Арматура круглая гладкая гост: ГОСТ 5781-82 Арматура
Содержание
Арматура стержневая ГОСТ 5781-82, катанка, арматура А3
Арматура ГОСТ 5781-82
- Главная
/
/
/Арматура стержневая ГОСТ 5781-82
катанка
арматура А3
Арматура А3 стальная стержневая и катанка относятся к разряду сортового проката изготавливаются согласно ГОСТам
Арматура А3 стальная стержневая — по ГОСТ 5781–82;
Катанка — по ГОСТ 30136
Стандарт распространяется на горячекатанную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций ( арматурная сталь).
В нашем каталоге представлена арматура следующих размеров: от 6мм до 36мм.
Как известно, самый ходовой размер это арматура 10 мм и арматура 12 мм.
Компанией осуществляется продажа арматуры в Екатеринбурге и по России.
Арматура можно купить как из наличия на складе в г.Екатеринбурге, так и разместить заказ, если требуются вагонные поставки.
Воспользуйтесь калькулятором для расчета заказа.
Классификация арматуры
Арматурная сталь изготовляется:
*класса А-I — гладкой;
*класса A-II, А-III, А-IV, А-V, А-VI — периодического профиля.
Арматура периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами.
К индексу добавляется буква:
«Т» — для термически упрочненной арматурной стали;
«В» — для упрочненной вытяжкой.
В обозначении классов арматуры буквы обозначают следующее:
«К» (Ат-IVK) — повышенная стойкость к коррозионному растрескиванию под напряжением;
«С» (Фе-IVC) — свариваемая;
«СК» (Ат — IVCK) — свариваемая и повышенная стойкость к коррозионному растрескиванию.
Маркировка арматуры
Концы стрежней из низколегированных сталей должны быть окрашены:
*класса A-IV — красной краской;
*класса A-V — красной и зеленой;
*класса A-VI — красной и синей.
Допускается окраска связок на расстоянии 0,5 м от концов.
Пример условного обозначения
Арматурная сталь диаметром 12 мм, класса A-I(A240) b A-II (A300) диаметром до 12 мм и класса A-III (A-400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, а больших диаметров — в стержнях.
Стержни изготавливают длиной от 6 до 12 м:
*мерной длины;
*мерной длины с немерными отрезками длиной не менее 2 м в количестве не более 15% от массы партии;
*немерной длины, допускается наличие стержней длиной от 3 до 6 м в количестве не более 7% от массы партии.
Термомеханические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций (ГОСТ 10884-81).
Компания МеталлТехСервис осуществляет продажу запорной арматуры, трубопроводной арматуры, строительной арматуры.
Применение арматурной стали класса А500С в строительстве жилых домов из монолитного железобетона
Воспользуйтесь Таблицей перевода арматуры из м в кг с помощью которой Вы легко можете просчитать массу необходимого Вам колличества арматуры.
Как купить арматуру?
Данное предложение не является публичной офертой и носит информационный характер.
Пожалуйста, уточняйте наличие товаров и цену у менеджеров.
Позвоните нам
тел. +7 (343) 344-50-68; 268-68-29; 268-68-26
или напишите: e-mail:[email protected].
Договор поставки.
Карточка предприятия.
Арматура ГОСТ 5781-82 » Металлургпром
МЕЖГОСУДАРСТВЕННЫЙСТАНДАРТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
МЕЖГОСУДАРСТВЕННЫЙСТАНДАРТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ Техническиеусловия Hot-rolled steel for reinforcement of ferroconcrete | ГОСТ |
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).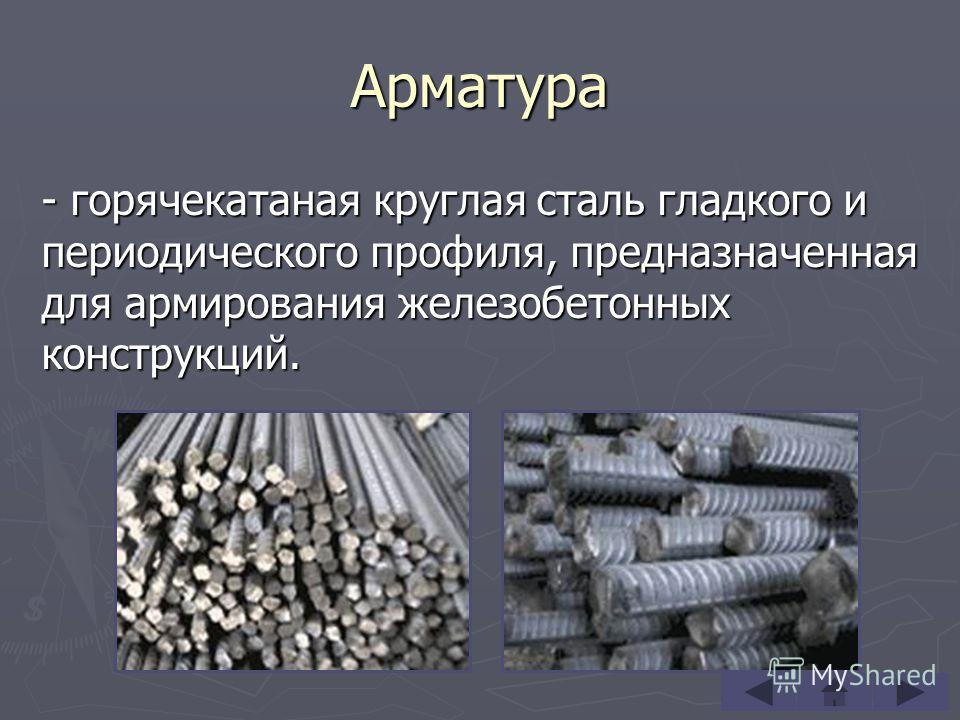
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. № 4).
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы A-I (А240), А-II (А300), А-III (А400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и A-VI (A1000) — периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), A-IV (A600) и A-V (A1000) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. № 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Таблица 1
Номер профиля | Площадь поперечного | Масса 1 м профиля | |
Теоретическая; кг | Предельные отклонения, % | ||
6 | 0,283 | 0,222 | +9,0 |
8 | 0,503 | 0,395 | -7,0 |
10 | 0785 | 0,617 | +5,0 |
12 | 1,131 | 0,888 | -6,0 |
14 | 1,540 | 1,210 |
|
16 | 2,010 | 1,580 |
|
18 | 2,540 | 2,000 |
|
20 | 3,140 | 2,470 | +3,0 |
22 | 3,800 | 2,980 | -5,0 |
25 | 4,910 | 3,850 |
|
28 | 6,160 | 4,830 |
|
32 | 8,010 | 6,310 |
|
36 | 10,180 | 7,990 | +3,0 |
40 | 12,570 | 9,870 | -4,0 |
45 | 15,000 | 12,480 |
|
50 | 19,630 | 15,410 |
|
55 | 23,760 | 18,650 | +2,0 |
60 | 28,270 | 22,190 | -4,0 |
70 | 38,480 | 30,210 |
|
80 | 50,270 | 39,460 |
|
(Измененная редакция, Изм. № 3).
№ 3).
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85×103 кг/м3. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1a, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (A400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), A-VI (A1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Черт. 1
Черт. 2
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1a или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1a и б, должны соответствовать приведенным в табл. 2, а по черт. 2а и б — приведенным в табл. 3.
3.
Таблица 2
Размеры, мм
Номер профиля (номинальный диаметр dн) | d | h | d1 | h1 | t | b | b1 | r | ||
Номин. | Пред. откл | Номин. | Пред. откл | |||||||
6 | 5,75 |
| 0,5 | ±0,25 | 6,75 | 0,5 | 5 | 0,5 | 1?0 | 0,75 |
8 | 7,5 |
| 0,73 |
| 9,0 | 0,75 | 5 | 0,75 | 1,25 | 1,1 |
10 | 9,3 |
| 1,0 |
| 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 |
12 | 11,0 | +0,3 | 1,25 |
| 13,5 | 1,25 | 7 | 1,0 | 2,0 | 1,9 |
14 | 13,0 | -0,5 | 1,25 |
| 15,5 | 1,25 | 7 | 1,0 | 2,0 | 1,9 |
16 | 15,0 |
| 1,5 |
| 18,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 |
18 | 17,0 |
| 1,5 | ±0,5 | 20,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 |
20 | 19,0 |
| 1,5 |
| 22,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 |
22 | 21,0 | +0,4 | 1,5 |
| 24,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 |
25 | 24,0 | -0,5 | 1,5 |
| 27,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 |
28 | 26,5 |
| 2,0 |
| 30,5 | 2,0 | 9 | 1,5 | 2,5 | 3,0 |
32 | 30,5 |
| 2,0 |
| 34,5 | 2,0 | 10 | 2,0 | 3,0 | 3,0 |
36 | 34,5 | +0,4 | 2,5 | ±0,7 | 39,5 | 2,5 | 12 | 2,0 | 3,0 | 3,5 |
40 | 38,5 | -0,7 | 2,5 |
| 43,5 | 2,5 | 12 | 2,0 | 3,0 | 3,5 |
45 | 43,0 |
| 3,0 |
| 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 |
50 | 48,0 |
| 3,0 |
| 54,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 |
55 | 53,0 | +0,4 | 3,0 |
| 59,0 | 3,0 | 15 | 2,5 | 4,0 | 4,5 |
60 | 68,0 | 1,0 | 3,0 | ±1,0 | 64,0 | 3,0 | 15 | 2,5 | 4,0 | 5,0 |
70 | 68,0 | +0,5 | 3,0 |
| 74,0 | 3,0 | 15 | 2,5 | 4,5 | 5,5 |
80 | 77,5 | -1,1 | 3,0 |
| 83,5 | 3,0 | 15 | 2,5 | 4,6 | 5. |

 5
5Примечание. По требованию потребителя предельные отклонения размера d1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h.
Таблица 3
Размеры, мм
Номер профиля (номинальный диаметр dн) | d | h | d1 | h1 | hr | hB | t | b | b1 | r1 | a, | ||
Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||||
10 | 8,7 |
| 1,6 | ±0,5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 |
|
12 | 10,6 |
| 1,6 |
| 13,8 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 2,0 | 11 |
|
14 | 12,5 | +0,3 | 2,0 |
| 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 |
|
16 | 14,2 | -0,5 | 2,5 |
| |||||||||

ГОСТ 19277-2016 / Ауремо
ГОСТ ИСО 13680-2016
ГОСТ 34004-2016
ГОСТ Р 57385-2017
ГОСТ 19277-2016
ГОСТ Р 54864-2016
ГОСТ Р ИСО 13679-2016
ГОСТ Р 56594-2015
ГОСТ 32931-2015
ГОСТ Р 51906-2015
ГОСТ 32678-2014
ГОСТ 33228-2015
ГОСТ 32528-2013
ГОСТ Р 56349-2015
ГОСТ Р 56329-2014
ГОСТ Р 56175-2014
ГОСТ Р 56030-2014
ГОСТ Р 55942-2014
ГОСТ Р 54918-2012
ГОСТ Р ИСО 21809-2-2013
ГОСТ 31448-2012
ГОСТ Р 55436-2013
ГОСТ Р 54929-2012
ГОСТ Р 54864-2011
ГОСТ Р 54159-2010
ГОСТ Р 54157-2010
ГОСТ Р ИСО 2531-2008
ГОСТ Р 53365-2009ГОСТ Р 53384-2009
ГОСТ Р 53383-2009
ГОСТ Р ИСО 3183-1-2007
ГОСТ Р ИСО 3183-3-2007
ГОСТ Р ИСО 3183-2-2007
ГОСТ 6238-77
ГОСТ 11017-80
ГОСТ 12132-66
ГОСТ 8646-68
ГОСТ 8645-68
ГОСТ 8733-74
ГОСТ 8965-75
ГОСТ 10707-80
ГОСТ 632-80
ГОСТ 8644-68
ГОСТ 8966-75
ГОСТ 9567-75
ГОСТ 8967-75
ГОСТ 8968-75
ГОСТ 8969-75
ГОСТ 21945-76
ГОСТ 10706-76
ГОСТ 24950-81
ГОСТ 9941-81
ГОСТ 631-75
ГОСТ 550-75
ГОСТ 21729-76
ГОСТ 800-78
ГОСТ 14162-79
ГОСТ 8696-74
ГОСТ 11249-80
ГОСТ 10498-82
ГОСТ 26250-84
ГОСТ 20295-85
ГОСТ 13663-86
ГОСТ 7909-56
ГОСТ 8638-57
ГОСТ 8642-68
ГОСТ 8731-74
ГОСТ 5654-76
ГОСТ 633-80
ГОСТ 24030-80
ГОСТ 5005-82
ГОСТ 8467-83
ГОСТ 1060-83
ГОСТ 22897-86
ГОСТ Р 50278-92
ГОСТ 30564-98
ГОСТ 22786-77
ГОСТ 11068-81
ГОСТ 10705-80
ГОСТ Р 52568-2006
ГОСТ 8639-82
ГОСТ 30563-98
ГОСТ 3262-75
ГОСТ 8732-78
ГОСТ 8734-75
ГОСТ 9940-81
ГОСТ 10704-91
гост-19277-2016.
 pdf
pdf
(754,31 КиБ)ГОСТ 19277-2016
ГОСТ 19277-2016
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ ХОЛОДИЛЬНЫЕ ДЛЯ МАСЛОПРОВОДОВ И ТОПЛИВОПРОВОДОВ
Технические условия
Трубы стальные бесшовные холоднодеформированные для маслопроводов и топливопроводов. Технические характеристики
ISS 23.040.10
OKP 13 5100
13 0804
13 0838
13 6200
Дата введения 2017–08–01
ПРЕДИСЛОВИЯ
Цели, базовые принципы и основные процедуры рабочих 1.0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Межгосударственные стандарты, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, продления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Всероссийский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Трубы стальные и чугунные и баллонов»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2016 г. N 93-П)
N 93-П)
Принятие проголосовали:
| Краткое наименование страны по МК (ISO 3166 ) 004−97 | Код страны, pomc (ISO 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
| Армения | AM | Министерство Экономики Республики Армения |
| Беларусь | ПО | Госстандарт Республики Беларусь |
| Казахстан | КЗ | Госстандарт Республики Казахстан |
| Кыргызстан | кг | Кыргызстандарт |
| Россия | ЕН | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 декабря 2016 г. N 2005-ст межгосударственный стандарт ГОСТ 19277-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 августа 2017 г.
5 ЗАМЕНА ГОСТ 19277-73
Информация об изменениях в настоящий стандарт публикуется в годовом справочном указателе «Национальные стандарты» (по состоянию на 1 января текущего года), а текст изменений и дополнений — в ежемесячной информации указатель «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта будет опубликовано уведомление в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты также размещаются в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
В случае пересмотра (замены) или отмены настоящего стандарта будет опубликовано уведомление в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты также размещаются в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт разработан с целью усовершенствования существующей нормативной документации на трубы стальные бесшовные.
1 Область применения
Настоящий стандарт распространяется на стальные бесшовные холоднодеформированные трубы для масло- и топливопроводов, используемых в авиационной технике.
2 Нормативные ссылки
В настоящем стандарте используются нормативные ссылки на следующие международные стандарты:
ГОСТ 166-89(ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 1763-68 (ИСО 3887-77) Сталь. Методы определения глубины безоперационного слоя
Методы определения глубины безоперационного слоя
ГОСТ 2216-84 Калибры-скобы регулируемые гладкие. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3728-78 Труба. Метод испытания на изгиб
ГОСТ 3845-75 Трубы металлические. Метод испытания гидростатическим давлением
ГОСТ 6032-2003 (ИСО 3651-1:1998, ИСО 3651-2:1998) Стали и сплавы коррозионностойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетка измерительная металлическая. Технические условия
ГОСТ 7565-81 (ИСО 377-2:89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026-92 Линия калибровочная. Технические условия
ГОСТ 8694-75 Трубы. Метод испытаний на разводку
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9847-79 Приборы оптические для измерения шероховатости поверхности. Типы и основные параметры
Типы и основные параметры
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытаний на растяжение
ГОСТ 10692-2015 Трубы стальные, чугунные и фасонные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11358-89 Толщиномер и стенкомер с ценой деления 0,01 и 0,1 мм. технические условия
ГОСТ 18360-93 Калибры-кронштейны листовые для диаметров от 3 до 260 мм. Размеры
ГОСТ 19300-86 Средства измерения шероховатости поверхности профильным методом. Профилометры контактно-профилометрические. Типы и основные параметры
ГОСТ 28548-90 Трубы стальные. Термины и определения
ГОСТ 30432-96 Трубы металлические. Метод отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 31458-2015 (ИСО 10474:1991) Трубы стальные чугунные и фасонные части к ним. Документы о приемочном контроле
Примечание — При применении настоящего стандарта целесообразно проверять действие эталонов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или в годовом информационном указателе «Национальные стандарты», изданные по состоянию на 1 января текущего года, и выпуски ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если эталонный стандарт заменен (изменен), при использовании этого стандарта следует руководствоваться замещающим (изменяемым) стандартом. Если эталонный стандарт отменяется без замены, то положение, при котором данная ссылка применяется в той мере, в какой эта ссылка не затрагивается.
Если эталонный стандарт заменен (изменен), при использовании этого стандарта следует руководствоваться замещающим (изменяемым) стандартом. Если эталонный стандарт отменяется без замены, то положение, при котором данная ссылка применяется в той мере, в какой эта ссылка не затрагивается.
3 Термины и определения
В настоящем стандарте применяется терминология по ГОСТ 28548.
4 Обозначают
N — расстояние между шлифовальными поверхностями при подвергнутом рихтовке, мм;
М — масса 1 м трубы, кг;
S — номинальная толщина стенки трубы, мм;
— относительное удлинение, %;
— плотность стали, г/см;
число ИП = 3,14159;
— предел прочности при растяжении, Н/мм;
RA , Rz параметры шероховатости, мкм.
5 Ассортимент
5.1 марки стали
Трубы из стали марок 20А, 30ХГСА, 08Х28Н10Т, 12Х28Н10Т, 30ХВГСА-ВД, 08Х28Н10ДН10Д, 08Х28Н10Т
По согласованию изготовителя с потребителем трубы могут быть изготовлены из стали других способов плавки и переплавки.
Примечание — при изготовлении труб из стали другими способами выплавки и переплава в обозначении марок стали указывают дополнительное обозначение этих способов выплавки и переплава через дефис.
5.2 Габаритные размеры
Трубы изготавливаются по наружному диаметру и толщине стенки размеров, указанных в таблице 1, обычных и производственных высокой точности по наружному диаметру и (или) толщине стенки.
Таблица 1 — Размеры и вес 1 м трубы
| На- Руж диаметр- метр, мм | Масса 1 м трубы, кг, при толщине стенки, мм | |||||||||||||||
| 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,5 | 1,6 | 1,8 | 2,0 | 2,2 | 2,5 | 2,8 | 3,0 | |
| 4 | 0,043 | 0,050 | 0,057 | 0,063 | — | — | — | — | — | — | — | — | — | — | — | — |
| 5 | 0,055 | 0,065 | 0,074 | 0,083 | — | — | — | — | — | — | — | — | — | — | — | — |
| 6 | 0,068 | 0,080 | 0,091 | 0,103 | 0,113 | 0,123 | 0,142 | 0,159 | — | — | — | — | — | — | — | — |
| 7 | 0,080 | 0,095 | 0,109 | 0,122 | 0,135 | 0,148 | А 0,172 | 0,193 | 0,203 | — | — | — | — | — | — | — |
| 8 | 0,092 | 0,109 | 0,126 | 0,142 | 0,158 | 0,173 | 0,201 | 0,228 | 0,240 | 0,253 | 0,275 | 0,296 | — | — | — | — |
| 9 | 0,105 | 0,124 | 0,143 | 0,162 | 0,180 | 0,197 дюйма | 0,231 | 0,262 | 0,277 | 0,292 | 0,320 | 0,345 | — | — | — | — |
| 10 | 0,117 | 0,139 | 0,161 | 0,182 | 0,202 | 0,222 | 0,260 | 0,297 | 0,314 | 0,331 | 0,364 | 0,395 | — | — | — | — |
| 11 | 0,129 | 0,154 | 0,178 | 0,201 | 0,224 | 0,247 | 0,290 | 0,331 | 0,351 | 0,371 | 0,408 | 0,444 | — | — | — | — |
| 12 | 0,142 | 0,169 | 0,195 | 0,221 | 0,246 | 0,271 | 0,320 | 0,366 | 0,388 | 0,410 | 0,453 | 0,493 | — | — | — | — |
| 13 | 0,154 | 0,183 | 0,212 | 0,241 | 0,269 | 0,296 | 0,349 | 0,401 | 0,425 | 0,450 | 0,497 | 0,543 | — | — | — | — |
| 14 | 0,166 | 0,198 | 0,230 | 0,260 | 0,291 | 0,321 | 0,379 | 0,435 | 0,462 | 0,489 | 0,542 | 0,592 | — | — | — | — |
| 15 | 0,179 | 0,213 | 0,247 | 0,280 | 0,313 | 0,345 | 0,408 | 0,470 | 0,499 | 0,529 | 0,586 | 0,641 | — | — | — | — |
| 16 | 0,191 | 0,228 | 0,264 | 0,300 | 0,335 | 0,370 | 0,438 | 0,504 | 0,536 | 0,568 | 0,630 | 0,691 | — | — | — | — |
| 17 | 0,203 | 0,243 | 0,281 | 0,320 | 0,357 | 0,395 | 0,468 | 0,539 | 0,573 | Было 0,608 | 0,675 | 0,740 | — | — | — | — |
| 18 | 0,216 | 0,257 | 0,299 | 0,339 | 0,380 | 0,419 | 0,497 | 0,573 | 0,610 | 0,647 | 0,719 | 0,789 | — | — | — | — |
| 19 | 0,228 | 0,272 | 0,316 | 0,359 | 0,402 | 0,444 | 0,527 | Было 0,608 | 0,647 | 0,687 | 0,764 | 0,838 | — | — | — | — |
| 20 | 0,240 | 0,287 | 0,333 | 0,379 | 0,424 | 0,469 | 0,556 | 0,642 | 0,684 | 0,726 | 0,808 | 0,888 | — | — | — | — |
| 21 | 0,253 | 0,302 | 0,350 | 0,399 | 0,446 | 0,493 | 0,586 | 0,677 | 0,721 | 0,765 | 0,852 | 0,937 | — | — | — | — |
| 22 | 0,265 | 0,317 | 0,368 | 0,418 | 0,468 | 0,518 | 0,616 | 0,711 | 0,758 | 0,805 | 0,897 | 0,986 | 1 074 | 1 202 | 1 326 | 1 406 |
| 23 | 0,277 | 0,331 | 0,385 | 0,438 | 0,491 | 0,543 | 0,645 | 0,746 | 0,795 | 0,844 | ||||||
Фитинги для сварки встык — Rayoung Pipeline Technology Co.
 , Ltd. — Китайский поставщик В16.49, ГОСТ 17375, ГОСТ 30753-2001, ГОСТ 17376, ГОСТ 17378, ГОСТ 17379, EN 10253 колено приварное встык, переходник, тройник, крестовина, отводы, заглушки. Высококачественная продукция RAYOUNG, одобренная ISO 9001, ГОСТ-Р и СЕ.
, Ltd. — Китайский поставщик В16.49, ГОСТ 17375, ГОСТ 30753-2001, ГОСТ 17376, ГОСТ 17378, ГОСТ 17379, EN 10253 колено приварное встык, переходник, тройник, крестовина, отводы, заглушки. Высококачественная продукция RAYOUNG, одобренная ISO 9001, ГОСТ-Р и СЕ.
Также доступны индивидуальные фитинги.
Узнать цену
Узнать больше
Оглавление для этой страницы
Нелегко представить все аспекты трубных фитингов, свариваемых встык, поэтому мы подготовили много информации на этой странице, чтобы вы могли углубиться в нее. . Чтобы вы могли быстро найти нужную информацию, мы подготовили этот каталог содержимого, который будет переходить в соответствующее место при нажатии на него.
Применение
Rayoung Pipe Fitting
Анализ затрат
Продолжительность. Фитинги для труб
Фитинги для сварки встык — это простой, но эффективный способ соединения двух металлических частей. Процесс нанесения этого типа требует, чтобы вы сначала удостоверились, что обе поверхности чистые, плоские и сухие, прежде чем сваривать их при высоких температурах с использованием специального оборудования, которое может выдерживать большие изменения температуры без деформации или плавления под давлением газа, такого как ацетилен ( что может привести к взрыву).
Результат? Сильная связь с минимальными искажениями обеспечит бесперебойную работу вашего проекта дольше, чем что-либо еще!
Вместо того, чтобы резать и спаивать трубы, фитинг для сварки встык соединяется с другой трубой, у которой один конец зашлифован. Это обеспечивает более легкий доступ к обоим концам, но при этом обеспечивает достаточную защиту от коррозии, поскольку между ними нет открытого места, где может легко собираться влага диаметром 3/8 дюйма и длиной 24 дюйма.
Процесс начинается с нанесения флюса по всей длине перед безупречной сваркой каждой пары с помощью кислородно-ацетиленовой горелки. Когда закончите склеивание всех деталей в окончательную форму, осторожно удалите лишний металл круглыми напильниками или наждачной бумагой до получения гладкой полированной поверхности.
Фитинги, свариваемые встык, используются в различных отраслях промышленности для изменения, разделения или остановки потока жидкостей. К ним относятся очистные сооружения, нефтепереработка, пивоваренные заводы, химическая и нефтехимическая промышленность, криогенные установки, производство бумаги и целлюлозы, газопереработка и даже атомные электростанции.
Выбор фитингов зависит от цели.
«Отводы для труб» используются для изменения направления трубопровода.
«Редукторы для труб» необходимы для уменьшения или увеличения диаметра отверстия трубы.
Тройники или крестовины используются для разделения потока в трубе на несколько направлений.
«Заглушки для труб» используются, если необходимо закрыть трубопровод.
Узнать цену
Узнать больше
Общие популярные продукты
Hebei RAYOUNG Pipeline Technology Co., Ltd. в основном производит фитинги для сварки встык в соответствии со стандартами ASME, EN и ГОСТ.
углеродистая сталь ASME B16.9 Buttweld Fief Fitings
- Гладкая поверхность
- Бесполетный материал
- Hot Pushed Technologe
- Длинной гарантийный период
- Заводская цена no Middle Man
- GOST 17375, 30753, 17376, 17378, 17379
- Шортерская срок доставки
- Дольше varranty Time
- Фитинги, соответствующие требованиям CE
- Почти 30-летний опыт производства
- Красные дуги в середине
- Красные дуги
- 36-летний опыт в производстве и поставке бесшовных и сварных фитингов из углеродистой стали и кованых фланцев.

- Мы сертифицированы по стандартам ISO, CE и ГОСТ-Р; мы на 100% законны.
- Более 100 довольных клиентов по всему миру. Мы изготавливали продукцию для компаний в России, Таиланде, ОАЭ, Омане, Нигерии и др.
- Мы быстро расширяемся. В настоящее время у нас есть более 5 производственных линий и 100 000 квадратных футов производственных площадей, готовых служить вам.
- Подходящие продукты. Опытная команда контроля качества и строгий процесс контроля качества для обеспечения качества вашего экспорта.
- Мы быстрые и отзывчивые. Свяжитесь с нами на нашем сайте, и мы свяжемся с вами в течение 2 часов.
3
Sealps Slief-Seliple-Slief-Seliple-Seliple-Seliple-Seliple-Selirees Longse Dinsless Seliple-Selirees Selipless Sealless Seliple. , технология производства горячая.
, технология производства горячая.
Размеры свыше 24 дюймов свариваются с 2 или 2 линиями сварки.
Рассчитать стоимость
Трубная арматура по ГОСТ Р
RayOUng GOST. , Узбекистан, Казахстан, Украина и другие страны.
Узнать цену
Трубные фитинги EN 10253 для сварки встык
Информация о продукте: длина задней дуги, скошенные концы, обработка поверхности, упаковка, маркировка…
3
3 90 Хотите покопаться в фитингах для стальных труб?
Независимо от того, являетесь ли вы дистрибьютором, торговой или инжиниринговой компанией, наша продукция полностью соответствует вашим требованиям. Вы можете оставить свой адрес электронной почты здесь, наш менеджер по маркетингу свяжется с вами в течение 12 часов.
Вы можете оставить свой адрес электронной почты здесь, наш менеджер по маркетингу свяжется с вами в течение 12 часов.
Загрузить каталог
Узнать больше
Анализ сметной стоимости трубопроводной арматуры
Обратите внимание, что окончательная стоимость зависит от индивидуального обслуживания, которое вам требуется, спецификаций используемого сырья, соответствующих национальных законов и расстояние транспортировки. Возьмем пример бронирования высокого контейнера с продуктами:
Получить предложение
Узнать больше
Процесс и оценка продолжительности
Весь процесс от запроса до прибытия груза займет много времени, теперь мы предоставляем вам контрольное время в соответствии с обычным процессом
Шаг 1: Предложение и переговоры (7-15 дней)
Мы всегда онлайн 7 x 24 без каких-либо особых обстоятельств. На ваш запрос ответят в течение 2 часов, и вы получите подробное предложение по вашему запросу в течение 12 часов.
С 2020 года из-за эпидемии и ситуации с международной торговлей цены на стальное сырье в Китае часто колеблются и в целом имеют тенденцию к росту. Поэтому, если ваш план покупки реален, мы рекомендуем вам подписать договор и оформить предоплату, как только вы согласуете окончательную цену с производителем.
Шаг 2: Отбор проб (4-10 дней)
При необходимости мы предоставим вам бесплатные образцы для проверки качества. Вам нужно только оплатить стоимость доставки курьером. , для DN 50 и более образцы нужно ждать около 3 дней, обычно курьер доставит вам образцы в течение 4-10 рабочих дней
Шаг 3: Предоплата (в течение 7 дней)
Независимо от страны, это обычно занимает 1-7 рабочих дней с момента, когда вы организуете банковский перевод, до получения платежа.0003
Этап 4: Массовое производство (15-30 дней)
После получения аванса фабрика начинает подготовку сырья, проверку качества и массовое производство. Для завершения контейнера товаров требуется 15-30 дней.
Этап 5: Доставка (7-30 дней)
После того, как товары произведены, проверены и упакованы, необходимо зарезервировать время для бронирования и отправки.
Доставка – Погрузка – Разгрузка – Таможенное декларирование – Отгрузка – Таможенное оформление – Разгрузка – Отправка
Хотите узнать, как сократить сроки поставки?
Свяжитесь с нами напрямую, чтобы получить правильное решение для вашего проекта. Чем более полную информацию вы предоставите, тем точнее будут наши расценки и сроки доставки.
Получить предложение
Основные сведения о трубах, фитингах и фланцах RAYOUNG
У нас есть 38-летний опыт производства и поставок стальных фланцев, фитингов и труб. Мы профессиональны со всеми международными стандартами. Мы надеемся, что следующий профессиональный опыт поможет вам понять рынок, продукты и сделать практичные покупки.
Разница между стальной трубой ERW и спиральной стальной трубой
Производитель и поставщик стальной трубы ERW и стальной спиральной трубы – RAYOUNG PIPELINE Стальные трубы можно увидеть повсюду в нашей повседневной жизни. Он широко используется в отоплении, водоснабжении, добыче нефти и газа и других областях. фланцы, также поставляет другие фланцы из листовой стали, такие как фланцы из нержавеющей стали. Фланцы из углеродистой стали обычно используются в трубопроводной промышленности,
Он широко используется в отоплении, водоснабжении, добыче нефти и газа и других областях. фланцы, также поставляет другие фланцы из листовой стали, такие как фланцы из нержавеющей стали. Фланцы из углеродистой стали обычно используются в трубопроводной промышленности,
2021年9月15日
Испытание трубной арматуры и фланцев
Для нефтяной, газовой, нефтехимической, химической и других специальных промышленных проектов необходимы испытательные материалы, чтобы гарантировать безопасность трубопровода. Ультразвуковой контроль (UT), радиографический контроль (RT), магнитопорошковый контроль (MT), пенетрант
2021年9月15日
Различия между бесшовной стальной трубой и сварной стальной трубой
Бесшовная стальная труба изготавливается из круглой стали заготовки, посредством процессов горячей прокатки, холодной прокатки или холодной вытяжки, без шва на теле трубы. Сварная стальная труба изготавливается из плоского стального листа,
2021年9月9日
Фланцы из углеродистой стали: типы и функции
Фланец представляет собой внешнюю или внутреннюю кромку или обод (кромку) для силовой установки, например фланец из железной пластины, такой как I- балка или тавровая балка; или для крепления к другому компоненту, например,
2021年9月2日
Что такое стальная труба ERW? Трубы стальные ВПВ
изготавливаются низкочастотным или высокочастотным сопротивлением «сопротивление». Представляют собой круглые трубы, сваренные из стальных листов продольными швами. Он используется для транспортировки нефти, природного газа и других парожидкостных объектов и
Представляют собой круглые трубы, сваренные из стальных листов продольными швами. Он используется для транспортировки нефти, природного газа и других парожидкостных объектов и
2021年8月12日
Труба из углеродистой стали
Труба из углеродистой стали представляет собой прочный материал, изготовленный из углеродистой стали, стального сплава с железом и углеродом. Из-за своей прочности и способности выдерживать нагрузки трубы из углеродистой стали используются в различных
2021年8月6日
Китай отменяет скидку НДС на экспорт стали, снижает налог на импорт сырья до нуля
28 апреля В 2021 г. Министерство финансов и Государственная налоговая администрация Китая опубликовали заявление о том, что с 1 мая 2021 г. будет отменена скидка на экспортную пошлину на некоторые металлопродукцию, включающую в общей сложности 146 товарных кодов.
В то же время Комиссия по тарифам Госсовета на днях опубликовала сообщение о том, что с 1 мая 2021 года будут скорректированы тарифы на некоторые виды металлопродукции, а экспортные тарифы на ферросилиций, феррохром, высокочистый чугун и другую продукцию будут быть соответствующим образом увеличена. Ставка налога на экспорт 25 %, ставка временного налога на экспорт 20 %, ставка налога на временный экспорт 15 %.
Ставка налога на экспорт 25 %, ставка временного налога на экспорт 20 %, ставка налога на временный экспорт 15 %.
2021年5月10日
Почему цены на стальные материалы и изделия из стали продолжают расти?
С 2020 года цена стального материала продолжает расти. Есть несколько причин, влияющих на цену стали, и хотелось бы, чтобы этот блог помог вам лучше понять китайскую сталелитейную промышленность и своевременно принять решение об импорте.
2021年4月7日
12 советов по импорту фитингов и фланцев стальных труб из Китая
Если вы думаете об импорте и продаже своей продукции у вас, прочитайте это руководство, чтобы узнать больше о выборе поставщиков, налогах на импорт, положения о продукции, требования к маркировке, лицензии и разрешения, а также отгрузка.
2021年3月8日
Узнать цену
Узнать больше
Распространенные ошибки при покупке
В ходе сотрудничества со все большим количеством клиентов из разных стран, мы заметили, что есть некоторые подводные камни, которые часто случаются, поэтому мы собрали подводные камни вместе и хотим сделать ваш бизнес проще.
О цене могу договориться в любое время после получения предложения от продавца.
Срок действия предложения,Поскольку цены часто колеблются. Важно заблаговременно договариваться о ценах и обновлять их, если заказ не размещался более месяца.
Цена, указанная продавцом, является окончательной ценой товара на мой склад
Условия ценообразования.
По контрактам на условиях СИФ продавец берет на себя ответственность за расходы и обязательства до прибытия груза в пункт назначения, когда риск переходит к покупателю.
По контрактам FOB покупатель несет ответственность за доставку и другие расходы, а также за страхование, как только товар погружается на судно и во время рейса.
По договорам DDU продавец несет ответственность за обеспечение доставки товара в пункт назначения в целости и сохранности; покупатель несет ответственность за импортные пошлины.
По контрактам DDP продавец должен оплачивать пошлины, импортную очистку и любые налоги.
Время доставки — это время поступления товара на мой склад.
В контракте срок поставки обычно означает время изготовления вашего заказа. Время прибытия товаров на ваш склад также зависит от графика движения судов.
Дополнительные советы обновляются……
Узнать цену
Узнать больше
Краткое самовыдвижение
Фабрика RAYOUNG была основана в 1983 году для производства горячештампованных отводов и литейных фланцев, а также для производства дополнительных фитингов и кованых фланцев. Теперь мы превратились в крупную компанию по производству фитингов и фланцев в Китае с годовым объемом продаж более 17000000 долларов США. Правильно, на нас можно положиться!
Профессиональные производственные мощности RAYOUNG гарантируют высокое качество продукции, конкурентоспособные цены и короткие сроки поставки.
Все еще сомневаетесь? Вот и другие причины, по которым мы — ваш лучший выбор:
Узнать цену
Узнать больше
Часто задаваемые вопросы о фитингах для стальных труб RAYOUNG
Где находится ваш завод?
Завод RAYOUNG находится на базе китайских трубных фитингов, уезд Яньшань, город Цанчжоу, провинция Хэбэй. Свяжитесь с нами, чтобы получить брошюру о посещении.
Свяжитесь с нами, чтобы получить брошюру о посещении.
Какие продукты вы в основном производите?
Трубные фитинги и фланцы из углеродистой стали в соответствии со стандартами ASME, ГОСТ, EN, DIN, SANS, JIS и т. д.
Все размеры вы производите сами?
Нет, фитинги размерами DN200-DN720, фланцы среднего и низкого давления размерами DN15-DN2000 производим сами, а остальная продукция производится на заводах-партнерах.
Какой у вас годовой объем производства?
Объем производства 1000 тонн в месяц, почти экспорт 35-40 контейнеров в месяц, годовой объем производства более 10000 тонн.
Как я могу получить ваш прайс-лист?
Цена зависит от размера, толщины, обработки поверхности, материала, стандарта, количества и назначения. Если у вас нет плана закупок, мы можем предоставить вам цену FOB на основе 1 контейнера для справки.