Азотирование это: Азотирование стали: назначение и особенности технологии
Содержание
Азотирование стали: назначение и особенности технологии
- Суть технологии
- Как протекает процесс азотирования
- Факторы, оказывающие влияние на азотацию
- Типы азотируемых сталей
- Технологическая схема азотирования
- Типы рабочих сред
Азотирование, в процессе выполнения которого поверхностный слой стального изделия насыщается азотом, стало использоваться в промышленных масштабах относительно недавно. Такой метод обработки, предложенный к использованию академиком Н.П. Чижевским, позволяет улучшить многие характеристики изделий, изготовленных из стальных сплавов.
Цех ионно-вакуумного азотирования
Суть технологии
Азотирование стали, если сравнивать его с таким популярным методом обработки данного металла, как цементация, отличается рядом весомых преимуществ. Именно поэтому данная технология стала применяться в качестве основного способа улучшения качественных характеристик стали.
При азотировании стальное изделие не подвергается значительному термическому воздействию, при этом твердость его поверхностного слоя значительно увеличивается. Важно, что размеры азотируемых деталей не изменяются. Это позволяет применять такой метод обработки для стальных изделий, которые уже прошли закалку с высоким отпуском и отшлифованы до требуемых геометрических параметров. После выполнения азотирования, или азотации, как часто называют этот процесс, сталь можно сразу подвергать полировке или другим методам финишной обработки.
Схема установки азотирования в тлеющем разряде
Азотирование стали заключается в том, что металл подвергают нагреву в среде, характеризующейся высоким содержанием аммиака. В результате такой обработки с поверхностным слоем металла, насыщающимся азотом, происходят следующие изменения.
- За счет того, что твердость поверхностного слоя стали повышается, улучшается износостойкость детали.
- Возрастает усталостная прочность изделия.
- Поверхность изделия становится устойчивой к коррозии. Такая устойчивость сохраняется при контакте стали с водой, влажным воздухом и паровоздушной средой.
Микроструктура качественно азотированного слоя стали марки 38Х2МЮА
Выполнение азотирования позволяет получить более стабильные показатели твердости стали, чем при осуществлении цементации. Так, поверхностный слой изделия, которое было подвергнуто азотированию, сохраняет свою твердость даже при нагреве до температуры 550–600°, в то время как после цементации твердость поверхностного слоя может начать снижаться уже при нагреве изделия свыше 225°. Прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации.
Как протекает процесс азотирования
Детали из металла помещают в герметично закрытый муфель, который затем устанавливается в печь для азотирования. В печи муфель с деталью нагревают до температуры, которая обычно находится в интервале 500–600°, а затем выдерживают некоторое время при таком температурном режиме.
Вакуумная печь для термической обработки с системой газового азотирования
Чтобы сформировать внутри муфеля рабочую среду, необходимую для протекания азотирования, в него под давлением подается аммиак. Нагреваясь, аммиак начинает разлагаться на составные элементы, данный процесс описывает следующая химическая формула:
2NH3 → 6H + 2N.
Атомарный азот, выделяющийся в процессе протекания такой реакции, начинает диффузировать в металл, из которого изготовлена обрабатываемая деталь, что приводит к образованию на ее поверхности нитридов, характеризующихся высокой твердостью. Чтобы закрепить результат и не дать поверхности детали окислиться, муфель вместе с изделием и аммиаком, который в ней продолжает оставаться, медленно охлаждают вместе с печью для азотирования.
Нитридный слой, формирующийся на поверхности металла в процессе азотирования, может иметь толщину в интервале 0,3–0,6 мм. Этого вполне достаточно для того, чтобы наделить изделие требуемыми прочностными характеристиками. Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
Классификация процессов азотирования
Процессы, протекающие в поверхностном слое стального изделия при его азотировании, достаточно сложны, но уже хорошо изучены специалистами металлургической отрасли. В результате протекания таких процессов в структуре обрабатываемого металла формируются следующие фазы:
- твердый раствор Fe3N, характеризующийся содержанием азота в пределах 8–11,2%;
- твердый раствор Fe4N, азота в котором содержится 5,7–6,1%;
- раствор азота, формирующийся в α-железе.
Дополнительная α-фаза в структуре металла формируется тогда, когда температура азотирования начинает превышать 591°. В тот момент, когда степень насыщения данной фазы азотом достигает своего максимума, в структуре металла формируется новая фаза. Эвтектоидный распад в структуре металла происходит тогда, когда степень его насыщения азотом достигает уровня 2,35%.
Клапана высокотехнологичных двигателей внутреннего сгорания обязательно проходят процесс азотирования
Факторы, оказывающие влияние на азотацию
Основными факторами, которые оказывают влияние на азотирование, являются:
- температура, при которой выполняется такая технологическая операция;
- давление газа, подаваемого в муфель;
- продолжительность выдержки детали в печи.
На эффективность протекания такого процесса также оказывает влияние степень диссоциации аммиака, которая, как правило, находится в интервале 15–45%. При повышении температуры азотирования твердость формируемого слоя снижается, но процесс диффузии азота в структуру металла ускоряется. Снижение твердости поверхностного слоя металла при его азотировании происходит из-за коагуляции нитридов легирующих элементов, входящих в его состав.
Влияние температуры и легирующих элементов на формирование азотированного слоя
Для ускорения процесса азотирования и повышения его эффективности применяют двухэтапную схему его выполнения. Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Типы азотируемых сталей
Обработке по технологии азотирования могут подвергаться как углеродистые, так и легированные стали, характеризующихся содержанием углерода в пределах 0,3–0,5%. Максимального эффекта при использовании такой технологической операции удается добиться в том случае, если ей подвергаются стали, в химический состав которых входят легирующие элементы, формирующие твердые и термостойкие нитриды. К таким элементам, в частности, относятся молибден, алюминий, хром и другие металлы, обладающие подобными характеристиками.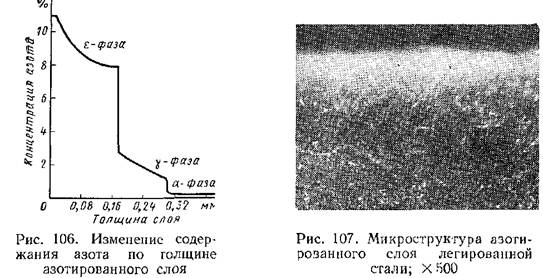 Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:
Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:
Твердость сталей после азотирования
Легирующие элементы, находящиеся в химическом составе стали, увеличивают твердость азотированного слоя, но вместе с тем уменьшают его толщину. Наиболее активно на толщину азотируемого слоя оказывают влияние такие химические элементы, как вольфрам, молибден, хром и никель.
В зависимости от сферы применения изделия, которое подвергается процедуре азотирования, а также от условий его эксплуатации для осуществления такой технологической операции рекомендуется использовать определенные марки стали. Так, в соответствии с технологической задачей, которую необходимо решить, специалисты советуют применять для азотирования изделия из следующих марок сталей.
38Х2МЮА
Это сталь, которая после азотирования отличается высокой твердостью наружной поверхности. Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
40Х, 40ХФА
Данные легированные стали используются для изготовления деталей, применяемых в области станкостроения.
30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА
Эти стали служат для производства изделий, подвергающихся в процессе своей эксплуатации частым циклическим нагрузкам на изгиб.
30Х3МФ1
Из данного стального сплава изготавливаются изделия, к точности геометрических параметров которых предъявляются высокие требования. Для придания более высокой твердости деталям из данной стали (это преимущественно детали топливного оборудования) в ее химический состав могут добавлять кремний.
Характеристики некоторых сталей после азотирования
Технологическая схема азотирования
Чтобы выполнить традиционное газовое азотирование, инновационное плазменное азотирование или ионное азотирование, обрабатываемую деталь подвергают ряду технологических операций.
Подготовительная термообработка
Такая обработка заключается в закалке изделия и его высоком отпуске. Закалка в рамках выполнения такой процедуры осуществляется при температуре около 940°, при этом охлаждение обрабатываемого изделия производят в масле или воде. Последующий после выполнения закалки отпуск, проходящий при температуре 600–700°, позволяет наделить обрабатываемый металл твердостью, при которой его можно легко резать.
Режимы термообработки перед азотированием
Механическая обработка
Эта операция заканчивается его шлифовкой, позволяющей довести геометрические параметры детали до требуемых значений.
Защита участков изделия, которые не требуют азотирования
Осуществляется такая защита путем нанесения тонкого слоя (не более 0,015 мм) олова или жидкого стекла. Для этого используется технология электролиза. Пленка из данных материалов, формирующаяся на поверхности изделия, не позволяет азоту проникать в его внутреннюю структуру.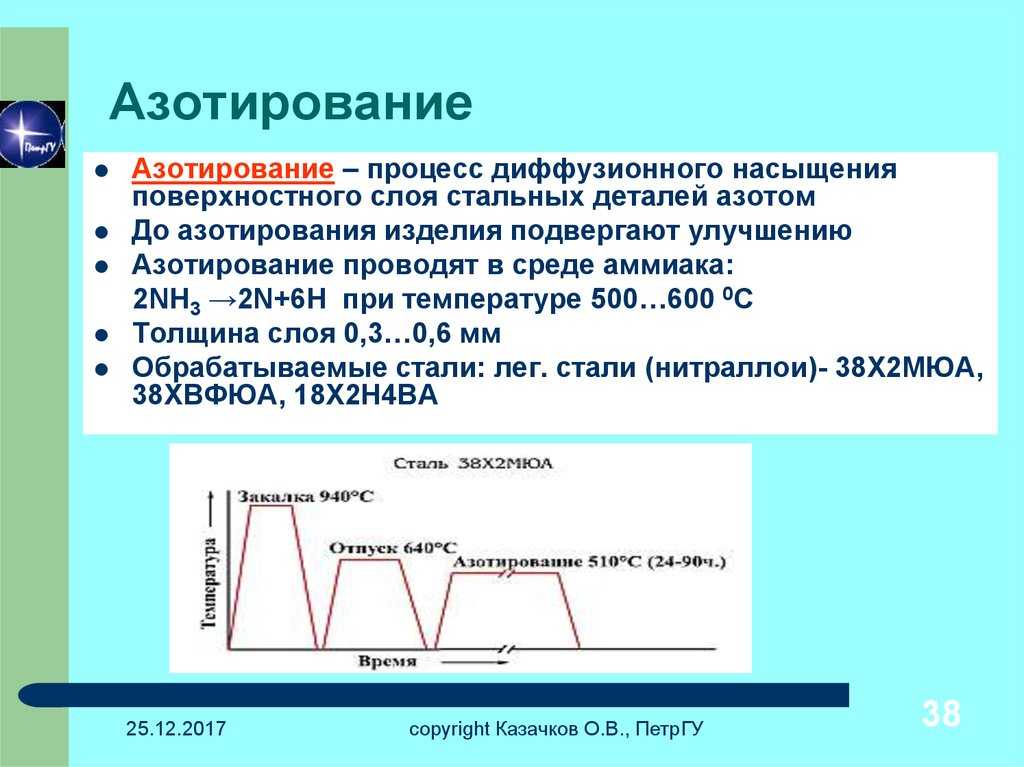
Выполнение самого азотирования
Подготовленное изделие подвергают обработке в газовой среде.
Рекомендуемые режимы азотирования стали
Финишная обработка
Этот этап необходим для того, чтобы довести геометрические и механические характеристики изделия до требуемых значений.
Степень изменения геометрических параметров детали при выполнении азотирования, как уже говорилось выше, очень незначительна, и зависит она от таких факторов, как толщина слоя поверхности, который подвергается насыщению азотом; температурный режим процедуры. Гарантировать практически полное отсутствие деформации обрабатываемого изделия позволяет более усовершенствованная технология – ионное азотирование. При выполнении ионно-плазменного азотирования стальные изделия подвергаются меньшему термическому воздействию, благодаря чему их деформация и сводится к минимуму.
В отличие от инновационного ионно-плазменного азотирования, традиционное может выполняться при температурах, доходящих до 700°. Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).
Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).
Пуансон массой более 230 кг, подвергнутый азотированной обработке
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.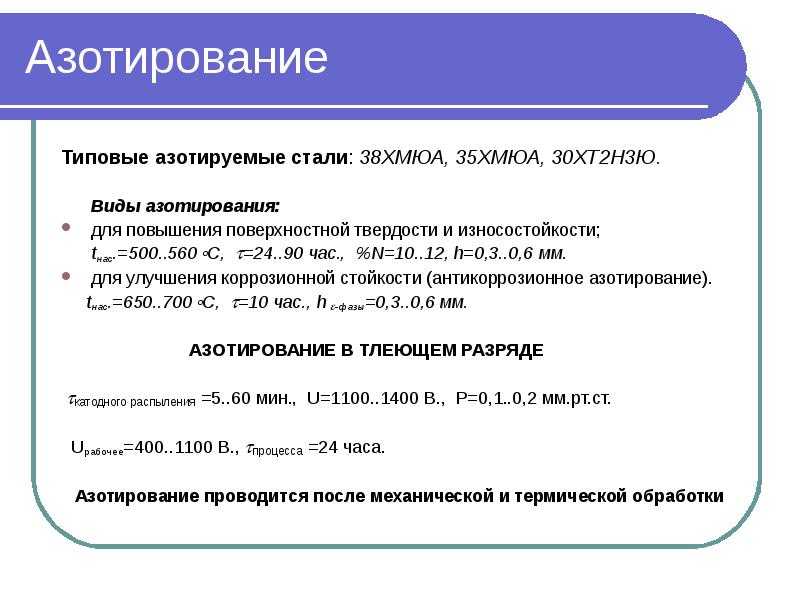
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.
Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N2 или NH3, за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
Кроме традиционного и ионно-плазменного азотирования процесс насыщения поверхности стали азотом может выполняться в жидкой среде. В качестве рабочей среды, которая имеет температуру нагрева порядка 570°, в таких случаях используется расплав цианистых солей.
Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут.
Азотирование | это… Что такое Азотирование?
насыщение поверхности металлических деталей азотом с целью повышения твёрдости, износоустойчивости, предела усталости и коррозионной стойкости. А. подвергают сталь, титан, некоторые сплавы, наиболее часто — легированные стали, особенно хромоалюминиевые, а также сталь, содержащую ванадий и молибден.
Азотирование стали происходит при t 500—650 °С в среде аммиака. Выше 400 °С начинается диссоциация аммиака по реакции NH3 → 3H + N. Образовавшийся атомарный азот диффундирует в металл, образуя азотистые фазы. При температуре А. ниже 591 °С азотированный слой состоит из трёх фаз (рис.): ε — нитрида Fe2N, γ’ — нитрида Fe4N, α — азотистого феррита, содержащего около 0,01% азота при комнатной температуре.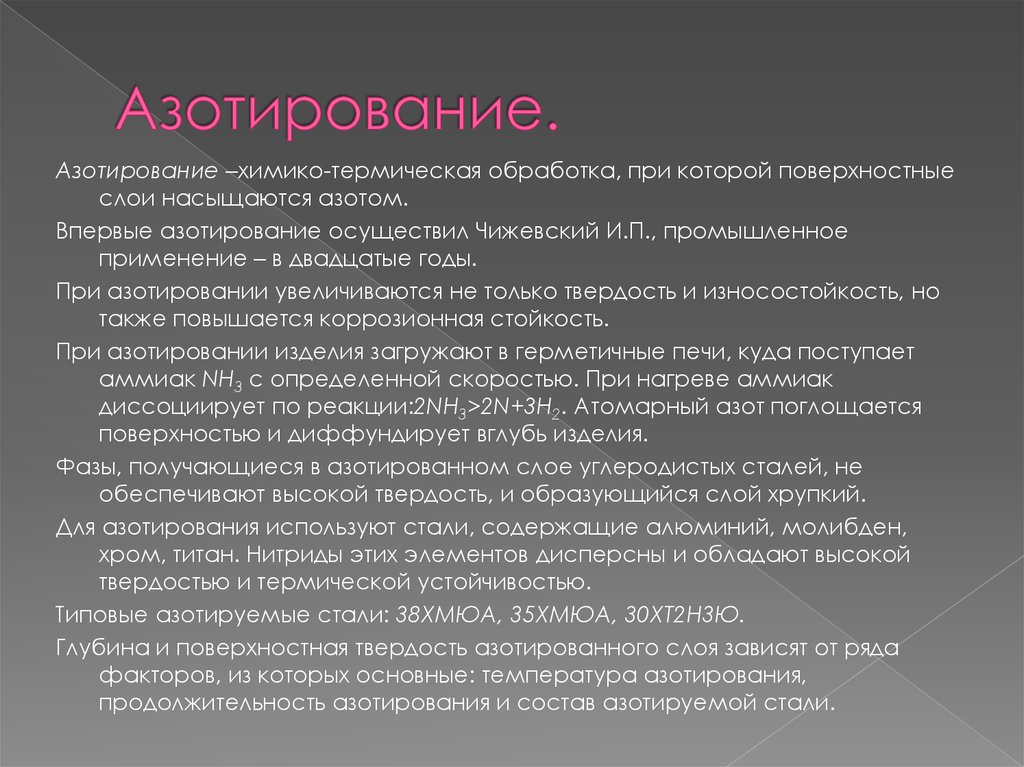 При температуре А. 600—650° С возможно образование ещё и γ-фазы, которая в результате медленного охлаждения распадается при 591°C на эвтектоид α + γ1. Твёрдость азотированного слоя увеличивается до HV = 1200 (соответствует 12 Гн/м2) и сохраняется при повторных нагревах до 500—600°C, что обеспечивает высокую износоустойчивость деталей при повышенных температурах. Азотированные стали значительно превосходят по износоустойчивости цементированные и закалённые стали. А. — длительный процесс, для получения слоя толщиной 0,2—0,4 мм требуется 20—50 ч. Повышение температуры ускоряет процесс, но снижает твёрдость слоя. Для защиты мест, не подлежащих А., применяются лужение (для конструкционных сталей) и никелирование (для нержавеющих и жаропрочных сталей). Для уменьшения хрупкости слоя А. жаропрочных сталей иногда ведут в смеси аммиака и азота.
При температуре А. 600—650° С возможно образование ещё и γ-фазы, которая в результате медленного охлаждения распадается при 591°C на эвтектоид α + γ1. Твёрдость азотированного слоя увеличивается до HV = 1200 (соответствует 12 Гн/м2) и сохраняется при повторных нагревах до 500—600°C, что обеспечивает высокую износоустойчивость деталей при повышенных температурах. Азотированные стали значительно превосходят по износоустойчивости цементированные и закалённые стали. А. — длительный процесс, для получения слоя толщиной 0,2—0,4 мм требуется 20—50 ч. Повышение температуры ускоряет процесс, но снижает твёрдость слоя. Для защиты мест, не подлежащих А., применяются лужение (для конструкционных сталей) и никелирование (для нержавеющих и жаропрочных сталей). Для уменьшения хрупкости слоя А. жаропрочных сталей иногда ведут в смеси аммиака и азота.
Азотирование титановых сплавов проводится при 850—950 °С в азоте высокой чистоты (А.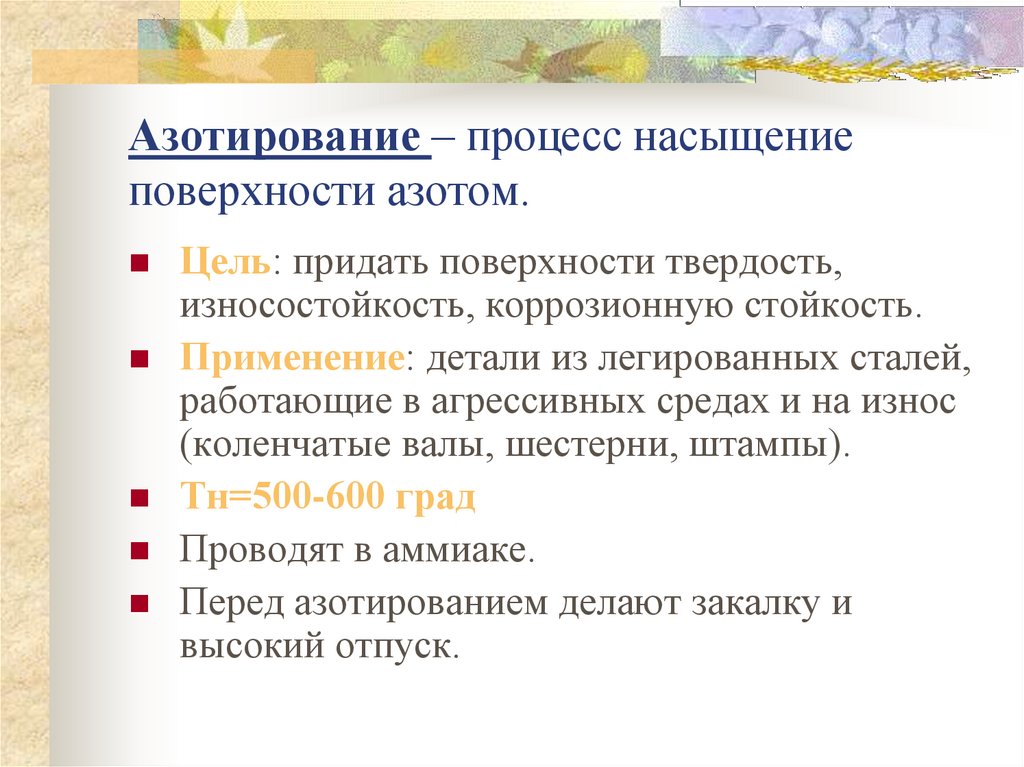 в аммиаке не применяется из-за увеличения хрупкости металла).
в аммиаке не применяется из-за увеличения хрупкости металла).
При А. образуется верхний тонкий нитридный слой и твёрдый раствор азота в α-титане. Глубина слоя за 30 ч — 0,08 мм с поверхностной твёрдостью HV = 800—850 (соответствует 8—8,5 Гн/м2). Введение в сплав некоторых легирующих элементов (Al до 3%, Zr 3—5% и др.) повышает скорость диффузии азота, увеличивая глубину азотированного слоя, а хром уменьшает скорость диффузии. А. титановых сплавов в разреженном азоте [100—10 н/м2 (1—0,1 мм рт ст.)] позволяет получать более глубокий слой без хрупкой нитридной зоны.
А. широко применяют в промышленности, в том числе для деталей, работающих при t до 500—600 °С (гильз цилиндров, коленчатых валов, шестерён, золотниковых пар, деталей топливной аппаратуры и др.).
Лит.: Минкевич А. Н., Химико-термическая обработка металлов и сплавов, 2 изд., М., 1965: Гуляев А. П..Металловедение, 4 изд., М., 1966.
П..Металловедение, 4 изд., М., 1966.
Д. И. Браславский.
Макроструктура азотированного слоя железа при 650°C (увеличено в 500 раз).
Азотирование | промышленный процесс | Британика
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Этот день в истории
- Викторины
- Подкасты
- Словарь
- Биографии
- Резюме
- Популярные вопросы
- Обзор недели
- Инфографика
- Демистификация
- Списки
- #WTFact
- Товарищи
- Галереи изображений
- Прожектор
- Форум
- Один хороший факт
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Britannica объясняет
В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
- Britannica Classics
Посмотрите эти ретро-видео из архивов Encyclopedia Britannica. - #WTFact Видео
В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти. - На этот раз в истории
В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории. - Demystified Videos
В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
- Студенческий портал
Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д. - Портал COVID-19
Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня. - 100 женщин
Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
- Britannica Beyond
Мы создали новое место, где вопросы находятся в центре обучения. Вперед, продолжать. Просить. Мы не будем возражать. - Спасение Земли
Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать! - SpaceNext50
Britannica представляет SpaceNext50. От полёта на Луну до управления космосом — мы исследуем широкий спектр тем, которые подпитывают наше любопытство к космосу!
Содержание
Введение
Краткие факты
Связанный контент
Азотирование — ThermoFusion Inc.
Азотирование упрочняет внешнюю поверхность металла путем диффузии в нее азота под действием тепла. Это процесс термической обработки, но температуры, необходимые для азотирования, ниже, чем при других методах термической обработки, а в печи требуется гораздо больше времени.
Азотирование подходит для поверхностного упрочнения сплавов из средне- и высокоуглеродистой стали. Он также эффективен при работе с ферритными нержавеющими сталями, такими как 420, и сталями с дисперсионным твердением, такими как 17-4. Помимо поверхностного упрочнения, азотирование улучшает ряд других свойств сплава, в том числе износостойкость и коррозионную стойкость. Азотирование является предпочтительным методом упрочнения многих компонентов, используемых в автомобилестроении, огнестрельном оружии, производстве штампов и инструментах.
Thermo-Fusion – компания, сертифицированная по стандартам ISO 9001:2015 и AS9100D, расположенная в районе залива Сан-Франциско. Мы предоставляем азотирование и другие металлургические услуги уже более 50 лет.
Материалы, используемые при азотировании
В процессе азотирования на поверхностном слое металла образуются осадки нитрида сплава путем введения свободного азота в металл. Алюминий, хром, молибден, титан, вольфрам и ванадий легко соединяются с азотом при высоких температурах с образованием нитридов соответствующих металлов. Низкоуглеродистые сплавы стали, содержащие эти металлы, как правило, являются хорошими кандидатами для азотирования. Основные стальные сплавы, используемые для азотирования, включают:
- -SAE 4130
- -SAE 4140
- -SAE 4150
- -SAE 4340
- -AISI 8640
- -17-4 (AKA SAE 630)
- -Nitralloy 135®
9000 -15-5
9004 9000. 9000. 9000. 9000. 9000. 9000.9000.
Компания Thermo-Fusion предлагает азотирование всех вышеперечисленных стальных сплавов.
Применение азотирования
Азотирование — это процесс закалки, который предпочитают металлурги, поскольку это относительно низкотемпературный метод, снижающий риск деформации детали. Азотирование широко используется для поверхностного упрочнения таких компонентов, как:
- -cearings
- -Cylinder Liners
- -DIES
- -FEED ВИНДЫ
- -GERS
- -ORIFICE Диски
- -PISTON RINGS
- -SAFTS
- -SPRAY
- -SPRAY
- -SPRAY
- -SPRAY
- -SPRINES
- -SPRAY
- -SPRAY 9000.
-VPLINES
Преимущества азотирования
Температуры, используемые при азотировании, недостаточно высоки, чтобы деформировать и деформировать металлические детали. Кроме того, азотирование позволяет медленно охлаждать компоненты, что также позволяет избежать деформации. Азотирование увеличивает удельный объем стали на поверхности сплава, обеспечивая следующие преимущества:
- — Обеспечивает высокую твердость 700-1000 HV (60+ HRC) при рабочих температурах ниже 1000 °F
- — Сниженный коэффициент трения, улучшающий как усталостную долговечность, так и время до разрушения при контактной усталости качения
- — Улучшенный стойкость к истиранию и износу
- — Повышает антизадирные, антисварочные и противозадирные свойства
- — Повышенная коррозионная стойкость
Компания Thermo-Fusion выполняет мелкие и крупные работы по азотированию, а также проектные разработки.
