Аппарат для точечной сварки своими руками: Точечная сварка своими руками из аккумулятора и сварочника
Содержание
как собрать аппарат и осуществить процесс самостоятельно.
Содержание
- 1 Как сделать сварочный аппарат?
- 1.1 О самом процессе
- 2 О мерах предосторожности
Сварочные аппараты, применяемые для точечной сварки, вполне могут быть изготовлены самостоятельно. С этой точки зрения подобные приборы считаются одними из наиболее простых и удобных. А предлагаемая разновидность сварки очень часто используется, если нужно сделать быстренько ремонт дома. Именно поэтому мы поговорим подробнее о том, как сделать аппарат, установить электроды для точечной сварки, как выполнять всю процедуру, а также затронем меры предосторожности.
Процесс точечной сварки
Как сделать сварочный аппарат?
Самодельная точечная сварка вполне допустима при необходимости выполнения сварочных работ непосредственно в домашних условиях. Сделать аппарат относительно несложно, довольно простым и доступным будет и ремонт прибора. Примечательно, что даже самодельные аппараты для точечной сварки могут быть весьма разнообразны: так, есть схемы по созданию небольших переносных приборов, а есть и предназначенные для габаритных аппаратов. Но в большинстве случаев применяются переносные, т.е. настольные вариации, причем используются такие приборы в целях сварки цветных, черных металлов. К тому же ремонт таких аппаратов значительно проще.
Примечательно, что даже самодельные аппараты для точечной сварки могут быть весьма разнообразны: так, есть схемы по созданию небольших переносных приборов, а есть и предназначенные для габаритных аппаратов. Но в большинстве случаев применяются переносные, т.е. настольные вариации, причем используются такие приборы в целях сварки цветных, черных металлов. К тому же ремонт таких аппаратов значительно проще.
Для самостоятельного конструирования аппарата точечной сварки очень важно быть осведомленным обо всех необходимых элементах прибора.
Прежде всего, понадобится основа, т.е. ключевая конструктивная деталь. Один из доступных вариантов создания аппарата точечной сварки предполагает, что в качестве основы используется базисный трансформатор. И наилучшим вариантом в таком случае будет трансформатор серийного производства (таким является, к примеру, ОСМ-1) либо трансформатор от микроволновой печи. Действительно, подобный трансформатор (от микроволновки) считается достаточно мощным (если говорить о средней по показателям СВЧ-печи). Впрочем, трансформатор можно и не применять. В таком случае требуется использование инвертора. Но заменить трансформатор можно, если имеются достаточные навыки, а также знания для выбора хорошего инвертора.
Впрочем, трансформатор можно и не применять. В таком случае требуется использование инвертора. Но заменить трансформатор можно, если имеются достаточные навыки, а также знания для выбора хорошего инвертора.
Далее необходимо поработать над самим трансформатором. Так, его первичную обмотку можно оставить без изменений (учитывайте при этом, что в ней не должно быть менее двухсот витков). А вот вторичная обмотка подлежит замене на более мощную (иначе вскоре потребуется ремонт аппарата).
Ваша конструкция, может выглядеть, так
Вовсе не обязательно наличие в аппарате точечной сварки регулировки значения величины тока, достаточно лишь ориентироваться в ходе сварки по продолжительности нагрева, а также осуществлять визуальный контроль по окраске.
Держатели электродов можно изготовить с использованием дюралюминиевого прута, диаметр которого составляет 30 мм (это хороший материал, и в ближайшем времени ремонт держателей не потребуется). Что касается самих электродов, то нижний должен быть неподвижным и обязательно изолированным от щечек, а также крепежных болтов. Для изоляции используется клейкая лента, реже – шайбы.
Для изоляции используется клейкая лента, реже – шайбы.
Чтобы закрепить электроды в держателях, допустимо применение двух болтов либо латунных шайб. После этого следует взять какие-либо пружины. Подойдут, например, те, что от раскладушки. Тогда держатели вместе с электродами нужно развести посредством пружины в исходное положение.
Сам аппарат для точечной сварки включается в сеть посредством автоматического выключателя (который при этом рассчитан на ток не меньше, чем 20 А).
Как же управлять собранным аппаратом?
Управление осуществляется посредством магнитного пускателя. Существующие в свободном доступе схемы по созданию прибора точечной сварки предусматривают возможность включения пускателя вследствие нажатия педали.
Очень важно, чтобы трансформатор (корпус), а также его вторичная обмотка были заземлены.
О самом процессе
Технология точечной сварки предполагает наличие сразу нескольких этапов.
Первый из них заключается в том, чтобы сначала совместить в нужном положении соединяемые детали и поместить их между электродами аппарата в прижатом друг к другу состоянии.
Затем соединяемые детали нагреваются и достигают состояния пластичности, при этом совместно подвергаясь дальнейшему пластическому деформированию.
Корпус вашей сварки, может быть, даже из дерева
Для максимально качественной сварки, осуществляемой самостоятельно, очень важно, чтобы скорость перемещения двух электродов сохранялась неизменной, а также чтобы обеспечивалась требуемая величина давления и полностью контактировали соединяемые детали.
Следует учитывать, что при точечной сварке детали, благодаря прохождению тока в качестве кратковременного импульса (длительность такого импульса составляет порядка 0,01-0,1 с), довольно быстро нагреваются.
Отметим, что указанный импульс обеспечивает расплавление металла в зоне непосредственного воздействия электродов и формирование общего для соединяемых деталей жидкого ядра. По окончании импульсивного воздействия детали еще некоторое время удерживаются под давлением для того, чтобы ядро могло остыть и кристаллизоваться.
Обратим теперь внимание на то, что длительность импульса может быть разной. И она определяет необходимые режимы точечной сварки.
От чего же зависит импульсивность?
Учитывать необходимо, во-первых, условия сварки, а во-вторых, мощность аппарата.
Так, при осуществлении точечной сварки таких деталей, которые изготовлены из склонных к закалке видов стали, следует время нагрева увеличить. Это позволит замедлить последующее охлаждение металла. Если же происходит точечная сварка деталей, выполненных из нержавеющих сталей, то нагрев, наоборот, должен быть минимальным по продолжительности. В данном случае это необходимый шаг, поскольку в противном случае нагревание может быть сильным настолько, что повлечет за собой структурные превращения. В конечном итоге, наружные слои металла могут потерять свои антикоррозионные свойства. И тогда ремонт металлического изделия будет не за горами.
Еще нужно понимать, что определенное значение имеет и показатель давления между электродами. Давление должно быть таким, чтобы им обеспечивался надежный контакт соединяемых деталей.
Давление должно быть таким, чтобы им обеспечивался надежный контакт соединяемых деталей.
О мерах предосторожности
Все мероприятия, касающиеся техники безопасности при осуществлении точечной сварки, направлены на защиту от поражения электрическим током, от ожогов и различного рода травм.
В этой связи при самостоятельном изготовлении машины для точечной сварки важно уделить должное внимание заземлению. Особую опасность представляет трансформатор (его первичная обмотка). Впрочем, и вторичная обмотка является небезопасной. Касается все это и инвертора, который также должен быть безопасным.
Очень важно, чтобы был обеспечен доступ к любого вида отключающим устройствам (рубильникам, кнопкам и др.). Пол непосредственно перед аппаратом точечной сварки обязательно должен быть сухим. Необходим также и резиновый коврик. Это касается напольных аппаратов.
Если осуществляется зачистка либо смена электродов, устанавливаются отдельные узлы аппарата, производится его ремонт, то нужно быть предельно осторожным и не допустить возможного перемещения электрода.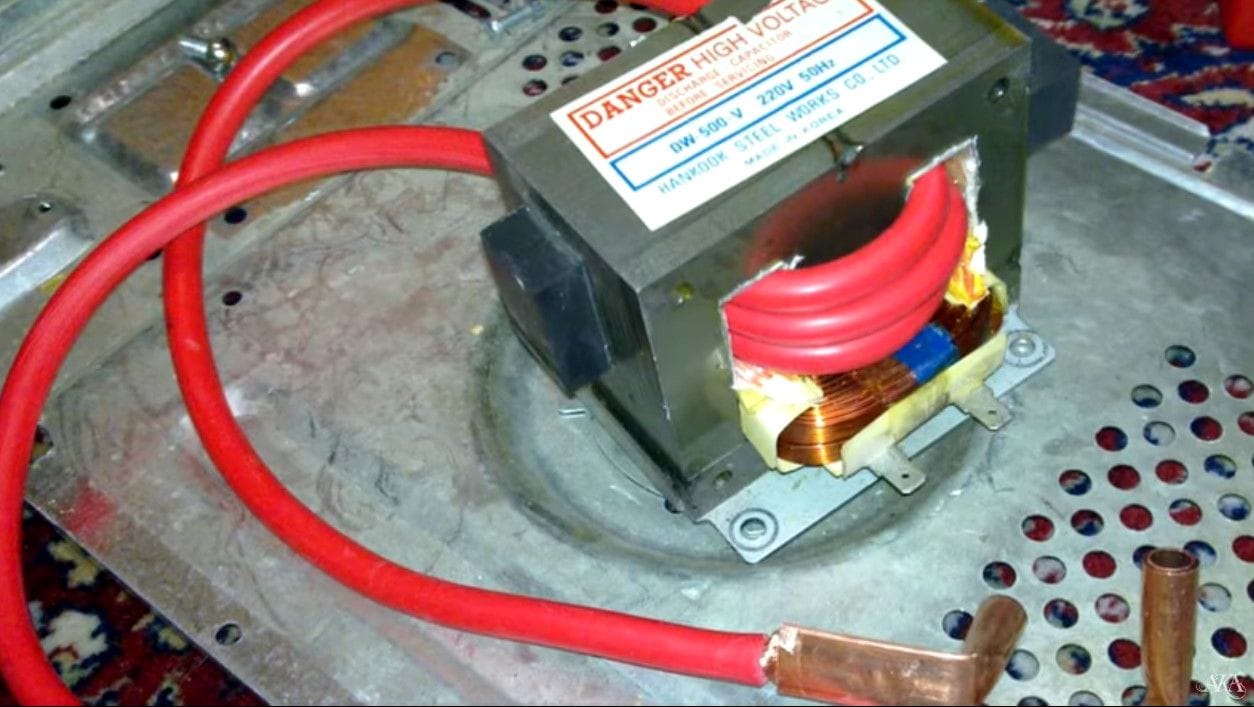
К обязательным элементам относится также и спецодежда. Наконец, необходимо обеспечить хорошую проветриваемость помещения.
Как видим, точечная сварка может быть выполнена и своими силами, включая изготовление сварочного аппарата. И нередко небольшой ремонт осуществляется и таким способом. Разумеется, для осуществления сварки нужно иметь достаточные навыки и знания. Важно и соблюдение всех мер предосторожности.
Простейший аппарат для точечной сварки на конденсаторах своими руками | Сделай Сам — Своими Руками
Для надежного соединения тонкостенного металла применяется точечная сварка. Она не прожигает сталь, к тому же сваривает ее без использования расходных материалов. Для многих работ такой аппарат просто незаменим. Рассмотрим, как его можно сделать максимально простым способом своими руками из конденсаторов.
Материалы:
- Медная проволока 3-4 мм;
- конденсаторы 4700 мкФ 63 В – 9 шт.
 — http://alii.pub/5n14g8
— http://alii.pub/5n14g8 - фанера 10 мм;
- стальной прут 6 мм;
- латунный прут 6-8 мм;
- подшипники с внутренним диаметром 6 мм – 2 шт.;
- пружина;
- одножильный медный провод;
- блок питания 24В. — http://alii.pub/69581s
Процесс изготовления точечной сварки
Первым делом нужно заняться медной проволокой, которой будут соединяться конденсаторы. Она зачищается от изоляции или эмали, так как будет припаиваться. Разровнять ее можно, если зажать один край в патроне дрели, а второй натянув и удерживая плоскогубцами. В итоге при вращении она станет ровная как струна. Из проволоки нарезается 6 заготовок по 10 см.
С помощью перемычек из проволоки требуется спаять паралельно 3 конденсатора. Делаем 3 таких блока. Затем спаиваем их также параллельно перемычками.
Из проволоки выгибаются две скобки, которые послужат клеммами. Они припаиваются к блоку из конденсаторов.
Из фанеры выпиливается рычаг для крепления сварочного электрода, с площадкой для размещения конденсаторов, и крепления верхнего подвижного рычага. На его краю делается глухое отверстие под электрод.
На его краю делается глухое отверстие под электрод.
Из фанеры выпиливается две проушины, в которые сажаются подшипники. В них также предусматриваются отверстия для штифта крепления пружины. Они прикручиваются к детали саморезами.
В проушины устанавливается штифт с пружиной. Из фанеры делается второй подвижный рычаг. Его нужно просверлить поперек под ось. Также сверлится глухое отверстие с краю для электрода.
Далее берем два мощных провода, и зачищаем их края от изоляции. Их концы помещаются в глухие отверстия на рычагах, и которые сверху забиваются латунные электроды, заточенные под конус.
После этого верхний рычаг устанавливается с помощью оси из прутка, вставленной через подшипники. Сразу проверяйте, чтобы электроды в итоге сходились концами при нажатии.
На площадку приклеиваются конденсаторы, и к ним подводятся провода от электродов. К конденсаторам подключается блок питания на 24В.
Теперь сварка может использоваться по назначению. Она с легкостью сваривает тонкий металл, не прожигая его.
Смотрите видео
Сварка из карандаша —
https://sdelaysam-svoimirukami.ru/4364-svarka-iz-karandasha.html
Поделиться в социальных сетях
Вам может понравиться
Устройства для точечной сварки для ювелиров
Устройства для точечной сварки стали довольно популярными на рынке и теперь действительно являются незаменимыми элементами во многих ювелирных мастерских и производственных фирмах. Преимущество точечной электросварки заключается в целевом применении, обеспечиваемом световой дугой, вместо сложной пайки на изделии и нагревания всего ювелирного металла. Точность сварки, простота применения и экономия времени при сборке и ремонте ювелирных изделий обеспечивают эффективную работу. Примерно три года назад компания Lampert Werktechnik представила на рынке устройство для точечной сварки PUK. Теперь Lampert представляет второй аппарат для точечной сварки PUK 2. Он сочетает в себе многие функции, присущие аппаратам для лазерной сварки.
Теперь Lampert представляет второй аппарат для точечной сварки PUK 2. Он сочетает в себе многие функции, присущие аппаратам для лазерной сварки.
- PUK 2 предлагает дополнительный набор функций
Оптимизированная версия для всех требований расширенный производительность. Действительно, он может предложить до 30% больше производительности, что дает немало преимуществ. Более высокая частота импульсов 17 секунд также надежно сваривает серебро, которое, как мы знаем, является хорошим проводником тепла. Две наиболее важные функции устройства, частота сварки и длина импульса, могут управляться с помощью двух переключателей. Более высокая установка длительности импульса обеспечивает большую глубину проплавления, когда это необходимо, что приводит к большей прочности точек сварки, кроме того, точки сварки могут быть структурированы с большей точностью. Высокопроизводительный адаптер сокращает частоту сварки, в результате чего работа с ювелирными изделиями может выполняться быстрее. При этом тепловое воздействие световой дуги на заготовку остается очень низким. Таким образом, заготовку можно без проблем держать в руке; Кроме того, сварка рядом с драгоценным камнем или уже отполированными украшениями не имеет серьезных последствий.
При этом тепловое воздействие световой дуги на заготовку остается очень низким. Таким образом, заготовку можно без проблем держать в руке; Кроме того, сварка рядом с драгоценным камнем или уже отполированными украшениями не имеет серьезных последствий.
- Возможны небольшие точки сварки
- Благодаря фиксированной рукоятке можно работать обеими руками
Работа с устройством требует опыта
Небольшая и компактная система PUK включает в себя сварочный стол, ручка и держатель, набор зажимов и оптический блок. Заготовка должна быть хорошо расположена на сварочном столе, чтобы обеспечить оптимальный электрический контакт. Если это невозможно, электрический контакт с PUK может быть выполнен с помощью зажима. В зависимости от выбранной рабочей ситуации к устройству PUK подключаются зажимы или сварочный стол. За сваркой следует наблюдать только через оптический блок, который автоматически затемняется. Сам процесс сварки автоматический. Острый электрод, расположенный в ручке, замыкает электрическую цепь при соприкосновении с ювелирным металлом и запускает процедуру сварки. Из точки контакта вылетает короткая световая дуга. Металлы плавятся с небольшой и стабильной точкой сварки диаметром 0,6–3 мм. Точка сварки проникает глубже в металл, тем выше производительность сварки и тем меньше теплопроводность материала. Защитный газ предотвращает окисление ювелирного металла в процессе сварки. Во время сварки к украшению или заготовке может быть добавлен дополнительный подходящий материал в виде проволоки толщиной 0,3 мм. Опытные пользователи также легко закроют поры. Как правило, результат сварки зависит от температуры плавления металла и его теплопроводности. Как и во всех новых методах, начинающим пользователям рекомендуется проводить пробную сварку на разных металлах и с разной степенью интенсивности, так как результат и качество сварки зависят от многих факторов. Различные металлы и сплавы действительно ведут себя во время сварки по-разному.
Острый электрод, расположенный в ручке, замыкает электрическую цепь при соприкосновении с ювелирным металлом и запускает процедуру сварки. Из точки контакта вылетает короткая световая дуга. Металлы плавятся с небольшой и стабильной точкой сварки диаметром 0,6–3 мм. Точка сварки проникает глубже в металл, тем выше производительность сварки и тем меньше теплопроводность материала. Защитный газ предотвращает окисление ювелирного металла в процессе сварки. Во время сварки к украшению или заготовке может быть добавлен дополнительный подходящий материал в виде проволоки толщиной 0,3 мм. Опытные пользователи также легко закроют поры. Как правило, результат сварки зависит от температуры плавления металла и его теплопроводности. Как и во всех новых методах, начинающим пользователям рекомендуется проводить пробную сварку на разных металлах и с разной степенью интенсивности, так как результат и качество сварки зависят от многих факторов. Различные металлы и сплавы действительно ведут себя во время сварки по-разному. Характеристики металла, такие как проводимость, температура плавления и любые возможные легколетучие элементы сплава, оказывают существенное влияние на результаты сварки. В целом можно сваривать все стандартные и известные сплавы драгоценных металлов из золота, серебра, платины и палладия. включает в себя трендовые металлы, такие как нержавеющая сталь, титан или сплавы стали и кобальта.
Характеристики металла, такие как проводимость, температура плавления и любые возможные легколетучие элементы сплава, оказывают существенное влияние на результаты сварки. В целом можно сваривать все стандартные и известные сплавы драгоценных металлов из золота, серебра, платины и палладия. включает в себя трендовые металлы, такие как нержавеющая сталь, титан или сплавы стали и кобальта.
- Сборка без переплета
- Процесс сварки автоматический
Lampert Werktechnik теперь хорошо известно в США благодаря к ПУК. Журнал AJM, издание производителей ювелирных изделий и поставщиков американской ювелирной промышленности, присудил Лэмперту Премию за инновации за PUK 2. Одиннадцать независимых членов жюри из ювелирной отрасли выбрали задающий тренд продукт. Приз также дает право на участие в Инновационной выставочной зоне на выставке MJSA 2005 Expo в Нью-Йорке в марте следующего года.
- Близость к камням не проблема
- Фиксирующая сварка перед пайкой
www. lampert.info
lampert.info
by Susanne He uer
Вы берете на себя всю ответственность и риск за использование ресурсов безопасности доступны на этой веб-странице или через нее. ООО «Международное общество драгоценных камней» не несет никакой ответственности за материалы, информацию и мнения, представленные на этой веб-странице или доступные через нее. Никакие советы или информация, представленные на этом веб-сайте, не создают никаких гарантий. Вы полагаетесь на такие советы, информацию или содержимое этой веб-страницы исключительно на свой страх и риск, включая, помимо прочего, любые инструкции по безопасности, ресурсы или меры предосторожности или любую другую информацию, связанную с безопасностью, которая может быть доступна на этой веб-странице или через нее. ООО «Международное общество драгоценных камней» не несет никакой ответственности за травмы, смерть или ущерб, возникшие в результате их использования.
Susanne Heuer
Руководство по точечной сварке | Как работает точечная сварка?
Точечная сварка сопротивлением — увлекательная тема как для сварщиков, так и для исследователей. Это тип метода контактной сварки, который сам по себе относится к категории сварки давлением. Традиционно точечная сварка является неотъемлемой частью автомобильного производства. Возможно, вы видели, как большие роботы быстро передвигаются и сваривают шасси автомобиля. Этот процесс на самом деле является точечной сваркой. В последнее время еще одним простым применением точечной сварки являются литий-ионные аккумуляторы.
Это тип метода контактной сварки, который сам по себе относится к категории сварки давлением. Традиционно точечная сварка является неотъемлемой частью автомобильного производства. Возможно, вы видели, как большие роботы быстро передвигаются и сваривают шасси автомобиля. Этот процесс на самом деле является точечной сваркой. В последнее время еще одним простым применением точечной сварки являются литий-ионные аккумуляторы.
Если вы учитесь на сварщика или ищете дополнительную информацию о точечной сварке, то вы попали по адресу. В этом руководстве мы попытаемся объяснить все о точечной сварке с точки зрения новичка.
Описание
Что такое контактная сварка?
Сварка давлением – это метод, при котором металлические поверхности соединяются под давлением или теплом трения. Существует несколько категорий методов сварки давлением. В некоторых типах сварки используется нагрев и плавление металлов для их соединения, в то время как в других случаях используется не тепло, а только давление (тепло трения).
Вот список различных типов сварки давлением (неполный список):
- Сварка трением
- Сварка сопротивлением
- Ультразвуковая сварка
- Холодная сварка давлением
- Высокочастотная сварка
Сварка сопротивлением — это семейство сварочных процессов, в которых для сварки металлов используется концепция джоулевого нагрева. При этом сочетание тепла и давления вызовет сплавление частей.
Тепло образуется за счет электрического сопротивления между поверхностями металла при прохождении через них сильного тока, когда они находятся под высоким давлением. Из-за высокой плотности тока (большой ток на маленьком участке) металлы плавятся и соединяются.
Электроды, отвечающие за прохождение тока, также оказывают постоянное давление на две части. Нагрев зависит от тока, проходящего от электродов к металлическим поверхностям, времени, в течение которого мы подаем этот ток, и общего сопротивления между электродами.
Математически мы можем рассчитать тепловую энергию при прохождении электрического тока через два металлических листа следующим образом:
Дж = I 2 ×R×t
Во-вторых, I — ток в амперах, R — сопротивление в омах (Ом), t — время в секундах.
Значение сопротивления материала
Важной характеристикой здесь является контактное сопротивление между металлами. Мы знаем, что сопротивление материала — это физическое свойство, которое прямо пропорционально длине и обратно пропорционально площади поперечного сечения.
Константа пропорциональности — это удельное сопротивление материала, которое мы представляем с помощью ρ (Rho). Если удельное сопротивление материала высокое, это означает, что он не является хорошим проводником электричества. Это важный фактор при принятии решения о том, можете ли вы использовать контактную сварку на этом материале или нет.
Например, сталь имеет высокое удельное сопротивление (более чем в шесть раз больше, чем у меди) и плохо проводит электричество. Следовательно, когда мы пропускаем сильный ток, он выделяет тепло и, таким образом, плавится и сваривается.
С другой стороны, алюминий и его сплавы имеют низкое удельное сопротивление (высокую проводимость). Чтобы произвести тепло для сварки, нам нужно пропустить ток в три-четыре раза больше, чем мы сделали для стали. Следовательно, сварка сопротивлением обычно не является предпочтительным методом сварки алюминия.
Следовательно, сварка сопротивлением обычно не является предпочтительным методом сварки алюминия.
Сварка сопротивлением — одна из самых ранних форм сварки, которая до сих пор используется для сварки нескольких типов материалов. Это быстро, эффективно и не требует расходных материалов. Но минусами являются высокая стоимость оборудования и относительно небольшой набор приложений.
Сварку сопротивлением можно разделить на пять типов. Это:
- Точечная сварка
- Шовная сварка
- Выступающая сварка
- Стыковая сварка сопротивлением
- Сварка оплавлением
- Сварка с осадкой
- Ударная сварка
Поскольку основной темой обсуждения является точечная сварка, мы рассмотрим ее подробнее в следующем разделе. В будущих руководствах мы узнаем больше о других типах контактной сварки.
Что такое точечная сварка?
Когда мы говорим «Сварка сопротивлением», мы обычно имеем в виду точечную сварку сопротивлением (RSW) или просто точечную сварку. Это самый популярный и распространенный вид контактной сварки.
Это самый популярный и распространенный вид контактной сварки.
С помощью точечной сварки можно сваривать металлические листы толщиной до 25 мм каждый. Автомобильная промышленность является основным реализатором точечной сварки. Вы можете посмотреть на YouTube видеоролики о сборочных предприятиях, где большие роботизированные точечные сварочные аппараты сваривают шасси автомобиля. Фактически, вы можете иметь в среднем от 4500 до 5000 точечных сварных соединений в шасси автомобиля обычного размера.
Типичная система точечной сварки состоит из трех частей. Это основная конструкция, электрическая система и система приложения силы/давления.
Рама или структура системы точечной сварки обеспечивает прочность и жесткость всей системы. Он также имеет механизм для удержания и перемещения электродов. Электрическая система состоит из трансформатора (понижающего трансформатора), конденсатора, регулятора тока, временной цепи и цепи управления.
Наконец, у нас есть механическая система, которая отвечает за удержание металлических листов, а также за приложение усилия через электроды в процессе сварки.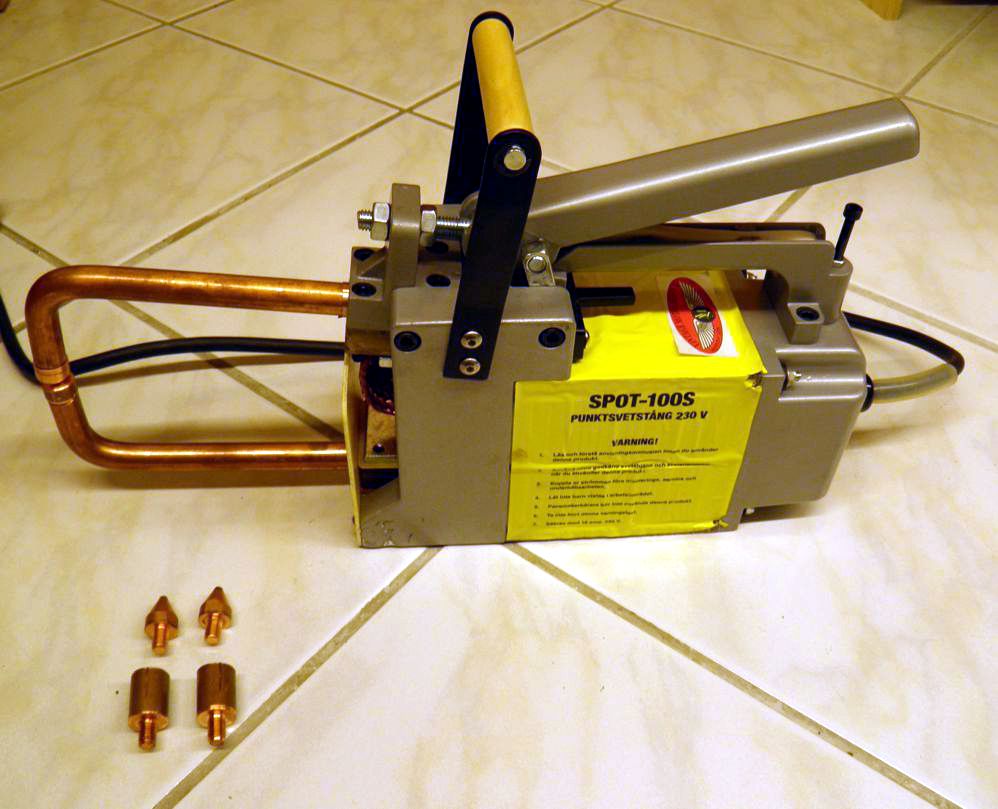
Есть несколько способов создать эту силу. Средние и большие системы точечной сварки используют пневматическую (сжатый воздух) подсистему. В небольших установках для точечной сварки используются высококачественные серводвигатели.
Помимо этих двух, у нас также есть гидравлические и пружинные механизмы для создания зажимного усилия.
Другой важной частью системы точечной сварки являются электроды. Они отвечают за две функции. Первый заключается в том, чтобы с усилием зажать заготовки и оказать на них давление. Во-вторых, они проводят ток высокой силы тока и низкого напряжения, который выделяет тепло и, по сути, сваривает части вместе.
Принцип работы
Устройство точечной сварки работает очень просто. Он включает в себя точное приложение электрического тока и механической силы с необходимой степенью и периодом. Электроды, скрепляющие заготовки, также проводят ток.
Во-первых, прохождение электрического тока в месте контакта электродов и металлов вызывает значительное количество тепла, которое расплавляет металл.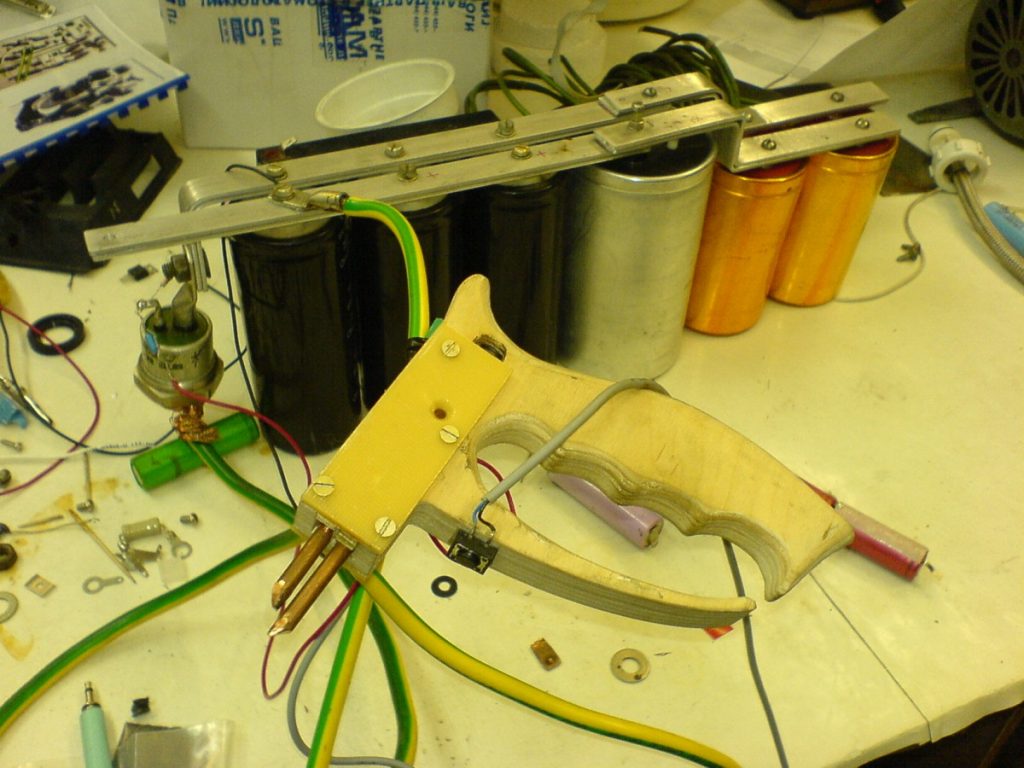 Затем две части удерживаются под давлением, чтобы металл расплавился и остыл.
Затем две части удерживаются под давлением, чтобы металл расплавился и остыл.
Наконец, вы можете ослабить давление электродов на листы. В зависимости от формы кончика электрода сварной шов будет иметь форму эллипса (или любой другой формы).
Поскольку это чувствительный ко времени процесс, мы можем разделить операцию типичного цикла точечной сварки на четыре «временных» этапа. Их:
- Время сжатия
- Время сварки
- Время удержания
- Время выключения
Сложите два куска листового металла внахлест и поместите их между электродами. Теперь пришло время удерживать эти заготовки электродами и оказывать на них давление. Количество времени, необходимое электродам для создания или повышения силы и правильного зажима металлов, называется временем сжатия.
Это также время между первым приложением силы к заготовке и непосредственно перед подачей электрического тока.
После набора надлежащей силы, т. е. после времени сжатия, мы теперь готовы подать ток. Время, в течение которого сварочный ток проходит от электродов к заготовке, называется временем сварки.
Время, в течение которого сварочный ток проходит от электродов к заготовке, называется временем сварки.
Время сварки обычно очень короткое. Следовательно, вместо указания времени мы обычно указываем количество циклов питания от сети переменного тока. Например, в Северной Америке с источником питания с частотой 60 Гц 1 цикл занимает 1/60 = 0,0167 с, в то время как в других частях мира с источником с частотой 50 Гц 1 цикл составляет 1/50 = 0,02 с.
Если взять углеродистый листовой металл толщиной от 0,4 мм до 3 мм, потребуется от 8 до 10 циклов сварки на мм толщины.
К концу времени сварки место контакта будет в расплавленном состоянии. По истечении времени сварки ток отключается, но электроды продолжают оказывать давление на заготовки в течение определенного периода времени, который является временем удержания.
За это время мы, по сути, даем металлу остыть и в то же время применяем силу. На этом этапе расплавленный металл затвердеет и создадутся сварные швы.
По истечении времени выдержки электроды освобождают заготовки от захвата и готовы к сварке следующего места. На этот раз время выключения.
Параметры точечной сварки
Мы уже видели временные параметры процесса точечной сварки. Но есть ли другие важные переменные или параметры? Да. У нас есть пара важных параметров. Давайте быстро взглянем на то же самое.
Цикл сварки
Четыре шага, которые мы видели ранее, состоят из времени сжатия, времени сварки, времени удержания и времени выключения. Сварочный цикл варьируется от материала к материалу, поскольку он связан с физическими и механическими свойствами.
Сварочный ток
Это электрический ток, который течет через электроды, а затем на поверхность заготовок. Если вы помните уравнение тепловой энергии, которое мы упоминали ранее, эта энергия пропорциональна квадрату силы тока.
Таким образом, подача правильного тока имеет решающее значение. В большинстве случаев ток большой силы тока и низкого напряжения. Например, если вы возьмете стальной лист без покрытия толщиной 1 мм, ему потребуется ток от 7 кА до 10 кА. Это может быть переменный или постоянный ток.
Например, если вы возьмете стальной лист без покрытия толщиной 1 мм, ему потребуется ток от 7 кА до 10 кА. Это может быть переменный или постоянный ток.
Усилие зажима (давление)
Усилие электрода или усилие зажима является еще одним важным параметром. Это сила, с которой электроды воздействуют на заготовки. Если усилие слишком мало, это повысит контактное сопротивление и приведет к ухудшению качества сварки.
С другой стороны, если усилие зажима слишком велико, это приведет к уменьшению площади сварного шва, что, в свою очередь, уменьшит его прочность.
Площадь электрода
Площадь электрода определяет плотность тока системы точечной сварки, которая представляет собой количество тока на единицу площади. Диаметр электрода пропорционален толщине металла.
Общее сопротивление
Если вы помните уравнение тепловой энергии, мы упоминали, что количество выделяемого тепла прямо пропорционально сопротивлению сварного шва, которое является полным сопротивлением.
Когда мы говорим «Общее сопротивление», это сумма отдельных сопротивлений, таких как контактное сопротивление между электродом и металлом, сопротивление через отдельный металл, а также контактное сопротивление между металлами.
Электроды для точечной сварки
Электроды системы точечной сварки играют важную роль. Они отвечают за сжатие заготовок вместе, а также применяют электрический ток высокой силы тока для сварки металлов.
Медь является популярным материалом для электродов из-за ее превосходной электропроводности, теплопроводности и прочности. Медные сплавы с внутренним водяным охлаждением обычно используются в качестве электродов для точечной сварки. Помимо медных сплавов, мы также можем использовать вольфрам и молибден.
Следующим важным фактором в отношении электродов является их форма. Некоторые общедоступные формы электродов: заостренные, плоские, со смещением, куполообразные и т. д. Вы должны выбрать правильную форму в зависимости от типа свариваемого материала, а также его толщины.
Типы машин для точечной сварки
Машины для точечной сварки доступны в нескольких конфигурациях. Один из самых простых аппаратов для точечной сварки состоит из подпружиненного коромысла с ножными педалями. Это полностью ручная машина, где оператор должен выполнять всю тяжелую работу.
Оператор помещает заготовки между электродами и правильно их выравнивает. Затем он нажимает на педаль, которая активирует механизм коромысла электрода. Некоторые модели имеют простой воздушный компрессор для управления коромыслами. Эти машины точечной сварки недороги и подходят для небольших магазинов.
Далее у нас есть машины для точечной сварки прессового типа. При этом нижний рычаг электрода обычно остается стабильным, в то время как пневматическая система контролирует движение верхнего электрода.
Эти машины обеспечивают очень стабильную работу с точным выравниванием электродов. Машины немного большего размера используют гидравлическую систему для управления электродом.
Обе эти машины хороши для небольших производств. Если вы ищете большое производство, работающее на очень высокой скорости, то вам стоит присмотреться к Robotic Spot Welder.
Аппараты точечной сварки такого типа очень распространены в промышленности, особенно на автомобильных сборочных предприятиях. Они высокоскоростные, точные и точные, и самое лучшее, что вы можете автоматизировать весь процесс. Прижимное усилие обеспечивается пневматической системой или серводвигателями.
Для повышения производительности вы также можете приобрести многоточечные сварочные аппараты. Вместо одного сварного шва можно выполнять более 20 точечных сварных соединений одновременно. Но ограничение таких систем заключается в том, что они подходят для относительно прямых кусков листового металла.
Преимущества точечной сварки
- Точечная сварка выполняется быстро. Подходит для крупносерийного производства
- Это быстрее, чем дуговая сварка и пайка
- Оператору или технику требуется очень небольшая подготовка для работы на машине
- Вы можете легко автоматизировать процесс сварки с помощью машин для точечной сварки
- Отсутствие деформации металла, так как площадь сварного шва довольно мала и тепловая энергия сосредоточена в этой области
Недостатки точечной сварки
- Оборудование дорого для высокопроизводительного производства
- Обслуживание машин для точечной сварки затруднено
- Поскольку речь идет о большой силе тока и низком напряжении, стоимость материалов высока (провода и т.

