6Р82 фрезерный: 6Р82 Станок консольно-фрезерный горизонтальный с поворотным столом
Содержание
Горизонтально фрезерный станок 6Т82 (6Р82)
Российский Горизонтально фрезерный станок 6Т82 (6Р82) предназначен для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
Высокая жесткость станков позволяет применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Большая мощность привода главного движения и тяговое усилие продольной подачи стола позволяют производить за один проход обработку широких горизонтальных поверхностей набором цилиндрических или фасонных фрез, установленных на горизонтальной оправке.
Станки моделей 6Т82, 6Т82-27 и 6Т83, 6Т83-27 оснащены столом, поворачивающимся вокруг вертикальной оси на угол ±45°, что обеспечивает возможность нарезания косозубых зубчатых колес, червяков и других деталей, имеющих обрабатываемую поверхность в виде спирали.
Технологические возможности станков могут быть расширены за счет применения накладной фрезерной, делительной и долбежной головок, круглого поворотного стола. Станки выпускаются в различных исполнениях по напряжению и частоте питающей сети. Поставляются запасные части.
Особенности конструкции
- механизированное крепление инструмента в шпинделе;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение шпинделя при остановке электромагнитной муфтой.
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность
| Характеристика | Значение |
|---|---|
| Размеры рабочей поверхности стола, мм | 1250х320 |
| Наибольшее перемещение стола, мм | |
| — продольное | 800 (850*) |
| — поперечное | 320 |
| — вертикальное | 370 |
| Поворот стола в обе стороны, град | 45 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности стола, мм | 30-450 (280-650*) |
| Пределы частот вращения шпинделя, мин -1 | 31,5-1600 (50-2500*) |
| Диапазон подач стола, мм/мин: | |
| — продольных | 12,5-1600 |
| — продольных (бесступенчато регулируемый) | 5-3150* |
| — поперечных | 12,5-1600 |
| — поперечных (бесступенчато регулируемый) | 5-3150* |
| — вертикальных | 4,1-530 |
| — вертикальных (бесступенчато регулируемый) | + |
| Ускоренное перемещение стола, мм/мин: | |
| — продольное | 4000 |
| — поперечное | 4000 |
| — вертикальное | 1330 |
| Мощность электродвигателей приводов, КВт | |
| — основного шпинделя | 7,5 |
| — подач стола | 3 |
| Конус шпинделя по ГОСТ 30064-93 | ISO 50 |
| Максимальная масса обрабатываемой детали с приспособлением, кг | 1000 |
| Максимальное тяговое усилие приводов стола, Н: | |
| — продольное и поперечное | 40000 |
| — вертикальное | 25000 |
| Габаритные размеры, мм: | |
| ДхШхВ | 2280x1965x1690 |
| Масса 6Т82 (6Р82) станка с электрооборудованием, кг | 3150 |
| Дополнительная по заказу: | |
| — цифровая индикация Ф1 | + |
| — направляющие из фторопласта | + |
Примечания
станки по требованию заказчика могут быть оснащены механизмом пропорционального (в 2 раза) замедления рабочей подачи
* по спец. заказу
заказу
Оборудование для 6Т82 (6Р82) за отдельную плату:
- Стол поворотный круглый с редуктором механического привода 7204-0023-01
- Универсальная делительная головка УДГ-Д-250 или УДГ-Н-160
- Долбежная головка ПИ 695
- Накладная фрезерная головка ПИ 73005
- Тиски станочные 7200-0220-02
Расчет консольно-фрезерного станка модели 6Р82, предназначенного для фрезерования торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами
Огромное значение в современной промышленности имеют станки с числовым
программным управлением, которые позволяют значительно снизить трудоемкость
многих работ.
Определяющей задачей на предстоящий период является существенное ускорение
социально-экономического развития страны на основе научно-технической
революции. Задачу интенсификации производства приходится решать при постоянно
усложняющихся условиях его функционирования, так как удельная численность
занятых в материальном производстве уменьшается из-за оттока трудоспособного
населения в непроизводительную сферу.
Практика показала, что дефицит рабочей силы может быть в значительной степени
устранен за счет использования комплексной автоматизации производства на
базе высокопроизводительного оборудования, станков с числовым программным
управлением, микропроцессорной техники, промышленных роботов и гибких
автоматизированных производств.
Повышение уровня автоматизации и гибкости
производства в последние годы неразрывно связано с широким использованием
промышленных роботов. Известно, что уровень роботизации производства не
всегда пропорционально зависит от числа используемых роботов. Эффективность
работы промышленных роботов определяется их техническими характеристиками,
конструкцией и надежностью работы всех систем и узлов, а также в
значительно мере зависит от качества выполненных работ по монтажу, наладке
и своевременного технического обслуживания в процессе эксплуатации.
В связи с широким внедрением промышленных
роботов в производство потребовалось разработать принципы их создания и
внедрения, упорядочить терминологию и определения, дать общую классификацию
и номенклатуру основных показателей. Для обслуживания промышленных роботов и
Для обслуживания промышленных роботов и
технологического оборудования, оснащаемого ими необходимы знания их
конструкций, методов и правил монтажа, наладки эксплуатации и ремонта.
Монтаж, наладку и техническое обслуживание систем промышленных роботов
осуществляют специалисты, значительная часть которых проходит подготовку в
училищах, а следовательно, им надо старательно изучать науки для успешного
овладения профессии.
1.0 КОНСТРУКЦИЯ СТАНКА
1.1Назначение
Станок консольно-фрезерный модели 6Р82
предназначен для фрезерования торцовыми, концевыми, цилиндрическими,
радиусными и другими фрезами.
На станке можно обрабатывать вертикальные,
горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и
т.д.
Станок предназначен для выполнения различных
фрезерных работ в условиях индивидуального и серийного производства.
1.2 Техническая
характеристика станка
Электродвигатели привода
главного движения:
тип
. ……………………………………………………………………..……
……………………………………………………………………..……
4А132М4У3
мощность кВт
…………………………………………………………… 7,5
число оборотов в минуту
……………………………………..……. 1460
Электродвигатель подачи
тип ……………………………………………………………………………..
4А9014У3
мощность кВт
……………………………………………………..……… 2,2
число оборотов в минуту
……………………………………………. 143
Электронасос:
тип
………………………………………………………………………………
ПА-22У2
мощность кВт
……………………………………………………………… 0,12
число оборотов в минуту
……………………………..……………… 2800
производительность л/с
…………………………………………. 0. 3
3
Стол размеры рабочей
поверхности мм
длинна
………………………………………………………………………….
1600
ширина …………………………………………………………………………
400
Число Т образных пазов
…………………………….………………… 3
Наибольшее перемещение стола, мм
продольное механическое
……………………………………………. 1000
продольное в ручную
…………………………………………………… 1000
поперечное механическое
……………………………………………. 300
поперечное в ручную
……………………………………………………. 320
вертикальное механическое
…………………………………………. 410
вертикальное в ручную
…………………………………………………. 420
Наибольшая масса
обрабатываемой детали, кг ……………… 300
Габариты, мм
длинна
. ………………………………………………………………………….
………………………………………………………………………….
2305
ширина
………………………………………………………………………….
1950
высота
…………………………………………………………….…………….
2020
масса, т
………………………………………………………………………….
3,12
1.3 Состав электрооборудования
поз | наименование | Кол-во | примечание |
М1 | Электродвигатель 4А132S4У3 | 1 | |
М2 | Центробежный вертикальный | ||
ПА-22; 0,12 кВт; 50 Гц; | 1 | ||
М3 | М3 Электродвигатель | ||
Рн=2,2кВт | 1 | ||
К1 | Магнитный пускатель ПМЕ-111 | ||
на 380 В | 1 | ||
КМ2 | Магнитный пускатель ПМЕ-311 | ||
на 110 В | 1 | ||
КМ3 | Магнитный пускатель ПМЕ-111 | ||
на 110 В | 1 | ||
КМ4 | Магнитный пускатель ПМЕ-311 | ||
на 110 В | 1 | ||
КМ5 | Магнитный пускатель ПМЕ-214 | ||
на 110 В | 1 | ||
КМ6 | Магнитный пускатель ПМЕ-214 | ||
на 110 В | 1 | ||
Q1 | Пакетно-кулачковый | 1 | |
Q2 | Пакетно-кулачковый | 1 | |
Q3 | Пакетно-кулачковый | ||
ПКП10-1-30-Ш-У3 | 1 | ||
Q6 | Пакетно-кулачковый | ||
ПКП10-116-Ш-73 | 1 | ||
SВ7, | Кнопка управления | ||
SВ8 | исполнение 2, толкатель | 2 | |
SВ9 | Кнопка управления | ||
исполнение 2, толкатель | 1 | ||
SВ10 | Кнопка управления | ||
исполнение 2, толкатель | 1 | ||
SВ11 | Кнопка управления | ||
исполнение 2, толкатель | 1 | ||
SВ12 | Кнопка управления КЕ-011-У3, | ||
исполнение 2, толкатель | 1 | ||
SВ13 | Кнопка управления | ||
исполнение 2, толкатель | 1 | ||
SQ14- | Путевой выключатель | ||
SQ20 | ВПК-2010 | 5 | |
FU1 | Резьбовой предохранитель | 3 | |
FU2 | Резьбовой предохранитель | 3 | |
FU3 | Резьбовой предохранитель | 3 | |
FU4 | Резьбовой | 3 | |
FU5 | Резьбовой | 1 | |
FU6 | Резьбовой | 1 |
поз | наименование | Кол-во | примечание |
КК8 | Тепловое реле | 1 | |
КК9 | Тепловое реле | 1 | |
КК10 | 1 | ||
YА | Электромагнит ЭМУ | 1 | |
1. 4 Работа
4 Работа
электросхемы
Первоначальный пуск
При помощи вводного
пакетно-кулачкового переключателя Q1 станок подключают к цеховой сети.
Электросхема позволяет производить работу на станке в следующих режимах:
управление от рукояток, автоматическое управление продольными перемещениями
стола, круглый стол. Выбор режима работы производится переключателем SА6.
При работе станка от
рукояток при не вращающемся шпинделе необходимо переключатель Q2 (Q4)
установить в нулевое положение.
Для облегчения
переключения скоростей шпинделя и подачи на станке предусмотрено импульсное
включение электродвигателя шпинделя — кнопкой SВ9, а электродвигателя подачи —
конечным выключателем SВ14. При нажатии на кнопку SВ9 включается контактор
шпинделя КМ4 и реле напряжения К1, н.о. контакты которого включают реле КМ3,
последний через свой н.о. контакт становится на самопитание, а н.з. контакт
разрывает цепь питания контактора КМ4.
При управлении от
рукояток работа электросхемы обеспечивается замыканием контакта
соответствующих конечных выключателей
NONLIN: компьютерная программа для оценки нелинейных параметров и приложений методом наименьших квадратов (технический отчет)
NONLIN: компьютерная программа для оценки нелинейных параметров и приложений методом наименьших квадратов (технический отчет) | ОСТИ. GOV
GOV
перейти к основному содержанию
- Полная запись
- Другое связанное исследование
- Авторов:
Нил, Би Джей;
Крюгер, В. Е.
- Дата публикации:
- Исследовательская организация:
- Bendix Corp., Канзас-Сити, Миссури (США)
- Идентификатор ОСТИ:
- 4496032
- Номер(а) отчета:
- BDX-613-813
- Номер АНБ:
- НСА-28-001969
- Номер контракта с Министерством энергетики:
- АТ(29-1)-613
- Тип ресурса:
- Технический отчет
- Отношение ресурсов:
- Прочая информация: ориг.
 Дата поступления: 31 декабря 1973 г.
Дата поступления: 31 декабря 1973 г.
- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- N80600* -Математика и компьютеры; *КОМПЬЮТЕРНЫЕ КОДЫ- N КОДОВ; *КОДЫ НАИМЕНЬШЕГО КВАДРАТНОГО СООТВЕТСТВИЯ — КОМПЬЮТЕРНЫЕ КОДЫ; *НЕЛИНЕЙНЫЕ ЗАДАЧИ — КОМПЬЮТЕРНЫЕ КОДЫ
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Нил, Б.Дж., и Крюгер, В.Е. NONLIN: компьютерная программа для оценки нелинейных параметров методом наименьших квадратов и приложения 90-100. США: Н. П., 1972.
Веб. дои: 10.2172/4496032.
Копировать в буфер обмена
Нил, Б. Дж., и Крюгер, В. Е. NONLIN: компьютерная программа для оценки нелинейных параметров методом наименьших квадратов и приложений 90–100 . Соединенные Штаты. https://doi.org/10.2172/4496032
Дж., и Крюгер, В. Е. NONLIN: компьютерная программа для оценки нелинейных параметров методом наименьших квадратов и приложений 90–100 . Соединенные Штаты. https://doi.org/10.2172/4496032
Копировать в буфер обмена
Нил, Б.Дж., и Крюгер, В.Е., 1972.
«NONLIN: компьютерная программа для оценки нелинейных параметров и приложений методом наименьших квадратов». Соединенные Штаты. https://doi.org/10.2172/4496032. https://www.osti.gov/servlets/purl/4496032.
Копировать в буфер обмена
@статья{osti_4496032,
title = {NONLIN: компьютерная программа для оценки нелинейных параметров методом наименьших квадратов и приложений},
автор = {Нил, Б.Дж. и Крюгер, В.Е.},
abstractNote = {},
дои = {10.2172/4496032},
URL = {https://www.osti. gov/biblio/4496032},
gov/biblio/4496032},
журнал = {},
номер =,
объем = ,
место = {США},
год = {1972},
месяц = {12}
}
Копировать в буфер обмена
Посмотреть технический отчет (1,75 МБ)
https://doi.org/10.2172/4496032
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Ветряная мельница Чаринг Дина Чаринг
- Утама
- Европа
- Соединенное Королевство
- Чаринг
- Тарикан
- Ветряная мельница Чаринг
2. 1
1
⊚
Мельницы в Чаринге
Лаку-лампах
Масихан редактировать
Damel tempat anu anyar
Charing Windmill mangrupikeun atraksi wisata, salah sahiji Смок Миллс Дина Чаринг, Великобритания. Расстояние до Лондона 217 км, до Брюсселя 760 км, до Парижа 860 км.
Hapunten, tapi ayeuna wé teu gaduh inpormasi lengkep geunaan
atraksi wisata ieu anu dingaranan «Ветряная мельница Чаринг» ди Баса Сунда.
Upami anjeun tiasa ngawartosan hal anu pikaresepeun ngeunaan eta,
понтен нгалакукеун!
Émbaran ngeunaan «Charing Windmill» sayogi dina basa ieu: English
Information
Lokasi
6R82+QV Эшфорд, Великобритания, N51°13’0″, E0°48’7″. Candak arah
Rujukan
- Charing Windmill dina Facebook
Ветряная мельница Чаринг — @ Web
Дом и склад на High Street_lores — Blue York @ Flickr
Мистер Стампи — Несс Х @ Flickr
Церковь Святых Петра и Павла — красный глаз @ Flickr
Подробнее
Перечислены в следующих категориях:
Ветряные мельницы,
Исторические места,
Шатровые мельницы
Masangkeun комментарий
Советы и Petunjuk
Сусун Ку:
Популярные мимиты
Аньяр Мунггаран
Хентеу ая советы атанапи петунджук пикеун Чаринг Ветряная мельница акан.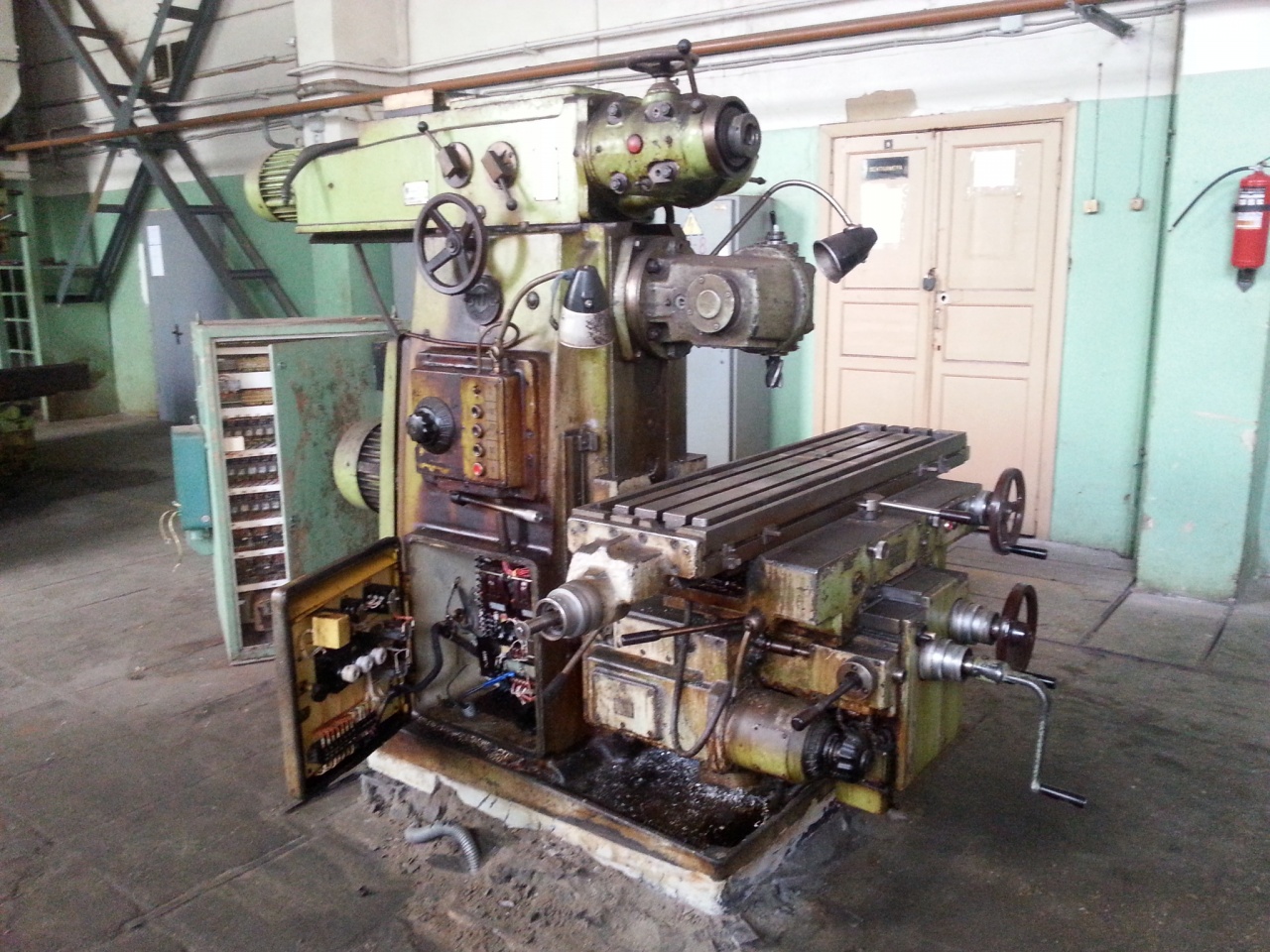 Panginten anjeun bakal janten anu pangheulana ngirim tulisan mangpaat pikeun sasama wisatawan? 🙂
Panginten anjeun bakal janten anu pangheulana ngirim tulisan mangpaat pikeun sasama wisatawan? 🙂
2.1/10
7 jalma parantos aya di dieu
Hotel caket dieu
Тингали садаяна отель
Тингали садаяна
Нгаран / Тухуан отель
Pangaos unggal wengi, долл. США
Камар
1234+
Деваса
12345+
Капинг танггал
Капинг танггал
Хентеу айя танггал кхусус
Боул Инн
димимитиан $104
Элви Ферма
димимитиан $91
Чилстон Парк Отель
димимитиан $151
Холидей Инн Эшфорд Норт
димитриан $153
Премьер Инн Ашфорд Норт
димимитиан $80
Шо Гранж Бед Энд Брекфаст
dimimitian $124
Disarankeun tempat wisata anu caket dieu
Тингали садаяна
Tingali sadayana
Tambihkeun ka daptar daptar
Абди кантос ди Дью
Дидатанган
Замок Чилхэм
Замок Чилхэм — это усадьба и крепость в деревне Чилхэм, 9. 0003
0003
Tambihkeun ка daptar daptar
Абди кантос ди Дью
Дидатанган
Замок Лидс
Замок Лидс, четыре мили (6,5 км) к юго-востоку от Мейдстона, Кент,
Tambihkeun ka daptar daptar
Абди кантос ди Дью
Дидатанган
Замок Турнэм
Замок Турнэм или Замок Годара расположен к северу от
Tambihkeun ka daptar daptar
Абди кантос ди Дью
Дидатанган
Замковый сад Сиссингхерст
Замковый сад Сиссингхерст, Сиссингхерст, Уилд-оф-Кент,
Tambihkeun ka daptar daptar
Абди кантос ди Дью
Дидатанган
Замок Кентербери
Замок Кентербери — нормандский замок в Кентербери, Кент, Англия
Tambihkeun ka daptar daptar
Абди кантос ди Дью
Дидатанган
Вестгейт, Кентербери
Вестгейт — средневековая сторожка в Кентербери, графство Кент, Англия.
