Аппарат точечной сварки: Аппарат точечной сварки: купить в каталоге точечных аппаратов, цены от производителя
Содержание
Выбираем аппарат для точечной сварки аккумуляторов с AliExpress / Подборки товаров с Aliexpress и не только / iXBT Live
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики.
Продолжая посещать сайты проектов вы соглашаетесь с нашей
Политикой в отношении файлов cookie
С недавнего времени аппараты точечной сварки стали вполне доступны по цене. И многие самодельщики и не только, покупают их для сварки аккумуляторов. (хотя если быть точным, то многие самодельщики делают эти аппараты самостоятельно из трансформаторов и контроллеров) Я лично тоже не обошел данную тему стороной, и купил себе аппарат для точечной сварки. Небольшой, не сильно мощный, с встроенным аккумулятором. Мне его для нечастой и некрупной работы хватает (варю иногда литий в сборки).
Ниже я приведу несколько интересных моделей сварочных аппаратов, отсортированных по цене/качество/популярность которые на мой взгляд интересны к покупке. Но естественно данная статья подборка носит больше рекомендательный характер, и нужна прежде всего для отбора по критериям подходящих аппаратов. Я не говорю, что нужно покупать именно тот или иной сварочник, я просто показываю, какие варианты существуют, для того чтобы вам было проще выбрать нужный для вас.
Я не говорю, что нужно покупать именно тот или иной сварочник, я просто показываю, какие варианты существуют, для того чтобы вам было проще выбрать нужный для вас.
Mini Spot Welder
Mini Spot Welder
Это небольшой компактный сварочный аппарат, который можно питать от 9-12в. Он подойдет для сварки небольших сборок, тонкой никелевой лентой. Для разовых работ сгодится более чем, или для срочной работы в поле, вдали от розетки. Для серьёзной работы конечно же у него не хватит мощности. Цена, кстати, у него очень приятная.
Сварочный аппарат BIFRC
Сварочный аппарат BIFRC
Еще один вариант сварочного аппарата без привязки к розетке. Это также маломощный прибор, но для небольших работ его хватит. Плюсом является то, что это уже готовый к работе аппарат. У него есть встроенная батарея на 5500мАч, которую можно заряжать через порт Type-C от любого USB источника. Заявленная мощность 4,2 V Макс 650A, что хватит примерно для сварки ленты около 0.1-0.15мм.
Конденсаторный сварочный аппарат
Конденсаторный сварочный аппарат
Этот аппарат интересен конечно же тем, что работает на от аккумуляторов, а от конденсаторов. У такого решения есть свои очевидные плюсы: быстрая зарядка, нет деградации элементов питания, хорошая мощность. Но минусом будет цена, так как хорошие конденсаторы стоят дорого. У лота очень хорошие отзывы. Данный сварочный аппарат судя по характеристикам и отзывам, спокойно варит никелевую полосу толщиной до 0.15мм
У такого решения есть свои очевидные плюсы: быстрая зарядка, нет деградации элементов питания, хорошая мощность. Но минусом будет цена, так как хорошие конденсаторы стоят дорого. У лота очень хорошие отзывы. Данный сварочный аппарат судя по характеристикам и отзывам, спокойно варит никелевую полосу толщиной до 0.15мм
Плата управления для точечной сварки
Плата управления для точечной сварки
Это вариант для самодельщиков. Тут нужно добавить источник питания и трансформатор. Зато на базе такой платы управления можно собрать мощный сварочный аппарат, способный варить ленты толщиной более 0.2мм. Данный лот имеет большое количество заказов и очень много отзывов, из которых можно подчерпнуть много полезной информации о том, какие сборки делают разные люди.
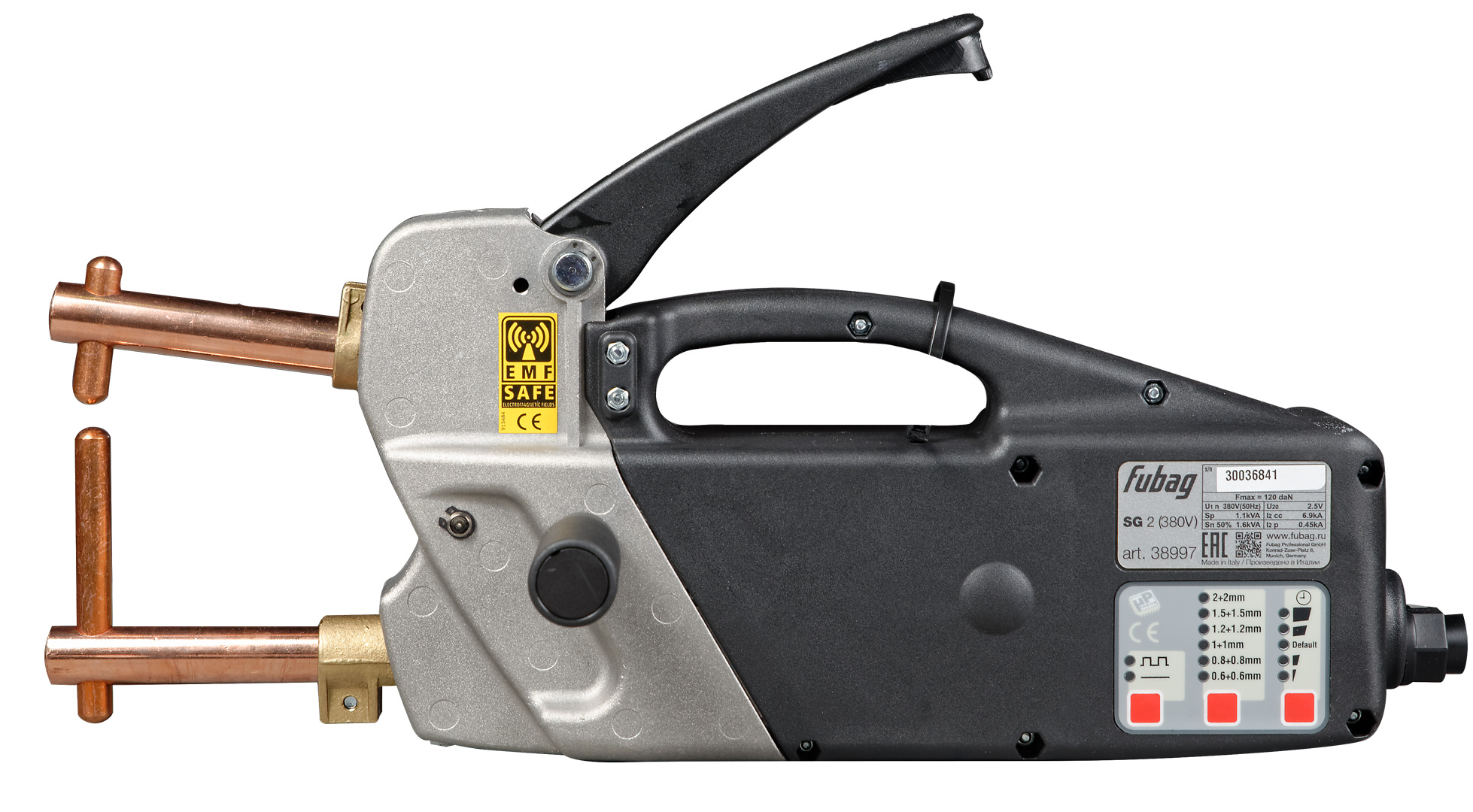
Сварочный аппарат в виде ручки
Сварочный аппарат в виде ручки
Довольно интересное и удобное решение. Сварочный аппарат в виде ручки. Помещается в руке, не занимает много места, компактный. При этом заявлено что в этой сварочной ручке имеется встроенный аккумулятор ёмкостью 7000мАч. Заряжать который можно через порт Type-C от любого USB источника. В характеристиках указано что максимальная толщина сварочной ленты до 0.2мм
Заряжать который можно через порт Type-C от любого USB источника. В характеристиках указано что максимальная толщина сварочной ленты до 0.2мм
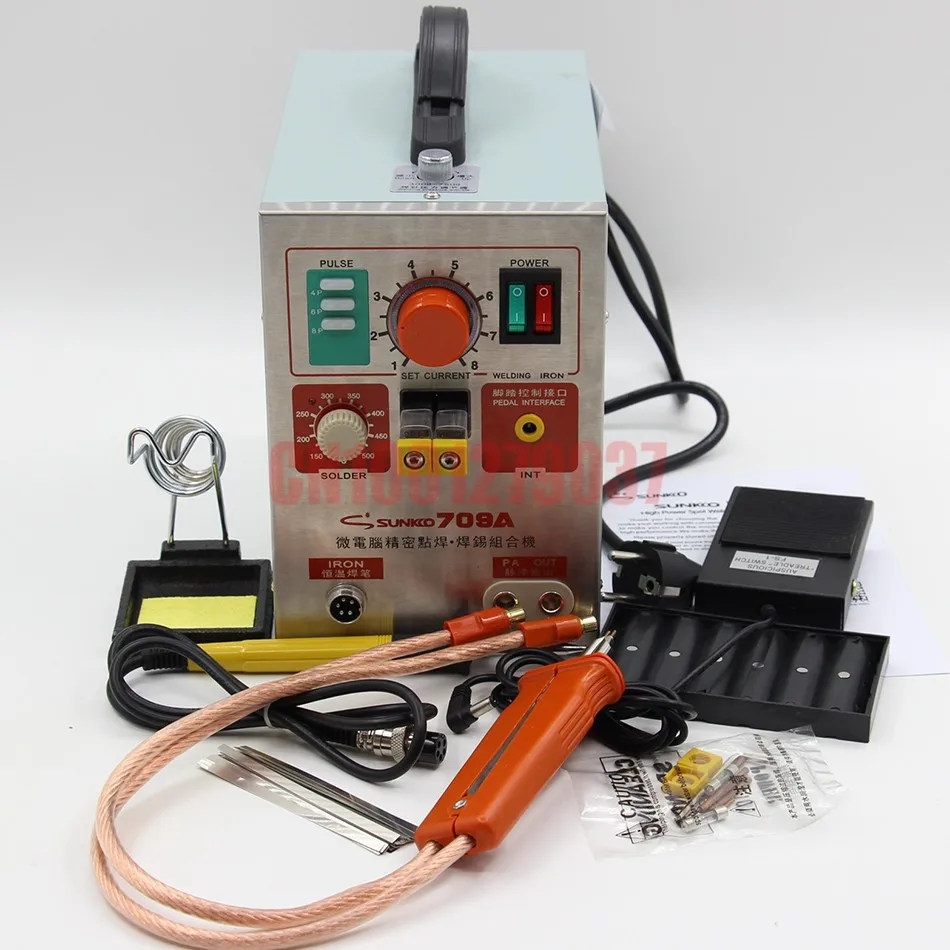
Сварочный аппарат Sunko 737B
Sunko 737B
Этот сварочник уже ближе к промышленным вариантам. Подходит для сварки батарей лентой до 0.2мм и поддерживает высокую нагрузку и большой объём работы. Такие сварочные аппараты подходят для тех, кто варит много и занимается сборкой аккумуляторов, хотя по ценовому сегменту и мощности, это всё еще бюджетная модель начального уровня.
Сварочный аппарат SUNKKO 737G
SUNKKO 737G
Еще один вариант более профессионального сварочного аппарата. От предыдущего варианта отличается более высокой ценой, но при этом здесь уже есть два варианта размещения электродов. К тому же данный аппарат может варить ленту до 0.35мм, что делает его более подходящим для тех работ, где нужны большие сборки на толстой никелевой ленте для больших токов.
Сварочный аппарат SUNKKO 737DH
SUNKKO 737DH
Этот сварочный аппарат для точечной сварки поддерживает сварку ленты до 0. 35мм, и имеет мощность до 1200А. Он подходит для профессионалов, но при этом обладает относительно небольшой стоимостью. Тут также имеется большое количество настроек мощности и длительности импульсов. А управление процессом сварки происходит нажатием на ножную педаль. В общем это на данный момент один из оптимальных вариантов для домашних и не только мастеров.
35мм, и имеет мощность до 1200А. Он подходит для профессионалов, но при этом обладает относительно небольшой стоимостью. Тут также имеется большое количество настроек мощности и длительности импульсов. А управление процессом сварки происходит нажатием на ножную педаль. В общем это на данный момент один из оптимальных вариантов для домашних и не только мастеров.
Я подобрал сварочные аппараты по принципу от более дешевого простого, до более дорогого и мощного. В целом все они между собой отличаются мощностью и возможностью варить никелевую лент разной толщины для разных задач. Но все предложенные варианты имеют много заказов и хорошие отзывы. Читайте, сравнивайте, думаю подборка будет полезна для тех, кто в данный момент выбирает себе аппарат для точечной сварки аккумуляторов 18650 и т.д.
Новости
Публикации
Портативная акустика давно перешла в крупный размерный класс, и обзавелась разноцветной подсветкой для ярких музыкальных вечеринок. Такими стали современные музыкальные центры. Сегодня рассмотрим…
Сегодня рассмотрим…
В гималайской горной системе есть множество вершин, покоренных людьми. Тут же расположен Эверест, доступный абсолютно любому желающему. Если у него будет соответствующая физическая подготовка, а…
Периодически возникает необходимость отрезать кусок листового металла в качестве заготовки. Обычно использую специальные ручные ножницы, или же УШМ с соответствующим диском. Но это бывает не…
В Сиэтле появилась шуточное меню для пассажиров местного такси Uber. Водитель такси Джордж Юр создал необычное меню, чтобы каждый пассажир выбрал стиль общения с ним. В меню входит пять видов…
Выбор правильной технологии изготовления конденсаторов может существенно повлиять на производительность ваших электронных устройств. Узнайте о плюсах и минусах MLCC по сравнению с другими типами…
11 африканских стран с 2007 года пытаются воплотить в реальность крайне масштабный проект. Он подразумевает создание лесополосы через весь континент к югу от пустыни Сахара. При средней ширине в…
При средней ширине в…
|
 ,LTD, КореяAdentatec, ГерманияAERS med, РоссияAjaxdent, КитайAl Dente, ГерманияAlphadent N.V БельгияAluwax DentalALUWAX DENTAL PRODUCTS COMPANYAmerican OrthodonticsAnexdent, ГерманияAnsell (UK), МалайзияARKONA, ПольшаArma Dental, ТурцияArtimax, СШАASA Dental, ИталияAstar, КитайAURA-Dent, ГерманияBANDELIN, ГерманияBaumann-Dental, ГерманияBausch, ГерманияBecoolBEGO, ГерманияBEIYUAN, ChinaBILKIM CO. LTD. ТурцияBio-Art, БразилияBio-Ost, РоссияBiomed, ГерманияBioXtra, БельгияBISCO, СШАBK-Medent, Южная КореяBonart Co., Ltd., Тайваньbredent, ГерманияBuffalo DentalBUSCH, ГерманияC-Dental Product, СШАCATTANICEKA, БельгияCELIT, РоссияCentrixCERTUSChangshu Yinuo Medical Articles Co.,LtdChifa, ПольшаChinaCODYSON, Гонг КонгColtene, ШвейцарияComDent, UKD-Tech, Индияda Vinci GmbH, ГерманияDeguDent GmbHDeltalab, USADenjoy Dental, КитайDenJoy, КНРDENKEN KDF Co.,Ltd. ЯпонияDENKEN KDF, ЯпонияDenSply Company, СШАDental-Union GmbH, ГерманияDentaldepoDENTAURUM, ГерманияDentLight, СШАDENTOS Inc. КореяDENTSPLY GACDENTSPLY MailleferDetax, ГерманияDFS — DIAMON GmbH, ГерманияDiagram s.
,LTD, КореяAdentatec, ГерманияAERS med, РоссияAjaxdent, КитайAl Dente, ГерманияAlphadent N.V БельгияAluwax DentalALUWAX DENTAL PRODUCTS COMPANYAmerican OrthodonticsAnexdent, ГерманияAnsell (UK), МалайзияARKONA, ПольшаArma Dental, ТурцияArtimax, СШАASA Dental, ИталияAstar, КитайAURA-Dent, ГерманияBANDELIN, ГерманияBaumann-Dental, ГерманияBausch, ГерманияBecoolBEGO, ГерманияBEIYUAN, ChinaBILKIM CO. LTD. ТурцияBio-Art, БразилияBio-Ost, РоссияBiomed, ГерманияBioXtra, БельгияBISCO, СШАBK-Medent, Южная КореяBonart Co., Ltd., Тайваньbredent, ГерманияBuffalo DentalBUSCH, ГерманияC-Dental Product, СШАCATTANICEKA, БельгияCELIT, РоссияCentrixCERTUSChangshu Yinuo Medical Articles Co.,LtdChifa, ПольшаChinaCODYSON, Гонг КонгColtene, ШвейцарияComDent, UKD-Tech, Индияda Vinci GmbH, ГерманияDeguDent GmbHDeltalab, USADenjoy Dental, КитайDenJoy, КНРDENKEN KDF Co.,Ltd. ЯпонияDENKEN KDF, ЯпонияDenSply Company, СШАDental-Union GmbH, ГерманияDentaldepoDENTAURUM, ГерманияDentLight, СШАDENTOS Inc. КореяDENTSPLY GACDENTSPLY MailleferDetax, ГерманияDFS — DIAMON GmbH, ГерманияDiagram s. r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEighteeth, КитайEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake Dental, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM.
r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEighteeth, КитайEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake Dental, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM. P.F. Brush Company, ГрецияMade in GermanyMade in Italiymade in TaiwanMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPresident Dental, ГерманияPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenferRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRomax, РоссияRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND.
P.F. Brush Company, ГрецияMade in GermanyMade in Italiymade in TaiwanMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPresident Dental, ГерманияPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenferRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRomax, РоссияRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND. CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG.
CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG. ,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»НЭВЗ-Н, РоссияОка-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМУНИХИМ, РоссияФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ.
,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»НЭВЗ-Н, РоссияОка-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМУНИХИМ, РоссияФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ. КореяЯн Лангнер ГмбХ
КореяЯн Лангнер ГмбХ jpg»>
jpg»> При этом важно аккуратно касаться кончиком электрода изделия, не применяя излишних усилий. Возможность регулировки мощности и длительности импульса позволяет управлять размером точки и глубины сварки, идеально подбирая их для каждого конкретного случая.
При этом важно аккуратно касаться кончиком электрода изделия, не применяя излишних усилий. Возможность регулировки мощности и длительности импульса позволяет управлять размером точки и глубины сварки, идеально подбирая их для каждого конкретного случая. 1 Габаритные размеры аппарата:
1 Габаритные размеры аппарата:  2 Звуковая и световая индикация процесса сварки
2 Звуковая и световая индикация процесса сварки 002-00-00 ПС
002-00-00 ПС
 12 Закрутите гайку 9 на 1/2 оборота, при этом будет обеспечено усилие между электродами 4 (4-5 кг).
12 Закрутите гайку 9 на 1/2 оборота, при этом будет обеспечено усилие между электродами 4 (4-5 кг). 1 Ежедневный технический контроль наличия и надежности электрического заземления, состояния сетевого кабеля, исправности органов управления.
1 Ежедневный технический контроль наличия и надежности электрического заземления, состояния сетевого кабеля, исправности органов управления. 3 Транспортировка аппарата производится всеми видами транспортных средств, кроме неотапливаемых отсеков самолета, в соответствии с действующими на данном виде транспорта правилами, утвержденными в установленном порядке.
3 Транспортировка аппарата производится всеми видами транспортных средств, кроме неотапливаемых отсеков самолета, в соответствии с действующими на данном виде транспорта правилами, утвержденными в установленном порядке. jpg»>
jpg»>Полностью автоматический пневматический аппарат для точечной сварки PROFAB
5 250,00 $ – 8 245,00 $
- Описание
- PROFAB Пневматический аппарат для точечной сварки с коромыслом Видео 900 10
- Дополнительная информация
- Свяжитесь для уточнения цен
- Финансирование
Описание продукта
Сварочные аппараты для точечной сварки модели BSP226PX и BSP236PX — два напряжения 220/440 В, одна фаза
PX1700 Plus Control
Цифровая сенсорная панель управляет временем сжатия, изменением мощности, временем сварки, мощностью сварки, сваркой пуповиной и автоматическим повтором. (Доступна вторая ножная педаль.) Позволяет точно регулировать контроль сварки для получения идеальных сварных швов и увеличения срока службы наконечника.
(Доступна вторая ножная педаль.) Позволяет точно регулировать контроль сварки для получения идеальных сварных швов и увеличения срока службы наконечника.
Аппарат для точечной сварки Характеристики:
- Аппарат для точечной сварки с пневматическим приводом и электрическим педальным управлением
- Регулировка рычагов от 15″ до 29″
- Используются стандартные конические наконечники Морзе №1
- Трансформатор с водяным охлаждением, кронштейны и держатель наконечников с
- Воздушный регулятор с влагоуловителем
- 220 или 440 В, 1 фаза (необходимо указать)
- Размеры: 40″Д x 12″Ш x 50″В
- Вес: 300 фунтов. (425 фунтов в ящиках)
- 25 кВА или 35 кВА Мощность: 2 шт. калибра 14
- Индивидуальная конструкция нижнего рычага позволяет сваривать трубы диаметром от 2 дюймов без шлангов, мешающих деталям
- Доступен опциональный рециркулятор охлаждающей жидкости ProCool II (показано ниже)
Устройство для точечной сварки PROFAB PX1600. Краткое руководство по началу работы (до 2020 г.)
Краткое руководство по началу работы (до 2020 г.)
Краткое руководство по эксплуатации аппарата для точечной сварки PROFAB PX1700 (2020 г.)
Руководство по эксплуатации аппарата для точечной сварки PROFAB
Рециркулятор охлаждающей жидкости ProCool II электролиз или химические реакции
Аппарат для точечной сварки полностью запущен и работает отлично. Электрики подключают кулер, чтобы он включался, когда я включаю сварочный аппарат. Спасибо за вашу помощь в этом оборудовании. Я уверен, что мы будем заказывать больше магазинных игрушек в ближайшее время.
Электрики подключают кулер, чтобы он включался, когда я включаю сварочный аппарат. Спасибо за вашу помощь в этом оборудовании. Я уверен, что мы будем заказывать больше магазинных игрушек в ближайшее время.
P. Sturges-
Ищете отличную альтернативу аппарату для точечной сварки Pei Point? Это оно!
Инструкция по эксплуатации аппарата для точечной сварки
Посмотреть это видео на YouTube
PROFAB Автоматическая машина для точечной сварки #1
Посмотреть это видео на YouTube
Посмотреть это видео на YouTube
9000 2 Финансирование теперь доступно для квалифицированных покупателей!
Нажмите ниже, чтобы подать заявку!
Подать заявку сейчас!
Глоссарий по точечной сварке — Электроды RW
Делиться:
#
А
Аккумулятор
Резервуар для хранения воздуха, установленный на машине контактной сварки, который обеспечивает постоянное давление воздуха независимо от колебаний в системе подачи воздуха.
Аппарат точечной сварки ACME
Известное имя в области машин для точечной сварки. Самые известные и популярные аппараты контактной сварки производства США.
Воздух над маслом
Система, которая преобразует стандартное доступное заводское давление в высокое сварочное усилие в компактном сварочном пистолете.
Ампер
В сварке сопротивлением электрическая единица измерения, отображающая требуемую интенсивность сварки.
Отжиг
При сварке сопротивлением для медленного охлаждения основных металлов на границе сварки с использованием более низкого вторичного нагрева, чтобы устранить растрескивание и хрупкость в сварном соединении или вблизи него.
Б
Резервный электрод
Обычно используется для «косметических» или «безмаркевых» сварных швов. Большой плоский электрод, который вступает в контакт с внешним основным металлом во время процесса сварки, чтобы обеспечить обратный путь для сварочного тока.
 Конечным результатом является почти невидимая точечная сварка
Конечным результатом является почти невидимая точечная сваркаСварка встык
Соединение двух проводов конец в конец для создания непрерывного гидравлического соединения
С
Пистолет C
Сварочный пистолет с фиксированным вспомогательным устройством в форме буквы «С». Сила сварки передается непосредственно от подвижного электрода к неподвижному электроду
.
Колпачковый электрод
Электрод, используемый в производственной среде сварки. Требуется хвостовик
Каскад
При сварке сопротивлением для запуска более одного сварочного трансформатора в одной последовательности сварки с использованием нескольких SCR
Сварной шов по окружности
Сварное соединение по окружности двух или более перекрывающихся основных металлов
Медь класса I
Медь-Цирконий
Медь класса II
Медь-хром, наиболее часто используемый в качестве основного материала электрода для сварки низкоуглеродистой или высокоуглеродистой стали
Медь класса III
Медь-хром-бирилий, используемый в качестве основного материала электрода, где присутствуют высокие усилия сварки
Замкнутый контур обратной связи
Обычно используется при контактной сварке постоянным током на средних частотах.
 Метод управления технологическим процессом, при котором вторичный результат отслеживается и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединения
Метод управления технологическим процессом, при котором вторичный результат отслеживается и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединения.
Угол проводимости
Функция управления контактной сваркой переменным током. Точный момент времени при определенной амплитуде входящего синусоидального сигнала частотой 50 или 60 Гц, при котором тиристор начинает проводить ток для создания требуемой силы сварочного тока
Постоянный ток
Тип обратной связи с замкнутым контуром, при котором вторичный сварочный ток остается постоянным независимо от изменений сопротивления материала, индуктивных потерь (деталь входит в глубину горловины) или колебаний сетевого напряжения
Расходный материал
Обычно электрод. Компонент «одноразового использования» аппарата контактной сварки
.
Косметическая сварка
Точечная сварка, при которой в процессе соединения возникает очень небольшая маркировка или деформация
Токосъемная головка
Сварочная головка сопротивления высочайшего качества, обеспечивающая наиболее постоянный метод передачи сварочного тока от неподвижного элемента к вращающемуся
Д
Мембранный сварочный цилиндр
Воздушный цилиндр, используемый в критической точечной сварке сопротивлением и сварке с выступом.
 По сравнению со стандартными поршневыми пневмоцилиндрами, мембранные цилиндры обеспечивают чрезвычайно «быстрое отслеживание» из-за отсутствия трения, создаваемого сопротивлением поршня на отверстии цилиндра
По сравнению со стандартными поршневыми пневмоцилиндрами, мембранные цилиндры обеспечивают чрезвычайно «быстрое отслеживание» из-за отсутствия трения, создаваемого сопротивлением поршня на отверстии цилиндраДифференциальное давление
Давление в верхней части цилиндра (если имеется) минус давление в нижней части цилиндра. В сварке сопротивлением это также будет известно как Net Force или Welding Force
.
Прямой привод
В сварке сопротивлением — способ привода головки для шовной сварки, при котором двигатель, соединенный с редуктором, механически соединен непосредственно с головкой для шовной сварки. Без какой-либо формы устройства обратной связи, поскольку диаметр колеса изменяется из-за износа, скорость сварки изменяется
Прямая сварка
Сварочный ток передается от сварочного трансформатора, через вторичную обмотку 1, через электрод 1, через деталь, через электрод 2, через вторичную обмотку 2 и обратно к сварочному трансформатору
Рабочий объем
При контактной сварке измерение роста (расширения) сварного шва в точечном сварном шве или смятия выступа(ов) в выступающем сварном шве
Вниз по склону
В управлении контактной сваркой постепенное «снижение» сварочного тока сразу после времени сварки или времени нагрева
Рабочий цикл
При контактной сварке зависимость времени включения сварочного трансформатора или IGBT от времени отключения относительно производственной среды
Е
Электрод
При контактной сварке «выбрасываемый» компонент, обычно изготовленный из медного сплава RWMA, который контактирует с изделием под действием сварочного усилия 9.
 0007
0007Изгнание
Также известен как «Прошивка». Во время последовательности сварки расплавленный металл выбрасывается из-за отсутствия сварочного давления, чрезмерного сварочного тока или загрязнения поверхности сварки электрода(ов)
Ф
Быстрое продолжение
В контактной сварке термин, описывающий способность подвижного электрода реагировать на расширение сварного шва или смятие выступа(ов) во время последовательности сварки
Управление потоком
Устройство, интегрированное в пневматическую систему аппарата контактной сварки, используемое для контроля скорости хода воздушного цилиндра для уменьшения удара
Датчик силы
Прибор, используемый для измерения фактического усилия сварки на электродах
Кузнечная сила
В системе с перепадом давления валовая сила или сила ковки, действующие на электроды, когда давление в нижней части цилиндра «сбрасывается» в определенный момент во время последовательности сварки.
 Это более высокое усилие обеспечивает целостность сварного соединения
Это более высокое усилие обеспечивает целостность сварного соединения
З
Н
Полуцикл
При сварке сопротивлением, неисправность электроники в схеме управления сваркой (обычно SCR), приводящая к насыщению сердечника сварочного трансформатора переменного тока, что наиболее заметно по отчетливому хрюканью и отсутствию сварочного тока во время последовательности сварки
Тепловой распад
В сварочном аппарате с низкочастотным преобразователем, таком как SCIAKY, тепловое затухание представляет собой временную функцию управления сваркой, позволяющую рассеивать накопленную в сварочном трансформаторе энергию между импульсами. Отсутствие теплового распада может привести к пропуску зажигания в одном из тиристоров, что приведет к «глухому удару» сварочного трансформатора или, в крайнем случае, к выходу из строя прерывателя 9.0007
Время нагрева
При сварке сопротивлением время нагрева обозначает количество времени, в течение которого сварочный трансформатор находится в состоянии короткого замыкания или проводит ток через основные материалы.
 База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гц
База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 ГцВремя удержания
Управляется системой управления сваркой, продолжительность времени после времени нагрева, в течение которого сварочные электроды удерживаются при приложенном сварочном усилии до отпускания. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд)
я
БТИЗ
Сокращение для биполярного транзистора с изолированным затвором. В среднечастотном инверторном управлении сваркой — устройство, используемое для преобразования выпрямленного первичного напряжения постоянного тока в первичное напряжение переменного тока средней частоты (1 кГц), которое приводит в действие сварочный трансформатор во время последовательности сварки.
Непрямая сварка
Аналогичен прямой сварке, за исключением того, что электрод 1 соприкасается с деталью в месте, отличном от фактического интерфейса сварки.
 Этот метод обычно используется как следствие геометрии детали.
Этот метод обычно используется как следствие геометрии детали.Инвертор
Также известен как M.F.D.C. (Постоянный ток средней частоты), новейшая технология сварки сопротивлением, где вторичный сварочный ток представляет собой высококонцентрированный чистый постоянный ток, который точно контролируется в режиме реального времени в течение всей последовательности сварки. Инверторная технология более эффективна, чем стандартные системы переменного тока, благодаря высокому коэффициенту мощности, который может значительно снизить эксплуатационные расходы в результате снижения первичного потребления. Сегодня Inverter Technology лидирует в продвижении полного контроля процесса в индустрии контактной сварки.
Дж
К
Кабель без ключа
Также известен как двухжильный сварочный кабель. Медные токопроводящие тросы, изолированные друг от друга, расположены с чередованием полярности для достижения превосходного баланса электрических сил, который фактически снижает пульсирующую вибрацию или «УДАР».

Привод с накаткой
В сварочном аппарате — способ управления одним или обоими сварочными колесами. Двумя преимуществами накатного привода являются: постоянная скорость колеса независимо от изменения диаметра колеса и непрерывная правка сварного круга с помощью накатного привода.
кВА
Сокращение от киловольт-ампер. В сварке сопротивлением KVA обозначает номинал или размер машины для сварки сопротивлением. На самом деле, KVA — это киловольт-амперная мощность сварочного трансформатора.
л
Ламинированный шунт
Изготовлен из медных пластин, гибкое соединение вторичной обмотки аппарата контактной сварки для размещения подвижного электрода.
Распределение нагрузки
В сварке сопротивлением — способность однофазного управления сваркой управлять более чем одним сварочным трансформатором через более чем одну фазу в одной последовательности сварки.

Продольный сварной шов
Сварное соединение по длине перекрывающихся основных металлов.
НВК
Короткое замыкание на компенсацию сетевого напряжения. Способность управления сваркой компенсировать аномальные колебания мощности питания, которые могут возникнуть во время последовательности сварки.
М
Сварка по военным стандартам
Стандарт сварки сопротивлением, разработанный и опубликованный Вооруженными силами США в качестве основы для обеспечения качества сварных соединений с критическим сопротивлением. Большинство производителей аэрокосмической отрасли придерживаются стандартов и рекомендаций Mil-Spec по контактной сварке
.
Мониторинг
При сварке сопротивлением для наблюдения за фактическими результатами конкретных данных, таких как: вторичный сварочный ток, вторичное сварочное напряжение на электродах, вторичное сопротивление, сила сварки и смещение во время всей последовательности сварки.

Сбор грибов
Происходит, когда сварочные электроды теряют форму в результате воздействия сварочного усилия и сварочного тока. Это неизбежно, и его можно поддерживать, правильно одевая электроды.
Н
НЭК
Сокращение от Национального электротехнического кодекса. Стандарт безопасной установки электропроводки и оборудования.
Носовой тип
В сварке сопротивлением, описание RWMA геометрии сварочного электрода.
Расширение самородка
Рост сварного соединения, который можно измерить во время последовательности сварки.
О
Время выключения
При контактной сварке время выключения обозначает время, в течение которого электроды открываются после последовательности сварки и остаются открытыми до автоматического повторения последовательности сварки. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд).

OSHA
Сокращение от Управления по безопасности и гигиене труда. OSHA, финансируемая из федерального бюджета правительством США, устанавливает и регулирует стандарты для рабочей среды, чтобы защитить всех рабочих от производственных травм или смерти, вызванных неисправным оборудованием или халатностью работников.
П
Проход через
В контактной сварке тип машины для многоточечной сварки, которая позволяет детали во время сварки «проходить» или «индексировать» через машину для производственных целей.
Пед Сварщик
См. Пресс-сварщик.
Процент тепла
При сварке сопротивлением — программируемый параметр в управлении сваркой, который используется для увеличения или уменьшения вторичного сварочного тока.
Чередование фаз
Синхронизация трехфазного источника питания с аппаратом контактной сварки. Правильное чередование фаз очень важно для аппаратов контактной сварки с преобразователем частоты.

Обычная медь
Также известен как сплав 110. При сварке сопротивлением медный сплав 110 является основным материалом, используемым для создания вторичного сварочного контура.
Платформа
На пресс-сварочном аппарате основание с Т-образными пазами на верхней и нижней вторичной обмотке, используемое для крепления инструментов для конкретных применений деталей.
ПЛК
Сокращение от Программируемый логический контроллер. Полностью программируемый ЦП, который используется для управления функциями машины в промышленной и автоматизированной среде.
Коэффициент мощности
Коэффициент мощности системы электроснабжения переменного тока определяется как отношение активной мощности к полной мощности и представляет собой число от 0 до 1 включительно. Значение коэффициента мощности заключается в том, что коммунальные предприятия поставляют потребителям вольт-ампер, но выставляют счета за ватты.
 Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела.
Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела.Пресс-сварщик
Тип аппарата для контактной сварки, в котором сварочный цилиндр напрямую соединен с подвижным электродом, что обеспечивает плавный и управляемый метод создания силы сварки.
Управление технологическим процессом
В контактной сварке для уточнения графика сварки и постоянной проверки результатов с помощью подходящего прибора для мониторинга сварки.
Выступ
Штампованный выступ в металле.
Выступающий сварной шов
При сварке сопротивлением для закрепления или прижигания выступа с использованием подходящего сварочного тока и силы.
 Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сварку
Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сварку.
Испытание на растяжение
Испытание на разрушение, используемое для проверки прочности сварного соединения. Тест обычно выполняется с помощью Pull Tester, который измеряет и отображает результаты.
Двухтактный
Обычно используется на машине для многоточечной контактной сварки. Конфигурация сварочного трансформатора, которая позволяет детали во время сварки беспрепятственно проходить через машину плавным и продуктивным образом.
Q
Время закалки
При контактной сварке время закалки — это промежуток времени между временем нагрева и временем отпуска, также известный как последующий нагрев. База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гц.

Р
Р.О.Т.Ф.
Короткая для черновой обработки Негабаритная для чистовой обработки. Термин, используемый при заказе кованых медных заготовок для сварных колес. Обработанный наружный диаметр а толщина колеса указана как R.O.T.F. размеры при заказе.
Баран
Механическое звено, которое направляет и передает сварочное усилие от сварочного цилиндра к верхнему электроду или инструменту.
Повторить
В управлении сваркой сопротивлением, чтобы постоянно следовать графику сварки, когда переключатель запуска удерживается замкнутым, когда переключатель повторения находится в положении «включено». См. Время отключения.
Сварка сопротивлением
См. Точечная сварка.
Втягивание
Опция, доступная для большинства аппаратов контактной сварки. Втягивание представляет собой расширенное отверстие для электрода, предназначенное для размещения деталей, геометрия которых слишком велика, чтобы войти в стандартное отверстие для электрода, которое обычно составляет примерно 1/4–3/8 дюйма.

Время нарастания
В инверторном управлении сваркой время нарастания означает время в миллисекундах, необходимое для изменения вторичного сварочного тока от нуля до запрограммированного значения.
Аппарат для точечной сварки коромысла
Тип аппарата для контактной сварки, в котором сварочный цилиндр опосредованно соединен с подвижным электродом через точку опоры.
Роликовый ползун
Прецизионное механическое звено с низкой инерцией, которое направляет и передает сварочное усилие от сварочного цилиндра к верхнему электроду или инструменту.
РВМА
Сокращение от Альянс производителей контактной сварки. Разрабатывает стандарты оборудования для защиты и выгоды покупателей и пользователей оборудования и принадлежностей для контактной сварки. Производственный альянс по сварке сопротивлением поддерживает самые высокие стандарты этики в отрасли сварки сопротивлением.

С
Пистолет-ножницы
Портативная сварочная горелка для сварки сопротивлением, основанная на тех же механических принципах, что и аппарат для точечной сварки с коромыслом.
СКР
Сокращение для выпрямителя с кремниевым управлением. Четырехслойное твердотельное устройство, контролирующее ток. В аппарате для контактной сварки переменным током SCR используется для включения сварочного трансформатора во время нагрева.
Сварной шов
Единая непрерывная цепь сварки сопротивлением. Сварочные электроды обычно имеют форму медных колес, которые индексируют основные металлы с точной скоростью для выполнения очень стабильного сварного соединения.
Вторичный контур
При сварке сопротивлением — полное электрическое соединение и конструкция, прикрепленная к вторичной обмотке сварочного трансформатора.
Система быстрой регулировки пистолета SEEDORFF
На машине для многоточечной контактной сварки, гениальная система крепления сварочной горелки, которая обеспечивает бесконечную, легкую и быструю регулировку сварочной горелки.

- Серия
Сварной шов
Сварочный ток передается от сварочного трансформатора через вторичную обмотку 1, через электрод 1, через деталь, через последовательную резервную шину, через деталь, через электрод 2, через вторичную обмотку 2 и обратно к сварочному трансформатору. Этот метод производит два одновременных точечных сварных шва.
Хвостовик
В сварке сопротивлением — компонент, используемый для удерживания колпачкового электрода.
Шунт
См. Ламинированный шунт.
Головка подшипника скольжения
В контактной сварке тип головки для шовной сварки, обычно состоящий из медного вала класса III, который вращается в медных подшипниках скольжения класса II. Проводящая смазка используется для минимизации трения и обеспечения плавного вращения вала.
СПЦ
Сокращение для статистического контроля процессов. метод достижения контроля качества в производственных процессах.
 Он использует контрольные карты, чтобы определить, находится ли наблюдаемый процесс под контролем.
Он использует контрольные карты, чтобы определить, находится ли наблюдаемый процесс под контролем.Точечная сварка
Точечная сварка или контактная сварка — это процесс соединения металлов, не требующий присадочной среды. Этот процесс основан исключительно на принципе ЗАКОНА ОМА, где V (напряжение) = I (ток) x R (сопротивление). Большинство неблагородных металлов имеют очень низкое сопротивление (микроомы). Низковольтные вторичные выходы (до 30 В переменного тока в трансформаторе для точечной сварки) в сочетании с низким сопротивлением в основном материале могут генерировать очень высокий ток (килоампер) через границу раздела двух или более металлов, подлежащих сварке. присоединился. Этот высокий «сварочный ток» почти мгновенно превращает металл в жидкость на границе раздела, где электроды контактируют под давлением с основными материалами. Когда сварочный ток отключен, вода, циркулирующая через электроды, все еще находясь под давлением, закрепляет сварной шов.
 И это основа сварки сопротивлением, также известной как точечная сварка.
И это основа сварки сопротивлением, также известной как точечная сварка.Время сжатия
Время, отведенное подвижному электроду для контакта с изделием и развития требуемой силы сварки. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд)
Шаговый двигатель
Программируемая функция управления сваркой, которая автоматически увеличивает или уменьшает сварочный ток в запрограммированном количестве шагов в зависимости от скорости износа электрода.
Поверхностное сопротивление
Электрическое сопротивление на поверхности основного металла перед контактной сваркой.
Поворотный электрод
Резервный электрод, используемый на аппарате точечной сварки с коромыслом для изготовления косметических сварных швов.
Т
Переключатель ответвлений
Грубая механическая регулировка температуры сварочного трансформатора.

Закалка
Также известен как Post Heat. При контактной сварке высокоуглеродистой стали или термически обработанных сплавов цветных металлов — функция управления сваркой, при которой для отжига сварного соединения применяется вторая меньшая плавка.
Время отпуска
Программируемое время, в течение которого применяется отпускной нагрев во время последовательности сварки.
Глубина горла
В машине для контактной сварки глубина шва соответствует физическим размерам работы на сварном соединении и определяется как: беспрепятственный доступ от электродов к машине
Наконечник
См. Электрод
Устройство для обработки наконечников
Инструмент, предназначенный для очистки и восстановления электрода контактной сварки.
Транс-пистолет
Сварочная горелка со встроенным сварочным трансформатором. Также известен как Robot Weld Gun или Roboterpunktschweißung Gewehr.

Передаточное отношение
В трансформаторе для контактной сварки соотношение первичных и вторичных обмоток. Обычно Второстепенное значение равно 1 (т.е. 50:1, 50 ходов основного к 1 ходу вторичного).
У
Расстроен
Термин, используемый при стыковой сварке, когда квадратный конец одной проволоки вдавливается под давлением в квадратный конец другой проволоки во время последовательности сварки. Конечным результатом является сварное соединение с небольшой выпуклостью по окружности провода в месте соединения.
Вверх по склону
При сварке сопротивлением — программируемый параметр в управлении сваркой, который используется для постепенного увеличения сварочного тока до «прожигания» покрытия из оцинкованного, гальванизированного или алюминированного листового металла.
Вт
Охладитель воды
В сварке сопротивлением, программируемая автономная система рециркуляции воды, которая обеспечивает точное водяное охлаждение с регулируемой температурой для аппарата для контактной сварки и электродов/сварочных колес.
Сварная поверхность
Физическая область электрода или сварочного круга, соприкасающаяся с изделием. Поверхность сварного шва напрямую влияет на размер и характеристики наггета сварного шва.
Сила сварки
Требуемая физическая сила на электродах, инструментах или колесах для шовной сварки во время последовательности сварки для получения квалифицированного сварного соединения сопротивлением.
Датчик силы сварки
Прибор, используемый для измерения силы сварки на электродах или шовных сварочных кругах.
Сварной зазор
В машине контактной сварки сварочный зазор соответствует физическим размерам работы на сварном соединении и определяется как: свободная область между верхней и нижней вторичной обмоткой.
Сварной самородок
Созданное материальное соединение двух или более отдельных основных металлов, произведенное машиной для контактной сварки.

Время сварки
Запускается автоматически по истечении времени сжатия. Время, отведенное источнику электричества для «короткого замыкания» или «проведения» через стопку свариваемых металлов под действием приложенной силы. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд).
Сварочное колесо
Круглый электрод, используемый в сварочном аппарате для сварки швов сопротивлением, для получения однородных линейных сварных швов.
Сварочный кабель
Гибкий проводник с высокой силой тока, используемый для передачи сварочного тока от сварочного трансформатора к сварочной горелке. Сварочные кабели изготовлены из медного каната Hi-Con и могут охлаждаться водой для уменьшения физического размера кабеля.
Контроль сварки
В контактной сварке электронное устройство на базе микропроцессора, отвечающее за управление точной временной последовательностью контактной сварки и величиной сварочного тока
Сварочный ток
В сварке сопротивлением, единица измерения (ампер) интенсивности тепла во время последовательности сварки, необходимой для успешного выполнения сварки.

