Аппарат сварки для нержавейки: Сварочные аппараты для нержавейки — купить с бесплатной доставкой по России
Содержание
Сварка нержавеющей стали в бытовых условиях и выбор подходящего оборудования.
Содержание
- 0.1 Какова необходимая производительность и источники питания.
- 1 Соответствие качества швов ожиданиям и квалификация сварщика.
- 1.1 Недостатки в работе аппаратов инверторного типа.
- 1.2 Особенности сваривания высоколегированных металлов.
- 1.3 Подготовительные работы. Основные приемы сваривания.
- 1.4 Визуальные показатели качества шва.
Сварка нержавеющей стали в домашних условиях требует наличия качественного оборудования. Перед покупкой сварочного аппарата следует решить для себя ряд вопросов.
Если есть необходимость варить высоколегированную и нержавеющую сталь, то выбор стоит остановить на сварочном выпрямителе или инверторе.
Вы должны определиться, каким будет обрабатываемый металл (марка и толщина). Толщина свариваемой стали имеет большое влияние на величину сварочного тока и выбор диаметра проволоки и электродов. Если мощность тока будет недостаточной, шов не получится. Толстый металл хорошо отводит тепло, в связи с чем он плохо поддается сварке. В результате на месте шва остаются только кусочки расплавленной проволоки и шлак.
Если мощность тока будет недостаточной, шов не получится. Толстый металл хорошо отводит тепло, в связи с чем он плохо поддается сварке. В результате на месте шва остаются только кусочки расплавленной проволоки и шлак.
Сварка необходима не только на производстве, но и в быту
Какова необходимая производительность и источники питания.
Высокая производительность требует от оборудования для сварки большой продолжительности включения. В противном случае, значительный процент времени будет потрачен на ожидание охлаждения аппарата. Что касается бытовых моделей, то по продолжительности включения (ПВ) трансформаторы и выпрямители значительно уступают инверторам с их ПВ в 80%.
Нужно помнить о том, что сварочный аппарат будет работать от бытовой сети. Поэтому, выбирая оборудование, помните о соседях. Если работать будете много, а напряжение в сети «скачет», обратите пристальное внимание на мощность прибора для сварки.
Моргание лампочек и выход из строя бытовых приборов, вызванное использованием сварочных трансформаторов и выпрямителей, провоцирует агрессию в адрес соседей-сварщиков. В этом смысле менее энергозатратный и имеющий функцию «анти-залипание электродов» инвертор способствует поддержанию теплых отношений с соседями. Контактируя со сталью, инвертор только снижает величину сварочного тока (т.е. напряжение на клеммах). Однако работоспособность при низком напряжении сети совершенно не страдает. Основная масса инверторов обеспечивает отличное качество шва при напряжении 160-250В.
В этом смысле менее энергозатратный и имеющий функцию «анти-залипание электродов» инвертор способствует поддержанию теплых отношений с соседями. Контактируя со сталью, инвертор только снижает величину сварочного тока (т.е. напряжение на клеммах). Однако работоспособность при низком напряжении сети совершенно не страдает. Основная масса инверторов обеспечивает отличное качество шва при напряжении 160-250В.
Если опыт сварщика мал, а ожидаемое качество работ высоко, следует сделать выбор в пользу инвертора с функциями Arc Force, Anti Stick и Hot Start.
Arc Force («форсирование дуги»)
Автоматическое увеличение напряжения на клеммах, которое не дает «залипнуть» электроду в момент отделения от него большой капли металла.
Hot Start («горячий старт»)
Усиление сварочного тока на начальном этапе сварки для облегчения поджога сварочной проволоки.
Anti Stick («противозалипание»)
В процессе сваривания напряжение на клеммах снижается таким образом, что приваривание электрода к стали прекращается.
Эти дополнительные возможности в большой мере облегчают работу сварщика даже невысокой квалификации. Они позволяют:
- сформировать качественный шов в различных положениях;
- сократить разбрызгивание при сварке;
- справиться со свариванием очень сложных конструкций.
Принимая во внимание все перечисленное, стоит отметить, инверторы с их минимальными габаритами и весом от 4 до 10 кг – идеальный вариант для сварки нержавеющих сталей в бытовых условиях.
Недостатки в работе аппаратов инверторного типа.
Минусовая температура ниже 10-15°С губительна для таких чувствительных приборов. Хранение и эксплуатация зимой в неотапливаемых помещениях для инвертора крайне нежелательны.
Также не подходят инверторы для работы в запыленных помещениях. Пыль затрудняет охлаждение транзисторов и ухудшает отдачу тепла.
Кроме всего прочего, цена на инверторы, а также их ремонт, достаточно высока.
Особенности сваривания высоколегированных металлов.
Нержавеющие стали из-за своих антикоррозионных свойств и прочности лидируют в качестве материала для создания промышленных и используемых в быту металлоконструкций.
При желании и старание, возможно стать автором, таких шедевров
При сваривании нержавейки в бытовых условиях следует учитывать ряд особенностей.
- Подобный металл обладает пониженной теплопроводностью, легко проплавляется в шве, а значит необходимо снизить силу тока на 15-20%
- Материал подвержен значительной деформации во время сварочных работ и по их завершении — следует оставлять достаточный зазор между элементами конструкции во избежание трещин.
- Наиболее подходящими электродами являются те, что изготовлены на основе хромоникелевой проволоки длиной до 350 мм.
- Так как нержавейка имеет свойство терять антикоррозийные качества при неверно выбранной температурной обработке, место сварки необходимо быстро охлаждать любыми доступными способами (использование медных прокладок, обдувание воздухом, обливание водой).
Подготовительные работы. Основные приемы сваривания.
Начинать работу следует с зачистки стальных кромок металлической щеткой и обработки растворителем. Это служит отличной профилактикой возникновения пор в швах и увеличивает устойчивость дуги.
Различают три основных технологии сваривания нержавейки:
- аргонная сварка нержавеющей проволокой. Однако этот способ применяется для полуавтоматов и не подходит для инверторов.
- сварка покрытыми электродами. Самый простой способ сварки. Является приемлемым, если требования к качеству соединения не высоки.
- сварка электродами на основе вольфрамовой проволоки в среде аргона используется для работы с тонкой сталью, если требования к шву достаточно велики (обычно таким образом сваривают емкости для перевозки газа и жидкости под давлением). В этом случае для присадки стоит применять проволоку с более высокой в сравнении с основным металлом степенью легирования.
Перво наперво, качество шва определяют визуально
Визуальные показатели качества шва.

Визуальный контроль качества сварного соединения нержавеющих сталей – самая простая и доступная из имеющихся технологий. Он производится еще в процессе выполнения сварочных работ и является одной из обязанностей самого сварщика, который должен систематически осматривать швы. Так же это технология контроля работы по ее окончании.
Качественное сварное соединение не имеет:
- пережога проволок;
- чрезмерной шероховатости;
- наплывов;
- подрезов;
- усиления и ослабления швов;
- непроваренных участков;
- ломкости при изгибе;
- искажения катетов угловых швов;
- перепадов по ширине и высоте.
Сварочный аппарат для сварки нержавейки дома: лучшие модели
Екатерина
Время чтения: 6 минут
Нержавеющая сталь — один из самых часто применяемых металлов. Из нержавейки можно изготовить все: от автомобильных деталей до посуды.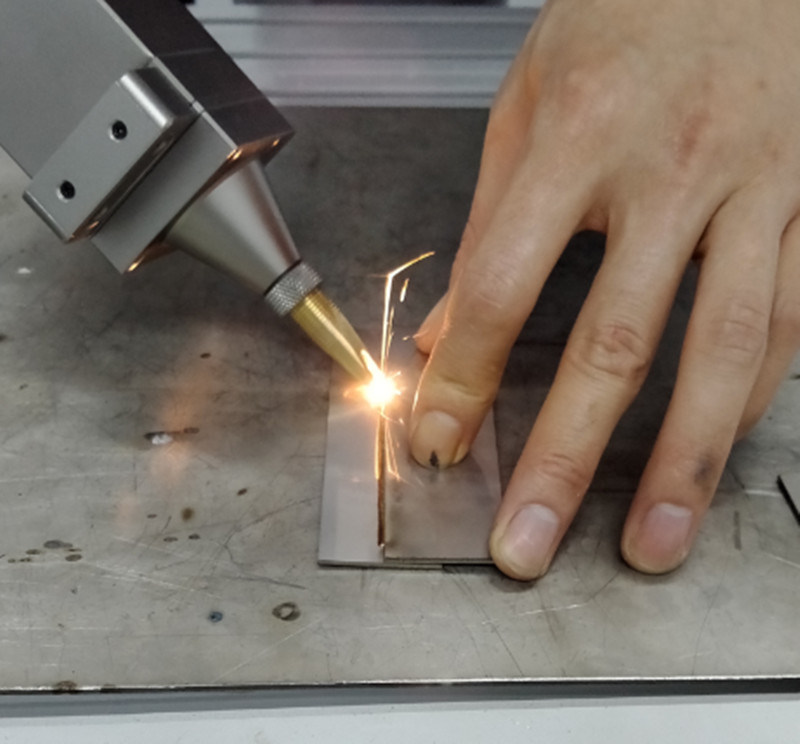 Но не смотря на такую распространенность нержавейки, с ней все еще непросто работать. Все дело в окисной (оксидной) пленке, которая образовывается на поверхности металла.
Но не смотря на такую распространенность нержавейки, с ней все еще непросто работать. Все дело в окисной (оксидной) пленке, которая образовывается на поверхности металла.
С одной стороны, оксидная пленка защищает нержавейку от образования коррозии. А с другой, она существенно затрудняет сварку, поскольку температура ее плавления более 2000 градусов по Цельсию. Тогда как температура плавления нержавеющей стали существенно ниже.
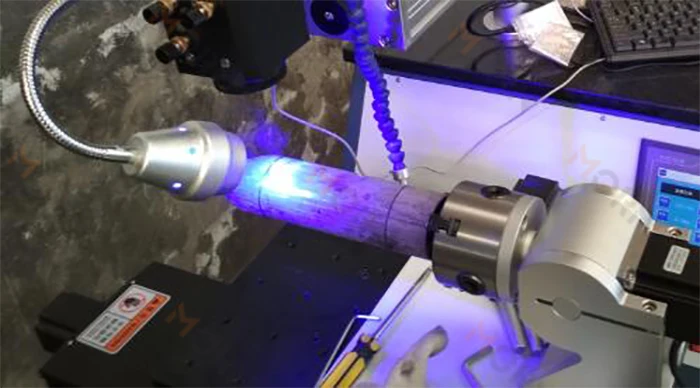
Тем не менее, существует множество способов сварить нержавеющую сталь. Какие-то из них проще и быстрее, а какие-то трудоемки, но дают отличный результат. На наш взгляд, самая оптимальная сварочная технология при работе с нержавейкой — это TIG, она же аргонодуговая сварка. Получаемые швы отличаются аккуратностью и высоким качеством, что крайне важно при работе с нержавеющей сталью. В этой статье мы напомним вам о данной технологии и подскажем, какой аппарат для сварки нержавейки выбрать, если вы домашний мастер.
Содержание статьи
- Технология сварки: особенности
- Лучшие аппараты для сварки нержавейки дома
- Quattro Elementi Multi Pro 2100
- FUBAG IRMIG 200 SYN
- FoxWeld InverMIG 185
- Svarog PRO MIG 160 SYNERGY
- Aurora SPEEDWAY 175
- Вместо заключения
Технология сварки: особенности
Технология сварки нержавеющей стали не так сложна, как кажется многим новичкам. Мы расскажем об основных нюансах, которые нужно учитывать, чтобы добиться качественных соединений.
Мы расскажем об основных нюансах, которые нужно учитывать, чтобы добиться качественных соединений.
Выше мы уже говорили о том, что сварка нержавеющей стали затруднительна во многом благодаря окисной пленки, которая есть на поверхности металла. Температура плавления этой пленки превышает температуру плавления самой нержавейки, отсюда и все трудности. Чтобы упростить процесс TIG сварки мы настоятельно рекомендуем зачистить поверхность металла перед проведением работ. После зачистки не нужно медлить, сразу приступайте к сварке. Даже после зачистки пленка может снова образоваться на поверхности.
Положение сварочной горелки — еще один немаловажный пункт, на который нужно обратить внимание. Оптимальный угол сварки составляет 80 градусов относительно оси мундштука, саму горелку нужно наклонить в противоположную от сварного шва сторону. Не совершайте колебательные движения во время сварки.
При введении присадочного материала в сварочную ванну держите его под углом в 20 градусов относительно поверхности металла. Наиболее прочные швы можно получить, если укладывать присадочную проволоку прямо на поверхность нержавейки. В таком случае капельный перенос расплавленного металла снижается до минимума.
Наиболее прочные швы можно получить, если укладывать присадочную проволоку прямо на поверхность нержавейки. В таком случае капельный перенос расплавленного металла снижается до минимума.
Читайте также: Сварочный аппарат для TIG сварки
Проволоку нужно направлять перед сварочной дугой, плавно вводя присадочный материал в сварочную зону. Ни в коем случае не совершайте поперечные колебания проволокой при сварке нержавейки методом TIG сварки. Иначе кислород проникнет в сварочную зону и окислит металл, снизив антикоррозийные свойства нержавейки до минимума.
Также для предотвращения попадания кислорода в зону сварки не выключайте подачу защитного газа сразу после выполнения работ. Подождите 10-20 секунд и выключите газ.
Лучшие аппараты для сварки нержавейки дома
Quattro Elementi Multi Pro 2100
Самый недорогой сварочный аппарат для нержавейки в нашем списке. Это классический сварочный аппарат полуавтоматического типа, предназначенный не только для TIG сварки, но и для MMA и MIG/MAG сварки. Функционал большой, так что у вас практически не будет ограничений в работе.
Функционал большой, так что у вас практически не будет ограничений в работе.
Аппарат работает от стандартной бытовой розетки с напряжением 220 Вольт, вам не нужно беспокоиться о питании. Максимальный сварочный ток — 190 Ампер, чего достаточно для сварки на дому. Производитель заявляет, что данный аппарат способен без перерыва проработать до 60% всего сварочного цикла, и это правда. Характеристики не поражают воображение, но они честные и во многом похожи на реальные показатели.
Вес у аппарата средний в данном классе — около 17 килограмм. Ни много, ни мало. На большую высоту его, конечно, не затащишь, но перевезти с места на место можно без труда.
FUBAG IRMIG 200 SYN
Сварочное оборудование FUBAG в принципе очень популярно среди домашних мастеров, и это не удивительно. Стоит оно относительно недорого, при этом собрано качественно м стабильно выполняет свою задачу. Поэтому мы решили включить в наш список и FUBAG IRMIG 200 SYN.
Это стандартный полуавтомат инверторного типа, который предназначен для сварки на постоянном токе. Из режимов доступна ММА, MIG/MAG сварка и конечно TIG. Этот аппарат стоит чуть дороже модели, о которой мы рассказали выше. Но и выдает он бОльший сварочный ток — до 200 Ампер при TIG сварке.
Из режимов доступна ММА, MIG/MAG сварка и конечно TIG. Этот аппарат стоит чуть дороже модели, о которой мы рассказали выше. Но и выдает он бОльший сварочный ток — до 200 Ампер при TIG сварке.
Данный полуавтомат работает без перерыва до 40% сварочного цикла, что не радует. Но для бытовых нужд этого должно быть достаточно. Главный козырь FUBAG IRMIG 200 SYN — компактность. Вес аппарата не превышает 12 килограмм, и это самый легкий полуавтомат в нашем списке. Его можно без проблем транспортировать и даже использовать для сварки в труднодоступном месте.
FoxWeld InverMIG 185
Следующий сварочный аппарат для нержавеющей стали в нашем списке — это FoxWeld InverMIG 185. На первый взгляд, он мало чем отличается от других недорогих полуавтоматов. Функционал тот же (MMA, MAG/MIG, TIG сварка), питается от бытовой розетки, выдает до 180 Ампер. Последняя характеристика вообще является одной из самых «слабых» среди всех аппаратов в нашем списке. Но его главная особенность заключается в другом.
По заверению производителя, параметр включения у этого аппарата равен 100%. На практике можете рассчитывать на 90%. Это значит, что вы сможете без проблем выполнять долгую трудоемкую сварку без необходимости в перерыве.
Svarog PRO MIG 160 SYNERGY
Вам нужен простенький, компактный и недорогой полуавтомат для работы с нержавеющей сталью? Присмотритесь к Svarog PRO MIG 160 SYNERGY. Этот аппарат способен выполнять как необходимую нам TIG сварку, так и MMA, MIG/MAG сварку.
Характеристик не удивляют: максимальный ток всего 160 Ампер, а параметр включения не превышает 60%. Тем не менее, этого достаточно, если вы планируете выполнять сварку пару раз в год и беспокоитесь о счетах за электричество. Модель очень экономичная и функциональная. К тому же, весит чуть больше 12 килограмм, что очень удобно.
Aurora SPEEDWAY 175
Для многих мастеров полуавтоматический сварочный аппарат для сварки — это всегда только Aurora и ничего более. И действительно, этот бренд завоевал уважение как среди новичков, так и среди профессиональных сварщиков. Если вы один из таких мастеров, то обратите внимание на модель SPEEDWAY 175. Аппарат не самый дешевый, но однозначно стоит своих денег.
Если вы один из таких мастеров, то обратите внимание на модель SPEEDWAY 175. Аппарат не самый дешевый, но однозначно стоит своих денег.
Здесь все те же возможности: ММА, MIG/MAG и TIG сварка. Максимальная сила тока — 175 Ампер, а параметр включения около 35%. Последний факт смущает многих сварщиков, но на деле это не настолько критичный недостаток. Особенно, если вы изредка ремонтируете что-то на даче.
Аппарат надежный, компактный и стабильно работает даже при скачках напряжения. Однозначно рекомендуем.
Вместо заключения
Похожие публикации
Лучшие сварочные аппараты для нержавеющей стали для продажи онлайн по самой низкой цене
Поиск
Все категории/
Магазин по использованию/
Дуговые сварщики/
Сварщики по металлу/
Сварщики стали
Найдено 111 шт.
Б/у Miller Dynasty 210 DX и комплект педали управления
Millermatic 211 Auto-Set Mig Welder
Комплект для сварки TIG Miller Diversion 180AC/DC
Millermatic 211 Auto-Set/Small Cart Сварочный аппарат Mig 110/220 В
Hobart Handler 190 Сварочный аппарат с подачей проволоки
ESAB Fabricator 186 Сварочный аппарат переменного/постоянного тока
Multimatic 200 упаковок с комплектом TIG (ранее 951586)
НОВИНКА! Millermatic 141 W/Auto Set 110 Вольт сварочный аппарат MIG с тележкой
ЭСАБ #W1006313 ArcMaster 141 AC/DC
Miller Dynasty 280 DX (Auto-Line 208-575 В) с CPS
Dynasty 280 Dx (с CPS) TIGrunner
Miller Dynasty 280 Dx (с Cps) Полная упаковка с ножным управлением
Сварочный аппарат/генератор Blue Star 185
ESAB Fabricator 186i AC/DC Stick/TIG Kit/Reg/Torch Ct.
Династия Миллера 210 DX (120–480 В)
Miller Dynasty 210 DX 120–480 В, CPS
Miller Dynasty 210 (120–480 В), полный комплект педали управления
Miller Dynasty 210 120–480 В, полный комплект беспроводной педали управления
Miller Dynasty 210 DX 120–480 В, полный комплект беспроводной педали управления
Миллер XMT 350 CC/CV, Dinse
ESAB Rebel EMP 215ic Multi-Process MIG/TIG/Stick Package
Сварочный аппарат Miller Multimatic 215 MIG/Stick/TIG
Multimatic 215 с комплектом TIG Kit
Hobart Handler 140 Wire Feed Welder
Сварочные аппараты MIG и TIG для нержавеющей стали
Сварка нержавеющей стали широко используется в промышленности, а также в торговле, искусстве и бесчисленном количестве ремонтных работ. Коррозионная стойкость нержавеющей стали делает ее идеальной для многих применений. Однако более высокое содержание сплавов (хрома и никеля) снижает его свариваемость. Welders Supply предлагает инновационные технологии сварки, поэтому вы можете сваривать что угодно.
Коррозионная стойкость нержавеющей стали делает ее идеальной для многих применений. Однако более высокое содержание сплавов (хрома и никеля) снижает его свариваемость. Welders Supply предлагает инновационные технологии сварки, поэтому вы можете сваривать что угодно.
Welders Supply предлагает аппараты для сварки MIG и TIG. Покупайте сварочные аппараты Miller TIG, Hobart Ironman и ESAB. Если вы не уверены, какой сварочный аппарат для нержавеющей стали лучше всего подойдет для ваших конкретных нужд, позвоните нам, и один из наших опытных представителей будет рад вам помочь.
Необходимые инструменты для сварки нержавеющей стали
Плазменные резаки — лучший вариант для получения точной резки. Они не только самые быстрые, но и самые точные. Для мелкосерийных работ подойдут электроинструменты. Для крупномасштабных работ вам понадобится плазменный резак. Welders Supply предлагает лучшее оборудование для плазменной резки. Ознакомьтесь с нашим полным ассортиментом станков плазменной резки.
Для бесшовного сварного шва необходимо зашлифовать все неровности. Существует множество абразивных материалов, которые облегчают шлифовку и выдалбливание: от ручных инструментов, таких как жернова/напильники, до проволочных щеток, которые помогают сглаживать и удалять мусор, до более крупных шлифовальных станков, которые быстрее сглаживают острые края.
Welders Supply предлагает одни из лучших в отрасли инструментов для резки и шлифовки. Мы всегда рады помочь с любыми вопросами, которые могут у вас возникнуть.
Самые низкие цены и бесплатная доставка при заказе на сумму более 300 долларов США
С 1938 года Welders Supply поставляет сварщикам лучшее сварочное оборудование. То, что началось как местный бизнес, выросло, чтобы обслуживать сварщиков по всей Америке. Помимо лучших цен, доступных в Интернете, Welders Supply также предлагает бесплатную доставку при заказе на сумму более 300 долларов США (в пределах континентальной части США).
Свяжитесь со сварщиками Поставка сейчас для помощи со сварщиками и инструментами для сварки нержавеющей стали.

Избранное
Сварочные перчатки Tillman Premium MIG
Посмотреть продукт
Защитные очки Gateway StarLite — прозрачные/незапотевающие
Просмотр продукта
Наушники Jackson Safety, VIBE
Просмотр продукта
Классическая серия Miller VS Black с ClearLight
Просмотр продукта
Зеленые рукава Tillman
Просмотр продукта
Тканевая сварочная куртка Miller Indura
Просмотр продукта
Дефлектор экрана Hypertherm Powermax 45
Просмотр продукта
Подушечка для левой руки Tillman
Посмотреть продукт
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товара
Millermatic 211 Auto-Set Mig Welder
Просмотр продукта
Сварка MIG нержавеющей стали с помощью компактных сварочных аппаратов
В: В моей мастерской есть небольшой сварочный аппарат с механизмом подачи проволоки на 120 В, который я использую для сварки МИГ мягкой стали. У меня новая работа по изготовлению листового металла из нержавеющей стали марки 16 калибра 304, и мне интересно, могу ли я использовать этот же сварочный аппарат для сварки MIG из нержавеющей стали? Если да, то как настроить сварочный аппарат?
У меня новая работа по изготовлению листового металла из нержавеющей стали марки 16 калибра 304, и мне интересно, могу ли я использовать этот же сварочный аппарат для сварки MIG из нержавеющей стали? Если да, то как настроить сварочный аппарат?
A: Во-первых, обратите внимание, что марка 304 представляет собой аустенитную нержавеющую сталь. Поэтому в этой статье речь пойдет только об этом типе. Хотя аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионно-твердеющие типы нержавеющих сталей.
Ответ на ваш первый вопрос: да, вы можете сваривать MIG тонкостенную нержавеющую сталь в режиме короткого замыкания с помощью компактных сварочных аппаратов MIG с входным питанием 120 В или 230 В (см. пример в Рисунок 1 ). Машина будет иметь такую же силу тока и результирующую толщину материала с нержавеющей сталью, как и с углеродистой сталью.
Прежде чем ответить на ваш второй вопрос, необходимо кратко обсудить различия некоторых физических и химических свойств нержавеющей стали по сравнению с углеродистой сталью и то, как это влияет на параметры сварки. Во-первых, коэффициент теплового расширения аустенитных сталей примерно на 50 % больше, чем у углеродистой стали, что может привести к большей деформации. Поэтому, чтобы свести к минимуму деформацию (особенно на листовом металле), сваривайте на самом низком возможном уровне силы тока или «нагрева», который по-прежнему обеспечивает полное сплавление между проволокой и базовой пластиной. Во-вторых, нержавеющая сталь имеет более низкую теплопроводность, а это означает, что тепловая энергия не передается и не удаляется от зоны сварки так быстро. Это полезно при сварке, поскольку для достижения полного плавления не требуется такого большого тока, поскольку тепло не так быстро отводится из зоны сварки.
Во-первых, коэффициент теплового расширения аустенитных сталей примерно на 50 % больше, чем у углеродистой стали, что может привести к большей деформации. Поэтому, чтобы свести к минимуму деформацию (особенно на листовом металле), сваривайте на самом низком возможном уровне силы тока или «нагрева», который по-прежнему обеспечивает полное сплавление между проволокой и базовой пластиной. Во-вторых, нержавеющая сталь имеет более низкую теплопроводность, а это означает, что тепловая энергия не передается и не удаляется от зоны сварки так быстро. Это полезно при сварке, поскольку для достижения полного плавления не требуется такого большого тока, поскольку тепло не так быстро отводится из зоны сварки.
Нержавеющая сталь также имеет более низкую электропроводность (т. е. более высокое электрическое сопротивление). Это означает, что при той же скорости подачи проволоки, что и при использовании углеродистой стали, уровень тока при работе с нержавеющей сталью будет ниже. Кроме того, поддержание постоянного расстояния контакта наконечника до рабочего места (CTWD) более важно для нержавеющей стали, так как отклонения приводят к большей степени изменения уровней тока.
Наконец, основным свойством нержавеющей стали является ее коррозионная стойкость (то есть она не ржавеет, как углеродистая сталь). Это свойство достигается за счет гораздо более высокого содержания сплавов в основном материале (а именно хрома и никеля). Однако эти более высокие уровни сплавов также снижают свариваемость нержавеющей стали, поскольку она имеет более вялые или тягучие характеристики сварного шва.
Теперь переведите эти различия свойств в различные параметры, необходимые для сварки MIG нержавеющей стали. Во-первых, машина должна быть установлена на полярность DC+ (постоянный ток положительная). Что касается настроек скорости подачи проволоки и напряжения, у большинства этих компактных сварочных аппаратов MIG есть таблица рекомендуемых настроек на дверце. Однако в таблице могут отсутствовать настройки для нержавеющей стали. Если нет, или если они не найдены в руководстве по эксплуатации аппарата, то в качестве отправной точки используйте рекомендуемые настройки таблицы для углеродистой стали, основанные на толщине листового металла из нержавеющей стали, в котором вы свариваете. Затем отрегулируйте настройки оттуда, чтобы точно настроить сварной шов. В общем, вам, вероятно, потребуется немного более высокая скорость подачи проволоки, чем при использовании низкоуглеродистой стали, но это, вероятно, приведет к немного более низкому уровню тока. Кроме того, вам, вероятно, потребуется использовать более высокие настройки напряжения, которые помогут лучше смочить ванну, придавая более плоскую поверхность и лучшую промывку на концах сварного шва.
Затем отрегулируйте настройки оттуда, чтобы точно настроить сварной шов. В общем, вам, вероятно, потребуется немного более высокая скорость подачи проволоки, чем при использовании низкоуглеродистой стали, но это, вероятно, приведет к немного более низкому уровню тока. Кроме того, вам, вероятно, потребуется использовать более высокие настройки напряжения, которые помогут лучше смочить ванну, придавая более плоскую поверхность и лучшую промывку на концах сварного шва.
Вам не нужны какие-либо специальные опции для подачи проволоки (например, рекомендательный катушкодержатель для алюминиевой проволоки). Однако вам потребуется использовать проволоку MIG из нержавеющей стали. Я бы порекомендовал диаметр 0,030 дюйма на двухфунтовой или десятифунтовой катушке. Для вашего конкретного применения используйте марку 308LSi. Как правило, марка используемой проволоки зависит от типа свариваемого основного материала из нержавеющей стали. три наиболее распространенных сорта проволоки из аустенитной нержавеющей стали: 308, 309и 316. Эти сорта проволоки также могут иметь обозначение «L», указывающее на то, что уровень содержания углерода в проволоке находится в нижней части диапазона содержания углерода. Я бы также порекомендовал марку с обозначением «Si», указывающим на более высокое содержание кремния, что обеспечивает большую текучесть в луже. Примеры (см. рис. 2) включают провода Harris 308LSi, Harris 309LSi и Harris 316LSi.
Эти сорта проволоки также могут иметь обозначение «L», указывающее на то, что уровень содержания углерода в проволоке находится в нижней части диапазона содержания углерода. Я бы также порекомендовал марку с обозначением «Si», указывающим на более высокое содержание кремния, что обеспечивает большую текучесть в луже. Примеры (см. рис. 2) включают провода Harris 308LSi, Harris 309LSi и Harris 316LSi.
Обратите внимание, что режим переноса металла при коротком замыкании представляет собой процесс с более низкой энергией дуги или меньшим подводом тепла по сравнению с другими процессами дуговой сварки. Хотя это помогает снизить вероятность прожога листового металла, оно также дает более холодный и верёвочный сварной шов. При сварке нержавеющей стали проблема усугубляется тем фактом, что нержавеющая сталь имеет более вялый валик сварного шва (как уже обсуждалось). Таким образом, рекомендуемый защитный газ для сварки MIG нержавеющей стали с коротким замыканием представляет собой трехкомпонентный защитный газ, такой как 9. 0%He/7,5%Ar/2,5%CO2. Высокая теплопроводность гелия помогает обеспечить более плоский сварной шов и хорошее сплавление с базовой пластиной. Хотя смеси с высоким содержанием гелия могут быть более дорогими, чем другие типы защитных газов, высокий процент гелия в смеси помогает нейтрализовать холодные и вялые характеристики валика. Другой приемлемой смесью защитного газа для сварки MIG нержавеющей стали с коротким замыканием является смесь 98%Ar/2%O2 (или эквивалентная смесь 98%Ar/2%CO2). Эта последняя смесь дает более холодный сварной шов, чем тройная смесь гелия, и поэтому расплавленная сварочная ванна также не смачивается. Тем не менее, сварочные характеристики по-прежнему приемлемы, и, как правило, стоимость газовой смеси меньше, чем у трехкомпонентной смеси гелия, а также она более доступна.
0%He/7,5%Ar/2,5%CO2. Высокая теплопроводность гелия помогает обеспечить более плоский сварной шов и хорошее сплавление с базовой пластиной. Хотя смеси с высоким содержанием гелия могут быть более дорогими, чем другие типы защитных газов, высокий процент гелия в смеси помогает нейтрализовать холодные и вялые характеристики валика. Другой приемлемой смесью защитного газа для сварки MIG нержавеющей стали с коротким замыканием является смесь 98%Ar/2%O2 (или эквивалентная смесь 98%Ar/2%CO2). Эта последняя смесь дает более холодный сварной шов, чем тройная смесь гелия, и поэтому расплавленная сварочная ванна также не смачивается. Тем не менее, сварочные характеристики по-прежнему приемлемы, и, как правило, стоимость газовой смеси меньше, чем у трехкомпонентной смеси гелия, а также она более доступна.
В обеих этих газовых смесях для нержавеющей стали второстепенные газы в смеси необходимы для обеспечения хороших характеристик зажигания дуги. Таким образом, вы не хотите использовать полностью инертный защитный газ, такой как 100% гелий или 100% аргон, для сварки MIG нержавеющей стали.
