Балка гост сварная: ГОСТ Р 58966-2020 Балки стальные двутавровые сварные. Технические условия. Сортамент
Содержание
Балка двутавровая 20Б1 С355 ГОСТ 27772-2021 15000 мм в наличии по цене 102960 руб./т в Москве — Евраз Маркет
Балка двутавровая — это вид фасонного проката. Очень востребованный и популярный продукт. Двутавровые балки имеют сечение в виде буквы «Н», такая форма придает конструкции дополнительную жесткость. Особенности двутавра в том, что он может принимать бОльшие нагрузки, чем швеллер или стальной уголок, в связи с этим, швеллер и уголок имеют более дешевую экономическую составляющую. Материалом для изготовления двутавра служит горячекатаная или холоднокатаная низколегированная и углеродистая сталь.
Балка двутавровая металлическая может быть горячекатаной или сварной.
Горячекатаную балку производят методом горячей прокатки, который широко используется для других видов фасонного и сортового проката. Сварная двутавровая балка производится при помощи сварки горячекатаного листа металла, когда отдельные элементы балки (стенка и две полки) соединяются путём сваривания. Такая балка имеет швы на своей поверхности, поэтому обязательным условием ее использования является усиление конструкции ребрами жесткости.
Такая балка имеет швы на своей поверхности, поэтому обязательным условием ее использования является усиление конструкции ребрами жесткости.
Балки характеризуются устойчивостью к повышенным нагрузкам и не реагируют на изменения во внешней среде.
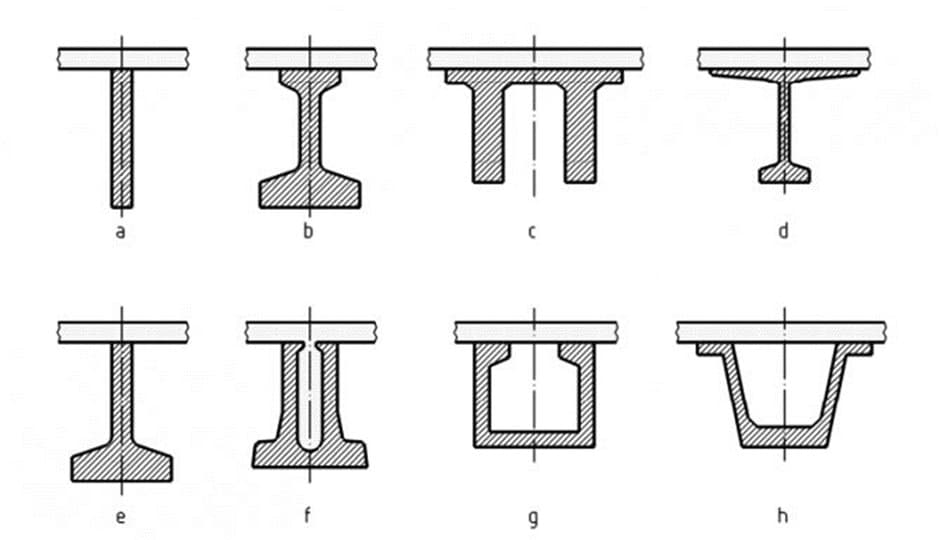
Двутавровые балки отличаются между собой по нескольким показателям, в связи с этим имеют различную маркировку. Двутавры делятся на несколько видов: балочный профиль, нормальный стандартный профиль, широкополочный и колонный, монорельсовый, бывает также дополнительных серий.
Самые основные виды двутавров:
Б — Балочные нормальные двутавры, высота профиля нормального двутавра по значению больше, чем ширина полок. Изделия этого типа используются как самостоятельный несущий элемент или входят в состав крупных конструкций. Часто такие изделия используются при возведении колонн и опор.
Ш — Широкополочные двутавры, высота профиля широкополочного двутавра равна или близка по значению ширине полок. Применяются в качестве несущих опор и направляющих.
К — Колонные двутавры, как правило, высота профиля колонного двутавра равна или близка по значению ширине полок. Изделия применяются в качестве перекрытий, при строительстве дорожных эстакад, дорог и стоек.
Дб, Дк, Дш — Дополнительные балочные, колонные, широкополочные. Двутавры дополнительных серий.
М — Монорельсовые двутавры, для монорельсовых путей. Ее отличительные особенности – утолщенные полки/стенки и повышенная прочность на прогиб, скручивание и давление.
У каждого двутавра есть свой номер, в зависимости от этого различаются и его характеристики: высота профиля, толщина стенки, ширина полки, масса погонного метра и др., которые требуется учитывать при строительстве или проектировании.
Двутавр, отличаясь хорошим сопротивлением нагрузкам, нашел основное применение в строительстве. Он используется для обустройства балок в частных домах, вспомогательных постройках, в конструкции гражданских, промышленных и инфраструктурных объектов, в мостостроении и других сферах. Двутавр играет важную роль при конструировании тяжело-нагруженных зданий и сооружений, например, при строительстве небоскребов и других высотных зданий. Машиностроение является еще одним крупным потребителем двутавровой балки. Специальный вид двутавра находит применение для крепления горных выработок и при обустройстве подвесных путей для лебедок и другого подъемно-транспортного оборудования в заводских помещениях, на автомойках, мастерских и на прочих промышленных участках.
Двутавр играет важную роль при конструировании тяжело-нагруженных зданий и сооружений, например, при строительстве небоскребов и других высотных зданий. Машиностроение является еще одним крупным потребителем двутавровой балки. Специальный вид двутавра находит применение для крепления горных выработок и при обустройстве подвесных путей для лебедок и другого подъемно-транспортного оборудования в заводских помещениях, на автомойках, мастерских и на прочих промышленных участках.
Сталь С355 — конструкционная микролегированная сталь повышенной прочности. Маркировка С означает, что сталь строительная. Сталь С355 характеризуется довольно высокой прочностью, отлично сваривается всеми видами сварки. Применяя термическую и термомеханическую обработку, можно повысить качество проката. Очень популярная сталь, широко используется для производства листового, широкополосного и фасонного проката, гнутых профилей, а также для изготовления колонн, балок, опорных конструкций.
Аналог: 09Г2С.
цена за метр и тонну
Москва
Ваш регион — Москва?
Все верно
Другой город
- Главная
- Металлопрокат
- Сортовой прокат
- Балка
- Ст.3сп пс5
- Балка 100 Б4 Ст.3сп/пс5 (сварная)
 org/BreadcrumbList»>
org/BreadcrumbList»>Характеристики: 12 м
Марка стали: 3сп/пс5
Номер балки: 100 Б4
Длина: 12 м
Цена за тонну : Звоните
Заказать
Хочу дешевле
Возможность доставки в день заказа
Бесплатная резка
Предыдущая Вернуться к списку Следующая
Балки двутавровые 100 Б4 Ст.3сп/пс5 (сварная)
Двутавровые балки 100 Б4 Ст.3сп/пс5 (сварная) — один из видов металлопроката с Н-образным сечением. Производится по ГОСТ Р 57837-2017. Форма позволяет сохранить прочность и несущую способность, облегчить крепление сверху других материалов — стальных листов, швеллера, прочего. Изготавливается из двух видов стали: Cт3 и 09Г2С.
Производится по ГОСТ Р 57837-2017. Форма позволяет сохранить прочность и несущую способность, облегчить крепление сверху других материалов — стальных листов, швеллера, прочего. Изготавливается из двух видов стали: Cт3 и 09Г2С.
Среди основных областей использования:
- Создание перекрытий в жилых, административных зданиях, производственных цехах, ангарах.
- Установка опорных колонных металлоконструкций, принимающих сильные вертикальные нагрузки.
- Строительство мостов любой протяженности.
- Армирование каркасов шахт, других подземных сооружений.
- Размещение подвесных путей для кранов.
- Монтаж рамных конструкций для различных видов транспорта — от экскаваторов и авто до железнодорожных вагонов.
Сортамент и маркировка двутавровой балки 100 Б4 Ст.3сп/пс5 (сварная)
Продукция классифицирована по трем параметрам:
- Тип расположения полок. Выпускается двутавр с параллельными полками.
- Метод производства. Поставляются сварные и горячекатаные разновидности.

В маркировке указываются номер балки и марка стали, по которой она исполнена. Он соответствует набору основных характеристик изделия — это вес (на один погонный метр), площадь сечения, осевой момент сопротивления инерции и статистический момент.
Преимущества стального двутавра
- Хорошая несущая способность.
- Удобство горизонтального или вертикального крепления других видов материалов.
- Износостойкость.
Среди строителей товар популярен, потому с двутавром удобнее всего работать по сравнению с другими видами металлических балок. Всегда можно найти вариант под ваш тип металлоконструкции или строения.
Звоните или пишите нам, чтобы оптом купить двутавровые балки 100 Б4 Ст.3сп/пс5 (сварная) в Москве. Товар соответствует ГОСТ. Оставьте заявку на сайте или позвоните. Сотрудник рассчитает цену и согласует время доставки партии.
Радиографический контроль сварных соединений. Виды сварных соединений. ГОСТ 23055-78* «Контроль неразрушающий»
В строительстве и промышленности распространены сварочные операции, позволяющие собирать прочные конструкции и механизмы различной степени сложности. На этапе контроля получившегося шва не всегда можно оценить надежность соединяемого узла внутри конструкции. Для этого используются неразрушающие методы контроля сварных соединений. Рентгенографический метод анализа является одним из самых распространенных в этой нише.
На этапе контроля получившегося шва не всегда можно оценить надежность соединяемого узла внутри конструкции. Для этого используются неразрушающие методы контроля сварных соединений. Рентгенографический метод анализа является одним из самых распространенных в этой нише.
Принцип работы рентгенографического контроля
Метод основан на использовании радиоактивного излучения, что позволяет анализировать внутреннюю структуру материала без физического воздействия с деформацией. Для этого используются рентгеновские и гамма-лучи, проходящие через продукт. В результате оператор получает карту структурных дефектов, записанную на магнитографическую пленку. Излучение позволяет формировать изображение со скрытыми контурами структуры, расшифровка которых производится на специальном проявителе в процессе обработки фото. В каждом случае параметры выполнения радиографического контроля сварных соединений по ГОСТ 23055-78 могут варьироваться — до 6 в диаметре и от 1 до 10 мм в длину по порам и непроварам. Если длина общей рентгенограммы меньше 100 мм, то общая площадь дефектов уменьшается пропорционально длине карточки. Глубина проникновения рентгеновских лучей определяется параметрами детали.
Если длина общей рентгенограммы меньше 100 мм, то общая площадь дефектов уменьшается пропорционально длине карточки. Глубина проникновения рентгеновских лучей определяется параметрами детали.
Технология рентгенографического контроля часто используется совместно с ультразвуковым методом анализа структуры материалов. Такое сочетание обычно имеет место в ситуациях, когда использование ультразвука технологически невозможно. Кроме того, лучевое сканирование предоставляет больше информации о геометрических данных очагов точечной коррозии и коррозии. Различия ультразвукового и радиографического контроля сварных соединений связаны с эффективностью исследования дефектов различной формы. В первом случае автоматическая ультразвуковая дефектоскопия ориентирована скорее на работу с плоскими дефектами в виде несовершенств и трещин. В свою очередь рентгенография дает высокую точность анализа объемных дефектов.
Назначение рентгенографического контроля
Данный метод контроля применяется для оценки качества сварного соединения металлов и сплавов, толщина которого колеблется от 1 до 40 см. Дефекты определяются преимущественно во внутренней структуре изделий в условиях локального отсутствия посторонних включений, технологических пор и припоя. Также согласно ГОСТ сварные соединения на момент контроля должны быть избавлены от шлака, брызг расплава, окалины и других примесей, оставшихся в процессе сварки. Наиболее распространенной областью применения радиографического контроля являются наземные и подземные трубопроводы. Анализ выполняется путем направления лучей внутрь трубы с помощью дефектоскопной аппаратуры. Применительно к подземным коммуникациям этот метод сканирования выгоден тем, что не требует вскрытия каналов земляными работами.
Дефекты определяются преимущественно во внутренней структуре изделий в условиях локального отсутствия посторонних включений, технологических пор и припоя. Также согласно ГОСТ сварные соединения на момент контроля должны быть избавлены от шлака, брызг расплава, окалины и других примесей, оставшихся в процессе сварки. Наиболее распространенной областью применения радиографического контроля являются наземные и подземные трубопроводы. Анализ выполняется путем направления лучей внутрь трубы с помощью дефектоскопной аппаратуры. Применительно к подземным коммуникациям этот метод сканирования выгоден тем, что не требует вскрытия каналов земляными работами.
Стоит выделить ситуации, при которых применение рентгенографического контроля неэффективно или вообще не допускается из-за технических и конструктивных ограничений: удвоенная чувствительность контроля.

Типы используемых радиометрических приборов
На сегодняшний день активно используются следующие виды оборудования для радиографического контроля:
- Приборы с постоянной частотой гамма-излучения с фиксированной интенсивностью. Отклонения в частотах вызывают дефекты продукции, что отражается на радиограммах. Последние модели таких приборов снабжены программами, точно определяющими спектры колебаний.
- Рентгеновское оборудование с поддержкой высокочастотных колебаний, случайных во времени. Степень флуктуации в зависимости от интенсивности излучения может превышать 0,5-1%.
- Приборы для радиографического контроля сварных соединений, устойчивость которых к гамма-излучению превышает 0,5%. При этом амплитуда колебаний находится в пределах 0,1 Гц.
 Такое оборудование оптимально подходит для тонкого сканирования дефектов малого объема, но использовать его при анализе глубоких дефектов больших площадей нецелесообразно.
Такое оборудование оптимально подходит для тонкого сканирования дефектов малого объема, но использовать его при анализе глубоких дефектов больших площадей нецелесообразно.
В плане управления практически все устройства поддерживают автоматизированные средства с возможностью программной корректировки полученных данных при формировании радиограмм.
Подготовка к радиографическому контролю
Перед сканированием особое внимание уделяется состоянию изделия и непосредственно сварного шва. Оператор осматривает деталь на предмет выявления внешних дефектов, удаляет загрязнения и при необходимости маркирует участки. Большие площади для сканирования помечены зонами и в обязательном порядке пронумерованы. Далее в контролируемых зонах устанавливаются стандарты с маркировкой чувствительности. Например, стандарты паза должны располагаться на расстоянии 5 мм от линии шва с поперечным направлением. Для достижения наиболее достоверного результата при контроле качества сварных соединений можно использовать карты предыдущих исследований. Они подготавливаются заранее и вводятся в радиограммную систему оборудования перед сканированием. Образы новых образов будут формироваться с акцентом на предыдущие данные. Программное обеспечение также направляет графическое сканирование для учета существующих дефектов, предоставляя отдельный слой информации о степени прогресса тех же несплошностей, трещин и несплавлений.
Они подготавливаются заранее и вводятся в радиограммную систему оборудования перед сканированием. Образы новых образов будут формироваться с акцентом на предыдущие данные. Программное обеспечение также направляет графическое сканирование для учета существующих дефектов, предоставляя отдельный слой информации о степени прогресса тех же несплошностей, трещин и несплавлений.
Определение контрольных параметров
После подготовки продукта выбираются оптимальные характеристики его осмотра сканирующей аппаратурой. Одним из важных параметров будет расстояние от источника гамма-излучения до поверхности целевой области, а также количество и размер контролируемых зон. Согласно ГОСТ сварные соединения сканируют радиографическим оборудованием при следующих ограничениях:
- Увеличение размеров структурных дефектов, расположенных со стороны аппарата источника излучения, не должно быть выше коэффициента 1,25.
- Угол между нормалью к фотопленке и направлением гамма-излучения не должен превышать 45° при осмотре в пределах одной контролируемой зоны.
- Размытость дефектов изображения при размещении пленки для снимков близко к сварному шву не должна быть выше половины установленной степени чувствительности.
- Длина изображений при радиографическом контроле сварных соединений должна захватывать изображения смежных участков в соответствии с маркировкой. Если длина контролируемого участка находится в пределах 100 мм, то перекрытие составляет не менее 0,2 общей длины участка участка, а если это расстояние более 100 мм, то захват должен быть не менее 20 мм.
- В случае, если размерные параметры дефектов не определены, требования по соблюдению соотношения наружного и внутреннего диаметров соединения можно не учитывать.
Схемы рентгенографического контроля сварных соединений
Эффективность контроля определяется передачей картины структуры изделия. Так, в процессе сканирования кольцевых швов сферических и цилиндрических деталей обычно используют просвечивание через стенку элемента. При этом источник радиографического излучения находится внутри изделия, что позволяет более точно фиксировать карту дефектов. Если диаметр цилиндрической полой детали не превышает 2 м, то применяют рентгенографический контроль сварных соединений с панорамными схемами. Но важно иметь в виду, что выборочный зональный анализ внутренней структуры в этом случае будет невозможен.
Если диаметр цилиндрической полой детали не превышает 2 м, то применяют рентгенографический контроль сварных соединений с панорамными схемами. Но важно иметь в виду, что выборочный зональный анализ внутренней структуры в этом случае будет невозможен.
При сканировании стыков направление просвечивания совпадает с плоскостью исследуемого участка. Такая схема используется при работе с угловыми узлами проходки арматуры и труб. Угол между излучением и плоскостью стыка не должен быть выше 45°. Помимо стандартных конфигураций используются и другие направления передачи дефекта.
При выборе схемы рентгенографического метода контроля сварных соединений принимают расстояние от целевой поверхности анализа до пленки аппарата (не более 150 мм) и экспозицию под углом 45 градусов в направлении излучения в учетную запись. Правильно подобранная тактика визуализации позволит получить информативную и точную карту с дефектами проблемного товара.
Расшифровка рентгенологических изображений
Просмотр изображений организован в темном помещении после высыхания с помощью осветителей-негатоскопов, позволяющих регулировать яркость и параметры освещаемого поля.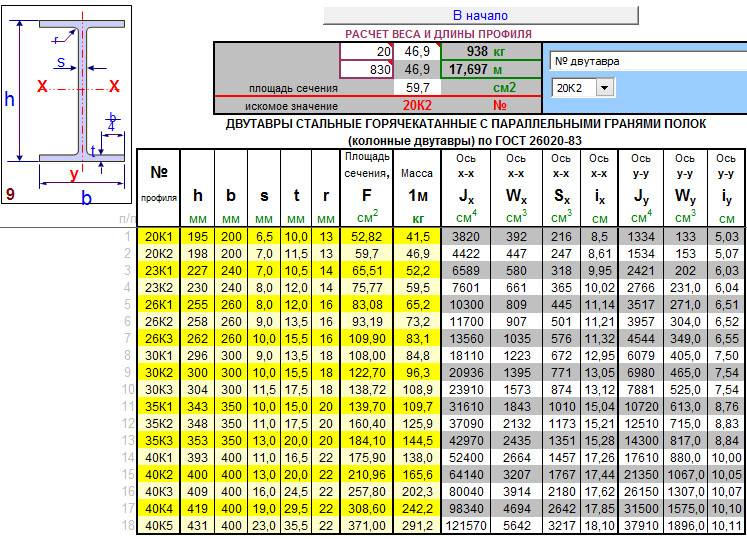 При этом к качеству материалов предъявляются особые требования:
При этом к качеству материалов предъявляются особые требования:
- Отсутствие подтеков, пятен, повреждений и загрязнений на поверхности эмульсионного слоя. Все, что затрудняет расшифровку, не должно быть на картинке.
- Помимо контуров дефектов должны быть отражены разметка, отметки и граничные структурные линии, если таковые имеются.
- Оптическая плотность графической карты, формируемой при контроле качества сварных соединений в пришовной зоне, должна быть не менее 1,5.
Обработка изображений также может осуществляться на сканирующем компьютерном оборудовании с генерацией моделей дефектов. В этом случае повышается точность определения места и размеров повреждений в конструкции.
Разделение видов сварных соединений по результатам контроля
По результатам данных на рисунках каждому шву присвоен определенный класс в зависимости от размера дефекта. Согласно нормативным требованиям, классификация основана на размерах пор, а также оксидных, шлаковых и вольфрамовых включениях. Например, при толщине изделия до 3 мм предполагается разделение на виды сварных соединений в зависимости от общей длины дефекта — от 3 до 10 мм. Если речь идет о деталях толщиной 200-400 мм, то диапазон классификации по одному и тому же параметру будет варьироваться от 10 до 90 мм. Опять же, если длина рентгенограммы меньше 100 мм, то расчетные данные о размерах отдельных включений и пор уменьшаются пропорционально размеру изображения. При этом длина кластеров в соответствии с требованиями не должна превышать 1,5 относительно максимально допустимых длин отдельных пор и несплошностей.
Например, при толщине изделия до 3 мм предполагается разделение на виды сварных соединений в зависимости от общей длины дефекта — от 3 до 10 мм. Если речь идет о деталях толщиной 200-400 мм, то диапазон классификации по одному и тому же параметру будет варьироваться от 10 до 90 мм. Опять же, если длина рентгенограммы меньше 100 мм, то расчетные данные о размерах отдельных включений и пор уменьшаются пропорционально размеру изображения. При этом длина кластеров в соответствии с требованиями не должна превышать 1,5 относительно максимально допустимых длин отдельных пор и несплошностей.
После обработки материалов рентгенографического контроля составляется специальный акт, в котором указываются данные об изделии и содержащихся в нем дефектах. В первую очередь описываются характеристики детали или конструкции с указанием ранее обозначенных норм и отмеченные области. Радиографический контроль сварных соединений может включать данные о емкости, толщине изделия и других технических и конструктивных показателях. Что касается сведений о дефектах, то весь перечень сведений, полученных в результате расшифровки рентгенографических изображений, заносят в специальные графы.
Что касается сведений о дефектах, то весь перечень сведений, полученных в результате расшифровки рентгенографических изображений, заносят в специальные графы.
Меры предосторожности при радиографическом исследовании
Наибольшую опасность при выполнении рентгенографического сканирования представляют газы, выделяемые гамма-излучением. Для начала стоит подчеркнуть важность условий контроля, которые должны соответствовать требованиям использования радиоактивных источников. Применяемое электрооборудование должно быть в исправном состоянии и по возможности проверено непосредственно перед разбором сварного соединения. К промышленной рентгенографии предъявляются повышенные требования в части обеспечения электробезопасности. Это касается ситуаций использования мощных стационарных устройств, которые подключены к трехфазным сетям электроснабжения. В обязательном порядке в инфраструктуру внедряются средства стабилизации напряжения и блоки защиты от короткого замыкания.
Плюсы и минусы радиографического контроля
Рентгенография дает достаточно широкие возможности дефектоскопии сварных швов, позволяя с высокой точностью и удобством анализировать мельчайшие дефекты строения металлоконструкций. Изображения на рентгенограммах максимально приближены к оптическим, поэтому их могут анализировать не только дефектоскопы, но и сами сварщики. Для интерпретации результатов выпускаются специальные атласы с классификациями, по которым можно легко дать быструю оценку дефектов. Что касается недостатков рентгенографического контроля сварных соединений, то к ним можно отнести чувствительность к обнаружению плоскостных несплошностей и низкую достоверность при сканировании дефектов и трещин. К этому можно добавить наличие радиации и большие финансовые затраты, связанные с применением сложного оборудования практически на всех этапах контроля.
Изображения на рентгенограммах максимально приближены к оптическим, поэтому их могут анализировать не только дефектоскопы, но и сами сварщики. Для интерпретации результатов выпускаются специальные атласы с классификациями, по которым можно легко дать быструю оценку дефектов. Что касается недостатков рентгенографического контроля сварных соединений, то к ним можно отнести чувствительность к обнаружению плоскостных несплошностей и низкую достоверность при сканировании дефектов и трещин. К этому можно добавить наличие радиации и большие финансовые затраты, связанные с применением сложного оборудования практически на всех этапах контроля.
Заключение
На данный момент рентгенография является хоть и не самым привлекательным с точки зрения эксплуатационных преимуществ, но очень удобным и эффективным способом неразрушающего контроля сварных швов. Достаточно сказать, что в энергетике радиографический контроль сварных соединений трубопроводов занимает около 30% всех случаев анализа магистральных линий на выявление дефектов. Ближайшую конкуренцию этому методу составляет ультразвуковой контроль. Однако такие факторы, как необходимость технологического перевооружения предприятий с заменой дорогостоящего оборудования и ограниченные сканирующие возможности УЗИ, по-прежнему препятствуют полному вытеснению рентгенографии. Поэтому в некоторых областях рентгенографический контроль остается незаменимым.
Ближайшую конкуренцию этому методу составляет ультразвуковой контроль. Однако такие факторы, как необходимость технологического перевооружения предприятий с заменой дорогостоящего оборудования и ограниченные сканирующие возможности УЗИ, по-прежнему препятствуют полному вытеснению рентгенографии. Поэтому в некоторых областях рентгенографический контроль остается незаменимым.
Gale Apps — Технические трудности
Приложение, к которому вы пытаетесь получить доступ, в настоящее время недоступно. Приносим свои извинения за доставленные неудобства. Повторите попытку через несколько секунд.
Если проблемы с доступом сохраняются, обратитесь за помощью в наш отдел технической поддержки по телефону 1-800-877-4253. Еще раз спасибо, что выбрали Gale, обучающую компанию Cengage.
org.springframework.remoting.RemoteAccessException: невозможно получить доступ к удаленной службе [authorizationService@theBLISAuthorizationService]; вложенным исключением является com.zeroc. Ice.UnknownException
Ice.UnknownException
unknown = «java.lang.IndexOutOfBoundsException: индекс 0 выходит за границы для длины 0
в java.base/jdk.internal.util.Preconditions.outOfBounds(Preconditions.java:64)
в java.base/jdk.internal.util.Preconditions.outOfBoundsCheckIndex(Preconditions.java:70)
в java.base/jdk.internal.util.Preconditions.checkIndex(Preconditions.java:266)
в java.base/java.util.Objects.checkIndex(Objects.java:359)
в java.base/java.util.ArrayList.get(ArrayList.java:427)
в com.gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.populateSessionProperties(LazyUserSessionDataLoaderStoredProcedure.java:60)
в com.gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.reQuery(LazyUserSessionDataLoaderStoredProcedure.java:53)
в com.gale.blis.data.model.session.UserGroupEntitlementsManager.reinitializeUserGroupEntitlements(UserGroupEntitlementsManager. java:30)
java:30)
в com.gale.blis.data.model.session.UserGroupSessionManager.getUserGroupEntitlements(UserGroupSessionManager.java:17)
в com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getProductSubscriptionCriteria(CrossSearchProductContentModuleFetcher.java:246)
на com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getSubscribedCrossSearchProductsForUser(CrossSearchProductContentModuleFetcher.java:70)
на com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getAvailableContentModulesForProduct(CrossSearchProductContentModuleFetcher.java:51)
на com.gale.blis.api.authorize.strategy.productentry.strategy.AbstractProductEntryAuthorizer.getContentModules(AbstractProductEntryAuthorizer.java:130)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.isAuthorized(CrossSearchProductEntryAuthorizer. java:83)
java:83)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.authorizeProductEntry(CrossSearchProductEntryAuthorizer.java:45)
на com.gale.blis.api.authorize.strategy.ProductEntryAuthorizer.authorize(ProductEntryAuthorizer.java:31)
в com.gale.blis.api.BLISAuthorizationServiceImpl.authorize_aroundBody0(BLISAuthorizationServiceImpl.java:59)
на com.gale.blis.api.BLISAuthorizationServiceImpl.authorize_aroundBody1$advice(BLISAuthorizationServiceImpl.java:61)
на com.gale.blis.api.BLISAuthorizationServiceImpl.authorize(BLISAuthorizationServiceImpl.java:1)
в com.gale.blis.auth.AuthorizationService._iceD_authorize(AuthorizationService.java:97)
в com.gale.blis.auth.AuthorizationService._iceDispatch(AuthorizationService.java:406)
в com.zeroc.IceInternal.Incoming.invoke(Incoming.java:221)
в com.zeroc.Ice.ConnectionI.invokeAll(ConnectionI.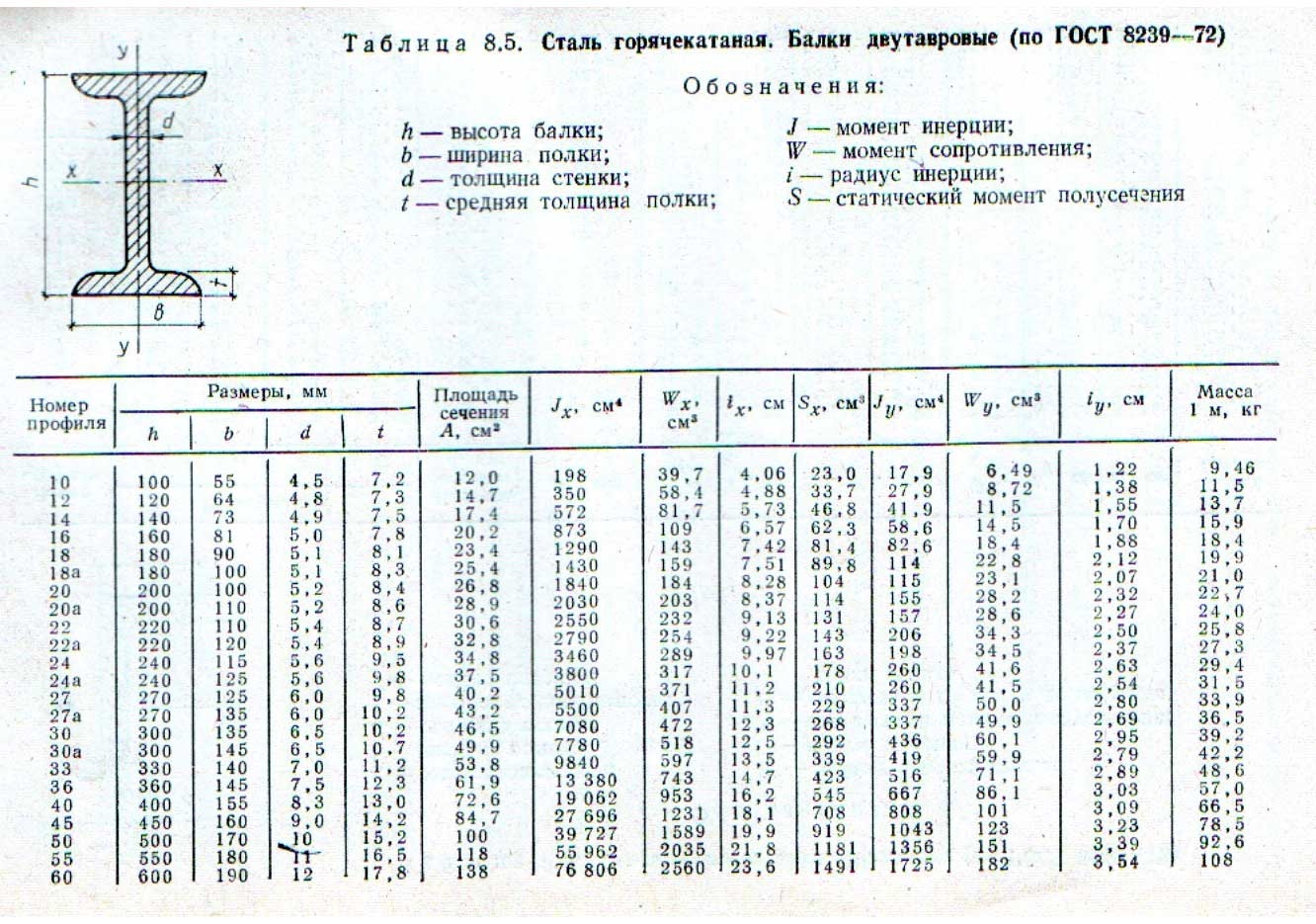 java:2706)
java:2706)
на com.zeroc.Ice.ConnectionI.dispatch(ConnectionI.java:1292)
в com.zeroc.Ice.ConnectionI.message(ConnectionI.java:1203)
в com.zeroc.IceInternal.ThreadPool.run(ThreadPool.java:412)
в com.zeroc.IceInternal.ThreadPool.access$500(ThreadPool.java:7)
в com.zeroc.IceInternal.ThreadPool$EventHandlerThread.run(ThreadPool.java:781)
на java.base/java.lang.Thread.run(Thread.java:833)
»
org.springframework.remoting.ice.IceClientInterceptor.convertIceAccessException(IceClientInterceptor.java:348)
org.springframework.remoting.ice.IceClientInterceptor.invoke(IceClientInterceptor.java:310)
org.springframework.remoting.ice.MonitoringIceProxyFactoryBean. invoke(MonitoringIceProxyFactoryBean.java:71)
invoke(MonitoringIceProxyFactoryBean.java:71)
org.springframework.aop.framework.ReflectiveMethodInvocation.proceed(ReflectiveMethodInvocation.java:186)
org.springframework.aop.framework.JdkDynamicAopProxy.invoke(JdkDynamicAopProxy.java:215)
com.sun.proxy.$Proxy156.authorize(Неизвестный источник)
com.gale.auth.service.BlisService.getAuthorizationResponse(BlisService.java:61)
com.gale.apps.service.impl.MetadataResolverService.resolveMetadata(MetadataResolverService.java:65)
com.gale.apps.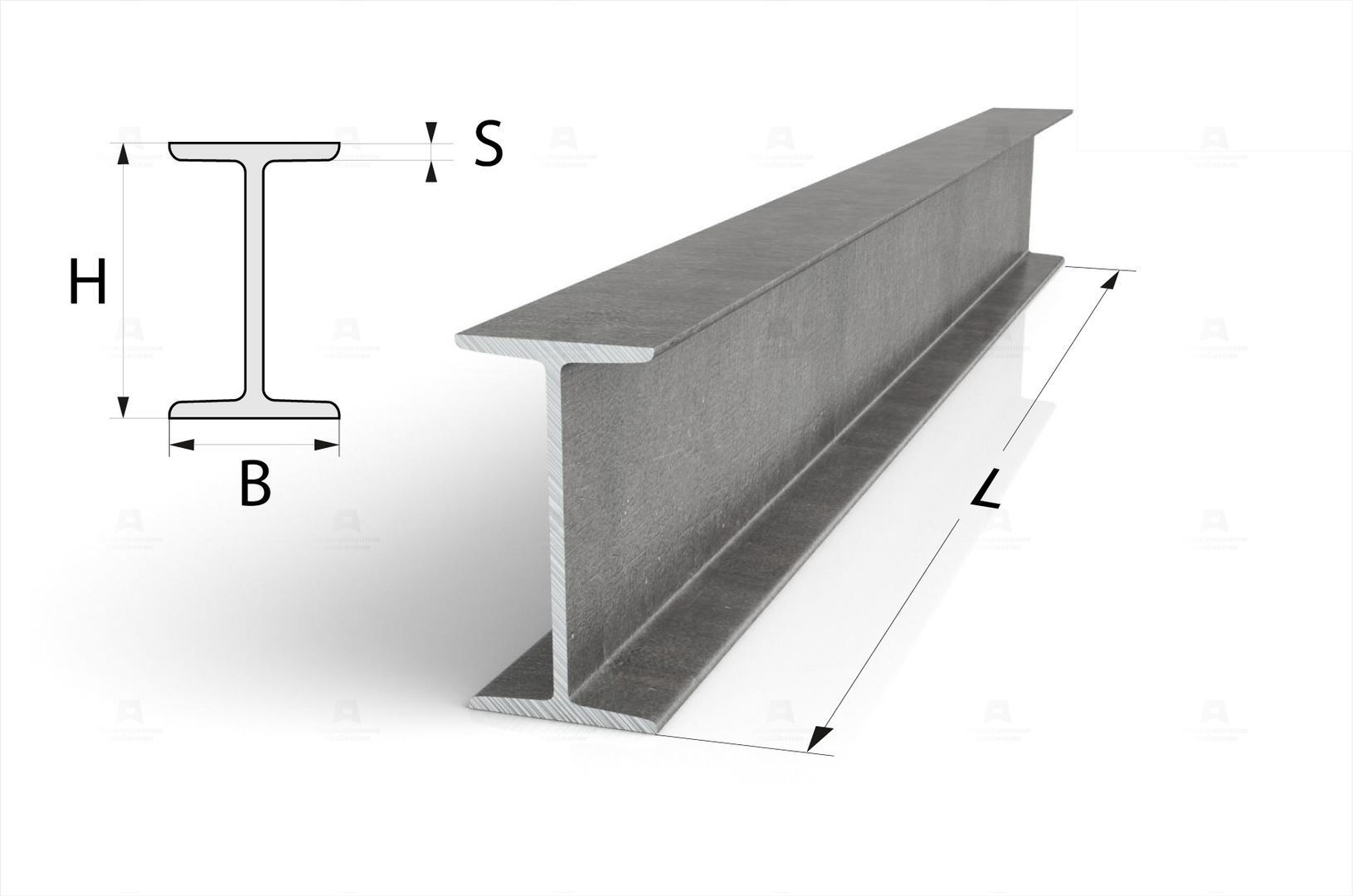 controllers.DiscoveryController.resolveDocument(DiscoveryController.java:66)
controllers.DiscoveryController.resolveDocument(DiscoveryController.java:66)
com.gale.apps.controllers.DocumentController.redirectToDocument(DocumentController.java:24)
com.gale.apps.controllers.DocumentController$$FastClassBySpringCGLIB$$7de825c.invoke(<сгенерировано>)
org.springframework.cglib.proxy.MethodProxy.invoke(MethodProxy.java:218)
org.springframework.aop.framework.CglibAopProxy$CglibMethodInvocation.invokeJoinpoint(CglibAopProxy.java:783)
org.springframework.aop.framework.ReflectiveMethodInvocation.proceed(ReflectiveMethodInvocation.java:163)
org. springframework.aop.framework.CglibAopProxy$CglibMethodInvocation.proceed(CglibAopProxy.java:753)
springframework.aop.framework.CglibAopProxy$CglibMethodInvocation.proceed(CglibAopProxy.java:753)
org.springframework.aop.framework.adapter.MethodBeforeAdviceInterceptor.invoke(MethodBeforeAdviceInterceptor.java:58)
org.springframework.aop.framework.ReflectiveMethodInvocation.proceed(ReflectiveMethodInvocation.java:175)
org.springframework.aop.framework.CglibAopProxy$CglibMethodInvocation.proceed(CglibAopProxy.java:753)
org.springframework.aop.interceptor.ExposeInvocationInterceptor.invoke(ExposeInvocationInterceptor.java:97)
org.springframework.aop.framework.ReflectiveMethodInvocation. proceed(ReflectiveMethodInvocation.java:186)
proceed(ReflectiveMethodInvocation.java:186)
org.springframework.aop.framework.CglibAopProxy$CglibMethodInvocation.proceed(CglibAopProxy.java:753)
org.springframework.aop.framework.CglibAopProxy$DynamicAdvisedInterceptor.intercept(CglibAopProxy.java:698)
com.gale.apps.controllers.DocumentController$$EnhancerBySpringCGLIB$$b769bd7e.redirectToDocument(<сгенерированный>)
jdk.internal.reflect.GeneratedMethodAccessor357.invoke (неизвестный источник)
java.base/jdk.internal.reflect.DelegatingMethodAccessorImpl.invoke(DelegatingMethodAccessorImpl.java:43)
java. base/java.lang.reflect.Method.invoke(Method.java:566)
base/java.lang.reflect.Method.invoke(Method.java:566)
org.springframework.web.method.support.InvocableHandlerMethod.doInvoke(InvocableHandlerMethod.java:205)
org.springframework.web.method.support.InvocableHandlerMethod.invokeForRequest(InvocableHandlerMethod.java:150)
org.springframework.web.servlet.mvc.method.annotation.ServletInvocableHandlerMethod.invokeAndHandle(ServletInvocableHandlerMethod.java:117)
org.springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.invokeHandlerMethod (RequestMappingHandlerAdapter.java:895)
org.springframework.web. servlet.mvc.method.annotation.RequestMappingHandlerAdapter.handleInternal (RequestMappingHandlerAdapter.java:808)
servlet.mvc.method.annotation.RequestMappingHandlerAdapter.handleInternal (RequestMappingHandlerAdapter.java:808)
org.springframework.web.servlet.mvc.method.AbstractHandlerMethodAdapter.handle(AbstractHandlerMethodAdapter.java:87)
org.springframework.web.servlet.DispatcherServlet.doDispatch(DispatcherServlet.java:1067)
org.springframework.web.servlet.DispatcherServlet.doService(DispatcherServlet.java:963)
org.springframework.web.servlet.FrameworkServlet.processRequest(FrameworkServlet.java:1006)
org.springframework.web.servlet.FrameworkServlet.doGet(FrameworkServlet.java:898)
javax. servlet.http.HttpServlet.service(HttpServlet.java:626)
servlet.http.HttpServlet.service(HttpServlet.java:626)
org.springframework.web.servlet.FrameworkServlet.service(FrameworkServlet.java:883)
javax.servlet.http.HttpServlet.service(HttpServlet.java:733)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:227)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.apache.tomcat.websocket.server.WsFilter.doFilter(WsFilter.java:53)
org.apache.catalina.core.ApplicationFilterChain.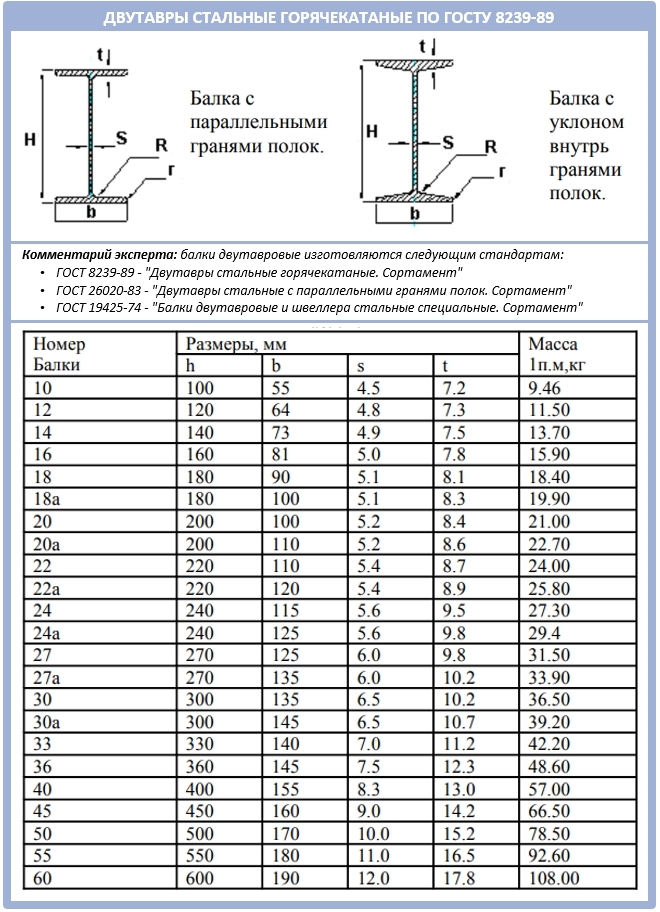 internalDoFilter(ApplicationFilterChain.java:189)
internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.apache.catalina.filters.HttpHeaderSecurityFilter.doFilter(HttpHeaderSecurityFilter.java:126)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.servlet.resource.ResourceUrlEncodingFilter.doFilter(ResourceUrlEncodingFilter.java:67)
org. apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.RequestContextFilter.doFilterInternal (RequestContextFilter.java:100)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org. springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:102)
springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:102)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
com.gale.common.http.filter.SecurityHeaderFilter.doFilterInternal(SecurityHeaderFilter.java:29)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org. apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:102)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.owasp.validation.GaleParameterValidationFilter.doFilterInternal(GaleParameterValidationFilter.java:97)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org. apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:126)
org.springframework.boot.web.servlet.support.ErrorPageFilter.access$000(ErrorPageFilter.java:64)
org.springframework.boot.web.servlet.support.ErrorPageFilter$1.doFilterInternal(ErrorPageFilter.java:101)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org. springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:119)
springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:119)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.FormContentFilter.doFilterInternal (FormContentFilter.java:93)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org. apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.boot.actuate.metrics.web.servlet.WebMvcMetricsFilter.doFilterInternal (WebMvcMetricsFilter.java:96)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.CharacterEncodingFilter.doFilterInternal (CharacterEncodingFilter. java:201)
java:201)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.apache.catalina.core.StandardWrapperValve.invoke(StandardWrapperValve.java:202)
org.apache.catalina.core.StandardContextValve.invoke(StandardContextValve.java:97)
org.apache.catalina.authenticator. AuthenticatorBase.invoke(AuthenticatorBase.java:542)
AuthenticatorBase.invoke(AuthenticatorBase.java:542)
org.apache.catalina.core.StandardHostValve.invoke(StandardHostValve.java:143)
org.apache.catalina.valves.ErrorReportValve.invoke(ErrorReportValve.java:92)
org.apache.catalina.valves.AbstractAccessLogValve.invoke(AbstractAccessLogValve.java:687)
org.apache.catalina.core.StandardEngineValve.invoke(StandardEngineValve.java:78)
org.apache.catalina.connector.CoyoteAdapter.service(CoyoteAdapter.java:357)
org.apache.coyote.http11.Http11Processor. service(Http11Processor.java:374)
service(Http11Processor.java:374)
org.apache.coyote.AbstractProcessorLight.process(AbstractProcessorLight.java:65)
org.apache.coyote.AbstractProtocol$ConnectionHandler.process(AbstractProtocol.java:893)
org.apache.tomcat.util.net.NioEndpoint$SocketProcessor.doRun(NioEndpoint.java:1707)
org.apache.tomcat.util.net.SocketProcessorBase.run(SocketProcessorBase.java:49)
java.base/java.util.concurrent.ThreadPoolExecutor.runWorker(ThreadPoolExecutor.java:1128)
java.base/java.util.concurrent.ThreadPoolExecutor$Worker.
