Алюминий ад1 характеристики: АД1 алюминий — свойства, расшифровка алюминиевого сплава АД1
Содержание
АД1 — Алюминий технический: свойства, характеристики
- Главная
- Марочник стали и сплавов
- Алюминий, сплав алюминия
- Сплав АД1: свойства и характеристики
| Марка | АД1 |
| Классификация | Алюминий технический |
| Применение | для изготовления полуфабрикатов (листов, лент, полос, плит, профилей, панелей, прутков, труб, проволоки, штамповок и поковок) методом горячей или холодной деформации, а также слитков и слябов |
Химический состав в % материала АД1
| Fe | Si | Mn | Ti | Al | Cu | Mg | Zn | Примесей |
до 0. 3 3 | до 0.3 | до 0.025 | до 0.15 | min 99.3 | до 0.05 | до 0.05 | до 0.1 | прочие, каждая 0.05; всего 0.7 |
Механические свойства при Т=20oС материала АД1 .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| сплав отожженный | 70 | 30 | 36 | 89 | 900 |
Физические свойства материала АД1 .
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 0.71 | 2710 | 29.2 | |||
| 100 | 24 | 226 | ||||
| 200 | 25.6 | |||||
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
Обозначения:
| Механические свойства : | |
| sв | — Предел кратковременной прочности , [МПа] |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | — Относительное удлинение при разрыве , [ % ] |
| y | — Относительное сужение , [ % ] |
| KCU | — Ударная вязкость , [ кДж / м2] |
| HB | — Твердость по Бринеллю , [МПа] |
| Физические свойства : | |
| T | — Температура, при которой получены данные свойства , [Град] |
| E | — Модуль упругости первого рода , [МПа] |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o — T ) , [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | — Плотность материала , [кг/м3] |
| C | — Удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, [Ом·м] |
Другие стали и сплавы
АДоч
АДС: расшифровка стали
АДч
АВ86
АВ86Ф
АВ88
АВ88Ф
АВ91: алюминиевый сплав
Источник:
http://www. splav-kharkov.com/
splav-kharkov.com/
Алюминий АД1 в России — характеристики, аналоги, свойства
| Марка: АД1 | Класс: Алюминий технический |
| Использование в промышленности: для изготовления полуфабрикатов (листов, лент, полос, плит, профилей, панелей, прутков, труб, проволоки, штамповок и поковок) методом горячей или холодной деформации, а также слитков и слябов | |
| Химический состав в % сплава АД1 | ||
| Fe | до 0,3 | |
| Si | до 0,3 | |
| Mn | до 0,025 | |
| Ti | до 0,15 | |
| Al | 99,3 | |
| Cu | до 0,05 | |
| Mg | до 0,05 | |
| Zn | до 0,1 | |
| Дополнительная информация и свойства |
| Механические свойства сплава АД1 при Т=20oС | |||||||||||
| Прокат | Толщина или диаметр, мм | E, ГПа | G, ГПа | σ-1, ГПа | σв, (МПа) | σ0,2, (МПа) | δ5, (%) | ψ, % | σсж, МПа | KCU, (кДж/м2) | KCV, (кДж/м2) |
| Лист отожженный | 2 | 71 | 27 | 80 | 40 | 35 | 80 | ||||
| Пруток без термической обработки | 20 | 150 | 100 | 6 | 60 | ||||||
| Механические свойства сплава АД1 при низких температурах | |||||
| Прокат | T испытания | σв, (МПа) | σ0,2, (МПа) | δ5, (%) | ψ, % |
| Пруток без термической обработки 20 мм | 20 -70 -196 | 60 106 160 | 40 45 50 | 35 45 50 | |
| Физические свойства сплава АД1 | ||||||
| T (Град) | E 10— 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 20 | 0. 71 71 | 2710 | 29.2 | |||
| 100 | 24 | 226 | ||||
| 200 | 25.6 | |||||
Получение проката (холодное прессование труб) из сплава АД1 (и подобных): силовые условия прессования и степени деформации были освещены . Далее следует отметить, что при холодном прессовании характер течения металла приближается к наблюдаемому при горячем прессовании со смазкой. Вместе с тем действие смазок при холодном прессовании более эффективно, пластическая зона локализована непосредственно у матрицы. Выше границы пластической зоны металл можно
рассматривать как тело, практически претерпевающее только упругие деформации. Неравномерность деформаций и скоростей истечения выражена менее значительно, чем при горячем прессовании. Истечение металла проходит с меньшей неравномерностью. Вероятность возникновения отслоений, крупнокристаллического ободка, утяжин и других дефектов, связанных с трением по контейнеру и матрице и неравномерностью истечения при холодном прессовании, уменьшается.
Вероятность возникновения отслоений, крупнокристаллического ободка, утяжин и других дефектов, связанных с трением по контейнеру и матрице и неравномерностью истечения при холодном прессовании, уменьшается.
5. заготовка для прессования
Выбор вида и состояния заготовки для прессования важен как с точки зрения экономики, так и потому, что определяет потребные давления прессования, а также уровень механических свойств прессизделий. Применяемая заготовка может быть литой или горячепрессованной. Литая заготовка для повышения ее вязкости может быть гомогенизирована, а прессованная использована в состоянии после прессования или после отжига. Механические свойства заготовок основных марок алюминиевых сплавов в различных состояниях приведены в таблице:
| Механические свойства заготовок в различных состояниях | ||||||
| Марка стали | Состояние заготовки | Режим отжига или гомогенизации | Механические свойства | |||
| σb, кг/мм2 | σ0. 2, кг/мм2 2, кг/мм2 | δ, % | ψ, % | |||
| АД1 | Литое | — | 8.2 | 4.4 | 40.2 | 72 |
| Прессованное | — | 8.2 | 4.8 | 42.1 | 82.2 | |
| Прессованное отожженное | 400° С, 1 ч | 9.2 | 5.7 | 39 | 81.3 | |
| АМг2 | Литое | — | 17.5 | 9.2 | 30.1 | 66.1 |
| Прессованное | — | 18.4 | 9.2 | 32.4 | 61 | |
| Прессованное отожженное | 400° С, 1 ч | 18.1 | 7.5 | 32 | 64.9 | |
| АВ | Литое | — | 18.9 | 11 | 16.1 | 33 |
| Литое гомогенизированное | 520° С, 8 ч | 20.1 | 10.5 | 14.2 | 29.3 | |
| Прессованное | — | 17. 6 6 | 11.2 | 29.3 | 61.4 | |
| Прессованное отожженное | 360° С, 1 ч | 17.1 | 10.7 | 21.4 | 58.9 | |
| Д1 | Литое | — | 24.4 | 21.3 | 4.5 | 12.2 |
| Литое гомогенизированное | 495° С, 8 ч | 25.5 | 16.3 | 4.2 | 11 | |
| Прессованное | — | 32.6 | 20.7 | 18.1 | 31.3 | |
| Прессованное отожженное | 360° С, 1 ч | 22.9 | 12.4 | 20.2 | 46.0 | |
Для обеспечения оптимальных силовых условий прессования литые и прессованные заготовки сплавов АД1 и АМг2 можно использовать в равной степени, сплава АВ — почти в равной степени, у сплава Д1 наиболее высокую вязкость имеют прессованные отожженные заготовки; при использовании литой заготовки ее необходимо подвергать гомогенизации.
Для получения наиболее высоких механических свойств прессизделий оптимальным состоянием заготовки является: для сплавов АД1 и АМг2 — литое; для сплава АВ, поставляемого после закалки и старения, — прессованное.
Поверхность заготовки при холодном прессовании обычно более чистая, чем при горячем. Для очистки поверхности и улучшения прилипания смазки заготовки целесообразно травить в щелочных растворах.
Для достижения высокой точности геометрии прессизделия точность геометрии заготовок должна быть более высокой.
При прессовании труб диаметром до 20 мм для получения допусков, соответствующих ГОСТ 1947—56, разностенность заготовки должна быть в пределах 0,5 мм.
Помимо указанных выше способов получения заготовки, в частных случаях ее получают вырубкой из толстого листа или прессованием из порошков. Смазки и инструмент при холодном прессовании расмотрены .
Алюминий технический АД1 — цены в Ставрополе. Алюминиевые сплавы АД1Н, АД1М.
Компания «МПСтар» реализует проволоку, круглые прутки, фольгу, ленты и листы из алюминиевого сплава АД1 по минимальным ценам в ассортименте. Все виды изделий производятся согласно соответствующим ГОСТам, марка металла регламентируется ГОСТ 11069-2001. При необходимости осуществляем продажу кусками/заготовками. Также мы оказываем сопутствующие услуги по металлообработке, упаковке, хранению и доставке товара в различные регионы России.
При необходимости осуществляем продажу кусками/заготовками. Также мы оказываем сопутствующие услуги по металлообработке, упаковке, хранению и доставке товара в различные регионы России.
Обеспечим Вам комфортный сервис полного цикла. Гибкая система скидок. Отгрузка оплаченного товара в течение одного дня. Доставим в регионы за 2-3 суток Свой автопарк — бесплатная доставка до терминала транспортной компании.
Характеристики и химический состав сплава
Алюминиевый сплав АД1 состоит из ряда химических веществ, в том числе:
- Fe (0,3%)
- Si (0,3%)
- Mg (0,05%)
- Ti (0,15%)
- Mn (0,05%)
- Cu (0,05%)
- Zn (0,1%)
Материал бывает твердым и нагартованным, отличается он по техническим характеристикам, которые улучшаются при термической обработке. Сплаву АД1 свойственны хорошая прочность,
невосприимчивость к коррозии, простая обработка. Отожжённый металл получает марку АД1М, а при нагартовке его маркируют как АД1Н. Хорошо противостоит металл воздействию различных агрессивных факторов.
Хорошо противостоит металл воздействию различных агрессивных факторов.
Цена проката технического алюминия АД1
| Круг алюминиевый АД1 | Наличие, размеры и цены уточняйте в каталоге. |
| Лист алюминиевый АД1Н | Наличие, размеры и цены уточняйте в каталоге. |
| Лист алюминиевый АД1М | Наличие, размеры и цены уточняйте в каталоге. |
| Фольга алюминиевая АД1Н | Наличие, размеры и цены уточняйте в каталоге. |
| Фольга алюминиевая АД1М | Наличие, размеры и цены уточняйте в каталоге. |
| Лента алюминиевая АД1Н | Наличие, размеры и цены уточняйте в каталоге. |
| Проволока алюминиевая АД1 | Наличие, размеры и цены уточняйте в каталоге. |
| Проволока алюминиевая АД1М | Наличие, размеры и цены уточняйте в каталоге. |
Уточнить информацию по актуальному ассортименту предлагаемых нами изделий из алюминия АД1, Вы можете у наших менеджеров.
г. Ставрополь, ул. 2-я Промышленная, д. 33
оставьте ваш
номер телефона
и мы перезвоним
Сферы применения
Алюминий марки АД1 могут использовать во многих сферах промышленности. Активнее всего его применяют для изготовления полуфабрикатов (проволоки, поковок, листов и других изделий) в производственных условиях при деформации (при нагреве или без него).
Он также востребован в химпроме, строительной сфере и машиностроении для различных нужд. Может использоваться для производства биметаллических листов, упаковочных материалов, фольги, теплообменников для холодильного оборудования, труб и профилей.
Купите алюминиевый прокат АД1 выгодно.
Предлагаем купитьпрокат алюминиевого сплава АД1 на выгодных условиях:
- Большой выбор сортамента и типоразмерного ряда.

- Возможность дополнительной обработки металла — резка, гибка, цинкование, перфорация
- Продажа кусками и заготовками
- Реализация изделия, как оптом, так и в розницу.
- Цены без комиссий посредников.
- Различные способы и условия оплаты.
- Гибкая система скидок для оптовых и постоянных партнеров.
- Бесплатные профессиональные консультации.
- Возможность предварительной комплектации заказа на складе.
- Быстрые сроки доставки. Отгрузка оплаченного товара в течение суток по Москве.
- Доставка в регионы России за 2-3 дня. При необходимости мы самостоятельно просчитаем и закажем услуги транспортной компании. Доставка до терминала транспортной компании бесплатная.
- Упаковка товара в соответствии с требованиями заказчика. Есть возможность использования нескольких типов упаковки: полиэстеровой ленты ПЭТ и полиэтиленовой пленки ПВХ.
- Возможность хранения товара на нашем складе до отгрузки.

- Возврат товара в соответствии с законодательством РФ.
Продажа алюминия в Ставрополе.
Продажа алюминиевого проката, осуществляется с пункта выдачи (терминала) в Ставрополе, расположенного по адресу: 355035, г. Ставрополь, ул. 2-я Промышленная, д. 33
Получить оплаченный товар можно с помощью доставки, которую осуществит наша компания. Мы самостоятельно просчитаем и закажем для Вас услуги транспортной компании. А при заказе от 100 кг, доставка до терминала транспортной компании будет для Вас бесплатной.
Отгрузка оплаченного товара происходит в течение одних суток, а доставка в регионы за 2-3 дня.
Мы взаимодействуем только через проверенные транспортные компании. Менеджеры всегда готовы подобрать наиболее подходящий для заказчика терминал отгрузки продукции и ответить на вопросы, связанные с логистикой.
Телефон отдела продаж в регионах: 8-800-200-73-93
Электронная почта отдела продаж: [email protected]
Алюминий и сплавы.
 Свойства.
Свойства.
Свойства алюминия
Алюминий и его сплавы имеют малую плотность 2,64— 2,89 г/см3. Прочностные же свойства зависят от легирования, термической обработки, степени деформирования и могут достигать высоких значений. По прочности многие алюминиевые сплавы не уступают конструкционным сталям.
Чистый алюминий (суммарное содержание примесей не более 0,05%) имеет гранецентрированную кубическую решетку с параметрами 4,04 А. Температура его плавления 659,8—660,2° С, температура кипения 1800—2500° С.
Для сплавов алюминия электропроводность составляет 30—50% электропроводности меди, а для чистого алюминия 62—65% электропроводности меди.
Алюминий окисляется с образованием окисной пленки Аl203, которая защищает его от дальнейшего окисления,Химический состав деформируемых и литейных алюминиевых сплавов по ГОСТам 4784—65 и 2685—63.
Из алюминиевых сплавов в основном изготовляют конструкции, работающие при сравнительно низких температурах не свыше 350° С. Так дуралюмин используют для работы при температурах не более 200° С, сплавы типа В95 до 125° С, авиали до 80—100° С при длительной работе и до 200° С при кратковременной. Специальные сплавы САП (спеченный алюминиевый порошок) применяют и для работы при более высоких температурах. До температуры 100° С кратковременные механические свойства меняются мало. Обращает внимание высокое относительное удлинение алюминиевых сплавов при низких температурах.
Так дуралюмин используют для работы при температурах не более 200° С, сплавы типа В95 до 125° С, авиали до 80—100° С при длительной работе и до 200° С при кратковременной. Специальные сплавы САП (спеченный алюминиевый порошок) применяют и для работы при более высоких температурах. До температуры 100° С кратковременные механические свойства меняются мало. Обращает внимание высокое относительное удлинение алюминиевых сплавов при низких температурах.
Характеристики длительной прочности термически не упрочняемых сплавов обычно ниже, чем термически упрочняемых.
Длительные выдержки сплавов типа авиаль при температурах свыше 80—100° С приводят к их упрочнению и снижению пластических свойств. Исследованиями, проведенными авторами, установлено, что относительное удлинение снижается при указанных условиях с 20—25% (исходное состояние после закалки и естественного старения) до 1—2%. Подобное ухудшение свойств, при которых возможно хрупкое разрушение конструкций, является существенным препятствием применения сплавов такого типа для работы при температурах выше 80° С.
Циклическая прочность
Циклическая прочность деформируемых сплавов при симметричном изгибе на базе 5*108циклов составляет 3,5 кГ/мм2 для сплава А ДМ, 4,2—6,3 кГ/мм2 для сплава АДН, 5—6,5 кГ/мм2 для сплава АМцАМ, 15 кГ/мм2 для сплава В95.
Области применения литейных сплавов различны. Сплавы группы I рекомендуют для литья в песчаные формы, кокиль и для литья под давлением. Сплав АЛ22 обычно применяют в закаленном состоянии, а сплав АЛ23 и АЛ29 — в литом. Сплавы группы II имеют высокие литейные свойства благодаря наличию в сплавах двойной эвтектики, которая уменьшает также литейную усадку и склонность к образованию горячих трещин. Сплавы AЛ2, АЛ4 и АЛ9 обладают повышенной коррозионной стойкостью, поэтому их применяют для изделий, работающих во влажной и морской средах. С целью получения заданных механических свойств отливки подвергают термической обработке по различным режимам.
Сплавы группы III обладают высокими механическими свойствами, особенно пределом текучести и повышенной жаропрочностью. У этих сплавов пониженные литейные свойства и коррозионная стойкость, кроме того, они склонны к образованию горячих трещин. Для выполнения отливок сложной формы такие сплавы не рекомендуют. Сплав АЛ7 применяют для деталей, испытывающих средние нагрузки и температуры не свыше 200° С. Сплав АЛ 19 по сравнению с АЛ 17 имеет более высокую жаропрочность (в 2 раза), и применяют его для силовых деталей в условиях статических и ударных нагрузок при температурах до 300° С.
У этих сплавов пониженные литейные свойства и коррозионная стойкость, кроме того, они склонны к образованию горячих трещин. Для выполнения отливок сложной формы такие сплавы не рекомендуют. Сплав АЛ7 применяют для деталей, испытывающих средние нагрузки и температуры не свыше 200° С. Сплав АЛ 19 по сравнению с АЛ 17 имеет более высокую жаропрочность (в 2 раза), и применяют его для силовых деталей в условиях статических и ударных нагрузок при температурах до 300° С.
Сплавы группы IV применяют для всех способов литья. По литейным свойствам они менее технологичны, чем сплавы II.
Сплавы группы V применяют для самых разнообразных деталей, работающих при высоких температурах. К этой группе относятся также самозакаливающиеся сплавы.
Механические свойства
Механические свойства всех вышеуказанных, литейных сплавов зависят от режимов термической обработки, определяющей структурное и фазовое состояние сплавов.
Высокая коррозионная стойкость алюминия объясняется образованием окисиой пленки Аl203. Коррозионная стойкость алюминия зависит от влияния агрессивной среды на растворимость защитной окисной пленки, от чистоты обработки поверхности и режима термической обработки. Чистый алюминий обладает высокой стойкостью в сухом и влажном воздухе. В азотной кислоте концентрации 30—50% при увеличении температуры скорость коррозии алюминия возрастает. При концентрации азотной кислоты выше 80% коррозия резко снижается. Алюминий обладает высокой стойкостью в разбавленной серной кислоте и в концентрированной при 20° С. Средние концентрации серной кислоты (более 40%) наиболее опасны для алюминия. При комнатных температурах алюминий устойчив в фосфорной и уксусных кислотах. Такие, как муравьиная, щавелевая, трихлоруксусная и другие хлороорганические кислоты значительно разрушают алюминий. В растворах едких щелочей окисная пленка алюминия растворяется. Растворы углекислых солей калия и натрия оказывают меньшее влияние на скорость коррозии алюминия.
Коррозионная стойкость алюминия зависит от влияния агрессивной среды на растворимость защитной окисной пленки, от чистоты обработки поверхности и режима термической обработки. Чистый алюминий обладает высокой стойкостью в сухом и влажном воздухе. В азотной кислоте концентрации 30—50% при увеличении температуры скорость коррозии алюминия возрастает. При концентрации азотной кислоты выше 80% коррозия резко снижается. Алюминий обладает высокой стойкостью в разбавленной серной кислоте и в концентрированной при 20° С. Средние концентрации серной кислоты (более 40%) наиболее опасны для алюминия. При комнатных температурах алюминий устойчив в фосфорной и уксусных кислотах. Такие, как муравьиная, щавелевая, трихлоруксусная и другие хлороорганические кислоты значительно разрушают алюминий. В растворах едких щелочей окисная пленка алюминия растворяется. Растворы углекислых солей калия и натрия оказывают меньшее влияние на скорость коррозии алюминия.
Алюминий при температурах до 300° С обладает хорошей стойкостью в жидких металлических средах, например, натрии.
Коррозионная стойкость алюминия в воде и водяном паре при повышенных температурах (выше 200° С) зависит от чистоты алюминия. Если происходит движение среды, то скорость коррозии повышается в 10—60 раз.
Основными видами коррозии алюминиевых сплавов является межкристаллитная коррозия и коррозия под напряжением. Для повышения коррозионных свойств применяют защитные покрытия, такие, как плакирование, оксидные пленки, лакокрасочные покрытия, смазки, хромовые или никель-хромовые гальванические покрытия.
Технология производства
Технология производства и термическая обработка могут оказывать существенное влияние на коррозионные свойства сплавов. Сплавы АД, АД1, АМц, АМг2 и АМгЗ мало чувствительны к методам производства. Коррозионная стойкость сплавов АМг5, АМгб во многом зависит от методов производства. У этих сплавов при длительном нагреве на 60—70° С проявляется склонность к межкристаллитной коррозии и коррозии под напряжением.
Сплавы Д1, Д18, Д16 и типа В95 имеют пониженную коррозионную стойкость. Подобные сплавы применяют с соответствующей защитой от коррозии. Сплавы типа авиаль обладают высокой коррозионной стойкостью в воде высокой чистоты с добавлением углекислого газа при температурах до 100° С.
Подобные сплавы применяют с соответствующей защитой от коррозии. Сплавы типа авиаль обладают высокой коррозионной стойкостью в воде высокой чистоты с добавлением углекислого газа при температурах до 100° С.
При изучении влияния облучения на некоторые характеристики алюминия установлено, что после облучения интегральным потоком 1,1 х 1019 нейтрон/см2 при 80° С критическое напряжение сдвига увеличивается в 5 раз. При этом электросопротивление алюминия повышается на 30%. Влияние облучения на электрическое и критическое сопротивления сдвигу снимается при температуре около 60° С.
Из разработанных свариваемых, термически обрабатываемых, самозакаливающихся при сварке сплавов, наиболее характерны сплавы системы Аl—Zn—Mg. Однако, обладая удовлетворительными прочностными свойствами, они склонны к коррозии под напряжением и замедленному разрушению. Такая склонность вызвана переходом от зонной к фазовой стадии старения даже при комнатных температурах эксплуатации сварных соединений. Поэтому сплавы системы Аl—Zn-Mg можно применять в условиях низких температур, исключающих переход к фазовому старению при низком уровне сварочных напряжений. Содержание цинка и магния должно быть при этом минимальным.
Поэтому сплавы системы Аl—Zn-Mg можно применять в условиях низких температур, исключающих переход к фазовому старению при низком уровне сварочных напряжений. Содержание цинка и магния должно быть при этом минимальным.
Высокая стойкость
К самозакаливающимся сплавам относится сплав 01911, по химическому составу он является среднелегированным сплавом системы Аl—Zn-Mg. Высокая стойкость против коррозии под напряжением обеспечивается суммарным содержанием цинка и магния до 6,5% и дополнительным введением марганца, хрома, меди и циркония. Причем медь ухудшает свариваемость сплава, поэтому для его сварки применяют проволоку марки 01557, аналогичную по химическому составу сплаву АМг5, но с добавкой циркония й хрома. Сплавы Д20 и АК8 достаточно прочны, но имеют низкую общую коррозионную стойкость. Они обладают высокой стойкостью против коррозии под напряжением и замедленного разрушения.
Перспективными являются спеченные сплавы. К числу жаростойких относятся сплавы типа САП, которые можно применять для конструкций, работающих при температурах до 400—500° С. САП содержит до 13% тугоплавкой окисной фазы, поэтому температура плавления его очень высокая (2000° С).
САП содержит до 13% тугоплавкой окисной фазы, поэтому температура плавления его очень высокая (2000° С).
Из сплавов САП-1 (6,0—9,0% А1203) и САП-2 (9,1 — 13,0% А1203) изготовляют такие же полуфабрикаты, как из алюминиевых сплавов. Сплав САП-3 применяют только для прессованных полуфабрикатов. Наибольшая масса прессованных полуфабрикатов до 400 кг. Размеры изготовляемых листов 1000 X Х7000 мм при толщине от 0,8 до 10 мм.
Сплавы имеют высокие прочностные свойства. Так у сплава САП-1 при 20° С ов = 35 кГ/мм2, а у САП-3 40 кГ/мм2. Подобными свойствами обладает сплав САС-1 (25—30% Si и 7% Nі), получаемый из распыленного порошка. Он износостоек, достаточно прочен (<та = 25,0-28,0 кГ/мм2), имеет коэффициент линейного расширения, близкий к стали, и высокий модуль упругости.
Сплавы САС-1 и САП не склонны к коррозии под напряжением и замедленным разрушениям. Сплав САП можно применять при сравнительно высоких температурах эксплуатации. При сварке этих сплавов обычно применяют присадочную проволоку марки АМг6.
При сварке этих сплавов обычно применяют присадочную проволоку марки АМг6.
Материалы с сатйа: http://ruswelding.com
Алюминий АД1 от 220 до 950 ₽/кг
10X14Г14Н4ТХ14Г14Н3Т
Американские
AISI 321AISI 321H
Европейские
1.45411.4878Х10CrNiTi18-10Х10CrNiTi18-10-10KT
Фильтры
Категории
Трубный прокат
Проволока
Алюминиевый лист
Алюминиевая фольга
Алюминиевые ленты
Алюминиевый П-профиль (швеллер)
Алюминиевые плиты
Алюминиевый пруток
Алюминиевый шар
Алюминиевый квадрат
Алюминиевый круг
Алюминиевые шайбы
Алюминиевый прессованный профиль
Алюминиевый Ш-профиль
Алюминиевый шестигранник
Алюминиевая поковка
Гофрированная алюминиевая фольга
Алюминиевая уплотнительная прокладка
Алюминиевые обечайки
Алюминиевый типографский лист
* Уважаемые заказчики! Актуальная цена формируется исходя из: объема поставки, формы оплаты и удаленности от заказчика места отгрузки. Информация в каталоге о цене и наличии носит информационный характер и не является публичной офертой, определяемой положениями ч. 2 ст. 437 Гражданского кодекса РФ. Цены уточняйте по телефонам наших офисов в г. Москва.
Информация в каталоге о цене и наличии носит информационный характер и не является публичной офертой, определяемой положениями ч. 2 ст. 437 Гражданского кодекса РФ. Цены уточняйте по телефонам наших офисов в г. Москва.
Алюминий АД1
для изготовления полуфабрикатов (листов, лент, полос, плит, профилей, панелей, прутков, труб, проволоки, штамповок и поковок) методом горячей или холодной деформации, а также слитков и слябов 1013
Продажа
- Скидки на продукцию до 35%, на доставку — до 10%
- Наличный и безналичный расчет
- 100%-ная отсрочка платежа до 30 дней
- Продукция в наличии и под индивидуальный заказ
- Обработка заказов от 1 рабочего дня
Доставка
- Отгрузка в день оплаты
- Свой автопарк с машинами грузоподъемностью от 1,5 до 30 тонн
- Экспресс-доставка по России и СНГ
- Сотрудничество со СДЭК и “Деловыми линиями”
Гарантии
- 14 лет на рынке металлопроката
- Представительства в России, Казахстане, Белоруссии, Киргизии и Узбекистане
- В Российском союзе поставщиков металлопродукции (РСПМ) с 2018 года
- Работаем по российским и зарубежным стандартам ГОСТ, ТУ, ASTM, EN, DIN
Сервис
- Упаковка товара по ГОСТ или требованиям заказчика
- Бесплатная услуга ответхранения на крытых складах «БВБ-Альянс»
- Резка и гибка металла в размер
- Изготовление металлоконструкций любой сложности
Ваш город Москва?
При выборе изменится адрес и контакты представительства в вашем городе, а также актуальный ассортимент товаров.
- Россия
- Казахстан
- Белоруссия
- Кыргызстан
- Узбекистан
- Таджикистан
Выберите ваш город
Россия
Россия
Казахстан
Белоруссия
Кыргызстан
Узбекистан
Таджикистан
А
АктауАктобеАлматыАтырауАшхабад
Д
Душанбе
Ж
Жезказган
К
КарагандаКокшетауКостанайКызылорда
Н
Нур-Султан (Астана)
П
ПавлодарПетропавловск
С
Семей
Т
ТалдыкорганТаразТуркестан
У
УральскУсть-Каменогорск
Ш
Шымкент
Б
Брест
В
Витебск
Г
ГомельГродно
М
МинскМогилёв
Б
БаткенБишкек
Д
Джалал-Абад
К
Каракол
Н
Нарын
О
Ош
Т
Талас
А
Андижан
Б
Бухара
Н
Нукус
С
Самарканд
Т
Ташкент
Ф
Фергана
Б
БохтарБустон
В
Вахдат
Г
ГиссарГулистон
Д
Душанбе
И
ИстаравшанИстиклолИсфара
К
КанибадамКулябКурган-Тюбе
Л
Левакант
Н
Нурек
П
Пенджикент
Р
Рогун
Т
Турсунзаде
Х
ХорогХуджанд
Обратный звонок
Введите имя
Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Оформление заказа
Введите имя
Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Запрос цены
Введите имя Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Товар добавлен!
4.
 1 Алюминиевые сплавы АМг6 и АД1. Разработка технологического процесса изготовления трёхслойной втулки
1 Алюминиевые сплавы АМг6 и АД1. Разработка технологического процесса изготовления трёхслойной втулки
Разработка технологического процесса изготовления трёхслойной втулки
курсовая работа
Алюминий не имеет полиморфных превращений, обладает решеткой гранецентрированного куба с периодом а =0,4041 нм. Атомный номер алюминия 13, атомная масса 26,9815, температура плавления 660°С, температура кипения 2270°С, плотность 2,7 т/мЗ, модуль упругости 71 ГПа, удельное электросопротивление p1 = 2,6-108 Ом-м, коэффициент линейного расширения в интервале температур 20-100°С составляет а = 23,9 -10 -6 °С-1.
Алюминий и его сплавы хорошо поддаются горячей и холодной деформации — прокатке, ковке, прессованию, волочению, гибке, листовой штамповке и другим операциям.
Все алюминиевые сплавы можно соединять точечной сваркой, а специальные сплавы можно сваривать плавлением и другими видами сварки.
Деформируемые алюминиевые сплавы разделяются на упрочняемые и неупрочняемые термической обработкой. Все свойства сплавов определяют не только способом получения полуфабриката заготовки и термической обработкой, но главным образом химическим составом и особенно природой фаз — упрочнителей каждого сплава.
Все свойства сплавов определяют не только способом получения полуфабриката заготовки и термической обработкой, но главным образом химическим составом и особенно природой фаз — упрочнителей каждого сплава.
Свойства стареющих алюминиевых сплавов зависят от видов старения: зонного, фазового или коагуляционного.
На стадии коагуляционного старения значительно повышается коррозионная стойкость, причем обеспечивается наиболее оптимальное сочетание характеристик прочности, сопротивления коррозии под напряжением, расслаивающей коррозии, вязкости разрушения (K1C) и пластичности (особенно в высотном направлении).
Химический состав, физические и механические свойства деформируемых сплавов на основе алюминия приведены в табл. 1-6. Для массивных полуфабрикатов основными характеристиками разрушения при однократном нагружении являются характеристики К1С и КСТ [5].
Коррозионно-стойкие сплавы на основе систем А1-Мn и Al-Mg. Сплавы типа АМц, АМг2, АМг6 не упрочняются термической обработкой. Они отличаются высокой пластичностью, хорошей свариваемостью и высокой коррозионной стойкостью. Обрабатываемость резанием улучшается с увеличением степени легированности сплавов. Сплавы используются в отожженном, нагартованном и полунагартованном состояниях.
Они отличаются высокой пластичностью, хорошей свариваемостью и высокой коррозионной стойкостью. Обрабатываемость резанием улучшается с увеличением степени легированности сплавов. Сплавы используются в отожженном, нагартованном и полунагартованном состояниях.
Применяются для изделий, получаемых глубокой вытяжкой, сваркой, от которых требуется высокая коррозионная стойкость (трубопроводы для масла и бензина, радиаторы тракторов и автомобилей, сварные бензобаки), а также для заклепок, корпусов и мачт судов, узлов лифтов и подъемных кранов, рам транспортных средств и др. [5].
Сплавы системы Al-Cu-Mg. Дуралюмины Д1, Д16, Д18, Д19, ВД17 упрочняются термической обработкой; характеризуются хорошим сочетанием прочности и пластичности.
Применяются: Д1 — для лопастей воздушных винтов, узлов креплений, строительных конструкций и др.; Д16 — для силовых элементов конструкций самолетов (тяги управлений, лонжероны), кузовов грузовых автомобилей, буровых труб и др.; Д19 — для тех же деталей, что и из сплава Д16, но работающих при нагреве до 200—250°С; В65, Д18- для заклепок; ВД17 — для лопаток компрессора двигателей, работающих при температуре до 250°С. Дуралюмины хорошо свариваются точечной сваркой и практически не свариваются плавлением из-за высокой склонности к трещинообразованию.
Дуралюмины хорошо свариваются точечной сваркой и практически не свариваются плавлением из-за высокой склонности к трещинообразованию.
Сплавы Д1, Д16 в искусственно состаренном состоянии имеют улучшенную коррозионную стойкость, которая не снижается при повышенных температурах эксплуатации деталей, и более высокие значения у0,2 и ув.
Появление склонности к межкристаллитной коррозии у закаленных и естественно состаренных сплавов системы Al-Cu-Mg при нагреве зависит от их фазового состава. Сплавы Д19, ВД17 менее склонны к межкристаллитной коррозии после нагрева, чем сплавы В65, Д18, Д1 и Д16.
Плакированные полуфабрикаты обладают повышенной коррозионной стойкостью.
Неплакированные детали следует защищать анодно-окисными, химическими и лакокрасочными покрытиями.
Все дуралюмины удовлетворительно обрабатываются резанием в закаленном и состаренном состояниях [6].
«right»>Таблица 1
Механические свойства деформируемых сплавов при высоких температурах [5]
Сплав | Полуфабрикат, | t испытания, °С | ув | у0,2 | д | ш | |
Толщина | МПа | % | |||||
АМц | Лист отожженный, | 20 | 100 | — | 30 | — | |
30 мм | 100 | 95 | — | 35 | — | ||
200 | 70 | — | 41 | — | |||
300 | 45 | — | 45 | — | |||
АМг6 | Лист, 30мм: | 20 | 350 | 165 | 22 | — | |
Отожженный | 100 | 320 | 160 | 34 | — | ||
200 | 195 | 135 | 45 | — | |||
300 | 130 | 60 | 55 | — | |||
20 | 385 | 290 | 11 | — | |||
нагартованный | 100 | 335 | 285 | 15 | — | ||
200 | 250 | 185 | 25 | — | |||
Профиль (все размеры) | 20 | 350 | 180 | 18 | — | ||
отожженный и без | 100 | 310 | 160 | 20 | — | ||
термической обработки | 200 | 200 | 140 | 30 | — | ||
250 | 170 | 120 | 35 | — |
«right»>Таблица 2
Химический состав (в %) деформируемых сплавов [7]
сплав | Аl | Си | Mg | Мп | Ni | Fe | Si | Zn | Ti | Сг | Zr | Be | Прочие примеси | ||
Каждая в отдельности | сумма | ||||||||||||||
АД1 | Не менее 99,3 | До 0,05 | До 0,05 | До 0,025 | — | До 0,3 | До 0,3 | До 0,1 | До 0,15 | — | — | — | 0,02 | — | |
АМгб | Основа | До 0,1 | 5,8-6,8 | 0,5-0,8 | — | До 0,4 | До 0,4 | До 0,2 | 0,02-0,10 | — | — | 0,0002-0,005 | 0,05 | 0,1 |
«right»>Таблица 3
Физические свойства деформируемых сплавов [5]
сплав | с, т/м3 | с1·108, Ом·м, при 20°С в зависимости от состояния полуфабриката | б·106, °С -1 | л, Вт/(м·°С) | с, кДж/(кг·°С) | ||||
при температуре °С | |||||||||
20-100 | 20-400 | 100 | 400 | 100 | 400 | ||||
АД1 | 2,71 | М-2,92 Н-3,02 | 24 — | 25,6 — | М — 226 Н — 216 | — — | — — | — — | |
АМг6 | 2,64 | М-6,73 | 24,7 | 27,4 | 122 | 138 | 0,922 | 1,09 |
«right»>Таблица 4
Механические свойства деформируемых сплавов при температуре 20 °С[7]
Марка сплава | Вид полуфабриката | Состояние испытуемых образцов | Толщина или диаметр, мм | Е | G | у -1на базе 2·107 циклов | ув | у0,2 | упц | д | ш | усж | КС, и | КС, т | |
ГПа | МПа | % | МПа | МДж/м2 | |||||||||||
АД1 | Лист | Отожженный | 20 | 71 | 27 | — | 80 | 40 | — | 35 | 80 | — | — | — | |
Пруток | Без термической обработки | 20 | — | — | — | 150 | 100 | — | 6 | 60 | — | — | — | ||
АМг6 | Лист плакированный | Отожженный | 30 | 71 | 27 | 100 | 340 | 170 | 130 | 20 | — | 180 | — | — | |
Нагартованный 20% | — | — | — | — | 400 | 300 | 230 | 9 | — | 320 | — | — | |||
То же 30% | — | — | — | — | 420 | 320 | — | 10 | — | 330 | — | — | |||
Плита | Нагартованная 16% | 30 | 71 | 27 | — | 400 | 310 | 240 | 7 | — | 320 | 0,2 | 0,09 | ||
Профиль горяче-катанный | Отожженный | 6 | — | — | — | 345 | 170 | 100 | 20,5 | — | 170 | 0,2 | 0,17 | ||
Без термической обработки | 6 До 2500 кг | — | — | — | 355 | 190 | — | 19,5 | — | 190 | — | — | |||
Поковка | Отожженная | — | — | — | 300 | 150 | — | 14 | — | — | — | — |
«right»>Таблица 5
Механические свойства деформируемых сплавов при низких температурах [5]
Сплав | Полуфабрикат, толщина | t испытания, °С | ув | у0,2 | д | ш | |
МПа | % | ||||||
АД1 | Пруток без термической обработки, 20 мм | 20 | 60 | 40 | 35 | — | |
-70 | 105 | 45 | 45 | — | |||
-196 | 160 | 50 | 50 | — | |||
АМг6 | Лист отожженный, 2,5 мм | 20 | 365 | 160 | 22 | — | |
-196 | 470 | 185 | 24 | — | |||
Плита, 30 мм: нагартованная, 18% в продольном направлении | |||||||
20 | 395 | 345 | 10 | 22 | |||
-196 | 505 | 380 | 12 | 32,5 | |||
20 | 405 | 330 | 9,5 | 14,5 | |||
Полунагартованная с повышенным качеством выкатки | -196 | 515 | 350 | 16,5 | 16 | ||
20 | 315 | 280 | 3,5 | 5 | |||
-196 | 360 | 325 | 1,5 | 2 | |||
Профиль отожженный и без термической обработки, все размеры | 20 | 350 | 180 | 18 | — | ||
-70 | 360 | — | 22 | — | |||
-196 | 510 | — | 31 | — |
«right»>Таблица 6
Длительная прочность и ползучесть деформируемых сплавов[5]
Сплав | Полуфабрикаты, толщина или диаметр | T испытания, °С | у10 | у100 | у1000 | у10000 | у0,2/10 | у0. | у0.2/1000 | |
МПа | ||||||||||
АМг6 | Плита отожженный, 30 мм | 20 | — | — | 300 | 280 | — | 155 | 150 | |
50 | — | 290 | 250 | 230 | — | 150 | 145 | |||
100 | — | 220 | 180 | 120 | — | 130 | 110 | |||
150 | — | 140 | 100 | — | — | 60 | 20 | |||
200 | — | 70 | 45 | — | — | — | — | |||
250 | — | 35 | 25 | — | — | — | — |
 2/100
2/100Делись добром 😉
Анализ влияния химического состава и технологии получения на жаропрочность металлов и сплавов
АЛЮМИНИЕВЫЕ СПЛАВЫ
Алюминий в отличие от магния имеет г. ц. к. решетку и более высокий модуль нормальной упругости Е=73800 Мн/мІ (7380 кГ/ммІ), поэтому алюминиевые сплавы при нормальной температуре более прочны и пластичны, чем магниевые…
ц. к. решетку и более высокий модуль нормальной упругости Е=73800 Мн/мІ (7380 кГ/ммІ), поэтому алюминиевые сплавы при нормальной температуре более прочны и пластичны, чем магниевые…
Дубление овчинного и пушно-мехового сырья
3.1 Алюминиевые дубители
Наиболее широкое применение в качестве дубящих соединений алюминия находят алюмоаммонийные и алюмокалиевые квасцы, общая формула , которые обеспечивают мягкую пластичную кожевую ткань, имеющую белый цвет…
Железоуглеродистые сплавы. Медь и ее сплавы
3.3 Сплавы
…
Исследование свойств антифрикционного покрытия из индия на поверхности баббита
1.4 Антифрикционные сплавы
Антифрикционные сплавы применяют для заливки вкладышей подшипников скольжения. Основные требования, предъявляемые к антифрикционным сплавам, определяется условиями работы вкладыша подшипника. Эти сплавы должны иметь достаточную твёрдость…
Классификация и маркировка металлов
а) Медь и её сплавы
Технически чистая медь обладает высокими пластичностью и коррозийной стойкостью, малым удельным электросопротивлением и высокой теплопроводностью. ..
..
Классификация и маркировка металлов
б) Алюминий и его сплавы
Алюминий — легкий металл, обладающий высокими тепло- и электропроводностью, стойкий к коррозии. В зависимости от степени частоты первичный алюминий согласно ГОСТ 11069-74 бывает особой (А999), высокой (А995, А95) и технической чистоты (А85, А7Е, АО и др.)…
Классификация и маркировка металлов
г) Магний и его сплавы
Среди промышленных металлов магний обладает наименьшей плотностью(1700 кг/м3). Магний и его сплавы неустойчивы против коррозии, при повышении температуры магний интенсивно окисляется и даже самовоспламеняется…
Разработка технологического процесса прокатки листа
2. Описание сплава АМг6
Сплав АМг6 — алюминиевый деформируемый сплав относится к сплавам средней прочности и высокой пластичности, свариваемые и коррозионностойкие системы Al-Mg.
Сплав АМг6 применяется: для изготовления слитков и слябов, полуфабрикатов (листов, лент…
Сквозной цикл производства блока цилиндров двигателя
1.
 4.2 Алюминиевые сплавы
4.2 Алюминиевые сплавы
Блок-картеры из алюминиевых сплавов пока еще относительно новы только для дизельных двигателей. Плотность алюминиевых сплавов составляет примерно треть по сравнению с серым чугуном. Однако, это не значит…
Сплавы на основе алюминия
1.2 Деформируемые алюминиевые сплавы
К сплавам, неупрочннемым термической обработкой, относятся сплавы АМц и АМг (табл. 1.2). Сплавы отличаются высокой пластичностью, хорошей свариваемостью и высокой коррозионной стойкостью.
Сплавы АМц относятся к системе А1-Мп (рис. 1.3, а)…
Сплавы на основе алюминия
1.3 Литейные алюминиевые сплавы
Химический состав и механические свойства некоторых промышленных литейных сплавов приведены в табл. 12.4. Они маркируются буквами АЛ, что значит алюминиевые литейные…
Сплавы на основе алюминия
1.4 Специальные алюминиевые сплавы
К этой группе отнесены сплавы, изделия из которых не могут быть получены традиционными технологическими приемами (литье слитка с последующей его обработкой давлением или фасонное литье). Для обеспечения необходимого состава…
Для обеспечения необходимого состава…
Технология литья под давлением
1.2.1 Сплавы
Сплавы на основе олова. Отливки, получаемые способом литья под давлением из сплавов на основе олова, легко поддаются пайке мягким припоем, что и служит основанием для их применения при изготовлении деталей радиоаппаратуры…
Цветные металлы и их сплавы
2.1 Деформируемые алюминиевые сплавы
В зависимости от возможности термического упрочнения деформируемые алюминиевые сплавы подразделяются на не упрочняемые и упрочняемые термической обработкой.
К сплавам, неупрочняемым т/о относятся сплавы Al c Mn (АМц1), и сплавы Al c Mg (AМг 2, АМг3)…
Цветные металлы и их сплавы
2.2 Литейные алюминиевые сплавы
Наиболее широко распространены сплавы системы Al-Si- силумины.
Силумин имеет сочетание высоких литейных и механических свойств, малый удельный вес. Типичный силумин сплав АЛ2 (АК12) содержит 10-13% Si, Подвергается закалке и старению (АК7 (АЛ9), АК9 (АЛ4). ..
..
Лом алюминиевый: сортировка сплавов
Неуклонный рост цен на первичный алюминий, а также ужесточение экологических требований к производству алюминия делают все более актуальным повышение эффективности переработки алюминиевого лома в новой высоко- сорт алюминия. Проблема заключается не только в максимальном извлечении алюминия, но и в эффективном повторном использовании легирующих элементов, которые уже присутствуют в алюминиевом ломе.
Алюминий: первичный и вторичный
Алюминий занимает второе место после стали по объему мирового производства и потребления. Привлекательность алюминия как материала для изготовления различных изделий и конструкций придает ему уникальные свойства, такие как:
- малый вес,
- достаточно высокие прочностные характеристики,
- хорошая коррозионная стойкость,
- технологичность всеми методами холодной и горячей штамповки,
- высокая электро- и теплопроводность;
- высокие отражающие свойства.

Природным сырьем для добычи первичных минералов алюминия являются минералы бокситы. Для производства первичного алюминия требуется большое количество электроэнергии.
Вторичным алюминием называется алюминий, который производится из алюминиевого лома и отходов. При этом потребляется всего 5 % энергии и, соответственно, выделяется всего 5 % парниковых газов по сравнению с производством первичного алюминия. За рубежом вторичный алюминий часто называют более «толерантным»: «рециклированный алюминий».
Марки и сплавы алюминия
Алюминий применяют в основном в виде марок алюминия и алюминиевых сплавов:
- Марки алюминия представляют собой нелегированный алюминий с содержанием алюминия не менее 99,00 % и с установленными пределами примеси и загрязнения.
- имеют также пределы содержания примесей и загрязнений, а также заданные интервалы содержания одного или нескольких легирующих элементов. Эти легирующие элементы придают алюминиевым сплавам особые свойства по сравнению с нелегированным алюминием, а также с другими алюминиевыми сплавами.

Алюминиевые сплавы
Сплавы алюминиевые делятся на две большие группы — деформируемые сплавы и литейные сплавы:
- из деформируемых сплавов конечные алюминиевые изделия получают методами обработки металла давлением: прокаткой, прессованием, ковкой, штамповкой и др.. стр.
- из литейных сплавов изделия изготовляют различными способами литья (в песчаные формы, под давлением, кокиль и т. п.).
Легирующие элементы из алюминиевых сплавов
Большинство деформируемых сплавов, не менее, по 90 % процентов, а большая их часть — до 95 %, состоит из алюминия. Остальные проценты занимают легирующие элементы, примеси и загрязнения. Исключение составляют некоторые сплавы серии 4ххх.
Литейные сплавы отличаются большим содержанием легирующих элементов, а также примесей и загрязнений. Так, в некоторых алюминиевых сплавах содержание легирующих элементов превышает 20 % [1].
По основным легирующим элементам все сплавы — и деформируемые, и литейные — делятся на серии. например, деформируемые сплавы подразделяются на восемь таких серий с соответствующими основными легирующими элементами:
например, деформируемые сплавы подразделяются на восемь таких серий с соответствующими основными легирующими элементами:
- 1ххх — марка нелегированного алюминия
- 2xxx — Медь и магний
- 3ххх — марганец
- 4ххх — кремний
- 5ххх — магний,
- 6ххх — магний и кремний
- 7xxx — Цинк и медь
- 8xxx — железо, а также другие элементы.
Основные легирующие элементы и примеси наиболее популярных в алюминиевой промышленности деформируемых алюминиевых сплавов приведены в таблице 1. Синий цвет указывает на характеристики этих сплавов по совместимости с другими сплавами, или их отличия от других сплавов.
Таблица 1 – Популярные кованые алюминиевые сплавы
Роль вторичного алюминия
Массовое производство алюминиевых изделий, в том числе, для потребления в быту, началось в 1940-х гг. С тех пор в мире накопилось огромное количество отработавших свой срок алюминиевых изделий – алюминиевого лома. Большая часть вторичного алюминия, около 70 %, традиционно идет на производство алюминиево-кремниевых литейных сплавов, которые используются в основном для изготовления деталей автомобилей. Вторая по значимости доля вторичного алюминия используется для производства деформируемых алюминиевых сплавов для изготовления штамповок из листового металла и, в том числе, экструзии. В настоящее время доля вторичного алюминия составляет около трети всего мирового производства алюминия и алюминиевых изделий [1, 2].
Большая часть вторичного алюминия, около 70 %, традиционно идет на производство алюминиево-кремниевых литейных сплавов, которые используются в основном для изготовления деталей автомобилей. Вторая по значимости доля вторичного алюминия используется для производства деформируемых алюминиевых сплавов для изготовления штамповок из листового металла и, в том числе, экструзии. В настоящее время доля вторичного алюминия составляет около трети всего мирового производства алюминия и алюминиевых изделий [1, 2].
Подробнее:
Справочник по переработке алюминия/гл. Schmitz – 2014
Переработка алюминия /М. Schlesinger – 2017
Категории и алюминиевый лом Группа
Долгое время в СССР, а затем в России и других странах СНГ действовал ГОСТ 1639, который в своей последней редакции 2009 года выделял 32 категории алюминиевого лома: из алюминия 1 к алюминию 32.
В настоящее время в России введен ГОСТ Р 54564-2011, который содержит аж 38 категорий алюминиевого лома: от А1 до А38. Европейский стандарт EN 13920 определяет 15 категорий алюминиевого лома: от чистого нелегированного алюминия до алюминиевого шлака. Американская система классификации делит алюминиевый лом на 44 категории (см. подробнее здесь).
Европейский стандарт EN 13920 определяет 15 категорий алюминиевого лома: от чистого нелегированного алюминия до алюминиевого шлака. Американская система классификации делит алюминиевый лом на 44 категории (см. подробнее здесь).
На практике в пунктах приема алюминиевого лома обычно используется всего около десятка различных групп алюминия [3], таких как:
- электротехнический
- еда
- профилей
- кабели (без изоляции)
- смешанный
- радиаторы
- стружка
- лодки
- банок.
Сортировка «с первого взгляда»?
Обычно алюминиевый лом поступает из приемных пунктов на завод по сортировке металлолома в составе прочих цветных металлов и их сплавов. Вот типичная картина ручной сортировки нескольких воздуховодов отдельных компонентов лома по их внешнему виду, происхождению и типичному применению.
Наиболее популярными и дорогими категориями алюминиевого лома являются «электротехнический алюминий» («электротехнический») и «пищевой алюминий». Эти категории алюминиевого лома считаются наиболее чистыми и обычно используются в плавильной шихте для разбавления избыточного содержания легирующего элемента, например, магния или кремния, и железа, при подготовке расплава для отливки алюминиевых слитков-столбов. из вторичных сплавов 6060 или 6063. Эти слитки предназначены для прессования алюминиевых профилей.
Эти категории алюминиевого лома считаются наиболее чистыми и обычно используются в плавильной шихте для разбавления избыточного содержания легирующего элемента, например, магния или кремния, и железа, при подготовке расплава для отливки алюминиевых слитков-столбов. из вторичных сплавов 6060 или 6063. Эти слитки предназначены для прессования алюминиевых профилей.
Однако, как будет показано ниже, категории алюминиевого лома могут быть очень неоднородными и иметь неопределенный химический состав. Поэтому использовать этот лом без предварительного инструментального контроля его химического состава очень рискованно: можно испортить весь алюминиевый расплав, который находится в печи.
Электротех
К алюминию электротехническому относятся такие алюминиевые материалы и изделия, как провода, кабели с неизолированной жилой, электрические шины [2]. Вообще считается, что электротехнический алюминий — это другая марка нелегированного алюминия.
- Реально по ГОСТ 22483 Проволока и пряди алюминиевые, изготовленные преимущественно из первичного алюминия марок А7Е и А5Е по ГОСТ 11069.
- Однако по ГОСТ 15176 прессованные электрические шины могут изготавливаться из алюминия различных марок (А5, А5Е, А6, А7, АД00, АД0), а также алюминиевого сплава АД31 в состояниях Т, Т1 и Т5.
- За рубежом, например, в США, электрические шины изготавливаются также как из алюминия марки 1350 (АД0Е), так и из алюминиевого сплава 6101, а также из сплавов 6063 и 6061 [1].
- Также стоит отметить, что за рубежом провода и кабели изготавливают не только из алюминия марки 1350, а также из сплавов 8030 и 8176. Эти сплавы могут иметь содержание железа до 1,0 % и меди — до 0, 30 %. Такие провода и кабели также стали производиться в России (подробнее см. здесь).
«Пищевой» алюминий лом
«Пищевой алюминий» обычно относится к штампованной алюминиевой посуде: кастрюлям, чайникам, мискам, ложкам, кружкам, сковородкам и т. п. Популярным видом «пищевого алюминия» являются также 40- литровая банка молока. Иногда в пищевой алюминий включают и литую кухонную утварь (рис. 1).
1).
Рисунок 1 — Лом пищевого алюминия [3]
Штампованная посуда
ГОСТ 17451 К алюминиевой прессованной посуде все ингредиенты блюд, находящихся в непосредственном контакте с пищевыми продуктами, изготовлены из алюминия марок АД1, ИЗ, А7, а6, А5 и А0.
Однако по тому же ГОСТ 17451:
- при наличии внутреннего покрытия допускается изготавливать посуду из листов и полос алюминиевого сплава АМц (3003), в состав которого входит от 1,0 до 1,5 % марганца .
Ручки, ручки и уши допускается изготавливать:
- из любых алюминиевых сплавов по ГОСТ 4787
- , цветные металлы, стали с защитно-декоративными покрытиями.
Нержавеющая сталь
Банка молочная алюминиевая
ГОСТ 5037 Для изготовления фляг молочных прессованных алюминиевых, часто называемых «бидонами», применяют (рисунок 1):
- Корпус и крышка:
– глинозем марки А7, А6, А5, А0 , AD0, FROM, AD1, AD0 в различных состояниях; - обруч опорный:
– Стальной лист толщиной 2 мм или
– Марка или алюминий АД1
– Алюминиевые сплавы АМц, АМг1 и АД31; - Ручки, обручи верхние и арматура:
– сталь листовая или
– Любая марка алюминия и алюминиевых сплавов по ГОСТ 4784.
Рисунок 2 — Алюминиевая молочная фляга 40 литров [ГОСТ 5037-97]
Поэтому алюминиевая молочная фляга перед отправкой в «пищевой» алюминиевый лом требует кропотливой подготовки для удаления всех «неалюминиевых» частей. Стоит отметить, что на том же Стандарте 5037 изготовлены стальные и молочные банки, которые имеют схожий внешний вид.
Литая посуда
Литая алюминиевая посуда (кастрюли, кастрюли, посуда, лопатка — рис. 3) состоит из следующих литых алюминиевых сплавов:
- Корпуса и крышки: из литейных сплавов АК5М2, АК7, АК12
- охватывает также: из алюминия марок АД1, ОТ, А7, А6, А5, А0.
Рисунок 3 — Котел алюминиевый литой [ГОСТ Р 51162-98]
Литейные сплавы имеют повышенное содержание кремния. Сплав АК5М2 содержит до 3,5 % меди.
Лом нелегированного алюминия
В эту категорию обычно входят алюминиевые листы, ленты, трубы и, иногда, профили. По внешнему виду и прочности их легко спутать с аналогичными листами, лентами, трубами и радиаторами из алюминиево-марганцевых сплавов серии 3ххх, которые содержат до 1,5 % марганца. Уровень прочности этих сплавов где-то на 20 % выше, чем у марок нелегированного алюминия.
Уровень прочности этих сплавов где-то на 20 % выше, чем у марок нелегированного алюминия.
Обратите внимание, что ошибочное применение сплавов серии 3ххх вместо алюминия нелегированных марок, например, для получения сплавов 6060 и 6063, приводит к избыточному содержанию в расплаве марганца, который является нежелательной примесью в них предел до 0,10 %.
Лом алюминиевых профилей
Среди алюминиевых профилей могут встречаться несколько сплавов разных партий, которые могут быть не совместимы, например, с наиболее популярными сплавами для профилей – сплавами 6060 и 6063:
- 2014 и 2024 — содержание меди до 5,0 %, марганца — до 1,2 %. Не подходит для приготовления сплавов 6060 и 6063: слишком много меди и марганца. Используется в авиации. Очень трудно прессуются, поэтому имеют простую форму поперечного сечения с толстыми стенками.
- 5ххх: содержание магния до 4,0 % и марганца до 1,0 %. Повышенное содержание марганца ограничивает использование для получения, например, сплавов 6060 и 6063.
 Чем выше содержание магния, тем тверже прессование. Имеют простую форму поперечного сечения.
Чем выше содержание магния, тем тверже прессование. Имеют простую форму поперечного сечения. - 6060 и 6063 (АД31) — содержание марганца, меди, хрома и цинка не более 0,1 %. Они могут иметь сложную форму поперечного сечения, в том числе с несколькими полостями и тонкими стенками. Массово используется для изготовления рам окон и дверей, а также фасадных конструкций.
- 6061 (АД33) — содержание железа до 0,7 % и меди — до 0,40 %. Содержание кремния и магния в 1,5-2 раза выше, чем у сплавов 6060 и 6063. Трудность прессования – средняя, Профили простого сечения.
- 6082 (АД35) — содержание марганца до 1,0 % Ограничивает применение сплавов 6060 и 6063. Профили простого сечения.
- 7005 (1915 г.) – профили из этого сплава применялись ранее для изготовления ограждающих конструкций, например, витражей. До недавнего времени сплав 1915 включен в Стандарт 22233 в качестве материала для ограждающих конструкций. Содержит до 5,0 % цинка.
Сплавы серии
Идентификационная сортировка лома алюминиевых сплавов
В настоящее время для сортировки металлов и их сплавов в «полевых» условиях, то есть непосредственно на складах алюминиевого лома, применяют два метода анализа химического состава алюминиевых сплавов:
- Рентгенофлуоресцентная спектрометрия (XRF)
- лазерно-искровая эмиссионная спектрометрия (LIBS).

Портативные рентгенофлуоресцентные спектрометры используются для идентификации и анализа металлов уже почти 40 лет. С годами эти ручные спектрометры прошли путь от тяжелого прибора, который нужно было носить на спине, прецизионного прибора до размеров небольшой дрели. Портативные лазерные спектрометры появились сравнительно недавно — в последние 10 лет. Оптико-эмиссионные спектрометры (ОЭС) несколько крупнее рентгеновских и лазерных спектрометров. Поэтому их удобнее использовать в лаборатории, а не на полевом складе металлолома или литейном Скотном дворе.
Что дает сортировка алюминиевого лома с идентификацией сплавов:
- предотвращение попадания в расплав нежелательных примесей и легирующих элементов;
- введение в расплав необходимых легирующих элементов в заданных количествах;
- разделение сплавов с высокими и низкими ценностями;
- приготовление сплавов заданных узких диапазонов химического состава;
- идентификация в серии алюминиевых сплавов с увеличением стоимости брака одного сплава.

Источники:
1. Алюминий и алюминиевые сплавы (специальное руководство по ASM) – 1993
2. Достижения в технологии портативных XRF улучшают сортировку и разделение металлолома /J. Маргалит – 20 -й Интерн. Конференция по переработке алюминия, 2012, Зальцбург, Австрия.
3. http://xlom.ru/vidy-metalloloma/lom-alyuminiya-vidy-opisanie-ceny/
Торсион высокого давления | Научный.Нет
Заголовок статьиСтраница
Микроструктура и механические свойства магниевого сплава УМЗ Mg-1%Ca
Аннотация: Методами сканирующей и просвечивающей электронной микроскопии исследовано влияние измельчения зерна кручением под высоким давлением (КВД) на микроструктуру сплава Mg-1%Ca. Для определения механических свойств образцов УМЗ использовались измерения микротвердости и испытания на растяжение небольших образцов. Установлено, что однородная структура со средним размером зерна 210 нм, обработанная КВД, приводит к высокой микротвердости, равной 100 HV. Исследования термостойкости показали, что дополнительная термообработка образцов УМЗ при 250 оС обеспечивает хорошее сочетание высокой прочности 245 МПа и пластичности 4%.
Исследования термостойкости показали, что дополнительная термообработка образцов УМЗ при 250 оС обеспечивает хорошее сочетание высокой прочности 245 МПа и пластичности 4%.
768
Металлические композиты, полученные деформационной обработкой
Аннотация: Основным моментом успешного изготовления металлических композитов путем прямого склеивания разнородных материалов является достижение однородного межфазного склеивания. Были исследованы два различных типа методов деформации для изготовления металлических композитов. Первый был разработан на основе кручения под высоким давлением, связанного с высокоэнергетическим воздействием на материал, где часть затраченной энергии может быть рассеяна за счет реализации неравновесного фазового перехода. Эта деформация за счет высоких сдвиговых деформаций позволяет не только формировать наноструктуру, но и скреплять разнородные металлы. Более того, этот метод позволяет за относительно короткое время и в количестве соединений получать в одну стадию при комнатной температуре монолитные композиты достаточного размера для аттестации структуры и свойств. Второй метод представляет собой диффузионное соединение, при котором один материал соединяется с другим под давлением при высокой температуре. Для выяснения механизма соединения пластической деформацией разнородных материалов в обработанных образцах были исследованы микроструктурные и некоторые механические свойства.
Второй метод представляет собой диффузионное соединение, при котором один материал соединяется с другим под давлением при высокой температуре. Для выяснения механизма соединения пластической деформацией разнородных материалов в обработанных образцах были исследованы микроструктурные и некоторые механические свойства.
1759 г.
Влияние легирования Hf технически чистой меди на эволюцию ее микроструктуры при кручении под высоким давлением
Аннотация: Проведено сравнение эволюции структуры технически чистой меди и сплава Cu-0,8%Hf при кручении под высоким давлением (КВД). Показано, что легирование Hf заметно влияет на склонность к релаксационным процессам, присущим меди. Введение дополнительных примесей позволяет добиться более тонкой фрагментации структуры и повышения микротвердости с ростом деформации по сравнению с технически чистой медью, в которой эти параметры ослаблены интенсивно развивающимися релаксационными процессами. Однако эти процессы могут служить лимитирующим фактором для фрагментации и повышения микротвердости и в сплаве Cu-0,8Hf при КВД 5 оборотами наковальни.
Однако эти процессы могут служить лимитирующим фактором для фрагментации и повышения микротвердости и в сплаве Cu-0,8Hf при КВД 5 оборотами наковальни.
424
Влияние размера зерна на механические свойства разбавленного сплава Mg-0,3ат.%Y
Аннотация: В данном исследовании сплав Mg-0,3ат.%Y подвергался интенсивной пластической деформации кручением под высоким давлением (КВД) и последующим отжигом. После КВД 5 оборотами были получены нанокристаллические структуры со средним размером зерна 0,23 мкм, имеющие деформированные характеристики. В результате последующего отжига при различных температурах были получены полностью рекристаллизованные микроструктуры со средним размером зерна от 0,66 мкм до 32,7 мкм. Испытания на растяжение при комнатной температуре показали, что сверхмелкозернистый (УМЗ; размер зерен менее 1 мкм) образец демонстрирует очень высокий предел текучести более 250 МПа, но ограниченную пластичность. Напротив, хороший баланс прочности и пластичности был реализован в мелкозернистых образцах с размером зерна около 2-5 мкм. В частности, предел текучести и полное удлинение при растяжении образца со средним размером зерна 2,13 мкм составили 184 МПа и 37,1% соответственно, что значительно выше, чем у чистого Mg с аналогичным размером зерна. Обсуждалось значительное влияние размера зерна и добавления Y на механические свойства.
В частности, предел текучести и полное удлинение при растяжении образца со средним размером зерна 2,13 мкм составили 184 МПа и 37,1% соответственно, что значительно выше, чем у чистого Mg с аналогичным размером зерна. Обсуждалось значительное влияние размера зерна и добавления Y на механические свойства.
790
Влияние кручения под высоким давлением на термоупругий и термоэлектрический отклик чистых меди и алюминия под действием импульсного лазерного излучения
Аннотация: В работе представлены экспериментальные исследования влияния обработки интенсивной пластической деформацией (ИПД) на термоупругие и термоэлектрические свойства чистых алюминия и меди под действием импульсного лазерного излучения. Исследования проводились на техническом алюминии АД1 (99,3%) и чистой меди М1 (99,9%). Для обработки методом ИПД использовали кручение под высоким давлением (КВД). После обработки КВД образцы материалов в виде плоского диска подвергались воздействию импульсного лазерного излучения, сфокусированного в центр диска. Использовались импульсные лазеры с длиной волны 1,06 мкм, работающие в режиме свободных лазерных колебаний с длительностью импульса 100 мкс или в режиме одиночного импульса длительностью около 10 нс. Термоупругие и термоэлектрические характеристики материалов определялись путем измерения акустических волн и термоэдс. В качестве эталонного образца рассматривались диски с исходным крупнозернистым состоянием материала, а в качестве контролируемого объекта – диски из материалов после обработки ИПД. Результаты показали очень высокую чувствительность параметров термоупругого и термоэлектрического отклика к структурным изменениям в материалах. Например, использованный режим КВД привел к снижению максимального значения термоэдс для алюминия на 40 % и для меди на 35 %.
Использовались импульсные лазеры с длиной волны 1,06 мкм, работающие в режиме свободных лазерных колебаний с длительностью импульса 100 мкс или в режиме одиночного импульса длительностью около 10 нс. Термоупругие и термоэлектрические характеристики материалов определялись путем измерения акустических волн и термоэдс. В качестве эталонного образца рассматривались диски с исходным крупнозернистым состоянием материала, а в качестве контролируемого объекта – диски из материалов после обработки ИПД. Результаты показали очень высокую чувствительность параметров термоупругого и термоэлектрического отклика к структурным изменениям в материалах. Например, использованный режим КВД привел к снижению максимального значения термоэдс для алюминия на 40 % и для меди на 35 %.
296
Влияние неоднородности на механические свойства технически чистого титана, обработанного методом КВД
Аннотация: Уже пятнадцать лет многие исследователи пытаются открыть металлические материалы с необычным сочетанием прочности и пластичности: с высокой прочностью и повышенной пластичностью. Такое сочетание может быть достигнуто различными способами: легированием, наноструктурированием и т. д. В данном докладе предпринята попытка проанализировать влияние неоднородностей разного типа (структурная, фазовая и пространственная) на механические свойства технически чистого титана (объемного и порошкового), подвергнутого кручение под высоким давлением. Экспериментальные результаты КВД в массивном и порошкообразном титане показали, что механическое поведение КП-титана сильно зависит от фазовой неоднородности (альфа + омега-фазы), структурной неоднородности (бимодальное распределение зерен по размерам) и пространственной неоднородности (сохраненная пористость) в случае холодного консолидированного порошка титана. . Обнаружена высокая прочность объемного титана КВД за счет образования твердой омега-фазы при обработке КВД при комнатной температуре. Сильная омега-фаза трансформируется обратно в нанозернистые домены альфа-фазы во время короткого отжига при повышенной температуре. КВД консолидация порошка титана приводит к формированию хрупких образцов, обладающих высокой прочностью, но практически нулевой пластичностью.
Такое сочетание может быть достигнуто различными способами: легированием, наноструктурированием и т. д. В данном докладе предпринята попытка проанализировать влияние неоднородностей разного типа (структурная, фазовая и пространственная) на механические свойства технически чистого титана (объемного и порошкового), подвергнутого кручение под высоким давлением. Экспериментальные результаты КВД в массивном и порошкообразном титане показали, что механическое поведение КП-титана сильно зависит от фазовой неоднородности (альфа + омега-фазы), структурной неоднородности (бимодальное распределение зерен по размерам) и пространственной неоднородности (сохраненная пористость) в случае холодного консолидированного порошка титана. . Обнаружена высокая прочность объемного титана КВД за счет образования твердой омега-фазы при обработке КВД при комнатной температуре. Сильная омега-фаза трансформируется обратно в нанозернистые домены альфа-фазы во время короткого отжига при повышенной температуре. КВД консолидация порошка титана приводит к формированию хрупких образцов, обладающих высокой прочностью, но практически нулевой пластичностью.
284
Фазовый состав и свойства магниево-керамических композитов после кручения под высоким давлением
Аннотация: Исследованы структура и свойства композита, состоящего из сплава Mg–Y–Nd–Zr (WE43) и различных оксидов. Частицы порошка WE43 были покрыты слоем нанокристаллического оксида посредством процесса мокрого химического осаждения. После этого порошок спрессовывается в твердые образцы и деформируется кручением под высоким давлением при комнатной температуре. Вторая фаза присутствует как в чистом сплаве ВЭ43, так и в сплаве с нанесенными оксидами. Мы наблюдали, что модификация сплава путем осаждения оксидного слоя и деформации кручением под высоким давлением изменяет фазовый состав и свойства образцов.
218
In Situ Наблюдение фазовых превращений в сплаве Ti15Mo, деформированном кручением под высоким давлением
Аннотация: Метастабильные сплавы β-Ti, в том числе сплав Ti15Mo, являются перспективными кандидатами для использования в медицинских целях. В процессе термической обработки сплав Ti15Mo претерпевает различные фазовые превращения. После обработки раствора он содержит метастабильную β-фазу и ω-фазу. При отжиге ω-фаза частично растворяется, а также образуются стабильные частицы α-фазы. Обработанный раствором сплав Ti15Mo деформировали кручением под высоким давлением (HPT) при комнатной температуре. Значительное измельчение зерна с размером зерна ~100 нм было достигнуто даже после 1/4 оборота КВД. Влияние ультрамелкозернистой (УМЗ) структуры, полученной при КВД, на фазовые превращения изучали методами дифференциальной сканирующей калориметрии (ДСК) и просвечивающей электронной микроскопии (ПЭМ) при нагреве in situ. Высокая плотность дефектов решетки, густая сеть границ зерен, а также продолжающееся восстановление и рекристаллизация при нагреве существенно повлияли на фазовые переходы. Наблюдение за микроструктурой во время нагревания на месте в ПЭМ не выявило репрезентативных изменений в прозрачной части образца из-за «эффекта тонкой фольги».
В процессе термической обработки сплав Ti15Mo претерпевает различные фазовые превращения. После обработки раствора он содержит метастабильную β-фазу и ω-фазу. При отжиге ω-фаза частично растворяется, а также образуются стабильные частицы α-фазы. Обработанный раствором сплав Ti15Mo деформировали кручением под высоким давлением (HPT) при комнатной температуре. Значительное измельчение зерна с размером зерна ~100 нм было достигнуто даже после 1/4 оборота КВД. Влияние ультрамелкозернистой (УМЗ) структуры, полученной при КВД, на фазовые превращения изучали методами дифференциальной сканирующей калориметрии (ДСК) и просвечивающей электронной микроскопии (ПЭМ) при нагреве in situ. Высокая плотность дефектов решетки, густая сеть границ зерен, а также продолжающееся восстановление и рекристаллизация при нагреве существенно повлияли на фазовые переходы. Наблюдение за микроструктурой во время нагревания на месте в ПЭМ не выявило репрезентативных изменений в прозрачной части образца из-за «эффекта тонкой фольги».
206
ПОВЫШЕННАЯ ПРОЧНОСТЬ И ПЛАСТИЧНОСТЬ УЛЬТРАМЕЛКОЗЕРНИСТНОГО Ti СПЛАВА, ОБРАБАТЫВАЕМОГО МЕТОДОМ КВД
Аннотация: Исследовано влияние параметров ультрамелкозернистой (УМЗ) структуры титанового сплава Ti-6Al-4V, обработанного кручением под высоким давлением (КВД), на его механические свойства. Показано получение сплава с высокой прочностью (σ х ~ 1700 МПа) и повышенной пластичностью. Также были исследованы усталостные характеристики UFG-сплава.
331
Микроструктура и механические свойства ультрамелкозернистого сплава Mg-Zn-Ca
Аннотация: В данной работе исследуются структура и механические свойства системы Mg-1%Zn-xCa, подвергнутой обработке кручением под высоким давлением (КВД). Установлено, что химический состав оказывает заметное влияние на процессы измельчения зерна в сплаве. Как показано, КВД Mg-1%Zn-0,005%Ca приводило к образованию зерен со средним размером 250 нм, а КВД сплава с повышенным содержанием Са до 0,2% — к образованию наноструктура со средним размером зерна 90 нм. Показано, что высокая микротвердость характерна для всех образцов, обработанных КВД. Установлено, что образование мелких частиц Mg 2 Ca повышает жаростойкость сплава.
Показано, что высокая микротвердость характерна для всех образцов, обработанных КВД. Установлено, что образование мелких частиц Mg 2 Ca повышает жаростойкость сплава.
39
Alunet – Material Solutions
| Thermal conductivity | Coefficient of thermal expansion | Annealing | Melting point | Модуль упругости | Электропроводность | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Alloy | Temper | W/m*K | µm/(m*K) | Min | Max | Min | Max | KN/mm2 | %IACS | ||||||||||
| EN AW-1050A | O | 229 | 23,5 | 645 | 658 | 69 | 59,5 | ||||||||||||
| EN AW-1050A | Hx9 | 229 | 23,5 | 645 | 658 | 69 | 59,5 | ||||||||||||
| EN AW-1050A | Hx8 | 229 | 23,5 | 645 | 658 | 69 | 59,5 | ||||||||||||
| EN AW-1050A | Hx6 | 229 | 23,5 | 645 | 658 | 69 | 59,5 | ||||||||||||
| EN AW-1050A | Hx4 | 229 | 23,5 | 645 | 658 | 69 | 59,5 | ||||||||||||
| EN AW-1050A | Hx2 | 229 | 23,5 | 645 | 658 | 69 | 59,5 | ||||||||||||
| EN AW-6063 | O | 218 | 23,5 | 615 | 655 | 70 | 57,5 | ||||||||||||
| EN AW-6082 | O | 216 | 23,1 | 575 | 650 | 90 358 | |||||||||||||
| EN AW-6063 | T5 | 209 | 23,5 | 615 | 655 | 70 | 55,5 | ||||||||||||
| EN AW-6060 | T6 | 209 | 23,4 | 610 | 655 | 70 | 54 | ||||||||||||
| EN AW-6060 | T5 | 209 | 23,4 | 610 | 655 | ||||||||||||||
| EN AW-6063 | T8 | 201 | 23,5 | 615 | 655 | 70 | 52 | ||||||||||||
| EN AW-5005 | Hx9 | 201 | 23,5 | 630 | 655 | 70 | 52 | ||||||||||||
| EN AW-5005A | Hx4 | 201 | 23,5 | 630 | 655 | 70 | 52 | ||||||||||||
| EN AW-5005 | O | 201 | 23,5 | 630 | 655 | 70 | 52 | ||||||||||||
| EN AW-5005A | O | 201 | 23,5 | 630 | 655 | 70 | 52 | ||||||||||||
| EN AW-5005 | Hx8 | 201 | 23,5 | 630 | 655 | 70 | 52 | ||||||||||||
| EN AW-5005 | Hx6 | 201 | 23,5 | 630 | 655 | 70 | 52 | ||||||||||||
| EN AW-5005A | Hx9 | 201 | 23,5 | 630 | 97 060 8 | ||||||||||||||
| EN AW-6063 | T6 | 201 | 23,5 | 615 | 655 | 70 | 52 | ||||||||||||
| EN AW-5005 | Hx2 | 201 | 23,5 | 630 | 655 | 70 | 52 | ||||||||||||
| EN AW-5005A | Hx8 | 201 | 23,5 | 630 | 655 | 52 | |||||||||||||
| EN AW-5005A | Hx6 | 201 | 23,5 | 630 | 655 | 70 | 52 | ||||||||||||
| EN AW-5005 | Hx4 | 201 | 23,5 | 630 | 655 | 70 | 52 | ||||||||||||
| EN AW-5005A | Hx2 | 201 | 23,5 | 630 | 655 | 70 | 52 | ||||||||||||
| EN AW-6063 | T4 | 197 | 23,5 | 615 | 655 | 70 | 49,5 | ||||||||||||
| EN AW-6060 | T1 | 195 | 23,4 | 610 | 655 | 70 | 49,5 | ||||||||||||
| EN AW-2024 | O | 193 | 23,1 | 500 | 640 | 73 | 50,5 | ||||||||||||
| EN AW-6063 | T1 | 193 | 23,5 | 615 | 655 | 70 | 50,5 | ||||||||||||
| EN AW-6005A | T6 | 193 | 23,3 | 605 | 655 | 70 | 49,5 | ||||||||||||
| EN AW-2014 | O | 192 | 22,7 | 505 | 640 | 73 | 50,5 | ||||||||||||
| EN AW-3105 | O | 190 | 23,3 | 635 | 655 | 70 | 50,5 | ||||||||||||
| EN AW-3103 | O | 190 | 23,1 | 640 | 655 | 70 | 50,5 | ||||||||||||
| EN AW-3005 | O | 190 | 23,1 | 635 | 655 | 70 | 50,5 | ||||||||||||
| EN AW-3003 | O | 190 | 23,1 | 640 | 655 | 70 | 50,5 | ||||||||||||
| EN AW-6060 | T4 | 187 | 23,4 | 610 | 655 | 70 | 48 | ||||||||||||
| EN AW-6061 | O | 180 | 23,3 | 580 | 650 | 70 | 46,5 | ||||||||||||
| EN AW-7075 | O | 175 | 23,5 | 475 | 635 | 72 | 45,5 | ||||||||||||
| EN AW-6082 | T6 | 172 | 23,1 | 575 | 650 | 70 | 44 | ||||||||||||
| EN AW-2011 | T6 | 172 | 23 | 540 | 645 | 72 | 45,5 | ||||||||||||
| EN AW-2011 | T8 | 172 | 23 | 540 | 645 | 72 | 45,5 | ||||||||||||
| EN AW-6082 | T4 | 167 | 23,1 | 575 | 650 | 70 | 42 | ||||||||||||
| EN AW-6061 | T6 | 166 | 23,3 | 580 | 650 | 70 | 43 | ||||||||||||
| EN AW-3105 | Hx8 | 160 | 23,3 | 635 | 655 | 70 | 42 | ||||||||||||
| EN AW-3003 | Hx2 | 160 | 23,1 | 640 | 655 | 70 | 42 | ||||||||||||
| EN AW-3003 | Hx4 | 160 | 23,1 | 640 | 655 | 70 | 42 | ||||||||||||
| EN AW-3105 | Hx6 | 160 | 23,3 | 635 | 655 | 70 | 42 | ||||||||||||
| EN AW-3003 | Hx9 | 160 | 23,1 | 640 | 655 | 70 | 42 | ||||||||||||
| EN AW-3005 | Hx6 | 160 | 23,1 | 635 | 655 | 70 | 42 | ||||||||||||
| EN AW-3103 | Hx4 | 160 | 23,1 | 640 | 655 | 70 | 42 | ||||||||||||
| EN AW-3105 | Hx4 | 160 | 23,3 | 635 | 655 | 70 | 42 | ||||||||||||
| EN AW-3005 | Hx8 | 160 | 23,1 | 635 | 655 | 70 | 42 | ||||||||||||
| EN AW-3103 | Hx6 | 160 | 23,1 | 640 | 655 | 70 | 42 | ||||||||||||
| EN AW-3103 | Hx2 | 160 | 23,1 | 640 | 655 | 70 | 42 | ||||||||||||
| EN AW-3005 | Hx2 | 160 | 23,1 | 635 | 655 | 70 | 42 | ||||||||||||
| EN AW-3005 | Hx9 | 160 | 23,1 | 635 | 655 | 70 | 42 | ||||||||||||
| EN AW-3103 | Hx8 | 160 | 23,1 | 640 | 655 | 70 | 42 | ||||||||||||
| EN AW-3003 | Hx8 | 160 | 23,1 | 640 | 655 | 70 | 42 | ||||||||||||
| EN AW-3005 | Hx4 | 160 | 23,1 | 635 | 655 | 70 | 42 | ||||||||||||
| EN AW-3105 | Hx2 | 160 | 23,3 | 635 | 655 | 70 | 42 | ||||||||||||
| EN AW-3103 | Hx9 | 160 | 23,1 | 640 | 655 | 70 | 42 | ||||||||||||
| EN AW-3003 | Hx6 | 160 | 23,1 | 640 | 655 | 70 | 42 | ||||||||||||
| EN AW-3105 | Hx9 | 160 | 23,3 | 635 | 655 | 70 | 42 | ||||||||||||
| EN AW-6061 | Т4 | 155 | 23,3 | 580 | 650 | 70 | 40 | ||||||||||||
| EN AW-7075 | T7 | 155 | 23,5 | 475 | 635 | 72 | 39,5 | ||||||||||||
| EN AW-2014 | T6 | 155 | 22,7 | 505 | 640 | 73 | 40 | ||||||||||||
| EN AW-7021 Plancast Plus | T3 | 155 | 23 | 70 | 24 | ||||||||||||||
| Хокотол | 154 | 23,5 | 39,7 | ||||||||||||||||
| EN AW-7010 | T7 | 153 | 23,7 | 475 | 630 | 72 | 630 | 72 | . | ||||||||||
| EN AW-2011 | T3 | 152 | 23 | 540 | 645 | 72 | 39 | ||||||||||||
| EN AW-2011 | T4 | 152 | 23 | 540 | 645 | 72 | 39 | ||||||||||||
| EN AW-2024 | T8 | 151 | 23,1 | 500 | 640 | 73 | 38,5 | ||||||||||||
| EN AW-7020 | T6 | 140 | 23,3 | 605 | 645 | 70 | 35 | ||||||||||||
| EN AW-7020 | T5 | 139 | 23,3 | 605 | 645 | 70 | 35 | ||||||||||||
| EN AW-5052 | Hx8 | 138 | 23,7 | 605 | 650 | 70 | 35 | ||||||||||||
| EN AW-5052 | Hx2 | 138 | 23,7 | 605 | 650 | 70 | 35 | ||||||||||||
| EN AW-5052 | Hx6 | 138 | 23,7 | 605 | 650 | 70 | 35 | ||||||||||||
| EN AW-5052 | O | 138 | 23,7 | 605 | 650 | 70 | 35 | ||||||||||||
| EN AW-5052 | Hx4 | 138 | 23,7 | 605 | 650 | 70 | 35 | ||||||||||||
| EN AW-2014 | T4 | 134 | 22,7 | 505 | 640 | 73 | 34 | ||||||||||||
| EN AW-2017A | T4 | 134 | 22,9 | 410 | 645 | 72 | 34 | ||||||||||||
| EN AW-7075 | T6 | 134 | 23,5 | 475 | 635 | 72 | 33 | ||||||||||||
| EN AW-5754 | HX4 | ||||||||||||||||||
| EN AW-5754 | HX6 | ||||||||||||||||||
| EN AW-5754 | Hx2 | 132 | 23,7 | 595 | 645 | 70 | 32,5 | ||||||||||||
| EN AW-5754 | HX8 | ||||||||||||||||||
| EN AW-5754 | O | ||||||||||||||||||
| EN AW-2007 | T4 | 130 | 23 | 510 | 640 | 72 | 34 | ||||||||||||
| EN AW-2007 | T3 | 130 | 23 | 510 | 640 | 72 | 34 | ||||||||||||
| Сварной | 130 | 22,5 | 30 | ||||||||||||||||
| EN AW-5086 | Hx8 | 126 | 23,8 | 585 | 640 | 71 | 31 | ||||||||||||
| EN AW-5086 | O | 126 | 23,8 | 585 | 640 | 71 | 640 | 71 | 640 | 71 | 640 | 71 | 640 | 71 | 640 | 71 | . | ||
| EN AW-5086 | Hx6 | 126 | 23,8 | 585 | 640 | 71 | 31 | ||||||||||||
| EN AW-5086 | Hx4 | 126 | 23,8 | 585 | 640 | 71 | 31 | ||||||||||||
| EN AW-5086 | Hx2 | 126 | 23,8 | 585 | 640 | 71 | 31 | ||||||||||||
| EN AW-2024 | T4 | 121 | 23,1 | 500 | 640 | 73 | 30 | ||||||||||||
| EN AW-2024 | T3 | 121 | 23,1 | 500 | 640 | 73 | 30 | ||||||||||||
| EN AW-5083 | Hx6 | 117 | 23,8 | 580 | 640 | 71 | 28,5 | ||||||||||||
| EN AW-5083 | Hx8 | 117 | 23,8 | 580 | 640 | 71 | 28,5 | ||||||||||||
| EN AW-5083 | Hx2 | 117 | 23,8 | 580 | 640 | 71 | 28,5 | ||||||||||||
| EN AW-5083 | O | 117 | 23,8 | 580 | 640 | 71 | 28,5 | ||||||||||||
| EN AW-5083 | Hx4 | 117 | 23,8 | 580 | 640 | 71 | 28,5 | ||||||||||||
| EN AW-6060 | O | 23,4 | 610 | 655 | 70 | ||||||||||||||
| EN AW-5052 | Hx9 | 23,7 | 605 | 650 | 70 | ||||||||||||||
| EN AW-6005A | T1 | 23,3 | 605 | 655 | 70 | ||||||||||||||
| EN AW-7020 | O | 23,3 | 605 | 645 | 70 | ||||||||||||||
| EN AW-6082 | T5 | 23,1 | 575 | 650 | |||||||||||||||
| EN AW-6005A | T4 | 23,3 | 605 | 655 | 58 | ||||||||||||||
| EN AW-6005A | T5 | 23,3 | 605 | 655 | 70 | ||||||||||||||
| EN AW-5754 | Hx9 | 23,7 | 595 | 645 | 70 | 7 | |||||||||||||
| EN AW-2017A | O | 22,9 | 510 | 645 | 8 | ||||||||||||||
| EN AW-5083 | Hx9 | 23,8 | 580 | 640 | 71 | ||||||||||||||
| EN AW-6082 | T1 | 23,1 | 575 | 650 | 70 | ||||||||||||||
| EN AW-5086 | Hx9 | 23,8 | 585 | 640 | 71 5 |
продуктов — Premax
Лента для разметки баррикад
Необнаруживаемая сигнальная лента под землей
Обнаруживаемая сигнальная лента под землей
Усиленная тканая сигнальная лента для подземных работ
Посмотреть характеристики
Нестандартные формы, размеры, цвета, текст и изображения
Трафаретная печать или тиснение и покраска
Доступна помощь дизайнера
Доступен практически любого размера, формы, цвета или конфигурации. Сделано, чтобы противостоять элементам с нашим стандартом или вашим индивидуальным дизайном. В Premax мы производим вывески из толстой стали, алюминия или полиэтилена высокой плотности. Любое сочетание цветов, простой текст, логотипы или другие символы не представляют проблемы. Знаки могут быть нанесены трафаретной или тисненой печатью и окрашены запекаемой эмалью. Доступны ламинаты из прозрачного полиэстера или Tedlar® для продления срока службы печатных знаков. Мы можем сделать знаки непосредственно из ваших файлов электронного дизайна, или мы можем предоставить помощь в дизайне; Выбор за вами.
Сделано, чтобы противостоять элементам с нашим стандартом или вашим индивидуальным дизайном. В Premax мы производим вывески из толстой стали, алюминия или полиэтилена высокой плотности. Любое сочетание цветов, простой текст, логотипы или другие символы не представляют проблемы. Знаки могут быть нанесены трафаретной или тисненой печатью и окрашены запекаемой эмалью. Доступны ламинаты из прозрачного полиэстера или Tedlar® для продления срока службы печатных знаков. Мы можем сделать знаки непосредственно из ваших файлов электронного дизайна, или мы можем предоставить помощь в дизайне; Выбор за вами.
Посмотреть характеристики
* Полную информацию для заказа см. на странице каталога.
Читается с воздуха на большом расстоянии.
Изготовлен из прочного алюминия
Легко крепится к любой башне или траверсе
Воздушные маркеры являются ключевыми элементами контроля затрат на техническое обслуживание линии. Отсутствие, выцветание или повреждение маркеров приводит к значительному простою ремонтного персонала в полевых условиях. Premax производит маркеры линий электропередачи, которые являются большими, прочными и идентифицируемыми со значительного расстояния. Вы можете пронумеровать башню один раз и быть уверенным, что вам не придется пронумеровывать ее снова.
Premax производит маркеры линий электропередачи, которые являются большими, прочными и идентифицируемыми со значительного расстояния. Вы можете пронумеровать башню один раз и быть уверенным, что вам не придется пронумеровывать ее снова.
Наши маркеры легко крепятся к решетчатым опорам и бетонным или стальным опорам с помощью имеющихся стоек, бандажей и других монтажных приспособлений. Проконсультируйтесь с заводом по конкретному применению.
Посмотреть характеристики
6 дюймов
Табличка с желтыми номерами/черный блок
614Y-*
6 дюймов
Алюминиевые номера/блочная табличка черного цвета
614A-*
6 дюймов
Табличка с черными номерами и желтыми блоками
614Б-*
6 дюймов
Гладкая алюминиевая цифра или буква
UAR06-*
* Полную информацию для заказа см. на странице каталога.
Форма и функция
Специально разработан для крепления знаков, бирок и держателей Premax. Круглые головки улучшают внешний вид продукта.
Круглые головки улучшают внешний вид продукта.
1 дюйм
1, 2 и 3 дюйма маркеры/ярлыки для столбов
BGN-15
1-1/2 дюйма
4- и 6-дюймовые символы, 614 воздушных маркеров
лв.-13
1-1/8 дюйма
1, 2 и 3-дюймовые маркеры/ярлыки для вех
Гарантия надежного крепления с помощью линейки специально разработанных гвоздей Premax из блестящей оцинкованной стали. Разработанные с учетом внешнего вида и долговечности, эти гвозди идеально подходят для всей нашей линейки продуктов для маркировки активов и не ржавеют, не изгибаются и не выгибаются. Производятся в двух размерах: наши большие гвозди BGN-13 для наших персонажей 4 и 6 дюймов и держатели бирок, или меньшие BGN-15 для символов 1, 2 или 3 дюйма.
Наш гвоздь GN-3D также доступен для более экономичного подхода. Эти 1 1/8 дюймовые гвозди оцинкованы горячим способом с плоской головкой.
Посмотреть характеристики
Маркеры фаз
Наши 3-дюймовые рельефные отражающие фазовые маркеры — это решение для быстрой и легкой идентификации фазы днем или ночью! Разработан с использованием нашей запатентованной эмали, поглощающей УФ-излучение, а затем запекается со отражающими стеклянными шариками для превосходной видимости. Доступны по отдельности или в виде полного набора из 3 маркеров.
Доступны по отдельности или в виде полного набора из 3 маркеров.
Артикул
Отражение фазы А
Отражение фазы B
Фаза-C-отражатель
Phase-SET-Reflective
по одному
3 шт.
Светоотражающие разделители
Помощь в предотвращении несчастных случаев
Светоотражающие ограничители помогают снизить количество аварий, связанных со столбами вблизи проезжей части. Дайте автомобилистам возможность увидеть полевые объекты и объехать их ночью и в ненастную погоду
Уменьшение ответственности
Установите разделители и добросовестно постарайтесь перейти на более безопасную систему распределения электроэнергии.
Premax Delineators изготовлены из алюминия толщиной 0,025 дюйма с желтым отражающим покрытием инженерного класса с высокой отражающей способностью. Все делинеаторы имеют стандартную ширину 2 дюйма и длину 12 дюймов, хотя доступны нестандартные длины и ширины.
Артикул
DLY-12
Желтый Светоотражающий
Гвозди для свиданий
Доступны алюминиевые гвозди длиной 1 ½ дюйма или бронзовые гвозди длиной 3 дюйма. Наши гвозди для свиданий имеют зазубренный стержень ¼ дюйма для максимальной удерживающей способности. Штамп с двузначным годом, чтобы гарантировать разборчивость после того, как гвоздь был забит в столб.
3″ х 1/4″
Бронзовый гвоздь с датой/штампованная головка
БДН-3-М*
3″ х 1/4″
Бронзовый финиковый гвоздь/гладкая головка
БДН-3-П*
1-1/2″ x 1/4″
Алюминиевый гвоздь с датой/штампованная головка
АДН-15-М*
1-1/2″ x 1/4″
Алюминиевый гвоздь для дат с плоской головкой
АДН-15-П*
Посмотреть характеристики
Специальные диски
Заказные диски Premax
доступны в бронзовом или алюминиевом исполнении, на них может быть нанесено до 22 символов (включая пробелы и знаки препинания), которые удобно обернуть вокруг диска. Оба материала дисков доступны либо с отверстием для гвоздя 1/8 дюйма для стандартного крепления гвоздя, либо с отверстием 9Отверстие / 32 дюйма, чтобы вместить наши гвозди с хвостовиком ¼ дюйма. Наши бронзовые диски предлагаются диаметром 1 дюйм, а алюминиевые диски можно заказать диаметром 1 или 2 дюйма. Свяжитесь с нами, чтобы создать свой индивидуальный диск!
Оба материала дисков доступны либо с отверстием для гвоздя 1/8 дюйма для стандартного крепления гвоздя, либо с отверстием 9Отверстие / 32 дюйма, чтобы вместить наши гвозди с хвостовиком ¼ дюйма. Наши бронзовые диски предлагаются диаметром 1 дюйм, а алюминиевые диски можно заказать диаметром 1 или 2 дюйма. Свяжитесь с нами, чтобы создать свой индивидуальный диск!
Обзорные диски
Наши специальные обзорные диски, также известные как обзорные шайбы, содержат название вашей компании, номер лицензии
или другую информацию и хорошо сочетаются с гвоздями для дат Premax. Для того, чтобы обозначить знаки собственности, свяжитесь с Premax для индивидуального решения.
Бронзовый диск диаметром 1 дюйм / толщина 0,0625 дюйма
БД1-18-*
Бронзовый диск диаметром 1 дюйм / толщина 0,0625 дюйма
БД1-932-*
Алюминиевый диск диаметром 1 дюйм / толщина 0,0625 дюйма
АД1-18-*
Алюминиевый диск диаметром 1 дюйм / толщина 0,0625 дюйма
АД1-932-*
Посмотреть характеристики
Ни одна другая этикетка не может сравниться по экономичности и долговечности с индивидуальной тисненой биркой Premax на алюминиевой опоре. Тисненые из алюминия 0,016, наши бирки останутся разборчивыми на протяжении всего срока службы вехи, независимо от окружающей среды.
Тисненые из алюминия 0,016, наши бирки останутся разборчивыми на протяжении всего срока службы вехи, независимо от окружающей среды.
Мы предлагаем широкий выбор размеров шрифтов и меток, чтобы удовлетворить ваши потребности в маркировке столбов. Будь то имя, собственный логотип или набор последовательных номеров, Premax будет рад предоставить вам своевременное и экономичное решение для маркировки столбов.
Посмотреть характеристики
Высокая контрастность
Высокая видимость
Высокий класс
Линейка ярлыков Bright Deluxe от Premax — это Cadillac в нашей линейке маркировки активов. Эти бирки с выдавленным символом из полированного алюминия на черном фоне и скошенными краями идеально подходят, когда ваш проект маркировки требует не только формы, но и функциональности.
Эти метки не имеют себе равных и идеально подходят для коммунальных служб, нумерации домов и маркировки почтовых ящиков. Бирки Bright Deluxe стандартно поставляются с отверстиями для гвоздей сверху и снизу для промышленного монтажа и доступны с держателями для более изысканного вида. Метки имеют размеры 3,25 дюйма в высоту и 2,5 дюйма в ширину.
Бирки Bright Deluxe стандартно поставляются с отверстиями для гвоздей сверху и снизу для промышленного монтажа и доступны с держателями для более изысканного вида. Метки имеют размеры 3,25 дюйма в высоту и 2,5 дюйма в ширину.
Посмотреть характеристики
Артикул №
Количество
BDX-«Character»
Полированный алюминий на черном фоне
Горизонтальный держатель для бирок BDX
Вертикальный держатель для бирок BDX
*- Количество знаков для размещения в держателе
Промышленный стандарт виниловых маркировочных систем на клейкой основе. Наши наклейки NightView® специально производятся здесь, в США, для маркировки за пределами завода. Эти наклейки легко наносятся с помощью подложки с прорезью сзади, чтобы уменьшить загрязнение и улучшить адгезию.
Маркеры NightView® представлены в двух размерах и доступны в стандартном инженерном или высокоинтенсивном светоотражающем листе для улучшения читаемости в любое время суток.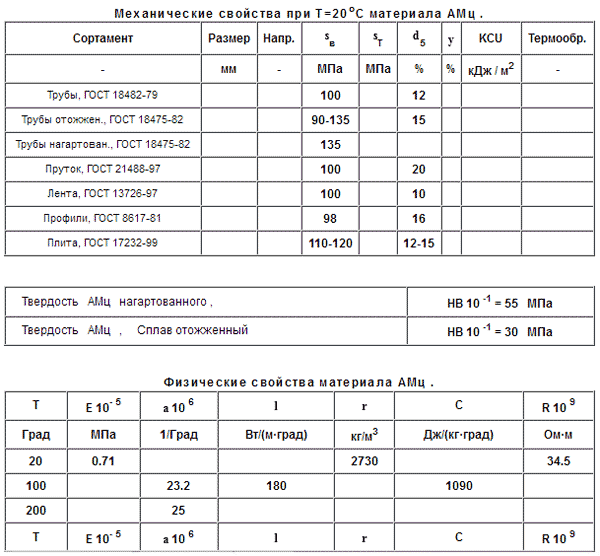 Продается в закрывающейся упаковке по 25 штук на символ для увеличения срока годности. Также доступны нестандартные размеры, цвета и дизайны, свяжитесь с нами, чтобы узнать больше.
Продается в закрывающейся упаковке по 25 штук на символ для увеличения срока годности. Также доступны нестандартные размеры, цвета и дизайны, свяжитесь с нами, чтобы узнать больше.
Размер символов
Степень отражения
Размер бирки
Количество
2-1/2 дюйма
Инженерное дело
2-7/8 x 1-3/4 дюйма
NV25YBE-*
25 шт. в упаковке
7/8 дюйма
Инженерное дело
1 x 1 дюйм
NV78YBE-*
25 шт. в упаковке
2-1/2 дюйма
Высокая интенсивность
2-7/8 x 1-3/4 дюйма
NV25YBH-*
25 шт. в упаковке
7/8 дюйма
Высокая интенсивность
1 x 1 дюйм
NV78YBH-*
25 шт. в упаковке
Посмотреть характеристики
Несущие ленты NightView
Разработан для наших маркеров NightView®, когда прямое нанесение на гладкую поверхность невозможно. Изготовлен с тисненой выравнивающей полосой для чистого и ровного нанесения наклеек.
Размер символа
Ориентация держателя
Размер держателя
Количество
2-1/2 дюйма
Горизонтальный
2-10 фигур
NVCS25H-*
2-1/2 дюйма
Вертикально
2-10 фигурок
NVCS25V-*
7/8 дюйма
Универсальный
2-10 фигурок
NVCS78-*
Посмотреть характеристики
Прочный
Долговечный тисненый алюминий, нехрупкий пластик
High Visibility
Контрастные цвета делают эти бирки разборчивыми в полевых условиях днем и ночью
Стойкость к ультрафиолетовому излучению выцветание под прямыми солнечными лучами
Когда высокая видимость имеет первостепенное значение, будь то на расстоянии или при установке выше на стойке, не ищите ничего, кроме нашей линейки вставных ярлыков Crimp-Closed. Изготовленные из устойчивого к ультрафиолетовому излучению алюминия, покрытого эмалью, а не из хрупкого или непрочного пластика, эти бирки предназначены для использования вне помещений.
Доступны размеры 1 или 3 дюйма и 3 различных цвета фона. Наши 1-дюймовые бирки предназначены для использования с нашими держателями Crimp-Closed, а 3-дюймовые бирки могут быть установлены непосредственно на стойке или с нашими держателями. Пользовательские теги также доступны, свяжитесь с нами, чтобы заказать свой!
Доступен в 3 цветах
Желтый
Стандарт для электроэнергетики
Светоотражающий желтый
Для улучшенной читаемости ночью
Оранжевый
Рекомендуется для кабеля и телефона
Размер бирки
Ориентация бирки
Отделка бирки
Количество
1 дюйм
Горизонтальный
Черный на желтом
CCT01HY-**
100 шт. в коробке
1 дюйм
Вертикальный
Черный на желтом
CCT01VY-**
100 шт. в коробке
1 дюйм
Горизонтальный
Черный на оранжевом
CCT01HO-**
100 шт. в коробке
в коробке
1 дюйм
Вертикальный
Черный на оранжевом
CCT01VO-**
100 шт./уп.
3 дюйма
Универсальный
Черный на желтом
CCT03Y-**
100 шт./уп.
3 дюйма
Универсальный
Черный на оранжевом
CCT03O-**
100 шт./уп.
Полная информация для заказа
Обжимные держатели бирок
Эти держатели бирок специально разработаны для вставных бирок обжимного типа. Точно согнуты, чтобы облегчить установку бирки, и предназначены для обжима на каждом углу, чтобы удерживать бирку на месте после сборки. Изготовленные из прочного и долговечного алюминия, эти держатели не подвержены ржавчине. Это также означает, что ваши метки останутся в держателе, независимо от колебаний температуры или влажности, характерных для внешней среды.
Держатели обрезаны по длине, без острых краев, чтобы вместить количество бирок в вашей буквенно-цифровой последовательности. Они могут быть установлены горизонтально или вертикально с тремя перфорированными отверстиями для гвоздей с каждой стороны, специальные отверстия для крепления металлической ленты доступны по запросу.
Они могут быть установлены горизонтально или вертикально с тремя перфорированными отверстиями для гвоздей с каждой стороны, специальные отверстия для крепления металлической ленты доступны по запросу.
Размер символов
Тип носителя
Размер носителя
Количество
1 дюйм
Универсальный
3-12 Цифры
CCH01-**
3 дюйма
Горизонтальный
3-12 Фигуры
CCH03H-**
3 дюйма
Вертикальный
3-12 Фигуры
CCH03V-**
Посмотреть характеристики
Влияние способа формирования промежуточного слоя на структуру и свойства слоистых композиций системы сталь-алюминий | Михеев
- Реферат
- Полный текст
- Об авторах
- Каталожные номера
- Статистика
Рассмотрены технологические особенности изготовления слоистых композиций системы сталь-алюминий с промежуточным слоем. Раскрыто влияние способа формирования промежуточного слоя на структуру интерфейса, а также свойства слоистых сталеалюминиевых композиций. Для наплавки промежуточного слоя из чистого алюминия марок А5 ГОСТ 7178 и АД1 ГОСТ 4784 на подложку из низкоуглеродистой стали 20 ГОСТ 1050 применяют жидкофазный метод дугового алитирования по технологии Cold Metall Transfer, а также процесс твердофазной сварки взрывом были использованы. Показано, что в процессе дуговой наплавки с предварительно нанесенным промежуточным слоем алюминия расплав Al-Si контактирует не с чистой сталью. Он контактирует с интерметаллическим слоем системы Fe-Al, присутствующим на границе раздела, что сопровождается его частичным растворением. Степень растворения зависит от температуры и времени существования сварочной ванны. При сплошном слое интерметаллидов системы Fe-Al, образующихся при осаждении промежуточного слоя алюминия методом дугового алитирования по технологии СМТ, скорость растворения исходных интерметаллидов ниже, чем скорость образования новых тройных систем Fe-Al-Si .
Раскрыто влияние способа формирования промежуточного слоя на структуру интерфейса, а также свойства слоистых сталеалюминиевых композиций. Для наплавки промежуточного слоя из чистого алюминия марок А5 ГОСТ 7178 и АД1 ГОСТ 4784 на подложку из низкоуглеродистой стали 20 ГОСТ 1050 применяют жидкофазный метод дугового алитирования по технологии Cold Metall Transfer, а также процесс твердофазной сварки взрывом были использованы. Показано, что в процессе дуговой наплавки с предварительно нанесенным промежуточным слоем алюминия расплав Al-Si контактирует не с чистой сталью. Он контактирует с интерметаллическим слоем системы Fe-Al, присутствующим на границе раздела, что сопровождается его частичным растворением. Степень растворения зависит от температуры и времени существования сварочной ванны. При сплошном слое интерметаллидов системы Fe-Al, образующихся при осаждении промежуточного слоя алюминия методом дугового алитирования по технологии СМТ, скорость растворения исходных интерметаллидов ниже, чем скорость образования новых тройных систем Fe-Al-Si . Это приводит к увеличению с 8,2 до 18 мкм средней толщины интерметаллидов при дуговой наплавке рабочих покрытий. Уровень адгезионной прочности таких покрытий составляет 25 МПа. Дискретный интерметаллический слой системы Fe-Al, образующийся при нанесении промежуточного слоя алюминия методом сварки взрывом, полностью разрушается при контакте с расплавом Al-Si. В результате формируется новый сплошной слой тройных интерметаллидов системы Fe-Al-Si. Слой характеризуется меньшей толщиной (10 мкм против 16 мкм в исходном состоянии). Образцы имеют уровень адгезионной прочности 43 МПа. Достигнутые значения прочности сцепления позволяют рекомендовать полученные слоистые композиции системы сталь-алюминий для использования в узлах трения современной техники.
Это приводит к увеличению с 8,2 до 18 мкм средней толщины интерметаллидов при дуговой наплавке рабочих покрытий. Уровень адгезионной прочности таких покрытий составляет 25 МПа. Дискретный интерметаллический слой системы Fe-Al, образующийся при нанесении промежуточного слоя алюминия методом сварки взрывом, полностью разрушается при контакте с расплавом Al-Si. В результате формируется новый сплошной слой тройных интерметаллидов системы Fe-Al-Si. Слой характеризуется меньшей толщиной (10 мкм против 16 мкм в исходном состоянии). Образцы имеют уровень адгезионной прочности 43 МПа. Достигнутые значения прочности сцепления позволяют рекомендовать полученные слоистые композиции системы сталь-алюминий для использования в узлах трения современной техники.
Ключевые слова
слоистые композиции, система сталь-алюминий, промежуточный слой, интерметаллиды, дуговая наплавка, сварка взрывом, дуговое алитирование, структура, граница раздела, адгезионная прочность.
Введение Подшипники скольжения широко применяются в узлах трения современных машин и механизмов [1, 2]. В большинстве случаев это биметаллы, конструктивно представляющие собой несущую стальную подложку с рабочим слоем из антифрикционного материала на основе Al, Pb, Sn или Cu. Однако по результатам анализа преждевременных отказов машин и механизмов эксплуатационные свойства традиционных материалов рабочего слоя достигли своих предельных значений, а возможности их улучшения исчерпаны [3-5]. Поэтому решение данной проблемы заключается в их замене новыми армированными частицами композиционными материалами (КМ) на основе алюминия. Алюминиево-матричная структура КМ обеспечивает низкие значения коэффициента трения, а также высокую износостойкость в широком диапазоне температур за счет совместной работы разнородных компонентов [6-8]. Кроме того, возможность многократного восстановления, а также модифицирующей обработки рабочего слоя КМ позволяет снизить себестоимость изделий триботехнического назначения [9]., 10]. Область применения таких функциональных слоистых композиций с подложкой из конструкционных сталей и рабочим слоем из алюминиево-матричных КМ ограничена из-за низкой адгезионной прочности в результате образования на границе подложка-покрытие хрупких интерметаллидов различного стехиометрического состава FexAly.
В большинстве случаев это биметаллы, конструктивно представляющие собой несущую стальную подложку с рабочим слоем из антифрикционного материала на основе Al, Pb, Sn или Cu. Однако по результатам анализа преждевременных отказов машин и механизмов эксплуатационные свойства традиционных материалов рабочего слоя достигли своих предельных значений, а возможности их улучшения исчерпаны [3-5]. Поэтому решение данной проблемы заключается в их замене новыми армированными частицами композиционными материалами (КМ) на основе алюминия. Алюминиево-матричная структура КМ обеспечивает низкие значения коэффициента трения, а также высокую износостойкость в широком диапазоне температур за счет совместной работы разнородных компонентов [6-8]. Кроме того, возможность многократного восстановления, а также модифицирующей обработки рабочего слоя КМ позволяет снизить себестоимость изделий триботехнического назначения [9]., 10]. Область применения таких функциональных слоистых композиций с подложкой из конструкционных сталей и рабочим слоем из алюминиево-матричных КМ ограничена из-за низкой адгезионной прочности в результате образования на границе подложка-покрытие хрупких интерметаллидов различного стехиометрического состава FexAly.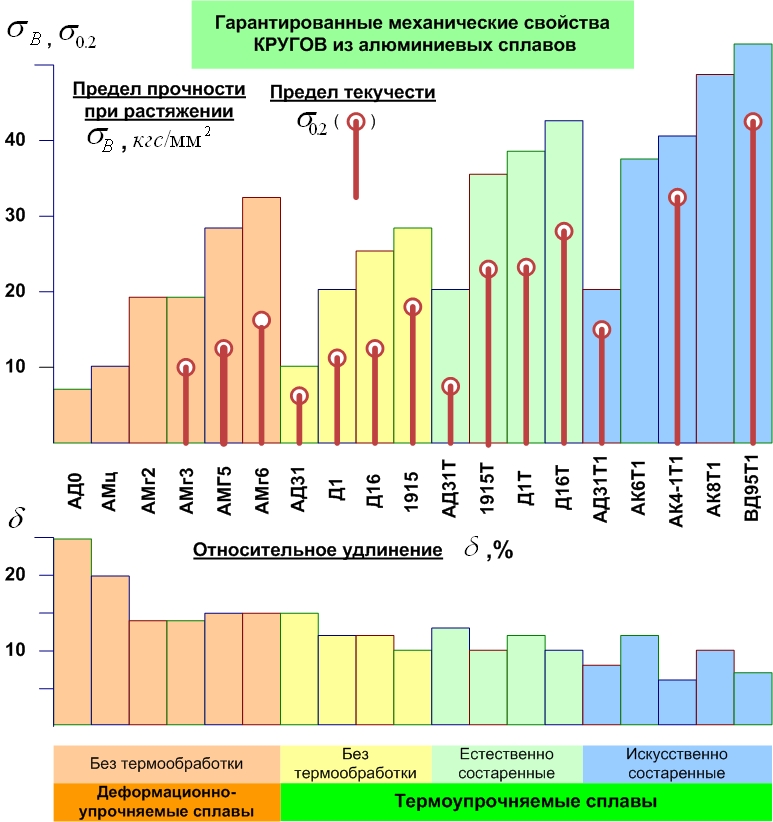 11-13]. При этом появление таких фаз в основном связано с химическим взаимодействием матричного материала КМ и подложки, а армирующие частицы не изменяют механизмов образования и роста интерметаллических соединений [14]. Результаты исследований показали, что за счет использования промежуточного слоя можно обеспечить ограничение межфазного взаимодействия в таких слоистых композициях [14-16]. В этом случае возможно получение промежуточного слоя за счет технологических процессов, протекающих в твердой или жидкой фазах, отличающихся кинетикой межфазного взаимодействия. Поэтому целью настоящей работы было изучение влияния способа формирования промежуточного слоя на структуру и свойства слоистых композиций системы сталь-алюминий. Материалы и методы Промежуточный слой из чистого алюминия марок А5 (0,2-0,35 мас. % Fe; 0,1-0,25 мас. % Si, ≤0,015 мас. % Cu; Al — основа, ГОСТ 7178) и АД1 (≤0,3 мас. % Fe, ≤0,3 мас.% Si, ≤0,025 мас.% Mn, ≤0,15 мас.% Ti, ≤0,05 мас.% Cu, ≤0,1 мас.% Zn, Al – основа, ГОСТ 4784) углеродистая сталь 20 (0,17-0,24 мас.
11-13]. При этом появление таких фаз в основном связано с химическим взаимодействием матричного материала КМ и подложки, а армирующие частицы не изменяют механизмов образования и роста интерметаллических соединений [14]. Результаты исследований показали, что за счет использования промежуточного слоя можно обеспечить ограничение межфазного взаимодействия в таких слоистых композициях [14-16]. В этом случае возможно получение промежуточного слоя за счет технологических процессов, протекающих в твердой или жидкой фазах, отличающихся кинетикой межфазного взаимодействия. Поэтому целью настоящей работы было изучение влияния способа формирования промежуточного слоя на структуру и свойства слоистых композиций системы сталь-алюминий. Материалы и методы Промежуточный слой из чистого алюминия марок А5 (0,2-0,35 мас. % Fe; 0,1-0,25 мас. % Si, ≤0,015 мас. % Cu; Al — основа, ГОСТ 7178) и АД1 (≤0,3 мас. % Fe, ≤0,3 мас.% Si, ≤0,025 мас.% Mn, ≤0,15 мас.% Ti, ≤0,05 мас.% Cu, ≤0,1 мас.% Zn, Al – основа, ГОСТ 4784) углеродистая сталь 20 (0,17-0,24 мас. % С; 0,17-0,37 мас. % Si; 0,35-0,65 мас. % Mn; ≤0,25 мас. % Cr; Fe — основа, ГОСТ 1050) подложка размерами 300×150× (2×15) мм. Для его получения использовали жидкофазный метод дугового алитирования по технологии Cold Metall Transfer — CMT, а также процесс сварки взрывом в твердой фазе, обеспечивающий толщину слоя до 2 и 3 мм соответственно. Дуговой метод алитирования по технологии СМТ характеризуется минимальными значениями энергии источника сварочного тепла и позволяет ограничить рост интерметаллидов. Процесс осуществлялся на специализированном сварочном оборудовании TransPuls Synergic 2700, Fronius с использованием сварочной проволоки марки А5 диаметром 1,2 мм. Технологические параметры дугового алитирования (импульсный ток — 150 А, базовый ток — 40 А, напряжение — 18 В, скорость наплавки — 0,5 м/мин) выбирали согласно [17]. Ранее поверхность стального листа была обработана методом горячего цинкования для улучшения смачивания алюминиевым расплавом. Процесс сварки взрывом характеризуется скоротечностью (время силового воздействия не превышает 10-6 с), что ограничивает развитие диффузионных процессов.
% С; 0,17-0,37 мас. % Si; 0,35-0,65 мас. % Mn; ≤0,25 мас. % Cr; Fe — основа, ГОСТ 1050) подложка размерами 300×150× (2×15) мм. Для его получения использовали жидкофазный метод дугового алитирования по технологии Cold Metall Transfer — CMT, а также процесс сварки взрывом в твердой фазе, обеспечивающий толщину слоя до 2 и 3 мм соответственно. Дуговой метод алитирования по технологии СМТ характеризуется минимальными значениями энергии источника сварочного тепла и позволяет ограничить рост интерметаллидов. Процесс осуществлялся на специализированном сварочном оборудовании TransPuls Synergic 2700, Fronius с использованием сварочной проволоки марки А5 диаметром 1,2 мм. Технологические параметры дугового алитирования (импульсный ток — 150 А, базовый ток — 40 А, напряжение — 18 В, скорость наплавки — 0,5 м/мин) выбирали согласно [17]. Ранее поверхность стального листа была обработана методом горячего цинкования для улучшения смачивания алюминиевым расплавом. Процесс сварки взрывом характеризуется скоротечностью (время силового воздействия не превышает 10-6 с), что ограничивает развитие диффузионных процессов. Процесс осуществлялся по параллельной схеме, обеспечивающей постоянство кинематических параметров в пределах всей площади заготовки [18]. Технологические параметры процесса сварки взрывом выбирались согласно [18, 19].]: скорость сварки — (2000-2200) м/с, скорость соударения соединяемых элементов — 380 м/с, в качестве взрывчатого вещества использовался аммонит № 6ЖВ (ГОСТ 21984). На образцы в виде подложки с предварительно сформированным промежуточным слоем методом электродуговой наплавки наносили рабочие покрытия толщиной до 5 мм. Сварочные прутки диаметром 2,4 мм ОК Тигрод 4047 (≤0,6 мас. % Fe; 11-13 мас. % Si; ≤0,15 мас. % Mn; ≤0,05 мас. % Cu; Al – основа, AWS A5.10) , близкие по химическому составу к матричным сплавам дефицитного КМ. Подобранные согласно [20] параметры дуговой наплавки (сила сварочного тока — 150-200 А, напряжение дуги — 18-20 В, скорость наплавки — 11-13 м/ч) позволили полностью расплавить промежуточный слой, т.е. контакт расплава Al-Si не с поверхностью стальной подложки, а с интерметаллидами системы Fe-Al.
Процесс осуществлялся по параллельной схеме, обеспечивающей постоянство кинематических параметров в пределах всей площади заготовки [18]. Технологические параметры процесса сварки взрывом выбирались согласно [18, 19].]: скорость сварки — (2000-2200) м/с, скорость соударения соединяемых элементов — 380 м/с, в качестве взрывчатого вещества использовался аммонит № 6ЖВ (ГОСТ 21984). На образцы в виде подложки с предварительно сформированным промежуточным слоем методом электродуговой наплавки наносили рабочие покрытия толщиной до 5 мм. Сварочные прутки диаметром 2,4 мм ОК Тигрод 4047 (≤0,6 мас. % Fe; 11-13 мас. % Si; ≤0,15 мас. % Mn; ≤0,05 мас. % Cu; Al – основа, AWS A5.10) , близкие по химическому составу к матричным сплавам дефицитного КМ. Подобранные согласно [20] параметры дуговой наплавки (сила сварочного тока — 150-200 А, напряжение дуги — 18-20 В, скорость наплавки — 11-13 м/ч) позволили полностью расплавить промежуточный слой, т.е. контакт расплава Al-Si не с поверхностью стальной подложки, а с интерметаллидами системы Fe-Al.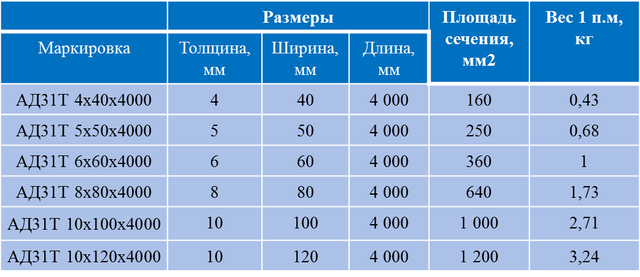 Структуру диффузионной зоны между подложкой и осаждаемым покрытием исследовали с помощью оптической и электронной микроскопии. Использовали световой микроскоп Leika DMILM, оснащенный цифровой камерой, а также сканирующий электронный микроскоп Helios NanoLab 660, оснащенный энергодисперсионным рентгеновским (EDX) микроанализом. Для характеристики уровня свойств изготовленных композиций адгезионную прочность облицовочных покрытий исследовали испытаниями на отрыв и сдвиг. Данные схемы испытаний рекомендованы для применения в промышленности композиционных биметаллических материалов. Выбранные схемы испытаний проводились на разрывной машине 2054 Р-5 при ступенчатом приложении нагрузки до разрушения образцов и скорости движения захватов 2 мм/мин. Результаты и обсуждение Несмотря на минимальное тепловложение в процессе жидкофазно-дугового алитирования по технологии СМТ, на границе подложка-промежуточный слой формируется сплошной слой интерметаллидов средней толщиной 8,2 мкм (рис. 1, а). ). При этом по результатам ЭДС соединения на основе алюминия (FeAl3 и Fe2Al5) располагаются со стороны промежуточного слоя, а на основе железа Fe2Al3, FeAl, Fe3Al — со стороны подложки (рис.
Структуру диффузионной зоны между подложкой и осаждаемым покрытием исследовали с помощью оптической и электронной микроскопии. Использовали световой микроскоп Leika DMILM, оснащенный цифровой камерой, а также сканирующий электронный микроскоп Helios NanoLab 660, оснащенный энергодисперсионным рентгеновским (EDX) микроанализом. Для характеристики уровня свойств изготовленных композиций адгезионную прочность облицовочных покрытий исследовали испытаниями на отрыв и сдвиг. Данные схемы испытаний рекомендованы для применения в промышленности композиционных биметаллических материалов. Выбранные схемы испытаний проводились на разрывной машине 2054 Р-5 при ступенчатом приложении нагрузки до разрушения образцов и скорости движения захватов 2 мм/мин. Результаты и обсуждение Несмотря на минимальное тепловложение в процессе жидкофазно-дугового алитирования по технологии СМТ, на границе подложка-промежуточный слой формируется сплошной слой интерметаллидов средней толщиной 8,2 мкм (рис. 1, а). ). При этом по результатам ЭДС соединения на основе алюминия (FeAl3 и Fe2Al5) располагаются со стороны промежуточного слоя, а на основе железа Fe2Al3, FeAl, Fe3Al — со стороны подложки (рис. 1, б). ) Интерметаллиды на основе железа характеризуются формой языкообразных выростов в сторону стали. Различные значения средней толщины областей интерметаллического слоя, образованных соединениями на основе алюминия и железа (3,6 и 4,6 мкм), вероятно, связаны с большей продолжительностью процесса диффузии алюминия в железо по сравнению с противоположным направлением диффузии железа в железо. алюминий. Следует отметить, что причиной появления продольных трещин в интерметаллидном слое считается значительное увеличение внутренних напряжений за счет увеличения объема конечной фазы [21]. В то же время скоротечность силового воздействия при сварке взрывом препятствует развитию диффузионных процессов и приводит к появлению на границе раздела не только дискретных интерметаллидов на основе алюминия (Fe2Al5, FeAl5 и FeAl6) со средней толщиной 16 мкм, но и участки, свободные от них (рис. 1, в, г). Кроме того, на расстоянии до 50 мкм от границы раздела наблюдаются многочисленные сколы интерметаллидов.
1, б). ) Интерметаллиды на основе железа характеризуются формой языкообразных выростов в сторону стали. Различные значения средней толщины областей интерметаллического слоя, образованных соединениями на основе алюминия и железа (3,6 и 4,6 мкм), вероятно, связаны с большей продолжительностью процесса диффузии алюминия в железо по сравнению с противоположным направлением диффузии железа в железо. алюминий. Следует отметить, что причиной появления продольных трещин в интерметаллидном слое считается значительное увеличение внутренних напряжений за счет увеличения объема конечной фазы [21]. В то же время скоротечность силового воздействия при сварке взрывом препятствует развитию диффузионных процессов и приводит к появлению на границе раздела не только дискретных интерметаллидов на основе алюминия (Fe2Al5, FeAl5 и FeAl6) со средней толщиной 16 мкм, но и участки, свободные от них (рис. 1, в, г). Кроме того, на расстоянии до 50 мкм от границы раздела наблюдаются многочисленные сколы интерметаллидов. Эти фазы образуются при высоких скоростях кристаллизации, характерных для процесса сварки взрывом [19].]. Процесс дуговой наплавки рабочих покрытий приводит к существенным изменениям исходной структуры интерфейса. В диффузионной зоне можно выделить характерные участки (рис. 2): а б в г Рис. 1. Типичная микроструктура (а, в) и распределение химических элементов (б, г) на границе раздела образцов, полученных дуговым алитированием (а, б) и сварка взрывом (в, г) — область I, образующаяся в результате полного проплавления промежуточного слоя и ограниченная размером сварочной ванны; — область II длиной до 400 мкм из наплавленного металла, нагретого выше температур начала интенсивного роста интерметаллидов системы Fe-Al. а б Рис. 2. Схема (а) и макроструктура (б) образцов: 1 — наплавленный слой алюминиевого сплава 4047; 2 — промежуточный слой из алюминия марки А5 или АД1; 3 — подложка из стали 20. Образцы, изготовленные методом дуговой наплавки с промежуточным слоем, полученным методом дугового алитирования по технологии КМП, характеризуются сплошным интерметаллидным слоем средней толщиной 18 мкм в области I (рис.
Эти фазы образуются при высоких скоростях кристаллизации, характерных для процесса сварки взрывом [19].]. Процесс дуговой наплавки рабочих покрытий приводит к существенным изменениям исходной структуры интерфейса. В диффузионной зоне можно выделить характерные участки (рис. 2): а б в г Рис. 1. Типичная микроструктура (а, в) и распределение химических элементов (б, г) на границе раздела образцов, полученных дуговым алитированием (а, б) и сварка взрывом (в, г) — область I, образующаяся в результате полного проплавления промежуточного слоя и ограниченная размером сварочной ванны; — область II длиной до 400 мкм из наплавленного металла, нагретого выше температур начала интенсивного роста интерметаллидов системы Fe-Al. а б Рис. 2. Схема (а) и макроструктура (б) образцов: 1 — наплавленный слой алюминиевого сплава 4047; 2 — промежуточный слой из алюминия марки А5 или АД1; 3 — подложка из стали 20. Образцы, изготовленные методом дуговой наплавки с промежуточным слоем, полученным методом дугового алитирования по технологии КМП, характеризуются сплошным интерметаллидным слоем средней толщиной 18 мкм в области I (рис.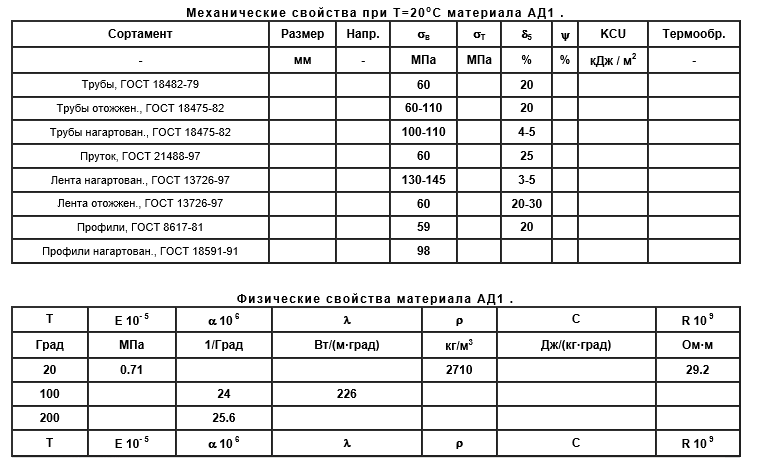 3, а). Результатом взаимодействия расплава Al-Si с исходным сплошным слоем интерметаллидов при наплавке является не только частичное растворение последнего, но и активация диффузии в него Si, что подтверждается обнаружением тройных интерметаллидов Al7.4Fe1.8Si с помощью ЭДС. Из-за заполнения Si структурных вакансий в исходных интерметаллидах FexAly фазы системы Fe-Al-Si обладают меньшей диффузионной проницаемостью для алюминия и железа [22, 23]. Интерметаллический слой, расположенный в области II, сохраняет исходный фазовый состав. Однако за счет нагрева до температур, превышающих начало интенсивного роста интерметаллидов в процессе дуговой наплавки, его средняя толщина увеличивается до 50 % (от 8 до 12 мкм) по сравнению с исходным состоянием (рис. 3, б). При этом интерметаллидная прослойка, примыкающая к промежуточному слою, характеризуется множеством трещин. Его появление связано с высокой твердостью и хрупкостью образующих его фаз на основе алюминия (FeAl3 и Fe2Al5), что подтверждается данными ЭДС.
3, а). Результатом взаимодействия расплава Al-Si с исходным сплошным слоем интерметаллидов при наплавке является не только частичное растворение последнего, но и активация диффузии в него Si, что подтверждается обнаружением тройных интерметаллидов Al7.4Fe1.8Si с помощью ЭДС. Из-за заполнения Si структурных вакансий в исходных интерметаллидах FexAly фазы системы Fe-Al-Si обладают меньшей диффузионной проницаемостью для алюминия и железа [22, 23]. Интерметаллический слой, расположенный в области II, сохраняет исходный фазовый состав. Однако за счет нагрева до температур, превышающих начало интенсивного роста интерметаллидов в процессе дуговой наплавки, его средняя толщина увеличивается до 50 % (от 8 до 12 мкм) по сравнению с исходным состоянием (рис. 3, б). При этом интерметаллидная прослойка, примыкающая к промежуточному слою, характеризуется множеством трещин. Его появление связано с высокой твердостью и хрупкостью образующих его фаз на основе алюминия (FeAl3 и Fe2Al5), что подтверждается данными ЭДС. В образцах с дискретными интерметаллидами на основе алюминия и свободных от них в исходном состоянии на границе раздела в результате процесса дуговой наплавки наблюдается разрушение такой диффузионной зоны в области I и образование нового сплошного слоя интерметаллидов средней толщиной 5 мкм (рис. 4, а, б). а б Рис. 3. Микроструктура и состав диффузионной зоны в областях I (а) и II (б) изготовленных образцов с промежуточным слоем, полученным методом дугового алитирования по технологии КМП Легирование материала наплавочных покрытий кремнием и развитие диффузионных процессов при контакте расплава с твердой подложкой, приводят к образованию тройных систем Fe-Al-Si, имеющих более низкие скорости роста по сравнению с бинарной системой Fe-Al [22, 23]. При этом, как и в ранее рассмотренном случае, благодаря наличию Si в составе присадочного материала образуются интерметаллиды тройной системы Fe-Al-Si, которые характеризуются более низкими скоростями роста по сравнению с соединениями FexAly. [24, 25].
В образцах с дискретными интерметаллидами на основе алюминия и свободных от них в исходном состоянии на границе раздела в результате процесса дуговой наплавки наблюдается разрушение такой диффузионной зоны в области I и образование нового сплошного слоя интерметаллидов средней толщиной 5 мкм (рис. 4, а, б). а б Рис. 3. Микроструктура и состав диффузионной зоны в областях I (а) и II (б) изготовленных образцов с промежуточным слоем, полученным методом дугового алитирования по технологии КМП Легирование материала наплавочных покрытий кремнием и развитие диффузионных процессов при контакте расплава с твердой подложкой, приводят к образованию тройных систем Fe-Al-Si, имеющих более низкие скорости роста по сравнению с бинарной системой Fe-Al [22, 23]. При этом, как и в ранее рассмотренном случае, благодаря наличию Si в составе присадочного материала образуются интерметаллиды тройной системы Fe-Al-Si, которые характеризуются более низкими скоростями роста по сравнению с соединениями FexAly. [24, 25].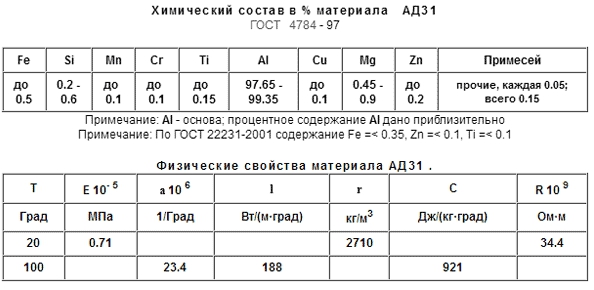 В процессе дуговой наплавки рост имтерметаллидов происходит в области II (рис. 4, в). Активизация диффузионных процессов за счет теплового воздействия процесса наплавки сопровождается насыщением интерметаллидов железом и изменением их стехиометрического состава от FeAl5 и FeAl6 до Fe2Al7, FeAl2, Fe2Al5 (рис. 4, г). Интерметаллические включения характеризуются увеличенным средним размером от 16 до 30 мкм по сравнению с исходным состоянием. Также следует отметить, что они имеют переменный стехиометрический состав: от FeAl2 в центральной части до FeAl5/FeAl6 на периферии (см. рис. 4, г). а б в г Рис. 4. Микроструктура и состав диффузионной зоны в областях I (а, б) и II (в, г) изготовленных образцов с промежуточным слоем, полученным методом сварки взрывом. методом жидкофазного дугового алитирования по технологии СМТ имеют средние значения прочности на сдвиг и разрыв 15 и 25 МПа соответственно. Адгезионная прочность композиций с промежуточным слоем, выполненным методом сварки взрывом в твердой фазе, составляет 37,8 и 43 МПа при испытаниях на сдвиг и отслаивание.
В процессе дуговой наплавки рост имтерметаллидов происходит в области II (рис. 4, в). Активизация диффузионных процессов за счет теплового воздействия процесса наплавки сопровождается насыщением интерметаллидов железом и изменением их стехиометрического состава от FeAl5 и FeAl6 до Fe2Al7, FeAl2, Fe2Al5 (рис. 4, г). Интерметаллические включения характеризуются увеличенным средним размером от 16 до 30 мкм по сравнению с исходным состоянием. Также следует отметить, что они имеют переменный стехиометрический состав: от FeAl2 в центральной части до FeAl5/FeAl6 на периферии (см. рис. 4, г). а б в г Рис. 4. Микроструктура и состав диффузионной зоны в областях I (а, б) и II (в, г) изготовленных образцов с промежуточным слоем, полученным методом сварки взрывом. методом жидкофазного дугового алитирования по технологии СМТ имеют средние значения прочности на сдвиг и разрыв 15 и 25 МПа соответственно. Адгезионная прочность композиций с промежуточным слоем, выполненным методом сварки взрывом в твердой фазе, составляет 37,8 и 43 МПа при испытаниях на сдвиг и отслаивание. Таким образом, увеличение скорости диффузии в результате термического воздействия при нанесении алюминиевого покрытия на сталь с промежуточным слоем из чистого алюминия марки А5, полученного ранее методом дугового алитирования по технологии СМТ, в сочетании с неравномерным распределением интерметаллидов различного стехиометрического состава, приводят к увеличению толщины интерметаллидного слоя до 50 % по сравнению с исходными образцами, а также к значительному растрескиванию преимущественно со стороны наплавленного слоя, в результате чего прочность сцепления значения соответствуют 25 МПа. При нанесении алюминиевого покрытия на сталь с промежуточным слоем из алюминия марки АД1, полученного ранее методом сварки взрывом, происходит растворение дискретного слоя двойных интерметаллидов Fe-Al. Это приводит к уменьшению толщины интерметаллидного слоя до 60 % по сравнению с исходными образцами, в результате чего значения адгезионной прочности достигают 43 МПа. Достигнутые значения прочности сцепления позволяют рекомендовать полученные слоистые композиции системы сталь-алюминий для использования в узлах трения современной техники.
Таким образом, увеличение скорости диффузии в результате термического воздействия при нанесении алюминиевого покрытия на сталь с промежуточным слоем из чистого алюминия марки А5, полученного ранее методом дугового алитирования по технологии СМТ, в сочетании с неравномерным распределением интерметаллидов различного стехиометрического состава, приводят к увеличению толщины интерметаллидного слоя до 50 % по сравнению с исходными образцами, а также к значительному растрескиванию преимущественно со стороны наплавленного слоя, в результате чего прочность сцепления значения соответствуют 25 МПа. При нанесении алюминиевого покрытия на сталь с промежуточным слоем из алюминия марки АД1, полученного ранее методом сварки взрывом, происходит растворение дискретного слоя двойных интерметаллидов Fe-Al. Это приводит к уменьшению толщины интерметаллидного слоя до 60 % по сравнению с исходными образцами, в результате чего значения адгезионной прочности достигают 43 МПа. Достигнутые значения прочности сцепления позволяют рекомендовать полученные слоистые композиции системы сталь-алюминий для использования в узлах трения современной техники. Выводы 1. Показано, что в процессе дуговой наплавки с предварительно нанесенным промежуточным слоем алюминия расплав Al-Si контактирует не с чистой сталью. Он контактирует с интерметаллическим слоем системы Fe-Al, присутствующим на границе раздела, что сопровождается его частичным растворением. Степень растворения зависит от температуры и времени существования сварочной ванны. 2. При сплошном слое интерметаллидов системы Fe-Al, образующихся при напылении промежуточного слоя алюминия методом дугового алитирования по технологии СМТ, скорость растворения исходных интерметаллидов ниже скорости растворения новых тройных Fe-Al-Si формирование систем. Это приводит к увеличению с 8,2 до 18 мкм средней толщины интерметаллидов при дуговой наплавке рабочих покрытий. Уровень адгезионной прочности таких покрытий составляет 25 МПа. 3. Дискретный интерметаллидный слой системы Fe-Al, образовавшийся при нанесении промежуточного слоя алюминия методом сварки взрывом, полностью разрушается при контакте с расплавом Al-Si.
Выводы 1. Показано, что в процессе дуговой наплавки с предварительно нанесенным промежуточным слоем алюминия расплав Al-Si контактирует не с чистой сталью. Он контактирует с интерметаллическим слоем системы Fe-Al, присутствующим на границе раздела, что сопровождается его частичным растворением. Степень растворения зависит от температуры и времени существования сварочной ванны. 2. При сплошном слое интерметаллидов системы Fe-Al, образующихся при напылении промежуточного слоя алюминия методом дугового алитирования по технологии СМТ, скорость растворения исходных интерметаллидов ниже скорости растворения новых тройных Fe-Al-Si формирование систем. Это приводит к увеличению с 8,2 до 18 мкм средней толщины интерметаллидов при дуговой наплавке рабочих покрытий. Уровень адгезионной прочности таких покрытий составляет 25 МПа. 3. Дискретный интерметаллидный слой системы Fe-Al, образовавшийся при нанесении промежуточного слоя алюминия методом сварки взрывом, полностью разрушается при контакте с расплавом Al-Si. В результате формируется новый сплошной слой тройных интерметаллидов системы Fe-Al-Si. Слой характеризуется меньшей толщиной (10 мкм против 16 мкм в исходном состоянии). Образцы имеют уровень адгезионной прочности 43 МПа.
В результате формируется новый сплошной слой тройных интерметаллидов системы Fe-Al-Si. Слой характеризуется меньшей толщиной (10 мкм против 16 мкм в исходном состоянии). Образцы имеют уровень адгезионной прочности 43 МПа.
Михеев Р.С.
Баумана
Калашников И.Е.
Байкова РАН
Кобелева Л.И.
Байкова РАН
Просмотров
Тезисы — 1
PDF (Русский) — 1
Рефбеки
- В настоящее время рефбеков нет.
Свойства материалов
Алюминиевые сплавы и их
Классификация: Алюминиевые сплавы использовались во многих
применения, где легкость конструкции и коррозионная стойкость
важные. Они также являются очень хорошими проводниками
электричество (третье место после серебра и меди соответственно), но
имеют высокий коэффициент теплового расширения, что делает их
не подходит для применения при высоких температурах (например, наружная обшивка
скоростные самолеты, некоторые детали двигателя).
Обозначения алюминиевых сплавов:
Алюминиевые сплавы обычно имеют 4-значное обозначение. Первый
цифра обозначает чистоту или тип сплава. Вторая цифра указывает
модификации сплава. Только в серии 1ххх третья и
четвертые цифры указывают на чистоту. Например, 1050 указывает на
алюминий чистотой 99,50%. Третья и четвертая цифры в
другие серии обозначают разные сплавы в группе и не имеют
числовое значение.
1xxx — алюминий (не менее 9чистота 9,0%). Характеристики:
(а) очень высокая коррозионная стойкость, (б) высокие электрические и термические
электропроводность, (в) хорошая формуемость, (г) низкая прочность и (д) не
термообрабатываемый.
2xxx — Алюминиево-медный сплав. Характеристики: (а) высокая
отношение прочности к весу, (б) низкая коррозионная стойкость и (в)
термообрабатываемый.
2014-T6 Профили — толщина <= 0,499 дюйма (данные из Ref. 2)
| Температура (°F) | Экспозиция (ч) | е (%) | с ту (тыс. кв.дюйм) кв.дюйм) | с cy (фунтов на квадратный дюйм) | E c (10 6 фунтов на квадратный дюйм) | с 0,7 (фунтов/кв. дюйм) | с 0,85 (фунтов на кв. дюйм) | и |
| 75 | 2,0 | 7 | 60 | 53 | 10,7 | 53 | 50,3 | 18,5 |
| 300 | 2,0 | — | 51 | 42,5 | 10,2 | 41,5 | 40 | 24 |
| 450 | 2,0 | — | 28 | 21 | 9,2 | 20,5 | 19,5 | 25 |
| 600 | 2,0 | — | 10 | 8 | 7,4 | 5,5 | 4,5 | 5,4 |
2024-T3 Чистый лист и плита — толщина <= 0,25 дюйма (данные из Ссылка 2)
| Температура (°F) | Экспозиция (ч) | е (%) | с ту (тыс. кв.дюйм) кв.дюйм) | сц (фунтов на квадратный дюйм) | E c (10 6 фунтов на квадратный дюйм) | с 0,7 (фунтов/кв. дюйм) | с 0,85 (фунтов на кв. дюйм) | и |
| 75 | 2,0 | 12 | 65 | 40 | 10,7 | 39 | 36 | 11,5 |
| 300 | 2,0 | — | 65 | 37 | 10,3 | 35,7 | 33,5 | 15 |
| 500 | 2,0 | — | 65 | 26 | 8,4 | 24,8 | 22,8 | 10,9 |
| 700 | 2,0 | — | 65 | 7,5 | 6,4 | 6,2 | 5,5 | 8,2 |
3xxx — Алюминиево-марганцевый сплав. Характеристики: (а)
Характеристики: (а)
хорошая формуемость, (b) умеренная прочность и (c) не нагревается
поддается лечению.
4ххх — алюминиево-кремниевый сплав. Характеристики: (а) нижняя
температура плавления выше нормальной и (b) не поддается термообработке.
5xxx — Алюминиево-магниевый сплав. Характеристики: (а)
хорошая коррозионная стойкость, (b) легко сваривается, (c) от умеренной до высокой
прочности и (d) не поддается термообработке.
6xxx — Сплав алюминия-магния-кремния. Характеристики:
(а) средней прочности, (б) хорошей формуемости, обрабатываемости и
свариваемость, в) коррозионностойкий, г) термообрабатываемый.
6061-T6 Лист, термообработанный и состаренный — толщина <= 0,25 дюйма (данные из ссылки 2)
| Температура (°F) | Экспозиция (ч) | е (%) | с ту (тыс.кв.дюйм) | с cy (фунтов на квадратный дюйм) | E c (10 6 фунтов на квадратный дюйм) | с 0,7 (фунтов/кв. дюйм) дюйм) | с 0,85 (фунтов на кв. дюйм) | и |
| 75 | 0,5 | 10 | 42 | 35 | 10,1 | 35 | 34 | 31 |
| 300 | 0,5 | — | 42 | 29,5 | 9,5 | 29 | 28 | 26 |
| 450 | 0,5 | — | 42 | 20,5 | 8,5 | 19,3 | 17,7 | 10,9 |
| 600 | 0,5 | — | 42 | 7,5 | 7 | 6,6 | 6,2 | 15,2 |
7xxx — Алюминиево-цинковый сплав. Характеристики: (а) умеренная
Характеристики: (а) умеренная
к очень высокой прочности, (b) термообрабатываемый и (c) склонный к
усталость.
7075-T6 Чистый лист и плита — толщина <= 0,5 дюйма (данные из Ссылка 2)
| Температура (°F) | Экспозиция (ч) | е (%) | с ту (тыс.кв.дюйм) | с cy (фунтов на квадратный дюйм) | E c (10 6 фунтов на квадратный дюйм) | с 0,7 (фунтов/кв. дюйм) | с 0,85 (фунтов на кв. дюйм) | и |
| 75 | 2,0 | 7 | 76 | 67 | 10,5 | 70 | 63 | 9,2 |
| 300 | 2,0 | — | 76 | 54 | 9,4 | 55,8 | 52,5 | 15,6 |
| 450 | 2,0 | — | 76 | 25,5 | 8. 1 1 | 25,4 | 23,5 | 12,1 |
| 600 | 2,0 | — | 76 | 8 | 5,3 | 7,2 | 5,2 | 3,7 |
Алюминиево-литиевый сплав (без цифрового обозначения).
Характеристики: (а) на 10 % легче и на 10 % жестче, чем другие
алюминиевые сплавы и (b) превосходные усталостные характеристики.
Сплав алюминия, железа, молибдена и циркония (без числового значения)
обозначение). Характеристики: устойчивость к высоким температурам,
600°F.
Термическая обработка:
Четырехзначное обозначение алюминиевых сплавов обычно
сопровождается любой из следующих четырех букв: F, O, W и T.
Расширение F означает изготовленные (поковки и отливки).
до термической обработки), O для отжига, W для нагревания раствора
обработанные, и Т для термически обработанных до состояния стабильного отпуска другие
чем O или F. Обычно используются следующие обозначения отпуска.
Обычно используются следующие обозначения отпуска.
б/у:
T3 — термообработка раствором, холодная обработка и естественное старение.
T4 — термообработка раствором и естественное старение.
T6 — на раствор, термообработанный и искусственно состаренный.
T7 — термообработка на твердый раствор и перестаривание.
T8 — термообработка на твердый раствор, холодная обработка и искусственная обработка
в возрасте.
В дополнение к этим термообработкам условие термообработки
номер может иметь дополнительную числовую информацию, такую как T7xx, где
xx описывает либо лечение для снятия стресса, проводимое для
сплав или степень старения.
Некоторые примеры термической обработки алюминия и сплава
обозначения:
2024 — T3 — алюминиево-медный сплав, четвертый в 2xxx
серия, которая подвергается термообработке, холодной обработке и естественным образом
в возрасте.
7075 — T7351 представляет собой алюминиево-цинковый сплав с избыточным сроком эксплуатации.
