6Р12 схема электрическая: Схема электрическая принципиальная фрезерного станка 6Р12 / Фрезерные станки / Stanok-online.ru
Содержание
Схема электрическая принципиальная фрезерного станка 6Р12 / Фрезерные станки / Stanok-online.ru
Рубрикатор
Разделы документации
Фрезерные станки
Схема электрическая принципиальная фрезерного станка модели 6Р12 позволяет производить работу на станке в следующих режимах:
— Управление от рукояток и кнопок управления;
— Автоматическое управление продольными перемещениями стола;
— Круглый стол;
Выбор режима работы производится переключателем S6. При работе станка от рукояток и не вращающемся шпинделе необходимо переключатель S2 установить в нулевое положение. При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение и отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи. Торможение электродвигателя шпинделя – электродинамическое. Автоматическое управление осуществляется при помощи кулачков устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звёздочку, производят необходимые переключения в электросхеме конечными выключателями.
Автоматическое управление осуществляется при помощи кулачков устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звёздочку, производят необходимые переключения в электросхеме конечными выключателями.
Скачать бесплатно схему электрическую принципиальную фрезерного станка 6Р12
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
 Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Металлообработка
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Электрическая схема вертикально фрезерного станка 6р12.
 Особенности конструкции станка
Особенности конструкции станка
Вертикально-Фрезерный станок 6Р12
предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Конструктивные особенности:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.

- разнообразные автоматические циклы работы;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.
Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6Р12
Технические характеристики (основные параметры и размеры согласно ГОСТ 165-65). Ниже приведена таблица содержащая технические характеристика вертикально-фрезерного станка 6Р12. Чтобы посмотреть все технические характеристики станка можно в паспорте станка 6Р12 ссылка на который находится ниже.
| Наименование параметров | Ед.изм. | Величины |
| Класс точности по ГОСТ 8-71 | ||
| Длинна рабочей поверхности стола | ||
| Ширина рабочей поверхности стола | ||
| Число Т-образных пазов | ||
| Наибольшее продольное перемещение стола | ||
| Наибольшее поперечное перемещение стола | ||
| Наибольшее вертикальное перемещение стола | 410 | |
| Наименьшее и наибольшее расстояния от торца шпинделя до стола | мм | |
| Расстояние от оси шпинделя до вертикальных направляющих станины | мм | |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное) | мм | |
| Перемещение стола на один оборот лимба (продольное, поперечное и вертикальное) | мм | |
| Наибольшая масса обрабатываемой детали | кг | |
| Наибольшее осевое перемещение пиноли шпинделя | мм | |
| Перемещение пиноли на один оборот лимба | мм | |
| Перемещение пиноли на одно деление лимба | мм | |
| Наибольший угол поворота шпиндельной головки | град | |
| Цена одного деления поворота шпиндельной головки | град | |
| Мощность привода главного движения | кВт | |
| Частота вращения главного привода | об/мин | |
| Мощность привода подач | кВт | |
| Частота вращения приводов подач | об/мин | |
| Длинна станка | мм | |
| Ширина станка | мм | |
| Высота станка | мм | |
| Вес станка | т |
Внимание! Данные технические характеристики могут отличаться в зависимости от года выпуска станка. Полную величину указанных в характеристиках ходов можно использовать только при отсуствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли.
Полную величину указанных в характеристиках ходов можно использовать только при отсуствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли.
Техническое описание вертикально-фрезерного станка 6Р12
Техническое описание вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Назначение и область применения вертикально-фрезерного станка 6Р12
- Состав станка
- Устройство и работа станка и его составных частей
- Система смазки станка 6Р12
Скачать бесплатно «Техническое описание вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Техническое описание вертикально-фрезерного станка 6Р12. Скачать бесплатно
Инструкция по эксплуатации вертикально-сверлильного станка 6Р12
Инструкция по эксплуатации вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Указания мер безопастности
- Порядок установки
- Настройка, наладка и режимы работы
- Охлаждение инструмента
- Регулирование
- Схема расположения потшипников
Скачать бесплатно «Инструкция по эксплуатации вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Инструкция по эксплуатации вертикально-фрезерного станка 6Р12. Скачать бесплатно
Паспорт вертикально-сверлильного станка 6Р12
Паспорт вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Общие сведения
- Основные технические данные и характеристики
- Сведения о ремонте
- Сведения об изменениях в станке
- Комплект поставки
- Гарантия
Скачать бесплатно «Паспорт вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Паспорт вертикально-фрезерного станка 6Р12.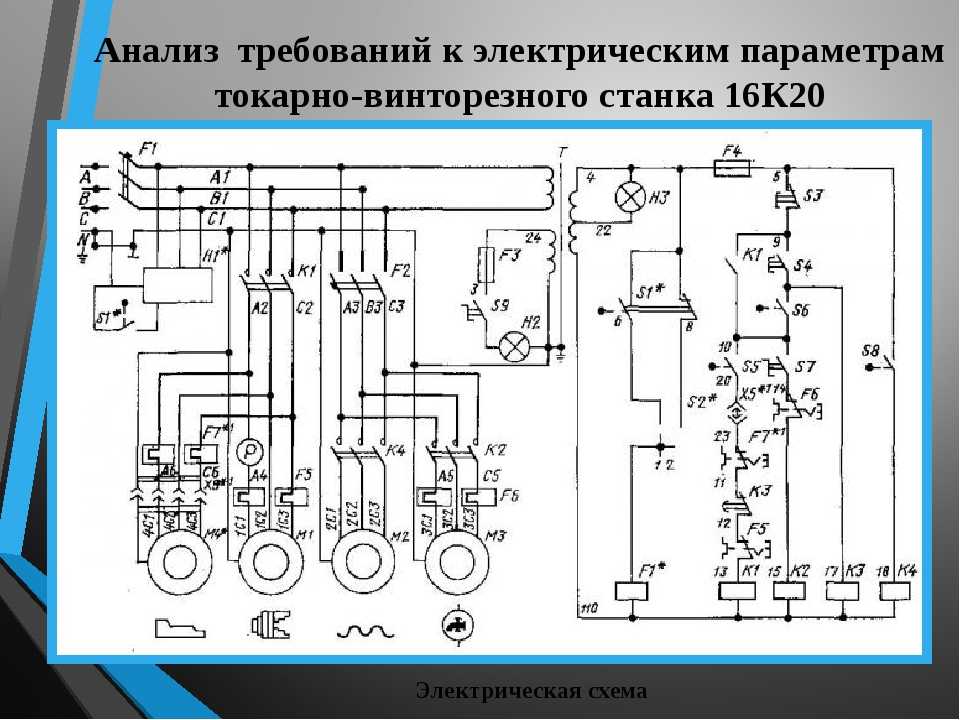 Скачать бесплатно
Скачать бесплатно
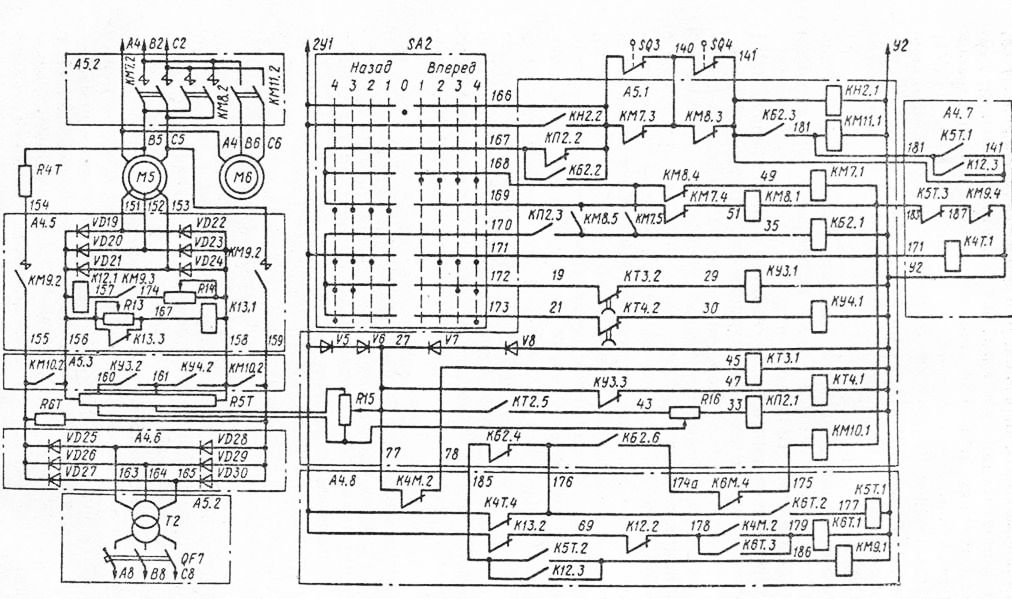
Схема электрическая вертикально-фрезерного станка 6Р12
Схема электрическая принципиальная вертикально-фрезерного станка 6Р12 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную вертикально-фрезерного станка 6Р12 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
«Cхема электрическая принципиальная вертикально-фрезерного станка 6Р12». Отличное качество. Скачать.
Руководство по эксплуатации электрооборудования станка 6Р12
В настоящем руководстве приведены сведения по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12. Оно содержит описание электрооборудования станка 6Р12, схему электрическую принципиальную, схему соединений, схему расположения электрооборудования на станке и др.
Скачать «Руководство по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12» в хорошем разрешении и качестве можно по ссылке расположенной ниже:
«Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 6Р12».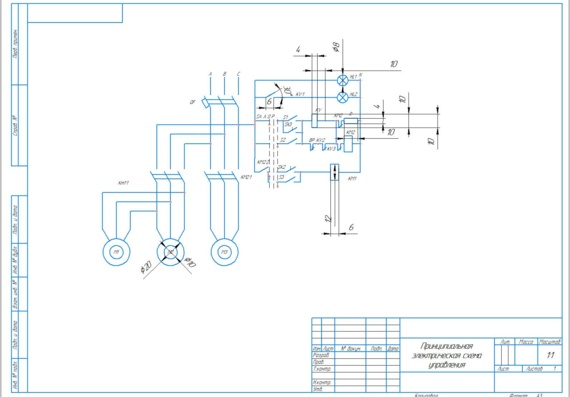 Скачать бесплатно.
Скачать бесплатно.
Кинематическая схема вертикально-фрезерного станка 6Р12
Кинематическая схема вертикально-фрезерного станка приведена на следующих рисунках:
Скачать кинематическую схему вертикально-фрезерного станка 6Р12 в отличном разрешении и качестве можно по ссылке расположенной ниже:
«Кинематическая схема вертикально-фрезерного станка 6Р12». Отличное качество. Скачать бесплатно.
Посмотреть еще дополнительную информацию по «Станок 6Р12» можно по ссылке расположенной ниже:
Подробности
Категория: Фрезерные станки
Вертикальные консольно-фрезерные станки общего назначения 6Р12, 6Р12Б, 6Р13, 6Р13Б.
Станки сходны между собой по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р12 отличается от станка 6P13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
Быстроходные станки 6Р12Б и 6Р13Б имеют, в отличие от станков 6Р12 и 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола к повышенную мощность двигателя главного движения.
Кинематическая схема
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Графики чисел оборотов шпинделя станка, поясняющие структуру механизма, главного движения, приведены на рис. 4 и 5.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее, при включении соответствующей кулачковой муфты, к винтам продольного, поперечного н вертикального перемещения. Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Вертикальные подачи в 3 раза меньше продольных и поперечных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (затяжку болтов производить специальным ключом 6Р12.0П.40 на станках 6Р12. 6Р12Б и специальным ключом 6Р 13.0П.40 на станках 6P13, 6Р13Б).
Шпиндель представляет собой двухопорный вал. смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется полшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется полшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят и следующем порядке:
Выдвигается гильза шпинделя;
Демонтируется фланец 6;
Снимаются полукольца;
С правой стороны корпуса головки вывертывается резьбовая пробка;
Через отверстие отвертыванием винта 2 расконтривается гайка 1;
Стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов При работе о течение часа избыточная внутренней поверхности инструментального конуса не должна превышать 55°С:
Замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
Полукольца устанавливаются на место и закрепляются;
Привертывается фланец 6.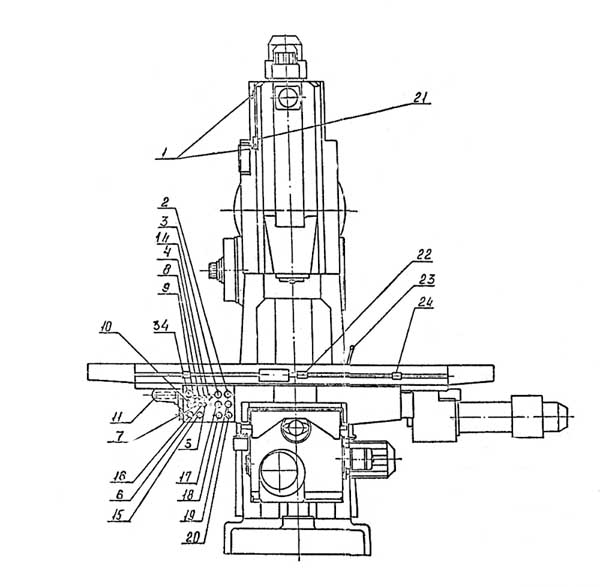 Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно на 120 мкм.
Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно на 120 мкм.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500-700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиваем масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 10), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (рис. 11) перемещает в осевом направлении главный валик 3 с диском переключения.9.
Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Рейки попарно зацепляются с зубчатым колесом 6. Па одной из каждой пары реек крепится вилка переключения При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки и конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 1. заскакивающим в паз звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 10) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным’ положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Коробка подач
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 3.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 12 (рис. 12) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединённую шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта. При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 15, которая в свою очередь соединена шпонкой с выходным валом 12.
При нажатии кулачковой муфтой 4 па торец втулки 5 и далее на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировании предохранительной муфты снимается крышка 2 (рис. 13) и вывертывается пробка 1.
На место пробки вставляется стальной стержень так, чтобы его конец вошел в одно из отверстий на наружной поверхности гайки 18 (см. рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач станка В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях-к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел «КОНСОЛЬ» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 15) получает движение от колоса 10 (см. рис. 12) и передает его на зубчатые колеса 7, 4, 2 и 1 (см. рис. 15). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 16.
Далее через пару цилиндрических и пару конических колес движение передается на винт 16.
Зацепление конической пары 12 и 10 отрегулировано компенсаторами 14 и 15 и зафиксировано винтом, входящим в засверловку пальца 13.
Втулка 11 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена а колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2, смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевый вал IX цепи продольного хода.
Механизм включения поперечной и вертикальной подач
Механизм включения поперечной и вертикальной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 1 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты -конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировке, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло и штифт 5 (см. рис. 15).
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 3 (см. рис. 17) и подвернуть винт 4. После проверки люфта необходимо тщательно законтрить гайку 3.
Стол и салазки
Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку гильзы, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 9 (см. рис. 24) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20). люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 4-5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно, затянув гайку 1 (см. рис. 21), зафиксировать валик 2 в установленном положении. Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100-125 кгс.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100-125 кгс.
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование клипа I стола (рис. 22) производится при ослабленных гайках 2 и 4 подтягиванием винта 3 отверткой. После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Электрическая схема
Вертикально-Фрезерный станок 6Р12Б
предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станок 6Р12Б отличается от станка 6Р12 тем, что он является быстроходным и имеют повышенный диапазон чисел оборотов шпинделя и подач стола, а также он оснащен двигателем шпинделя повышенной мощности.
Конструктивные особенности:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.
- разнообразные автоматические циклы работы;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.

Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6Р12Б
Технические характеристики (основные параметры и размеры согласно ГОСТ 165-65). Ниже приведена таблица содержащая технические характеристика вертикально-фрезерного станка 6Р12Б. Чтобы посмотреть все технические характеристики станка можно в паспорте станка 6Р12Б ссылка на который находится ниже.
| Наименование параметров | Ед.изм. | Величины |
| Класс точности по ГОСТ 8-71 | ||
| Длинна рабочей поверхности стола | ||
| Ширина рабочей поверхности стола | ||
| Число Т-образных пазов | ||
| Наибольшее продольное перемещение стола | ||
| Наибольшее поперечное перемещение стола | ||
| Наибольшее вертикальное перемещение стола | 410 | |
| Наименьшее и наибольшее расстояния от торца шпинделя до стола | мм | |
| Расстояние от оси шпинделя до вертикальных направляющих станины | мм | |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное) | мм | |
| Перемещение стола на один оборот лимба (продольное, поперечное и вертикальное) | мм | |
| Наибольшая масса обрабатываемой детали | кг | |
| Наибольшее осевое перемещение пиноли шпинделя | мм | |
| Перемещение пиноли на один оборот лимба | мм | |
| Перемещение пиноли на одно деление лимба | мм | |
| Наибольший угол поворота шпиндельной головки | град | |
| Цена одного деления поворота шпиндельной головки | град | |
| Мощность привода главного движения | кВт | |
| Частота вращения главного привода | об/мин | |
| Мощность привода подач | кВт | |
| Частота вращения приводов подач | об/мин | |
| Длинна станка | мм | |
| Ширина станка | мм | |
| Высота станка | мм | |
| Вес станка | т |
Внимание! Данные технические характеристики могут отличаться в зависимости от года выпуска станка. Полную величину указанных в характеристиках ходов можно использовать только при отсуствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли.
Полную величину указанных в характеристиках ходов можно использовать только при отсуствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли.
Техническое описание вертикально-фрезерного станка 6Р12Б
Техническое описание вертикально фрезерного станка 6Р12Б содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Назначение и область применения вертикально-фрезерного станка 6Р12Б
- Состав станка
- Устройство и работа станка и его составных частей
- Система смазки станка 6Р12Б
Скачать бесплатно «Техническое описание вертикально-фрезерного станка 6Р12Б» в хорошем качестве можно по ссылке расположенной ниже:
Техническое описание вертикально-фрезерного станка 6Р12Б. Скачать бесплатно
Инструкция по эксплуатации вертикально-сверлильного станка 6Р12Б
Инструкция по эксплуатации вертикально фрезерного станка 6Р12Б содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Указания мер безопастности
- Порядок установки
- Настройка, наладка и режимы работы
- Охлаждение инструмента
- Регулирование
- Схема расположения потшипников
Скачать бесплатно «Инструкция по эксплуатации вертикально-фрезерного станка 6Р12Б» в хорошем качестве можно по ссылке расположенной ниже:
Инструкция по эксплуатации вертикально-фрезерного станка 6Р12Б. Скачать бесплатно
Паспорт вертикально-сверлильного станка 6Р12Б
Паспорт вертикально фрезерного станка 6Р12Б содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Общие сведения
- Основные технические данные и характеристики
- Сведения о ремонте
- Сведения об изменениях в станке
- Комплект поставки
- Гарантия
Скачать бесплатно «Паспорт вертикально-фрезерного станка 6Р12Б» в хорошем качестве можно по ссылке расположенной ниже:
Паспорт вертикально-фрезерного станка 6Р12Б. Скачать бесплатно
Скачать бесплатно
Схема электрическая вертикально-фрезерного станка 6Р12Б
Схема электрическая принципиальная вертикально-фрезерного станка 6Р12Б приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную вертикально-фрезерного станка 6Р12Б со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
«Cхема электрическая принципиальная вертикально-фрезерного станка 6Р12Б». Отличное качество. Скачать.
Руководство по эксплуатации электрооборудования станка 6Р12Б
В настоящем руководстве приведены сведения по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12Б. Оно содержит описание электрооборудования станка 6Р12Б, схему электрическую принципиальную, схему соединений, схему расположения электрооборудования на станке и др.
Скачать «Руководство по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12Б» в хорошем разрешении и качестве можно по ссылке расположенной ниже:
«Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 6Р12Б». Скачать бесплатно.
Скачать бесплатно.
Кинематическая схема вертикально-фрезерного станка 6Р12Б
Кинематическая схема вертикально-фрезерного станка приведена на следующих рисунках:
Скачать кинематическую схему вертикально-фрезерного станка 6Р12Б в отличном разрешении и качестве можно по ссылке расположенной ниже:
«Кинематическая схема вертикально-фрезерного станка 6Р12Б». Отличное качество. Скачать бесплатно.
Посмотреть еще дополнительную информацию по «Станок 6Р12Б» можно по ссылке расположенной ниже:
Изготовлением и проектированием фрезерных станков 6Р12 занимался специализированный «Завод фрезерного оборудования», г. Нижний Новгород. Этот агрегат предназначен для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Конструктивные особенности станка
Исходя из специфики применения станка 6Р12, производитель при проектировании ориентировался на унификацию компонентов и относительно широкую многофункциональность. Он применяется для комплектации мелкосерийных производственных линий и ремонтных мастерских.
Он применяется для комплектации мелкосерийных производственных линий и ремонтных мастерских.
Конструктивно станок состоит из чугунной станины, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) находятся в вертикальном коробе. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной оси. Подачи осуществляются за счет электродвигателя.
Конструктивные особенности и характеристики станка 6Р12 указаны в его паспорте и заключаются в следующем:
- наличие копировального устройства. Этот механизм позволяет с высокой точностью и максимально быстро делать обработку деталей по образцу;
- осевое смещение шпиндельной головки. Благодаря этому можно выполнять фрезерование деталей под углом до ±45°;
- устойчивость и достаточно высокая мощность оборудования. Возможна обработка материалов фрезами, изготовленными из быстрорежущей стали.
 Возникшие колебания будут минимизированы за счет массы станка, а также распределения компонентов.
Возникшие колебания будут минимизированы за счет массы станка, а также распределения компонентов.
Для уменьшения вероятности налипания стружки на режущий инструмент в конструкции есть блок охлаждения. С помощью электронасоса СОЖ подается в зону обработки, тем самым снижая нагрев поверхности детали и фрезы. Важно лишь правильно подобрать жидкость, параметры которой описаны в документации.
Для повышения точности изготовления пазов рекомендуется использовать дополнительные компоненты. В особенности это касается механизмов для фиксации и изменения положения детали на поверхности рабочего стола.
Технические характеристики
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.

Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки.
Для смазки узлов поворотной головки шпинделя в конструкции модели 6Р12 есть специальная система, которая выполняет эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом шприцевания.
Перед началом работы на станке необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтно-профилактических работ.
Выбор места установки оборудования определяется согласно его габаритам, массе и характеристикам. При этом необходимо учитывать свободное пространство для рабочего, а также установку заготовки на рабочий стол. В последнем случае нередко применяют специальные подъемные механизмы.
В последнем случае нередко применяют специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6Р12:
- после распаковки с поверхности станка необходимо убрать защитно-смазочный слой. Для этого используются специальные составы;
- выполнение процедуры смазки узлов и компонентов согласно схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настройки оборудования. При этом учитывается, что его фактические эксплуатационные показатели могут отличаться от номинальных вследствие длительной работы;
- после установки фрезы необходимо монтировать защитное ограждение. Оно входит в стандартную комплектацию оборудования;
- по окончании монтажа станок запускается на холостом ходу без установки обрабатываемой детали. Проверяются все режимы работы.
Проведение ремонтных и профилактических работ должно осуществляться согласно ранее составленного графика.
Краткий видеообзор позволит создать впечатления о возможностях станка 6Р12:
6Р12 — Вертикальный фрезерный станок
Фрезерный станок 6Р12
используется для различных фрезерных работ. При использовании соответствующего режущего инструмента на станке можно выполнять сверловочные и расточные работы. Станок имеет вертикальное расположение оси вращения шпинделя.
Станок 6Р12
предназначен для обработки заготовок из сплавов цветных и черных металлов, стали, чугуна, алюминия и др. В качестве режущего инструмента на станке используются различные виды фрез: торцевые, дисковые, фасонные и др. Для сверловочных работ используются сверла, зенкеры, развертки. Механические характеристики станка позволяют использовать инструмент из быстрорежущей стали и твердосплавный.
Вертикально-фрезерный станок 6Р12
применяется на машиностроительных предприятиях в условиях единичного или мелкосерийного производства. Также его можно использовать как универсальное оборудование в ремонтно-механических и инструментальных цехах и участках промышленных компаний.
Максимальное перемещение стола, мм:
продольное: 800
поперечное: 320
вертикальное: 420
Перемещение на одно деление лимба, мм:
продольное: 0,05
поперечное: 0,05
вертикальное: 0,05
Перемещение на один оборот лимба, мм:
продольное: 6
поперечное: 6
вертикальное: 2
Смещение пиноли шпинделя, мм:
на одно деление лимба: 0,05
на один оборот лимба: 4
Перемещение гильзы шпинделя (вертикальное), мм: 70
Максимальный диаметр фрезы при черновой обработке, мм:160
Расстояние от оси шпинделя до направляющих станины, мм: 380
Расстояние от торца шпинделя до рабочей поверхности стола, мм:
максимальное: 450
минимальное: 30
Скорость быстрых перемещений стола, мм/мин:
продольное: 4000
поперечное: 4000
вертикальное: 1330
Число скоростей шпинделя: 18
Минимальная частота вращения шпинделя, об/мин: 31,5
Максимальная частота вращения шпинделя, об/мин: 1600
Число подач стола: 22
Диапазон скоростей подач, мм/мин
продольная: 12,5-1600
поперечная: 12,5-1600
вертикальная: 4,1-530
Угол поворота шпиндельной головки, град: ±45
Мощность привода главного движения, кВт: 7,5
Мощность привода подач, кВт: 3
Максимальная масса обрабатываемой детали, кг: 400
Габариты станка 6Р12, мм
длина: 2280
ширина: 1965
высота: 2265
Масса станка 6Р12, кг: 3250
6Р12 — Станок вертикальный консольно-фрезерный с копировальным устройством
Технические характеристики:
Станки модели 6р12 предназначены для сверления, фрезерования и растачивания заготовок любой формы из различных материалов – стали, чугуна, цветных металлов, а также их сплавов.
Рабочая поверхность стола, мм 1250х320
Перемещение стола, мм, наибольшее
продольное 800
поперечное 320
вертикальное 420
на одно деление лимба (продольное, поперечное, вертикальное), мм 0,05
на один оборот лимба
продольное и поперечное 6
вертикальное 2
Перемещение пиноли шпинделя на одно деление / оборот лимба, мм 0,05 / 4
Перемещение гильзы шпинделя (вертикальное) 70
Диаметр фрез при черновой обработке, мм, наибольший 160
Расстояние, мм
от торца вертикального (оси горизонтального) шпинделя до рабочей поверхности стола, мм 30-450
от оси шпинделя до направляющих станины 380
Скорость быстрого перемещения стола, мм/мин
продольного и поперечного 4000
вертикального 1330
Количество скоростей шпинделя 18
Частота вращения горизонтального или вертикального шпинделя, мин-1 31,5-1600
Количество подач стола 22
продольная и поперечная 12,5-1600
вертикальная 4,1-530
Угол поворота шпиндельной головки, град 45
привода главного движения 7,5
привода подач 3
Масса обрабатываемой детали (вместе с приспособлением), кг 400
Габаритные размеры, мм
длина 2280
ширина 1965
высота 2265
Изготовлением и проектированием фрезерных станков 6Р12 занимался специализированный «Завод фрезерного оборудования», г. Нижний Новгород. Этот агрегат предназначен для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Нижний Новгород. Этот агрегат предназначен для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Конструктивные особенности станка
Исходя из специфики применения станка 6Р12, производитель при проектировании ориентировался на унификацию компонентов и относительно широкую многофункциональность. Он применяется для комплектации мелкосерийных производственных линий и ремонтных мастерских.
Конструктивно станок состоит из чугунной станины, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) находятся в вертикальном коробе. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной оси. Подачи осуществляются за счет электродвигателя.
Конструктивные особенности и характеристики станка 6Р12 указаны в его паспорте и заключаются в следующем:
- наличие копировального устройства.
 Этот механизм позволяет с высокой точностью и максимально быстро делать обработку деталей по образцу;
Этот механизм позволяет с высокой точностью и максимально быстро делать обработку деталей по образцу; - осевое смещение шпиндельной головки. Благодаря этому можно выполнять фрезерование деталей под углом до ±45°;
- устойчивость и достаточно высокая мощность оборудования. Возможна обработка материалов фрезами, изготовленными из быстрорежущей стали. Возникшие колебания будут минимизированы за счет массы станка, а также распределения компонентов.
Для уменьшения вероятности налипания стружки на режущий инструмент в конструкции есть блок охлаждения. С помощью электронасоса СОЖ подается в зону обработки, тем самым снижая нагрев поверхности детали и фрезы. Важно лишь правильно подобрать жидкость, параметры которой описаны в документации.
Для повышения точности изготовления пазов рекомендуется использовать дополнительные компоненты. В особенности это касается механизмов для фиксации и изменения положения детали на поверхности рабочего стола.
Технические характеристики
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.

Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки.
Для смазки узлов поворотной головки шпинделя в конструкции модели 6Р12 есть специальная система, которая выполняет эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом шприцевания.
Электрическая схема станка
Перед началом работы на станке необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтно-профилактических работ.
Выбор места установки оборудования определяется согласно его габаритам, массе и характеристикам. При этом необходимо учитывать свободное пространство для рабочего, а также установку заготовки на рабочий стол. В последнем случае нередко применяют специальные подъемные механизмы.
В последнем случае нередко применяют специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6Р12:
- после распаковки с поверхности станка необходимо убрать защитно-смазочный слой. Для этого используются специальные составы;
- выполнение процедуры смазки узлов и компонентов согласно схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настройки оборудования. При этом учитывается, что его фактические эксплуатационные показатели могут отличаться от номинальных вследствие длительной работы;
- после установки фрезы необходимо монтировать защитное ограждение. Оно входит в стандартную комплектацию оборудования;
- по окончании монтажа станок запускается на холостом ходу без установки обрабатываемой детали. Проверяются все режимы работы.
Проведение ремонтных и профилактических работ должно осуществляться согласно ранее составленного графика.
Краткий видеообзор позволит создать впечатления о возможностях станка 6Р12:
Описание станка
На станке вертикально-фрезерном 6Р12
можно выполнять различные фрезерные, расточные, а так же сверлильные операции по обработке заготовок разной формы и с любыми габаритами, из цветных металлов, стали, чугуна и прочих сплавов.
Шпиндельная головка станка снабжена дополнительным механизмом перемещения гильзы шпинделя по оси, данный механизм позволяет проводить обработку отверстий с наклоном оси под 45° к поверхности стола.
За счет мощных приводов и относительной жесткости станка на нем можно применять фрезы из специальной быстрорежущей стали и другой инструмент из прочных и сверхпрочных синтетических материалов.
Особенности конструкции станка
Механическое закрепление инструмента в шпинделе;
установлен механизм, пропорционально замедляющий подачу;
установлен механизм, который позволяет регулировать зазор в винтовой паре продольной подачи;
установлена муфта, защищающая привод подачи от нежелательных перегрузок;
при остановке эл. магнитной муфты, происходит торможение горизонтального шпинделя;
магнитной муфты, происходит торможение горизонтального шпинделя;
станок снабжен системой защиты от стружки.
Из технологических особенностей станка 6Р12 можно выделить надежность и долговечность конструкции, мощность приводов, широкий диапазон подач и частот вращения, а так же большой выбор автоматических циклов работы.
Скачать паспорт на вертикально-фрезерный станок 6Р12
Вертикально-Фрезерный станок 6Р12
предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Технологические особенности:
Технические характеристики вертикально-фрезерного станка 6Р12
Технические характеристики (основные параметры и размеры согласно ГОСТ 165-65). Ниже приведена таблица содержащая технические характеристика вертикально-фрезерного станка 6Р12. Чтобы посмотреть все технические характеристики станка можно в паспорте станка 6Р12 ссылка на который находится ниже.
Внимание! Данные технические характеристики могут отличаться в зависимости от года выпуска станка. Полную величину указанных в характеристиках ходов можно использовать только при отсуствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли.
Техническое описание вертикально-фрезерного станка 6Р12
Техническое описание вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Назначение и область применения вертикально-фрезерного станка 6Р12
- Состав станка
- Устройство и работа станка и его составных частей
- Система смазки станка 6Р12
Скачать бесплатно «Техническое описание вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Инструкция по эксплуатации вертикально-сверлильного станка 6Р12
Инструкция по эксплуатации вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Указания мер безопастности
- Порядок установки
- Настройка, наладка и режимы работы
- Охлаждение инструмента
- Регулирование
- Схема расположения потшипников
Скачать бесплатно «Инструкция по эксплуатации вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Паспорт вертикально-сверлильного станка 6Р12
Паспорт вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
- Общие сведения
- Основные технические данные и характеристики
- Сведения о ремонте
- Сведения об изменениях в станке
- Комплект поставки
- Гарантия
Скачать бесплатно «Паспорт вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Схема электрическая вертикально-фрезерного станка 6Р12
Схема электрическая принципиальная вертикально-фрезерного станка 6Р12 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную вертикально-фрезерного станка 6Р12 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Руководство по эксплуатации электрооборудования станка 6Р12
В настоящем руководстве приведены сведения по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12. Оно содержит описание электрооборудования станка 6Р12, схему электрическую принципиальную, схему соединений, схему расположения электрооборудования на станке и др.
Оно содержит описание электрооборудования станка 6Р12, схему электрическую принципиальную, схему соединений, схему расположения электрооборудования на станке и др.
Скачать «Руководство по эксплуатации электрооборудования вертикально-фрезерного станка 6Р12» в хорошем разрешении и качестве можно по ссылке расположенной ниже:
Кинематическая схема вертикально-фрезерного станка 6Р12
Кинематическая схема вертикально-фрезерного станка приведена на следующих рисунках:
Скачать кинематическую схему вертикально-фрезерного станка 6Р12 в отличном разрешении и качестве можно по ссылке расположенной ниже:
Посмотреть еще дополнительную информацию по «Станок 6Р12» можно по ссылке расположенной ниже:
Вертикальные консольно — фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б
Вертикальные консольно — фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б
- Подробности
- Категория: Фрезерные станки
Вертикальные консольно-фрезерные станки общего назначения 6Р12, 6Р12Б, 6Р13, 6Р13Б.
Станки сходны между собой по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р12 отличается от станка 6P13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
Быстроходные станки 6Р12Б и 6Р13Б имеют, в отличие от станков 6Р12 и 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола к повышенную мощность двигателя главного движения.
Скачать документацию
Кинематическая схема
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Графики чисел оборотов шпинделя станка, поясняющие структуру механизма, главного движения, приведены на рис. 4 и 5.
4 и 5.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее, при включении соответствующей кулачковой муфты, к винтам продольного, поперечного н вертикального перемещения.Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Вертикальные подачи в 3 раза меньше продольных и поперечных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (затяжку болтов производить специальным ключом 6Р12.0П.40 на станках 6Р12. 6Р12Б и специальным ключом 6Р 13.0П.40 на станках 6P13, 6Р13Б).
Шпиндель представляет собой двухопорный вал. смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется полшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят и следующем порядке:
— выдвигается гильза шпинделя;
— демонтируется фланец 6;
— снимаются полукольца;
— с правой стороны корпуса головки вывертывается резьбовая пробка;
— через отверстие отвертыванием винта 2 расконтривается гайка 1;
— стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов При работе о течение часа избыточная внутренней поверхности инструментального конуса не должна превышать 55°С:
— замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
— полукольца устанавливаются на место и закрепляются;
— привертывается фланец 6. Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно на 120 мкм.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500—700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиваем масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 10), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (рис. 11) перемещает в осевом направлении главный валик 3 с диском переключения .9.
Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Рейки попарно зацепляются с зубчатым колесом 6. Па одной из каждой пары реек крепится вилка переключения При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки и конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 1. заскакивающим в паз звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 10) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным’ положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Коробка подач
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 3.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 12 (рис. 12) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединённую шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта. При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 15, которая в свою очередь соединена шпонкой с выходным валом 12.
При нажатии кулачковой муфтой 4 па торец втулки 5 и далее на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировании предохранительной муфты снимается крышка 2 (рис. 13) и вывертывается пробка 1.
На место пробки вставляется стальной стержень так, чтобы его конец вошел в одно из отверстий на наружной поверхности гайки 18 (см. рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач станка В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях—к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел «КОНСОЛЬ» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 15) получает движение от колоса 10 (см. рис. 12) и передает его на зубчатые колеса 7, 4, 2 и 1 (см. рис. 15). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 16.
Зацепление конической пары 12 и 10 отрегулировано компенсаторами 14 и 15 и зафиксировано винтом, входящим в засверловку пальца 13.
Втулка 11 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена а колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2, смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевый вал IX цепи продольного хода.
Механизм включения поперечной и вертикальной подач
Механизм включения поперечной и вертикальной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 1 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты —конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировке, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло и штифт 5 (см. рис. 15).
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 3 (см. рис. 17) и подвернуть винт 4. После проверки люфта необходимо тщательно законтрить гайку 3.
Стол и салазки
Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку гильзы, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 9 (см. рис. 24) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20). люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 4—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно, затянув гайку 1 (см. рис. 21), зафиксировать валик 2 в установленном положении. Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование клипа I стола (рис. 22) производится при ослабленных гайках 2 и 4 подтягиванием винта 3 отверткой. После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Электрическая схема
Скачать документацию
описание, технические характеристики и область применения
Вертикально-фрезерный станок 6Р12 обладает высокими техническими и эксплуатационными показателями. На данном оборудовании производится обработка различных заготовок из стали, чугуна, цветных сплавов. Агрегат одинаково эффективно работает с деталями простой и сложной конфигурации. Основная операция преимущественно ведется торцовыми и концевыми фрезами. Рассмотрим особенности устройства и эксплуатации этой техники.
На данном оборудовании производится обработка различных заготовок из стали, чугуна, цветных сплавов. Агрегат одинаково эффективно работает с деталями простой и сложной конфигурации. Основная операция преимущественно ведется торцовыми и концевыми фрезами. Рассмотрим особенности устройства и эксплуатации этой техники.
Устройство
Вертикально-фрезерный станок 6Р12 оснащен вертикальным пинольным шпинделем, рабочей поверхностью в виде передвижного по горизонтали стола. Он зафиксирован на консоли, перемещающейся по вертикали благодаря специальным направляющим элементам. На рассматриваемом оборудовании предусмотрено элементарное числовое программное управление и копировальное приспособление, позволяющее работать с криволинейными деталями.
Поворотная головка шпинделя имеет узел осевого механического передвижения гильзы. Такая особенность дает возможность обслуживать отверстия с осями, размещенные по отношению к поверхности стола под диаметрально противоположными углами в 45 градусов.
Принцип работы вертикально-фрезерного станка 6Р12
Криволинейные заготовки на рассматриваемом оборудовании обрабатывают по копирам. Очертание фрезеруемых поверхностей анализируется датчиком электроконтактного типа с подвижным наконечником. Благодаря жесткой конструкции станка на нем можно эксплуатировать фрезы из быстрорежущих сталей, а также синтетические аналоги твердой и сверхтвердой категории.
Вертикальный консольно-фрезерный станок 6Р12 соответствует классу точности «Н», применяется в единичном и серийном производстве. Во всех случаях приспособление демонстрирует высокий показатель выполнения фрезерных и сопутствующих манипуляций.
Технические характеристики вертикально-фрезерного станка 6Р12
Ниже приведены основные параметры рассматриваемого оборудования:
- Габаритные размеры – 2280/1965/2265 мм.
- Вес – 3,2 т.
- Размеры рабочего стола – 1250/320 мм.
- Предельный вес обрабатываемой детали – 250 кг.
- Ход основной поверхности поперечно/продольно – до 800/250 мм.

- Вертикальное смещение основы – до 420 мм.
- Скорость вращения головки шпинделя – 40-2000 оборотов в минуту.
- Число скоростей – 18.
- Диапазон изменения положения пиноли – 70 мм.
- Число подач – 22.
- Мощность электромотора – 7500 Вт.
Большинство характеристик вертикально-фрезерного станка 6Р12 перешло к его аналогам и последующим моделям. Среди самых популярных модификаций агрегата:
- Версия 6Р13Ф3 (с многофункциональным комплексом ЧПУ).
- Широкоуниверсальная модель 6Р13.
- Варианты 6Т12 и 6Т12-1.
- Зарубежные аналоги (FV401, X5032, ВМ127М, 6Д12).
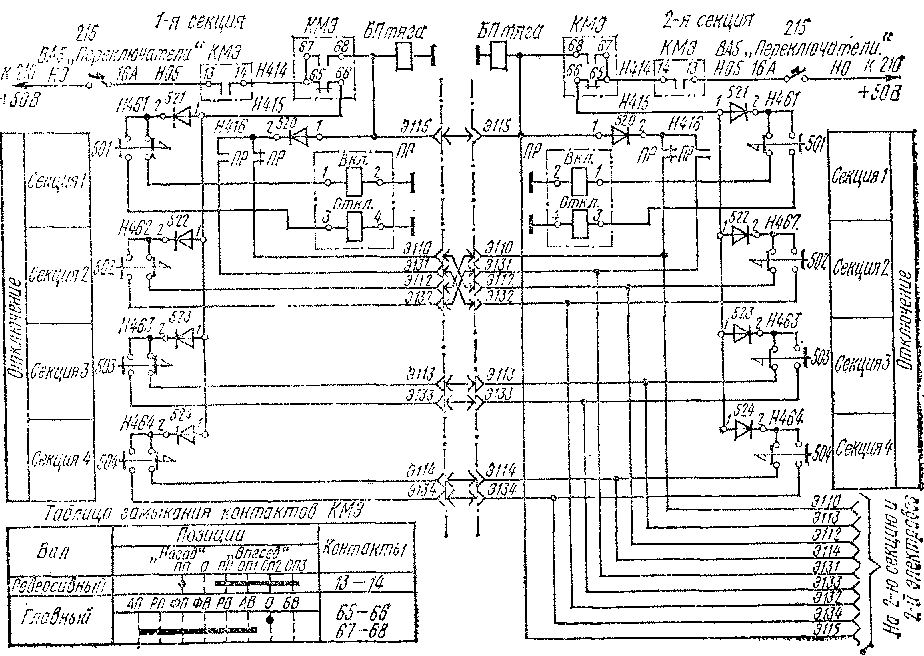
Электросхема
Вертикально-фрезерный станок 6Р12 оборудован электродвигателем силой 7,5 кВт и мотором подачи на 2,2 кВт. Электрическая схема приспособления дает возможность оператору выбрать одну из трех рабочих позиций:
- Автоматический режим (стол перемещается в продольном направлении).
- Управление посредством рукояток и кнопок.
- Функцию круглого стола.
Чтобы упростить переключение подающих скоростей и вращение шпинделя, агрегат оснастили прибором импульсного пуска силовой установки. При использовании кнопок и рычагов схема функционирует за счет замыкания контактов соответствующих клавиш.
Особенности
Шпиндель станка активируется и останавливается кнопками «Пуск» и «Стоп». Вторая клавиша также стопорит двигатель подачи. Перевод оборудования в режим ускоренного хода осуществляется посредством отдельной кнопки.
Если выбрана одна из рабочих передач, оператор не сможет активировать другую скорость, схема будет просто блокировать такую попытку. Двигатель, вращающий шпиндельный элемент, тормозится по электродинамическому принципу. Электросхема также содержит специальное реле, предохраняющее от пробоя выпрямителей, который может возникнуть при отключении мотора.
Автоматический режим рассматриваемого оборудования предусматривает следующую работу схемы:
- Активный подвод.
- Рабочая подача.
- Быстрое отведение.
Если используется опция «круглый стол», работник не может активировать другие подачи, поскольку они находятся под блокировкой. Функционирует режим при помощи двигателя подач, имеется возможность подключения быстрого хода.
Подготовка к эксплуатации
Перед началом использования вертикально-фрезерного станка 6Р12 следует внимательно изучить паспорт и характеристики прибора. В руководстве представлены технические требования к монтажу, правила использования, способы обслуживания, меры безопасности.
Выбирать место для монтажа оборудования необходимо с учетом его габаритов, массы и параметров. Также следует обратить внимание на наличие свободного пространства для оператора и обрабатываемых заготовок. Тяжелые детали обычно помещают при помощи специальных подъемников.
Рекомендации:
- После распаковки необходимо очистить поверхность оборудования от защитного состава, используя специальные составы.

- Производят смазку агрегатов и элементов, указанных в паспорте.
- Перед эксплуатацией проверяют агрегат на отсутствие дефектов и правильность настройки основных узлов. Стоит учитывать, что фактические параметры могут отличаться от номинальных показателей по причине длительной работы.
- После закрепления фрезы монтируют защитное ограждение. Этот элемент входит в комплект поставки.
- После сборки всех компонентов станок запускают на холостых оборотах, проверяют все рабочие режимы.
Ремонт и обслуживание
Большинство некритических неполадок станка 6Р12 вполне реально устранить самостоятельно, без вызова специалиста:
- Силовой агрегат во время работы сильно греется и гудит. Такая неприятность может возникать по причине межфазного короткого замыкания или нарушения целостности цепи между витками обмотки мотора. Если после починки катушки неисправность не исчезла, требуется замена двигателя.
- Стучит подшипник. Здесь все просто – неисправную деталь меняют на новый элемент.

- Если во время старта мотор гудит и не вращается, необходимо проверить фазы на наличие напряжения. Исправить ситуацию поможет замена плавких вставок.
Остальные неисправности требуют участия наладчика или профильного специалиста.
Фото фрезерный станок. 6Р12 станок консольно-фрезерный вертикальный общего назначения Паспорт, руководство, схемы, описание, характеристики
ГлавнаяРазноеФото фрезерный станок
Фрезерные станки. Фото, Паспорта, РЭ. Оборудование единичного производства
6А12П — станок консольно-фрезерный с программным управлением. 6А12Р — станок консольно-фрезерный. Паспортhttp://www.chipmaker…iles/file/8314/
____________________________________________________________________________
6А73П Фрезерhttp://www.chipmaker…iles/file/6622/___________________________________________________________________________
6А75ВФ1 — станок инструментальный широкоуниверсальный фрезерный класса точности В с цифровой индикацией, г. Одесса. Паспорт, Руководство по эксплуатации 6А75ВФ1.00.000 РЭ /на 153 страницах/ г. Одесса, 1977 год http://www.chipmaker…iles/file/5620/
Одесса. Паспорт, Руководство по эксплуатации 6А75ВФ1.00.000 РЭ /на 153 страницах/ г. Одесса, 1977 год http://www.chipmaker…iles/file/5620/
___________________________________________________________________________
6Б75В, станок фрезерный инструментальный, Одесса. Инструкция по эксплуатации и материалы по быстроизнашивающимся частям. http://www.chipmaker…iles/file/3452/6Б75В. Электросхема фрезерного станка http://www.chipmaker…les/file/10772/6Б75В, станок фрезерный инструментальный, Одесса, 1977г. Инструкция по эксплуатации и материалы по быстроизнашивающимся частям. http://www.chipmaker…iles/file/9687/___________________________________________________________________________
6В11, 6В11Р — вертикальные консольно-фрезерные станки. Паспортhttp://www.chipmaker…iles/file/8220/
______________________________________________________________________________
6В75 и 6В75П Универсальные фрезерные станки Руководство по эксплуатации и обслуживанию универсально-фрезерных станков моделей 6В75 и 6В75П http://www.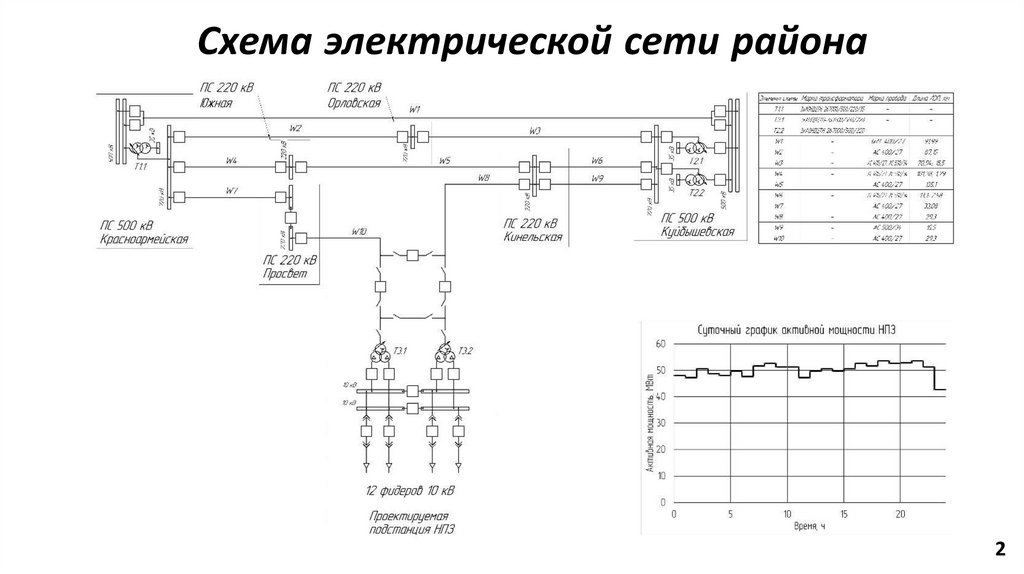 chipmaker.ru/files/file/57/___________________________________________________________________________
chipmaker.ru/files/file/57/___________________________________________________________________________
6Г463, станок гравировальный копировально-фрезерный с пантографом для контурного копирования с ручным управлением, Львов. Паспортhttp://www.chipmaker…iles/file/8991/_____________________________________________________________________________
6Е463 Паспорт http://www.chipmaker…files/file/761/
___________________________________________________________________________
6Е80Ш, 6Е80ШФ2 — станок фрезерный консольный широкоуниверсальный, станкозавод «Жальгирис», г. Вильнюс. Паспорт и Руководство по эксплуатации 6Е80Ш.00.00.000РЭ. 1980 год http://www.chipmaker…iles/file/5571/____________________________________________________________________________
6Е75ПФ1 — станок фрезерный широкоуниверсальный инструментальный, г. Ереван. Паспорт, Руководство. http://www. chipmaker…iles/file/5920/
chipmaker…iles/file/5920/
_____________________________________________________________________________
6М76П станок фрезерный инструментальный, Иркутск. Паспорт http://www.chipmaker…iles/file/2004/6М76П — станок фрезерный. Электросхема и запчасти http://www.chipmaker…iles/file/6249/
_____________________________________________________________________________
6М82 кинематика станка. http://www.chipmaker…files/file/388/6М82, 6М82Г, 6М82ГБ — консольно-фрезерные станки, Горький. Руководство и Паспорт http://www.chipmaker…files/file/776/_____________________________________________________________________________
6М82Ш, 6М83Ш — станок широкоуниверсальный консольно-фрезерный, Горький, 1969г. и 1961 г. Руководство к станку. http://www.chipmaker…iles/file/5265/
_____________________________________________________________________________
6М83, 6М83Г, 6М13Г, 6М13ПБ, 6М83Ш — станки широкоуниверсальные консольно-фрезерные, Горький.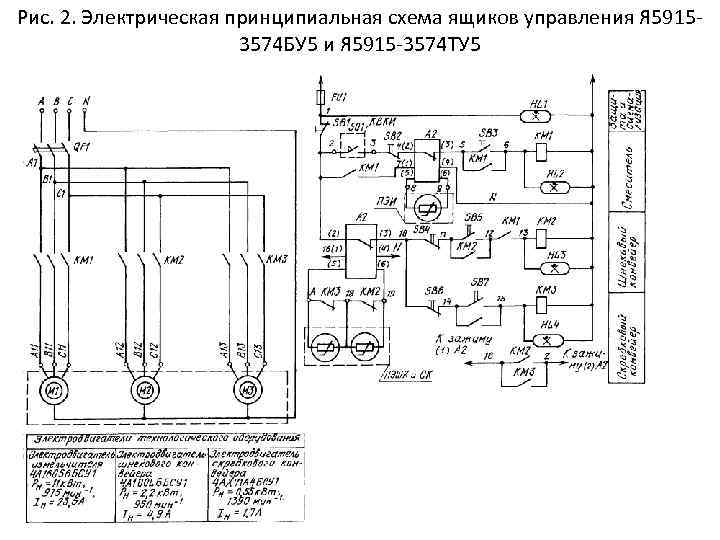 Чертежи деталей станков http://www.chipmaker…iles/file/5371/6М83, 6М83Г — универсальный горизонтальный консольно-фрезерный станок, ГЗФС, г. Горький. Паспорт, руководство по эксплуатации, 1961 год http://www.chipmaker…iles/file/7397/
Чертежи деталей станков http://www.chipmaker…iles/file/5371/6М83, 6М83Г — универсальный горизонтальный консольно-фрезерный станок, ГЗФС, г. Горький. Паспорт, руководство по эксплуатации, 1961 год http://www.chipmaker…iles/file/7397/
_____________________________________________________________________________
6М12П — вертикально-фрезерный станок. Паспорт http://www.chipmaker…iles/file/7291/6М12П, 6М12ПБ — консольно фрезерные станки с поворотной головкой. Паспорт с электрической схемой http://www.chipmaker…iles/file/7510/6М12, 6М12П, 6М12ПБ, фрезерный станок. Паспорт http://www.chipmaker…les/file/10320/_____________________________________________________________________________
6М13П Электросхема http://www.chipmaker…iles/file/8819/6М13У, станок вертикально-фрезерный с ручным электрическим управлением, Савёлово. Паспорт http://www.chipmaker…iles/file/8909/6М13П, 6М13ПБ, консольно-фрезерные станки, г. Горький. Паспорт, 1966 год http://www. chipmaker…iles/file/9584/_________________________________________________________________________________
chipmaker…iles/file/9584/_________________________________________________________________________________
6Н13П — электрическая принципиальная схема станка 6н13п http://www.chipmaker…iles/file/1227/6Н13П — станок вертикальный консольно-фрезерный. Паспорт, Руководство по эксплуатации http://www.chipmaker…iles/file/5289/
_____________________________________________________________________________
6Н81, фото и некоторые сканы из паспорта http://www.chipmaker…iles/file/1540/6Н81, 6Н11, 6Н81Г — станок фрезерный (вертикальный, универсальный, горизонтальный), Дмитров. Руководства к станкам http://www.chipmaker…iles/file/2098/6Н81А — станок фрезерный, г. Дмитров. Паспорт http://www.chipmaker…iles/file/7219/6H81A, станок фрезерный универсальный, Дмитров. Паспорт. 1970 г. http://www.chipmaker…iles/file/4991/6Н81Г, 6Н81, 6Н11, консольно-фрезерные станки, Дмитров. Паспорт http://www.chipmaker…iles/file/8850/
_____________________________________________________________________________
6Н80Г, 6Н80, 6Н10, 6Н80Ш. Альбом сменных деталей фрезерных станков . http://www.chipmaker…iles/file/6592/6Н80Г, 6Н804Г, 6Н10, 6Н104, 6Н80, 6Н80Ш, фрезерные станки. Каталог запасных деталей. НИИМАШ, 1983http://www.chipmaker…les/file/10184/maker.ru/files/file/11674/_____________________________________________________________________________
Альбом сменных деталей фрезерных станков . http://www.chipmaker…iles/file/6592/6Н80Г, 6Н804Г, 6Н10, 6Н104, 6Н80, 6Н80Ш, фрезерные станки. Каталог запасных деталей. НИИМАШ, 1983http://www.chipmaker…les/file/10184/maker.ru/files/file/11674/_____________________________________________________________________________
6П80Г, 6П80 — универсальный горизонтально-фрезерный станок, Вильнюс. «Жальгирис». Руководство к станку. http://www.chipmaker…iles/file/5521/
_____________________________________________________________________________
6Р10 Руководство. Электрооборудование. http://www.chipmaker…iles/file/3899/6Р10, 6Р80Г, 6Р80 — фрезерные консольные станки. «Жальгирис». Паспорт, Руководство по эксплуатации 6Р80Г.00.000.РЭ. 1974 год. http://www.chipmaker…iles/file/5079/6Р80Г, 6Р80, 6Р10, 6Р80Ш — фрезерные консольные станки, Вильнюс, станкозавод «Жальгирис». Паспорт, 1978 годhttp://www.chipmaker…iles/file/7753/_____________________________________________________________________________
6Р12, 6Р12Б, 6Р13, 6Р13Б — вертикальные консольно-фрезерные станки, г. Горький. Паспорт, Электросхемы http://www.chipmaker.ru/files/file/60/6Р12 электросхема к фрезерному станку. http://www.chipmaker…files/file/616/6Р12,6Р12Б,6Р13,6Р13Б Консольно-фрезерные вертикальные станки. Паспорт http://www.chipmaker…iles/file/1127/6Р12 (6Р13, 6Р82, 6Р83), станок консольно-фрезерный, электросхема. г. Горький http://www.chipmaker…iles/file/3811/6Р12 устройство зажима инструмента. http://www.chipmaker…iles/file/5285/
Горький. Паспорт, Электросхемы http://www.chipmaker.ru/files/file/60/6Р12 электросхема к фрезерному станку. http://www.chipmaker…files/file/616/6Р12,6Р12Б,6Р13,6Р13Б Консольно-фрезерные вертикальные станки. Паспорт http://www.chipmaker…iles/file/1127/6Р12 (6Р13, 6Р82, 6Р83), станок консольно-фрезерный, электросхема. г. Горький http://www.chipmaker…iles/file/3811/6Р12 устройство зажима инструмента. http://www.chipmaker…iles/file/5285/
____________________________________________________________________________
6Р13Ф3-37 — вертикальный консольно-фрезерный станок с ЧПУ, ГЗФС, г. Горький. Паспорт. http://www.chipmaker…iles/file/7456/6Р13Ф3. Схема электрическая принципиальная. Станок фрезерный консольный вертикальный с ЧПУ Н33 и приводами КЕМРОН (НРБ) Схема электрическая принципиальная (формат А1) http://www.chipmaker…les/file/11515/
_________________________________________________________________________________
6Р80Ш, станок фрезерный широкоуниверсальный, Жальгирис. Паспортhttp://www.chipmaker…iles/file/7591/
Паспортhttp://www.chipmaker…iles/file/7591/
___________________________________________________________________________________
6Р811, 6Р81, 6Р11, 6Р81Ш Консольно-фрезерные станки. Паспорт http://www.chipmaker…files/file/284/
____________________________________________________________________________
www.chipmaker.ru
сборка самодельного фрезерного станка по металлу
Если задаться целью и собрать фрезерный станок своими руками, то можно получить в свое распоряжение эффективное устройство, позволяющее выполнять множество технологических операций по металлу и другим материалам. Серийные модели такого оборудования давно и хорошо известны, они активно используются на большинстве производственных предприятий, работающих в различных отраслях промышленности. Отличает такие станки широкий функционал, позволяющий обрабатывать с их помощью заготовки из металла, древесины и ряда других материалов.
Пример фрезерного станка, сделанного своими руками
Зная обо всех преимуществах подобного устройства, многие домашние мастера задаются вопросом, как сделать фрезерный станок, используя доступные и недорогие комплектующие. Следует сразу сказать, что изготовить такой станок возможно, более того, можно дополнительно наделить его функциями, которые присущи не только фрезерному, но и токарному оборудованию.
Следует сразу сказать, что изготовить такой станок возможно, более того, можно дополнительно наделить его функциями, которые присущи не только фрезерному, но и токарному оборудованию.
Наиболее простым в исполнении является фрезерный станок вертикального типа. Собрать его можно на основе ручной дрели, затратив на это совсем немного времени и сил. Для того чтобы своими руками сделать более функциональный фрезерный мини-станок для своей домашней мастерской, вы должны найти другие комплектующие и располагать большим количеством времени, но и такая задача вполне решаема.
Собираясь своими руками изготовить фрезерный станок по металлу и дереву, очень важно обратить внимание на то, что работать устройство должно по такому же принципу, что и серийное оборудование. Чтобы соблюсти это важное требование, можно ознакомиться с чертежами серийного оборудования и посмотреть видео процесса работы заводского станка.
Фрезерные столы нередко называют фрезерными станками, однако их конструкции принципиально разнятся
Часто фрезерным станком называют фрезерный стол. Его устройство мы рассмотрим в конце данной статьи. Но изготовлению самодельного фрезерного стола посвящена отдельная подробная статья, найти которую можно, перейдя по ссылке ниже.
Его устройство мы рассмотрим в конце данной статьи. Но изготовлению самодельного фрезерного стола посвящена отдельная подробная статья, найти которую можно, перейдя по ссылке ниже.
Задачи фрезерного оборудования
У тех, кто часто работает в своей домашней мастерской, нередко возникает необходимость обработки различных изделий, изготовленных из древесины и металла. Не все операции с такими изделиями можно выполнить, располагая лишь ручными инструментами, часто для этого требуется специальное оборудование. Конечно, можно обратиться в мастерскую, но за оказанные ею услуги потребуется заплатить.
Именно в таких ситуациях и может выручить домашний фрезерный станок, собрать который вполне по силам каждому человеку, умеющему работать руками. Став обладателем подобного оборудования, можно будет выполнять на нем обработку заготовок как из металла, так и из древесины. В зависимости от наличия в вашем распоряжении тех или иных комплектующих, можно изготовить как простейший самодельный фрезерный станок по металлу, так и более сложное устройство, относящееся уже к токарно-фрезерной категории.
Компактный фрезерный мини-станок, сделанный в домашних условиях
Как было сказано выше, простейший мини-станок собирается на основе обычной дрели. Принцип работы такого оборудования аналогичен функционированию серийных станков подобного типа. Несмотря на то, что функциональные возможности мини-станка, изготовленного на основе дрели, несколько скромнее, чем у более сложного самодельного оборудования, и такому устройству в любой домашней мастерской всегда найдется применение.
Для того чтобы своими руками сделать более функциональный и сложный настольный станок, потребуется мощный электродвигатель, а также еще целый перечень специфических комплектующих. Такой станок, собранный по всем правилам, позволит вам в условиях дома выполнять достаточно сложные технологические операции: вырезать из металла и древесины изделия сложной конфигурации, обрабатывать криволинейные поверхности, выбирать пазы, фальцы, шлицы, а также многое другое.
Прежде чем своими руками делать фрезерный станок, следует изучить принцип работы серийного оборудования, посмотреть видео его функционирования, составить чертеж, подготовить обязательные комплектующие и инструменты, которые понадобятся для сборки вашего домашнего станка.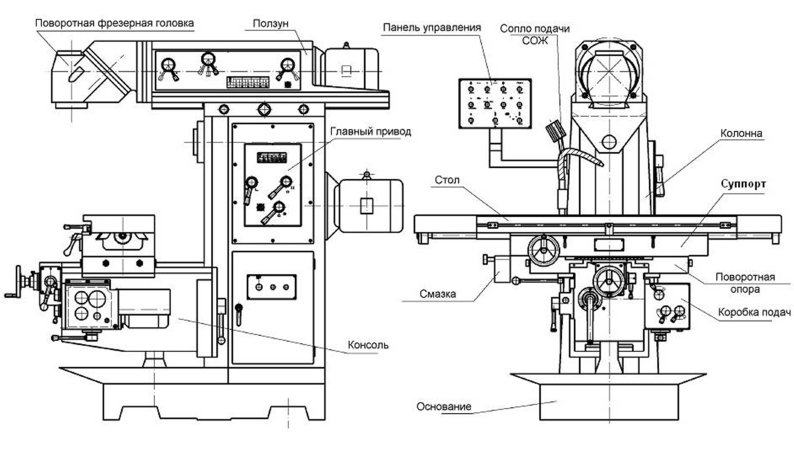
Самодельный фрезерный станок: вариант №1
Самодельный станок и этапы его изготовления на фото ниже
Самодельный фрезерный станок: вариант №2
Самодельный станок под дрель или ручной фрезер с самостоятельно изготовленными механизмами подачи фрезы и перемещения рабочего стола. Ниже на видео этапы изготовления с разбором ключевых элементов. А именно: сборка стойки, конструкция каретки вертикальной стойки, привод рабочего стола станка.
Неплохой функционал и довольно простая конструкция
Автор объясняет процесс изготовления стойки для дрели, которая впоследствии станет фрезерным станком.
Разбор создания системы подачи фрезы, а также крепления фрезера (или дрели) к стойке станка с возможностью смены инструмента.
Разбор привода координатного стола для обеспечения возможности перемещения заготовки относительно фрезы.
Конструкция и принцип действия оборудования
Если посмотреть на чертеж профессионального станка фрезерной группы, то можно заметить, что его конструкция включает в себя множество разнообразных механизмов и узлов. Настольный домашний станок, в отличие от серийного, имеет более простую конструкцию, состоящую из ограниченного набора обязательных элементов. Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины.
Один из вариантов самодельного фрезерного станка. Недостаток в недостаточно проработанном креплении дрели, однако отсюда можно позаимствовать конструкцию станины
Основой любого такого станка является станина, которая должна быть жесткой и надежной, чтобы обладать способностью выдерживать необходимые нагрузки.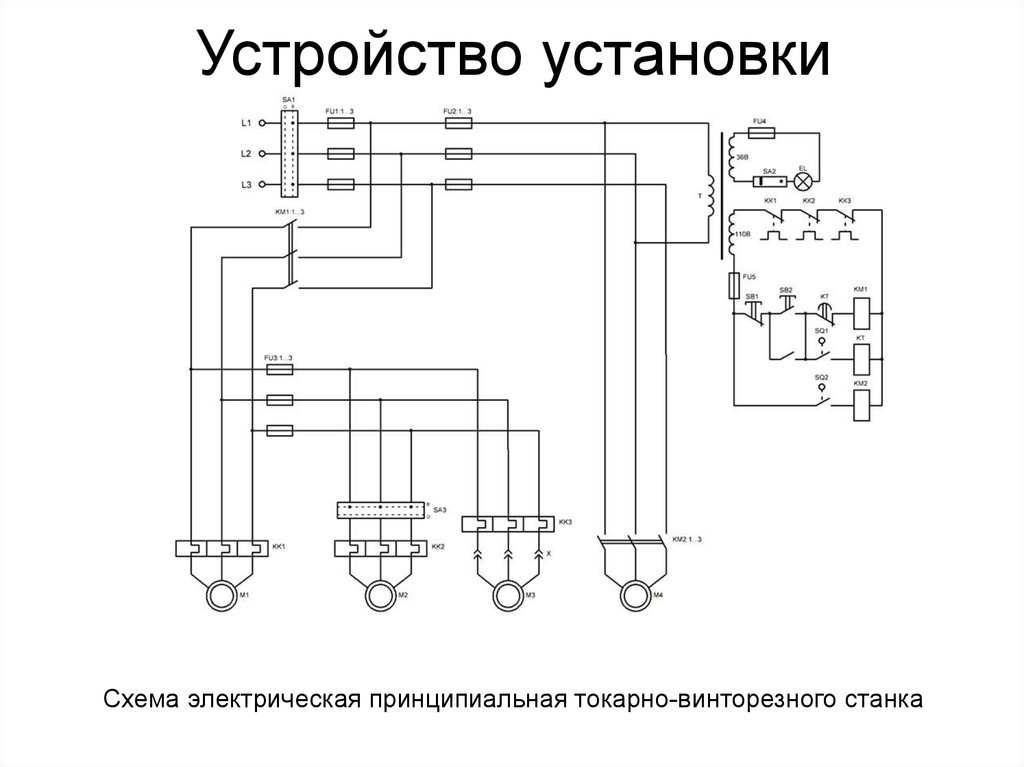 Следующим важным элементом самодельного станка фрезерной группы является привод, вращение от которого будет передаваться на рабочий инструмент. В качестве такого привода можно использовать ручную дрель или отдельный электродвигатель, обладающий достаточно высокой мощностью.
Следующим важным элементом самодельного станка фрезерной группы является привод, вращение от которого будет передаваться на рабочий инструмент. В качестве такого привода можно использовать ручную дрель или отдельный электродвигатель, обладающий достаточно высокой мощностью.
Для размещения и фиксации заготовок, которые будут обрабатываться на таком оборудовании, в его конструкции обязательно должен быть предусмотрен рабочий стол с элементами крепления для обрабатываемых деталей. Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента — фрезы, имеющей остро заточенную рабочую часть.
Крупный станок с мощным электродвигателем
При изготовлении мини-станка для дома не стоит экономить на комплектующих. Они должны быть только высокого качества, так как это напрямую влияет на надежность и производительность вашего оборудования.
Технические характеристики, которые приобретет ваш домашний настольный станок, будут зависеть от ряда параметров. К ним относятся размеры рабочего стола, а также допустимый вес и габариты заготовок, которые на нем будут размещаться. Важным фактором, влияющим на производительность и мощность оборудования, является мощность установленного на нем привода и максимальное число оборотов, которое он сможет обеспечить.
К ним относятся размеры рабочего стола, а также допустимый вес и габариты заготовок, которые на нем будут размещаться. Важным фактором, влияющим на производительность и мощность оборудования, является мощность установленного на нем привода и максимальное число оборотов, которое он сможет обеспечить.
Еще один вариант самодельного фрезерного станка
Процесс сборки фрезерного стола
Приступать к сборке самодельного станка для дома следует с изготовления рабочего стола – важнейшей конструктивной части фрезерного оборудования. Рабочий стол домашнего станка можно своими руками изготовить из листа фанеры, оргстекла или листового металла.
Из расходных материалов вам понадобятся качественный контактный клей, двухсторонний скотч и много наждачной бумаги. Кроме того, необходимо будет приобрести несколько струбцин, метизы и качественный копировальный фрезер, который должен отличаться максимальной точностью, иметь острую режущую поверхность. Именно от того, насколько качественный фрезер вы приобретете, во многом будут зависеть технические возможности вашего настольного станка.
Чертеж фрезерного станка, сделанного по типу фрезерного стола (нажмите, чтобы увеличить)
Для изготовления фрезерного оборудования своими руками воспользуйтесь следующей инструкцией.
- Первым этапом сборки самодельного станка является изготовление крышки. В качестве материала для нее можно использовать фанеру. Несложный процесс изготовления данного элемента выглядит следующим образом: из фанеры вырезаются заготовки определенных размеров, затем они соединяются между собой.
- Следующий этап сборки домашнего мини-станка — это монтаж крепежных элементов, установка фрезера и остальных конструктивных частей. Поскольку вы занимаетесь изготовлением фрезерного оборудования, то все работы следует выполнять с повышенной аккуратностью и точностью.
- После сборки рабочего стола на него необходимо установить монтажную пластину. С этой целью в поверхности рабочего стола делается углубление, контуры которого полностью повторяют форму монтажной пластины. В таком углублении монтажная пластина фиксируется при помощи двухстороннего скотча.
 Далее по всему контуру пластины с определенным шагом укладываются прокладки, которые прижимаются к ней при помощи струбцин.
Далее по всему контуру пластины с определенным шагом укладываются прокладки, которые прижимаются к ней при помощи струбцин. - Сам рабочий орган станка — копировальный фрезер — устанавливается в подшипниковые узлы, сборке которых следует уделить особое внимание.
- Все технологические отверстия, необходимые на поверхности рабочего стола, можно получить при помощи обычной ручной дрели.
- В вашем настольном мини-станке будет ряд деревянных поверхностей, которые необходимо тщательно отшлифовать при помощи наждачной бумаги.
- Следующий этап изготовления самодельного станка — это сборка основания, которую необходимо осуществлять в строгом соответствии с предварительно подготовленным чертежом.
- Особое внимание при сборке станка следует уделить процессу монтажа упора и прижимной гребенки.
Общий вид и кинематическая схема фрезерного стола
Все конструктивные элементы самодельного фрезерного оборудования, о которых говорилось выше, оказывают большое влияние на работоспособность, точность и надежность станка, поэтому к вопросам их изготовления и установки следует подойти очень ответственно и аккуратно.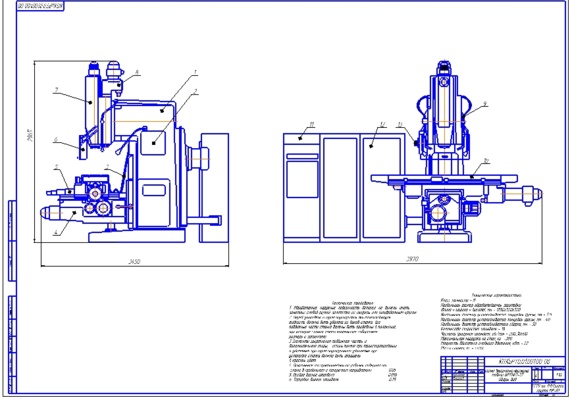
Чтобы ваш фрезерный станок, сделанный своими руками, был надежным, долговечным, точным и выглядел презентабельно, необходимо выполнить ряд завершающих процедур по его сборке.
- Все деревянные поверхности станка следует не только тщательно отшлифовать, но и обработать специальной масляной пропиткой, которая защитит их от негативного воздействия внешней среды.
- Органы управления фрезерным станком, а также все выключатели, необходимые для его полноценной работы, нужно разместить в доступном и удобном месте.
- Немаловажной деталью станка является специальный патрубок, к которому присоединяется шланг пылесоса, отвечающий за удаление мелких стружек из зоны обработки.
При изготовлении домашнего фрезерного станка надо действовать в строгом соответствии с чертежом и с алгоритмом сборки. При выполнении этих условий, а также при соблюдении аккуратности и точности сборочных работ можно рассчитывать на то, что ваше мини-оборудование будет долго радовать вас своей функциональностью, производительностью, точностью и надежностью.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
met-all.org
Как выбрать фрезерный станок по металлу: видео и фото
Фрезерование – это обработка любых материалов с помощью специального режущего инструмента, который вращается при поступательном движении детали под его острую кромку. Без проведения фрезерных работ, касающихся выборки металла с поверхности заготовки, не обходится практически ни одна серьезная обработка сложных изделий. Любая мастерская или ремонтный цех не могут обойтись без выбора и для дальнейшего применения специализированных станков и механизмов, предназначенных для сверления, заточки или любых других обработок поверхностей механическим способом, тем более без фрезерования.
Вертикально-фрезерный станок
Выбираем тип фрезерного станка
Существует достаточно много типов фрезерных станков. Каждый из этих типов станков имеет свои функции, область применения и выбирается для использования в определенном направлении. Для того чтобы выбрать станок по металлу, который необходим для работы небольшого цеха или мастерской, и использовать его с максимальной эффективностью, надо разобраться с их классификацией и уточнить возможности механизма.
Каждый из этих типов станков имеет свои функции, область применения и выбирается для использования в определенном направлении. Для того чтобы выбрать станок по металлу, который необходим для работы небольшого цеха или мастерской, и использовать его с максимальной эффективностью, надо разобраться с их классификацией и уточнить возможности механизма.
Работа станка, основана на движении фрезы, специального режущего приспособления, закрепленного на шпинделе. Когда инструмент начинает движение, к нему подается заготовка – с поворотом стола устройства: вручную или в режиме «автомат», с запрограммированным прохождением заготовки под фрезой. В зависимости от типа выбранного станка, можно резать поверхность материала горизонтально, делать в нем «выборку» по схеме чертежа, обрабатывать торцевые части, резать заготовку по спирали или делать в ней надрезы в определенной последовательности, согласно чертежу и размеров.
Классификация станков
Конструкторами разработано значительное количество модификаций фрезерных станков, применяемых для обработки материалов фрезерованием. Однако, есть перечень наиболее необходимых в производстве, которые считаются основными.
Однако, есть перечень наиболее необходимых в производстве, которые считаются основными.
Фрезерные станки, в соответствии со способом обработки поверхности изделия, делятся на определенные группы, со своими подгруппами и типами. Самыми популярными типами, являются станки с размещением режущего инструмента горизонтально, вертикально, а также универсальные. Для того чтобы выбрать фрезерный станок, который обеспечит успешную производственную деятельность, надо знать возможности оборудования.
При выборе фрезерного станка, следует опираться на следующие показатели:
- мощность, от которой будут зависеть энергопотребление и производительность;
- размер стола, определяющий максимальную длину обрабатываемого изделия;
- скорость вращения шпинделя, от которой зависят возможности станка по материалу, который будет обрабатываться и использование соответствующей оснастки.
Универсально-фрезерные
Металлообрабатывающие станки такого типа, имеют шпиндель, размещенный горизонтально и предназначаются для резки сравнительно небольших по размеру и весу заготовок. Подобное оборудование производит резку деталей инструментами различного типа: дисковых, цилиндрических, угловых, концевых, фасонных и торцевых. Такие станки, вне зависимости от выбранной модификации, позволяют обрабатывать поверхности металлических заготовок вертикально, делать горизонтальные фаски и винтовую нарезку, пазы и углы в деталях. При необходимости дополнительных операций, связанных с делением или винтовым перемещением заготовки под кромкой фрезы, действия выполняются вручную, с применением дополнительного оборудования, которое закреплено на столе.
Подобное оборудование производит резку деталей инструментами различного типа: дисковых, цилиндрических, угловых, концевых, фасонных и торцевых. Такие станки, вне зависимости от выбранной модификации, позволяют обрабатывать поверхности металлических заготовок вертикально, делать горизонтальные фаски и винтовую нарезку, пазы и углы в деталях. При необходимости дополнительных операций, связанных с делением или винтовым перемещением заготовки под кромкой фрезы, действия выполняются вручную, с применением дополнительного оборудования, которое закреплено на столе.
При выборе таких моделей нужно учесть, что их конструкция достаточно сложная. Основные механизмы расположены на станине, с расположенным внутри корпуса узлом шпинделя и коробкой передач. Оправка с режущим инструментом, удерживается хоботом с подвесками. Консоль с коробкой передач механизма, перемещается по вертикальным направляющим. Поворотный механизм, предназначающийся для разворотов стола вокруг оси на 45 гр., расположен на салазках направляющих консоли. Благодаря такому инженерному решению, стол с закрепленной деталью, может направляться по отношению к режущей кромке инструмента по металлу горизонтально, под любым углом.
Благодаря такому инженерному решению, стол с закрепленной деталью, может направляться по отношению к режущей кромке инструмента по металлу горизонтально, под любым углом.
Горизонтально-фрезерные
Такой тип, является одним из самых распространенных. Этот вариант очень простой в практической работе и техническом уходе. Представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробку передач и стол, перемещающийся горизонтально, вертикально и перпендикулярно. Станки подобного типа не только простые, они еще и надежные – что дает возможность выбрать их в качестве оборудования для любой ремонтной мастерской.
Горизонтальный фрезерный станок
Широкоуниверсальные
Эти фрезерные станки имеют дополнительную головку шпинделя, находящуюся на подвижном хоботе. Благодаря такому инженерному решению, режущий инструмент можно разворачивать под любым углом по отношению к детали в двух разных плоскостях. Подобные изделия способны обеспечивать резку металла как раздельно, так и одновременно, двумя шпинделями с установленным инструментом. Большую степень универсальности таким станкам по металлу, придает монтаж накладной фрезерной головки, которая устанавливается на поворотной. Подобный вариант станков по металлу позволяет не только фрезеровать заготовку, но и сверлить, зенкеровать или растачивать деталь, поэтому достаточно часто входят в список рассматриваемых при выборе оборудования.
Большую степень универсальности таким станкам по металлу, придает монтаж накладной фрезерной головки, которая устанавливается на поворотной. Подобный вариант станков по металлу позволяет не только фрезеровать заготовку, но и сверлить, зенкеровать или растачивать деталь, поэтому достаточно часто входят в список рассматриваемых при выборе оборудования.
В модификациях станков, консоли нет, вместо нее по направляющим станины передвигается каретка, позволяющая крепить стол и вспомогательное оборудование. Такое оборудование является универсальным, его выбирают для обработки металла на экспериментальных предприятиях и инструментальных цехах.
Вертикальные консольно-фрезерные
Эти станки по металлу, в отличие от предыдущих образцов, имеют вертикальное размещение шпинделя. Некоторые модификации позволяют смещать вдоль оси шпиндель и делать его горизонтальные повороты, что существенно расширяет функции станка. Фреза вставляется в специальный конус в оправке. Фрезерование металла на таких станках, может производиться не только за счет подъема стола, но и с помощью вертикальных операций режущим инструментом. Благодаря использованию специальной оправки, обработку изделий на оборудовании такого типа можно производить и дисковыми фрезами.
Благодаря использованию специальной оправки, обработку изделий на оборудовании такого типа можно производить и дисковыми фрезами.
Вертикальный фрезерный станок
Бесконсольные станки
Такие станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных, наклонных поверхностей и пазов и было сконструировано для работы по металлу на заготовках крупных габаритов и значительного веса. На таких станках, консоли нет, перемещение салазок и стола осуществляется по направляющим станины, закрепленной в фундаменте.
Благодаря инженерному решению, конструкция фрезерного оборудования, обладающего высокой жесткостью, дает возможность производить резку металла с большей точностью, чем станки консольного типа и обрабатывать крупногабаритные заготовки с большой массой. На таких станках, шпиндельная головка, которая является одновременно и коробкой передач, передвигается по направляющим. Шпиндель с гильзой перемещается по оси для установки фрезы по металлу на нужный размер.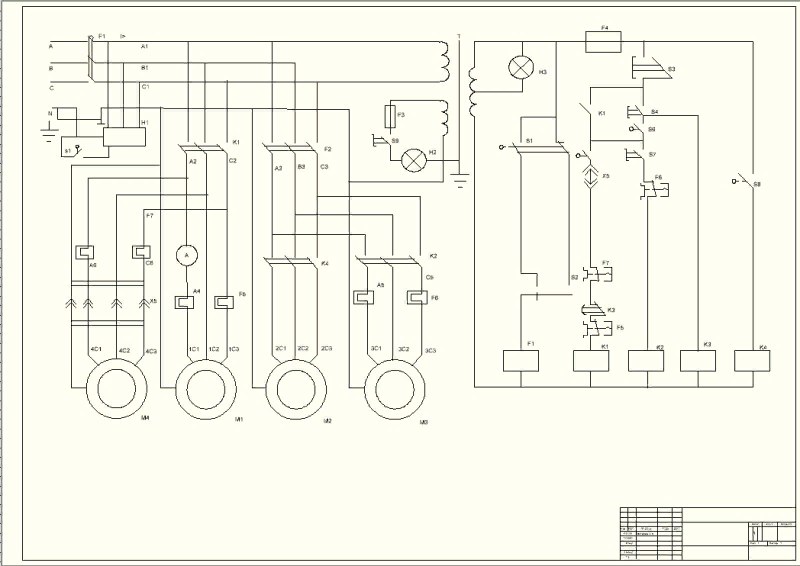
Бесконсольный фрезерный станок
Особенности выбора
Выбирая фрезерный станок, необходимо обратить внимание на несколько характеристик.
Видео о фрезерных станках
- При обработке материалов, которые не имеют высокие показатели прочности (пластик, дерево или цветные металлы), нет смысла приобретать оборудование с высокой мощностью.
- Размеры и вес выбираемого фрезерного станка, должны позволять его нормальную эксплуатацию в помещении. Стационарное оборудование, весящее свыше 100 кг, позволяет обрабатывать крупногабаритные детали. Но при эксплуатации таких станков необходимо учитывать возможности междуэтажных перекрытий, смогут ли они выдержать такой вес.
- Электропитание для выбираемого станка, должно соответствовать возможностям электросети помещения, где оно будет эксплуатироваться.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Фрезерный станок с ЧПУ своими руками: чертежи, видео, фото
Зная о том, что фрезерный станок с ЧПУ является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками. Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих.
Обработка дюралевой заготовки на самодельном настольном фрезерном станке
Решившись на изготовление самодельного фрезерного станка с ЧПУ, имейте в виду, что на это может уйти значительное количество времени. Кроме того, потребуются определенные финансовые затраты. Однако не побоявшись таких трудностей и правильно подойдя к решению всех вопросов, можно стать обладателем доступного по стоимости, эффективного и производительного оборудования, позволяющего выполнять обработку заготовок из различных материалов с высокой степенью точности.
Чтобы сделать фрезерный станок, оснащенный системой ЧПУ, можно воспользоваться двумя вариантами: купить готовый набор, из специально подобранных элементов которого и собирается такое оборудование, либо найти все комплектующие и своими руками собрать устройство, полностью удовлетворяющее всем вашим требованиям.
Инструкция по сборке самодельного фрезерного станка с ЧПУ
Ниже на фото можно увидеть сделанный собственными руками фрезерный станок с ЧПУ, к которому прилагается подробная инструкция по изготовлению и сборке с указанием используемых материалов и комплектующих, точными «выкройками» деталей станка и приблизительными затратами. Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка.
Скачать бесплатно инструкцию по изготовлению станка: Самодельный фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ собран и готов к работе. Ниже несколько иллюстраций из инструкции по сборке данного станка
Ниже несколько иллюстраций из инструкции по сборке данного станка
«Выкройки» деталей станка (уменьшенный вид) Начало сборки станка Промежуточный этап Заключительный этап сборки
Подготовительные работы
Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.
Схема фрезерного станка с ЧПУ
За основу фрезерного оборудования с ЧПУ можно взять старый сверлильный станок, в котором рабочая головка со сверлом заменяется на фрезерную. Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Этот механизм можно собрать на основе кареток от неработающего принтера, он обеспечит перемещение инструмента в двух плоскостях.
К устройству, собранному по такой принципиальной схеме, легко подключить программное управление. Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Объясняется это тем, что каретки от старого принтера, которые будут обеспечивать перемещение режущего инструмента, не обладают достаточной степенью жесткости.
Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Объясняется это тем, что каретки от старого принтера, которые будут обеспечивать перемещение режущего инструмента, не обладают достаточной степенью жесткости.
Облегченный вариант фрезерного станка с ЧПУ для работы с мягкими материалами
Чтобы ваш самодельный станок с ЧПУ был способен выполнять полноценные фрезерные операции с заготовками из различных материалов, за перемещение рабочего инструмента должен отвечать достаточно мощный шаговый двигатель. Совершенно не обязательно искать двигатель именно шагового типа, его можно изготовить из обычного электромотора, подвергнув последний небольшой доработке.
Применение шагового двигателя в вашем фрезерном станке даст возможность избежать использования винтовой передачи, а функциональные возможности и характеристики самодельного оборудования от этого не станут хуже. Если же вы все-таки решите использовать для своего мини-станка каретки от принтера, то желательно подобрать их от более крупногабаритной модели печатного устройства. Для передачи усилия на вал фрезерного оборудования лучше применять не обычные, а зубчатые ремни, которые не будут проскальзывать на шкивах.
Если же вы все-таки решите использовать для своего мини-станка каретки от принтера, то желательно подобрать их от более крупногабаритной модели печатного устройства. Для передачи усилия на вал фрезерного оборудования лучше применять не обычные, а зубчатые ремни, которые не будут проскальзывать на шкивах.
Узел ременной передачи
Одним из наиболее важных узлов любого подобного станка является механизм фрезера. Именно его изготовлению необходимо уделить особое внимание. Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать.
Чертежи фрезерного станка с ЧПУ
Чертеж №1 (вид сбоку)
Чертеж №2 (вид сзади)
Чертеж №3 (вид сверху)
Приступаем к сборке оборудования
Основой самодельного фрезерного оборудования с ЧПУ может стать балка прямоугольного сечения, которую надо надежно зафиксировать на направляющих.
Несущая конструкция станка должна обладать высокой жесткостью, при ее монтаже лучше не использовать сварных соединений, а соединять все элементы нужно только при помощи винтов.
Узел скрепления деталей рамы станка посредством болтового соединения
Объясняется это требование тем, что сварные швы очень плохо переносят вибрационные нагрузки, которым в обязательном порядке будет подвергаться несущая конструкция оборудования. Такие нагрузки в итоге приведут к тому, что рама станка начнет разрушаться со временем, и в ней произойдут изменения в геометрических размерах, что скажется на точности настройки оборудования и его работоспособности.
Сварные швы при монтаже рамы самодельного фрезерного станка часто провоцируют развитие люфта в его узлах, а также прогиб направляющих, образующийся при серьезных нагрузках.
Установка вертикальных стоек
Во фрезерном станке, который вы будете собирать своими руками, должен быть предусмотрен механизм, обеспечивающий перемещение рабочего инструмента в вертикальном направлении. Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня.
Важная деталь фрезерного станка – его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты. Очень важно, чтобы размеры этой оси были точно подогнаны под габариты собираемого устройства. Если в вашем распоряжении есть муфельная печь, то изготовить вертикальную ось станка можно своими руками, отлив ее из алюминия по размерам, указанным в готовом чертеже.
Узел верхней каретки, размещенный на поперечных направляющих
После того как все комплектующие вашего самодельного фрезерного станка подготовлены, можно приступать к его сборке. Начинается данный процесс с монтажа двух шаговых электродвигателей, которые крепятся на корпус оборудования за его вертикальной осью. Один из таких электродвигателей будет отвечать за перемещение фрезерной головки в горизонтальной плоскости, а второй — за перемещение головки, соответственно, в вертикальной. После этого монтируются остальные узлы и агрегаты самодельного оборудования.
Финальная стадия сборки станка
Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач. Прежде чем подключать к собранному станку систему программного управления, следует проверить его работоспособность в ручном режиме и сразу устранить все выявленные недостатки в его работе.
Прежде чем подключать к собранному станку систему программного управления, следует проверить его работоспособность в ручном режиме и сразу устранить все выявленные недостатки в его работе.
Посмотреть процесс сборки фрезерного станка своими руками можно на видео, которое несложно найти в интернете.
Шаговые двигатели
В конструкции любого фрезерного станка, оснащенного ЧПУ, обязательно присутствуют шаговые двигатели, которые обеспечивают перемещение инструмента в трех плоскостях: 3D. При конструировании самодельного станка для этой цели можно использовать электромоторы, установленные в матричном принтере. Большинство старых моделей матричных печатных устройств оснащались электродвигателями, обладающими достаточно высокой мощностью. Кроме шаговых электродвигателей из старого принтера стоит взять прочные стальные стержни, которые также можно использовать в конструкции вашего самодельного станка.
Закрепление шагового двигателя на верхней каретке
Чтобы своими руками сделать фрезерный станок с ЧПУ, вам потребуются три шаговых двигателя. Поскольку в матричном принтере их всего два, необходимо будет найти и разобрать еще одно старое печатное устройство.
Окажется большим плюсом, если найденные вами двигатели будут иметь пять проводов управления: это позволит значительно увеличить функциональность вашего будущего мини-станка. Важно также выяснить следующие параметры найденных вами шаговых электродвигателей: на сколько градусов осуществляется поворот за один шаг, каково напряжение питания, а также значение сопротивления обмотки.
Для подключения каждого шагового двигателя понадобится отдельный контроллер
Конструкция привода самодельного фрезерного станка с ЧПУ собирается из гайки и шпильки, размеры которых следует предварительно подобрать по чертежу вашего оборудования. Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля.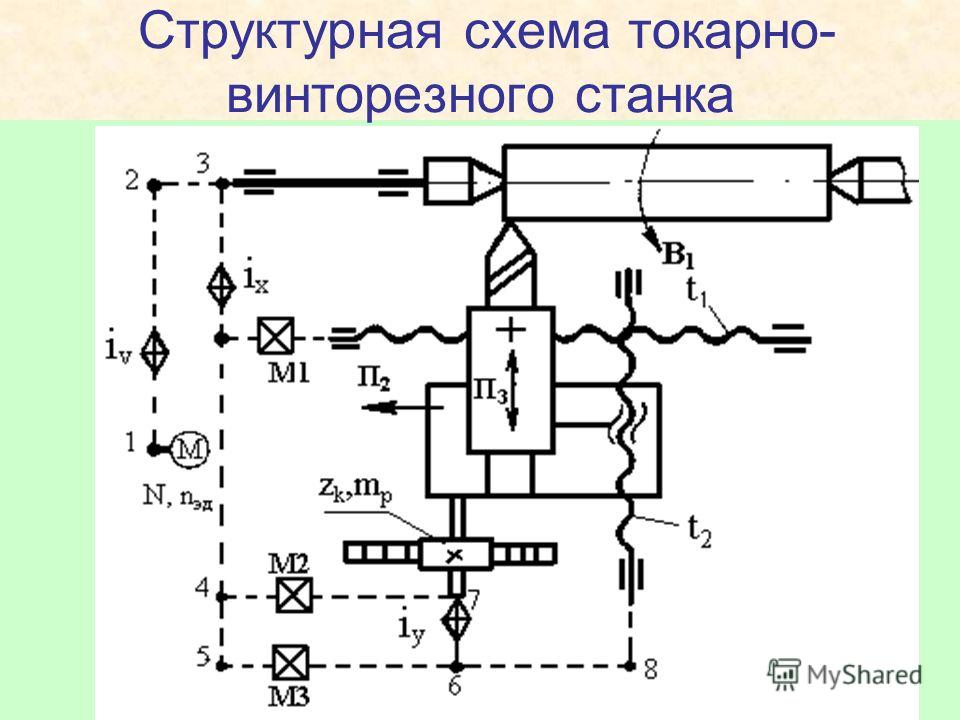 Такие элементы вашего станка с ЧПУ, как фиксаторы, можно изготовить в виде нейлоновой втулки, в которую вставлен винт. Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель.
Такие элементы вашего станка с ЧПУ, как фиксаторы, можно изготовить в виде нейлоновой втулки, в которую вставлен винт. Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель.
Электронная начинка оборудования
Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение (его можно написать и самостоятельно), важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности. Такое ПО должно содержать драйверы для контроллеров, которые будут установлены на ваш фрезерный мини-станок.
В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Очень важно, чтобы такое подключение осуществлялось через установленные шаговые электродвигатели.
Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ (нажмите для увеличения)
Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться. После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов. Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Все вышеописанные действия и перечисленные комплектующие подходят для изготовления своими руками фрезерного станка не только координатно-расточной группы, но и ряда других типов. На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
Ваше желание своими руками собрать такой станок, управляемый системой ЧПУ, должно быть подкреплено наличием определенных навыков и подробных чертежей. Очень желательно также посмотреть ряд тематических обучающих видео, некоторые из которых представлены в данной статье.
Очень желательно также посмотреть ряд тематических обучающих видео, некоторые из которых представлены в данной статье.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
met-all.org
Фрезерный станок по металлу с ЧПУ своими руками + Фото 10
В нынешнее время существует огромное количество приспособлений и станков, которые осуществляют фрезеровочную деятельность. Можно обрабатывать практически все металлы, которые пригодны для тех или иных работ. Можно купить новый инструмент, а можно собрать точно такой же своими руками. Но двигатель прогресса шагает вперёд. Вместе с тем, использование простого ручного станочка становится нецелесообразным. На сегодняшний день, всё технологическое оборудование оснащено числовым программным обеспечением. Ниже будет представлена информация о фрезерном оборудовании по металлу с ЧПУ.
Общие понятия
Автоматическое управление консолью с фрезой или порталом с фрезером позволяет получить самые точные детали из металла, сделать различные пазы, отверстия, обработка сложных контуров и многое другое. Как правило, под обработку попадает чёрный и цветной металл. Для обработки металлических изделий используют различные фрезы.
Совет: Для обработки металла более большой толщины следует собирать конструкцию прочнее, чтобы не допустить поломки оборудования!
Предназначение
Прямое назначение фрезеровочного оборудования – это обработка металла и изготовление различных металлических деталей и изделий. Существует огромное множество агрегатов для фрезерной обработки металла. Однако, различные модификации фрезерных установок, будь то на производстве или в домашних условиях, работают по одинаковому принципу. А также имеют очень похожие конструкции. Ниже мы рассмотрим все разновидности такого оборудования.
Разновидность
Стационарный фрезерный станок с ЧПУ
Бытовой фрезерный станок по металлу с ЧПУ
Настольный фрезерный станок с ЧПУ
Самодельный фрезерный станок по металлу с ЧПУ
Станки по обработке металла различаются на несколько категорий:
Стационарное оборудование
Располагается на производствах и предназначено для масштабного производства.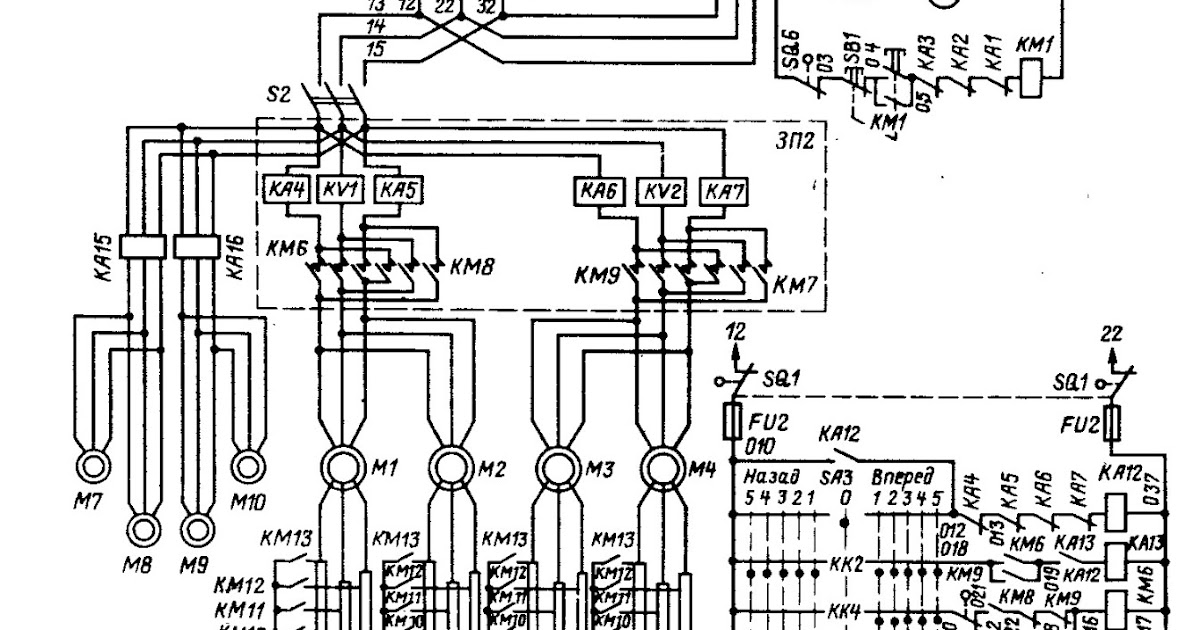 Как правило, имеют огромный вес и размеры конструкции. Такие приспособления способны обрабатывать толстый металл больших размеров.
Как правило, имеют огромный вес и размеры конструкции. Такие приспособления способны обрабатывать толстый металл больших размеров.
Бытовое оборудование
В готовом виде, которые можно с лёгкостью приобрести в интернет — магазине. В основном применяются в быту, для изготовления тех или иных, необходимых изделий или деталей. Имеют небольшие размеры, что даёт возможность расположить такой инструмент в любом месте. Такие приспособления способны производить мелкие детали, для каких – либо механизмов. Для работы используется не толстый материал, чтобы добиться более точной обработки.
Настольные
Такой вид станков применяется как на производствах, так и в быту. Имеют преимущественно малые размеры и не подходят для обработки толстых материалов. В отличие от бытовых станков, на данном станочке можно обрабатывать чуть более толстый материал. Однако размеры заготовок не должны превышать размеры рабочего стола, чтобы фреза или шпиндель могли свободно передвигаться по всей площади обрабатываемой заготовки.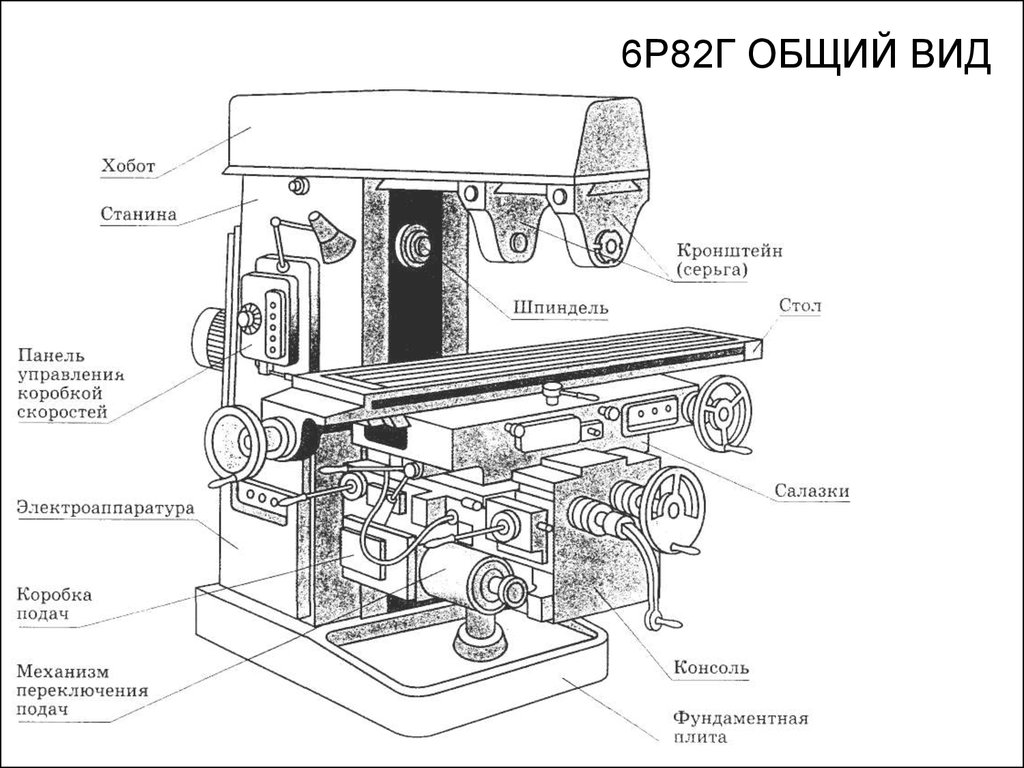 За счёт жёсткой конструкции, есть возможность производства серийными партиями. При этом качество получаемой продукции будет замечательным.
За счёт жёсткой конструкции, есть возможность производства серийными партиями. При этом качество получаемой продукции будет замечательным.
Самодельные
прототипы бытовых и настольных, созданные из подручных средств, что существенно экономит семейный бюджет, а также установочное место. Такие приспособления способны заменить бытовые станки. Обработка металла целиком и полностью зависит от жёсткости всей конструкции. С помощью такого аппарата можно изготовить различные детали, предназначенные для механизмов, сделать отверстия в заготовке и многое другое. В домашнем пользовании такой инструмент незаменим.
Совет: В не зависимости от выбранной модели, необходимо определиться, что вы будете делать на этом станке, какой материал будете обрабатывать. В зависимости от этого следует подумать о жёсткости конструкции!
Теперь, когда вы имеете хоть какое – нибудь представление о таком оборудовании, можно рассмотреть конструкцию и сборку самодельного фрезерного станка. Если бюджет ограничен, то достаточно подобрать подходящие элементы для вашего детища и заказать электронику для полноценной работы. Если же у вас есть компьютер, достаточно будет установить профессиональную программу для направленной работы. Эти программы существуют в свободном доступе на просторах интернета. Самые распространённые программы – это:
Если же у вас есть компьютер, достаточно будет установить профессиональную программу для направленной работы. Эти программы существуют в свободном доступе на просторах интернета. Самые распространённые программы – это:
- Mach5
- ArtCAM
- Machine
- Kcam4
Это ещё не все программы. Их очень много.
Конструкция самодельного станка по металлу ЧПУ
Основные детали фрезерного станка по металлу с ЧПУ
Основные элементы такого станка перечислены на фото. Перечислим их:
ШВП оси Z – шарико — винтовая передача
Предназначена такая передача для конвертирования вращательных движений в возвратно – поступательные движения и в обратном направлении.
Вертикальные направляющие
Предназначены для осуществления движения портала со шпинделем по вертикали.
Поперечные направляющие
Предназначены для движения рабочего стола вправо и влево.
Продольные направляющие
Они располагаются непосредственно на станине станка и позволяют двигаться по ним рабочему столу и всей колонне.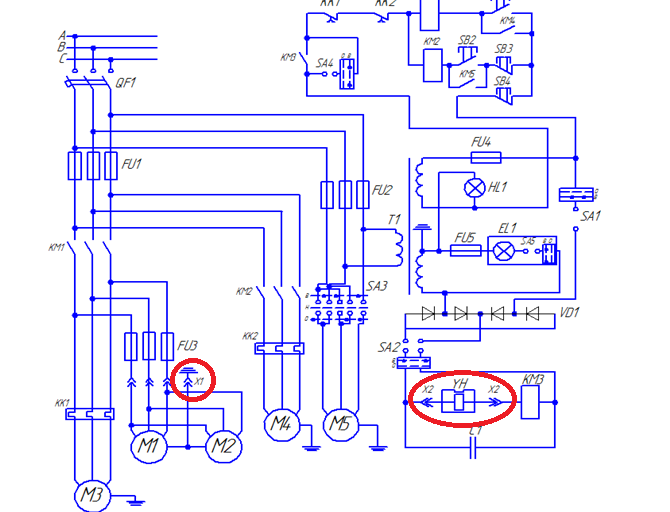
Колонна, как правило, в этом элементе станка располагается противовес, который предназначен для компенсации веса шпиндельного узла.
Основание
Самая главная часть станочного оборудования, на котором располагается вся оснастка.
Шпиндель
Рабочая часть узла, которая, посредством закреплённой в нём фрезы, производит обработку металлических заготовок.
Рабочий стол
Это плоскость, на которой непосредственно производятся фрезеровочные работы.
Как правило, на таких станках ещё используют систему охлаждения фрезеровочного инструмента, которая предназначена для предотвращения перегрева фрезы и шпиндельного узла.
Теперь зная конструкцию основных элементов агрегата, можно рассмотреть принципы работы станочного узла.
Совет: Для экономии вашего бюджета, при создании собственноручных фрезерных, можно брать принтерные каретки.
Принцип работы
Как уже говорилось, любой фрезерный станок, оснащённый программным обеспечением, работает непосредственно по командам, посылаемым с компьютера. Всё чаще используют электронику фирмы Arduino. Специальная программа, в которой создаётся будущее изделие, с точностью и наоборот рассчитывается в специальные G – коды, в свою очередь которые распознаёт контроллер и распределяет сигналы на шаговые двигатели. ШГ (шаговые двигатели) по заданной программе перемещают шпиндель или фрезер по нескольким плоскостям, проектируя на заготовке заданную деталь посредством фрезы.
Всё чаще используют электронику фирмы Arduino. Специальная программа, в которой создаётся будущее изделие, с точностью и наоборот рассчитывается в специальные G – коды, в свою очередь которые распознаёт контроллер и распределяет сигналы на шаговые двигатели. ШГ (шаговые двигатели) по заданной программе перемещают шпиндель или фрезер по нескольким плоскостям, проектируя на заготовке заданную деталь посредством фрезы.
Как видно, процесс этот довольно не сложный. Главное произвести правильную сборку и установку, а также программного управления и электроники. Рассмотрим ниже процесс сборки фрезеровочного аппарата.
Совет: В процессе сборки, одним из главных процессов, за которым необходимо следить, является скольжение по направляющим. Ведь если не обеспечить плавного скольжения, что происходит при неправильной сборке, можно сломать станок при запуске или испортить все металлические заготовки.
Сборка по чертежам своими руками
Начало сборки фрезерного станка
Промежуточный этап сборки
Заключительный этап сборки
Рассмотрим схему с размерами и разберёмся, какие элементы и куда крепятся, а также как сделать самодельный станок своими руками. Кстати, полную инструкцию по сборке можно скачать бесплатно здесь. Разберём основные этапы сборки:
Кстати, полную инструкцию по сборке можно скачать бесплатно здесь. Разберём основные этапы сборки:
Начало сборки
Первым и главным этапом сборки вашего агрегата является сборка станины. Ведь именно на ней должен располагаться станок и его комплектующие элементы. К ним относится станина, направляющие и крепёжные элементы. Главное убедиться, что станина имеет довольно прочный каркас и стоит прочно на плоской поверхности.
Промежуточный этап сборки
В этом этапе производится установка консоли фрезера, колонны, шаговых двигателей и остальных направляющих. В данном процессе главное, чтобы скольжение по направляющим было гладким и плавным. А также, необходимо проверить работу и крепление всех механизмов. После этого можно смело переходить к следующему этапу сборки. В инструкции будет наглядно показано, какие детали, какое их количество будет необходимо для данного этапа сборки.
Заключительный этап
На данном этапе проверяется работоспособность всего фрезерного узла в целом. Скольжение по направляющим, работа шаговых двигателей и т.д. По завершении сборки важным и неотъемлемым этапом является установка электроники на станок.
Скольжение по направляющим, работа шаговых двигателей и т.д. По завершении сборки важным и неотъемлемым этапом является установка электроники на станок.
Установка контроллера и программного обеспечения на компьютер
Схема контроллера представлена ниже. На ней представлена полная цепочка разветвлений от контроллера к шаговым двигателям, к компьютеру, к различным датчикам.
Схема контроллера
После того, как все вышеуказанные этапы успешно пройдены, можно приступать к первому запуску станочного оборудования и первому пропуску металлической заготовки.
Наладка оборудования
Перед первым запуском необходимо установить все необходимые драйвера и программу на компьютер или ноутбук. Конечно же, программа располагается в свободном доступе в интернете. Поэтому, когда программа установлена на ПК, следует загрузить в неё нужные эскизы для изготовления деталей или необходимых элементов (выемок, пазов, отверстий различных диаметров и многое другое). Когда всё сделано, можно загружать материал на рабочую поверхность и приступить к подбору непосредственного инструмента – фрезы, для последующей обработки металла.
Когда фреза подобрана, можно проводить первый прогон на вашем станочке.
Совет: При обработке металла, необходимо задать тонкое снятие металлического слоя, чтобы не сжечь фрезу и материал.
Когда всё выполнено, можно смело начинать работать на вашем изобретении. Однако, без соблюдения правил безопасности ни в коем случае нельзя даже притрагиваться к станку без ознакомления правил и техники безопасности.
Техника безопасности
Все правила и техники безопасности одинаковы, однако, при работе с металлом они должны быть особенным. Рассмотрим их ниже:
- При работе с металлом самым главным средством защиты является защита от металлической стружки, чтобы она случайно не попала в глаза.
- Нельзя допускать перегрева фрезерного узла, в противном случае она может разлететься и причинить серьёзный вред вашему здоровью.
- Строго настрого должна присутствовать система охлаждения фрезы.
- Вся электроника и станок должны иметь заземление.
- Дети не должны находиться в свободном доступе к станку, ведь если станок будет работать, стружка может отскочить в лицо ребёнка.

- В электрической сети должны присутствовать автоматические пакеты, чтобы предотвратить пожар при коротком замыкании.
Полный список всех правил безопасности можно найти в интернете. Задав соответствующий запрос в поисковой строке.
Видео обзоры
обзор фрезерного станка с ЧПУ по металлу
Видео обзор по сборке
Видео обзор бюджетного примера
Видео обзор работы профессионального оборудования
Видео обзор изготовления изделий на станке с ЧПУ
stanki-info.ru
Горизонтально-фрезерные станки — устройство, описание, фото, видео
Горизонтально-фрезерные станки различаются по конструкции, они могут быть одностоечными и двустоечными, консольными и не имеющими консоли. Станки с ЧПУ, как правило, имеют поворотный стол, определённая траектория движения которого задаётся заложенной программой.
Станки с ЧПУ, как правило, имеют поворотный стол, определённая траектория движения которого задаётся заложенной программой.
Горизонтально-фрезерные станки – станки с горизонтальным расположением шпинделя, а также имеющие возможность перемещения стола в трех взаимно перпендикулярных направлениях.
Горизонтально-фрезерный станок
Основанием горизонтально-фрезерного станка является станина, на которой расположены все узлы и механизмы станка:
- коробка скоростей;
- консоль, перемещаемая по вертикальным направляющим станины;
- стол для установки болванки, вставляемой в специальное устройство или закрепляемой в установленных на него тисках. особенности стола фрезерного станка состоят в том, что его движение может происходить в трёх направлениях
- продольное перемещение происходит по направляющим салазок;
- поперечное движение получается при перемещении самих салазок по направляющим консоли;
- вертикальное движение стол получает при перемещении консоли по направляющим станины.

- шпиндель – главная вращающаяся часть в механизме станка;
- размещённая в консоли коробка подач;
- хобот, служащий для закрепления подвески;
- фрезерная отправка поддерживается концом подвески.
Универсальными станками называются горизонтально-фрезерные станки с поворотной плитой, благодаря которой рабочий стол может из горизонтальной поверхности превращаться в наклонную. Эти станки тоже могут оснащаться ЧПУ, но это не ускорит, а скорее замедлит производство ввиду того, что перепрограммирование станка будет занимать много времени.
Компоновка горизонтально-фрезерных станков Кинематическая схема 6Р81 Устройство горизонтально-фрезерного станка
Для обработки горизонтальной плоскости деталей используются цилиндрические фрезы. По вертикали заготовки из металла проходят обтачивание торцевыми или дисковыми фрезами. При необходимости комбинированной обработки заготовки используются несколько разнообразных фрез. Точность выполнения задачи напрямую зависит от неколебимости фрез в креплении по длине отправки. Повысить жёсткость крепления помогают подвески. Но ни одна дополнительная опора не даст достаточной устойчивости фрезы при увеличении её диаметра сверх указанных производителем станка нормативов. Наиболее точное исполнение работы будет, если станок оснастить ЧПУ.
Точность выполнения задачи напрямую зависит от неколебимости фрез в креплении по длине отправки. Повысить жёсткость крепления помогают подвески. Но ни одна дополнительная опора не даст достаточной устойчивости фрезы при увеличении её диаметра сверх указанных производителем станка нормативов. Наиболее точное исполнение работы будет, если станок оснастить ЧПУ.
Жёсткость горизонтально-фрезерных станков по металлу увеличивается при усовершенствовании конструкции станины, установкой дополнительного кронштейна, усилением стола. Работы, выполняемые на токарном станке по металлу, могут производиться и на горизонтально-фрезерном оборудовании с применением особых фрезерных головок. Установка ЧПУ на станок всегда сопровождается усилением конструкции.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование.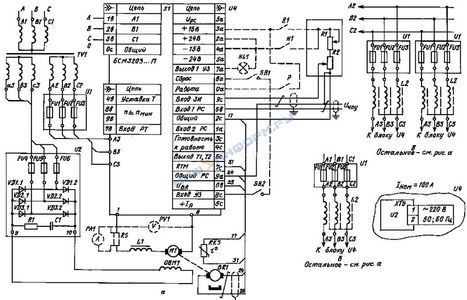 ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление.
- Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
- уникальные, свыше 100 тонн весом.
Любое оборудование по металлу может быть оснащёно ЧПУ.Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
Обработка шлицевых поверхностей Фрезерование шлицевого вала Нарезка шлиц на валу
Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.
Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Маркировка станков
Фрезерные станки часто имеет узкую специализацию, что отражается в маркировке. Первая цифра – это группа, к которой относится станок по классификационной таблице. 2 цифра обозначает тип оборудования:
- 1 – вертикально-фрезерные консольные;
- 2 – непрерывного действия – работающие на поток. Производят одинаковые детали.
- 3 – копировальные работают по трафарету, закреплённому на станине над рабочей частью;
- 4 – гравировальные;
- 5 – вертикальные бесконсольные имеют крестовой стол;
- 6 – продольно-фрезерные не отличаются широким спектром возможностей, используются в массовом производстве;
- 7 – широкоуниверсальные имеют массу возможностей, что делает их прекрасным оборудованием для мастерских и мелкооптового штучного производства;
- 8 – консольно-горизонтальные;
- 9 – разные.
Классификация станков
Третья, а иногда и четвёртая цифры обозначают габариты. Буква, стоящая между 1 и 2 цифрами говорит о том, что это модернизированная модель. Если буква находится в конце маркировки, то она указывает на характеристику модернизации базовой модели. Буквы П, В, А, С – указывают на класс точности. Ш указывает на широкую универсальность модели, имеющего в дополнении к горизонтально расположенному шпинделю, хобот с вертикальной головкой. Г указывает на то, что это станок относится к горизонтально-фрезерным.
Если буква находится в конце маркировки, то она указывает на характеристику модернизации базовой модели. Буквы П, В, А, С – указывают на класс точности. Ш указывает на широкую универсальность модели, имеющего в дополнении к горизонтально расположенному шпинделю, хобот с вертикальной головкой. Г указывает на то, что это станок относится к горизонтально-фрезерным.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
6Р12 станок консольно-фрезерный вертикальный общего назначения Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6р12, 6р12Б
Производитель серии универсальных фрезерных станков 6р12, 6р12Б Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
История вертикального консольного фрезерного станка 6Р12
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т82-1, 6Т13-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т13, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш,.
Классификация, обозначение и основные характеристики фрезерных станков
Купить фрезерный станок. Действующие производители фрезерных станков
6Р12 вертикальный консольно-фрезерный станок. Назначение, область применения
Консольно-фрезерный станок с вертикальным пинольным шпинделем имеет крестово перемещающийся в горизонтальной плоскости стол, который смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Станок 6Р12 отличается от станка 6Р13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р12Б имеют, в отличие от станков 6Р12, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станок оснащен специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р12
FSS315, FSS350MR, (FSS450MR) — 315 х 1250 (400 х 1250) — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J. S.Co. — Kazanlak, Арсенал АД, Болгария
S.Co. — Kazanlak, Арсенал АД, Болгария
Посадочные и присоединительные базы фрезерного станка 6Р12Б
Посадочные и присоединительные базы фрезерного станка 6Р12Б
6Р12 Общий вид вертикального консольно-фрезерного станка
Фото вертикального консольно-фрезерного станка 6Р12
6Р12 Расположение составных частей консольно-фрезерного станка
Расположение составных частей фрезерного станка 6Р12
Перечень составных частей консольно-фрезерного станка 6Р12
- Станина — 6Р12-1
- Поворотная головка — 6Р12-31
- Коробка скоростей — 6М12П-3
- Коробка подач — 6Р82-4
- Коробка переключения — 6Р82-5
- Консоль — 6Р12-6
- Стол и салазки — 6Р82Г-7
- Электрооборудование — 6Р12-8
Расположение органов управления консольно-фрезерным станком 6Р12
Расположение органов управления консольно-фрезерным станком 6Р12
Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп» (дублирующая)
- Кнопка „Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол» (дублирующая)
- Кнопка „Импульс шпинделя»
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол»
- Кнопка „Пуск шпинделя»
- Кнопка „Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо»
- Переключатель насоса охлаждения „включено выключено»
- Переключатель ввода „включено-выключено»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Схема кинематическая консольно-фрезерного станка 6Р12
Кинематическая схема консольно-фрезерного станка 6Р12
Схема кинематическая консольно-фрезерного станка 6Р12.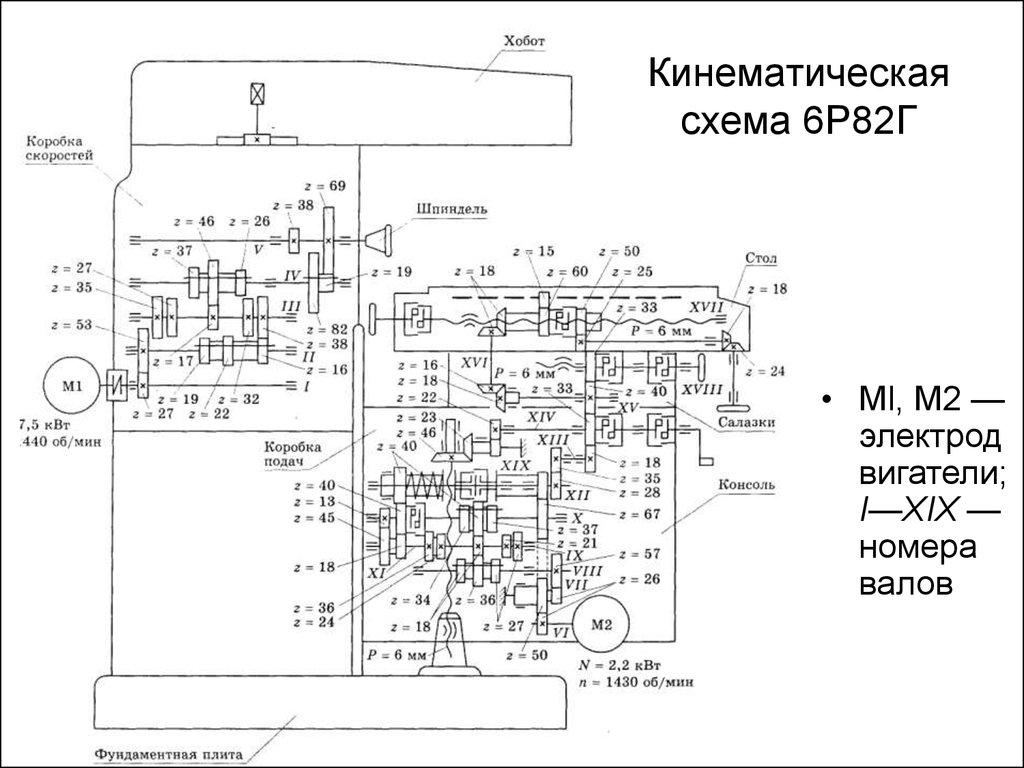 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Р12
Чертеж поворотной головки консольно-фрезерного станка 6Р12
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается.
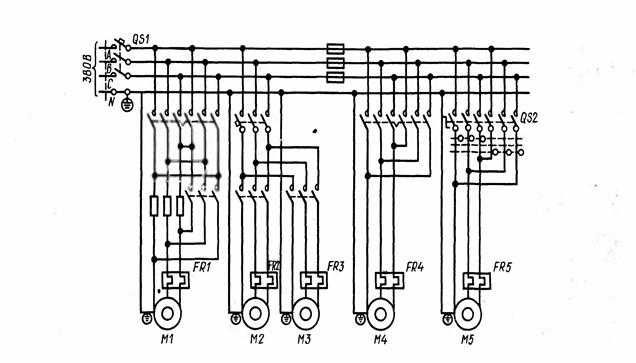 Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С; - замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Коробка подач фрезерного станка 6Р12, 6Р12Б
Фото коробки подач консольно-фрезерного станка 6Р12
Коробка подач фрезерного станка 6Р12. Скачать в увеличенном масштабе
Схема электрическая принципиальная фрезерного станка 6Р12
Схема электрическая принципиальная фрезерного станка 6Р12
Схема электрическая принципиальная консольно-фрезерного станка 6Р12. Скачать в увеличенном масштабе
Примечания
- * — только для станков 6Р82Ш, 6Р83Ш
- ** — в электросхему механизма зажима инструмента
- *** — только для станков 6Р13Б
Электрооборудование станка 6Р12
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Консольно-фрезерный станок 6Р12. Видеоролик.
Технические характеристики консольного фрезерного станка 6Р12
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 30. .400 .400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 350 | 380 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 240/ 260 | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольных подач стола (X), мм/мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 13..665 | 8,3. .416,6 .416,6 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 1 | 1 | 1,330 | 1,330 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | |||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | — | — | — | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 1,87 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
Купить справочник. Купить базу данных: Прайс-лист информационных изданий
6Р12, 6Р12Б Паспорт консольно-фрезерного станка, (djvu) 1,2 Мб, Скачать
stanki-katalog.ru
Схема вертикально фрезерного станка. Вертикально-фрезерный станок 6Р13.
Вертикально-Фрезерный станок 6Р12 предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов. Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.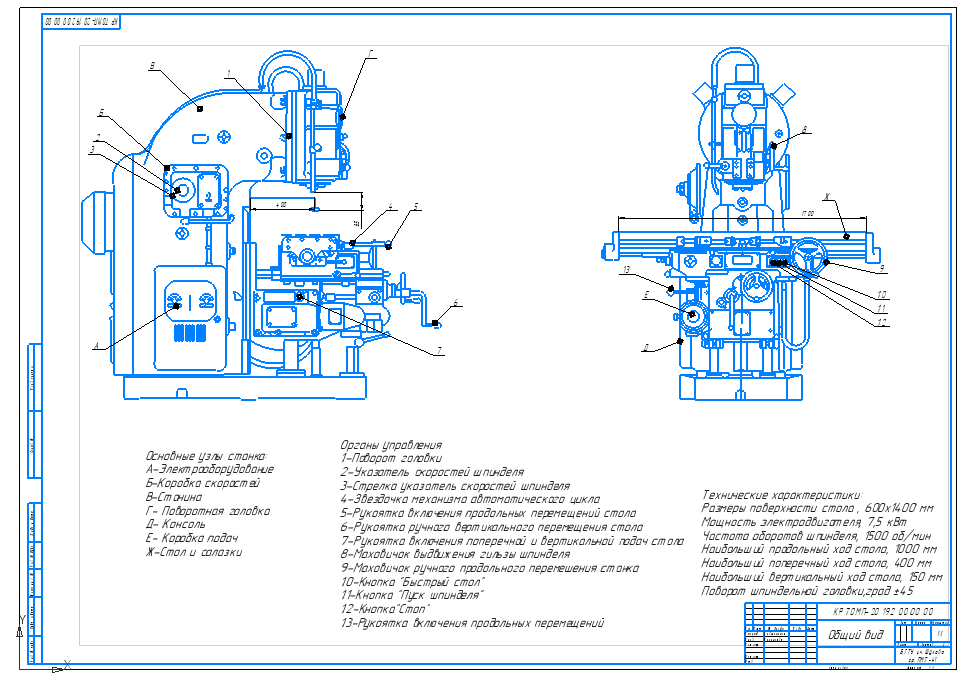 Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Конструктивные особенности: * механизированное крепление инструмента в шпинделе; * механизм пропорционального замедления подачи; * устройство периодического регулирования величины зазора в винтовой паре продольной подачи; * предохранительная муфта защиты привода подач от перегрузок; * торможение горизонтального шпинделя при остановке электромагнитной муфтой; * устройство защиты от разлетающейся стружки. Технологические особенности: * разнообразные автоматические циклы работы; * широкий диапазон частот вращения шпинделя и подач стола; * большая мощность приводов; * высокая жесткость; * надежность и долговечность.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Конструктивные особенности: * механизированное крепление инструмента в шпинделе; * механизм пропорционального замедления подачи; * устройство периодического регулирования величины зазора в винтовой паре продольной подачи; * предохранительная муфта защиты привода подач от перегрузок; * торможение горизонтального шпинделя при остановке электромагнитной муфтой; * устройство защиты от разлетающейся стружки. Технологические особенности: * разнообразные автоматические циклы работы; * широкий диапазон частот вращения шпинделя и подач стола; * большая мощность приводов; * высокая жесткость; * надежность и долговечность.
Вертикально-фрезерный станок
Вертикально-фрезерный станок — фрезерный станок с вертикальным расположением шпинделя.
Для выполнения большей части фрезерных работ используются именно такие станки. С их помощью производятся самые распространенные работы: сверление, зенкерование, вытачивание отверстий на металлических деталях. Подобный станок также позволяет работать с пластмассой и сплавами металлов, как для серийного, так и для единичного производства. Кроме того, часто они дополняются такими элементами, благодаря которым значительно расширяется область их применения.
С их помощью производятся самые распространенные работы: сверление, зенкерование, вытачивание отверстий на металлических деталях. Подобный станок также позволяет работать с пластмассой и сплавами металлов, как для серийного, так и для единичного производства. Кроме того, часто они дополняются такими элементами, благодаря которым значительно расширяется область их применения.
Вертикально-фрезерный станок в этом случае приобретает большие технические возможности. Оборудование данного типа также используется для обработки вертикальных и горизонтальных плоскостей, спиральных деталей, пазов, рамок, зубчатых колес, штампов и других деталей. Даже сталь и чугун с легкостью поддаются обработке на вертикально-фрезерном станке.
Вертикально-фрезерный станок имеет ручное, автоматизированное или управление с системой ЧПУ. В таком станке главное движение задает фреза, а заготовка вращается по мере необходимости интенсивности ее обработки. Движение заготовки, закрепленной на столе, может быть криволинейным и прямолинейным, оно и называется фрезерованием. Станок получил свое название из-за вертикально расположенного шпинделя, который в некоторых моделях может смещаться вдоль своей оси и оборачиваться вокруг горизонтальной оси. При этом значительно возрастают его технические характеристики.
Станок получил свое название из-за вертикально расположенного шпинделя, который в некоторых моделях может смещаться вдоль своей оси и оборачиваться вокруг горизонтальной оси. При этом значительно возрастают его технические характеристики.
Для обработки особо крупных деталей предназначен вертикально-фрезерный станок без консолей. Также они незаменимы для обработки вертикальных и наклонных поверхностей. Ввиду отсутствия консоли, вертикально-фрезерный станок перемещается при помощи салазок и станины, которая установлена на фундамент. Такая конструкция обеспечивает ему особую прочность и надежность с более точной обработкой любых деталей.
Универсальный вертикально-фрезерный станок ARSENAL FUV 401
Стандартная комплектация универсально-фрезерного станка ARSENAL FUV 401
Централизованная система смазки
Охладительная система
Рабочее освещение, 400 V, 50 H
Комплект инструментов
Защитный экран
Оборудование и комплектующие к универсально-фрезерному станку ARSENAL FUV 401, приобретаемые за дополнительную плату
Вертикальная фрезерная головка для станков с размерами рабочего стола 250/320/360/400 mm, тип FU
Универсальная фрезерная головка для станков с размерами рабочего стола 250/320/360/400 mm, тип FU
Универсальная делительная головка для станков всех типов с размерами рабочего стола 250/320/360/400 mm
Долбежная головка для станков типа FU с размерами рабочего стола 250/320/360/400 mm
Круглый делительно-поворотный стол для станков всех типов с размерами рабочего стола 250/320/360/400 mm
Защитный экран для станков всех типов с размерами рабочего стола 250/320/360/400 mm
Фрезерная оправка короткая ISO 40 для станков всех типов с размерами рабочего стола 250 mm (Ф22, Ф27, Ф32, Ф40 mm)
Фрезерная оправка длинная ISO 40 для станков всех типов с размерами рабочего стола 250 mm (Ф22, Ф27, Ф32, Ф40 mm)
Фрезерная оправка короткая ISO 50 для станков всех типов с размерами рабочего стола 320/360/400 mm (Ф22, Ф27, Ф32, Ф40 mm)
Фрезерная оправка длинная ISO 50 для станков всех типов с размерами рабочего стола 320/360/400 mm (Ф22, Ф27, Ф32, Ф40 mm)
Комплект креплений для всех типов станков независимо от размера рабочего стола.
Панель управления и бесступенчатое регулирование подачи по трем осям для всех типов станков независимо от размера стола: Вариант 1: X, Y — 40…1000 mm/мин, Z — 16…416 mm/мин. Вариант 2: X, Y — 16…1000 mm/мин, Z — 7…416 mm/мин.
Панель управления подачи по трем осям для всех типов станков независимо от размеров рабочего стола.
Автоматический цикл продольного движения для всех типов станков независимо от размеров рабочего стола.
Увеличение диапазона скорости подачи по осям для всех типов станков независимо от размеров рабочего стола: Вариант 1: X, Y — 16…800 mm/мин, Z — 7…334 mm/мин. Вариант 2: X, Y — 20…1000 mm/мин, Z — 8…415 mm/мин.
Увеличенный диапазон скоростей вращения: 50…2500 мин-1 для горизонтального вращения для станков с размерами рабочего стола 250 mm, 40…2500 мин-1 для горизонтального вращения для станков с размерами рабочего стола 320/360/400 mm
Цифровая индикация подачи (при бесступенчатом регулировании)
Пневматическое закрепление инструмента для станков типа FPU и FPV
Цифровая индикация по трем осям «ОПТИМА» (Болгария) для станков с размерами рабочего стола 250/320/360/400 mm
Технические характеристики горизонтально-фрезерного станка ARSENAL FUV 401
Рабочая поверхность стола 400х1600 мм
Т-образные пазы, их количество и размеры 5×18 мм
Угол поворота стола влево и вправо 45°
Продольный ход стола 1250 мм
Поперечный ход стола 360 мм
Вертикальный ход стола 460 мм
Угол поворота шпиндельной головки влево и вправо 360°
Расстояние от торца шпинделя до рабочей поверхности стола 630 мм
Передний конец вертикального шпинделя ISO 40
Передний конец горизонтального шпинделя ISO 50
Мощность главного горизонтального двигателя 7,5кВт
Мощность главного вертикального двигателя 5,5кВт
Габаритные размеры 2620х3590х2345 мм
Масса 3575 кг
Вертикально-фрезерный станок 6Р13.

Описание станка
Главное предназначение фрезерного станка модели 6Р13 — выполнение фрезерных, сверлильных и расточных работ на заготовках из любых материалов (цветные металлы, чугун, их сплавы и тд).
На шпиндельной головке станка 6Р13 установлен специальный механизм для перемещения гильзы в ручном режиме. За счет этого возможно проводить обработку отверстий под углом 45 градусов.
Станок обладает мощными приводными устройствами, что позволяет использовать инструмент из сверхпрочных сплавов, а так же применять быстрорежущую сталь.
Главные преимущества станка 6Р13:
1. закрепление в шпинделе инструмента — механизированный процесс
2. винтовая пара снабжена дополнительной системой периодического регулирования
3. установлена предохранительная муфта, защищающая от перегрузок
4. диапазон вращения шпинделя и режимы подачи станка достаточно высоки
5. надежность, качество выполняемых операций и надлежащий уровень безопасности
6. Увеличена рабочая поверхность, по сравнению с аналогами
За счет установки дополнительного оборудования на фрезерный станок 6Р13 (тисков, универс. головки, редукторов и тд) может быть значительно улучшено качество обработки.
головки, редукторов и тд) может быть значительно улучшено качество обработки.
Электрическая схема фрезерного станка 6Р13
Вертикально-фрезерные станки
Вертикально-фрезерные станки необходимы для выполнения всех видов фрезерных работ с помощью фрез. Фрезерные станки данного типа, как правилоиспользуются для зенкерования, сверления, и растачивания отверстий, обработки вертикальных и горизонтальных плоскостей, углов, пазов, рамок, спиралей, моделей штампов, зубчатых колес, пресс-форм и других деталей. Благодаря вертикальным фрезерным станкам можно работать с деталями из цветных металлов, чугуна, их сплавов и других материалов.
Принцип работы фрезерных станков вертикального типа прост: фреза вместе со шпинделем фрезера совершает вращательное (главное) движение, а заготовка, установленная на столе, совершает движение подачи прямолинейное или криволинейное – такой процесс называется фрезерование.
Управлять фрезерным станком можно как ручным, так и автоматизированным способами или осуществлять с помощью системы числового-программного управления (ЧПУ).
Главным движение во фрезерных станках является вращение фрезы, а относительное перемещение заготовки и фрезы – движением подачи.
Вертикально расположенный шпиндель имеет вертикальный консольно-фрезерный станок. Смещение вдоль своей оси и поворот вокруг горизонтальной оси, допускают некоторые модель фрезерных станков, расширяя тем самым технологические возможности станка.
С помощью вертикально-фрезерных бесконсольных станков можно обрабатывать вертикальные наклонные поверхности, пазов в крупногабаритных деталях. Главное отличие от консольно-фрезерных станков, в том, что в них отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент.
Такая конструкция обеспечивает более высокую жесткость станка и точность обработки заготовки по сравнению со станками консольного типа, благодаря этому он позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка также является и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки.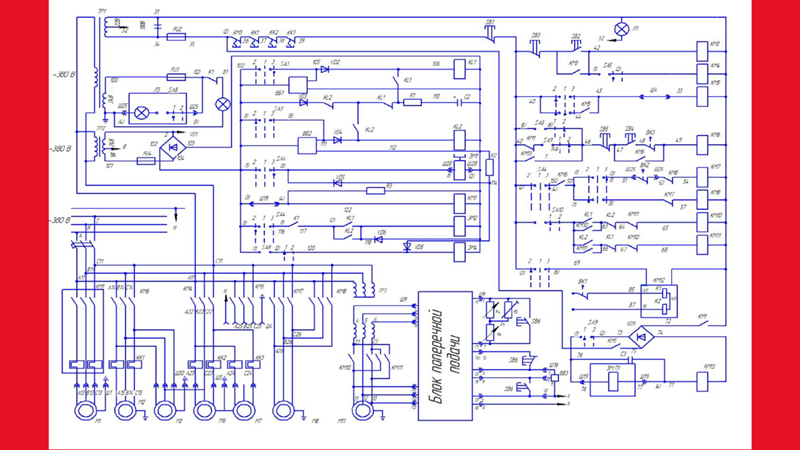 Помимо этого, при тосчной установке фрезы на требуемый разм шпиндель вместе с гильзой можно сдвигать в осевом направлении.
Помимо этого, при тосчной установке фрезы на требуемый разм шпиндель вместе с гильзой можно сдвигать в осевом направлении.
Вертикально-Фрезерный станок 6Р12 предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость в устройстве фрезерного станка позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Чертеж сверлильного станка позволяет подробнее разобраться в его конструкции. Конструктивные особенности (устройство фрезерного станка):
Конструкция коробки подачи вертикально-консольно-фрезерного станка 6Р12. | Скачать чертежи, чертежи, блоки Autocad, 3D модели
Содержание
Содержание
Цель курсового проекта
Введение
Фрезерные станки;
Описание машины;
Коробка подачи;
Механизм переключения скоростей;
Технические характеристики;
Кинематический расчет
Выбор электродвигателя
Регулировка подшипников машины
Расчет шестерни
Предварительный расчет вала
Расчет проверки вала
Расчет развешенных суставов
Расчет подшипников
Описание работы электрической цепи
СПРАВЛЕНИЕ ИСПОЛЬЗУЮ литература
Назначение
Проект коробки подачи вертикально-консольной машины 6Р12.
Изучение характеристик и назначения машины
Выполнение кинематического расчета
Выбор двигателя
Выполнение контрольных расчетов вала, шестерен и подшипников
Изучение принципа работы органов управления
Изучение электрической схемы станка
Техническое обслуживание
Фрезерные станки
5 Фрезерные станки
5 характеризуются рабочим формообразующим движением, состоящим из непрерывного вращательного движения инструмента, определяющего скорость резания, и прямолинейного, кругового или винтового движения подачи. При этом движение подачи сообщается заготовке, реже инструменту.
На фрезерных станках обрабатывают плоскости, фасонные поверхности (плашки, кулачки и др.), поверхности вращения, наружную и внутреннюю резьбу, винтовые поверхности различного профиля и др. Фрезерные станки можно разделить на следующие основные группы: станки общего назначения; специализированные и специальные. Последние предназначены для выполнения одной или нескольких конкретных операций фрезерования конкретных деталей и применяются в условиях массового и крупносерийного производства. На универсально-фрезерных станках обрабатывают заготовки деталей широкой номенклатуры в индивидуальном и мелкосерийном производстве. К станкам этой группы относятся:
На универсально-фрезерных станках обрабатывают заготовки деталей широкой номенклатуры в индивидуальном и мелкосерийном производстве. К станкам этой группы относятся:
консольно-фрезерные;
бессмысленно-фрезерные;
продольно-фрезерные;
Станки фрезерные карусельные
Характерным размером станков фрезерных общего назначения является размер рабочей поверхности стола.
Описание станка
Вертикальный консольнофрезерный станок модели 6Р12 предназначен для фрезерования различных деталей из стали, чугуна и цветных металлов торцовыми, концевыми, цилиндрическими, радиальными и другими фрезами.
Возможна обработка вертикальных, горизонтальных и наклонных плоскостей, пазов, углов, рам, шестерен и т.д.
На станке возможна обработка деталей из легких сплавов. Технологические возможности станка могут быть расширены за счет использования делительной головки, поворотного круглого стола и других устройств. Станок предназначен для выполнения различных фрезерных работ в условиях индивидуального и серийного производства. Технические характеристики и жесткость станка позволяют в полной мере использовать возможности быстрорежущего и твердосплавного инструмента. Возможность настройки машины на различные полуавтоматические и автоматические циклы позволяет организовать многосайтовое обслуживание.
Технические характеристики и жесткость станка позволяют в полной мере использовать возможности быстрорежущего и твердосплавного инструмента. Возможность настройки машины на различные полуавтоматические и автоматические циклы позволяет организовать многосайтовое обслуживание.
Коробка подачи
Коробка подачи снабжена фланцевым двигателем, установленным на консоли. С помощью двух трехколесных агрегатов и подвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает 18 различных подач, которые через шариковую предохранительную муфту передаются на кантилевер и далее при включении соответствующей кулачковой муфты на винты. продольных, поперечных и вертикальных перемещений. Ускоренные перемещения получают включением быстроходной фрикционной муфты, вращение которой осуществляется через промежуточные шестерни непосредственно от двигателя подачи. Фрикцион блокируется с рабочей муфтой подачи, что исключает возможность их одновременного включения.
Механизм переключения скоростей
Коробка переключения подачи, примыкающая к корпусу коробки подачи, имеет спереди пластиковый выступ со значением подачи и грибком переключателя. Значения подачи, указанные на лимбе, относятся к продольной и поперечной подаче стола. Коробка подачи обеспечивает 18 подач.
Значения подачи, указанные на лимбе, относятся к продольной и поперечной подаче стола. Коробка подачи обеспечивает 18 подач.
Вилки переключаемых передач закреплены на стойках, передняя часть которых выступает из корпуса коробки питания и входит в корпус коробки переключения. Каждая рейка имеет парную, более короткую рейку, соединенную с первым зубчатым колесом. Осевое перемещение одной рейки заставляет парную рейку через зубчатое колесо двигаться в противоположном направлении.
Оси стоек расположены в двух вертикальных плоскостях, а оси шестерен сведены к одному сквозному отверстию. Групповые передачи с подвижными колесными единицами могут передавать большие крутящие моменты и мощности при сравнительно небольших радиальных размерах.
Недостатки коробок подач с подвижными колесами:
сложность переключения передач — для этого необходимо отключить привод коробки подач, затормозить валы коробки до медленного вращения, сменить скользящие колесные блоки, затормозить привода и включения привода коробки, возможность аварий при смене подвижных колес на быстром ходу или при включении двух передач одной группы между соседними валами. Поэтому необходим замок, не допускающий аварийных срабатываний
Поэтому необходим замок, не допускающий аварийных срабатываний
относительно большие осевые размеры группы шестерен. Осевая длина группы, где р — число шестерен в группе, b — ширина зубчатого венца колес этой группы. Для уменьшения осевых размеров принято, где t — модуль.
Передвижные колесные блоки устанавливаются на шлицевых валах, в них, как правило, используются прямозубые колеса.
Регулировка подшипников станка
Регулировка подшипников шпинделя поворотной головки:
Для регулировки подшипников снимите заглушку на передней стороне поворотной головки. Переместите втулку и поверните шпиндель, чтобы установить гайку с винтом напротив отверстия. Ослабьте винт и, придерживая гайку, поворачивайте шпиндель до выбора люфта в подшипниках. Когда требуемый зазор достигнут, затяните винт и вверните пробку. Проверить нагрев подшипников при работе на 1400 об/мин. Температура нагрева не должна превышать 700 С. При сильном нагреве ослабить натяжение подшипника гайкой.
Регулировка подшипников шпинделя верхней головки:
Для регулировки подшипников снять корпус, сдвинуть зуб предохранительной шайбы, отвернуть гайку до выбора люфта в подшипниках так, чтобы зуб предохранительной шайбы совпал с паз на гайке. Затем затяните зуб предохранительной шайбы в паз гайки и установите кожух. Проверить нагрев подшипников при работе на 1400 об/мин. Температура нагрева не должна превышать 700 С. При сильном нагреве ослабить натяжение подшипника гайкой.
Описание работы электрической схемы
Электрооборудование машины рассчитано на питание от трехфазной сети переменного тока напряжением 380В. и частотой 50 Гц. Напряжение цепей управления — 127В, напряжение местного освещения — 36В.
Электрическая схема обеспечивает:
защиту от нуля всех двигателей;
защита электродвигателей от короткого замыкания — плавкими предохранителями, от длительных перегрузок — тепловыми;
Электрическая схема позволяет производить обработку на станке в следующих режимах:
Автоматический цикл (только для продольной подачи)
«Ручное управление, круглый стол»;
Выбор режимов осуществляется П. У. Электродвигатель подачи управляется двумя наборами команд, для продольной подачи — одним набором команд, для вертикальной и продольной подачи — двумя наборами команд.
У. Электродвигатель подачи управляется двумя наборами команд, для продольной подачи — одним набором команд, для вертикальной и продольной подачи — двумя наборами команд.
Быстрый ход в автоматических циклах контролируется концевым выключателем.
В электрической схеме также предусмотрен концевой выключатель, исключающий возможность ручного включения поперечной и вертикальной подач при работе в автоматических циклах.
Смазка станка
Смазка механизма коробки подачи осуществляется разбрызгиванием масла, подаваемого по трубке с кантилевера. Кроме того, масло от консольного насоса подается через отверстие в плоскости соединения питающей коробки и консоли к распределителю питающей коробки с тремя выходными патрубками. Две трубки подают масло к игольчатым подшипникам, а третья — к маслоуказателю, контролирующему подачу масла к механизмам кантилевера и питающей коробки. Работа маслосистемы считается хорошей, если масло хотя бы частично заполняет точку маслоуказателя, это означает, что масло поступает обильно и не успевает вытекать.
Масло индустриальное, применяемое в системе смазки «ЗО» (машина «Л») ГОСТ 170751 имеет вязкость в условных градусах (Эйлера) при 500С (3,81…4,59) сСт.
Перед первоначальным пуском машины необходимо:
маслобаки станины, конька, кантилевера и салазок до нити маслоуказателя заполнить индустриальным маслом «ЗО» ГОСТ 170751; Смазка
ГОСТ 570365 с помощью шприца заполнить отверстия для смазки в поворотной головке, в корпусе крышки головки, а также отверстие в стволе;
Смазать механизм стола и салазки с помощью ручного насоса индустриальным маслом «ЗО» (машина «Л») ГОСТ 170751, делая 8 качаний плунжера трижды на каждую шину.
При работе двигателей главного движения и подачи масло должно течь через индикаторы контроля подачи масла. В случае, если индикатор контроля масла в смазке не загорается на машине.
Масло всасывается насосом коробки передач через сетчатый фильтр, расположенный внутри станины. Перед перемещением стола полозья и кантилевер, их направляющие и винт поперечной подачи необходимо смазать из ручной масленки.
Через три месяца после ввода машины в эксплуатацию рекомендуется заменить масло в баках. Для достижения плотности стыка коробки подачи и консоли допускается установка ее на краску или газонапорную смазку, если прокладка не дает достаточной маслопроницаемости.
Заключение
• Изучены характеристики и назначение машины;
• Проведен кинематический расчет;
• Выбран электродвигатель;
• Проведены поверочные расчеты вала №5, шестерен и подшипников на этом валу;
• Изучил принцип работы органов управления;
• Изучил электрическую схему машины;
Содержание чертежей
Чертёж_1.cdw
Чертёж_2.cdw
Чертёж_3. cdw
cdw
Чертёж_4.cdw
Чертёж_5.cdw
Чертёж_6.cdw
Мультивапор™ | Buchi.com
Эффективное испарение нескольких образцов
Эффективное испарение нескольких образцов с помощью Multivapor P-6 / P-12. Ускорьте испарение проб, обрабатывая несколько проб одновременно. Благодаря простоте использования Multivapor™ максимизирует эффективность вашего процесса.
Благодаря простоте использования Multivapor™ максимизирует эффективность вашего процесса.
Испарение до сухости: До 12 образцов в параллельной
Диапазон вращения: 0 — 485 об / мин
. запросить сейчас
Повысьте свою эффективность за счет параллельной обработки до 12 образцов в различных объемах растворителя и размерах образцов. Увеличьте пропускную способность проб с помощью коллектора фракций, встроенного в Multivapor™, для эффективного испарения нескольких проб.
Простое управление Multivapor P-6 / P-12 благодаря регулируемым и воспроизводимым настройкам параметров. Полная видимость образцов во время процесса испарения сокращает время вашей реакции и улучшает ваше понимание процесса. Оптимизируйте любую ручную работу, легко перемещая образцы с помощью стойки для переноса образцов.
Выберите из нашего широкого ассортимента адаптеров, чтобы легко использовать имеющуюся стеклянную посуду с Multivapor P-6 / P-12.
 Идеально адаптируйте систему к вашим потребностям, используя гибкую замену стойки (6 или 12 образцов). Если вы также работаете с BUCHI SpeedExtractor, то возможность использовать те же сосуды оптимизирует перенос проб.
Идеально адаптируйте систему к вашим потребностям, используя гибкую замену стойки (6 или 12 образцов). Если вы также работаете с BUCHI SpeedExtractor, то возможность использовать те же сосуды оптимизирует перенос проб.Characteristics
- Number of samples
- Maximum temperature
- Minimum temperature
- Maximum rotation
Multivapor™ P-6
- Number of samples:6
- Maximum temperature :95 °C
- Minimum температура: 20 °C
- Максимальное вращение: 485 об/мин
Multivapor™ P-12
- Количество образцов: 12
- Максимальная температура: 95 °C
- Минимальная температура: 20 °C
- Максимальное вращение: 485 об/мин
Multivapor делает работу быстрее и проще, а производимые активные вещества чище.
 Это ключ к экономичному анализу с высоким уровнем качества, выполняемого в короткие сроки. Д-р Анди Сетиаван, Факультет математики и естественных наук Университета Лампунга
Это ключ к экономичному анализу с высоким уровнем качества, выполняемого в короткие сроки. Д-р Анди Сетиаван, Факультет математики и естественных наук Университета Лампунга Стойка для переноса P-6
Удобство работы с образцами благодаря штативу для переноса образцов.
Подставка для кристаллов P-6, съемная
Ускорьте испарение нескольких проб. Благодаря простоте использования Multivapor™ обеспечивает максимальную эффективность. С Crystal Rack у вас будет полная видимость образцов во время процесса испарения.
Заглушка для P-6 (1 шт.)
Параллельное выпаривание до 6 образцов. Используйте глухой переходник, чтобы закрыть пустые места вакуумной крышки P-6.
Адаптер-заглушка для P-12 (1 шт.)
Параллельное испарение до 12 образцов. Используйте глухой переходник, чтобы закрыть пустые места вакуумной крышки P-12.
Набор из 6 адаптеров Multivapor P-6 для сосудов SpeedExtractor (6 шт.
 )
)Параллельно выпаривайте до 6 образцов с помощью Multivapor™ P-6. Используйте адаптер, чтобы объединить сосуды для образцов с вакуумной крышкой P-6.
Набор адаптеров BUCHI Standard P-6 (6 шт.)
Параллельно выпаривайте до 6 образцов с помощью Multivapor™ P-6. Используйте адаптер, чтобы объединить сосуды для образцов с вакуумной крышкой P-6.
Комплект соединения Rotavapor
®
Для объединения Multivapor™ или SyncorePlus с Rotavapor® требуется Т-образный стеклянный соединитель для конденсатора роторного испарителя. Тройник состоит из двух сферических соединений для узла конденсатора и соединения SVL 22 для вакуумной трубки. Длина трубы 400 мм.
Вакуумная крышка P-12
Параллельное испарение до 12 образцов с Multivapor™. Затяните образцы вакуумной крышкой.
Вакуумная крышка P-6
Параллельное испарение до 6 образцов с помощью Multivapor™. Затяните образцы вакуумной крышкой.

Подставка для кристаллов P-12, съемная
Ускорьте испарение нескольких проб. Благодаря простоте использования Multivapor™ обеспечивает максимальную эффективность. С Crystal Rack у вас будет полная видимость образцов во время процесса испарения.
Стойка переноса P-12
Простое обращение с образцами благодаря штативу для переноса образцов.
Downloads
- Operation Manual Multivapor P-6 / P-12 en (pdf)
- Technical Data Sheet Multivapor (pdf)
- Multivapor Adapter Guide 2017 (pdf)
- Брошюра о продукте Multivapor P-6 / P-12 en (pdf)
Дополнительные документы
SpeedExtractor E-914 / E-916
Объедините максимальную скорость и производительность с SpeedExtractor E-914 / E-916, лучшее решение для экстракции растворителем под давлением (PSE). Повысьте производительность за счет параллельной обработки большего количества образцов, простой загрузки образцов и быстрого сбора экстрактов.

Вакуумный насос V-300 / V-600
Вакуумный насос V-300 / V-600 является важным компонентом системы для надежного контроля давления для стабильной дистилляции. Воспользуйтесь бесшумной, экологически чистой работой и возможностью дистилляции растворителей любого объема и с любой температурой кипения.
Циркуляционный охладитель F-305 / F-308 / F-314
Рециркуляционный охладитель F-305 / F-308 / F-314 обеспечивает эффективный способ охлаждения при испарении, экстракции или методе Кьельдаля. В сочетании с Rotavapor® R-300 вы получите больше автоматизации, большую точность и большую экономию энергии и времени.
Интерфейс I-300 / I-300 Pro
Интерфейс I-300 / I-300 Pro является центральным средством управления всеми технологическими параметрами системы Rotavapor® R-300. Сделайте свое роторное выпаривание более эффективным, удобным и индивидуальным, используя различные режимы работы, от автоматического до ручного.

Академия / образование
Для различных применений в исследованиях и академическом образовании: сушка, концентрирование, твердофазная экстракция.
Химический
Для повседневного использования при контроле качества, а также в исследовательских и опытно-конструкторских лабораториях, где необходимо одновременно готовить множество образцов: сушка, концентрирование.
Корм
Для параллельного выпаривания при контроле качества, а также при разработке ингредиентов: Концентрация.
Продукты питания / напитки
Для параллельного выпаривания при контроле качества, а также при разработке ингредиентов: концентрирование, твердофазная экстракция.
Фармацевтика
Для контроля качества в фармацевтической промышленности и при разработке новых компонентов: сушка, концентрирование, твердофазная экстракция.
Анализ окружающей среды
Для быстрого и эффективного концентрирования проб с целью мониторинга загрязнения окружающей среды: Концентрация, Твердофазная экстракция.

Общие | Станкоимпорт тяга 6Р12 | Практик-механик
панасинк
Пластик
#1
Привет, у меня есть некоторые проблемы с определением, какой тяговый болт мне нужен для моего Станкоимпорт 6П12 (середина 80-х).
Имеет электромеханическое устройство зажима инструмента.
Вот как это выглядит внутри:
http://www.practicalmachinist.com/v…tankoimport-milling-machin-help-fres-innv.jpgЯ обыскал все, чтобы найти подходящую тягу , но не могу найти ничего подходящего.
Так что, если кто-то из вас знает, как он называется, или даже лучше, возьмите его на запас. ..
..Terje
Питер Ф
Алюминий
#2
Terje,
Вот изображение тяговых шпилек для моей инструментальной мельницы Stanko 6720B, около 1987 года, с электрическим доводчиком.
http://i17.photobucket.com/albums/b74/Peterff/Pull stud/019.jpg Тот, что слева, имеет резьбу 16 мм, а правый — имперскую. Это оригинальные станко. Линейка метрическая.
Хотя мельница не той модели, что у вас, вероятно, электрический доводчик. Нос шпинделя — ISO 40. Мне не удалось получить больше тяговых шпилек, поэтому я сделал несколько из 4140.
панасинк
Пластик
#3
Спасибо за ответ 🙂
Не понимаю, как это подойдет к моему.
Если вы видите мою картинку, то вроде она должна быть «наоборот».?
Размер моего шпинделя 50.Питер Ф сказал:
Terje,
Вот изображение шпилек для моей инструментальной мельницы Stanko 6720B, около 1987 года, с электрическим доводчиком.
http://i17.photobucket.com/albums/b74/Peterff/Pull stud/019.jpg Тот, что слева, имеет резьбу 16 мм, а правый — имперскую. Это оригинальные станко. Линейка метрическая.
Хотя мельница не той модели, что у вас, вероятно, электрический доводчик. Нос шпинделя — ISO 40. Мне не удалось получить больше тяговых шпилек, поэтому я сделал несколько из 4140.
Нажмите, чтобы развернуть…
Питер Ф
Алюминий
#4
панасинк сказал:
Спасибо за ответ 🙂
Не понимаю, как это подойдет моему.
Если вы видите мою картинку, то вроде она должна быть «наоборот».?
Размер моего шпинделя 50.Нажмите, чтобы развернуть…
Вы разбирали механизм, чтобы посмотреть, как он работает? Судя по твоему фото в первом посте, оно очень похоже на мое. Я вижу круглую деталь, которая представляет собой выталкивающую наковальню, плюс один из шариков, который захватывает нижнюю поверхность шпильки. На моем три мяча. Когда я вставляю оправку с тяговым шпилькой в шпиндель, верхняя поверхность выталкивает выталкиватель, что позволяет шарикам попасть под шпильку. когда нажимается кнопка, чтобы активировать механизм, электродвигатель раскручивает быстрозажимную втулку с шариками под головкой тягового штифта и бьет, как ударный инструмент.
 Достаточно двух ударов. На соответствующем контакторе имеется регулируемый клапан «выпуска воздуха», который должен останавливать двигатель после двух ударов.
Достаточно двух ударов. На соответствующем контакторе имеется регулируемый клапан «выпуска воздуха», который должен останавливать двигатель после двух ударов.
При нажатии кнопки выброса двигатель вращается в обратном направлении, быстрозакручивающаяся втулка отвинчивается, выталкиватель ударяет по верхней части шпильки, шарики втягиваются, и оправка освобождается.
Мой, конечно, 40 INT, но принцип, вероятно, будет таким же, форма шпильки, вероятно, будет такой же, резьба будет другой для вашего 50 INT и, возможно, общий размер будет пропорционально больше. У вас есть шпилька, которую вы могли бы скопировать?Разен
Пластик
#5
Вот руководство по этому типу машин 6Р12 (транслитерация 6Р12) с некоторыми чертежами и разрезами, но они на русском языке, скорее всего перевода в бумажном виде как такового не существует.

Может быть, какую-то информацию вы найдете тампанасинк
Пластик
#6
Питер Ф сказал:
Вы разбирали механизм, чтобы посмотреть, как он работает?. Судя по твоему фото в первом посте, оно очень похоже на мое. Я вижу круглую деталь, которая представляет собой выталкивающую наковальню, плюс один из шариков, который захватывает нижнюю поверхность шпильки. На моем три мяча. Когда я вставляю оправку с тяговым шпилькой в шпиндель, верхняя поверхность выталкивает выталкиватель, что позволяет шарикам попасть под шпильку.
 когда нажимается кнопка, чтобы активировать механизм, электродвигатель раскручивает быстрозажимную втулку с шариками под головкой тягового штифта и бьет, как ударный инструмент. Достаточно двух ударов. На соответствующем контакторе имеется регулируемый клапан «выпуска воздуха», который должен останавливать двигатель после двух ударов.
когда нажимается кнопка, чтобы активировать механизм, электродвигатель раскручивает быстрозажимную втулку с шариками под головкой тягового штифта и бьет, как ударный инструмент. Достаточно двух ударов. На соответствующем контакторе имеется регулируемый клапан «выпуска воздуха», который должен останавливать двигатель после двух ударов.
При нажатии кнопки выброса двигатель вращается в обратном направлении, быстрозакручивающаяся втулка отвинчивается, выталкиватель ударяет по верхней части шпильки, шарики втягиваются, и оправка освобождается.
Мой, конечно, 40 INT, но принцип, вероятно, будет таким же, форма шпильки, вероятно, будет такой же, резьба будет другой для вашего 50 INT и, возможно, общий размер будет пропорционально больше. У вас есть шпилька, которую вы могли бы скопировать?Нажмите, чтобы развернуть…
Спасибо за хорошее объяснение, но я не понимаю, как это работает, как вы описали.
Это плохой фильм, который я снял на свой телефон.
Это когда я пытаюсь его заблокировать, и шары искал
https://www.youtube.com/watch?v=QwdVEi1sHbc&feature=youtube_gdata_playerпанасинк
Пластик
#7
RaZen сказал:
Вот руководство по данному типу машин 6Р12 (транслитерация 6Р12) с некоторыми чертежами и разрезами, но они на русском языке, скорее всего перевода на бумажном носителе как такового не существует.
Возможно, вы найдете там какую-то информациюНажмите, чтобы развернуть…
Спасибо, посмотрю 🙂
попадание и промах
Титан
#8
Возможно, у вас сломана шпилька.
Итак, пытаемся вытянуть плоскогубцы с длинными губками после того, как дышло отпущено.
Изображения недостаточно четкие, чтобы быть уверенным.
Я работал на Станко Гориз. скучная мельница лет назад. Вытяжные шпильки были аналогичны шпилькам на посту №2, но с конусностью 50.
Билл
Питер Ф
Алюминий
#9
Я склонен согласиться с Биллом, что там может быть сломанный стержень шпильки.

Я отсканировал соответствующие страницы моего руководства по ремонту и дословно опишу, как работает эта штука. Слишком сложно просмотреть описание, не разбирая руководство, а это само по себе большая работа!http://i17.photobucket.com/albums/b74/Peterff/CCF230
_0000.jpg
http://i17.photobucket.com/albums/b74/Peterff/CCF230_0001.jpg
Описание такое-( мое руководство на английском языке) —Дышло 10 служит для закрепления инструмента в шпинделе 1. Резьбовой конец дышла входит в зацепление с гайкой 8. При повороте гайки дышло перемещается в осевом направлении в шпинделе, зажимая хвостовик инструмента 16 через шарики 15. Для перевода вращательного движения гайки 8 в поступательное движение дышла 10 используется шпонка 17, установленная на шпинделе 1.
Гайка вращается маховиком 3. При вращении маховика два рычага 30, расположенные в его ободе, под действием центробежных сил поворачиваются на шкворнях 19 и входят в зацепление с выступом втулки 7, закрепленной шпонкой на гайке 8.
Маховик 3 получает вращение от мотора 4 через упругую муфту 5.
При вращении мотора и, соответственно, гайки 8 в обратном направлении инструмент разжимается.Вертикальный шпиндель. Аналогично работает доводчик горизонтального шпинделя, привод дышла осуществляется отдельным электродвигателем через конический редуктор.
Есть чертежи горизонтального доводчика, которые я мог бы отсканировать, если это поможет, но описание его работы почти дословно с вертикальным шпинделем.
Вы можете видеть, что, когда дышло находится в незажатом положении, шарики могут двигаться наружу, позволяя тяговому стержню пройти мимо них. Это довольно гениально, хотя и сложно. Пока у меня с ним проблем не было.панасинк
Пластик
#10
Привет, прежде всего спасибо, что выдержали меня и помогли новичку
Сегодня я выполнил последовательность разжима, и затем кран в середине опустился примерно на 5 см.
И вдруг он упал еще на 2см (как будто нити потерял).
Тогда я попробовал плоскогубцами, но я не могу его вытащить, я могу только протолкнуть его (вверх).
Также, если я попытаюсь выполнить последовательность зажима, ничего не произойдет, пока я не подниму его на пару см, затем он сработает и продолжит движение вверх.
Я не читал этот последний пост, когда пытался это сделать, поэтому я попробую еще раз, когда у меня будет такая возможность. Если он не сдвинется с места с набором больших плоскогубцев, мне придется демонтировать устройство и посмотреть поближе.К сожалению, сегодня я должен был уехать в командировку, поэтому в ближайшие две недели больше не могу проверить.
 Надеюсь, это просто сломанная шпилька, как вы упомянули, но у меня есть сомнения..
Надеюсь, это просто сломанная шпилька, как вы упомянули, но у меня есть сомнения..
Кажется, что тяговый штифт должен стоять напротив?Кто-нибудь из вас, ребята, может сфотографировать внутри себя, без тяги?
http://bildr.no/view/Ymt5V3Vu
Питер Ф сказал:
Я склонен согласиться с Биллом, что там может быть сломанный стержень шпильки.
Я отсканировал соответствующие страницы моего руководства по ремонту и дословно опишу, как работает эта штука. Слишком сложно просмотреть описание, не разбирая руководство, а это само по себе большая работа!http://i17.photobucket.com/albums/b74/Peterff/CCF230
_0000.jpg
http://i17.photobucket.com/albums/b74/Peterff/CCF230_0001.jpg
Описание такое-( мое руководство на английском языке) —Дышло 10 служит для закрепления инструмента в шпинделе 1. Резьбовой конец дышла входит в зацепление с гайкой 8.
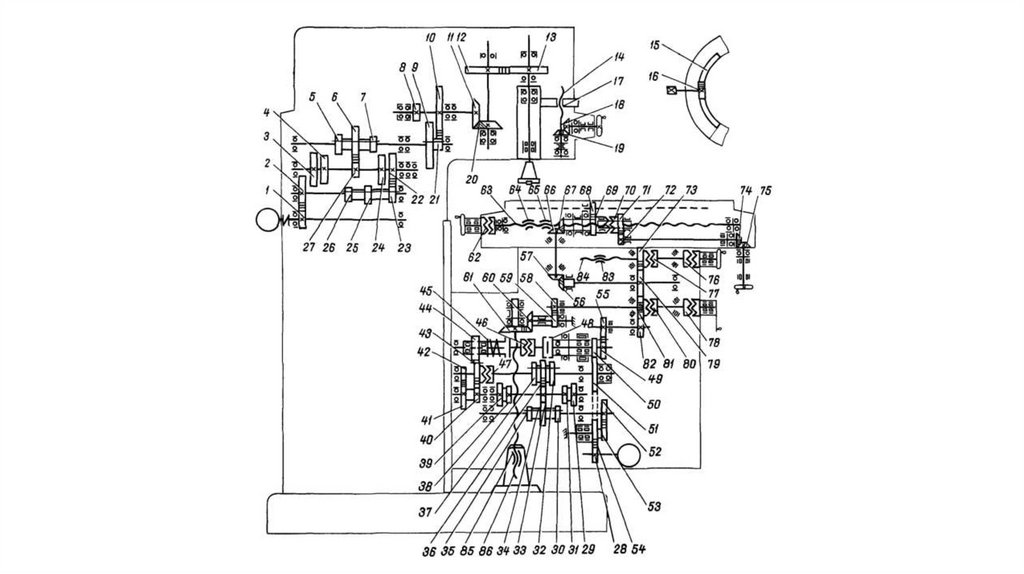 При повороте гайки дышло перемещается в осевом направлении в шпинделе, зажимая хвостовик инструмента 16 через шарики 15. Для перевода вращательного движения гайки 8 в поступательное движение дышла 10 используется шпонка 17, установленная на шпинделе 1.
При повороте гайки дышло перемещается в осевом направлении в шпинделе, зажимая хвостовик инструмента 16 через шарики 15. Для перевода вращательного движения гайки 8 в поступательное движение дышла 10 используется шпонка 17, установленная на шпинделе 1.
Гайка вращается маховиком 3. При вращении маховика два рычага 30, расположенные в его ободе, под действием центробежных сил поворачиваются на шкворнях 19 и входят в зацепление с выступом втулки 7, закрепленной шпонкой на гайке 8.
Маховик 3 получает вращение от мотора 4 через упругую муфту 5.
При вращении мотора и, соответственно, гайки 8 в обратном направлении инструмент разжимается.Вертикальный шпиндель. Аналогично работает доводчик горизонтального шпинделя, привод дышла осуществляется отдельным электродвигателем через конический редуктор.
Есть чертежи горизонтального доводчика, которые я мог бы отсканировать, если это поможет, но описание его работы почти дословно с вертикальным шпинделем.
Вы можете видеть, что, когда дышло находится в незажатом положении, шарики могут двигаться наружу, позволяя тяговому стержню пройти мимо них. Это довольно гениально, хотя и сложно. Пока у меня с ним проблем не было.
Это довольно гениально, хотя и сложно. Пока у меня с ним проблем не было.Нажмите, чтобы развернуть…
UpwindPaper6496
Пластик
5″ data-date-string=»Apr 13, 2015″ data-time-string=»12:23 PM» title=»Apr 13, 2015 at 12:23 PM» itemprop=»datePublished»> 13 апреля 2015 г.
#11
Фрезерование Станко
Здравствуйте,
У меня станкоимпорт 6М76П, кажется, не хватает некоторых шестерен или звездочек на коробке передач, кто-нибудь знает об этих машинах и знает, где найти запчасти?
массонг
Пластик
#12
панасинк сказал:
Привет, у меня есть некоторые проблемы с определением, какой тяговый болт мне нужен для моего Станкоимпорт 6П12 (середина 80-х).
Имеет электромеханическое устройство зажима инструмента.
Вот как это выглядит внутри:
http://www.practicalmachinist.com/v…tankoimport-milling-machin-help-fres-innv.jpgЯ обыскал все, чтобы найти подходящую тягу , но не могу найти ничего подходящего.
Так что, если кто-то из вас знает, как он называется или даже лучше, возьми его на запас…Terje
Нажмите, чтобы развернуть…
Здравствуйте, если вы все еще там,
Вам нужна такая же шпилька, как на моем русском Миллере (60-е годы), мне 9 лет.9 % положительных.

Стандартный протектор M24, который подходит к держателю инструмента NT или SK 50, DIN2080Я ищу запасные, потому что каждый раз мне приходится переустанавливать его в другой держатель инструмента, что отстой
К сожалению, я не знаю как прислать фото, но у меня есть замеры и хорошие фотки…..
массонг
Пластик
№13
Здравствуйте, пожалуйста, свяжитесь со мной для фотографий
массонг
Пластик
№14
Конечно, он не сломан, потому что на фотографиях он выглядит так же, как моя тяга, или он сломан, а предыдущий владелец каким-то образом сделал блестящую тягу,
Соединение между тягой и цапфой осуществляется путем вставки ее в те затем выровняйте две пластины, повернув их на 90 градусов, после чего они зафиксируются, и вы сможете отпустить держатель инструмента, затем запустите систему зажима, и этот стержень потянет держатель инструмента вверх, пока он не застрянет, надеюсь, вы понимаете мое описаниеЭлектронные лампы для трансатлантической кабельной системы
Электронные лампы для использования в ретрансляторах подводных телефонных кабельных систем должны быть способны работать в течение многих лет с разумной вероятностью надлежащего функционирования. В новой трансатлантической телефонной кабельной системе участок кабеля между Новой Шотландией и Ньюфаундлендом содержит ретрансляторы, разработанные исследовательской станцией британского почтового отделения в Доллис-Хилл.
 Эти ретрансляторы построены на основе лампы типа 6П12, разработанной на этой исследовательской станции. Ретрансляторы, находящиеся на участке кабельной системы между Ньюфаундлендом и Шотландией, имеют конструкцию Bell System и зависят от трубки 175HQ, разработанной в Bell Telephone Laboratories.
Эти ретрансляторы построены на основе лампы типа 6П12, разработанной на этой исследовательской станции. Ретрансляторы, находящиеся на участке кабельной системы между Ньюфаундлендом и Шотландией, имеют конструкцию Bell System и зависят от трубки 175HQ, разработанной в Bell Telephone Laboratories.
В этой статье обсуждается философия конструкции ретранслятора и лампы, а также указываются фундаментальные причины, по которым пришли к совершенно разным конструкциям ламп. Описаны некоторые проблемы разработки трубки и особенности, введенные для устранения потенциальных трудностей. Представлены электрические характеристики для двух типов и приведены данные испытаний на долговечность. Описаны проблемы изготовления и выбора, обсуждены перспективы надежности.Введение
Электронные лампы, подходящие для использования в длинных подводных телефонных кабелях, должны соответствовать требованиям к характеристикам, которые сильно отличаются от тех, которые предъявляются к другим системам связи.
 Например, в области домашних развлечений средний срок службы ламп в несколько тысяч часов обычно является удовлетворительным. В области обычного наземного телефонного оборудования, где замена трубки может потребовать, чтобы обслуживающий персонал проехал несколько миль, средний срок службы в несколько лет считается разумным. В случае глубоководных телефонных кабелей, таких как новая трансатлантическая система, поднятие кабеля для замены неисправного ретранслятора может стоить несколько сотен тысяч долларов и прерывать обслуживание на длительный период времени. Эти факторы предполагают в качестве цели для подводных ретрансляторов, что трубы не должны быть причиной отказа системы в течение многих лет, возможно, двадцати, после прокладки кабеля. Такой очень долгий срок службы требует специальных конструктивных особенностей, тщательного выбора и обработки материалов, используемых в трубах, необычных процедур при изготовлении, детальных испытаний и длительного старения труб, а также применения уникальных методов при окончательном выборе.
Например, в области домашних развлечений средний срок службы ламп в несколько тысяч часов обычно является удовлетворительным. В области обычного наземного телефонного оборудования, где замена трубки может потребовать, чтобы обслуживающий персонал проехал несколько миль, средний срок службы в несколько лет считается разумным. В случае глубоководных телефонных кабелей, таких как новая трансатлантическая система, поднятие кабеля для замены неисправного ретранслятора может стоить несколько сотен тысяч долларов и прерывать обслуживание на длительный период времени. Эти факторы предполагают в качестве цели для подводных ретрансляторов, что трубы не должны быть причиной отказа системы в течение многих лет, возможно, двадцати, после прокладки кабеля. Такой очень долгий срок службы требует специальных конструктивных особенностей, тщательного выбора и обработки материалов, используемых в трубах, необычных процедур при изготовлении, детальных испытаний и длительного старения труб, а также применения уникальных методов при окончательном выборе. отдельных трубок для использования в погружных повторителях.
отдельных трубок для использования в погружных повторителях.Как указано в предисловии и подробно обсуждалось в сопутствующих документах, британское почтовое отделение разработало участок кабельной системы между Кларенвиллем, Ньюфаундленд, и Сиднейскими шахтами, Новая Шотландия. В этой части трансатлантической системы используется трубка 6P12, разработанная на исследовательской станции Главпочтамта Доллис-Хилл. Погруженная часть этой системы содержит 84 лампы в 14 повторителях. Bell Telephone Laboratories разработала часть системы между Кларенвиллем, Ньюфаундленд, и Обаном, Шотландия. Для этой секции требуется 102 повторителя, в том числе 306 ламп, типа 175HQ. Хотя общая цель при разработке каждой из двух секций состояла в том, чтобы добиться очень долгого срока службы, конструкции труб совершенно разные.
Компания Bell System приняла решение использовать корпус повторителя, который можно рассматривать как неотъемлемую часть кабеля для облегчения прокладки в глубоком Аватер.
 Корпус немного больше троса и достаточно гибок, чтобы его можно было пропускать поверх и вокруг необходимых шкивов и барабанов. В таком корпусе место для компонентов повторителя обязательно ограничено. Это ограничение пространства в сочетании с общей философией, заключающейся в том, что количество компонентов должно быть сведено к абсолютному минимуму и что каждый компонент должен иметь как можно более простые конструктивные особенности, привело к выбору трехступенчатой трехтрубной системы. повторитель. В этой конструкции каждая трубка несет полную ответственность за непрерывность работы.
Корпус немного больше троса и достаточно гибок, чтобы его можно было пропускать поверх и вокруг необходимых шкивов и барабанов. В таком корпусе место для компонентов повторителя обязательно ограничено. Это ограничение пространства в сочетании с общей философией, заключающейся в том, что количество компонентов должно быть сведено к абсолютному минимуму и что каждый компонент должен иметь как можно более простые конструктивные особенности, привело к выбору трехступенчатой трехтрубной системы. повторитель. В этой конструкции каждая трубка несет полную ответственность за непрерывность работы.Исследовательские лаборатории почтового отделения до разработки трансатлантической кабельной системы сосредоточили свои усилия на более коротких системах для мелководья. Размещение ретрансляторов на дне не представляло серьезных проблем глубоководной прокладки, поэтому для схемы ретранслятора можно было допустить более либеральные размеры. Был разработан трехкаскадный усилитель, состоящий из двух цепочек по три лампы в каждой, соединенных параллельно, с общей обратной связью.
 Схема была спроектирована таким образом, что практически любой отказ лампы на одной стороне усилителя приводил к незначительному ухудшению характеристик схемы. Эта философия, согласно которой непрерывность обслуживания зависит от двух по существу независимых цепочек труб, была перенесена в конструкцию ретранслятора для участка трансатлантического кабеля Clarenville-Sidney Mines.
Схема была спроектирована таким образом, что практически любой отказ лампы на одной стороне усилителя приводил к незначительному ухудшению характеристик схемы. Эта философия, согласно которой непрерывность обслуживания зависит от двух по существу независимых цепочек труб, была перенесена в конструкцию ретранслятора для участка трансатлантического кабеля Clarenville-Sidney Mines.В системе почтового отделения, содержащей 84 трубки в подводных ретрансляторах, пять отказов трубок, случайно возникающих в системе, приведут к вероятности отказа системы немногим более пятидесяти процентов; отказ одной трубки в 306 трубках на участке системы Ньюфаундленд-Шотландия приведет к определенному отказу системы. Поэтому неудивительно, что трубка, разработанная для участка кабеля Ньюфаундленд-Шотландия, имеет чрезвычайно большое расстояние между трубчатыми элементами, чтобы свести к минимуму опасность короткого замыкания. Это приводит к более низкой поперечной проводимости, чем у труб, разработанных для линии Новая Шотландия-Ньюфаундленд.
 Другие факторы в конструкции будут признаны отражающими различные связанные с эксплуатацией опасности.
Другие факторы в конструкции будут признаны отражающими различные связанные с эксплуатацией опасности.Ранние модели трубок British Post Office и Bell Laboratories вместе с последними трубками, использованными в кабельной системе, показаны на рис. 1.
Рис. 1 б Окончательные конструкции труб для участка кабеля Новая Шотландия-Ньюфаундленд (справа) и участка Ньюфаундленд-Шотландия (слева). Ранние модели каждого типа стоят за окончательными моделями.
Вопросы раннего развития
В Bell Telephone Laboratories работа над трубками для использования в предполагаемом трансатлантическом кабеле была начата в 1933. Этому предшествовало исследование того, какой тип ламп лучше всего соответствует потребностям различных предложенных систем усилителей, и рассмотрение того, что можно ожидать для обеспечения наилучших характеристик в течение всего срока службы.
В то время, когда этот проект был начат, для нитевидных ламп, используемых в ретрансляторах Bell System, был установлен достаточно продолжительный срок службы.
 Некоторые группы ламп имели средний срок службы 50 000 или 60 000 часов (6 или 7 лет). Эквипотенциальные катодные лампы тогда широко не использовались на заводе, и не было длительного опыта их эксплуатации. Однако, по-видимому, не было основной причины, по которой следует ожидать более короткого термоэмиссионного срока службы при использовании эквипотенциального катода, и его использование имело несколько преимуществ. Одним из них была большая свобода в схемотехнике, обеспечиваемая отделением катода от нагревателя. Также существовала возможность включения нагревателей последовательно и использования падения напряжения на нагревателях для других напряжений цепи. Кроме того, считалось, что общая механическая надежность была бы выше, если бы катод был жестким и жестко закрепленным.
Некоторые группы ламп имели средний срок службы 50 000 или 60 000 часов (6 или 7 лет). Эквипотенциальные катодные лампы тогда широко не использовались на заводе, и не было длительного опыта их эксплуатации. Однако, по-видимому, не было основной причины, по которой следует ожидать более короткого термоэмиссионного срока службы при использовании эквипотенциального катода, и его использование имело несколько преимуществ. Одним из них была большая свобода в схемотехнике, обеспечиваемая отделением катода от нагревателя. Также существовала возможность включения нагревателей последовательно и использования падения напряжения на нагревателях для других напряжений цепи. Кроме того, считалось, что общая механическая надежность была бы выше, если бы катод был жестким и жестко закрепленным.Первыми эквипотенциальными лампами были триоды. Они были разработаны для использования в двухтактных усилителях, в которых непрерывность работы могла быть сохранена в случае отказа лампы. От этой схемы отказались в пользу трехлампового усилителя с обратной связью, который был предшественником нынешнего повторителя.
 Пентод был предпочтительнее триода для этого усилителя по понятным причинам, и в 1936 году разработка триода была прекращена.
Пентод был предпочтительнее триода для этого усилителя по понятным причинам, и в 1936 году разработка триода была прекращена.В начале разработки трубки были сделаны три основных предположения. Они заключались в том, что (а) работа при самой низкой практической температуре катода приведет к максимальному термоэмиссионному сроку службы, (б) рабочие напряжения пластины и экрана должны поддерживаться на низком уровне и (в) плотность тока катода должна поддерживаться на низком уровне. насколько это возможно.
Первое предположение, касающееся температуры катода, было основано на наблюдениях за сроком службы других типов ламп. Хотя данные на момент принятия решения не были окончательными, имелись определенные указания на то, что слишком высокая температура катода сокращает термоэмиссионный срок службы. Мало что было известно о сроке службы в диапазоне температур ниже традиционно используемых значений.
Второе предположение, касающееся низких экранных и пластинчатых напряжений, не было подтверждено какой-либо экспериментальной работой, доступной на момент принятия решения.
 Первоначально для выходного каскада предполагалось шестьдесят вольт; позже это значение было снижено при изменении других условий работы. Последующие результаты показали, что в этом диапазоне влияние напряжения на термоэмиссионную долговечность было относительно незначительным.
Первоначально для выходного каскада предполагалось шестьдесят вольт; позже это значение было снижено при изменении других условий работы. Последующие результаты показали, что в этом диапазоне влияние напряжения на термоэмиссионную долговечность было относительно незначительным.Третье предположение о том, что низкая плотность тока катода способствует увеличению термоэмиссионного срока службы, повлияло на конструкцию трубки, предложив использовать большую площадь катода с покрытием. Это подразумевало использование относительно высокой мощности катода. На раннем этапе планирования повторителя было решено, что падение напряжения на трех последовательно работающих нагревателях будет использоваться для обеспечения части или всех потенциалов рабочей пластины и экрана. Для питания пластины и экрана 60 В напряжение нагревателя может достигать 20 В. Четверть ампера считалась разумным током кабеля в соответствии с ограничениями по напряжению на кабельных клеммах. Таким образом, на каждый катод приходилось 5,0 Вт.
 При такой мощности обеспечивалась площадь покрытия 2,7 квадратных сантиметра. Величина катодного тока, площадь катода и расстояния между электродами определяют крутизну. Были обеспечены очень широкие расстояния между электродами, соответствующие разумным характеристикам трубки. Первоначальная конструкция предусматривала расстояние 0,040 дюйма между управляющей сеткой и катодом. Позже это значение было уменьшено до 0,024 дюйма, и была создана удовлетворительная конструкция, которая давала 1000 микромОм или один миллиампер на вольт при катодном стоке тока примерно 2,0 миллиампер. Результирующая плотность тока примерно 0,7 миллиампер на квадратный сантиметр резко контрастирует с такими значениями, как 50 миллиампер на квадратный сантиметр, используемыми в настоящее время в трубках, предназначенных для более традиционных целей связи. Последующие данные, обсуждаемые позже, показывают, что при плотности тока в несколько миллиампер на квадратный сантиметр точное значение не имеет решающего значения в его влиянии на термоэмиссионную жизнь.
При такой мощности обеспечивалась площадь покрытия 2,7 квадратных сантиметра. Величина катодного тока, площадь катода и расстояния между электродами определяют крутизну. Были обеспечены очень широкие расстояния между электродами, соответствующие разумным характеристикам трубки. Первоначальная конструкция предусматривала расстояние 0,040 дюйма между управляющей сеткой и катодом. Позже это значение было уменьшено до 0,024 дюйма, и была создана удовлетворительная конструкция, которая давала 1000 микромОм или один миллиампер на вольт при катодном стоке тока примерно 2,0 миллиампер. Результирующая плотность тока примерно 0,7 миллиампер на квадратный сантиметр резко контрастирует с такими значениями, как 50 миллиампер на квадратный сантиметр, используемыми в настоящее время в трубках, предназначенных для более традиционных целей связи. Последующие данные, обсуждаемые позже, показывают, что при плотности тока в несколько миллиампер на квадратный сантиметр точное значение не имеет решающего значения в его влиянии на термоэмиссионную жизнь.
Последующие производственные программы
Разработка трубки активно велась на протяжении многих лет, предшествовавших Второй мировой войне. Во время войны разработка практически прекратилась. Оставалось только сохранить в действии ресурсные испытания. После войны разработка трубки была завершена, и в Bell Telephone Laboratories была создана небольшая производственная линия под непосредственным руководством инженеров-разработчиков трубок для изготовления и выбора трубок для кабеля между Ки-Уэстом, Флорида, и Гаваной, Куба.
Этот кабель оказался полевым испытанием для трансатлантического кабеля, который должен был появиться позже. В общей сложности было проложено G подводных ретрансляторов, содержащих 18 трубок, и кабель был введен в эксплуатацию в июне 1950 года. С этой даты кабель находится в эксплуатации без повреждений трубок, и периодические наблюдения за работой ретранслятора не показывают статистически значимого изменения характеристик трубок.
 за 6 лет эксплуатации.
за 6 лет эксплуатации.Одновременно с прокладкой Ки-Уэст-Гавана было изготовлено достаточно труб, чтобы обеспечить необходимые трубы для будущего трансатлантического кабеля. Эти трубки никогда не использовались в основном потому, что трубки были собраны из луженых проводов. Было обнаружено, что лужение после прокладки кабеля Ки-Уэст-Гавана способно расти на усы [1] К. Г. Комптон, А. Мендиза и С. М. Арнольд, Нитевидные наросты на металлических поверхностях b Усы, коррозия, 7, стр. 327-334, октябрь 1951 г. .
В 1953 году, также в Bell Telephone Laboratories, была построена еще одна производственная установка для изготовления труб для участка трансатлантического кабеля Ньюфаундленд-Шотландия. По завершении этой работы производство было продолжено для изготовления труб для аляскинского кабеля между Порт-Анджелесом, штат Вашингтон, и Кетчиканом, Аляска. После перерыва в несколько месяцев был сделан еще один рейс, чтобы обеспечить трубы для кабеля, который должен был быть проложен между Калифорнией и Гавайскими островами.

Механические характеристики
Трубка, показанная слева на рис. 1, поддерживается в корпусе повторителя двумя втулками из мягкой резины, в которые входят выступы двух керамических торцевых крышек. Все провода гибкие и сделаны из скрученной бериллиевой меди, которая перед плетением была покрыта золотом. Как для удобства разводки в цепи, так и для прижатия управляющей сетки к емкости анода, вывод сетки выведен через противоположный конец трубки от других выводов.
Рис. 2 — Детали, использованные в штоке, и готовый шток трубы 175HQ. Можно отметить отдельную окантовку выводов.
В трубке появляется ряд несколько необычных конструктивных особенностей. Стержень, на котором держится внутренняя структура, состоит из формованной стеклянной чаши, в которую впаяны семь состоящих из двух частей бусинок Dumet. Детали, используемые в стержне, а также готовый стержень показаны на рис. 2. Обычно заделывают сварной шов или 9Узел 0951 между Dumet и никелевыми частями свинцового уплотнения в стекле для придания большей жесткости конструкции.
 Это не было сделано в этом стержне, потому что считалось, что перелом свинца в сварном шве можно было бы легче обнаружить, если бы он не поддерживался уплотнением. Можно задаться вопросом, почему не использовались современные сплавы и конструкция стержня fiat. Следует помнить, что одна утечка газа вдоль направляющей штока приведет к выходу из строя системы, а опыт, накопленный при использовании старых материалов, дает большую уверенность в удовлетворительных уплотнениях.
Это не было сделано в этом стержне, потому что считалось, что перелом свинца в сварном шве можно было бы легче обнаружить, если бы он не поддерживался уплотнением. Можно задаться вопросом, почему не использовались современные сплавы и конструкция стержня fiat. Следует помнить, что одна утечка газа вдоль направляющей штока приведет к выходу из строя системы, а опыт, накопленный при использовании старых материалов, дает большую уверенность в удовлетворительных уплотнениях.Рис. 3 б Нагреватель, изолятор нагревателя и катодный узел лампы 175HQ.
Структура узла нагревателя и катода уникальна, как показано на рис. 3. Изолятор нагревателя из оксида алюминия экструдирован с 7 отверстиями, расположенными, как показано. Этот изолятор поддерживается молибденовым стержнем диаметром 0,025 дюйма, вставленным в центральное отверстие. Нагреватель, состоящий примерно из 36 дюймов вольфрама диаметром 0,003 дюйма, намотан на спираль, имеющую внешний диаметр 0,013 дюйма.
 После нанесения покрытия погружением с помощью хорошо известных технологий нагреватель продевается через 6 внешних отверстий в изоляторе. Затем в отверстия в изоляторе вводят суспензию оксида алюминия, так что при окончательном обжиге нагреватель становится полностью погруженным.
После нанесения покрытия погружением с помощью хорошо известных технологий нагреватель продевается через 6 внешних отверстий в изоляторе. Затем в отверстия в изоляторе вводят суспензию оксида алюминия, так что при окончательном обжиге нагреватель становится полностью погруженным.Катодная втулка, суженная на одном конце, как показано на рис. 3, надевается на узел нагревателя и приваривается к центральному молибденовому стержню, который становится выводом катода. Таким образом достигается равномерная температура от конца до конца катода. В нормальных рабочих условиях температура нагревателя составляет примерно 1100°C, что значительно ниже температуры других трубок.
Рис. 4 b Расположение выводов нагревателя 175HQ.
Соединение нагревателя с проводами от штока представляло серьезную конструктивную проблему. Кристаллизация вольфрама во время и после сварки и механические деформации, возникающие при тепловом расширении, часто являются причинами поломки нагревателя.
 Эта проблема была успешно решена с помощью средств, показанных на рис. 4. Короткие отрезки никелевых трубок надеваются на очищенные концы змеевика нагревателя, а соответствующие отрезки никелевой проволоки вставляются в качестве сердечников. Эти детали скрепляются прихваточными швами посередине трубы. Выводы стержня нагревателя изгибаются, сплющиваются и формируются для получения концов нагревателя, которые затем скрепляются сваркой, как показано на чертеже.
Эта проблема была успешно решена с помощью средств, показанных на рис. 4. Короткие отрезки никелевых трубок надеваются на очищенные концы змеевика нагревателя, а соответствующие отрезки никелевой проволоки вставляются в качестве сердечников. Эти детали скрепляются прихваточными швами посередине трубы. Выводы стержня нагревателя изгибаются, сплющиваются и формируются для получения концов нагревателя, которые затем скрепляются сваркой, как показано на чертеже.В конструкции трубы была предпринята серьезная попытка свести к абсолютному минимуму количество креплений, полностью зависящих от одного сварного шва. Решетки имеют обычную форму, в которой боковые проволоки обжаты в выемки, прорезанные в боковых стержнях или опорных проволоках. Боковые стержни, а также боковая проволока изготовлены из молибдена. В результате получаются сетки, которые значительно прочнее, чем те, в которых используются более традиционные материалы.
Верхняя часть слюды предназначена для контакта с колбой, а размер колбы соответствует точным размерам, чтобы прочно удерживать слюду.
 Трубка в своем креплении выдерживает одиночные 500 g удар в одну миллисекунду без видимых изменений механической структуры или электрических характеристик. По результатам предварительных испытаний на укладку было установлено, что случайное или необычное обращение редко приводит к ударам, превышающим 100 г .
Трубка в своем креплении выдерживает одиночные 500 g удар в одну миллисекунду без видимых изменений механической структуры или электрических характеристик. По результатам предварительных испытаний на укладку было установлено, что случайное или необычное обращение редко приводит к ударам, превышающим 100 г .Электрические характеристики и срок службы
Рис. 5 b Типичные характеристики напряжения пластины тока пластины для лампы типа 175HQ.
Средние рабочие электрические характеристики лампы 175HQ приведены в таблице I, а семейство кривых анодного напряжения в зависимости от анодного тока для типичной лампы приведено на рис. 5 для области, аппроксимирующей рабочие условия.
Разработка трубки с длительным сроком службы предлагает хорошие возможности для наблюдения за эффектами, которые с большей вероятностью будут упущены, если короткий срок службы является удовлетворительным. Например, на некоторых из самых первых изготовленных ламп после 20 000 часов нахождения в спасательных стеллажах на колбах начал появляться металлический налет.

Немедленное беспокойство по поводу снижения сопротивления изоляции слюдяных прокладок побудило провести расследование. Источник был связан с использованием пластин, изготовленных из никеля, из которого испарялся магний в качестве загрязняющего вещества. Был сделан переход на молибден, который с тех пор успешно используется.
Рис. 6. Результаты ресурсных испытаний восемнадцати ламп 175HQ, работающих при двух различных плотностях тока.
Представляло интерес влияние на термоэмиссионную долговечность работы при различных плотностях катодного тока. Были начаты ресурсные испытания, в которых катодный ток утечки в одной группе ламп составлял примерно 7,5 мА (2,8 мА/см 2 ), а в другой группе средний катодный ток составлял 0,6 мА (0,2 мА/см 2 ). Результаты, представленные на фиг. 6, через 120000 часов, или примерно через 14 лет, показывают, что при температуре катода, равной примерно 710°С, выбранной для испытания. (Все температуры катода, упомянутые в этой статье, равны истинные температуры , а не нескорректированные температуры пирометра.
 ) В этом диапазоне токов 12:1 практически отсутствует влияние плотности тока. Кружками обозначены средние значения, а точками и крестиками в каждой контрольной точке показано положение крайних трубок группы.
) В этом диапазоне токов 12:1 практически отсутствует влияние плотности тока. Кружками обозначены средние значения, а точками и крестиками в каждой контрольной точке показано положение крайних трубок группы.Аналогичные испытания на долговечность, проведенные для демонстрации влияния работы при напряжении пластины и экрана 60 В по сравнению с 40 В, не выявили существенных различий в характеристиках после 8 лет эксплуатации.
Рис. 7 – Результаты ресурсных испытаний шестнадцати ламп 175HQ, работающих при температуре катода 710°C.
Температура катода является одним из наиболее важных рабочих параметров, влияющих на термоэмиссионный ресурс. Как упоминалось выше, целью ранней разработки была мощность катода 5,0 Вт, что соответствовало 710°C для используемой в то время конструкции катода. Результаты работы в этих условиях показаны на рис. 7. Во время испытаний не было потеряно ни одной трубки, непосредственной причиной которой было отсутствие эмиссии.
 Несколько трубок были утеряны из-за механических повреждений, возникших из-за конструктивных дефектов, которые впоследствии были устранены. Можно заметить, что по истечении 17 лет средняя крутизна составляет 80 % от первоначального значения, а самая плохая лампа упала до 69 %.%. Есть основания полагать, что трудности тестового набора вполне могут объяснить большую часть вариаций, продемонстрированных в первые три года.
Несколько трубок были утеряны из-за механических повреждений, возникших из-за конструктивных дефектов, которые впоследствии были устранены. Можно заметить, что по истечении 17 лет средняя крутизна составляет 80 % от первоначального значения, а самая плохая лампа упала до 69 %.%. Есть основания полагать, что трудности тестового набора вполне могут объяснить большую часть вариаций, продемонстрированных в первые три года.Катодные покрытия, используемые во всех экспериментальных и конечных трубах линии Ньюфаундленд-Шотландия трансатлантического кабеля, представляют собой обычные двойные карбонатные покрытия. Основным материалом катода является никель International Nickel 220. Конкретный расплав, используемый для трансатлантического кабеля, известен как расплав 84. Типичный анализ расплава 84 никелевых катодов приведен в Таблице II.
Относительно высокое содержание углерода (0,058%) в расплаве 84 катодного никеля способно вызвать избыточное восстановление бария в катодном покрытии.
 [2] М. Бенджамин, Влияние примесей в металле сердцевины на термоэлектронную эмиссию из никеля с оксидным покрытием, Phil. Маг. и Дж.Л. науки, 20, с. 1, July, 1935. [3] HE Kern и RT Lynch, Начальная эмиссия и срок службы планарного диода в зависимости от содержания эффективного восстановителя в катодном никеле (только аннотация), Phys. Обр., 82, с. 574, 15 мая. 1951. Обработка во влажном водороде перед нанесением покрытия при 925°C в течение 15 минут снижает содержание углерода в катодной гильзе примерно до 0,013%.
[2] М. Бенджамин, Влияние примесей в металле сердцевины на термоэлектронную эмиссию из никеля с оксидным покрытием, Phil. Маг. и Дж.Л. науки, 20, с. 1, July, 1935. [3] HE Kern и RT Lynch, Начальная эмиссия и срок службы планарного диода в зависимости от содержания эффективного восстановителя в катодном никеле (только аннотация), Phys. Обр., 82, с. 574, 15 мая. 1951. Обработка во влажном водороде перед нанесением покрытия при 925°C в течение 15 минут снижает содержание углерода в катодной гильзе примерно до 0,013%.Расплав
S4 был максимально близок по составу к расплавам 60 и 03, ранее использовавшимся для труб Key West-Havana. Таким образом, были доступны результаты испытаний на срок до пяти лет на материалах очень похожего состава.
Одной из частых причин износа трубки со временем является образование промежуточного слоя на поверхности катодной втулки. Известно, что скорость развития этого слоя сложным образом зависит от химического состава материала никелевого катодного сердечника.
 Эффект такого слоя состоит в том, чтобы ввести сопротивление последовательно с катодом. Это приводит к отрицательной обратной связи и снижает эффективную крутизну. Поскольку влияние заданного сопротивления обратной связи в этом месте пропорционально крутизне, относительно низкое значение для лампы 175HQ минимизирует этот эффект обратной связи. Кроме того, низкая температура катода имеет тенденцию снижать скорость образования межфазного сопротивления, а относительно большая площадь катода имеет тенденцию к дальнейшему минимизации эффектов. Окончательное решение об использовании расплава 84 было принято на основе испытаний на ускоренное старение, которые показали, что он превосходит расплавы 60 и G3 с точки зрения интерфейса.
Эффект такого слоя состоит в том, чтобы ввести сопротивление последовательно с катодом. Это приводит к отрицательной обратной связи и снижает эффективную крутизну. Поскольку влияние заданного сопротивления обратной связи в этом месте пропорционально крутизне, относительно низкое значение для лампы 175HQ минимизирует этот эффект обратной связи. Кроме того, низкая температура катода имеет тенденцию снижать скорость образования межфазного сопротивления, а относительно большая площадь катода имеет тенденцию к дальнейшему минимизации эффектов. Окончательное решение об использовании расплава 84 было принято на основе испытаний на ускоренное старение, которые показали, что он превосходит расплавы 60 и G3 с точки зрения интерфейса.Рис. 8. Результаты работы тридцати шести ламп 175HQ, разделенных поровну при трех различных температурных условиях катода. Для каждой из кривых используемый материал сердечника катода был наполовину из расплава 60 и наполовину из расплава 63.
Условия эксплуатации кабеля, по существу, соответствуют условиям, представленным центральной кривой.Проблема с интерфейсом будет обсуждаться в следующем разделе. По мере разработки трубки улучшались как обработка деталей, так и чистота узла крепления, повышался уровень катодной эмиссии. Испытания на срок службы показали, что лучший термоэмиссионный срок службы может быть достигнут при работе при более низкой температуре катода. Соответственно была принята мощность катода примерно 4,0 Вт, что соответствует температуре 670°С. Испытание на срок службы, длившееся в настоящее время 45 000 часов или около 5 лет, показывает результаты на рис. 8 рабочих групп ламп при трех различных температурах катода. Это хорошо контролируемое испытание, поскольку трубки для трех групп были выбраны из трубок, имеющих общие детали и идентичную историю изготовления. Можно отметить, что в среднем партия с температурой 725°C потеряла примерно 5% от начальной крутизны, в то время как группа мощностью 4,0 Вт спустя примерно 5 лет практически не потеряла свою крутизну.
Группа 3,0 Вт (610°C) показывает серьезную нестабильность в своих характеристиках. В некоторых лампах температура катода не была достаточно высокой для обеспечения требуемых уровней эмиссии.Конструкция ретрансляторов на участке кабеля Ньюфаундленд-Шотландия такова, что достаточно удовлетворительные характеристики кабеля можно было бы испытать, если бы крутизна в каждой трубке упала до 65 процентов от ее первоначального значения. Результаты испытаний на долговечность, представленные на рис. 7 и 8, а также другие не показанные тесты показывают, что работа ламп 175HQ в трансатлантическом кабеле при мощности приблизительно 4,0 Вт обеспечит удовлетворительные термоэмиссионные характеристики в течение более 20 лет.
Рис. 9 — Контрольная диаграмма, показывающая влияние очистки воздуха на уровень активности катода. Процентное изменение крутизны при нормальном токе нагревателя и значение на 20% ниже используются в качестве меры эффективности катода.
Упоминалось, что чистота при сборке креплений была фактором, влияющим на термоэмиссионную активность.
Интересные доказательства, подтверждающие эту точку зрения, были получены при изготовлении труб для кабеля Ки-Уэст-Гавана. Диаграмма типа контроля качества, воспроизведенная на рис. 9.показывает среднее изменение крутизны между двумя заданными значениями тока нагревателя для первых 5 ламп в каждой группе примерно из 28 изготовленных трубок. Данные были получены после 5000 часов старения. Резкое улучшение термоэлектронной эмиссии было отмечено в точке на графике, где было изготовлено около половины трубок. Изучение записей, которые очень тщательно ведутся, показало, что окна в зале для собраний были запечатаны, а очистка и кондиционирование воздуха производились в точке, указанной на схеме. В настоящее время никаких других изменений в обработке или материалах не произошло. Второе определенное улучшение термоэлектронной эмиссии произошло, когда работа была перенесена из Нью-Йорка в новую и лучше контролируемую среду в Мюррей-Хилл в Нью-Джерси.Изготовление и выбор
Все операторы по сборке труб 175HQ носили нейлоновые комбинезоны, чтобы уменьшить количество пыли и пуха, которые в противном случае могли бы покинуть их одежду и попасть в трубки.
Перчатки из ацетата вискозы использовались при работе с деталями для защиты от пота. Резиновые напальчники оказались неудовлетворительными, потому что они покрывали слишком маленькую площадь и после загрязнения не впитывали загрязняющее вещество.Трубки для участка кабеля от Ньюфаундленда до Шотландии были изготовлены в Bell Telephone Laboratories под чрезвычайно пристальным техническим контролем многих из первых инженеров-разработчиков. Все материалы, поступающие в пробирки, тщательно проверялись и, по возможности, опробовались в пробирках. Перед использованием этих материалов был получен опыт работы в условиях ускоренного старения. Например, несмотря на то, что в период разработки все стеклянные колбы использовались в том виде, в котором они были получены, без каких-либо отказов, менее одной четверти ламп, закупленных для непосредственного монтажа кабеля, соответствовали требованиям проверки. От каждой партии нагревателей отбирали пробы и получали результаты прерывистых и ускоренных испытаний перед допуском к использованию.
Изготовление трубы было выполнено с особой тщательностью операторами, специально отобранными для этой работы. Если бы к трубкам после выхлопа применялись нормальные коммерческие пределы испытаний, выход из приемлемых креплений составил бы от 98 до 99 процентов. Тем не менее, только примерно одна из каждых семи перекачиваемых труб была окончательно одобрена для использования с кабелем. Все лампы прошли старение в течение 5000 часов, и в течение этого периода электрические испытания проводились шесть раз в разное время. Результаты сильно повлияли на окончательный выбор. Например, корреляция между термоэмиссионной долговечностью и газовым током была установлена в период разработки ламп, и только лампы с токами управляющей сетки из-за газа менее 5 X 10 -11 ампер были приемлемыми. Это соответствует давлению газа приблизительно 2·10 -7 мм рт. ст. После 5000-часового старения были проведены очень тщательные механические проверки, чтобы убедиться в отсутствии видимых механических отклонений, которые могли бы вызвать проблемы.
История каждой группы из 28 трубок, из которых были отобраны предполагаемые кандидаты для кабеля, была проанализирована, чтобы увидеть, не были ли обнаружены какие-либо групповые аномалии. В случае обнаружения подозрительного признака все трубки в группе исключались из использования кабеля.Для облегчения выбора трубок для кабеля все соответствующие данные были помещены на карты IBM. Тогда можно было манипулировать данными и представлять их многими очень полезными способами, которые в противном случае были бы совершенно непрактичными из соображений времени и рабочей силы. Всего было задействовано около полумиллиона битов информации.
Перспективы надежности
Часто возникают вопросы о вероятности выхода из строя трубок в системе. Есть две области, на которые естественным образом попадают отказы: катастрофические отказы и отказы, вызванные кумулятивными эффектами, такими как затухание термоэлектронной активности, развитие первичной эмиссии из управляющей сетки или нарастание проводимости через слюдяные изоляторы или стеклянные стебли.
Катастрофические отказы могут включать в себя такие элементы, как разомкнутые соединения, вызванные дефектами сварки или усталостью материалов, короткие замыкания, вызванные контактом частей двух разных электродов или замыканием проводящими посторонними частицами и утечками газа через стекло или вдоль выводов штока. К счастью, эти показатели отказов были снижены до такой степени, что надежные статистические данные отсутствуют, несмотря на значительное количество проведенных испытаний на долговечность. Примерно из 4800 труб, изготовленных на сегодняшний день, произошло четыре отказа, которые не были предусмотрены проведенными проверками. Все четыре из этих отказов были разных типов и произошли либо в 5000 часов жизни, либо раньше. Все четыре типа были более склонны к возникновению в первые часы старения и обработки.
Из кумулятивных типов отказов испытания на срок службы не выявили явных проблем ни с ростом проводимости изоляции, ни с первичным излучением от сетей. Как указывалось ранее в документе, термоэмиссионные результаты срока службы таковы, что есть основания для оптимизма в отношении того, что через 20 лет отказов не произойдет.
Трубки для кабеля Новая Шотландия-Ньюфаундленд
Тенденция развития ламп в британских подводных ретрансляторах
Раннее использование коммерческих приемных трубок
Разработка подводных телефонных ретрансляторов в Великобритании пошла по несколько иному пути, чем в Соединенных Штатах. У берегов Северной Америки глубокие моря встречаются сразу же после прохождения континентального шельфа. Следовательно, с самого начала упор был сделан на конструкцию ретрансляторов для океанских глубин. В Британии, отделенной от многих стран лишь мелководьем, естественно было начать разработку с ретранслятора, специально разработанного для мелководья. Такой ретранслятор был проложен в англо-ирландском кабеле в 1944.
Лампы, используемые в усилителе этого повторителя, представляли собой обычные коммерческие пентоды с высокой крутизной, типа SP61 [§] Mazda рекламирует SP41 в качестве используемых ламп. См. ссылку в дополнительном меню. .
По результатам ресурсных испытаний было известно, что эти трубки прослужат не менее двух лет в условиях непрерывной нагрузки. Их выступление в первом и последующих ранних повторениях превзошло все ожидания. На данный момент вышла из строя одна трубка, и это из-за разрыва оболочки после четырехлетнего срока службы. На морском дне осталось 23 таких трубы со сроком службы пять-шесть лет и 3 трубы, прожившие десять лет.Все эти лампы SP61 были частью одной партии, произведенной в 1942 году, и их характеристики соответствовали высоким стандартам. Однако было обнаружено, что последующие партии не соответствовали тому же стандарту, установленному партией 1942 года. Таким образом, в 1946 году британское почтовое отделение столкнулось с тем фактом, что дальнейшее развитие мелководной системы подводных ретрансляторов зависело от производства трубчатого типа, который мог бы заменить партию трубок SP61 1942 года. Эта ситуация привела к формированию группы в Доллис-Хилл, в задачи которой входило, в частности, изготовление замены лампы и, в целом, изучение проблем, возникающих при использовании ламп в подводных ретрансляторах.
Помимо изменений в конкретных требованиях, это техническое задание осталось неизменным с того дня и по сей день.Замена на ГПО 6П10 Тип
Одновременно с быстрым исчерпанием запасов удовлетворительных трубок SP61 для подводных телефонных систем возникла потребность в трубке для подводного телеграфного ретранслятора. Это последнее требование усложнялось тем фактом, что телеграфный кабель подвергался жестким ограничениям по общему напряжению, что исключало ток нагревателя 630 мА, необходимый для 4-ваттного катода SP61. Чтобы избежать производства одного типа ламп для телефонных систем и другого для телеграфа, было решено, что замена SP61 должна иметь катод на 2 Вт с нагревателем на 300 мА.
В 1944 и 1945 годах для вооруженных сил был произведен очень успешный миниатюрный пентод с большим наклоном CV138. Электрические характеристики этой лампы были выше, чем у SP61, и, кроме того, в ней использовался катод мощностью 2 Вт. Таким образом, было решено заменить электрические лампы лампами CV138, в то же время сохранив свободу изменения механических характеристик любым способом, который может показаться благоприятным для конкретных требований использования подводных ретрансляторов, в частности, технического обслуживания.
уровень крутизны не меняется в течение длительного времени. Следовательно, в начале проекта были внесены три основных механических изменения. Миниатюрная лампочка CV138 была заменена на лампу нормального размера (примерно 1 дюйм в диаметре и 2,5 дюйма в длину). Это было сделано для снижения температуры стекла и, таким образом, уменьшения газовыделения. В то же время основание кнопки и кольцевое уплотнение CV138 были заменены обычным прессованным и капельным уплотнением, поскольку было сочтено, что при имеющихся технологиях первое будет более надежным, чем второе. При использовании обычного пресса сразу же последовало соединение с контрольной сеткой верхней крышки, в результате чего вместо одностороннего CV138 была получена двухсторонняя трубка.Эти три модификации и ряд серьезных изменений для улучшения методов сварки и сборки привели к типу ГПО, известному как 6П10 (Пентод с нагревателем на 6,3 В проектной марки 10). 6П10 заменил СП61 в 18 мелководных ретрансляторах, проложенных в различных кабелях после 1951 года.
Таким образом, на морском дне эксплуатируется 54 трубки типа 6П10 с периодами непрерывной нагрузки от двух до четырех лет. Был один отказ из-за разрыва катодной ленты, а еще один ретранслятор был выведен из эксплуатации для исследования высокочастотных колебаний, связанных с лампой. Однако колебание прекратилось до того, как удалось установить причину.Первые восемнадцать ламп типа 6П10, использовавшихся в ретрансляторах, имели обычные никелевые катодные сердечники. Осознание проблемы сопротивления интерфейса привело к использованию платины в качестве основного материала для следующих 36 ламп. Шаги, ведущие к этому радикальному изменению техники, будут описаны позже.
Разработка 6P12 для магистральных систем
Хотя разработка подводных репитеров естественным образом началась в Британии с мелководных систем, было неизбежно, что в конечном итоге внимание должно быть обращено на трансокеанские кабели. Требования к трубкам для таких дальнемагистральных систем отличаются от требований для ближнемагистральных мелководных схем тем, что необходима работа при более низком анодном напряжении.
Поэтому новая трубка для замены 6П10 была неизбежна.К тому времени, когда в Британии акцент начал смещаться с мелководных систем на глубоководные, в Доллис-Хилл был накоплен значительный опыт в области производственных технологий, необходимых для установки ламп типа 6P10 с платиновым катодным сердечником для использования в подводных повторителях. Когда стало очевидно, что для первой дальнемагистральной системы необходимо разработать новую трубу, было решено сохранить как можно больше конструкции 6P10, чтобы в полной мере использовать знакомые технологии. Поэтому 6P10 был переработан для работы с напряжением 60 вольт просто путем серьезной настройки положения сетки экрана и незначительных изменений в других местах. Новая трубка стала известна как 6P12 и использовалась в семи повторителях, установленных на кабеле Абердин-Берген. Эта схема рассматривалась как испытательная для участка Ньюфаундленд-Новая Шотландия трансатлантического проекта.
Всегда считалось, что использование трубок с высокой крутизной с близко расположенными электродами будет связано с более высокой вероятностью механического отказа из-за внутренних коротких замыканий.
Практический опыт мелководных схем, где восстановление ретранслятора является сравнительно дешевой и простой операцией, показал, однако, что такие риски, по-видимому, перевешиваются экономическими преимуществами, получаемыми от трубы, способной охватывать более широкий диапазон частот. На самом деле отказ из-за внутреннего короткого замыкания еще не произошел ни в одной мелководной системе.Этот опыт объясняет выбор британцами трубки с высокой крутизной для глубоководных систем, но при использовании параллельных усилителей признается большая подверженность механическим повреждениям. Доверие к этой политике возросло благодаря успешной работе системы Абердин-Берген.
Проблемы разработки трубы 6П12
Основной задачей группы термоэлектроники в Доллис-Хилл с 1946 года было изучение электрических процессов жизни приемных трубок с высокой крутизной. Эти усилия привели к убеждению, что все изменения электрических характеристик имеют своим источником химические или электрохимические процессы, происходящие в трубке в микро- или миллимикромасштабе.
Форма изменения, наиболее важная для инженера-ретранслятора, — это уменьшение крутизны, и это будет рассмотрено в кратких деталях как типичное для разработки лампы 6П12.Распад крутизны в обычных лампах является результатом двух отдельных и различных химических процессов, происходящих в самом оксидном катоде. Оба действия являются побочными проблемами, никоим образом не существенными для основного функционирования катода, и кажется вероятным, что оба могут быть устранены, если доступно достаточное понимание их природы. Первым действием является рост резистивного пограничного слоя между оксидной матрицей и поддерживающей ее никелевой сердцевиной, что кратко обсуждалось в предыдущем разделе. Предполагается, что этот эффект связан с загрязнением кремнием металлического никелевого сердечника.
4 BaO + Si = Ba
2 Si0 4 + 2 Ba.
Сопротивление слоя ортосиликата бария возрастает по мере того, как он теряет активатор бария и приближается к собственному состоянию.
Эффект сопротивления интерфейса заключается в том, что отрицательная обратная связь воздействует на трубку, что приводит к потере крутизны. Вторым вредным действием является потеря эмиссии электронов с оксидного катода за счет прямого разрушения его существенного избытка металлического бария окислительным действием остаточных газов. Такие газы возникают в результате несовершенной технологии обработки.Эти две проблемы были решены в трубе 6П12 несколько по-новому. Обычное никелевое ядро заменено платиной такой высокой чистоты (99,999 %), что возможностью заметного роста границы раздела от примесей можно пренебречь. Единственным фактором, который следует учитывать, является появление высокоомных продуктов возможного взаимодействия платины с оксидами щелочноземельных металлов. Групповые испытания в течение 30 000 часов не выявили каких-либо признаков такого воздействия, и теперь рабочие Dollis Hill считают, что трубка с чистым платиновым сердечником не имеет феномена поверхностного сопротивления.
Проблема предотвращения газовой дезактивации катода является более сложной и пока не устраняется, а уменьшается в размерах. Теперь понятно, что опасное состояние возникает из-за газогенераторов , оставшихся в трубе, а не из-за истинной формы остаточного давления газа, оставшегося после отсоединения от насоса. Эти газогенераторы представляют собой твердые компоненты трубки, которые испускают непрерывный поток газа в течение длительного периода времени. Скорости газовыделения обычно настолько малы, что их нельзя обнаружить при измерении тока обратной сетки, но они имеют тенденцию поглощать газ на катоде и разрушать его активность. Газогенераторы обычно имеют конечную величину и, в основном в зависимости от явлений диффузии, выделяют газ со скоростью, которая падает со временем примерно экспоненциально. Таким образом, вероятность выхода из строя крутизны наиболее высока в раннем возрасте и имеет тенденцию к уменьшению со временем по мере того, как генераторы истощаются.
Одной особенно полезной особенностью катода с платиновым сердечником является его отсутствие окисления сердечника во время газовой атаки, и это позволяет трубке восстанавливаться после отказа крутизны после того, как газовая атака прошла. На рис. 10 показано поведение группы из 50 трубок, в которых преднамеренно оставили компонент, способный генерировать монооксид углерода в течение длительного периода времени. Кривая показывает характерное восстановление оксидного катода с платиновым сердечником при постепенном прохождении того, что считается типичной газовой атакой.
Рис. 10 – Поведение группы из 50 преднамеренно оставленных трубок с газогенератором (трубка типа 6П12).
Одной из проблем, которая привлекла большое внимание в Доллис Хилл, является фактический способ восстановления катода с платиновым сердечником после газовой атаки. Механизм должен включать диссоциацию небольшой части самого оксидного катода с сохранением металлического бария в решетке оксида и выделением кислорода.
То, что такой существенный механизм действительно существует, было доказано медленным накоплением металлического бария в платиновом ядре. Это накопление принимает форму характерного сплава бария и платины и происходит только тогда, когда через катод проходит ток. Таким образом, процесс регенерации бария, по-видимому, носит электролитический характер и, зависящий только от протекания тока и запаса оксида, кажется практически неисчерпаемым.Этих нескольких замечаний, возможно, достаточно, чтобы дать некоторое представление о направлениях, по которым британские исследовательские усилия велись в течение последнего десятилетия. Более подробные описания уже были представлены в другом месте. [4] Г. Х. Метсон, С. Вагенер, М. Ф. Холмс и М. Р. Чайлд, Срок службы оксидных катодов в современных приемных клапанах, Proceedings IEE, 99, Part III, p. 69, март 1952 г. [5] Г. Х. Метсон и М. Ф. Холмс, Ухудшение характеристик клапана из-за роста сопротивления интерфейса, Журнал инженеров-электриков почтового отделения, 46, с.
193, январь 1954 г. [6] М. Р. Чайлд, Рост и свойства катодных интерфейсных слоев в приемных клапанах, Журнал инженеров-электриков почтового отделения, 44, с. 176, Jan., 1952. [7] Г. Х. Метсон, Исследование долговременного поведения эмиссии клапана с оксидным покрытием, Proceedings IEE, 102, Part B, p. 657, сентябрь 1955 г. Электрические и механические характеристики
Электрические характеристики
Рис. 11 — Типовая токовая характеристика крутизна-анод для вентиля типа 6П12 (№ 457/6).
Основные электрические характеристики 6П12 представлены на рис. 11 и 12. Напряжение нагревателя, используемое для обоих наборов кривых, составляет 5,5 В, такое же значение, как и в британском усилителе. На рис. 11 показано изменение крутизны в зависимости от анодного тока и экранного напряжения в качестве параметра. Анодное напряжение 40 вольт и нулевое напряжение супрессора соответствуют статическим условиям работы в первых двух каскадах как Абердин-Бергенского, так и британского трансатлантического телефонного (ТАТ) усилителя.
Экранное напряжение и анодный ток первых двух каскадов британского усилителя ТАТ были выбраны равными -10 вольт и 3 мА соответственно.Рис. 12 — Типовая характеристика анодное напряжение-анодный ток для вентиля типа 6П12 (№457/6).
На рис. 12 показаны нормальные характеристики анодного напряжения-анодного тока для условий, соответствующих выходному каскаду усилителя (статическая рабочая точка, анодное напряжение = 90, экранное напряжение = 60, анодный ток = 6 мА). Последней электрической характеристикой, заслуживающей внимания, является уровень обратного тока сетки. Для всех образцов, протестированных во время отбора, после примерно 4000 часов испытаний на срок службы уровень очень низкий, около 100 микро-микроампер на миллиампер анодного тока.
Жизнь Производительность
Рис. 13 — Поведение группы из 92 трубок типа 6П12 в течение трех лет.
Срок службы 6Pl2 все еще остается предметом предположений. Единственным доступным конкретным свидетельством является поведение группы из 92 трубок, которые были подвергнуты испытанию на жизнь около трех лет назад.
Изменение средней крутизны этой группы (при постоянном анодном токе 6 мА) показано на рис. 13. Можно ясно видеть, что за последний год не наблюдается определенной тенденции, позволяющей уверенно прогнозировать ожидаемую продолжительность жизни. Исследование других характеристик трубы также непродуктивно с точки зрения прогнозирования отказа.На ранних этапах испытаний было восемь механических отказов. Причина во всех случаях была выявлена и устранена в последующем производстве до начала проекта ТАТ.
Механические характеристики
Рис. 14 — Вид изнутри трубы типа 6П12.
Основные механические характеристики 6П12 уже упоминались ранее, поскольку они, как объяснялось, очень похожи на характеристики 6П10. Фотография внутренней части трубки показана на рис. 14.9.0005
Методы выбора клапана
Не все лампы, признанные после производства потенциально подходящими для британского усилителя ТАТ, оставались одинаково подходящими после периода ресурсных испытаний, составляющего около 4000 часов.
Ниже приводится краткий отчет о том, как отбирались лучшие.Тот факт, что каждая трубка должна была пройти стандартные пределы статических характеристик, не требует особого внимания. Однако этот тест был дополнен тремя дополнительными типами спецификаций. Во-первых, каждая лампа была протестирована в функциональной схеме, моделирующей тот каскад усилителя, для которого лампа в конечном итоге предназначалась. Здесь были проведены измерения дробового шума (соответствующие использованию первого каскада) и генерации гармоник (соответствующие выходному каскаду) в дополнение к обычным измерениям крутизны, импеданса анода и рабочей точки.
Во-вторых, все трубы были подвергнуты тщательному визуальному осмотру, в ходе которого было проверено около 80 конкретных конструктивных деталей на предмет возможных дефектов сборки.
В-третьих, характеристики срока службы крутизны, общего излучения и рабочей точки были проверены в течение периода испытаний около 4000 часов на наличие неудовлетворительных тенденций.
Хотя этот тип спецификации труднее определить точно, его применение, вероятно, является более строгим и требовательным, чем любая из предыдущих спецификаций.Только если трубка прошла обычное испытание и три дополнительных испытания, она считалась пригодной для включения в повторитель.
Заключение
Прокладка существующего ретрансляторного трансатлантического кабеля представляет собой, безусловно, самое амбициозное на сегодняшний день использование долгоживущих, необслуживаемых электронных ламп. Только в рамках этого проекта на дне океана работает 390 труб. Если к этому числу добавить донные трубы из более ранних более коротких систем, те, которые использовались в кабеле на Аляске, построенном несколько месяцев назад, и те, которые будут использоваться в калифорнийско-гавайском кабеле, который будет проложен в 19хорошо установлено. В результате последующих дискуссий было удивительно и приятно обнаружить, насколько одинаково обе группы смотрят на проблемы надежности труб для подводных кабелей.
Авторы были бы полной небрежностью, если бы не упомянули о вкладе других в только что описанную работу. Эти проекты были бы невозможны, если бы не энтузиазм, совместные и тщательные усилия многих людей, работающих в различных областях. На протяжении многих лет химики, физики, инженеры-электрики и механики, лаборанты, начальники цехов и операторы вносили существенный вклад в проекты. Было бы непрактично и несправедливо пытаться выделить для упоминания работу конкретных лиц, чей вклад является выдающимся. Слишком много.
Ссылки
- KG Compton, A Mendizza и SM Arnold, Нитевидные наросты на металлических поверхностях b Whiskers, Corrosion , 7, pp. 327-334, Oct. 1951.
- М. Бенджамин, Влияние примесей в металле сердечника на термоэлектронную эмиссию никеля с оксидным покрытием, Phil. Маг. и Дж.Л. наук , 20, с. 1 июля 1935 г.
- Х.Э. Керн и Р.Т. Линч, Начальная эмиссия и срок службы планарного диода в зависимости от содержания эффективного восстановителя в катодном никеле (только аннотация), Физ. , 82, с. 574, 15 мая 1951 г.
- Г. Х. Метсон, С. Вагенер, М. Ф. Холмс и М. Р. Чайлд, Срок службы оксидных катодов в современных приемных клапанах, Proceedings IEE , 99, Часть III, с. 69, март 1952 г.
- Г. Х. Метсон и М. Ф. Холмс, Ухудшение характеристик клапана из-за роста сопротивления интерфейса, Журнал инженеров-электриков почтового отделения , 46, с. 193, январь 1954 г.
- М. Р. Чайлд, Рост и свойства катодных интерфейсных слоев в приемных клапанах, Журнал электротехников почтового отделения , 44, с. 176, январь 1952 г.
- GH Metson, Исследование долговременного поведения выбросов клапана с оксидным покрытием, Proceedings IEE , 102, Part B, p. 657, сентябрь 1955 г.
PHILIPS LC8.1E РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ Скачать PDF
страница
из
71Содержание
Оглавление
Закладки
Реклама
Содержание
2
1 Технические характеристики, соединения и обзор шасси
5
2 Инструкции по технике безопасности, предупреждения и примечания
6
3 направления использования
7
4 Механические инструкции
12
5 сервисных режимов, коды ошибок и поиск неисправностей
23
6 блок-схем, обзор контрольных точек и осциллограммы
33
7 Принципиальные схемы и схемы печатных плат
55
8 мировоззрений
58
9.
Описания цепей, список сокращений и таблицы данных ИС.71
10 Список запасных частей и обзор CTN
71
11 Список изменений
Цветной телевизор
Содержание
1. Технические характеристики, соединения и шасси
Обзор
2. Инструкции по безопасности, предупреждения и примечания
3. Указания по эксплуатации
4. Инструкции по эксплуатации
4. Инструкции по эксплуатации
, коды ошибок и поиск неисправностей 12
6. Блок-схемы, обзор контрольных точек и
Сигналы
Схема подключения 32″ (MG8)
Схема подключения 42″ (MG8)
Блок-схема видео
Блок-схема аудио
Блок-схема бокового обзора и сигналов часов
Тестовые точки
Обзор I2C IC
Обзор линий питания
7.
Принципиальные схемы и схемы печатных платSSB: DC/DC
SSB: Tuner IF & SAWF
SSB: Микропроцессор TDA15 NVM
0005
SSB: DDR Flash Trap
SSB: LVDS Connectors
SSB: SMIC L
SSB: Audio Class D
SSB: YPBPR & SVHS
SSB: IO Scart 1
SSB: Scart2 & UART & JTAG
SSB: HDMI
SSB: Объяснение списка SRP
SSB: Список SRP
Панель управления с клавиатурой
ИК- и светодиодная панель
Никакая часть данной публикации не может быть воспроизведена, сохранена в
поисковой системы или передаваться в любой форме и любыми средствами, электронными,
механическими, фотокопирующими или иными способами без предварительного разрешения Philips.
Опубликовано TY 0872 BU TV Consumer Care
Стр.
2
5
6
7
23
24
26
477
28-305
31 310004
27
31 310004 26
4 27
9000 3 310004 26
4 27
9000 3 310004 26
4 27
31000 26
4 27
310009
26
4 27
32
Схема платы
(B01) 33
47-51
(B02) 34
47-51
(B03) 35
47-51
(B04A) 36
47-51
(B04B) 37
47-51
(B04B) 37
47-51
(B04B) 37
47-51
(B04B) 37
4 47-51
9 (B04B) 37
47-51 9000 40004 (B04B) 37
47-51
(B04B) 37
47-51
47-51
(B05A) 39
47-51
(B05B) 40
47-51
(B06A) 41
47-51
(B06B) 42
4 47-51
(B06B) 42
4 47-51
(B06B) 42
4 47-51
(B06B) 42
4 47-51
(B06B) 41
47-51
(B06B)
(B06C) 43
47-51
(B06D) 44
47-51
45
46
(E) 52
52
(j) 53
54
Печата в Нидерландах
Содержание
8.
Выравнивания9. Листы
10. Список запасных частей и обзор CTN
11. Список изменений
Возможны изменения
Шасси
LC8.1E
LB
MG8 9009 4 MG5 809 4 MG8 900
I_18170_000.eps
300708
Стр.
55
58
63
65
71
EN 3122 785 181111111000
EN 3122 785 1811111111000
.
Предыдущая страница
Следующая страница
Содержание
2
1 Технические характеристики, соединения и обзор шасси
5
2 Инструкции по технике безопасности, предупреждения и примечания
6
3 направления использования
7
4 Механические инструкции
12
5 сервисных режимов, коды ошибок и поиск неисправностей
23
6 блок-схем, обзор контрольных точек и осциллограммы
33
7 Принципиальные схемы и схемы печатных плат
55
8 мировоззрений
58
9.
Описания цепей, список сокращений и таблицы данных ИС.71
10 Список запасных частей и обзор CTN
71
11 Список изменений
Дополнительные руководства для Philips LC8.1E
- Корпус Philips LC7.2E Руководство по обслуживанию
См. плазменную панель sdi с ручным управлением: 3122 785 16870, цветной телевизор (91 страница)
- Корпус Philips LC1. 15E Руководство по обслуживанию
Цветной телевизор (24 страницы)
- Корпус Philips LC4.5E Руководство по обслуживанию
Цветной телевизор (80 страниц)
- Корпус Philips LC4.41A AA Руководство по обслуживанию
(87 страниц)
- Корпус Philips QV14.1E Руководство по обслуживанию
Для цветного телевизора (244 страницы)
- Корпус Philips L01. 1L AC Руководство по обслуживанию
Цветной телевизор (43 страницы)
- Корпус Philips TPM16.1E LA Руководство по обслуживанию
Цветной телевизор (69 страниц)
- Корпус Philips TPN15.2E LA Руководство по обслуживанию
Цветной телевизор (71 страница)
- Корпус Philips FTL13U Руководство по обслуживанию
Цветной телевизор (180 страниц)
- Корпус Philips L01. 1A Руководство по обслуживанию
Цветной телевизор (89 страниц)
- Схема корпуса Philips G90AE
Отвц шасси (15 стр.)
- Корпус Philips L01.1A Руководство по обслуживанию
Цветной телевизор (84 страницы)
- Корпус Philips L9.2E AA Руководство по обслуживанию
Цветной телевизор (122 страницы)
- Корпус Philips L01. 2E AB Руководство по обслуживанию
Цветной телевизор (60 страниц)
- Корпус Philips серии B8 Руководство по обслуживанию
Для цветного телевизора (58 стр.)
- Корпус Philips TES1.0E LA Руководство по обслуживанию
(76 страниц)
Краткое содержание для Philips LC8.1E
Это руководство также подходит для:
Lc8.
1e lbПрофили экспрессии микроРНК, связанные с прогнозом и терапевтическим исходом при аденокарциноме толстой кишки
- Список журналов
- Рукописи авторов HHS
- PMC2614237
ДЖАМА. Авторская рукопись; доступно в PMC 2009 30 января.
Опубликовано в окончательной редакции как:
JAMA. 2008 г., 30 января; 299(4): 425–436.
DOI: 10.1001/JAMA.299.4.425
PMCID: PMC2614237
NIHMSID: NIHMS82855
PMID: 18230780
Aaron J. Schetter, PHD, MPH, SUET yi yi -yun Криста А. Занетти, доктор философии, магистр здравоохранения, Элиз Д. Боуман, магистр наук, Нозому Янаихара, доктор медицины, доктор философии, Сиу Цан Юэн, доктор медицины, Цун Люн Чан, доктор медицины, Дора Л.
В. Квонг, доктор медицины, Гордон К. Х. Ау, доктор медицины, Чанг-Гонг Лю, доктор философии, Джордж А. Калин, доктор медицины, доктор философии, Карло М. Кроче, доктор медицины, и Кертис К. Харрис, доктор медицины Информация об авторе Информация об авторских правах и лицензии Отказ от ответственности
Контекст
МикроРНК потенциально могут использоваться в качестве диагностических биомаркеров и терапевтических мишеней при раке. Ни в одном исследовании не оценивалась связь между паттернами экспрессии микроРНК и прогнозом рака толстой кишки или исходом лечения.
Цель
Выявить характер экспрессии микроРНК, связанный с аденокарциномой толстой кишки, прогнозом или исходом лечения.
Дизайн, настройка и пациенты
Профилирование экспрессии микрочипов опухолей и парных неопухолевых тканей с помощью микрочипов было проведено в США для тестовой когорты из 84 пациентов с заболевшей аденокарциномой толстой кишки, набранных между 1993 и 2002 годами.
Мы оценили связь со статусом опухоли, стадией TNM, прогнозом выживаемости и реакцией на адъювантную химиотерапия. Ассоциации были подтверждены во второй независимой китайской когорте из 113 пациентов, набранных между 1991 и 2000 годами, с использованием количественных анализов полимеразной цепной реакции с обратной транскрипцией. Окончательной датой наблюдения было 31 декабря 2005 г. для когорты из Мэриленда и 16 августа 2004 г. для когорты из Гонконга.Основные показатели результатов
МикроРНК, которые по-разному экспрессировались в опухолях, и паттерны экспрессии микроРНК, связанные с выживаемостью, с использованием раковой смерти в качестве конечной точки.
Результаты
Тридцать семь микроРНК по-разному экспрессировались в опухолях исследуемой группы. Для проверки были отобраны miR-20a, miR-21, miR-106a, miR-181b и miR-203 , и все 5 были обогащены опухолями из когорты проверки ( P <0,001). Более высокая экспрессия miR-21 присутствовала в аденомах ( P = 0,006) и в опухолях с более продвинутой стадией TNM ( P <0,001).
Гибридизация in situ показала, что miR-21 экспрессируются на высоких уровнях в клетках карциномы толстой кишки. Пятилетняя канцер-специфическая выживаемость составила 57,5% для когорты из Мэриленда и 49,5% для когорты из Гонконга. Высокая экспрессия miR-21 была связана с плохой выживаемостью как при обучении (отношение рисков 2,5; 95% доверительный интервал, 1,2-5,2) и валидационные когорты (отношение рисков, 2,4; 95% доверительный интервал, 1,4-3,9), независимо от клинических переменных, включая стадию TNM, и был связан с плохим терапевтическим результатом.Выводы
Паттерны экспрессии микроРНК систематически изменяются при аденокарциномах толстой кишки. Высокая экспрессия miR-21 связана с плохой выживаемостью и плохим терапевтическим исходом.
АДЕНОКАРЦИНОМА ТОЛСТОЙ КИШКИ ЯВЛЯЕТСЯ основной причиной смертности от рака во всем мире. 1 Колоректальный рак является третьей наиболее распространенной и второй по значимости причиной смерти от рака в Соединенных Штатах.
2 Несмотря на то, что показатели пятилетней смертности несколько снизились за последние 3 десятилетия, 3 по-прежнему необходимо определить новые прогностические биомаркеры и терапевтические мишени для этого заболевания. В настоящее время химиотерапия имеет значительную терапевтическую ценность, но хирургия является единственной излечивающей формой лечения. 4 Идеальные терапевтические мишени должны быть причинно связаны с заболеванием и поддаваться разработке терапевтических вмешательств, тогда как идеальные биомаркеры должны легко измеряться и иметь тесную связь с клиническими исходами. МикроРНК могут соответствовать обоим критериям. 5 — 8
МикроРНК представляют собой некодирующие молекулы РНК длиной от 18 до 25 нуклеотидов, которые регулируют трансляцию многих генов. 9 Since their discovery, 10 , 11 microRNAs have been found to regulate a variety of cellular processes including apoptosis, 12 — 14 differentiation, 10 , 11 , 15 и пролиферацию клеток.
16 МикроРНК также могут играть роль в канцерогенезе. 5 , 17 , 18 Уровни экспрессии микроРНК изменены в большинстве типов опухолей, 19 , 20, включая опухоли толстой кишки 9095. 20 — 23 Экспериментальное манипулирование специфическими микроРНК модулирует развитие опухоли в мышиных модельных системах. 16 , 24 — 26 Прогностический потенциал микроРНК также был продемонстрирован для хронического лимфоцитарного лейкоза, 6 рака легкого, 7 рака поджелудочной железы, 27 и нейробластомы. 28 Если аберрантная экспрессия микроРНК является причиной канцерогенеза, ингибирование определенных микроРНК может иметь терапевтические последствия. Модифицированные антисмысловые олигонуклеотиды могут быть легко разработаны для специфического ингибирования функции микроРНК.
29 Антагомиры представляют собой один из типов антисмысловых олигонуклеотидов, который доказал свою эффективность в ингибировании функции микроРНК in vivo у мышей. 30 Простота разработки специфических ингибиторов функции микроРНК делает их кандидатами в качестве терапевтических мишеней.Учитывая терапевтический и прогностический потенциал микроРНК при раке, мы оценили профили микроРНК опухолей толстой кишки и парных неопухолевых тканей, чтобы изучить их потенциальную роль в формировании опухоли, диагностике и ответе на химиотерапию при карциноме толстой кишки.
Сбор тканей и выделение РНК
Пары первичной опухоли толстой кишки и прилегающих неопухолевых тканей были взяты у 84 пациентов, набранных из Медицинского центра Университета Мэриленда или Медицинского центра по делам ветеранов Балтимора в период между 1993 и 2002 г., а также от 113 пациентов, набранных из больницы королевы Марии в Гонконге в период с 1991 по 2000 г. Случаи семейного аденоматозного полипоза или неполипозного колоректального рака человека были исключены из этого исследования.
Ткани были подвергнуты быстрой заморозке после операции. Были собраны подробные данные для каждого донора ткани, включая возраст, пол, клиническую стадию, расположение опухоли, время выживания с момента постановки диагноза и получение адъювантной химиотерапии. Окончательной датой наблюдения было 31 декабря 2005 г. для когорты из Мэриленда и 16 августа 2004 г. для когорты из Гонконга. Гистопатологию опухоли классифицировали в соответствии с системой классификации опухолей Всемирной организации здравоохранения. 1 Ткань аденомы была получена от Cooperative Human Tissue Network. Это исследование было одобрено Институциональным наблюдательным советом Национальных институтов здравоохранения, Институциональным наблюдательным советом Университета Гонконга/Управления больниц Западного кластера Гонконга и Институциональным наблюдательным советом по исследованиям на людях в Университете Мэриленда. Раса была заявлена как белая или черная.
Выделение РНК и профилирование микроРНК
РНК из образцов замороженных тканей экстрагировали с использованием стандартных методов TRIZOL (Invitrogen, Карлсбад, Калифорния).
Профилирование микрочипов микроРНК проводили, как описано ранее. 31 Вкратце, 5 мкг тотальной РНК метили и гибридизовали с каждым микрочипом микроРНК (микрочип микроРНК штата Огайо, версия 2.0, Колумбус), содержащим четыре повтора 389 зондов микроРНК человека. Пары опухолевых/неопухолевых тканей профилировали одновременно. Слайды сканировали с помощью сканера PerkinElmer ScanArray LX5K (Perkin Elmer, Waltham, Massachusetts).Анализ микрочипов
Данные, обсуждаемые в этой публикации, были депонированы в Омнибусе экспрессии генов Национального центра биотехнологической информации (NCBI) (NCBIGEO {«type»:»entrez-geo»,»attrs»:{«text»:» GSE7828″,»term_id»:»7828″}}GSE7828). Данные были предварительно обработаны статистическим программным обеспечением R 2.5.0 (R Foundation for Statistical Computing, Вена, Австрия) для удаления зондов с более высокой интенсивностью фона, чем на переднем плане, и зондов с противоречивыми измерениями в четырех повторах. Данные были нормализованы с помощью локально взвешенного графика рассеяния, сглаживающего LOESS, и импортированы в инструменты массива Biometric Research Branch (BRB) 3.
5.0 (http://linus.nci.nih.gov/BRB-ArrayTools.html) для последующего микрочипа. Зонды со значениями, отсутствующими более чем в 20% массивов, были удалены из анализа, оставив 230 зондов. Этот метод фильтрации был решен априори, чтобы исключить зонды, уровни экспрессии микроРНК которых считались ненадежными. Сравнительный анализ классов с использованием пары t Тесты идентифицировали микроРНК, которые по-разному экспрессировались в опухолях ( P <0,001). Алгоритмы прогнозирования классов в инструментах массива BRB использовались для определения того, могут ли паттерны экспрессии микрочипов микроРНК точно различать опухолевые и парные неопухолевые ткани. Для этих анализов были произвольно выбраны алгоритмы 3 ближайших соседей и ближайших центроидов, а процентная точность показывает процент правильно идентифицированных тканей. Эти алгоритмы также использовались для количественных данных полимеразной цепной реакции с обратной транскрипцией (ОТ-ПЦР) в когорте проверки Гонконга.Для первоначального поиска микроРНК, связанных с плохой выживаемостью, в когорте Мэриленда с использованием данных микрочипов были проанализированы соотношения экспрессии микроРНК опухоль:неопухоль (T:N). Соотношения экспрессии опухоль:неопухолевая для микроРНК были созданы путем вычитания log 2 неопухолевой экспрессии из log 2 значений экспрессии опухоли. МикроРНК, у которых отсутствовало более 25% соотношения T:N, отфильтровывали, оставляя 208. Данные по экспрессии разделяли на четко определенные высокие и низкие группы для изучения связи с экспрессией микроРНК и выживаемостью. Соотношения экспрессии опухоли: неопухоли были разделены на две части, при этом самый высокий терциль классифицировали как высокий, а 2 нижних терциля классифицировали как низкий. Это пороговое значение было установлено на основе ассоциаций в тестовой когорте перед анализом проверочной когорты. После того, как это значение было установлено, это отсечение по максимуму-минимуму использовалось повсеместно на протяжении всего исследования.
Чтобы проанализировать связи опухолевой экспрессии и неопухолевой экспрессии с выживаемостью с использованием данных микрочипов, данные массива необходимо было нормализовать на основе дня профилирования микрочипов, чтобы устранить систематическую погрешность, вызванную ежедневной изменчивостью, наблюдаемой при сборе данных микрочипов. Для этого для каждого заданного дня одна треть самых высоких значений экспрессии была помечена как высокая, а самые низкие две трети были помечены как низкие, что соответствовало заранее установленному пороговому значению, которое использовалось для этого исследования.Количественная ОТ-ПЦР
Количественная ОТ-ПЦР микроРНК выполнялась с использованием анализов микроРНК Taqman (Applied Biosystems, Фостер-Сити, Калифорния) в соответствии с инструкциями производителя с использованием системы 7500 ОТ-ПЦР в реальном времени (Applied Biosystems, Фостер-Сити). ) с использованием уровней экспрессии малой ядерной РНК U6B в качестве контроля нормализации.
Все анализы были выполнены в двух повторностях ( миР-20a, миР-203 ) или в трех повторностях ( миР-21, миР-106a, миР-181b ). Количественная ОТ-ПЦР для миР-21, миР-106a и миР-181b были выполнены одним из исследователей (A.J.S.), который не знал о результатах выживания и клинических данных для членов проверочной когорты.Гибридизация in situ
Гибридизация in situ была проведена с использованием зондов для человека miR-21 , scramble и U6 (Exiqon, Woburn, Massachusetts) с написанной модифицированной версией протокола производителя для ткани, фиксированной формалином и залитой парафином. W. Kloosterman (http://www.exiqon.com/uploads/LNA_52-_FFPE_miRNA_in_situ_protocol.pdf) на ткани толстой кишки человека. Модификации включали использование поликлонального кроличьего анти-DIG/HRP-конъюгированного антитела и системы усиления сигнала DakoCytomation GenPoint Tyramide (DakoCytomation, Carpinteria, California) и субстрата VECTOR NovaRed (Vector Laboratories, Burlingame, California).
Изображения были получены на микроскопе Olympus BX40 с использованием цифровой камеры Olympus DP70 и программного обеспечения контроллера DP (Olympus, Шампейн, Иллинойс).Статистический анализ
Для анализа различий в экспрессии микроРНК между опухолями и парными неопухолевыми тканями, а также различий между аденомой и парной неаденомной тканью для всех количественных данных RTPCR с использованием Graphpad Prism 4.0 (Graphpad Software Inc, Сан-Диего, Калифорния). Все тесты тренда, о которых сообщалось, являются непараметрическим тестом Кьюзика для тренда в упорядоченных группах 32 и были выполнены с использованием Stata 9..2 (StataCorp LP, Колледж-Стейшн, Техас). Ассоциации с прогнозом в когорте валидации считались статистически значимыми только в том случае, если значение P было меньше 0,01 для корректировки теста множественных сравнений (5 тестов с использованием поправки Бонферрони).
Анализ Каплана-Мейера был выполнен с помощью WINSTAT 2001 (R Fitch Software, Bad Krozingen, Германия).
Многофакторный регрессионный анализ Кокса был выполнен с использованием StataCorp 9.2. Для этих моделей мы разделили возраст на 50 лет и старше и моложе 50 лет, поскольку рекомендуемый возраст для скрининга на рак толстой кишки составляет 50 лет; Стадия TNM была дихотомически разделена на основе метастатического и неметастазного заболевания. Один пациент из когорты Мэриленда умер в день операции и был включен в анализ Каплана-Мейера, но удален для регрессионного анализа Кокса. Анализы, включающие ответ на адъювантную терапию, включали только случаи II и III стадии по TNM, потому что лечение на стадии IV является паллиативным, а у пациентов со стадией I по TNM отличный прогноз выживаемости независимо от терапии. Одномерная регрессия Кокса была выполнена для каждой клинической ковариации, чтобы изучить влияние каждой из них на выживаемость пациентов. Окончательные многомерные модели были основаны на поэтапном добавлении и удалении клинических переменных, которые, как было установлено, связаны с плохой выживаемостью в одномерных моделях (9). 1848 P <.10). В качестве критерия включения в окончательные многомерные модели использовалась статистика Вальда P <0,05. Все модели с пошаговым добавлением давали те же конечные модели, что и модели с пошаговым удалением. Все указанные значения P являются двусторонними. Все одномерные и многомерные регрессионные модели Кокса были проверены на допущения о пропорциональных рисках, основанные на остатках Шенфельда, и ни одна модель не нарушала эти допущения.Паттерны экспрессии микроРНК в опухолях толстой кишки
Характеристики пациентов с выявленной аденокарциномой толстой кишки в тестовой когорте (из Балтимора) и контрольной когорте (из Гонконга) показаны на рис. Среднее время наблюдения составило 68,0 месяцев для когорты из Балтимора и 84,6 месяца для когорты из Гонконга. Две когорты были сходны по стадированию TNM, гистологии опухоли и уровню смертности от рака. Пятилетняя выживаемость составила 57,5% для когорты США и 49,5% для когорты Гонконга и существенно не отличалась друг от друга (9).
1848 P = 0,49, тест Каплана-Мейера). В дополнение к расовым, географическим и культурным различиям между этими двумя когортами балтиморская когорта была значительно старше (в среднем 64,6 года против 55,8 лет) и имела более высокий процент мужчин (79% против 50%).Table 1
Characteristics of Study Population and Tumors a
Maryland Test Cohort
(n = 84)Hong Kong Validation Cohort
(n = 113)Recruitment area Baltimore, Maryland Hong Kong, China Age at enrollment, y Mean (SD) 64. 6 (10.7)55.8 (15) Диапазон 32-87 32-84 SEX, № (%) , № (%) .2082 56 (50) Женщины 18 (21) 57 (50) Race, №%) (%) (%) (%) . (62)0 Black 32 (38) 0 Asian 0 113 (100) Follow-up time , пн Median 68.0 84. 6Range 26.0-141.9 60.4-147.2 Specific mortality rates, % 1 Год 82,1 87,6 5 Год 57,5 49,6 49,6 . 0957 b Distal 48 (59) 90 (80) Proximal 34 (41) 23 (20) Adenocarcinoma histology, No. (%) Adenocarcinoma 75 (89) 105 (93) Mucinous adenocarcinoma 8 (10) 7 (6) Adenosquamous carcinoma 1 (1) 0 (0) Signet ring cell and mucinous 0 1 (1) Adjuvant chemotherapy, № (%) C Получен 22 (37) 40 (35) не получили не получили . )TNM stage, No. (%) d I 8 (10) 9 (8) II 29 (34) 37 (33) III 36 (43) 48 (42) IV 10 (12) 19 (17) Открыть в отдельном окне
a Сумма процентов может не равняться 100 из-за округления.
b Дистальная включает опухоли, расположенные в нисходящей ободочной кишке или дистальнее нее. Проксимальные опухоли включают опухоли в селезеночном изгибе или проксимальнее его. Местоположение опухоли было доступно для 82 пациентов в исходной когорте и всех пациентов в когорте проверки.
c Подробная информация о получении химиотерапии была доступна для 59 пациентов в тестовой когорте и всех пациентов в когорте проверки. Химиотерапия в основном проводилась на основе фторурацила (в форме либо внутривенного фторурацила, либо пероральных препаратов, включая тегафур с урацилом) с левамизолом или лейковорином или без них.
d Для 1 пациента в когорте Мэриленда было неясно, был ли у него рак стадии III или IV, поэтому этот пациент не был включен в анализ.
Мы сравнили профили микроРНК 84 пар опухоли толстой кишки и прилегающих неопухолевых тканей в балтиморской когорте с использованием микрочипов микроРНК. 31 Профили опухолевых микроРНК заметно отличались от неопухолевых профилей.
Используя сравнительный анализ классов в инструментах массива BRB, было обнаружено, что 37 независимых микроРНК по-разному экспрессируются в опухолях (9).1848 P <0,001 с долей ложных срабатываний <0,5%; ). Двадцать шесть микроРНК были экспрессированы на более высоких уровнях в опухолях с наибольшим обогащением miR-21 в 1,8 раза. Глобальные профили микроРНК различают опухолевые и парные неопухолевые ткани с точностью 89 % с использованием алгоритмов предсказания класса 3 ближайших соседей или ближайших центроидов в инструментах массива BRB (10-кратная перекрестная проверка, повторяемая 100 раз), что предполагает систематическое изменение паттернов экспрессии микроРНК во время образование опухоли.Таблица 2
МикроРНК, которые дифференциально экспрессируются в опухолях по сравнению с нетустойной тканью
зонд из микрочипа зрелый miR P Значение A P Значение A P . Изменение фолда Хромосомное расположение МикроРНК с более высокой экспрессией в опухолях hsa-mir-21No1 miR-21 < 1 × 10 -7 <0.01 1.7 17q23.2 hsa-mir-021-prec-17No1 miR-21 < 1 × 10 -7 <0. 011.8 17q23.2 hsa-mir-092-prec-13092-1No2 миР-92 < 1 × 10 -7 <0.01 1.4 13q31.3 hsa-mir-222-precNo2 miR-222 1 × 10 -6 <0. 011.2 Xp11.3 hsa-mir-181b-2No1 miR-181b 2 × 10 -6 <0,01 1.2 9q33.3 hsa-mir-210-prec miR-210 1 × 10 -5 0. 031.2 11p15.5 hsa-mir-020-prec miR-20a 3 × 10 -5 0.06 1.5 13q31.3 hsa-mir-106-prec-X miR-106a 3 × 10 -5 0. 061.4 X26.2 hsa-mir -106aNo1 miR-106a 4 × 10 -5 0.06 1.4 X26.2 hsa-mir-093-prec-7.1093-1 миР-93 4 × 10 -5 0. 061.2 7q22.1 hsa-mir-335No2 miR-335 4 × 10 -5 0.06 1.2 7q32.2 hsa-mir-222-precNo1 miR-222 4 × 10 -5 0. 071,2 Xp11.3 hsa-mir-338No1 miR-338 6 × 10 -5 0.07 1.1 17q25.3 hsa-mir-133bNo2 miR-133b 7 × 10 -5 0. 081.1 6p12.2 hsa-mir-092 -prec-X092-2 miR-92 8 × 10 -5 0.08 1.4 Xq26.2 hsa-mir-346No1 miR -346 8 × 10 -5 0. 081.2 10q23.2 hsa-mir-106bNo1 miR-106b .0002 0.2 1.2 7q22.1 hsa-mir-135-2-prec miR-153a .0002 0. 21.1 12q23.1 hsa-mir-219-1No2 miR-219 .0003 0.2 1.3 9q34.11 hsa- мир-34а№1 miR-34a .0003 0. 21.1 1p36.22 hsa-mir-099b-prec-19No1 miR-99b .0004 0.3 1.1 19q13.41 hsa-mir-185-precNo2 miR-185 .0004 0. 31.2 22q11.21 hsa-mir-223-prec miR-223 .0004 0.3 1.4 Xq12 hsa-mir-211-precNo2 miR-211 .0004 0. 31.1 15q13.3 hsa-mir-135-1-prec miR-135a .0005 0.3 1.1 3p21.1 hsa-mir-127-prec miR-127 .0005 0. 31.1 14q32.31 hsa-mir-203-precNo1 miR-203 .0005 0.3 1.4 14q32.33 hsa-mir-212-precNo1 miR-212 .0006 0. 41.1 17p13.3 hsa- mir-095-prec-4 miR-95 .0007 0.4 1.2 4p16.1 hsa-mir-017-precNo2 миР-17-5п .0007 0. 41.3 13q31.3 MicroRNAs With Reduced Expression in Tumors hsa-mir-342No2 miR-342 4 × 10 -6 0,02 0,9 14Q32.2 2.2 HSA-MIRA-MIRA-MIR-MIRA-MIRA-MIRA-MIRA-MIRA-MIRA-MIRA-MIRA-MIRA-MIRA-MIRA-MIRA-MIRA-MIRA-MIR-MIRA-MIRA-MIRA-MIRA-MIRAIA-MIRAIA-MIRAIA-MIRAIA-MIRAIA-MIRAIAM81240 9 × 10 -6 0. 030.7 11q13.1 hsa-mir-1-2No2 miR-1 2 × 10 -5 0.06 0.9 18q11.2 hsa-mir-34bNo2 miR-34b 5 × 10 -5 0. 070,8 11q23.1 hsa-mir-215-precNo1 miR-215 5 × 10 -5 0.07 0.7 1q41 hsa-mir-192No1 miR-192 7 × 10 -5 0. 080.7 11q13.1 hsa-mir-301No2 miR-301 7 × 10 -5 0.08 0.7 17q23.2 hsa-miR-324-5pNo2 miR- 324-5p .0001 0. 10.9 17p13.1 hsa-mir-030a-precNo2 miR-30a-3p .0002 0.1 0.9 6q13 hsa-mir-1-1No2 miR-1 .0003 0. 20.9 20q13.33 hsa-mir-34cNo2 miR-34c .0007 0.4 0.9 11q23.1 hsa-mir-331No2 miR-331 .0009 0. 50.9 12q22 hsa-mir-148bNo2 miR-148b .0009 0.5 0.9 12q13.13 Открыть в отдельном окне
a P Представленные значения являются результатом парного сравнительного анализа паттернов экспрессии микроРНК из 84 пар тканей аденокарциномы толстой кишки и неопухолевых тканей. Ветви (BRB) Массив Инструменты 3.5.0.
b Частота ложных обнаружений рассчитывается инструментами массива BRB.
Уровень ложных обнаружений 0,5% предсказывает, что этот список точен на 99,5%.Затем мы провели предварительный анализ, чтобы определить, связаны ли какие-либо из 37 дифференциально экспрессируемых ( P <0,001) микроРНК с выживаемостью рака. Мы проанализировали отдельные отношения экспрессии микроРНК T:N на предмет ассоциации с плохим прогнозом в когорте теста Мэриленда. Соотношения экспрессии микроРНК опухоль: неопухолевая классифицировались как высокие на основании наивысшего терциля. Мы искали любую микроРНК, для которой высокие отношения T:N были связаны с выживаемостью рака (9).1848 P <0,05) с использованием регрессии Кокса. Этим критериям удовлетворяли пять микроРНК. Высокая экспрессия miR-20a (отношение рисков [ОР], 2,2; 95% доверительный интервал [ДИ], 1,1-4,6; P = 0,03), miR-21 (ОР, 2,5; 95% ДИ , 1,2–5,0; P = 0,01), miR-106a (HR, 2,3; 95% ДИ, 1,1–4,5; P = 0,02), miR-181b (HR, 2,0; 95 % ДИ, 1,0-3,9; P = 0,04) и miR-203 (HR, 3,1; 95% ДИ, 1,5-6,4; P = 0,003) были связаны с плохой выживаемостью и были выбраны для дальнейшего анализа.
Чтобы подтвердить общие различия в экспрессии микроРНК между опухолевой и неопухолевой тканью, мы измерили уровни экспрессии этих 5 микроРНК с помощью количественной ОТ-ПЦР в опухолевой и парной неопухолевой ткани в независимой контрольной группе из 113 пациентов с заболевшим раком толстой кишки, набранных из Гонконга. Конг, Китай (). miR-20a (в 2,3 раза), miR-21 (в 2,8 раза), miR106a (в 2,4 раза), miR-181b (в 1,4 раза) и miR-203 (в 1,8 раза). -кратно) все экспрессировались на более высоких уровнях в опухолях ( P <0,001, критерий согласованных пар Уилкоксона; ). Большинство опухолей (89% для miR-20a , 87% для miR-21 , 90% для miR-106a , 71% для miR-181b и 74% для miR-209) имели более высокая экспрессия этих микроРНК, чем в парных неопухолевых тканях. Паттерны экспрессии для этих 5 микроРНК отличают опухоль от парного неопухолевого состояния с точностью 96% или 98% на основе алгоритмов 3 ближайших соседей или ближайших центроидов соответственно (10-кратная перекрестная проверка, повторенная 100 раз).
Таблица 3
Экспрессия микроРНК в опухолях аденокарциномы толстой кишки и аденомы толстой кишки
Микрорновый день Средняя разница
в пороговом цикле ASD (разница A SD (разница A SD (разница A SD (разница A SD (разница A SD. P
Значение cЭкспрессия микроРНК в опухолях в сравнении с парными неопухолевыми тканями
Из Гонконгской когорты 9 валидации0957 dmiR-20a 1. 180.97 2.3 <.001 miR-21 1.47 1.20 2.8 <.001 miR-106a 1.25 0.94 2. 4<.001 miR-181b 0.47 1.03 1.4 <.001 miR-203 0.83 1.40 1.8 <0,001 Экспрессия микроРНК при аденоме по сравнению с парой ткани неаденомы E MIR -208 905
8 MIR -20A
05
905
8 MIR -20A
05 905
8 MIR -20A
05
. 12400.97 0.9 .82 miR-21 0.64 0.90 1.6 .006 miR-106a 0.28 1.22 1.2 . 19miR-181b 0.30 1.24 1.2 .27 miR-203 0.77 1.98 1.7 .14 Open in a separate window
a Threshold cycle is the unit of измерение в количественной полимеразной цепной реакции с обратной транскрипцией (RT-PCR) для измерения относительной экспрессии генов.
Среднее (изменение опухоли в пороговом цикле минус парное неопухолевое изменение порогового цикла) или среднее (изменение аденомы в пороговом цикле минус парное изменение неаденомы в пороговом цикле) по количественной ОТ-ПЦР. Положительные значения указывают на более высокую экспрессию в опухолевой ткани.b Рассчитывается по 2 средней разности пороговых циклов .
c Тест согласованных пар Уилкоксона.
d Для сравнений опухоли и неопухоли 113 пар тканей использовали для miR-20a и miR-203 , а 111 пар тканей использовали для miR-21, miR-106a 4 и . миР-181б .
e Для всех сравнений аденомы/неаденомы использовали 18 пар тканей.
Высокий
miR-21 Экспрессия и прогноз
Аденокарциномы толстой кишки от 89% до 93% пациентов в этом исследовании имели типичную гистологию. Меньшую часть опухолей составляли муцинозная аденокарцинома (8 из 84 пациентов [10 %] в когорте США; 7 из 113 пациентов [6 %] в когорте Гонконга), аденосквамозная карцинома (1 из 84 пациентов [1 %] в когорте Гонконга).
когорта США) или перстневидно-клеточная карцинома (1 из 113 пациентов [1%] в когорте Гонконга) гистологии (). Различные подтипы аденокарциномы могут быть связаны с различными клиническими исходами, включая прогноз выживания. 33 Чтобы устранить возможную путаницу, связанную с гистологией, мы исключили всех пациентов (9 в когорте США; 8 в когорте Гонконга) с муцинозными аденокарциномами, аденосквамозными карциномами и перстневидно-клеточными карциномами из первоначального анализа.Мы обнаружили, что высокие коэффициенты экспрессии T:N для miR-20a, miR-21, miR-106a, miR-181b и miR-203 связаны с плохой выживаемостью в тестовой когорте Мэриленда. Эти ассоциации могут быть связаны с уровнями экспрессии микроРНК в опухолевой ткани, окружающей неопухолевой ткани или их комбинацией. Чтобы различать эти возможности, мы отдельно проанализировали ассоциацию экспрессии микроРНК в опухолях и парных неопухолевых тканях. Высокие уровни экспрессии в опухолях (на основании самого высокого терциля) для miR-20a (HR, 2,7; 95% ДИ, 1,3–5,8; P = 0,01), miR-21 (HR, 2,5; 95% ДИ, 1,2–5,2; P = 0,01) ), miR-106a (HR, 2,4; 95% ДИ, 1,2–5,1; P = 0,02), miR-181b (HR, 3,2; 95% ДИ, 1,6–6,7; P = 0,002) и miR-203 (HR, 3,3; 95% ДИ, 1,5-7,1; P = 0,001) были связаны с плохой выживаемостью в тестовой когорте Мэриленда.
Никакой значимой связи с экспрессией микроРНК в неопухолевой ткани не наблюдалось ни для одной из 5 микроРНК.Связи с экспрессией микроРНК и выживаемостью в тестовой когорте были установлены в контексте эксперимента с микроматрицами, в котором мы оценивали дихотомическую экспрессию 37 микроРНК. Чтобы подтвердить эти результаты, мы использовали количественную ОТ-ПЦР для измерения уровней опухолевой и неопухолевой экспрессии для этих 5 микроРНК в валидационной когорте Гонконга и проанализировали ассоциации с прогнозом. Мы дихотомизировали высокую и низкую экспрессию для каждой микроРНК на основе самых высоких терцилей в соответствии с нашими методами в тестовой когорте. Высокая 9Экспрессия 1848 miR-21 в опухоли ассоциировалась с плохим прогнозом в гонконгской валидационной когорте ( P = 0,001, лог-ранговый критерий Каплана-Мейера), в то время как экспрессия в неопухолевых тканях не была (), что согласуется с ассоциациями в Мэриленде. тестовая когорта. Мы не обнаружили статистически значимых ассоциаций с прогнозом и экспрессией miR-20a, miR-106a, miR-181b или miR-203 в этой когорте.
Открыть в отдельном окне
Высокий miR-21 Экспрессия в опухолях и плохая выживаемость у пациентов с типичной гистологией аденокарциномы
В этот анализ не включены пациенты с гистологией либо муцинозной аденокарциномы, либо адено-плоскоклеточной карциномы. А. Микрочипы микроРНК использовали для измерения уровней экспрессии микроРНК в опухолях и неопухолевых тканях. Ткани с неопределяемой экспрессией miR-21 на основании данных микрочипов были исключены. Высокая экспрессия miR-21 была классифицирована в соответствии с наивысшим терцилем (от 2,6 до 7,9).- раз выше, чем неопухолевой). B. Связь высокой экспрессии miR-21 в опухолях с плохим прогнозом подтверждена в независимой когорте. Уровни экспрессии miR-21 измеряли количественной полимеразной цепной реакцией с обратной транскрипцией. Высокая экспрессия основана на самом высоком терциле (от 3,3 до 8,7 раз выше, чем у неопухолевых).
Значения логарифмического ранга P взяты из анализа Каплана-Мейера.Многофакторный анализ пропорциональных рисков Кокса использовался для дальнейшей оценки связи 9Экспрессия 1848 miR-21 в опухолях с прогнозом как в тестовой когорте Мэриленда, так и в когорте валидации Гонконга () для оценки потенциала экспрессии miR-21 в качестве прогностического биомаркера. Дихотомические значения экспрессии miR-21 не были связаны с возрастом, полом, расой или локализацией опухоли (точный критерий Фишера). В одномерном анализе для тестовой когорты Мэриленда высокая экспрессия миР-21 в опухолях (HR, 2,5; 95% ДИ, 1,2-5,2; P = 0,01) и стадия TNM (HR, 3,5; 95% ДИ, 1,6-7,9; P = 0,002) ассоциировалось с прогнозом, в то время как возраст, пол, раса и расположение опухоли — нет. В окончательной многомерной модели, которая включала экспрессию miR-21 и стадирование TNM, высокая экспрессия miR-21 в опухолях была связана с плохим прогнозом выживаемости независимо от стадии опухоли (ОР, 2,7; 95% ДИ, 1,3-5,5).
; P =.008; ). Таблица 40957 a Univariate Analysis Multivariate Analysis b Characteristic HR (95% CI) P Value HR (95% CI) P Value Maryland Test Cohort miR-21 expression (n=71) c Низкий 1,0 [Ссылка] . 011,0 [Ссылка] 0,008 5
1 .008 . 5.5) TNM stage I-II 1.0 [Reference] .002 1. 0 [Reference].002 III-IV 3.5 (1.6-7.9) 3.7 (1.6-8.3) Age at enrollment, y <50 1.0 [Reference] .52 ≥50 0. 7 (0.2-2.3)Sex Women 1.0 [Reference] .57 Men 1. 4 (0.5-3.9)Race White 1.0 [Reference] .97 Black 1. 0 (0.5-2.1)Tumor location
(proximal/distal)Distal 1.0 [Reference] .26 Proximal 0. 6 (0.3-1.4)Hong Kong Validation Cohort miR-21 expression (n=103) c Low 1.0 [Reference] .002 1.0 [Reference] . 002High 2.4 (1.4-3.9) 2.4 (1.4-4.1) TNM stage I-II 1.0 [Reference] <.001 1.0 [Reference] <. 001III-IV 4.7 (2.4-9.5) 4.7 (2.4-9.5) Age at enrollment, y <50 1.0 [Reference] .14 ≥50 1. 5 (0.9-2.6)Sex Women 1.0 [Reference] .29 Men 1. 4 (0.8-2.3)Tumor location Distal 1.0 [Reference ] .27 Проксимальный 0,7 (0,3-1,4) .
Открыто в Absemals 9000 4000. ЧСС, коэффициент опасности.a Случаи муцинозной аденокарциномы, аденосквамозной карциномы или перстневидно-клеточной карциномы были исключены из этого анализа.
b В многофакторном анализе использовалось пошаговое добавление и удаление клинических ковариат, связанных с выживаемостью в одномерных моделях ( P < 0,10), а окончательные модели включали только те ковариаты, которые были значимо связаны с выживаемостью (статистика Вальда, Р < 0,05). Для обеих последних моделей всего 9Были включены экспрессия 1848 miR-21 и постановка TNM.
c Высокая экспрессия в опухолях всех миРНК определялась на основе наивысшего терциля. Экспрессию микроРНК измеряли с помощью микрочипов микроРНК для когорты Мэриленда и с помощью количественной полимеразной цепной реакции с обратной транскрипцией для когорты Гонконга.
В валидационной когорте Гонконга дихотомические значения экспрессии miR-21 в опухолях не были значимо связаны с возрастом, полом, гистологией опухоли или ее расположением (точный критерий Фишера).
Высокая 9Экспрессия 1848 miR-21 в опухолях (HR, 2,4; 95% ДИ, 1,4–3,9; P = 0,002) и стадирование TNM (HR, 4,7; 95% CI, 2,4–9,5; P <0,001) ) были значительно связаны с выживаемостью в одномерных моделях, в то время как возраст, пол и расположение опухоли не были (). В окончательной многомерной регрессионной модели Кокса, включающей экспрессию miR-21 и стадирование TNM, высокая экспрессия miR-21 в опухолях была связана с плохим прогнозом выживаемости (HR, 2,4; 95% ДИ, 1,4-4,1; P = 0,002) независимо от других клинических ковариат, что согласуется с результатами тестов в Мэриленде.миР-21 Экспрессия в аденомах толстой кишки
Аденомы представляют собой стадию предшественников аденокарцином толстой кишки. 34 Мы протестировали уровни экспрессии miR-20a, miR-21, miR-106a, miR-181b и miR-203 с помощью количественной RT-PCR в 18 парах аденомы и прилегающей ткани неаденомы, которые были получены из Кооперативная сеть человеческих тканей.
Использование только 18 пар тканей снижает возможность обнаружения различий в этих анализах и может привести к ложноотрицательным результатам. Однако миР-21 были значительно обогащены в 1,6 раза выше ( P = 0,006, тест подобранных пар Уилкоксона; ). Ткань аденомы экспрессировала более высокие уровни в 15 из 18 совпадающих пар.Стадии опухоли и экспрессия
миР-21
Если экспрессия миР-21 является причиной прогрессирования рака толстой кишки, экспрессия миР-21 может быть связана с более поздними стадиями заболевания. Пациенты были стратифицированы на основе диагноза аденомы и стадии TNM, при которой аденома считалась наименее распространенной, а стадия IV по TNM была наиболее распространенной. Аденомы выражены ниже уровня miR-21 , чем опухоли из проверочной когорты ( P <0,001, критерий Манна-Уитни). Более распространенные опухоли экспрессировали более высокие уровни miR-21 , используя либо данные микрочипа из тестовой когорты Мэриленда ( P = 0,04, тест на тенденцию), либо данные количественной ОТ-ПЦР из проверочной когорты в Гонконге (тест на тенденцию).
, P <0,001; ).Открыть в отдельном окне
miR-21 Экспрессируется на более высоких уровнях в аденокарциномах толстой кишки с повышением экспрессии в более поздних опухолях
A, Микрочипы микроРНК использовались для измерения уровней экспрессии miR-21 в тестовой когорте Мэриленда. Точечные графики представляют собой miR-21 log 2 (отношение опухоль:неопухолевые) для парных тканей, рассчитанное на основе микрочипов микроРНК из исходной когорты. Значения больше 0 указывают на опухоли со значениями экспрессии выше, чем в неопухолевой ткани. Типы тканей были упорядочены от TNM стадии I до опухоли стадии IV. Столбцы указывают среднее значение. Для оценки тенденций использовался непараметрический тест Кьюзика на тренд. Б, miR-21 экспрессируется на более высоких уровнях в более продвинутых опухолях. Точечные графики представляют значения относительного порогового цикла miR-21 из количественной полимеразной цепной реакции с обратной транскрипцией для уровней экспрессии аденомы и опухоли, каждый из которых был нормализован для парной неаденомной или неопухолевой ткани, соответственно.
Значения относительного порогового цикла больше 0 указывают на уровень экспрессии выше, чем в неопухолевой (или неаденомной) ткани. Типы тканей были упорядочены от аденомы до опухолей стадии I-IV. Горизонтальные полосы указывают среднее значение выражения. Для оценки тенденций использовался непараметрический тест Кьюзика на тренд.миР-21 Экспрессия в эпителиальных клетках толстой кишки
Хотя мы обнаружили, что высокая экспрессия миР-21 в опухолях была связана с худшим исходом выживания, эти эксперименты не идентифицировали клетки в опухоли, которые экспрессировали миР -21 . Чтобы идентифицировать эти клетки, мы использовали гибридизацию in situ для визуализации экспрессии miR-21 в опухолевых и прилегающих неопухолевых тканях (). МиР-21 экспрессируется на более высоких уровнях в эпителиальных клетках толстой кишки в опухолевой ткани человека, что соответствует роли для 9Сверхэкспрессия 1848 miR-21 в опухолевых клетках во время канцерогенеза толстой кишки.
Открыть в отдельном окне
Гибридизация in situ miR-21 в опухолях толстой кишки . 3′-DIG-меченый зонд гибридизовали и детектировали с помощью поликлонального антитела против DIG (DakoCytomation) с использованием системы амплификации сигнала GenPoint Tyramide Signal Amplification System (DakoCytomation) с использованием Vector NovaRed (Vector Laboratories) в качестве субстрата. Слайд докрашивали гематоксилином Майера. A, Эпителиальные клетки толстой кишки в опухоли человека экспрессируют более высокие уровни miR-21 по сравнению с соседними неопухолевыми тканями. C, Эпителиальные клетки толстой кишки в опухолевой ткани экспрессируют значительные количества miR-21 при большом увеличении. E, неопухолевая ткань не показывает значительной экспрессии miR-21 при том же увеличении. B, D, F. Как и ожидалось, контрольный зонд скремблирования не показывает значительного окрашивания при малом или большом увеличении в серийных срезах опухолевой и неопухолевой ткани.
miR-21 Уровни экспрессии и терапевтический результат
Мы проанализировали ассоциации с экспрессией miR-21 и терапевтическими результатами у пациентов со стадиями II и III, получавших адъювантную химиотерапию. Информация о назначении адъювантной химиотерапии была доступна для 47 из 65 пациентов со стадией II или III в тестовой когорте Мэриленда и для всех пациентов в валидационной когорте Гонконга. В обеих когортах режимы химиотерапии в основном основывались на фторурациле (в форме либо внутривенного 5-фторурацила, либо пероральных препаратов, включая тегафур с урацилом [UFT]) с дженериками или без них. Для этого анализа были использованы только пациенты с типичной гистологией аденокарциномы, оставив 20 из 42 пациентов со стадией II или III, которые получили химиотерапию в когорте Мэриленда. Для тех, кто получил химиотерапию, высокий 9Экспрессия 1848 miR-21 в опухолях предсказывала худшую общую выживаемость (ОР, 4,3; 95% ДИ, 1,1–16,4; P = 0,03), что дает предварительное подтверждение того, что высокий уровень miR-21 связан с плохим терапевтическим исходом.
Для валидационной когорты Гонконга для этого анализа были использованы 77 человек с раком стадии II или III с типичной гистологией аденокарциномы. Среди 36 пациентов, получавших адъювантную химиотерапию, высокая экспрессия miR-21 в опухолях была связана с плохим ответом на терапию (HR, 3,5; 9).5% ДИ, 1,1-11,6; P = 0,04), что согласуется с наблюдениями в когорте Мэриленда. Кроме того, среди 25 пациентов с раком III стадии, получавших адъювантную химиотерапию, высокая экспрессия miR-21 была связана с плохой выживаемостью (ОР 3,9; 95% ДИ 1,2-12,9; P = 0,03). Анализы с использованием рецидива рака в качестве конечной точки привели к аналогичным ассоциациям с высокой экспрессией miR-21 в опухолях, предсказывающим более быстрый рецидив заболевания у пациентов с раком III стадии по TNM, которые получали адъювантную химиотерапию (HR, 3,5; 9).5% ДИ, 1,0-11,5; P = .04).
Обе когорты показали сходные ассоциации высокой экспрессии miR-21 в опухолях с терапевтическими результатами, хотя ни одна из когорт не была достаточно большой для проведения полностью стратифицированного анализа.
Хотя это две разные популяции, сходство ассоциаций с экспрессией miR-21 , прогнозом и терапевтическим результатом позволило провести объединенный анализ с использованием обеих когорт. Анализ Каплана-Мейера объединенных когорт показал, что высокий уровень 9Экспрессия 1848 miR-21 ассоциировалась с плохим прогнозом либо на стадии II ( P = 0,02), либо у пациентов на стадии III ( P = 0,004) (), что дополнительно указывает на ее потенциал в качестве прогностического биомаркера. Получение адъювантной химиотерапии было полезным для пациентов с раком стадии II или III, хотя это было значимо только для пациентов стадии III. У лиц, получавших адъювантную терапию, высокая экспрессия miR-21 была связана с плохим терапевтическим исходом у пациентов с раком II или III стадии (9).1848 P = 0,003, логарифмический ранг Каплана-Мейера) или у пациентов только с раком III стадии ( P = 0,007, логарифмический ранг Каплана-Мейера; ). Многомерная регрессия Кокса показала, что высокая экспрессия miR-21 предсказывала плохой прогноз (ОР 3,0; 95% ДИ 1,7–5,4; P <0,001), а лечение адъювантной химиотерапией было связано с лучшей выживаемостью (ОР 0,4; 95% ДИ, 0,2-0,8; P = 0,004) независимо от других клинических переменных ().Открыть в отдельном окне
Комбинированный анализ тестовой когорты в Мэриленде и валидационной когорты в Гонконге Изучение ассоциаций между экспрессией miR-21 в опухолях и получением адъювантной химиотерапии с прогнозом
гистология муцинозной аденокарциномы или аденосквамозной карциномы. А. Для 119 пациентов с раком II или III стадии высокая экспрессия miR-21 связана с плохой выживаемостью у тех, кто получал химиотерапию (9).1848 P = 0,003). B. Среди 52 пациентов со стадией II рака связь между высокой экспрессией miR-21 и прогнозом не была статистически значимой у 14 (26,9%) пациентов, получавших химиотерапию ( P = 0,11). C. Для всех 67 пациентов с раком III стадии по TNM высокая экспрессия miR-21 была в значительной степени связана с плохой выживаемостью среди тех, кто получил химиотерапию ( P = 0,007).
Таблица 5
Одномерный и многомерный регрессионный анализ Кокса miR-21 Экспрессия, получение адъювантной химиотерапии и выживаемость при раке у пациентов со стадией II или III аденокарциномы в когортах Мэриленда и Гонконга a
Многофакторный анализ 2 9 Характеристики HR (95 ДИ) P Значение HR (95 % ДИ) 99204 1 P 2101
miR-21 expression (n=119) c Low 1. 0 [Reference].001 1.0 [Reference] < .001 HIGH 2,6 (1,5-4,5) 3,0 (1,7-5,4) ХАМЕНИЯ НЕТ .2082 1,0 [Ссылка] .21 1,0 [Ссылка] .004 . TNM stage II 1.0 [Reference] .001 1.0 [Reference] <.001 III 3.2 (1.7-6.1) 5.2 (2.6-11) Tumor location Distal 1. 0 [Reference].02 1.0 [ Reference] .007 Proximal 0.4 (0.2-0.8) 0.3 (0.1-0.7) Age at enrollment, y <50 1. 0 [Reference].32 ≥50 1.4 (0.7-2.5) Sex Women 1. 0 [Reference].44 Men 1.3 (0.7-2.2) Open in a separate window
Сокращения: ДИ, доверительный интервал; ЧСС, коэффициент опасности.
a В этот анализ были включены пациенты с раком II или III стадии по TNM с типичной гистологией аденокарциномы.
b Многофакторный анализ использовал пошаговое добавление и удаление клинических ковариат, которые, как было установлено, связаны с выживаемостью в одномерных моделях ( P < 0,10), а окончательные модели включают только те ковариаты, которые были значимо связаны с выживаемостью (статистика Вальда, P < 0,05).
Экспрессия miR-21 , получение адъювантной терапии, стадирование TNM и локализация опухоли были включены в окончательную многофакторную модель.c Высокая экспрессия в опухолях всех миРНК определялась на основе наивысшего терциля. Раса не была связана с плохим прогнозом. Экспрессию микроРНК измеряли с помощью микрочипов микроРНК для когорты Мэриленда и с помощью количественной полимеразной цепной реакции с обратной транскрипцией для когорты Гонконга.
Мы провели крупнейшее на сегодняшний день исследование по анализу профилей микроРНК в тканях рака толстой кишки и первое, насколько нам известно, с использованием 2 независимых когорт. Тридцать семь микроРНК были дифференциально экспрессированы в опухолевых тканях с помощью анализа микрочипов микроРНК в тестовой когорте Мэриленда. Паттерны экспрессии всех 5 протестированных микроРНК были подтверждены в когорте Гонконга. Дискриминационная способность 5 микроРНК для различения опухолевой и неопухолевой ткани предполагает, что предсказуемые и систематические изменения паттернов экспрессии микроРНК могут происходить во время онкогенеза и могут быть репрезентативными для спорадических аденокарцином толстой кишки.
miR-20a, miR-21, miR-106a, miR-181b и miR-203 экспрессируются на более высоких уровнях в опухолях толстой кишки, хотя неясно, являются ли эти изменения в характере экспрессии микроРНК просто связаны с раком толстой кишки или являются причиной гистологического прогрессирования рака. Наши данные согласуются с опубликованными исследованиями, которые свидетельствуют об изменениях экспрессии микроРНК, способствующих образованию опухолей, особенно для miR-20a и miR-21 . miR-20a является частью полицистронного кластера микроРНК miR-17-92 . 35 Сверхэкспрессия этого кластера усиливает пролиферацию клеток in vitro 36 и ускоряет образование опухолей в моделях на животных. 16 Усиленная экспрессия кластера miR-17-92 вызывает увеличение размера опухоли и васкуляризацию опухоли у мышей за счет негативной регуляции антиангиогенного белка тромбоспондина 1 (Tsp1). 24 Экспериментальные данные также свидетельствуют о том, что увеличение 9Экспрессия 1848 miR-21 способствует развитию опухоли.
miR-21 экспрессируется на высоких уровнях в большинстве солидных опухолей. 20 , 37 Сверхэкспрессия miR-21 действует как антиапоптотический фактор в клетках глиобластомы человека. 13 Ингибирование миР-21 ингибирует рост клеток in vitro и ингибирует рост опухоли в моделях ксенотрансплантатов на мышах посредством косвенного подавления антиапоптотического фактора, В-клеточной лимфомы 2 (Bcl-2). 38 Исследования на линиях клеток человека показали, что миР-21 также может нацеливаться на гены-супрессоры опухолей, гомолог фосфатазы и тензина ( PTEN ) 39 и тропомиозин 1 ( TPM1 ). 40 Эти данные, взятые вместе, подтверждают причинную роль измененной экспрессии микроРНК во время онкогенеза.
Аденомы представляют собой предраковую стадию аденокарциномы. Аденомы экспрессируют высокие уровни miR-21 . При увеличении miR-21 экспрессия способствует прогрессированию опухоли толстой кишки, повышенная экспрессия в аденомах может быть ранним клеточным событием в развитии рака.
Ингибирование активности miR-21 может помочь предотвратить рост опухоли в популяциях с высоким риском развития рака толстой кишки, таких как люди с семейным аденоматозным полипозом. 41 В этом исследовании мы также продемонстрировали связь паттернов экспрессии микроРНК с прогнозом рака толстой кишки и исходом лечения. Надежная ассоциация высоких 9Экспрессия 1848 miR-21 в опухолях с плохой выживаемостью наблюдалась отдельно в тестовой когорте в Мэриленде и в валидационной когорте в Гонконге. В каждой когорте эти ассоциации не зависели от других клинических переменных, что указывает на то, что экспрессия miR-21 может быть полезным прогностическим показателем, в дополнение к стадированию TNM и другим клиническим параметрам, помогающим идентифицировать пациентов с более высоким риском терминальной стадии рака. Эти наблюдения были сделаны в 2 независимых когортах с различным расовым и географическим составом. Поэтому наши наблюдения могут быть широко применимы к другим популяциям.
Высокая экспрессия miR-21 в опухолях была связана с плохим терапевтическим результатом в обеих когортах. Эта ассоциация может помочь предсказать преимущества терапии у лиц, чей статус экспрессии miR-21 известен, и выявить пациентов, которые являются кандидатами на более агрессивную начальную терапию. Но если высокая экспрессия miR-21 является причиной плохого терапевтического результата, антагомиры 30 , 42 или другие антисмысловые терапевтические средства, нацеленные на miR-21 может иметь терапевтические преимущества у пациентов с опухолями с высокой экспрессией miR-21 .
Необходимы дополнительные исследования, чтобы продемонстрировать причинно-следственную связь между miR-21 и прогрессированием рака толстой кишки, чтобы определить потенциал miR-21 в качестве биомаркера или терапевтической мишени. Хотя причинная роль все еще неясна, многие из критериев Хилла для причинной связи 43 уже выполнены.
Существует временная зависимость, такая, что высокая экспрессия miR-21 в опухолях предшествует прогрессированию, терапевтическому ответу и последующей смерти от рака. Сила и постоянство этих ассоциаций были обнаружены в двух независимых когортах. Существует зависимость доза-реакция, так что более распространенные опухоли экспрессируют более высокие уровни miR-21 в обеих когортах. Опубликованные исследования продемонстрировали биологическую достоверность того, что miR-21 вызывают прогрессирование опухолей с использованием моделей in vitro и in vivo. Все это соответствует роли для miR-21 в канцерогенезе толстой кишки.В заключение мы обнаружили систематические различия в паттернах экспрессии микроРНК между опухолями толстой кишки и парными неопухолевыми тканями. Опухоли с высокой экспрессией миР-21 были связаны с плохим исходом выживания и плохим ответом на адъювантную химиотерапию в 2 независимых когортах, независимо от стадии и других клинических переменных, что позволяет предположить, что миР-21 может быть полезным диагностическим биомаркером для аденокарцином толстой кишки.
и прогноз выживания, включая ответ на терапию.Финансирование/поддержка: Это исследование было поддержано Программой внутренних исследований Национального института рака, Центра исследований рака, Национальных институтов здравоохранения. Доктора Леунг, Чан и Юэн получили поддержку Совета по исследовательским грантам Специального административного района Гонконг (HKU 7498/06M). Доктора Шеттер и Занетти получили поддержку в рамках Программы стипендий по профилактике рака Управления профилактической онкологии Национального института рака.
Количество спонсоров: Финансирующие агентства не участвовали в разработке и проведении исследования; сбор, управление, анализ и интерпретация данных; и подготовка, рассмотрение или утверждение рукописи.
Раскрытие финансовой информации: Не сообщалось.
1. Аалтонен Л.А., Гамильтон С.Р. Патология и генетика опухолей пищеварительной системы. Международное агентство по изучению рака Пресса; Лион, Франция: 2000.
Классификация опухолей Всемирной организации здравоохранения. [Академия Google]2. Джемал А., Сигел Р., Уорд Э., Мюррей Т., Сюй Дж., Тун М.Дж. Статистика рака, 2007. CA Cancer J Clin. 2007;57(1):43–66. [PubMed] [Google Scholar]
3. Goldman E, Fisher JL. Расхождения в оценках смертности от рака. Арх Мед Рез. 2006;37(4):548–551. [PubMed] [Google Scholar]
4. Rodriguez-Bigas MA, Hoff P, Crane CH. Рак толстой и прямой кишки. В: Kufe DW, Bast RC, Hait WN и др., редакторы. Holland-Frei Cancer Medicine 7. 7-е изд. BC Decker Inc; Гамильтон, Онтарио: 2006. стр. 1369.–1391. [Google Scholar]
5. Калин Г.А., Кроче К.М. Сигнатуры микроРНК при раке человека. Нат Рев Рак. 2006;6(11):857–866. [PubMed] [Google Scholar]
6. Calin GA, Ferracin M, Cimmino A, et al. Сигнатура микроРНК, связанная с прогнозом и прогрессированием хронического лимфоцитарного лейкоза. N Engl J Med. 2005;353(17):1793–1801. [PubMed] [Google Scholar]
7. Yanaihara N, Caplen N, Bowman E, et al.
Уникальные молекулярные профили микроРНК в диагностике и прогнозировании рака легкого. Раковая клетка. 2006;9(3): 189–198. [PubMed] [Google Scholar]8. Waldman SA, Terzic A. Преобразование открытия микроРНК в клинические биомаркеры рака. ДЖАМА. 2007; 297(17):1923–1925. [PubMed] [Google Scholar]
9. Бартел Д.П. МикроРНК: геномика, биогенез, механизм и функция. Клетка. 2004;116(2):281–297. [PubMed] [Google Scholar]
10. Lee RC, Feinbaum RL, Ambros V. Гетерохронный ген C. elegans lin-4 кодирует малые РНК с антисмысловой комплементарностью лин-14 . Клетка. 1993;75(5):843–854. [PubMed] [Google Scholar]
11. Wightman B, Ha I, Ruvkun G. Посттранскрипционная регуляция гетерохронного гена lin-14 с помощью lin-4 опосредует формирование временного паттерна у C. elegans . Клетка. 1993;75(5):855–862. [PubMed] [Google Scholar]
12. Бреннеке Дж., Хипфнер Д.Р., Старк А., Рассел Р.Б., Коэн С.М. Бантам кодирует регулируемую в процессе развития микроРНК, которая контролирует пролиферацию клеток и регулирует проапоптотический ген, спрятанный у дрозофилы.
Клетка. 2003;113(1):25–36. [PubMed] [Академия Google]13. Чан Ю.А., Кричевский А.М., Косик К.С. МикроРНК-21 представляет собой антиапоптотический фактор в клетках глиобластомы человека. Рак Рез. 2005;65(14):6029–6033. [PubMed] [Google Scholar]
14. Xu P, Vernooy SY, Guo M, Hay BA. МикроРНК Mir-14 дрозофилы подавляет гибель клеток и необходима для нормального метаболизма жиров. Карр Биол. 2003;13(9):790–795. [PubMed] [Google Scholar]
15. Chen CZ, Li L, Lodish HF, Bartel DP. МикроРНК модулируют дифференцировку гемопоэтических клонов. Наука. 2004;303(5654):83–86. [PubMed] [Академия Google]
16. He L, Thomson JM, Hemann MT, et al. Полицистрон микроРНК как потенциальный онкоген человека. Природа. 2005;435(7043):828–833. [Бесплатная статья PMC] [PubMed] [Google Scholar]
17. Esquela-Kerscher A, Slack FJ. Онкомиры — микроРНК, играющие роль в развитии рака. Нат Рев Рак. 2006;6(4):259–269. [PubMed] [Google Scholar]
18. Calin GA, Dumitru CD, Shimizu M, et al.
Частые делеции и подавление генов микроРНК miR15 и miR16 в 13q14 при хроническом лимфоцитарном лейкозе. Proc Natl Acad Sci U S A. 2002;99(24):15524–15529. [Бесплатная статья PMC] [PubMed] [Google Scholar]19. Lu J, Getz G, Miska EA, et al. Профили экспрессии микроРНК классифицируют рак человека. Природа. 2005; 435 (7043): 834–838. [PubMed] [Google Scholar]
20. Volinia S, Calin GA, Liu CG, et al. Сигнатура экспрессии микроРНК солидных опухолей человека определяет мишени раковых генов. Proc Natl Acad Sci U S A. 2006;103(7):2257–2261. [Бесплатная статья PMC] [PubMed] [Google Scholar]
21. Cummins JM, He Y, Leary RJ, et al. Колоректальный микроРНКом. Proc Natl Acad Sci U S A. 2006;103(10):3687–369.2. [Бесплатная статья PMC] [PubMed] [Google Scholar]
22. Bandrés E, Cubedo E, Agirre X, et al. Идентификация с помощью ПЦР в реальном времени 13 зрелых микроРНК, дифференциально экспрессируемых в колоректальном раке и неопухолевых тканях. Мол Рак. 2006; 5:29. [Бесплатная статья PMC] [PubMed] [Google Scholar]
23.
Michael MZ, O’Connor SM, van Holst Pellekaan NG, Young GP, James RJ. Снижение накопления специфических микроРНК при колоректальной неоплазии. Мол Рак Рез. 2003;1(12):882–891. [PubMed] [Академия Google]24. Дьюс М., Хомаюни А., Ю. Д. и др. Увеличение опухолевого ангиогенеза Myc-активируемым кластером микроРНК. Нат Жене. 2006;38(9):1060–1065. [Бесплатная статья PMC] [PubMed] [Google Scholar]
25. Wang CL, Wang BB, Bartha G, et al. Активация онкогенного цистрона микроРНК путем интеграции провируса. Proc Natl Acad Sci U S A. 2006;103(49):18680–18684. [Бесплатная статья PMC] [PubMed] [Google Scholar]
26. Georgantas RW, III, Hildreth R, Morisot S, et al. Экспрессия и функция микроРНК гемопоэтических стволовых клеток-предшественников CD34+: принципиальная схема контроля дифференцировки. Proc Natl Acad Sci U S A. 2007;104(8):2750–2755. [Бесплатная статья PMC] [PubMed] [Google Scholar]
27. Bloomston M, Frankel WL, Petrocca F, et al. Паттерны экспрессии микроРНК для дифференциации аденокарциномы поджелудочной железы от нормальной поджелудочной железы и хронического панкреатита.
ДЖАМА. 2007; 297(17):1901–1908. [PubMed] [Google Scholar]28. Chen Y, Stallings RL. Дифференциальные паттерны экспрессии микроРНК при нейробластоме коррелируют с прогнозом, дифференцировкой и апоптозом. Рак Рез. 2007;67(3):976–983. [PubMed] [Google Scholar]
29. Вурдингер Т., Коста Ф.Ф. Молекулярная терапия в эпоху микроРНК. Фармакогеномика Дж. 2006;7(5):297–304. [PubMed] [Google Scholar]
30. Krützfeldt J, Rajewsky N, Braich R, et al. Замалчивание микроРНК in vivo с помощью «антагомиров» Nature. 2005;438(7068):685–689. [PubMed] [Google Scholar]
31. Liu CG, Calin GA, Meloon B, et al. Олигонуклеотидный микрочип для полногеномного профилирования микроРНК в тканях человека и мыши. Proc Natl Acad Sci U S A. 2004;101(26):9740–9744. [Бесплатная статья PMC] [PubMed] [Google Scholar]
32. Тест типа Cuzick J. Wilcoxon на тренд. Стат мед. 1985;4(1):87–90. [PubMed] [Google Scholar]
33. Kang H, O’Connell JB, Maggard MA, Sack J, Ko CY. 10-летняя оценка исходов муцинозного и перстневидно-клеточного рака толстой и прямой кишки.
Расстройство прямой кишки. 2005;48(6):1161–1168. [PubMed] [Google Scholar]34. Fearon ER, Vogelstein B. Генетическая модель колоректального онкогенеза. Клетка. 1990;61(5):759–767. [PubMed] [Google Scholar]
35. Tanzer A, Stadler PF. Молекулярная эволюция кластера микроРНК. Дж Мол Биол. 2004;339(2): 327–335. [PubMed] [Google Scholar]
36. Hayashita Y, Osada H, Tatematsu Y, et al. Кластер полицистронных микроРНК, миР-17-92, сверхэкспрессируется при раке легкого человека и усиливает пролиферацию клеток. Рак Рез. 2005;65(21):9628–9632. [PubMed] [Google Scholar]
37. Iorio MV, Ferracin M, Liu CG, et al. Нарушение регуляции экспрессии генов микроРНК при раке молочной железы человека. Рак Рез. 2005;65(16):7065–7070. [PubMed] [Google Scholar]
38. Si ML, Zhu S, Wu H, Lu Z, Wu F, Mo YY. миР-21-опосредованный рост опухоли. Онкоген. 2007;26(19): 2799–2803. [PubMed] [Google Scholar]
39. Meng F, Henson R, Lang M, et al. Участие микро-РНК человека в росте и ответе на химиотерапию в клеточных линиях холангиокарциномы человека.
