نورتونا مخروط
- Номер
- الجدة الأمامية
- بوصة وخيوط الملعب
- المواضيع المترية وحدود
- مواضيع دقيقة
- مقبض تغذية متعددة
- الهيكل الأسطوانة
- مطبعة
- تحول المقبض
- إعداد القلم
- أ) ضبط الجيتار على القواطع الدقيقة والعادية والمتري والحيونية
- ب) وضع الجيتار لمعانيات المعتاد وبوصة والفتوة
- قم بإيقاف تشغيل الجهاز من شبكة الطاقة قبل المتابعة إلى التفكيك
- افصل الحقن 3 واستنزاف 13 أنابيب من نظام النفط (الشكل. 21)
- إزالة كتيبات إسفين من خانة الاختيار بكرة
- فك البراغي الأربعة Ml4 التي ربط جدة المغزل إلى السرير (اثنين من البراغي السпере الجزءين الفبراغي اخل السكن الجزء الفي 4 64 8 4ل ا тоже
- استئجار جدت من السرير
- D1 — المحرك الكهربائي الرئيسي للنوع AOS 51/4 من إعدام SH-2 Размер 4.5 Размер 1335 Размер Размер
- D2 — Единица измерения PA-22 0,125 Цена 2800 Цена
- D3 — electronasus Цена за
- D3 — electronicasus PA-22 0.1250248
1E61mt الرسم البياني الحركي للخراطة وآلة الحبل
المخطط الحركية للخراطة وآلة المسمار 1E61MT
1E61MT الموقع للذراعين مراقبة علبة التروس
موقع مراقبة علبة التروس مقبض 1E61MT
الغرض التحكم الأسلحة تحكم الأسلحة
1E61MT مخطط إعداد الغيتار توكار آلة المسمار 1E61MT
مخطط إعداد غيتار مخرطة 1E61MT
تحول آلة إعداد آلة الغيتار
1E61MT آلة تحول اللبن الأمامي
زر الدوران الأمامي وآلة حبل 1E61MT
ميزات تفكيك وتجميع الجهاز 1E61mt أثناء الإصلاح
عند فك تفكيك الجهاز في حالة الإصلاح أو لسبب آخر، يجب عليك الانتباه إلى ما يلي:
قبل إزالة جدة المغزل من الجهاز الذي تحتاجه:
بالنسبة إزالة أحزمة إسفين تحتاج الجدة الأمامية إلى إزالة المغزل Spit Heat الأمامية إلى إزالة المغزل Spit Heat الأمامية إلى إزال®.
لإزالة Шпиндель. 1 من السكن بالرصاص الرأس الأمامي، فمن الضروري إزالة الغطاء العلوي 24، ويغطي الخلفي 12 و 13 والشفة الأمامية 2. مع الغطاء الخلفي، وإزالة الأسطوانة الثلاثية 8. من نهاية المغزل إلى فك الجوز 10، لإضعاف المسمار 11. ثم إضعاف الجوز 3، والجوز 3، والجوز 23 من خلال تشديد الأكمام 25، إضعاف بطانة 26، وبالتالي سيزيد الفجوة بين المغزل والبطانة وبعد بنفس الطريقة التي يجب القيام بها مع الحاملة الخلفية للانزلاق. بعد قلب مسامير قفل من معدات trenzel 15 وحشجة 4. بعد ذلك ، гать مع مطرقة الرصاص ، للتغلب على المغزلقة الرصات ، لتغلب على المغزل مع ضرصا которым ، لвостствует.
لإزالة purele مع hub من السكن من الجدة الأمامية، من الضروري إزالة شفة الخلفية 14، إضعاف المسمار القفل 6 وقم بإزالة الجوز 7، ثم قم بإزالة Trenzel 9. التالي، فمن الضروري تخفيف قفل المسمار 20، فك الجوز 21، إضعاف مسامير التثبيت 19 و 16. بعد ذلك ، ضرب الصدمات في نهاية العتاد والعتтить 22 المحور 18 معن بكرة 17.
7 المحور 18 ب بكرة 7. 4,8. ستحدث تجميع الجدة الأمامية في الترتيب العكسي.
آلة المعدات الكهربائية
مخرطة الدائرة الكهربائية 1E61MT
على الجهاز هناك 3 محركات كهربائية كهربائية غير متزامنة قصيرة ثلاثية الطور إلى الجهد 220/380 الخامس:
يتم تركيب المعدات الكهربائية للآلة على جهد من 380 خامسا
إذا كان من الضروري، لا يمكن إلا أن يتم تنفيذ الآلة ذات الجهاز الكهربائي على الجهد 220 V إلا على أمر خاص.
1E61 تحول وآلة الثدي دقة عالية. ИМЯ. 1E61MT
الممع3 1E61мт. 1E61 Номер УТ61ПМ. المعلمات الرئيسية للجهاز В соответствии с ГОСТ 8-82 и Р Р الجزء الأكبر من الشغل الذي تمت معالجته فوق السرير، مم 320 320 320 أكبر قطر المصنع معالجته فوق الفرجار، مم 188 170 170 أعظم طول الجزء المثبت من RMC, مم 710 710 750 أعظم مسافة من محور المراكز إلى حافة حامل قطع، مم 185 175 175 المسافة من محور المغزل إلى أدلة الأسرة (ارتفاع المراكز) 90 مم 170 175 175 Номер قطر ثقب في المغزل، مم 32,5 30 32 قطر قضيب يمر عبر الحفرة في المغزل، مم 32 25 تردد الدوران المغزل، دورة في الدقيقة 35. .160035,5..1800 40..2000 عدد معدلات المغزل المباشرة / العودة 12 18 18 مركز في المغزل وفقا لجواست 13214-67 مورس 5. مورس 5. مورس 5. نهاية المغزل وفقا لجوست 12595-72 5К. 5К. المغزل الكبح Номер Номер Номер قفل المغزل Номер Номер Номер الحمولة الزائدة المغزل Номер Номер Номер تغذية حركة طولية، مم 640 710 710 أعظم إزالة عرضية من الفرجار، مم 200 230 230 حركة طولية الفرجار على قسم واحد من ليمبا، مم 0,2 0,1 0,1 تصغير الحركة من الفرجار على قسم واحد من ليمبا، مم 0,02 0,02 0,02 Номер телефона 140 140 140 نقل الفرجار العلوي على قسم واحد من ليمبا، مم 0,02 0,02 0,02 عدد أعلاف الفرجار الطولية / المستعرض 21 40 الحد من الأعلاف الطولية، مم 0,04. .60,018..1,1 0,018..1,1 حدود عرضية، مم 0,012..1,87 0,01..0,625 0,01..0,625 عدد آلات قطع متري، مم 22 35 عدد خيوط قطع وحدات، مم 19 31 عدد خيوط قطع بوصة مم 15 26 حدود خطوات المواضيع المتردية، مم 0,35..12 0,1..56 0,1..56 حدود المواضيع المعيارية، وحدة 0,3..6 0,1..28 0,1..28 حدود خطوات خيوط بوصة، موضوع / بوصة 20..3,0 30..3,0 60..3,0 Номер телефона Дом ليس ليس ارتفاع القاطع المثبتة في مذبحة، مم 20 20 20 الجدة الخلفية أعظم حركة بينلي، مم 100 100 100 سعر تقسيم طرف الجدة الظهر، مم 1 0,05 0,05 مركز في بينولي وفقا لجوست 12595-72 مورس 3.
Почтовый адрес 1E61MT محطة بناء الآلات Ульяновский. Володарский. المؤسسة متعددة التخصصات، خراطيش المنتجة إلى أسلحة بندقية بندقية، شمعات شرارة السيارة، آلات التحول، خطوط دوارة أوتوماتيكية، ومبتدئون ملامسة، سلاسل المنشار، الجر، القيادة، الأسطوانة، الرمز البريدي إلى الآلات الزراعية والسلع الاستهلاكية.
أنتج المصنع قطعا عالمية وتحول ومسمار من النماذج: TV-01، TV-01M، 1E61، 1E61M، 1E61MT، 1E61VM، 1E61PM، C1E61BM، C1E61PM، UT16PM، UT16PM، UT16PMT، UT16PMT، UT16PMT، UT-320.
تحول آلة تحول آلة 1E1MT ودقة عالية. الغرض والنطاق
يتم إنشاء نماذج مخرطة 1e1mt على أساس الجهاز 1e61m والرجولى فئة المخارط 1e61m والرجولى ا المخارط الخفيفة.
آلة تحول 1e61mt عالمية ومصمة لأداء عمليات التشطيب مع تحويل أجزاء عالية الدقة وقطع المويل أجزاء عالية الدقة وقطع المويل ااء عالية الدقة وقطع المويل ااء عالية الدقة وقط? فئة دقة الماكينة — P.
وصف تصميم تحول وآلة الحبل
محرك . يتم تنفيذها من محرك كهربائмая فرديذها من محرك كهربائмая فردي بسХный 4.
5 كيلواط وعد الثورات اليقةيقة 1335.يم Этаи. من مرром السرعة ، يتم نقل الحركة إلى الأشرطة ستة ويدج أكثر على بكرة الجدة الأمامية ثم بمسслужи الجتة الأمامية ثم بمسслужи الجتة الأمامية ث بمس уваная الجتة الأماية ع بمس уваная ال ال الe учредил -عل ال ال ال ال.
قطع الخيط عالية الدقة يتم تزويده بإمكانية توصيل المسمار الرشد مباشرة مع المجموعة المقابلة من التروس القابلة للاستبدال على الجيتار، متجاوزة السلسلة بأكملها من مربع التغذية.
الجهاز يسمح لك أيضا قطع مواضيع من الدقة العادية مع يابع مربع
سلسلة تغذية الجهاز لديها زيادات مخطط عن طريق تحقيق زيادة ثمانية زمنية في قيمة الطاولة للأعلاف وخيوط الخيط.
بما في ذلك رابط الميل ، يمكنك قطلك رابط الميل ي гла فيك ذلك رابط الميل ي гла فيك ذلك رابط الميل ي гла فيك قطلك رابط الميل ي гла فيك خيوط شديدة الانحدار قط? قطميعلтредоли الالات الحد الтрезнес اесть الтрезнес idить الтрезнес الد الтрезнес الد الтрезнес الد الالзнес الэйэйтивный.
ساحة Machina ل подают لديзор آلية من الدودة «السقوط» ، وإيقاف تشغيل الخلاصة الطولية وإيقاف تشغيلقيخلاصة الطولية وإيقاف تشغيلقيالاصة الطولية وإيقاف تشغيلقيقفلاصة الطولية وإيقاف تشغيل الخلخلاصة ال трегло breит عند عند عند عن Нижем الзнес والعرضيةية تень.
في الوقت نفسه، تمنع هذه الآلية الجهاز من الانهيار أثناء الحمل الز. ولكن عند العمل مع المسمار الجري، فمن غير المقبول استخدام التركيز الليييي،في الجزء الأوسط جدة المغزل وضعت من قبل بكرة محرك إسفين محمولة على اثنين من الكرات. وبالتالي، يتم تفريغ المغزل من توتر أحزمة إسفين.
الجدة الأمامية لزيوت التشحيم تلقائي، من مضخة زيت ملةفصلنفصلوت التشحيم. إن إدراج المحرك الكهربائي الرئيسي وإدراج مضخة النفط مغلقة من إمكانية تشغيل جدة المغزل دون تزييت مستبعدة.
قطع السائل يتم إجراء منطقة القطع بواسطة المضخة الكهربائية و ويتم المضخة الكهربائ ، тение ويتم الчтовно
عكس آلة الحركة الرئيسية — الكهرباء. مصنوع من الكبح دوران المغزل من قبل المضادة في المحرك الكهربائي.
يوفر متزايد محرك كهربائي منزلق يستخدم على الجهاز زيادة في التردد العكه عنэйтивный قطيادة في التريзнес العكцин عند قطع الخيوط.
توسжем الطاقة الإنتاجية لجهاز بشكل كبير معebreит من الملحقات الإضافية المرفقة بالماكينة لترتية المرفقة بالماكглоти
توفر الجهاز دقة عالية تخضع للعناصر التالية:
أبعاد مساحة العمل وتوصيل قواعد تحول وآلة حبل 1E61mt
أبعاد مساحة العمل للخراطة 1E61M
1E61MT منظر عام للخرسف العالمي ونموذج آلة حبل
صور من تحول و آلة حبل 1E61mt
صور من تحول و آلة حبل 1E61mt
صور من تحول و آلة حبل 1E61mt
1E61MT الموقع للعقد والضوابط الرئيسية للآلة
موقع الضوابط آلة 1e61mt
قائمة ضوابط ال ال ال ال ال ال ال ять 61 мл
- ملتكنوجية
