Абразивные круги размеры: Какие бывают круги для наждака — очередной ликбез — Bezhelme.ru
Содержание
Абразивные круги малого диаметра
- Главная страница
- Информация
- Статьи
- Абразивные круги малого диаметра
Специалисты в разных сферах применяют такие рабочие инструменты, как наждак или электрический станок, который оборудуется специальными шлифовальными кругами. На рынке, в интернет-магазинах или в строительных гипермаркетах в продаже всегда имеются различные шлифовальные инструменты – это могут быть абразивные круги малого диаметра или большого размера, заточные круги и т.д. Для того чтобы приобрести необходимый абразивный круг, следует разобраться в их классификации.
Маркировка шлифовальных кругов малого диаметра
Шлифовальные круги для станков можно применять для различных работ. С помощью такого инструмента можно заточить или отшлифовать поверхность детали или изделия. Некоторые из них отлично снимают краску, ржавчину с металлических поверхностей, другие шлифовальные круги помогают заточить ножи и пилы. Особые круги предназначены для финишного этапа обработки материала. Чтобы выбрать подходящий шлифовальный инструмент высокого качества, следует распознавать условные обозначения и маркировку, которую производитель указывает либо на упаковке, либо на изделии.
С помощью такого инструмента можно заточить или отшлифовать поверхность детали или изделия. Некоторые из них отлично снимают краску, ржавчину с металлических поверхностей, другие шлифовальные круги помогают заточить ножи и пилы. Особые круги предназначены для финишного этапа обработки материала. Чтобы выбрать подходящий шлифовальный инструмент высокого качества, следует распознавать условные обозначения и маркировку, которую производитель указывает либо на упаковке, либо на изделии.
- Размер круга. Этот параметр обычно указывается в названии и повторно размещается на упаковке шлифовального инструмента. Если указано «шлифовальный круг 175х20х32 мм», это означает наружный диаметр, высоту и внутренний диаметр круга.
- Скорость вращения. Этот параметр зависит от прочности круга. Он должен выдерживать ту высокую скорость, которую задает станок. Обычно максимально допустимая скорость вращения указывается в миллисекундах или оборотах в минуту.
- Форма. Это важный пункт, потому как от формы инструмента будет зависеть характер работы.
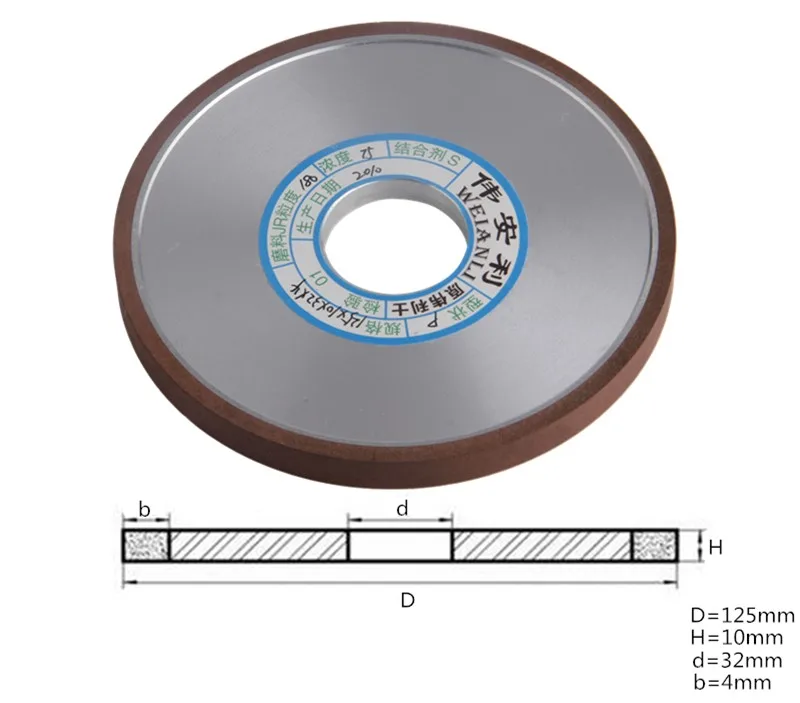 Прямой профиль позволит выправить лезвия ножей, конический профиль круга поможет в работе с пильными цепями и дисками и т.д. Маркировка формы может обозначаться как числами, так и буквами с числами. Ниже приводится таблица, по которой можно определить тип круга:
Прямой профиль позволит выправить лезвия ножей, конический профиль круга поможет в работе с пильными цепями и дисками и т.д. Маркировка формы может обозначаться как числами, так и буквами с числами. Ниже приводится таблица, по которой можно определить тип круга:
Описание круга | Обозначение | |
ГОСТ 2424-83 | ГОСТ Р 2424 | |
С прямым профилем | ПП | 1 |
Кольцевой | К | 2 |
С коническим профилем | 3П | 3 |
С двусторонним коническим профилем | 2П | 4 |
С выточкой | ПВ | 5 |
Чашечный цилиндрический | ЧЦ | 6 |
С двусторонней выточкой | ПВД | 7 |
С двусторонней выточкой и ступицей | ПВДС | 10 |
Чашечный конический | ЧК | 11 |
Тарельчатый | Т | 12 |
1Т | 14 | |
С конической выточкой | ПВК | 23 |
С двусторонней конической выточкой | ПВДК | 26 |
С запрессованными крепежными элементами | ПН | 36 |
Абразив и зернистость на шлифовальных кругах
Абразив, из которого состоит шлифовальный круг, является мелким остроконечным зерном, от частиц которого будет зависеть финальный вид поверхности, будет она ровной и гладкой или шероховатой.
Существуют такие виды зерна абразива:
Вид абразива | Свойства | Применение |
Алмаз | Износостойкий и твердый материал, возгорается при 800 градусов по Цельсию. | Чистовая шлифовка, доведение до идеальной поверхности чугуна, керамики и стекла. |
Эльбор | Твердый, более термостойкий, нежели алмаз. | Справится с труднообрабатываемыми сплавами. |
Электрокорунд | Имеет хорошее сцепление со связкой, термостойкий. | Используя такой круг, можно обработать изделия из железа, стали, чугуна. |
Карбид кремния | Твердость больше, чем у электрокорунда, однако сцепление со связкой плохое, зерна продолговатые. | Предполагает шлифовку высокотвердых и хрупких материалов, к примеру, фарфора, стекла, чугуна, керамики и гранита. |

Каждый материал имеет свою маркировку, поэтому тот или иной круг проявит себя в работе по-разному. Существует такая маркировка абразивов круга:
Алмаз | АС2, АС4, АС6, АС32 и АС50, АРБ1, АРК4, АРС3. |
Эльбор | CNB, КНБ. |
Карбид кремния зеленый | 62, 63 и 64С. |
Карбид кремния черный | 52-55С. |
Электрокорунд нормальный | 12-16А, W. |
Электрокорунд белый | 22-25А, WА. |
Электрокорунд хромистый | 32-34А. |
Электрокорунд титанистый | 37А. |
Зернистость абразивных инструментов измеряется в микронах. Чем однороднее будут зерна, тем качественнее произведется обработка. Учитывая два ГОСТа, советский и современный, параметры могут обозначаться цифрой или буквой с числом. Если зернистость по старому ГОСТу указана с числовым показателем 40, то она составит 400 мкм. По новому ГОСТу на однородность зерна указывает английская буква F и соответствующее число. Чем больше число, тем меньше частицы зерна.
Учитывая два ГОСТа, советский и современный, параметры могут обозначаться цифрой или буквой с числом. Если зернистость по старому ГОСТу указана с числовым показателем 40, то она составит 400 мкм. По новому ГОСТу на однородность зерна указывает английская буква F и соответствующее число. Чем больше число, тем меньше частицы зерна.
Твердость и структура
Степень твердости указывает на способность связки и говорит об износоустойчивости круга. Ниже приведены обозначения, соответствующие старому и новому ГОСТу:
Твердость | ГОСТ 19202-80 | 52587-2006 |
Весьма мягкий | ВМ с числовым обозначением 1 и 2 | FG |
Мягкий | М1, 2 и 3 | H, I, J |
Среднемягкий | СМ1, 2 | K, L |
Средний | С1, 2 | M, N |
Среднетвердый | СТ1, 2, 3 | O, P, Q |
Твердый | Т1, 2 | R, S |
Весьма твердый | ВТ | T, U |
Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Часто люди приобретают круги средней твердости и любого диаметра, однако выбор инструмента должен зависеть от оборудования и материала, который следует обработать.
Структура абразивного круга может быть плотной (1,2,3,4), средней (5, 6, 7), открытой (8, 9, 10) и высокопористой (11, 12). Кругами с показателями 1, 2, 3 и 4 можно обрабатывать твердые материалы, используя круги 11 и 12, можно обработать цветные металлы и другие сплавы.
Связка, классы точности и неуравновешенности
Класс точности абразивного круга обозначается буквами А, Б, АА. Первый вид кругов используется на крупных предприятиях или в цехах, второй можно применять для бытовых и полупрофессиональных электрических станков, класс AA предназначен для многорукавных станков или автоматизированных линий.
Класс неуравновешенности относится к классу точности, то есть буквенному показателю АА присваивается класс неуравновешенности 1; A – 1, 2; Б – 2, 3, 4. К первому классу относят наиболее уравновешенные абразивные круги.
Основные виды связки для шлифовального инструмента – бакелитовая, керамическая и вулканитовая:
- Керамическая связка износостойкая, прочно держит зерно, однако может прижигать материал.
 Применяется для шлифования или хонингования, финишной обработки изделий из стали.
Применяется для шлифования или хонингования, финишной обработки изделий из стали. - Эластичная бакелитовая связка имеет пониженное теплообразование, быстро изнашивается. Подходит для хонингования, полировки, тонкого шлифования.
- Вулканитовая связка обладает высокой полирующей способностью, устойчива к щелочным охлаждающим составам. Такие круги подходят для профильного шлифования и полировки.
На кругах имеются и другие поясняющие обозначения.
Шлифовальные круги малого диаметра
Абразивные круги малого размера позволяют человеку легко, быстро и качественно выполнить шлифовальные работы. Такой круг может обрабатывать материалы минерального или синтетического происхождения, а также металл. Подобные абразивные круги позволяют развить высокую скорость во время обработки, что улучшает качество готовой поверхности.
Маленькие абразивные круги, в отличие от больших, подходят для зачистки поверхностей или сварочного шва. Обычно круги устанавливают на угловые пневматические инструменты. Круги небольших диаметров выпускаются с размерами 25, 38, 50, 76 мм.
Круги небольших диаметров выпускаются с размерами 25, 38, 50, 76 мм.
К преимуществам таких кругов относят высокую скорость работы, они подходят для различных по форме поверхностей. Выбирать абразивный круг следует по многим параметрам: что будет обрабатываться, из какого материала поверхность, с каким оборудованием предстоит работать. Все эти моменты следует учитывать при покупке абразивных кругов.
Инструмент болгарка. Абразивные круги для болгарки
Инструмент болгарка очень популярна среди мастеров, потому как этот инструмент имеет широкую сферу использования. Популярность болгарки привела к распространению ассортимента расходных материалов для болгарки во всех строительных и хозяйственных магазинах. Данный вид шлифовальной машины применяется в обработке металла, камня и бетона.
В расходные материалы для болгарки входят абразивные круги, широко используемых для работы с камнем, бетоном и особенно с металлом.
Конструкция абразивных кругов
Что такое абразивный круг для болгарки? Это сменная насадка, имеющая форму диска с отверстием в центре для крепления на шпиндель болгарки. Эти круги используются для резки, зачистки, обдирки материалов из металла, камня, бетона, керамики и подобных материалов.
Эти круги используются для резки, зачистки, обдирки материалов из металла, камня, бетона, керамики и подобных материалов.
Абразивный круг изготавливается из абразивного материала, частицы которого скрепляются в процессе производства диска специальным связующим веществом. При этом для получения приемлемой прочности диск, чаще всего, дополнительно армирован сеткой из прочного синтетического материала, проложенной в несколько слоёв. Эта сетка играет большую роль в обеспечении безопасной работы с использованием абразивного круга. Кроме того, круг дополнительно укрепляется кольцом вокруг посадочного отверстия, чаще всего из металла. Кольцо это предназначено для обеспечения надёжного крепления круга зажимной гайкой.
В качестве абразивного материала для изготовления круга используют обычно такие твёрдые материалы, как корунд, карбид кремния, электрокорунд и другие абразивы. Причём, для производства используют зёрна абразивного материала различного размера. Размер зерна абразива определяет конкретное назначение диска, рекомендуемое производителем.
Классификация абразивных кругов для болгарок
Ассортимент сменных кругов для болгарки достаточно велик. Если у вас есть болгарка, то вам просто необходимо иметь базовые знания по абразивным кругам. Рассмотрим те параметры кругов, которые имеют практическое значение для успешной и безопасной работы с инструментом.
Диаметр абразивного круга
Для болгарок, широко применяемых в быту, чаще всего в продаже можно встретить круги с внешним диаметром нескольких размеров. Вот как обычно выглядит эта линейка: 115, 125, 150, 180, 200, 230 мм. Ну а внутренний диаметр для относительно небольших машин как правило один — 22,2 мм, его ещё называют посадочным диаметром.
Для каждой конкретной болгарки определён максимально допустимый диаметр абразивного круга. На неё можно ставить круг именно такого диаметра, либо меньше. Это самый первый параметр, который обычно крутится в голове у счастливого обладателя инструмента, когда он приходит в магазин за дисками.
Ставить на болгарку абразивный диск большего диаметра, нежели это допустимо инструкцией, нельзя по ряду причин. Основные из них:
Работать с кругом повышенного диаметра опасно! Дело в том, что максимальные обороты этой болгарки не рассчитаны на работу с кругом такого диаметра. Это обстоятельство увеличивает вероятность разрушения круга. Опять же, небольшая масса и габариты инструмента не рассчитаны на работу с таким диском, что осложняет удерживание и балансировку болгарки во время работы, несложно почувствовать, что инструмент идёт вразнос. Всё это может привести к получению серьёзной травмы.
Круг завышенного диаметра не встанет на болгарку с родным защитным кожухом. Следовательно, работа будет происходить без кожуха. Это усугубляет положение: мало того, что искры мешают работе, но при внезапном разрушении круга опасность получения травмы многократно возрастает.
Мощности машины скорее всего не хватит для нормальной работы с кругом завышенного диаметра.
Если максимальный диаметр расходного материала не известен, его можно косвенно определить по защитному кожуху. Нужно будет придти в магазин с машиной и померить на неё круги разных диаметров при установленном кожухе.
Назначение круга в зависимости от обрабатываемого материала
По этому параметру все круги можно разделить на два типа:
Универсальные круги — ориентированы на обработку материалов нескольких видов.
Специализированные круги — изготовлены в расчёте на работу с каким то одним видом материала.
Универсальные круги обычно несколько дороже. Они могут быть использованы в обработке различных материалов, что иногда очень удобно. Особенно, если материал не однороден. Это, например, может быть при разрезании железобетонных плит, когда в бетоне попадаются прутки металлической арматуры. Но производительность их несколько ниже, чем при использовании специализированных абразивных кругов.
Специализированные круги рассчитаны на оптимальную работу с каким либо одним типом материала. Если круг правильно подобран по назначению, то работа проходит качественно и с высокой производительностью. Как правило на дисках написано крупными буквами, на какой материал ориентирован абразив, содержащийся в круге.
Если круг правильно подобран по назначению, то работа проходит качественно и с высокой производительностью. Как правило на дисках написано крупными буквами, на какой материал ориентирован абразив, содержащийся в круге.
Поэтому перед покупкой круга не забудьте уточнить, с какими материалами будет иметь дело ваша болгарка. Чаще всего без труда в любом строительном магазине можно обнаружить диски по металлу и диски по камню. Несколько реже встречаются в продаже специальные диски по керамике, граниту. Тем не менее, если например нужно будет резать шифер, то очевидно диск по камню подойдёт гораздо лучше, нежели по металлу, поскольку по своим свойствам шифер ближе к камню.
Шлифовальные и отрезные круги
Абразивные круги различаются по толщине, которая может быть от 1 мм и более. Тонкие круги используются для резки материала. Их так и называют — отрезные круги. Принято считать, что круги толщиной до 3 мм являются отрезными. А круги толщиной более 3 мм называют шлифовальными. Разумеется, это деление достаточно условно, и может меняться в зависимости от обрабатываемого материала. При этом отрезные круги армируются обычно в два сетчатых слоя по краям. А вот шлифовальные круги чаще армируются тремя слоями и более.
Разумеется, это деление достаточно условно, и может меняться в зависимости от обрабатываемого материала. При этом отрезные круги армируются обычно в два сетчатых слоя по краям. А вот шлифовальные круги чаще армируются тремя слоями и более.
В чём смысл такого деления — очевидно. Толстым кругом шлифовать гораздо удобнее и производительнее, нежели тонким. Однако, на этом различия в форме не заканчиваются. Абразивные круги могут быть как прямые так и изогнутые. Изогнутые круги позволяют более эффективно работать в труднодоступных местах, где прямой круг подобраться не может.
Предельно допустимая скорость диска
На всех абразивных кругах для болгарок всегда можно отыскать информацию о предельно допустимой скорости для работы диска. Речь идёт именно о линейной скорости движения, которая имеется по касательной на внешней окружности диска. Скорость эта указана в единицах метр в секунду. Чаще всего это 80 м/с. Как узнать, до какой скорости разгонит диск ваша болгарка?
Максимальная скорость диска
Это не сложно, всё из курса школьной геометрии. Скорость эта зависит от числа оборотов шпинделя болгарки и диаметра диска. Чем больше диаметр диска и чем больше обороты, тем больше и скорость. Теоретически всё красиво и аргументированно. Но реально на практике редко кто пытается высчитывать эту самую скорость. Обычно всё сводится к тому, чтобы не превышать максимальный диаметр абразивного диска для конкретного инструмента (что чаще всего и соответствует реальной допустимой скорости) — это в лучшем случае.
Скорость эта зависит от числа оборотов шпинделя болгарки и диаметра диска. Чем больше диаметр диска и чем больше обороты, тем больше и скорость. Теоретически всё красиво и аргументированно. Но реально на практике редко кто пытается высчитывать эту самую скорость. Обычно всё сводится к тому, чтобы не превышать максимальный диаметр абразивного диска для конкретного инструмента (что чаще всего и соответствует реальной допустимой скорости) — это в лучшем случае.
Дело усугубляется ещё и тем, что реальные обороты шпинделя не всегда известны. Регулятор оборотов позволяет выставить их весьма приблизительно, о точном значении часто и речи быть не может.
А ведь обороты сильно плавают и от меняющейся нагрузки на диск.
В довершении картины упомянем и о том, что диаметр диска во время работы не постоянен, он уменьшается — а значит и скорость меняется даже при условии поддержания стабильных оборотов.
Всё выше сказанное позволяет утверждать, что это самое предельное значение скорости для практического применения в бытовых шлифовальных машин имеет чисто символическое значение, да не побьют меня теоретики за это утверждение.
Разумеется, есть и такие болгарки, которые поддерживают стабильные обороты шпинделя, точно выставленные пользователем, вне зависимости от нагрузки. Но это уже совсем другой уровень профессионального инструмента. А в быту совсем другая ситуация. Так как же не допустить разрушения диска? Будьте аккуратны, предельно внимательны, не спешите при работе с инструментом. Не давите сильно на диск во время работы и не работайте, если вы устали. Это и есть залог безопасной работы. Если качество диска в норме, ваши руки крепкие — опасность минимальна.
Если вы не уверены по какой либо причине, что диск выдержит максимальные обороты, выставляйте регулятором несколько заниженную скорость вращения шпинделя. А вот по мере того, как диаметр круга уменьшится вследствие естественной выработки, обороты необходимо увеличить. Дело в том, что на слишком низких скоростях абразивный диск быстро осыпается, сокращая ресурс работы. И естественно, при уменьшении диаметра линейная скорость в месте соприкосновения круга и обрабатываемой детали уменьшается при тех же оборотах. Для эффективной и длительной работы требуется поддерживать оптимальную скорость обработки.
Для эффективной и длительной работы требуется поддерживать оптимальную скорость обработки.
Во время покупки диска советую повнимательнее присмотреться к внешнему виду диска. Если есть явные отклонения в геометрии, покороблена плоскость круга, имеются раковины и даже трещины, то от покупки нужно отказаться. Не спешите, магазинов много — отнеситесь к покупкам посерьёзнее.
Подбирайте правильно абразивные круги для работы, это обеспечит вам оптимальную, безопасную и продуктивную работу с болгаркой.
Источник: http://mir-mastera.ru
Свод правил Калифорнии, раздел 8, раздел 3583. Портативные абразивные круги.
(а) Общие требования. Абразивные круги должны использоваться только на машинах, снабженных защитными ограждениями, как требуется в Разделе 3577(b).
(b) Защитный кожух должен закрывать конец шпинделя, выступы гайки и фланца. Защитное ограждение должно быть установлено таким образом, чтобы поддерживать правильное выравнивание с колесом, а прочность креплений должна превышать прочность ограждения.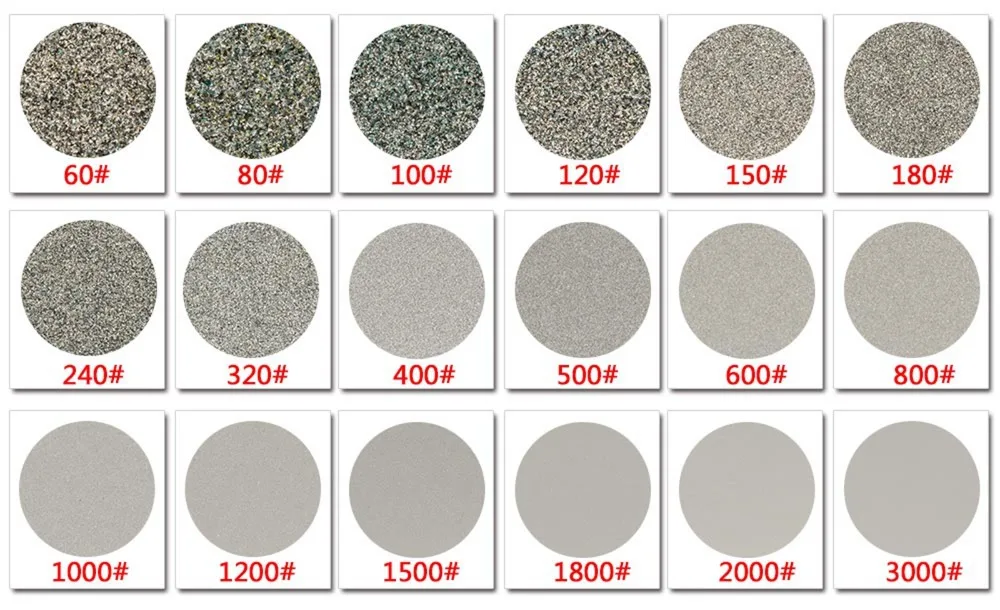
Исключения: (1) Защитные ограждения на всех операциях, где работа обеспечивает соответствующую меру защиты оператора, могут быть сконструированы таким образом, чтобы торец шпинделя, гайка и внешний фланец были открыты. Если характер работы таков, что он полностью закрывает боковую сторону колеса, боковые крышки защитного кожуха могут не использоваться. (2) Конец шпинделя, гайка и внешний фланец могут быть открыты на переносных машинах, предназначенных для использования с абразивными кругами типов 6, 11, 27 и 28, отрезными кругами и кругами для подгибки.
(c) Чашечные круги. Чашки (типы 6 и 11) должны быть защищены:
(1) Защитными ограждениями, как указано в этом разделе; или
(2) Специальные «вращающиеся защитные кожухи», которые устанавливаются за рулем и поворачиваются вместе с ним. Они должны быть изготовлены из стали или другого материала достаточной прочности и охватывать боковые стороны колеса вверх от задней части на одну треть толщины колеса. Особенности монтажа должны соответствовать всем нормам. (См. Раздел 3580.) Необходимо поддерживать зазор между стороной колеса и защитным кожухом. Зазор не должен превышать одну шестнадцатую дюйма; или,
(См. Раздел 3580.) Необходимо поддерживать зазор между стороной колеса и защитным кожухом. Зазор не должен превышать одну шестнадцатую дюйма; или,
(3) Какой-либо другой вид ограждения, обеспечивающий такую же хорошую защиту, как и ограждение, указанное в пунктах (а) и (b) настоящего раздела.
(d) Вертикальные переносные шлифовальные машины. Защитные ограждения, используемые на машинах, известных как прямоугольные или вертикальные переносные шлифовальные машины, должны иметь максимальный угол раскрытия 180 градусов, а ограждение должно быть расположено так, чтобы во время использования оно находилось между оператором и кругом. Регулировка ограждения должна быть такой, чтобы куски случайно сломанного колеса отклонялись от оператора. (См. рис. A-22 в приложении E.)
(e) Прочие переносные шлифовальные машины. Максимальный угол воздействия на периферию и боковые стороны шлифовального круга для защитных ограждений, используемых на других переносных шлифовальных станках, не должен превышать 180 градусов, а верхняя половина круга всегда должна быть закрыта.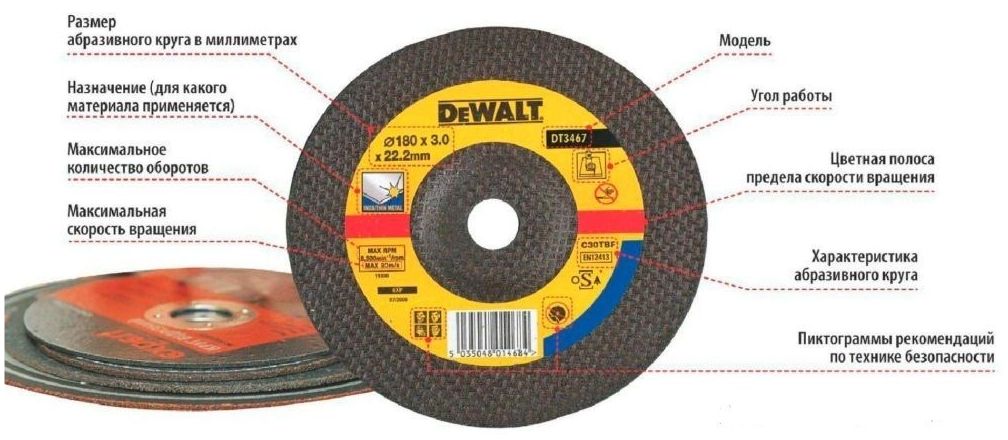 (См. рис. A-23 Приложения E.)
(См. рис. A-23 Приложения E.)
(f) Монтаж и проверка абразивных кругов.
(1) Непосредственно перед монтажом все колеса должны быть тщательно осмотрены и прослушаны пользователем, чтобы убедиться, что они не были повреждены при транспортировке, хранении или иным образом. Скорость вращения шпинделя станка должна быть проверена перед установкой круга, чтобы убедиться, что она не превышает максимальную рабочую скорость, указанную на круге.
(2) Шлифовальные круги должны свободно насаживаться на шпиндель и оставаться свободными при любых условиях шлифования. Контролируемый зазор между отверстием колеса и шпинделем станка (или втулками колеса или адаптерами) необходим для предотвращения чрезмерного давления при монтаже и расширении шпинделя. Для этого шпиндель станка должен иметь номинальный (стандартный) размер плюс ноль минус 0,002 дюйма, а отверстие в колесе должно быть увеличено до соответствующего размера, чтобы обеспечить безопасный зазор в условиях рабочей температуры и давления.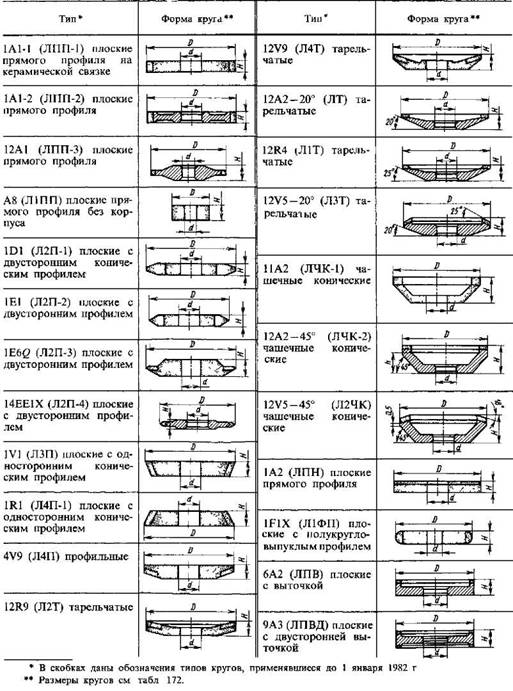
(3) Все контактные поверхности колес, прокладок и фланцев должны быть плоскими и свободными от посторонних предметов.
(4) Если в отверстии колеса используется втулка, она не должна превышать ширину колеса и не должна касаться фланцев.
TABLE A-1 MINIMUM DIMENSIONS FOR STRAIGHT RELIEVED FLANGES
Minimum | Radial Width of | Minimum | Minimum | ||
Outside | Bearing Surface | Thickness | Thickness of | ||
Диаметр | Диаметр | of Flange | Flange at Edge | ||
of Wheel | Flanges | Minimum | Maximum | в отверстии | углубления |
Inches | Inches | Inches | Inches | Inches | |
|---|---|---|---|---|---|
| 5 | |||||
| 5 | |||||
| 5 | |||||
TABLE A-2
MINIMUM DIMENSIONS FOR STRAIGHT UNRELIEVED FLANGES FOR WHEELS WITH THREADED INSERTS OR PROTJECTING STUDS
Минимум снаружи | Минимальная толщина | |
Диаметр колеса | Diameter of Flange | of Flange |
Inches | Inches | Inches |
Примечание: * Должна быть достаточно большой, чтобы выходить за пределы втулки. При использовании зубчатого анкера или чашеобразной втулки это примечание не применяется.
При использовании зубчатого анкера или чашеобразной втулки это примечание не применяется.
Таблица A-3
Минимальные размеры для прямого адаптерного фланца для органических соединенных колес.
Минимум
Wheel Diameter
Minimum
Minimum
Thickness of
Flange
Толщина
Фланец на кромке
Минимум
Diameter
Diameter
Flange at Bore
of Undercut
Thickness
Inches
Дюймы
Дюймы
Дюймы
Дюймы
Inches
Larger than
4
Larger than
От 24 до 30
больше 30 до 36
* Для WHEELS под размером толщиной 1 дюйма не должен выдерживать 40% из колеса.
ТАБЛИЦА A-4
МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМЫХ ФЛАНЦЕВ ДЛЯ МЕХАНИЧЕСКИХ ШЛИФОВАЛЬНЫХ МАШИН до 16 5000 S.F.M. 1
‘E’ Minimum | |||||||
‘B’ Minimum | ‘D’ Minimum | Thickness of | F * (D-E) | ||||
Колесное отверстие | Фланец | of | . of | .0045 | Flange at Edge | Minimum | |
Diameter | Diameter | Diameter | Flange at Bore | Подрез | Толщина | ||
1 FLANGES shall be of steel, quality SAE 1040 или аналогичный, отожженный лист, термообработанный до R 25-30.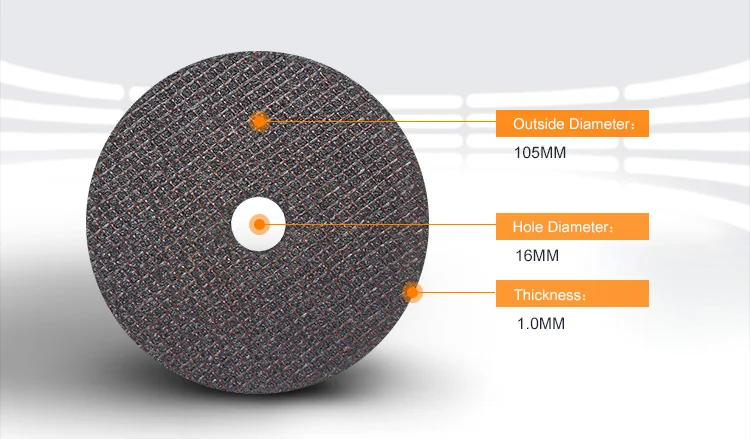
* Для колес толщиной менее 1¼ дюйма размер F не должен превышать 40% толщины колеса.
TABLE A-5
MINIMUM DIMENSIONS FOR STRAIGHT FLANGES USED AS WHEEL SLEEVES FOR PRECISION GRINDING ONLY
Minimum | ||||
Минимум снаружи | Минимальная толщина | Thickness of | ||
Diameter of | of Flange | Flange at edge | ||
Wheel Diameter | Диаметр отверстия | Фланец | по отверстию | выточки0541 |
Inches | Inches | Inches | Inches | Inches |
12 to 14 | ||||
Больше 540 9030 115 | ||||
Larger than 20 to 30 | ||||
| 5 | ||||
Larger than 30 to 42 | ||||
Larger than 42 to 60 | ||||
Примечание. . Для отверстий меньшего размера, чем указано в этой таблице, используйте таблицу A-1.
. Для отверстий меньшего размера, чем указано в этой таблице, используйте таблицу A-1.
TABLE A-6
GUIDE FOR CONSTRUCTION OF BAND TYPE GUARDS
Maximum Wheel Speed 7000 SFPM
Maximum | ||||||||
Толщина | Расстояние | |||||||
Минимум 3 44Thickness | Minimum | between | ||||||
Material | Diameter of | of Band | Diameter | Центры | ||||
Технические характеристики | of Rivets | Rivets | ||||||
Inches | Inches | Inches | Inches | |||||
Under 8 | ||||||||
Горячекатаная сталь SAE 1008 | от 8 до 24 | 9 00044 | С 24–30 | |||||
ТАБЛИЦЫ A-7-A-18
.
 в 2016 году оценивалась в 5,99 млрд долларов США. Растет спрос со стороны нескольких отраслей, таких как автомобильная, оборонная и аэрокосмическая, электротехническая и электронная, строительство и другие.
в 2016 году оценивалась в 5,99 млрд долларов США. Растет спрос со стороны нескольких отраслей, таких как автомобильная, оборонная и аэрокосмическая, электротехническая и электронная, строительство и другие.
Абразивные материалы до сих пор остаются малопонятным методом резки. Многие люди делают вывод, что это приводит к шероховатости поверхности из-за его названия.
Итак, если вам интересно, что означает абразив? Ты не одинок. Абразивные частицы представляют собой частицы неправильной формы, используемые для резки путем срезания материала с поверхности заготовки.
Выбирая правильные абразивные круги большого диаметра, вы должны сначала понять основы.
Читайте дальше, чтобы узнать о преимуществах и составе абразивных кругов большого диаметра.
1. Результат – гладкие ровные поверхности
Абразивные отрезные круги обеспечивают точную резку металла. Это приложения, которые могут работать с жесткими допусками и высокой точностью.
Подумайте о шлифовальных кругах большого диаметра, если вы ищете метод, который может обеспечить резку в больших объемах по умеренной цене.
Способ удаления металла абразивными кругами большого диаметра с поверхности заготовки является его основным преимуществом.
Их способность шлифовать и эродировать заготовку помогает получить гладкую и точную поверхность.
2. The Grains Self Dress
Эти неармированные абразивные отрезные круги имеют бесчисленное количество режущих частиц субмикронного размера. Они сами одеваются, когда изнашиваются.
Зерна с притупленными краями обычно обламываются, в результате чего режущие кромки становятся более острыми.
При каждом последующем использовании у них постоянно появляются свежие режущие кромки. Это гарантирует, что вы не будете беспокоиться об обслуживании.
3. Широкий спектр применения
Помимо стержней и экстракторов, абразивные круги также можно использовать для резки труб и диэлектрических материалов.
Вы можете легко резать композитные материалы и металлы с покрытием без ограничений.
4. Абразивные круги работают с высокой скоростью
Точильный круг работает быстрее. По сравнению с другими методами прецизионной резки — лазером и электроэрозионной машиной (ЭЭО).
По сравнению с другими методами прецизионной резки — лазером и электроэрозионной машиной (ЭЭО).
Вы даже можете связать вместе материалы, которые вам нужно распилить, чтобы сэкономить на резке больших объемов. Это чрезвычайно эффективное преимущество, так как вы также можете получить меньший диаметр пачки с большим количеством материалов.
5. Резка очень твердых материалов
Круги для настольных шлифовальных станков позволяют получить чистую поверхность реза даже при работе с очень твердыми материалами. Они обеспечивают наилучшее качество поверхности по сравнению с другими вариантами резки.
Кроме того, охлаждаемые тонкие абразивные круги практически не выделяют тепла. Это очень удобно при работе с заготовками.
6. Широкий выбор
Синтетические абразивы постоянно совершенствуются. Это дополняет существующие природные режущие абразивы.
Если вас интересует значение слова «абразив»? Это острый, твердый материал, используемый для изнашивания заготовок.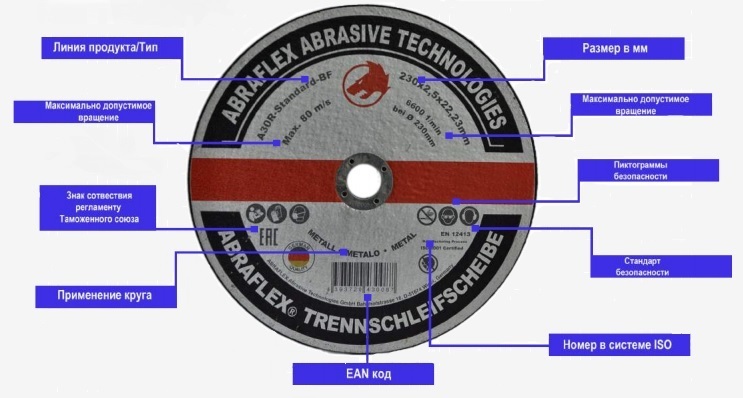
Несмотря на то, что их действие неравномерно, они обеспечивают гладкую и аккуратную поверхность. Кроме того, тупые абразивные зерна обычно отрываются от связующего материала, что приводит к более острым режущим кромкам.
Произведенные абразивы включают;
Оксид алюминия
Алюминий обычно используется для изготовления абразивов различной степени чистоты. Это помогает достичь различных уровней сетки. Белые круги из оксида алюминия, например, шлифуют высокопрочную термочувствительную сталь.
Карбид кремния
По сравнению с оксидом алюминия карбид кремния более твердый и хрупкий. Черный карбид кремния можно использовать для резки чугуна, цветных металлов и неметаллов. С другой стороны, зеленый карбид кремния используется для резки или измельчения цементированного карбида, поскольку он является хрупким.
Кубический нитрид бора
Это чрезвычайно твердый абразив, который позволяет выполнять острую и холодную резку.
Один из новейших производимых абразивов. Они используются для обработки нержавеющей стали, самых твердых чугунов и сверхтвердых быстрорежущих сталей.
Они используются для обработки нержавеющей стали, самых твердых чугунов и сверхтвердых быстрорежущих сталей.
Для шлифования общего назначения можно использовать CBN с металлическим покрытием, который обладает отличной адгезией. В качестве альтернативы существует абразив без покрытия, который подходит для систем с застеклованной связкой и металлов с гальваническим покрытием.
Алмаз
Несмотря на то, что природные алмазы существуют уже несколько десятилетий, синтетические алмазы завоевали популярность. Это связано с его доступностью.
Синтетический алмаз используется для шлифования вязких и очень твердых сталей. С другой стороны, природный алмаз можно использовать для резки камня, цементированного карбида и гранита.
Типы связки
Связующие материалы обычно удерживают абразив на отрезном круге. Ниже приведены стандартные связки, используемые на абразивных отрезных кругах.
я. Витрифицированные облигации
Это наиболее распространенный абразив, используемый с абразивными кругами большого диаметра.
Керамические связки обычно изготавливаются из измельченной глины и смешанных флюсов. Предпочтительные абразивы обычно добавляют к этой смеси и связывают с отрезным кругом.
ii. Резиноидные связки
Это вторая по популярности связка, которая обычно представляет собой фенольную смолу, которая может быть в порошкообразной или жидкой форме.
Резиноидные связки используются для чернового шлифования и отрезания.
iii. Силикатные связки
Силикатные связки обычно идеально подходят для минимизации тепловыделения при шлифовке и резке. Однако силикатные связки легко выделяют абразивы по сравнению с другими связками.
iv. Shellac Bonds
Shellac — это органическое связующее, позволяющее получить гладкую поверхность. Однако он не подходит для работы в тяжелых условиях.
v. Резиновые связки
Это чрезвычайно прочные и прочные связки, предназначенные для бесцентровых шлифовальных станков. Они позволяют добиться чрезвычайно тонкой отделки заготовок.
vi. Металлические связки
И последнее, но не менее важное: у нас есть металлические связки, которые используются с алмазными абразивами. Их можно использовать для электролитического измельчения, поскольку металл является электропроводным.
Размер абразива (зернистость и песок)
Размер абразива важен, поскольку обычно он влияет на скорость съема материала. Кроме того, это влияет на получаемую чистоту поверхности, а также на удаление стружки.
Размер абразива можно определить по размеру зерен и характеристике зернистости.
Каждый шлифовальный круг имеет номер, обозначающий характеристику зернистости. Он основан на размере отдельных абразивных зерен в круге. Низкое число зернистости означает крупную зернистость и наоборот.
Ниже приведены уровни абразивов и соотношение зерен к зернистости;
- Крупная 6-24
- Средняя 30-60
- Мелкая 70-180
- Очень тонкая 220-1000
Форма колеса Структура и марка колеса или тарельчатые колеса.