Балка сварная двутавровая: Двутавровые сварные балки | Сварной двутавр
Содержание
Двутавровые сварные балки | Сварной двутавр
Наиболее широко они используются при возведении металлических конструкций в строительной сфере. Они воздвигаются в качестве каркасов абсолютно любого здания: сельскохозяйственных и общественных строений, жилых домов, зданий промышленного назначения и т.п. Как показывает практика большинства известных строительных компаний — металлоконструкции из сваренного двутавра экономично выгодней во время возведения сооружения, чем их аналоги. ПСК НЗМК имеет собственное ТУ 5261-001-90116746-2014 и Сертификат соответствия ГОСТ Р на весь ассортимент выпускаемой продукции.
Изготовление
Изготовление — это довольно сложный процесс, который состоит из огромного количества этапов. С самого начала происходит — раскрой метала, то есть, металл раскраивается на полосы необходимой длины и ширины. После этого, чтобы улучшить провар происходит разделка кромок на специальном станке. Дальше производится сборка ранее подготовленных полос – заготовки при помощи крана укладываются на входной конвейер сборочного стана, после этого зажимается при помощи трех комплектов, позиционируется и фиксируется. Последним этапом является сварка. На специальном сварочном станке установлены два комплекта сварочных головок, которые перемещаются по порталу. С одновременным движением изделия по рельсам, происходит проверка при помощи лазерной системы слежения, которая следит за качеством сварки, за тем, чтобы не было пропусков, чтобы не снизить надежность конструкции. После процесса сварки под флюсом на специальном оборудовании идет правка, торцевание фрезой и сверловка на 3D станках с ЧПУ.
Последним этапом является сварка. На специальном сварочном станке установлены два комплекта сварочных головок, которые перемещаются по порталу. С одновременным движением изделия по рельсам, происходит проверка при помощи лазерной системы слежения, которая следит за качеством сварки, за тем, чтобы не было пропусков, чтобы не снизить надежность конструкции. После процесса сварки под флюсом на специальном оборудовании идет правка, торцевание фрезой и сверловка на 3D станках с ЧПУ.
После того, как конструктив готов – наступает этап очистки при помощи дробеструйной установки. При помощи дроби, под разными углами происходит удаление ржавчины, жирового налета, грязи и т.п., чтобы существенно улучшить качество нанесенного лакокрасочного покрытия.
Преимущества сварного двутавра.
Преимущества данного стройматериала при реконструкции, или же строительстве имеет огромное количество преимуществ:
- Во-первых, применение в качестве каркасных металлоконструкций позволяет существенно снизить вес деталей и элементов, при этом детали будут иметь высочайший коэффициент прочности;
- Во-вторых их использование позволяет возводить экономичные формы опор, что положительно сказывается на весе, что в свою очередь позволит экономить на фундаменте;
- В-третьих, легкость в эксплуатации позволяет создавать здания различной архитектурной направленности;
- В-четвертых, в не зависимости от направления возводимого здания, они признаны наиболее прочными и экономически выгодными.

Мостовые кран-балки
Специалисты компании «НЗМК» осознают всю ответственность данных металлоконструкций, поэтому мы предоставляем только высококачественные изделия, которые изготовлены на лучшем европейском оборудовании. Абсолютно все изделия, что были изготовлены на нашем заводе, отвечают международным стандартам качества, что еще раз подтверждает их уровень.
Помимо этого, в наших силах предоставить клиентам любые сварные конструкции по эскизам заказчика. Также, есть возможность изготовления в зависимости от предоставленного им проектной документации будущего сооружения.
Металлоконструкции из листового проката выгодны в экономическом плане при возведении зданий и сооружений. Основное назначение это использовать их в металлических строительных конструкциях, используемых в качестве каркасов при строительстве быстровозводимых зданий промышленного назначения, жилых домов, общественных и сельскохозяйственных строений.
НЗМК использует новейшую автоматизированную линию для быстрого и качественного изготовления, производственная мощность которой составляет 800 тонн продукции в месяц!
Производственные и промышленные здания
Двутавры изготавливаются на линиях автоматической резки, сборки и сварки под флюсом. Это обеспечивает полный провар, отличную геометрию и прекрасный внешний вид. Производится 100% УЗИ (ультразвуковой) контроль сварочного шва.
Металлоконструкции в составе которых присутствуют они, дают ощутимую экономическую выгоду при возведении различного типа и направленности сооружений и зданий. Применение их в каркасных металлоконструкциях позволяет существенно облегчить элементы, которые имеют завышенный коэффициент запаса прочности. К тому же их применение позволяет создать экономичные формы опор. А это, в свою очередь уменьшает массу всей металлоконструкции.
Производители металлопроката не выпускают катаные балки размером, больше чем 60Б. Поэтому, когда требуются конструкции, жесткость и несущая способность которых превышают возможности прокатных профилей, используют сварные.
Поэтому, когда требуются конструкции, жесткость и несущая способность которых превышают возможности прокатных профилей, используют сварные.
Применение различных марок стали, когда наиболее напряженные участки изготавливаются из стали повышенной прочности, а наименее напряженные — из малоуглеродистой стали, позволяет снизить стоимость.
- Возможность применения в сечении разных типов сталей для полок и стенок. Это дает возможность уменьшить цену до пяти процентов.
- Возможность изготовления переменного сечения.
- Возможность изготовления с вырезами и отверстиями, а также перфорированных.
Перфорированная стенка образуется разрезанием стенки по зигзагообразной линии с последующим сдвигом половинок и сваркой встык частей по выступам стенки. Несущая способность таких сквозных двутавров выше несущей способности исходного, поскольку достигается за счет их большей высоты.
Без отходные технологии производства определяются возможностью изготовления их требуемой длины с экономией на отходах до 25%.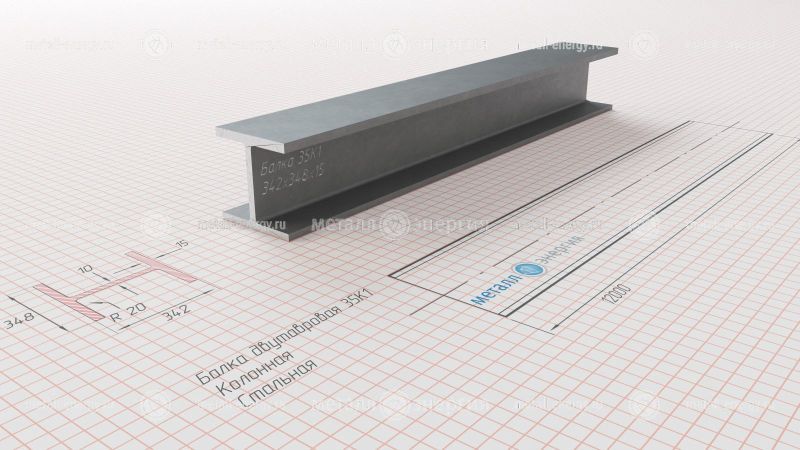 Составное сечение можно подобрать более оптимальным по сравнению с прокатным, благодаря чему вес конструкции может снизиться еще до 10%, разнообразить архитектуру сооружений, увеличить широту пролета зданий, до 35% уменьшить вес несущих конструкций, значительно повысить рентабельность проектов.
Составное сечение можно подобрать более оптимальным по сравнению с прокатным, благодаря чему вес конструкции может снизиться еще до 10%, разнообразить архитектуру сооружений, увеличить широту пролета зданий, до 35% уменьшить вес несущих конструкций, значительно повысить рентабельность проектов.
Номенклатура сварных двутавров:
П — с параллельными гранями полок;
Б — нормальные;
Ш — широкополочные;
К — колонные;
У — с уклоном граней полок;
М — для подвесных путей;
С — для армирования шахтных стволов.
- Сортамент типоразмеров Б, Ш, К из углеродистых сталей С245, С255 и низколегированных сталей С345 (09Г2С). Стыковые швы для всех типов выполняются с разделкой фасок и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Типы швов С12, С15, С21 по ГОСТ 8713-79.
- Сортамент прокатных двутавров от 30 до 150 (Ш, Б, К и др. типоразмеров) по ГОСТ 26020-83.Для рядовых двутавров, используемых в качестве колонн, а также малонагруженных и с постоянными нагрузками поясные (тавровые) сварные швы выполняются по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98.
 Тип шва Т3 по ГОСТ 8713-79.
Тип шва Т3 по ГОСТ 8713-79. - Сортамент прокатных двутавров от 30 до 150 (Ш, Б, К и др. типоразмеров) по СТО АСЧМ 20-93,
- Двутавры специальные по индивидуальным размерам на основании чертежей Заказчика,
- Перфорированная балка (облегченная балка с «окнами» в стенке с сохранением всех механических параметров)
- Балка переменного сечения (балка с изменением высоты стенки вдоль длины)
- Разно полочная балка (балка с различной шириной полок)
- Усиленная балка (балка, усиленная ребрами жесткости). Для нагруженных балок, а также балок с циклическими и переменными нагрузками, подкрановых балок поясные (тавровые) сварные швы выполняются с разделкой фасок, зачисткой корня шва и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Тип шва Т8 по ГОСТ 8713-79.
- Крановая балка. Для нагруженных подкрановых балок поясные (тавровые) сварные швы выполняются с разделкой фасок, зачисткой корня шва и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98.
 Тип шва Т8 по ГОСТ 8713-79.
Тип шва Т8 по ГОСТ 8713-79.
Вы можете также заказать и другие типоразмеры двутавров, размеры поперечного сечения, которых отличаются от приведенных в сортаменте, при соблюдении следующих условий:
Соответствие требованиям ГОСТ 26020-83 и ТУ 0925-001-81769030-2007 для аналоговых двутавров и для не аналоговых — ГОСТ 23118-78 и СП 53-101
Сварной двутавр цена.
По требованию заказчика предоставляется сертификат соответствия и качества на листовой прокат. Цена за тонну рассчитывается по следующей формуле: цена = металл + работа. Так как цены на листовой прокат непостоянны, стоимость тонны зависит от текущих цен на листовой металлопрокат.
Стоимость работы за тонну усеченного, перфорированного, биметаллического профиля, с ребрами жесткости или фланцевыми соединениями, определяется индивидуально под заказ, согласно техническому заданию. Под заказ также осуществляется обработка торцов, дробеструйная очистка и грунтование.
Наша компания при работе с клиентами руководствуется принципом индивидуального подхода — на все этапы сделки за вами закрепляется персональный менеджер, и вы можете в любое время получить от него ответы на вопросы, связанные с готовностью и доставкой Вашего заказа.
Таблица и сортамент сварной двутавровой балки.
|
Обозначение
|
Размеры, мм
|
Теоретическая масса
|
Количество метров в тонне
| |||
|
высота
|
ширина
|
толщина стенки
|
толщина полки
| |||
|
20К1
|
195
|
200
|
8
|
10
|
42,39
|
23,59
|
|
20К2
|
198
|
200
|
8
|
12
|
48,61
|
20,57
|
|
23К1
|
227
|
240
|
8
|
12
|
57,96
|
17,25
|
|
23К2
|
230
|
240
|
8
|
12
|
58,15
|
17,19
|
|
26К1
|
255
|
260
|
8
|
12
|
63,49
|
15,75
|
|
26К2
|
258
|
260
|
10
|
14
|
75,20
|
13,20
|
|
26К3
|
262
|
260
|
10
|
16
|
83,37
|
11,99
|
|
30К1
|
296
|
300
|
10
|
14
|
86,98
|
11,49
|
|
30К2
|
300
|
300
|
10
|
16
|
96,40
|
10,37
|
|
30К3
|
304
|
300
|
12
|
18
|
110,03
|
9,08
|
|
30Ш1
|
291
|
200
|
8,0
|
12
|
54,45
|
18,36
|
|
30Ш2
|
295
|
200
|
10
|
14
|
64,92
|
15,40
|
|
30Ш3
|
299
|
200
|
10
|
16
|
71,20
|
14,04
|
|
35Ш1
|
338
|
250
|
10
|
14
|
79,29
|
12,61
|
|
35Ш2
|
250
|
10
|
14
|
79,52
|
12,57
| |
|
35Ш3
|
345
|
250
|
12
|
16
|
92,28
|
10,83
|
|
35К1
|
343
|
350
|
10
|
16
|
112,33
|
8,90
|
|
35К2
|
350
|
350
|
12
|
18
|
128,30
|
7,79
|
|
35К3
|
353
|
350
|
14
|
20
|
144,30
|
6,93
|
|
40К1
|
394
|
398
|
12
|
18
|
147,20
|
6,79
|
|
40К2
|
400
|
400
|
14
|
22
|
178,29
|
5,60
|
|
40К3
|
406
|
400
|
16
|
25
|
203,90
|
4,90
|
|
40Ш1
|
383
|
300
|
10
|
14
|
119,50
|
8,36
|
|
40Ш2
|
390
|
300
|
10
|
16
|
131,80
|
7,58
|
|
40Ш3
|
396
|
300
|
12
|
18
|
123,4
|
8,106
|
|
40Б1
|
396
|
200
|
8
|
12
|
61,61
|
16,23
|
|
40Б2
|
400
|
200
|
8
|
14
|
67,89
|
14,72
|
|
45Б1
|
446
|
200
|
8
|
12
|
64,75
|
15,44
|
|
45Б2
|
450
|
200
|
10
|
14
|
77,66
|
12,87
|
|
45БС1
|
444
|
200
|
8
|
12
|
64,06
|
15,6
|
|
45БС2
|
460
|
300
|
12
|
20
|
133,8
|
7,48
|
|
45Ш1
|
440
|
300
|
12
|
18
|
123,84
|
8,07
|
|
50Б1
|
492
|
200
|
10
|
12
|
74,99
|
13,33
|
|
50Б2
|
496
|
200
|
10
|
14
|
81,26
|
12,30
|
|
50Б3
|
500
|
200
|
10
|
16
|
87,54
|
11,42
|
|
50БС1
|
482
|
200
|
10
|
16
|
85,57
|
11,7
|
|
50БС2
|
482
|
300
|
12
|
16
|
117,8
|
8,49
|
|
50БС3
|
500
|
300
|
12
|
25
|
160,1
|
6,24
|
|
50БС4
|
510
|
300
|
14
|
30
|
190,8
|
5,24
|
|
50Ш1
|
482
|
300
|
12
|
16
|
118,32
|
8,45
|
|
50Ш2
|
487
|
300
|
16
|
18
|
142,43
|
7,02
|
|
50Ш3
|
493
|
300
|
16
|
20
|
152,10
|
6,57
|
|
50Ш4
|
499
|
300
|
18
|
25
|
182,20
|
5,49
|
|
55Б1
|
543
|
200
|
10
|
14
|
89,35
|
11,19
|
|
55Б2
|
547
|
200
|
10
|
16
|
91,23
|
10,96
|
|
55БС1
|
551
|
220
|
10
|
18
|
102,6
|
9,75
|
|
55БС2
|
547
|
200
|
10
|
16
|
90,67
|
11,0
|
|
60Б1
|
596
|
200
|
10
|
16
|
95,08
|
10,51
|
|
60Б2
|
600
|
200
|
12
|
18
|
110,65
|
9,03
|
|
60БС1
|
577
|
240
|
12
|
16
|
111,6
|
8,96
|
|
60БС2
|
585
|
240
|
12
|
20
|
126,7
|
7,89
|
|
60БС3
|
585
|
320
|
12
|
20
|
151,8
|
6,59
|
|
60БС4
|
595
|
320
|
14
|
25
|
185,5
|
5,39
|
|
60БС5
|
605
|
320
|
16
|
30
|
219,2
|
4,56
|
|
60Ш1
|
582
|
300
|
12
|
18
|
137,22
|
7,28
|
|
60Ш2
|
589
|
300
|
16
|
20
|
164,16
|
6,09
|
|
70Б1
|
691
|
260
|
12
|
16
|
127,96
|
7,81
|
|
70Б2
|
697
|
260
|
14
|
20
|
154,85
|
6,45
|
|
70БС
|
693
|
230
|
12
|
16
|
120,61
|
8,29
|
|
70БС1
|
685
|
260
|
12
|
20
|
142,4
|
7,02
|
|
70БС2
|
685
|
320
|
14
|
20
|
171,4
|
5,84
|
|
70БС3
|
695
|
320
|
14
|
25
|
196,5
|
5,09
|
|
70БС4
|
705
|
320
|
16
|
30
|
231,7
|
4,32
|
|
70БС5
|
725
|
320
|
20
|
40
|
302,2
|
3,31
|
|
70БС6
|
692
|
230
|
12
|
16
|
119,9
|
8,34
|
|
70Ш1
|
692
|
300
|
14
|
20
|
166,86
|
5,99
|
|
80Ш1
|
782
|
300
|
14
|
18
|
167,77
|
5,96
|
|
80Б1
|
791
|
280
|
14
|
18
|
206,50
|
4,84
|
|
80Б2
|
798
|
280
|
14
|
20
|
218,12
|
4,58
|
|
80БС1
|
791
|
280
|
14
|
18
|
162,1
|
6,17
|
|
80БС2
|
815
|
300
|
18
|
30
|
248,0
|
4,03
|
|
90Ш1
|
881
|
300
|
16
|
20
|
200,83
|
4,97
|
|
90БС1
|
895
|
300
|
16
|
20
|
201,6
|
4,96
|
|
90БС2
|
927
|
300
|
16
|
36
|
276,9
|
3,61
|
|
100БС1
|
995
|
320
|
16
|
25
|
244,3
|
4,09
|
|
100Ш1
|
990
|
320
|
16
|
22
|
292,16
|
3,42
|
|
100БС2
|
1005
|
320
|
16
|
30
|
269,4
|
3,71
|
|
100БС3
|
1017
|
320
|
20
|
36
|
329,2
|
3,04
|
|
120БС1
|
1280
|
400
|
12
|
20
|
242,4
|
4,13
|
|
120БС2
|
1280
|
450
|
14
|
20
|
277,6
|
3,60
|
|
140БС1
|
1440
|
400
|
12
|
20
|
257,5
|
3,88
|
|
140БС2
|
1440
|
450
|
12
|
20
|
273,2
|
3,66
|
|
140БС3
|
1450
|
500
|
14
|
25
|
350,1
|
2,86
|
|
160 БС1
|
1568
|
600
|
12
|
16
|
323,43
|
3,09
|
|
160 БС2
|
1576
|
650
|
12
|
20
|
384,69
|
2,06
|
|
160 БС3
|
1572
|
700
|
14
|
25
|
480.
|
2,08
|
|
180 БС1
|
1772
|
600
|
14
|
25
|
498,82
|
2,00
|
|
180 БС2
|
1768
|
700
|
16
|
25
|
543,72
|
1,84
|
|
180 БС3
|
1760
|
800
|
20
|
30
|
692,31
|
1,44
|
|
200 БС1
|
1960
|
800
|
20
|
30
|
741,29
|
1,35
|
|
200 БС2
|
1950
|
800
|
25
|
40
|
963,35
|
1,04
|
|
200 БС3
|
1940
|
800
|
30
|
50
|
1183,78
|
0,84
|
 86
86ООО ПСК Новинский завод металлоконструкций предоставляет услугу по производству сварной двутавровой балки.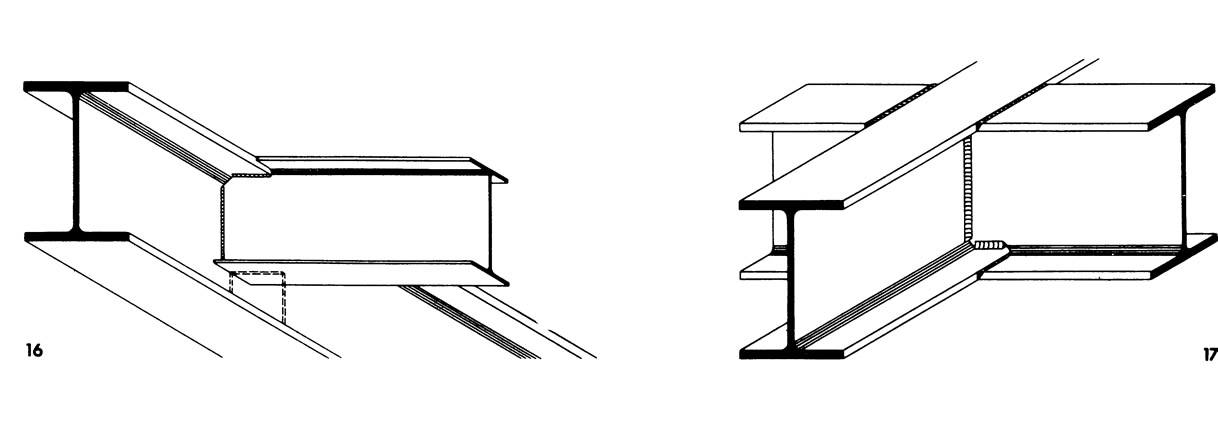 Ваш запрос вы можете отправить по адресу: [email protected], а также уточнить любые вопросы у наших консультантов по многоканальному телефону: 8 495 797 5576
Ваш запрос вы можете отправить по адресу: [email protected], а также уточнить любые вопросы у наших консультантов по многоканальному телефону: 8 495 797 5576
Сварная балка — есть ли смысл? ООО «Еврометалл»
Сегодня мы хотим Вам показать альтернативную точку зрения на экономический смысл использования в проектах стальных сварных двутавровых балок.
А знали ли Вы, что в странах Европейского Союза, в отличие от Украины, сварная балка – довольно редкое явление? И это первое, о чем необходимо задуматься, принимая решение о покупке или производстве сварных двутавровых балок – ведь европейские производители, с их намного большим опытом ведения бизнеса, точно умеют считать деньги.
А теперь давайте по порядку…
Сварная двутавровая балка – стальной профиль, преимущественно Н-подобного сечения, сваренный из листового металлопроката, раскроенного на полосы. Порезку осуществляют методом газо-кислородной или плазменной резки. Сварка балок происходит либо с помощью автоматической сварки под слоем защитного флюса или полуавтоматической сварки в среде защитного газа.
В 90% случаев такое решение применялось раньше и применяется до сих пор как вариант замены горячекатаных двутавровых балок. Но в чем же смысл такой замены? А смысл очень простой – украинские металлургические заводы производят очень ограниченный сортамент стальных горячекатаных двутавров, а если говорить о широкополочных балках, то такие и вовсе не производятся на территории Украины. В связи с этим, заводы металлоконструкций начали изготавливать сварные варианты таких балок и вопрос тут был не в экономии, а в том, что это был самый быстрый и удобный путь получить необходимую балку.
Но тогда получается, что если на рынке будут доступные по цене и срокам горячекатаные аналоги двутавровых балок, то варить их не имеет смысла? Именно так мы и считаем! Если сомневаетесь в наших словах, тогда просто подумайте – ведь никому не приходит в голову делать сварной вариант обычных балок, доступных в горячекатаном виде от украинских производителей.
И именно поэтому в той же Европе сварные балки имеют очень низкое распространение и используются, преимущественно, в случаях индивидуального расчета несущей способности балки, когда отсутствует горячекатаный аналог или балка имеет переменное сечение.
Давайте сравним:
В Украине реально выпускается около 10-12 типоразмеров двутавровой балки. В дополнение к этому, балки производятся из одной марки стали – рядовой Вст3. В случае необходимости заказа горячекатаных двутавров из стали 09Г2С, это сделать невозможно. Конечно, в таких условиях, при отсутствии возможности привезти балки из-за границы, очень сильной стала традиция изготавливать двутавровые балки сварным методом.
Мы, как компания Еврометалл, хотим развеять этот миф и сделать заводам металлоконструкций жизнь чуточку легче, ведь все знают, что производство сварной балки – довольно трудоемкая работа, что влияет как на стоимость изготовления так и на сроки отгрузки металлоконструкций. Особенно это касается небольших сечений двутавровых балок. Одновременно с заводами металлоконструкций выгоду получат и конечные потребители таких конструкций – ведь применение горячекатаных двутавровых балок вместо сварных способно в 100% случаев сократить сроки производства металлоконструкций и в большинстве случаев еще и уменьшить себестоимость конструкций.
Ведь в сравнении с украинскими 10-12 позициями производимых балок, по евростандартам изготавливается минимум 100 типов балок, причем каждая из них может быть изготовлена как из обычной стали S235JR так и из стали S355J2 (аналог 09Г2С). И это мы сейчас берем во внимание только балки из серий HEA, HEB, HEM, IPE, IPN, не учитывая их облегченные подвиды IPE A или HEA A.
Компания Еврометалл, понимая суть проблемы у Заказчика, предлагает поставку горячекатаных двутавровых балок по цене, которая делает нецелесообразной их замену на сварной вариант.
Кроме того, мы предлагаем украинским Клиентам горячекатаные двутавры согласно ГОСТ российского производства, которые как раз чаще всего заменяют на сварные варианты. Ведь в наших проектах до сих пор очень часто встречаются колонные двутавры или широкополочные балки типов 30К2, 40К2, 40Ш3, 20Б1, 25Б2 или подобные. И если раньше, при цене таких горячекатаных двутавров на уровне 32-36 тысяч гривен за тонну, их замена на сварной вариант была единственным экономически обоснованным выходом, то сейчас, при цене от нашей компании на уровне 24-25 тысяч за тонну с учетом НДС и доставки в любую точку Украины, изготовление сварных балок указанных типов просто экономически нецелесообразно.
Важно также помнить, что кроме прямого сравнения цены балок за тонну, необходимо учитывать увеличение веса 1 м.п. балки, которое неизбежно при переходе на сварной вариант, ведь, как правило, либо стенка либо полки горячекатаных двутавров имеют нестадартную для листового металлопроката толщину, например, 7; 7,5; 9; 11 или 15 мм. Соответственно, при переходе на сварной вариант изготовления, производители сварных балок применяют листовой металлопрокат большей толщины, например, вместо 7 – 8 мм, вместо 9 – 10 мм и т.д. В связи с этим, в зависимости от типа двутавровой балки, увеличение веса может составить до 5-7%, что также надо учитывать при сравнении конечных цен.
Кроме финансовой составляющей, как мы уже говорили, при использовании горячекатаных двутавров вместо сварной балки, как завод металлоконструкций так и конечный Заказчик получают дополнительные выгоды:
- уменьшение сроков производства металлоконструкций, так как производство сварных балок – довольно трудоемкий процесс
- лучшая коррозионная стойкость – как известно, сварной шов всегда является одним из источников коррозии, особенно, если не учесть все дополнительные требования к его антикоррозионной защите.
.jpg) В случае же с горячекатаными двутаврами этот источник коррозии просто отсутствует.
В случае же с горячекатаными двутаврами этот источник коррозии просто отсутствует. - лучшее качество металлоконструкций – это связано с тем, что не надо переживать каким методом завод-производитель металлоконструкций будет изготавливать сварную балку – с помощью автоматической сварки под флюсом, полуавтоматической сварки с применением так называемых “тракторов” или вручную. А потом ведь надо еще это все “править”! А за неимением оборудования для механической правки применяется метод локального нагрева, что не всегда допускается. Потому как в Украине не все заводы металлоконструкций имеют соответствующее оборудование для качественного изготовления сварной балки. В случае с горячекатаных двутавром Заказчик всегда получает ровную и красивую двутавровую балку.
С учетом вышеизложенного, мы призываем все заводы металлоконструкций или конечных Заказчиков, получив проект с двутавровыми балками, которые не производятся в Украине, еще раз подумать о том, есть ли смысл их менять на сварную балку. Позвоните к нам в компанию Еврометалл и мы постараемся сделать Вам такое предложение, от которого получат выгоду все субъекты строительного процесса – завод лишиться необходимости делать трудоемкую работу и сможет ускорить сроки выдачи готовых металлоконструкций, а Заказчик получит конструкции дешевле и быстрее.
Позвоните к нам в компанию Еврометалл и мы постараемся сделать Вам такое предложение, от которого получат выгоду все субъекты строительного процесса – завод лишиться необходимости делать трудоемкую работу и сможет ускорить сроки выдачи готовых металлоконструкций, а Заказчик получит конструкции дешевле и быстрее.
ЕВРОМЕТАЛЛ – работайте с профессионалами!
Производство сварной двутавровой балки — цена на заводе в СПб и Москве
Изготовление сварной балки на «ЗАВОДЕ МЕТАЛЛОКОНСТРУКЦИЙ СТАРОРУССКОМ»
| НАИМЕНОВАНИЕ | ОПИСАНИЕ |
| Название линии | BMW–TC–1500-800 s.n. – 634/14w, 03/2014 года |
| Высота стенки (мин/макс). мм | 300 – 1500 с полкой |
| Толщина стенки (мин/макс), мм | 5 – 40 |
| Ширина полки (мин/макс), мм | 150 – 800 |
| Толщина полки (мин/макс), мм | 5 – 50 |
| Длина балки (мин/макс), мм | 6000 – 12000 |
| Масса балки, кг/мп | 800 |
| Ход вертикального гидроцилиндра (разница сечений стенки), мм | 1300 |
| Угол наклона одной из полки, град | 20 |
| Сборка и центровка заготовки | автоматически |
| Регулировка для многопроходной сварки | автоматически |
| Правка грибовидности и серповидности | автоматически до толщины 30мм |
| Рециркуляцию флюса | автоматически |
| Виды сварной балки | тавр, двутавр, короба, балка переменного сечения |
| Название источников питания | Lincoln Electric DC-1000 |
| Способ сварки | Автоматическая под слоем флюсом |
| Процесс сварки | TwinArc двойная расщепленная дуга |
| Диаметр сварочной проволоки, мм | 1,6 — 2,0мм |
| Сварочные контроллеры (головки) | Lincoln NA/3s |
| Сварочный комплект | к/129 для проволоки ф2,0мм |
| Максимальный катет за один проход, мм | 9х9 |
| Общие данные | |
| Длина/ширина линии в сборе | 38,0 / 4,4 метра |
| Электрическая часть | Nуст=180кВт, 3х380В, АС+, 50Гц |
| Пневматическая система | Pуст=10бар, Расход 6м3/мин |
| Гидравлическая система | Corimpex |
Процесс изготовления сварной двутавровой балки
Раскрой листовой стали на полосы
Сборка балки на прихватки
Сварка поочередно четырех швов балки
Правка геометрии полок балки — фрезерование торцов балки
Дробеструйная обработка балки
Покраска балки
Раскрой листового металла на полосы нужной длины и ширины на установке газотермической резки с ЧПУ, которая позволяет распускать лист одновременно девятью резаками. Скорость резки, в зависимости от толщины металла, доходит до 1 метра в минуту.
Скорость резки, в зависимости от толщины металла, доходит до 1 метра в минуту.
1
Производится для улучшения провара на кромкофрезерном стане.
2
Подготовленные заготовки (полосы) укладываются с помощью крана на входной конвейер сборочного стана, фиксируются и позиционируются с помощью трех комплектов зажимов сборочного стана. Затем сборочный стан, в соответствии с исходными параметрами стенки и полок, производит центрирование и гидравлическое обжатие заготовок. Пуск и остановка процесса сборки балки контролируются с пульта управления.
Процесс сборки:
- сборка профиля T-образной формы;
- собранный тавр с помощью крана кантуется на 180° и возвращается на входной рольганг сборочного стана;
- сборка двутавровой балки.
3
Во время сварки балка располагается на стапелях под углом 45 градусов, что обеспечивает хороший провар и катет шва. На портале смонтированы два комплекта сварочных головок, которые могут перемещаться в горизонтальном или вертикальном направлении вдоль портала. Установка оснащена лазерной системой слежения за сварным швом, что позволяет производить автоматическую сварку одновременно с движением портала по рельсам. Также на установке располагается система подачи, переработки и уборки флюса.
На портале смонтированы два комплекта сварочных головок, которые могут перемещаться в горизонтальном или вертикальном направлении вдоль портала. Установка оснащена лазерной системой слежения за сварным швом, что позволяет производить автоматическую сварку одновременно с движением портала по рельсам. Также на установке располагается система подачи, переработки и уборки флюса.
4
Во время производства сварной двутавровой балки непременно возникает нарушение «геометрии» ее полок — «грибовидность», которая появляется в результате нагрева металла. Стан для правки сварных двутавровых балок предназначен исправлять эту деформацию, путем ее прокатки через систему роликов, используя при этом свойства упругости металла.
5
Дробеструйная установка — это разновидность оборудования, предназначенная для очистки металлических конструкций после проведения сварочных работ. Машина производит мощные струи стальной дроби, направленные на поверхность конструкции под разными углами, удаляющие ржавчину, сварочный шлак, грязь, жировой налет, создавая блестящую чистую поверхность металла, с целью улучшения качества лакокрасочного покрытия.
6
Гарантированное качество продукции
Наши возможности позволяют выполнять изготовление сварных тавровых и двутавровых балок.
Производим изделия:
По чертежам КМД
На современном оборудовании
Из сталей высшего качества
Различных типоразмеров
Клиентам из Санкт-Петербурга, Москвы и других городов России предоставляются все необходимые гарантии соответствия реализуемых работ требованиям сертификации и высочайшего качества готовой продукции.
Предоставление комплекса проектно-производственных услуг
Оперативное выполнение заказов
Доступность цены на сварные тавровые и двутавровые балки
Помощь в доставке продукции автомобильным или железнодорожным транспортом
Примерную стоимость сварной балки можно рассчитывать с помощью специального калькулятора, присутствующего на нашем сайте. Консультации по вопросам сотрудничества предоставляются по телефону.
Смотреть видео
Сварная балка – производство и технология сварки
- Преимущества сварных двутавровых балок
- Технологический процесс производства сварных балок двутаврового сечения
- Как выполняется сварка балок двутаврового сечения
- Сварочные установки, используемые в производстве балок двутаврового сечения
Если раньше в строительстве использовались балки, элементы которых соединялись между собой многочисленными болтами, штырями и заклепками, что значительно утяжеляло всю конструкцию, то сейчас им на смену пришли прочные и надежные сварные балки, отличающиеся небольшим весом.
Готовые двутавровые балки на складе
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.
Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.
Перекрытия по металлическим двутавровым балкам
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежу
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Обработка кромок методом фрезеровки
Для данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
Сборочная операция
На этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой. При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность).
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
Сварка
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.
Автоматическая сварка элементов двутавровой балки
Правка конструктивных элементов готового изделия
Производство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Как выполняется сварка балок двутаврового сечения
Конструкция сборочного оборудования, используемого для изготовления сварных балок, имеющих двутавровое сечение, определяется способом сварки для формирования поясных швов. Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.
Сварка балки как этап её изготовления
Использование для производства балок двутаврового сечения автоматизированного оборудования для сварки под слоем жидкого флюса позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. Принцип работы такого оборудования предусматривает, что нерасплавленный флюс, защищающий зону сварки, находится под давлением. Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Между тем, сварная балка могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
Сварочные установки, используемые в производстве балок двутаврового сечения
Кроме того, что при изготовлении сварных балок двутаврового сечения необходимо выполнять сварку между собой их основных конструктивных элементов – полок и стенки, также часто требуется соединять уже готовые балки между собой. В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
Оборудование портального и консольного типа
На таком оборудовании, кроме самой сварочной головки, могут быть смонтированы устройства, обеспечивающие контроль за качеством получаемого шва, подачу и удаление флюса. Большим преимуществом такого оборудования является и то, что сварка с его помощью выполняется под углом в 45 градусов, что гарантирует отличную провариваемость деталей и получение шва с хорошим катетом.
Консольная сварочная установка с ЧПУ
Сварочные манипуляторы
Сварочные манипуляторы позволяют автоматизировать процесс сварки, для их комплектации можно использовать различное навесное оборудование. Например, рабочим органом такого манипулятора может быть автоматическая головка, выполняющая сварку в среде защитных газов или под жидким флюсом. Универсальность сварочных манипуляторов позволяет решать самые разнообразные задачи, связанные с процессом сварки.
Самоходные сварочные тракторы
Наиболее простой тип оборудования, который можно использовать для сварки длинных балок двутаврового сечения. Однако применять сварочные тракторы целесообразно только при изготовлении балок небольшими партиями.
Балка двутавровая сварная (цена и размеры)
Уважаемые господа мы рады предложить Вам новый вид продукции запущенный нами в этом году-это производство сварной двутавровой балки.
Номенклатура производимой сварной балки:
сварная от 45 до 150 (Ш, Б, К и др. типоразмеров) по ГОСТ 26020-83;
сварная от 45 до 150 (Ш, Б, К и др. типоразмеров) по СТО АСЧМ 20-93;
специальная сварная балка по индивидуальным размерам Заказчика;
Сварная балка (сварной двутавр) изготавливается из отдельных нарезанных листов горячекатаной стали. Представляет собой сварную конструкцию с техническими параметрами не ниже, чем у горячекатаной балки, изготовленной по ГОСТ 26020-83 или по СТО АСЧМ 20-93.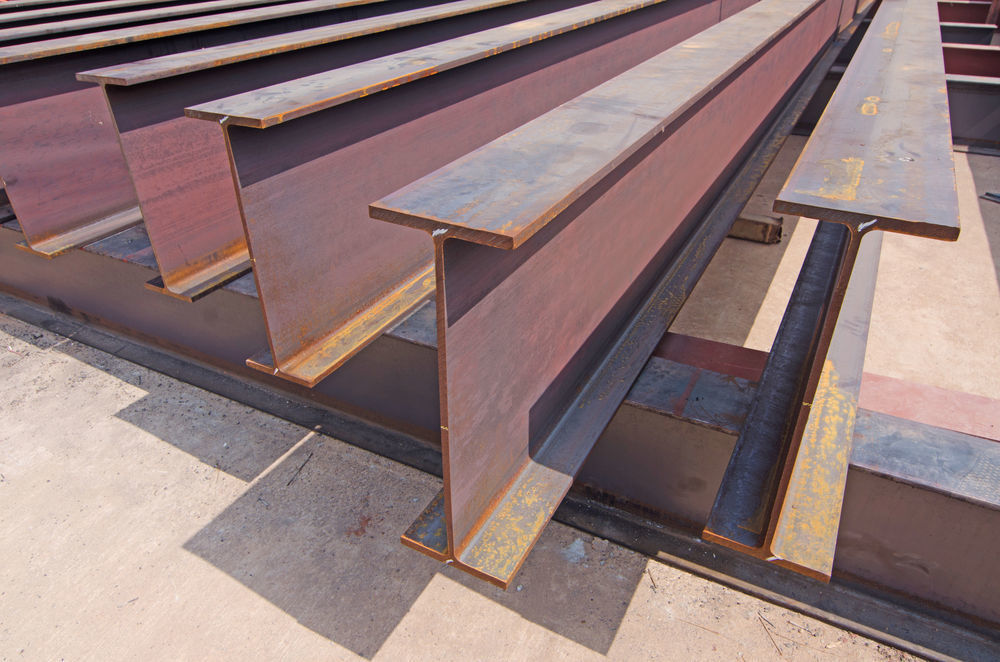
Сварная балка изготавливается длиной 12 м.
При изготовление балки используется сталь: Ст 09Г2С, Ст3 сп/пс5, Сталь 10ХСНД.
Благодаря внедрению современных сварочных комплексов сварки мы смогли дать конкурентную цену на выпускаемую нами сварную балку .
А на основные размеры применяемые в строительстве (45б1;50б1;55б1).
Основное отличие между двумя видами балок – способ производства. Способ производства влияет на цену изделия, вес, промежуточное значение момента инерции.
В таблице мы сравнили характеристики сварной и горячекатаной балки
| Характеристики | h | h (ef) | t (w) | b (f) | t (f) | l (x) | W (x) | A | Вес |
| Горячекатаная балка 50 Б2 по СТО-АСЧМ | мм | мм | мм | мм | мм | См4 | См3 | См2 | Кг/м. пог. пог. |
| 496 | 468 | 8 | 199 | 14 | 41872 | 1688 | 101,1 | 79,5 | |
| Сварная балка | 495 | 471 | 8 | 250 | 12 | 41959 | 1695 | 97,7 | 76,7 |
| 500 | 476 | 8 | 250 | 12 | 42912 | 1716 | 98,1 | 77,0 | |
| 510 | 486 | 8 | 230 | 12 | 41877 | 1642 | 94,1 | 73,9 |
Из таблицы следует, что удельный вес сварной балки меньше удельного веса горячекатаной балки. При применении балки высотой более 500 мм., металлоемкость значительно снижается.
При применении балки высотой более 500 мм., металлоемкость значительно снижается.
Когда требуется обеспечить промежуточное значение момента инерции, например lx=42000 см4 горячекатаная балка 50 Б2 с lx=41872 см4 уже не проходит, а ближайшая горячекатаная балка 50 Б3 имеет lx=47849 см4 и вес 89,7 кг./м.пог.
Балка двутавровая сварная
Сварной металлический профиль, чье сечение представлено в виде буквы «Н» называется сварной двутавровой балкой. Она применяется при возведении каркасных конструкций, в качестве перекрытий для тоннелей и шахт, а также в качестве перекрытий при больших пролетах. Расчет сварной балки происходит в начале ее изготовления. При расчете учитывается устойчивость и ее последующая несущая способность. Размер сварных металлических балок зависит от типа опоры, особенно от ее ширины.
Виды сварного двутавра
Все сварные балки соответствуют ГОСТу и делятся на несколько видов:
· Балка горячекатаная;
· Специальная;
· Балка, изготовленная из низколегированной стали с содержанием углерода.
Сортамент сварного изделия принято делить на нормальный двутавр с литерой «Б», колонный (К), широкополочный (Ш). Стальные сварные балки с полками имеют уклон и делятся на специальные, мостовые и обычные.
Изделия могут классифицироваться по следующим факторам:
· Метод производства;
· Прямое назначение;
· Толщина полок и стенок;
· Расположение граней полок относительно конструкции.
Производство двутавра
Современные технологии производства, предусмотренные для изготовления сварной балки, позволяют значительно менять свойства самого профиля, путем смешения различных видов стали. На наиболее напряженных участках конструкции применяется сталь с повышенной прочностью. Там, где несущая характеристика не особо важна, приемлемо применение стали с малым содержанием углерода.
Высокоточные технологии позволяют значительно сократить число отходов при производстве сварной балки, тем самым снизить конечную стоимость готовой продукции. При производстве продукции под какой-либо конкретный проект имеется возможность отступления от общепринятых стандартов. Преимуществом служит и возможность оптимизации сечения изделия. Благодаря этому, в значительной мере уменьшается общий вес всей металлоконструкции.
При производстве продукции под какой-либо конкретный проект имеется возможность отступления от общепринятых стандартов. Преимуществом служит и возможность оптимизации сечения изделия. Благодаря этому, в значительной мере уменьшается общий вес всей металлоконструкции.
Процесс изготовления делится на несколько этапов:
· Резка заготовки;
· Сборка профиля;
· Сварка изделия под флюсом.
По окончании процесса, производится правка геометрии изделия, так как под воздействием высоких температур, балка может слегка деформироваться. Затем, изделие очищается и на его поверхность наносится защитное покрытие. Завод сварной балки изготавливает изделие, достигающее в длину 12 метров, что не противоречит нормативам.
Трубы б/у
область применения и производство, преимущества, стоимость
В нынешнее время сварной двутавр довольно прочно закрепился в сфере строительства. Свойства обычных балок тускнеют по сравнению со свойствами двутавровых. Стандартные балки делают конструкцию зданий слишком тяжёлой, так как их элементы скрепляются слишком большим количеством штырей, заклёпок, болтов.
Стандартные балки делают конструкцию зданий слишком тяжёлой, так как их элементы скрепляются слишком большим количеством штырей, заклёпок, болтов.
Путём применения двутавровых балок можно неплохо сэкономить на каркасных конструкциях.
- Производство
- Преимущества
- Стоимость
- Виды сварочного оборудования
- Сварочные манипуляторы
Область применения сварных двутавровых балок довольно широка. Она охватывает как обычное строительство, так и машиностроение. С их помощью можно создавать множество разных конструкций таких как: несущие рамы, вертикальные опоры, перекрытия. Будучи горячекатаными, вышеназванные конструкции имеют больший вес. Больше всего сварные двутавры подходят для схем всевозможных сооружений с большими пролётами.
Производство
Любое производство всегда проходит согласно определённой технологии. Описываемое в статье изготовление сварной балки — не исключение из этого правила. Для изготовления сварных двутавров используется обычная листовая сталь. Перечислим ниже все этапы производства двутавровых балок. Процесс производства сварных конструкций можно разделить на шесть пунктов:
Для изготовления сварных двутавров используется обычная листовая сталь. Перечислим ниже все этапы производства двутавровых балок. Процесс производства сварных конструкций можно разделить на шесть пунктов:
- Листы для заготовки отправляются на автоматизированную обработку их термической резкой. Для данного типа обработки применяются станки с ЧПУ. Там их последовательно раскраивают на продольные полосы-штрипсы с установленными заранее параметрами ширины и длины.
- Над металлической кромкой проводится специальная фрезерная обработка. Для этих целей используется фрезеровочный станок. Таким образом швы при производстве провариваются намного лучше
- Следующим шагом — двутавровую балку необходимо собрать. Собираются двутавры на высокопроизводительных станках. Процесс изготовления балки делится всего на два этапа. На первом этапе сборки собирается т-образный профиль, на втором этапе — н-образный. При помощи гидравлических прижимных механизмов штрипсы закрепляют в определённом положении.
 Данный процесс не составит особого труда тем, кто целиком сверялся с проектными данными и точно соблюдал симметрию и перпендикулярность отдельных деталей.
Данный процесс не составит особого труда тем, кто целиком сверялся с проектными данными и точно соблюдал симметрию и перпендикулярность отдельных деталей. - Далее производится сварка двутавра. Для того чтобы обеспечить готовому сварному двутавру качественные швы и высокую прочность, сварочный процесс ведется на автоматических линиях и под флюсом. При сварке открытой дугой происходит сильное разбрызгивание и угар, из-за этого может попусту уходить до 30 процентов металла. Когда сварка идёт встык под флюсом, теряется, как правило, не больше одного-двух процентов. Горячий металл, остывающий под флюсом, замедляет процесс охлаждения расплавленного двутавра и тем самым значительно улучшает выход газа из-под слоя металла.
- Может возникнуть необходимость внести некоторые исправления в готовый продукт, а если точнее, то править его геометрию. Вследствие термических воздействий, которым двутавр подвергается в процессе изготовления, он может слегка деформироваться и изменить форму стенок или полок нежелательным образом.
 Чтобы этого не произошло, в конце производства двутавровая балка отправляется на роликовый стан, где все нежелательные деформации выравниваются.
Чтобы этого не произошло, в конце производства двутавровая балка отправляется на роликовый стан, где все нежелательные деформации выравниваются. - После всего вышеперечисленного необходимо провести процесс очистки двутавра от возможных загрязнений. В частности, после сварки на ней могли образоваться окалины. Очищается сварная балка посредством пескоструйной установки. Также в процессе очистки могут применяться антикоррозийные грунтовочные смеси.
По окончании производства готовая балка проходит контроль качества. Проверяется состояние сварных швов как визуальным, так и ультразвуковым способами.
Преимущества
Если сравнивать сварные двутавровые балки и горячекатаные двутавровые балки, первые окажутся куда более экономически выгодными. Перечислим основные плюсы их использования:
- Заметно меньший вес конструкции. Использование сварных металлических двутавровых балок заметно облегчает конструкцию, позволяя ей не снижать свою прочность.
 Достигается такой эффект благодаря рациональному подходу к подбору составного сечения. Сэкономить на металле получается примерно на 10−15%.
Достигается такой эффект благодаря рациональному подходу к подбору составного сечения. Сэкономить на металле получается примерно на 10−15%. - Возможность использовать различные марки стали на различных участках конструкции. На участках с большими нагрузками требуется большая прочность, на не испытывающих сильных нагрузок — меньшая. Сварной двутавр устроен таким образом, что это можно регулировать. В итоге получаем экономию.
- Большая вариативность. Сварные двутавры при изготовлении их методом сварки можно выпускать с асимметричным сечением. Таким образом, куда более оптимально подбирается площадь сечения двутавра.
- Достаточно небольшая по сравнению с другими видами балок цена. Горячекатаный двутавр при той же самой площади сечения стоит куда меньше, чем изготовленный сварочным методом. Ещё важно то, что длина двутавра регулируется в процессе производства в зависимости от габаритов здания, для которого она изготавливается. Во-первых, такой способ действия значительно облегчает монтаж двутавра, во-вторых — уменьшает количество отходов.
Стоимость
Каков объём заказа, такова и цена этого самого заказа. То есть цена напрямую зависит от количества двутавров, которые необходимо изготовить. Если партия не такая уж и большая, применяется оборудование с малыми производительными характеристиками. Такой расклад увеличивает себестоимость двутавра, делает его более дорогим. Если размеры заказа достаточно велики, используются автоматические линии с высоким уровнем производительности, что, соответственно, уменьшает их цену.
Виды сварочного оборудования
Автоматическое сварочное производство является наиболее оптимальным методом сварки двутавров. Это обеспечивает производителю:
- Экономию на материалах, необходимых для сварочных работ.
- Уменьшение числа необходимых добавочных операций — например, кантовать и позиционировать заготовки больше не требуется.
- Уменьшение числа работников, необходимых для того чтобы производство проходило нормально.
Сварочные манипуляторы
Но автоматическое производство — это не единственный способ сварки двутавров. Для процесса обработки двутавров подходит ещё такое оборудование как сварочные манипуляторы. Они отличаются высоким уровнем автоматизации, имеют рационально спроектированную конструкцию, часто идут в комплекте с дополнительным навесным оборудованием (и снабжаются им опционально). На очень многих предприятиях в них специально монтируют сварочные автоматические головки.
Эти головки имеют возможность работать в атмосфере инертных газов, углекислого газа и под жидким флюсом. Эта их способность делает сварочный манипулятор довольно многозадачным инструментом, позволяет предприятиям решать самые разные задачи в области сварки.
Данный способ сварки является не самым оптимальным, но, пожалуй, самым простым. Подойдёт он только для производства небольших партий. В иных случаях его применение будет экономически не вполне оправданным.
Подойдёт он только для производства небольших партий. В иных случаях его применение будет экономически не вполне оправданным.
Цена сварной балки, 2023 Цена сварной балки Производители и поставщики
Цена сварной балки, 2023 Цена сварной балки Производители и поставщики | Сделано в Китае.com
Дом
сварная балка цена
2023 Список товаров
сварная балка цена
135 501
продукты найдены из 12 318
производители и поставщики
Особенности продукта
Минимальный заказ
Поиск внутри
Стандартный
AISI
(4876)JIS
(4676)ASTM
(4921)DIN
(4504)БС
(4069)ГБ
(4638)- Подробнее
Сертификация
Характеристики компании
Тип участника
Бриллиантовый член
Золотой участник
Проверенный поставщик
Тип бизнеса
Возможности НИОКР
Город
- Циндао
(31 870) - Цзинань
(24 739) - Ляочэн
(9,088) - Тяньцзинь
(7631) - Шанхай
(7112) - Уси
(5856) - Вэйфан
(3,491) - Дунъин
(3110) - Нанкин
(3067) - Биньчжоу
(2861) - Подробнее
Соединения сварные стального проката и сварные I сечения
Модуль Соединения I. Сварные. Склады с прокатными и сварными стальными двутавровыми профилями позволяет CYPECAD, CYPE 3D и интегрированным 3D-структурам CYPECAD выполнять автоматический анализ и проектирование сварных соединений двутавровых профилей (включая опорные плиты) отображается в Типах реализованных сварных соединений и для кодов, указанных в Кодах реализованных расчетов сварных соединений.
Сварные. Склады с прокатными и сварными стальными двутавровыми профилями позволяет CYPECAD, CYPE 3D и интегрированным 3D-структурам CYPECAD выполнять автоматический анализ и проектирование сварных соединений двутавровых профилей (включая опорные плиты) отображается в Типах реализованных сварных соединений и для кодов, указанных в Кодах реализованных расчетов сварных соединений.
Типы реализуемых сварных соединений
| Сварное моментное соединение колонны с балкой (на последнем пролете колонны) | Сварное соединение колонны с балкой с моментным соединением с прямоугольной балкой (на последнем пролете колонны) | Сварное соединение колонны с балкой с двумя однонаправленными ортогональными балками (на последнем пролете колонны) |
| Сварное соединение колонны с балкой с ветком (на последнем пролете колонны) | Сварное соединение колонны с балкой с ветком и просто соединенной ортогональной балкой (на последнем пролете колонны) | Сварка колонны с балкой моментное соединение с вутом и двумя просто соединенными ортогональными балками (на последнем пролете колонны) |
| сварное моментное соединение колонны с балкой (сплошная колонна) (1) | Сварное соединение колонны с балкой с моментным соединением с односоединенной ортогональной балкой (сплошная колонна) (1) | Сварное соединение колонны с балкой с моментным моментом с двумя просто соединенными ортогональными балками (сплошная колонна) (1) | Сварное соединение колонны с балкой с ветками (сплошная колонна) (1) | Сварное соединение колонны с балкой с ветками и просто соединенной ортогональной балкой (сплошная колонна) (1) | Приварное соединение колонны к балке с ветками и двумя просто соединенными ортогональными балками (сплошная колонна) (1) |
| Приварное соединение балки к полке колонны (на переходе колонны) Приварное соединение балки с полкой колонны (на переходе колонны) с просто соединенной ортогональной балкой | Приварное соединение балки с полкой колонны (на переходе колонны) с двумя просто соединенными ортогональными балками | |
| Приварное моментное соединение балки с полкой колонны с вутом (на переходе колонны) | Приварное моментное соединение балки с полкой колонны с ветком и просто соединенной ортогональной балкой (на переходе колонны) | Балка с приваренным поясом колонны |
| Соединение колонны с двумя балками сварным моментом (на последнем пролете колонны) | ||
| 0097 | Сварное соединение колонны с двумя балками с моментным соединением с односоединенной ортогональной балкой (на последнем пролете колонны) | Сварное соединение колонны с двумя балками с моментным соединением с двумя просто соединенными ортогональными балками (на последнем пролете колонны) |
| Сварное соединение колонны с двумя балками с ветками (на последнем пролете колонны) | Сварное соединение колонны с двумя балками с ветками и односоединенной ортогональной балкой (на последнем пролете колонны) | Сварное соединение колонны с двумя балками с ветками и двумя просто соединенными ортогональными балками (на последнем пролете колонны) |
| Сварное соединение колонны с двумя балками (сплошная колонна) (1) | Колонна к двухбалочному сварному моментному соединению с односоединенной ортогональной балкой (сплошная колонна) (1) | Колонна к двухбалочному сварному моментному соединению с двумя просто соединенными ортогональными балками (сплошная колонна) (1) |
| Сварное соединение колонны с двумя балками с ветками (сплошная колонна) (1) | Сварное соединение колонны с двумя балками с ветками и просто соединенной ортогональной балкой (сплошная колонна) (1) | Приварное соединение колонны с двумя балками с ветками и двумя просто соединенными ортогональными балками (сплошная колонна) (1) |
| Приварное соединение двух балок с полками колонны (на переходе колонны) | Приварное соединение двух балок с полками колонны (на переходе колонны) с простым соединением ортогональной балки | Приварное соединение двух балок с полками колонны (на переходе колонны) с двумя просто соединенными ортогональными балками |
| сварное соединение двух балок с ветками (на переходе колонны) | сварное соединение колонны с двумя балками с ветками и односоединенной ортогональной балкой (на переходе колонны) | Сварное соединение колонны с двумя балками с ветками и двумя просто соединенными ортогональными балками (на переходе колонны) |
| Сварное соединение колонны с балкой, простое соединение (на последнем пролете колонны) | Сварное соединение колонны с балкой, простое с односоединенной ортогональной балкой (на последнем пролете колонны) | Сварное соединение колонны с болтовой перемычкой и двумя шарнирными ортогональными балками (на конце колонны) |
| Приварное простое соединение колонны с балкой (сплошная колонна) (1) | Приварное соединение колонны с балкой с простым соединением ортогональной балки (сплошная колонна) (1) | две ортогональные балки на шкворнях (сплошная колонна) (1) |
| Приварка колонны к балке, простое соединение (на переходе колонны) | Приварка колонны к балке, простое соединение с просто соединенной ортогональной балкой (на переходе колонны) 9 | |
| Сварное соединение колонны с двумя болтовыми перемычками (на конце колонны) | Сварное соединение колонны с двумя болтовыми перемычками ортогональная балка на шарнирах (на конце колонны) | сварное соединение колонны с двумя перемычками на шарнирах и две ортогональные балки на шарнирах (на конце колонны) |
| сварное соединение колонны с двумя перемычками на шарнирах (сплошная колонна) (1) | Приварное соединение колонны с двумя шарнирными перемычками и шарнирной ортогональной балкой (сплошная колонна) (1) | Колонна с двумя шарнирными перемычками, сварное соединение и шарнирная ортогональная балка (сплошная колонна) ( ) 1) |
| Сварное соединение колонны с двумя шкворневыми перемычками (на переходе колонны) | Сварное соединение колонны с двумя шкворневыми перемычками и шкворневой ортогональной балкой (на переходе колонны) | Сварное соединение колонны с двумя шарнирными перемычками и двумя шарнирными ортогональными балками (на переходе колонны) |
| Сварное соединение балки с стенкой колонны, простое соединение (на последнем пролете колонны) | Сварка балки с стенкой колонны, простая соединение (сплошная колонна) (1) | Приварка стенки к балке, простое соединение (на переходе колонны) |
| Приварка двух балок к стенке колонны, простые соединения (на последнем пролете колонны) | Простое соединение двух балок с стенкой колонны (сплошная колонна) (1) | Сварное соединение стенки колонны с двумя балками (на переходе колонны) |
| Неразрезная балка, опирающаяся на колонну | Фиксированное сварное соединение нижней колонны с неразрезной балкой (на конце рамы) | |
| Сварное соединение фиксированной верхней колонны с неразрезной балкой (на конце рамы) | Неподвижная верхняя колонна приваривается к неразрезной балке (на конце рамы) | Неподвижная нижняя колонна приваривается к неразрезной балке (внутри рамы) |
| Привариваемая нижняя колонна к неразрезной балке приваривается (внутри рамы) | Фиксированная верхняя колонна к сварному соединению неразрезной балки (внутри рамы) | Фиксированная верхняя колонна к сварному соединению неразрезной балки (внутри рамы) |
| Коньковое соединение | Соединение горизонтальной балки с наклонной балкой (восходящей или нисходящей) сварным соединением | Соединение горизонтальной балки с наклонной балкой (восходящей или нисходящей) сварным соединением с ветками |
| Стыковое соединение с непрерывными равными или разными сечениями пластина | Стыковое соединение непрерывных равных или разных секций с пластиной и ветками | Приварное простое соединение балки с балкой |
Луч с двумя сварными сварными пучками. | Связь с гребнем с ручьями | Деталь связывания |
| Baseplate на панели Pader Caps и MAT MAT |
(1) Соединения с непрерывными колоннами могут быть введены только в CYPE 3D и в интегрированных 3D-структурах CYPECAD. В CYPECAD такое соединение может быть только у колонн в переходе или на концах колонн.
Варианты конструкции сварных и болтовых соединений можно настроить в меню «Параметры» (Соединения > Параметры). Доступ к этому диалоговому окну можно получить с помощью следующих опций меню:
- В CYPECAD и его интегрированных трехмерных структурах :
- Вкладка «Определение балки» > «Работа» > «Параметры анализа соединений»
- Вкладка «Результаты» > «Соединения» > «Параметры анализа соединений»
- В CYPE 3D:
- Соединения > Опции
Это диалоговое окно содержит три вкладки:
Если в процессе анализа конструкции будут обнаружены узлы, соединение которых разрешено в программе, они будут спроектированы и детальный чертеж будут предоставлены эти проекты, а также их 3D-виды, отчеты о проверке и взлете.
В программе будет рассчитана толщина шва сварных швов и их длина, а также будут включены ребра жесткости, где это необходимо, для передачи напряжений в соединении.
Силы, передаваемые на сварной шов на единицу длины, рассчитываются для получения растягивающих усилий по нормали и по касательной к плоскости горловины, предполагая, что растягивающие силы однородны вдоль сварного шва.
При проектировании сварных или болтовых соединений или при расчете конструкции вместе с соединениями программа выполняет в каждом узле задания пространственное расположение стержней и условия их закрепления таким образом, чтобы для стальных стержней, устанавливаются размеры узлов и создаются жесткие концы, в которых считается, что части стержней не деформируются, поскольку они содержатся в узле.
Совместная консультация
После анализа можно просмотреть соединения, разработанные программой.
CYPE 3D и CYPECAD размещают круги разного цвета в узлах, чтобы указать, были ли спроектированы все соединения узла, спроектированы ли только некоторые из них или узел не содержит спроектированных соединений.
Если курсор приблизить к узлу, в котором есть спроектированные соединения, появится информационное окно с указанием типов соединений, разработанных для этого узла. Щелчком по узлу отображается диалоговое окно с тремя вкладками, содержащими следующую информацию:
- Детали построения решенных соединений
- Отчет о проверке и съемке решенных соединений
- Реальные 3D виды соединений. Можно визуализировать трехмерный вид каждого соединения, спроектированного программой, в изометрической или конической перспективе. Элементы, составляющие стык (колонны, балки, ребра жесткости, сварные швы) рисуются разными цветами. Сварные швы представлены двумя цветами, чтобы различать те, которые выполняются на месте, и те, которые являются заводскими сварными швами. Пользователь также может свободно вращать и усиливать 3D-вид. Эти характеристики очень помогают пользователю понять сборку соединения. 3D-вид суставов можно визуализировать, выбрав вкладку 3D-вид, которая появляется в нижней части окна, которое активируется при просмотре сустава.

При приближении курсора к узлу, в котором нет расчетных соединений, но принадлежит одному из соединений, распознаваемых программой, появляется окно с информацией о причинах, помешавших выполнить расчет этого соединения.
Даже если пользовательская лицензия не включает модули соединений, программа позволяет пользователю активировать процесс проектирования соединений. После завершения процесса пользователь может увидеть 3D-изображения соединений, которые могут быть решены с помощью не приобретенных модулей, даже если не отображаются ни детали соединения, ни отчеты о проверке, ни отчеты о взлете. При наведении курсора на один из этих узлов появляется предупреждение с указанием незанятых модулей, используемых для проектирования соединения.
Соединения I. Склады со стальными катанными и сварными двутаврами модульных конструкций опорные плиты на фундаментах, оголовьях свай и плитах .
Модуль Соединения I также проектирует точки соединения опорной плиты интегрированных трехмерных конструкций , если они расположены на фундаментах, оголовках свай, плитах, сдвиговых стенах, стенах, бетонных колоннах или балках (в случае этих последних четырех элементы, они проектируются, если в этом узле не соединяются никакие другие стальные балки или стальные стержни интегрированных 3D-конструкций). Свойства спроектированных опорных плит включают в себя:
Свойства спроектированных опорных плит включают в себя:
- Типы опорных плит : Разработаны опорные плиты для стального проката и сварных двутавров.
- Сварные швы : Включает анализ и проектирование сварных швов между плитой, ребрами жесткости, колонной и болтами.
- Автоматическое сопоставление : Автоматически сопоставляется со всеми базовыми плитами задания (с учетом типа сечения, усилий и внешних креплений). Таким образом, без вмешательства пользователя количество различных типов опорных плат уменьшается, что позволяет получить более однородные результаты.
- 3D-вид с выделенными элементами и сварными швами : Можно получить 3D-вид на экране, при этом опорная плита, колонна, ребра жесткости, болты, заводские сварные швы и сварные швы на месте отображаются разными цветами, аналогично тому, как представлены суставы между секциями I.
 Это было сделано, чтобы помочь пользователю понять, как должна быть собрана опора.
Это было сделано, чтобы помочь пользователю понять, как должна быть собрана опора. - Компоновка опорной плиты : Создается схема компоновки опорной плиты, на которой отображаются детали спроектированных сварных швов и элементов жесткости. Эта компоновочная схема может быть включена в рабочие чертежи.
- Отчеты о взлете и проверке кода : Отчеты о взлете и проверке кода создаются для опорных плит, которые были решены. Они интегрированы с остальными соединениями, которые были разработаны.
Дополнительную информацию о конструкции базовой платы можно найти в разделе «Базовая плата» CYPE 3D.
Отчет о суставах
CYPECAD и CYPE 3D составляют список соединений с основными данными: CYPE 3D и CYPECAD создают отчет о суставах со следующими данными:
- Сварные соединения и технические характеристики
- Код
- Материалы
- СПОСПОСКОЛЬНЫЙ МАКАТ
- Проверки
- СПИСОК И СИМБОЛОВ
- ОБЩЕСТВЕННЫЕ СОЕДИНЕНИЯ
- 2
- 2
- 21212121212 ГОДОВОЙ СОЕДИНС
- Описание компонентов каждого типа соединения
- Результаты проверки каждого типа соединения
- Сварка и отбор листов для каждого типа соединения
Чертежи сварных соединений
Конструктивные детали соединений, разработанные программой, могут составлять часть чертежей конструкции. Чертежи соединений включают следующие элементы:
Чертежи соединений включают следующие элементы:
- Детали конструкции соединения
- Спецификация со спецификациями сварных швов в стальных конструкциях
- Код
- Материалы
- Строительная схема
- Проверки
- Таблица ссылок и символов
- Полная съемка сварных швов и пластин расчетных соединений
Следующие коды были реализованы в CYPECAD, CYPE 3D и интегрированных 3D структурах CYPECAD для проектирования сварных joints:
- ABNT NBR 8800 (Brazil)
- ABNT NBR 8800:2008 (Brazil)
- ANSI/AISC 360-05 (LRFD) (USA – International)
- ANSI/AISC 360-10 (LRFD) (США-Международная)
- CTE DB SE-A (Испания)
- EAE (Испания)
- EuroCode 3 EN 1993-1-8: 2008
- 3 EN 1993-1-8: 20086
- 3 EN 1993-1-8: 20086
- 3 EN 1993-1-8: 20086
- 3 EN 1993-8: 20086
- 3 EN 1993-1-8: (Общий документ)
- Еврокод 3 NF EN 1993-1-8/NA:2007-07 (с документом национальной заявки для Франции)
- Еврокод 3 NP EN 1993-1-8:2005/NA:2010 (с национальным заявочным документом Португалии)
- Еврокод 3 UNI EN 1993-1-8:2005 (Общий документ адаптирован для Италии)
- IS 800:2007 (Индия)
- NTC: 14-01-2008 (Италия)
Исправления, внесенные Европейским комитетом по стандартизации в Еврокод 3 (EN 18920 / AC:2009).
В зависимости от страны, в которой лицензиат приобретает лицензию, для работы в этой стране активируется только код, реализованный в каждой программе. Дополнительную информацию об этом аспекте и о возможности получения кодов, которые изначально не были включены, можно найти на кодах дизайна, реализованных на веб-странице лицензии пользователя.
Другие функции
Для доступа к дополнительным функциям, предлагаемым программой, существует несколько модулей, которые можно найти на веб-страницах «Модули CYPECAD» и «Модули CYPE 3D».
Как проектировать составные балки | Сварные пластинчатые балки
Иногда двутавровые секции или балки изготавливают путем сварки листов конструкционной стали. Обычно это делается, когда необходимая секция настолько тяжелая, что ее нельзя выбрать из доступных стандартных секций, или когда требуемая секция недоступна у местных производителей или дилеров. Разница между горячекатаным двутавровым профилем и стальным сварным профилем показана на рис. 1. Проектирование сборной балки включает в себя выбор соответствующих размеров отдельных сечений, размеров сварных швов и ребер жесткости (при необходимости) и проверку их работоспособности. как составное целое в удовлетворении требований по предельному состоянию и предельным состояниям по пригодности к эксплуатации.
1. Проектирование сборной балки включает в себя выбор соответствующих размеров отдельных сечений, размеров сварных швов и ребер жесткости (при необходимости) и проверку их работоспособности. как составное целое в удовлетворении требований по предельному состоянию и предельным состояниям по пригодности к эксплуатации.
Рисунок 1: (a) Сборная двутавровая балка (b) Горячекатаный двутавровый профиль
Ghosh (2010) представил пример конструкции балки из сварных пластин для козлового крана в чугуноплавильном цехе/ промышленность. Пример воспроизведен здесь, чтобы показать, как проектировать балки из сварных листов в соответствии с требованиями EN 1993-1-1:2005.
Расчетные усилия
Предельный расчетный вертикальный момент = M vu = 29515 кНм
Предельный расчетный вертикальный поперечный момент = V vu = 6282 кН
Предельный расчетный горизонтальный момент = M hu = 601 кНм
Максимальное предельное горизонтальное продольное тяговое усилие = 312 кН
Пролет балки = 24 м
Расчет сечения
сварная пластинчатая балка. Еврокод 3, часть 1-1 (Еврокод, 2005 г.). Таблицы и рисунки, указанные ниже, можно найти в Приложении А к Еврокоду (Приложение В к этой книге), если не указано иное.
Еврокод 3, часть 1-1 (Еврокод, 2005 г.). Таблицы и рисунки, указанные ниже, можно найти в Приложении А к Еврокоду (Приложение В к этой книге), если не указано иное.
Рисунок 2 : Большой сварной двутавровый профиль
Расчетная прочность
Согласно таблице 3.1 Еврокода 3 («Номинальные значения предела текучести f y и предела прочности при растяжении f u 3 для горячего катаная конструкционная сталь»), можно получить расчетную прочность ( f y ) по методу ULS для расчета полок и стенки; его значение зависит от толщины рассматриваемой пластины.
В нашем случае принята сталь марки S275 с расчетным пределом текучести f y = 275 Н/мм 2 . Так, для номинальной толщины пластины t ≤ 40 мм f y = 275 Н/мм 2 , а для t ≤ 80 мм f y = 255 Н/мм 2 . Если расчетная прочность стенки f yw больше расчетной прочности полки f yf , то при рассмотрении моментов или сдвига всегда следует использовать расчетную прочность полки.
Начальный размер секции
Предполагается, что размеры стенок и фланцев указаны ниже. Общая высота балки = h. Глубину следует выбирать так, чтобы ограничить допустимый прогиб. На практике общая глубина обычно должна составлять от 1/10 до 1/12 пролета. В нашем случае принимаем общую высоту h = 1/10 пролета = 23,4/10 = 2,34 м = 2340 мм. Мы принимаем общую глубину h = 2500 мм (поскольку балка подвергается высоким динамическим нагрузкам от колес).
Глубина прямого участка стенки (d)
d = h − (2 × размер сварного шва) − (2 × толщина полки) = 2500 − 2 × 12 (предполагаемый размер сварного шва) − 2 × 55 (предположительно) = 2366 мм.
Ширина фланца (b)
Ширина фланца должна составлять не менее 1/40–1/30 пролета, чтобы предотвратить чрезмерное боковое отклонение. В нашем случае мы принимаем ширину b = 1/30 пролета = (1/30) × 23,4 = 0,78 м, скажем, 0,9 м = 900 мм.
Толщина стенки (t w )
Несколько испытаний показали, что стенка не коробится из-за диагонального сжатия, когда отношение d/t w меньше 70, если стенка не укреплена вертикальный поперечный ребро жесткости. Ссылаясь на таблицу 5.2 (лист 1) Еврокода 3, часть 1-1, минимальная толщина стенки, необходимая для предотвращения коробления сжатой полки в методе проектирования ULS с неподкрепленной стенкой, следующая.
Ссылаясь на таблицу 5.2 (лист 1) Еврокода 3, часть 1-1, минимальная толщина стенки, необходимая для предотвращения коробления сжатой полки в методе проектирования ULS с неподкрепленной стенкой, следующая.
Для класса 1,
d/t w ≤ 72ε, где
ε = фактор напряжения = (235/f y ) 0,5 = (235/255) 0,5 = 0,96;
d/t w = 2366/t w = 72 × 0,96
Следовательно, t w = 2366/(72 × 0,96) = 34 мм ,
t w ≥ (d/250)(a/d) 0,5 .
При расстоянии между ребрами жесткости а = 2366 мм;
т ш = 2366/250 × (2366/2366) 0,5 = 10 мм.
Примем t w = 30 мм.
Толщина полки (t f )
Минимальная толщина полки, необходимая для ограничения выступа полки, рассчитывается следующим образом. Приблизительная требуемая площадь фланца определяется по формуле;
Af = Mvu/(hfy) = (29515 × 106)/(2500 × 255) = 46298 мм2
Принимая ширину полки b = 900 мм
tf = 46298/900 = 51,4 мм.
Поэтому мы предполагаем t f = 55 мм
Классификация поперечных сечений
Ссылаясь на пункт 5.5.2 Еврокода 3, часть 1-1, функция классификации поперечных сечений заключается в определении степени, в которой сопротивление и вращательная способность поперечное сечение ограничено его местным сопротивлением продольному изгибу. В нашем случае мы принимаем класс поперечного сечения 1 без снижения сопротивления. Таким образом, для определения толщины t f полки делаем следующее.
Для класса сечения 1, c/t f ≤ 9ε,
где;
c = выступ полки = [b − (t w + 2 × 12 (размер сварного шва))]/2 = [900 − (25 + 24)]/2 = 425,5 мм.
Принимая t f = 55 м,
c/t f = 425,5/55 = 7,7 и 9ε = 9 × 0,96 = 8,64
Поскольку c/t f (7.7) < 4ε), сечение удовлетворяет условиям для отнесения сечения к классу 1.
Итак, мы принимаем t f = 55 мм.
Для определения толщины полотна т w делаем следующее;
Для классификации секций класса 1, d/t w ≤ 72ε. Предположим, что t w = 30 мм,
Предположим, что t w = 30 мм,
d/t w = 2366/30 = 78,9 и 72ε = 72 × 0,96 = 69 < d/t w , что не удовлетворяет условию. Увеличиваем толщину t w до 35 мм.
d/t w = 2366/35 = 67,6 < 72ε (69) что удовлетворяет условию. Итак, примем t w = 35 мм.
Таким образом, начальный размер секции следующий:
- Глубина балки h = 2500 мм.
- Ширина фланца b = 900 мм.
- Глубина прямого участка стенки d = 2500 − 2 × 55 − 2 × 12 (размер сварного шва) = 2366 мм.
- Толщина стенки t w = 35 мм.
- Толщина фланца t f = 55 мм.
- Расчетная прочность при толщине полки 55 мм = f y = 255 Н/мм 2
- Расчетная прочность стенки при толщине 35 мм = f y = 255 Н/мм 2
Хотя расчетная прочность стенки составляет 275 Н/мм 2 для толщины 35 мм, нижнее значение f y (255 Н/мм 2 2 ) полки следует учитывать при расчетах моментов и сдвигов.
Допустимый момент
Общий максимальный предельный вертикальный расчетный момент = M vu = 29515 кНм
Общий максимальный расчетный сдвиг = V u = 6281 кН
Допустимый момент следует рассчитывать следующим образом.
При отношении глубины стенки к толщине d/t w ≤ 72ε следует считать, что стенка не подвержена выпучиванию, а допустимый момент следует рассчитывать по уравнению;
M RD = F Y W PL
Предоставленная сила SEAR V ED (V VU ) ≤ 0,5V PL, RD (SHA ) ≤ 0,5V PL, RD (SHA ) ≤ 0,5 В PL, RD (SHA ) ≤ 0,5V PL. rd = допустимый момент,
Вт pl = модуль пластического сечения
V pl,rd = способность к сдвигу.
В нашем случае d/t w (67,6) < 72ε (69,1).
Таким образом, полотно не подвержено короблению.
Предельная сила сдвига (V vu ) также должна быть меньше половины предела прочности на сдвиг (V pl,rd ) сечения. Ссылаясь на уравнение (6.18) Еврокода 3, часть 1-1;
Ссылаясь на уравнение (6.18) Еврокода 3, часть 1-1;
V pl,rd = A v [f y /(3) 0,5 ]/γM o
где
A v = площадь сдвига = dt w + (t w + 2r)t f = 2366 × 25 + (25 + 2 × 12) × 50 = 61600 мм 2
2 9000 , γM o = частный коэффициент = 1,0 и f y = 335 Н/мм 2 (поскольку t f > 40 мм).
Следовательно, пластическая способность к сдвигу V pl,rd = 61600 × [335/(3) 0,5 ]/1,0/10 3 = 12669 кН
и 0,5V pl,rd = 25 кН 6393/126633 > В ву (6281 кН).
Таким образом, V vu (6281 кН) < 0,5V pl,Rd (6335 кН). Значит, сечение удовлетворяет условиям.
Поскольку стенка не склонна к выпучиванию, а наименьшее значение сдвига в сечении составляет менее половины предела прочности на сдвиг сечения, допустимый момент для этого компактного сечения класса 1 следует определять методом «только полки».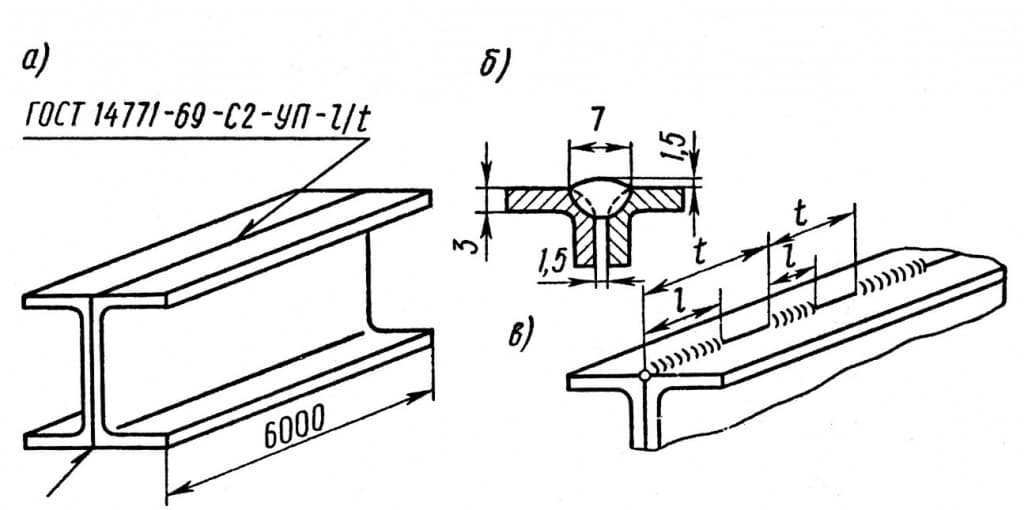 В этом случае весь момент будет восприниматься только полками, а стенка воспринимает только сдвиг.
В этом случае весь момент будет восприниматься только полками, а стенка воспринимает только сдвиг.
Следовательно, моментная мощность сечения M y,Rd = f y A f h s
где;
A f = площадь сжатой полки = b × t f = 900 × 55 = 49500 мм 2
h s = глубина между центрами тяжести полок = 2500 − 55 = 2400 мм fy 3
86 = 255 Н/мм 2
Следовательно;
M y,Rd = 255 × 49500 × 2445/10 6 = 30862 кНм > M Ed (М ву ) (29515 кНм). Удовлетворительно
В качестве альтернативы, согласно пункту 6.2.5, допустимая нагрузка секции по моменту может быть выражена следующим уравнением:
, где W pl — модуль пластичности сечения. Поскольку предполагаемая секция является сборно-сварной и имеет большую глубину, двутавровой прокатной секции такой глубины нет. Модуль пластичности для предполагаемой глубины рассчитать непросто (хотя его можно рассчитать). Таким образом, приведенное выше уравнение можно использовать только в том случае, если предполагаемая секция изготавливается промышленным способом с помощью сварки.
Таким образом, приведенное выше уравнение можно использовать только в том случае, если предполагаемая секция изготавливается промышленным способом с помощью сварки.
Кроме того, верхний фланец также подвергается нагрузке из-за горизонтального поперечного момента, вызванного горизонтальными скачками крана. Поэтому в нашем случае подходит метод «только фланец». Горизонтальный поперечный предельный момент M hu равен 601 кН·м.
Этому поперечному горизонтальному моменту сопротивляется горизонтальная балка, образованная соединением 6-миллиметровой пластины (действующей как стенка) пешеходной платформы (Durbar) между верхней полкой основной пластинчатой балки и анкерной балкой в уровень прогулочной платформы. Расстояние между осевой линией плоской балки и анкерной балкой = h z = 2,5 м
Горизонтальный момент сопротивления = M z,Rd = f y A f h z
где A f = 50 мм 4 90 = площадь верхней полки 2 .
Поэтому
M z,Rd = 255 × 49 500 × 2500/10 6 = 31556 кНм > M hu (601 кНм)
Ссылаясь на критерий, основанный на количестве;
[M y,Ed /M y,Rd ] α + [M z,Ed /M z,Rd ] β
где α и β — константы, которые можно консервативно принять за единицу.
Эта величина равна
[29515/30862] + [601/31556] = 0,95 + 0,02 = 0,97 < 1 Удовлетворительно
Поэтому принимаем сечение для балки из сварного листа. О других проверках конструкции, таких как расчет на изгиб и жесткость, см. Ghosh (2010).
Источник:
Гош К. М. (2010 г.): Практическое проектирование стальных конструкций. Whittles Publishing , Великобритания
Сварные балки и колонны — BlueScope Distribution
В рамках комплексного предложения BlueScope Distribution стальных и алюминиевых изделий мы поставляем предприятиям по всей Австралии сварные балки и сварные колонны премиум-класса для удовлетворения их потребностей, независимо от проекта. Если вашему бизнесу нужны сварные балки или колонны для использования в транспорте, возобновляемых источниках энергии, коммерческом или жилом строительстве, наша команда может найти для вас подходящие решения.
Если вашему бизнесу нужны сварные балки или колонны для использования в транспорте, возобновляемых источниках энергии, коммерческом или жилом строительстве, наша команда может найти для вас подходящие решения.
Сварные балки и сварные колонны, имеющие решающее значение для структурной целостности конструкций наших клиентов, изготавливаются в соответствии с самыми высокими нормативными требованиями и соответствуют контрольным показателям. В соответствии с нашей основной ценностью уверенности, BlueScope Distribution стремится поставлять стальную продукцию, которая, как знают наши клиенты, может соответствовать задачам их проектов и обеспечивать надежную прочность и производительность, на которые они рассчитывают.
Не только наши сварные балки и колонны отличаются высокими эксплуатационными характеристиками, но и наши услуги по обработке с добавленной стоимостью и ноу-хау в области логистики означают, что мы можем предложить клиентам подлинный комплексный сервис по обработке стали.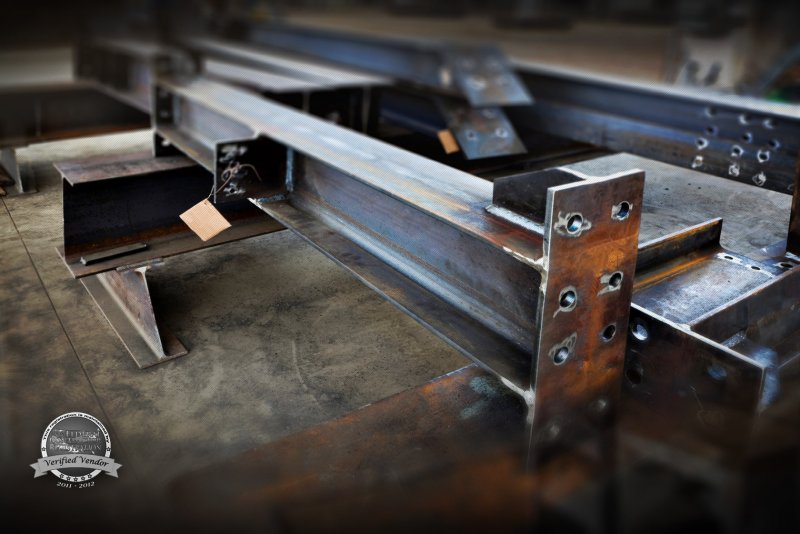 Свяжитесь с нашей командой специалистов сегодня, чтобы обсудить, как наш опыт работы с цепочками поставок, продукты премиум-класса и услуги по обработке могут помочь вашему бизнесу работать с большей ценностью и эффективностью.
Свяжитесь с нашей командой специалистов сегодня, чтобы обсудить, как наш опыт работы с цепочками поставок, продукты премиум-класса и услуги по обработке могут помочь вашему бизнесу работать с большей ценностью и эффективностью.
Продукт
Национальный поставщик сварных балок и сварных колонн
Сварные балки и сварные колонны, производимые компанией BlueScope, используются в ряде приложений тяжелого машиностроения. Наша команда BlueScope Distribution может поставить сварные балки и колонны для различных проектов в инженерном строительстве, строительстве, горнодобывающей инфраструктуре или транспортном секторе. Конструктивные применения наших сварных балок и колонн часто включают офисные здания, торговые центры, стадионы, автостоянки и мосты.
Подробнее
Сварные балки и колонны представляют собой стальные профили, изготовленные с использованием двух полок и стенки, сваренные вместе угловым швом с глубоким проплавлением для получения стального профиля с повышенной несущей способностью и повышенной прочностью.
Наши сварные балки и колонны бывают различных форм, включая двутавровые и двутавровые балки, названные в честь их различных форм и обладающие следующими особенностями и преимуществами:
- Гарантированный минимальный уровень прочности для уверенности при планировании проекта
- Низкотемпературные свойства (если указано)
- Аккредитация ACRS (сертификат ACRS № 120802)
- Аккредитация ATIC10
Все сварные балки и колонны изготовлены в соответствии со стандартом AS/NZS 3679.2:2016 из листовой стали, изготовленной по стандарту AS/NZS 3678:2016, с номинальным пределом текучести 300 МПа. 300L15 имеет гарантированную ударопрочность при -15°C.
Обработка
Возможности обработки сварных балок и сварных колонн
Чтобы обеспечить максимальную ценность для наших клиентов, каждый из наших многочисленных филиалов по всей Австралии оснащен технологией, которая позволяет нам предлагать удобные решения для обработки с добавленной стоимостью.
Читать далее
Мы предлагаем широкий спектр услуг для конструкционной стали, включая варианты обработки по размеру, а также другую обработку, такую как отверстия под болты, штамповки, резку под углом и многое другое, чтобы наши клиенты могли получить доступ материалы, необходимые для завершения их проекта.
В дополнение к повышению эффективности, которую наши клиенты могут реализовать благодаря использованию наших услуг по обработке, клиенты также могут планировать свои проекты с меньшими ограничениями, поскольку они могут быть уверены, что сварные балки и колонны, необходимые для выполнения их работы, легко достижимы. . Чтобы получить полную информацию об услугах по обработке, которые мы предлагаем, поговорите с одним из наших обученных экспертов или посетите нашу страницу обработки.
Решения
Ваш партнер по сварным балкам и сварным колоннам
В BlueScope Distribution мы работаем, чтобы быть партнером по поставкам для наших клиентов, обеспечивая надежность и максимальную простоту ведения бизнеса. Наши команды обладают знаниями и опытом и могут получить доступ к ряду услуг технической поддержки, чтобы помочь вам приобрести сварные балки и колонны, необходимые для завершения вашего проекта в срок, в рамках бюджета и в соответствии со спецификациями, которые нужны вашим клиентам.
Наши команды обладают знаниями и опытом и могут получить доступ к ряду услуг технической поддержки, чтобы помочь вам приобрести сварные балки и колонны, необходимые для завершения вашего проекта в срок, в рамках бюджета и в соответствии со спецификациями, которые нужны вашим клиентам.
Читать далее
Наша команда отличается от других поставщиков сварных балок и колонн в отрасли. Наша команда обладает навыками управления требованиями к минимальному объему заказа, связанными с прямыми сделками с заводом, устранением сложности вашей цепочки поставок и, как следствие, , предоставляя более доступные решения.
BlueScope Distribution также может помочь вашему бизнесу с рядом дополнительных операционных решений, которые можно дополнительно использовать, чтобы ваш бизнес мог реализовать свободу делать то, что вы делаете лучше всего. Эти решения включают:
- Консигнационный запас
- Сквозное управление цепочками поставок
- Стратегический поиск поставщиков
- Поставка стали и алюминия из одного источника
- Обзор эффективности стали
Свяжитесь с нами сегодня, чтобы узнать больше о том, как наши комплексные решения для обслуживания цепей поставок могут помочь вам реализовать ваш проект по всей линии с наилучшими возможными результатами.
Сделать запрос
Рисунок G66B Сварное крепление балки с болтами/штифтом, оцинкованное
Приблизить
Уменьшить
Увеличить
Приварное крепление балки с горячим цинкованием G66B рекомендуется для крепления к нижней части балки, особенно при значительных нагрузках и больших размерах стержней.
Технические данные
Продукты
информация о продукте
Размеры и нагрузки
Установочные чертежи
Узкие результаты
Размер стержня
Размер болта/штифта
Рейтинг нагрузки
Рис G66B Крепление сварной балки, оцинкованное
Сортировать по
Лучший матч
Вид
| Размер стержня | Размер болта/штифта | Номинальная нагрузка | Вес | Артикул № | Наличие | Цена | Количество | ЕД | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 3/8 | 1/2 | 730 | 1,206 | ФИГ.66В0037 | В наличии | $16,67767/EA | советник | советник | ||
| 1/2 | 5/8 | 1350 | 1,206 | ФИГ.66В0050 | В наличии | 17,05171 $/EA | советник | советник | ||
| 5/8 | 3/4 | 2160 | 1,608 | ФИГ.66В0062 | В наличии | 17,27173 $/EA | советник | советник | ||
| 3/4 | 7/8 | 3230 | 2,814 | ФИГ.66В0075 | В наличии | 33,22332 $/шт. | советник | советник | ||
| 7/8 | 1 | 4480 | 3,920 | ФИГ.66В0087 | В наличии | 47,76678 $/шт. | советник | советник | ||
| 1 | 1 1/8 | 5900 | 6.332 | ФИГ.66В0100 | В наличии | $81,69417/EA | советник | советник | ||
| 1 1/4 | 1 3/8 | 9500 | 10.251 | ФИГ.66В0125 | В наличии | $122,86029/EA | советник | советник | ||
| 1 1/2 | 1 5/8 | 13800 | 19.095 | ФИГ.66В0150 | В наличии | 204,31243 $/EA | советник | советник |
 67767″ data-roc-name=»3/8 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0037″>
67767″ data-roc-name=»3/8 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0037″> 05171″ data-roc-name=»1/2 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0050″>
05171″ data-roc-name=»1/2 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0050″> 27173″ data-roc-name=»5/8 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0062″>
27173″ data-roc-name=»5/8 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0062″> 22332″ data-roc-name=»3/4 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0075″>
22332″ data-roc-name=»3/4 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0075″>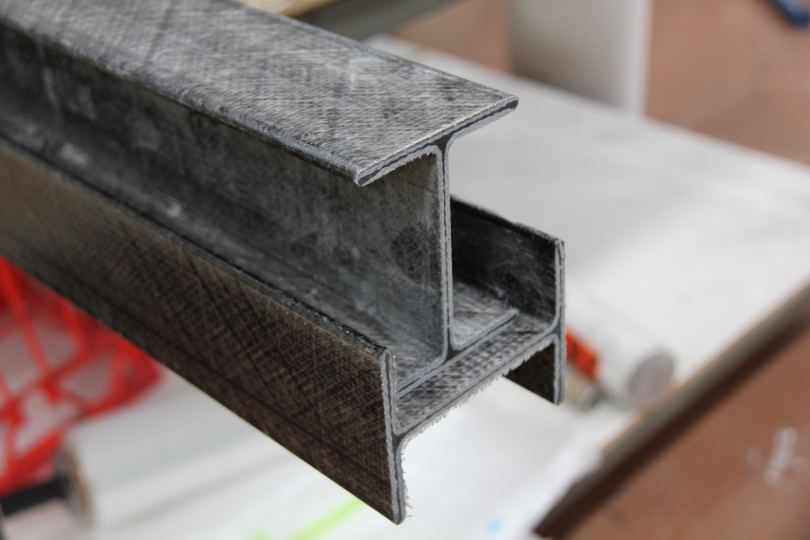 76678″ data-roc-name=»7/8 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0087″>
76678″ data-roc-name=»7/8 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0087″> 69417″ data-roc-name=»1 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0100″>
69417″ data-roc-name=»1 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0100″> 86029″ data-roc-name=»1 1/4 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0125″>
86029″ data-roc-name=»1 1/4 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0125″> 31243″ data-roc-name=»1 1/2 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0150″>
31243″ data-roc-name=»1 1/2 FIGURE G66B WELDED BEAM ATTACHMENT WITH BOLT/PIN, GALVANIZED» data-roc-sku=»FIGG66B0150″>Производство: лазер с ЧПУ, гидроабразивная резка, плазма, сварка | Электрод для сварки постоянным током двутавровой балки | Практик Машинист
лалатеман
Горячекатаный
#1
Я использовал 6013 для всех своих сварочных работ
теперь, когда мой жужжащий блок переменного тока вышел из строя Я попытался сварить с помощью стержня постоянного тока, и я не знаю. . . . Это просто работало не очень хорошо. Neg polariy работал лучше всего, но все же не слишком хорошо. Пробовал несколько настроек усилителя. Сварочный аппарат lincoln 175 TIG/DC.
Думаю, мне нужен другой стержень для сварки двутавровой балки?
Дэйв Лоуренс
Дж. Л. Сарджент
Алмаз
#2
Для хорошего проникновения постоянного тока я бы рекомендовал электрод поз. Я использую много стержня 7018 на электроде постоянного тока +. Если я сварю TIG, то вернитесь к электроду -.
Я использую много стержня 7018 на электроде постоянного тока +. Если я сварю TIG, то вернитесь к электроду -.
сварочный аппарат
Нержавеющая сталь
#3
Если вы ищете лучший проникающий стержень, приобретите какой-нибудь 6010 (также известный как Lincoln 5p). вещи. Он работает в обратной полярности, если я правильно помню, это положительный электрод, но я, как известно, ошибался. Вы очень быстро узнаете, если вы подключили его неправильно. Он будет разбрызгиваться и делать почти все, кроме сварки!
Дейл Нельсон
лалатеман
Горячекатаный
#4
JL спасибо, я возьму 7018 и буду работать с ним.
Шикарно , спасибо , возьму 6010 и тоже буду работать
Дэйв Лоуренс
мальчик-вытиратель
Алмаз
#5
я согласен
6010 для корневого прохода для проникновения
7018 сверху для прочности и красоты — это проверенное и верное «склеить их вместе»
.
, вы должны работать над этим в гору, так как это предпочтительный метод нанесения.
не удивляйтесь, если вы получите много «dog nu__»
это t и s (сварочный жаргон)
первая пара попыток. .. фокус в том, что вы на самом деле держите лужу дугой , так что скорость очень важна, чтобы заставить его правильно лежать.
.. фокус в том, что вы на самом деле держите лужу дугой , так что скорость очень важна, чтобы заставить его правильно лежать.
, если вы понимаете это менее чем за 3 фунта. стержня ваш естественный.
ТОМВЕЛДС
Пластик
#6
Я согласен с мальчиком Виппином. Кроме того, скосите 2 детали перед сваркой.
лалатеман
Горячекатаный
#7
Хорошо, я пойду с корнем 6010 и наложением 7018. Я получу тренировочную установку и посмотрю, что я могу сделать, прежде чем приступить к фактическому I-лучу. Это подъемный рельс.
Дэйв Лоуренс
мальчик-вытиратель
Алмаз
#8
, если вы занимаетесь «экипировкой для поднятия над головой»
было бы неплохо наложить сверху кусок стали.
поддержите сустав как можно сильнее. Я положил 1/4 трубы поверх балки с парой полдюймовых отверстий в ней. затем я беру полудюймовый резьбовой стержень до фермы (класс 5, если вы можете его достать, да, www.mcmastercarr.com) и строю седловидный зажим вокруг нижней части фермы с парой пластин толщиной 1/2 или лучше. .
затем я беру полудюймовый резьбовой стержень до фермы (класс 5, если вы можете его достать, да, www.mcmastercarr.com) и строю седловидный зажим вокруг нижней части фермы с парой пластин толщиной 1/2 или лучше. .
.
. дайте нам больше информации, и мы все сможем помочь
к северу от 54
Алюминий
#9
Пожалуйста, не экспериментируйте и не изучайте процессы сварки при сборке подвесных компонентов. Многие люди сделали это, но благодаря удаче или хорошей тренировке. У вас есть хорошая тренировка здесь — 6010 — это удилище для корневого прохода. 7018 ПОСЛЕ того, как корень очищен (отколот и измельчен). Корневой проход обычно выглядит неприятно и требует очистки. Вертикаль 7018 также выполняется ВВЕРХ («складывание десятицентовиков»). Чистить после каждого прохода.
Корневой проход обычно выглядит неприятно и требует очистки. Вертикаль 7018 также выполняется ВВЕРХ («складывание десятицентовиков»). Чистить после каждого прохода.
Ни один компетентный сварщик не выбрал бы вертикальную или потолочную сварку (подъемное применение), если бы была возможность токарной сварки. Сверните балку, пока вы ее свариваете.
Майк
мальчик-вытиратель
Алмаз
#10
спасибо майк
это меня тоже немного нервирует.
.
и да гориз. лучше .. мое восходящее замечание состояло в том, чтобы препятствовать использованию спуска, даже если он застрянет в трубе
.
, но в сегодняшнем мире у него может быть только 2 выбора: «мой путь или шоссе».
если не этот тип senario, то подъемный экв. НЕ место для изучения
, и если это так, мы можем попытаться сделать это правильно.
с внешней опорой, целостность сварного шва вызывает гораздо меньше беспокойства.. он просто становится плавным переходом в балке для тележки…
развешивание вещей — это сделка, которая ДОЛЖНА быть правильной
к северу от 54
Алюминий
#11
мальчик для битья-
Я думаю, что мы на одной волне; давайте сделаем так, чтобы никто не пострадал.
Какой размер (пролет, стенка, полка, утолщение)?
Где место соединения (центр или 4 фута от одного конца)?
Какая нагрузка на тележку?
Майк
Идеаларк
Алюминий
#12
Электрод 6011 был разработан исключительно для переменного тока, легко управляется во всех положениях и имеет отличное проникновение. Он также очень хорошо подходит для окрашенного и / или ржавого металла с очень небольшой подготовкой / очисткой швов, если вообще требуется. 7018 — хороший стержень, но если вы не имеете опыта работы с ним, опасность включения шлакоуловителя перевешивает преимущество более высокой прочности на растяжение. Если вы не сделаете несколько довольно гладких валиков, вам, как правило, придется шлифовать соединение, чтобы удалить все шлаковые карманы. Удилище 5P подходит для всех положений, но лучше подходит для постоянного тока. И 6011, и 6010 5P очищаются намного проще. Что касается силы 6011, мы практически не использовали ничего, кроме этого, на всем нашем оборудовании для переездов. Обычная установка заключалась в том, чтобы приварить встык пластины 3/4 дюйма (приблизительно 4 дюйма x 6 дюймов) к пластинам заднего борта наших лебедок. Таким образом, ВЕСЬ вес приходится на два кронштейна. Когда я говорю о весе, я имею в виду подъем дома с фундамента. Хотя я не знаю, что это за проект, я сомневаюсь, что вы подвергли бы свои сварные швы большему напряжению, чем это. У нас никогда не было никаких проблем. Надлежащая подготовка швов, правильная термофиксация и техника электрода , и у вас не должно быть никаких проблем. 6011 также очень плавно работает на постоянном токе.0005
Если вы не сделаете несколько довольно гладких валиков, вам, как правило, придется шлифовать соединение, чтобы удалить все шлаковые карманы. Удилище 5P подходит для всех положений, но лучше подходит для постоянного тока. И 6011, и 6010 5P очищаются намного проще. Что касается силы 6011, мы практически не использовали ничего, кроме этого, на всем нашем оборудовании для переездов. Обычная установка заключалась в том, чтобы приварить встык пластины 3/4 дюйма (приблизительно 4 дюйма x 6 дюймов) к пластинам заднего борта наших лебедок. Таким образом, ВЕСЬ вес приходится на два кронштейна. Когда я говорю о весе, я имею в виду подъем дома с фундамента. Хотя я не знаю, что это за проект, я сомневаюсь, что вы подвергли бы свои сварные швы большему напряжению, чем это. У нас никогда не было никаких проблем. Надлежащая подготовка швов, правильная термофиксация и техника электрода , и у вас не должно быть никаких проблем. 6011 также очень плавно работает на постоянном токе.0005
Дж.
 Л. Сарджент
Л. Сарджент
Алмаз
№13
Шлаковые карманы с 7018? Я думаю, это так. Я обычно просто постукиваю по шлаку, и он срывается большими лентами, вроде змеиной кожи. Я бы сказал, что куча захваченного шлака связана со сварщиком и условиями сварки, а не со стержнем 7018. Тем не менее, я сварил его в течение 25 лет.
Пока вы не сможете сваривать швы из стержня 7018 без улавливания шлака, я бы посоветовал воздержаться от сварки мостовых кранов или подъемных балок.
мальчик-вытиратель
Алмаз
№14
Думаю, мы все согласны, сэр….
не лучшее место для изучения
.
так что … когда-либо делали какую-либо ручную подводную дугу …. разговор о змее, это была анконда, проволока была около 1/8 дюйма
… вы могли уложить 3/4 в глубину на 3 / 4 широких V-образных приклада за один проход …. ничего не было видно, просто пришлось слушать, как он хлюпает … раньше использовал его на сборке c-канала, которая держит моборд на 1450 case dozer…
самая крутая хрень, которую я когда-либо держал в руках.
.
не пытаюсь сменить тему, аналогия со змеиной кожей просто навеяла приятные воспоминания о том, как в 70-х годах я был блестящим 9-м.0005
лалатеман
Горячекатаный
№15
Луч теперь находится над землей, и я поверну его, поэтому я всегда свариваю вниз. Я даже не начну с балки, пока не узнаю, как работает новый сварочный аппарат и стержень. После того, как вся балка будет сварена, я прикреплю большую заплатку сверху и снизу.
Дэйв Лоуренс
Идеаларк
Алюминий
№16
Что ж, Дж. Л. Сарджент, я не верю, что предположил, что 7018 сам по себе вызывает шлакоуловители, я просто знаю, что в руках человека, не имеющего опыта обращения с ним, это очень легко может произойти. Хотя я никоим образом не умаляю оригинального плаката, я понял, что его опыт несколько ограничен, хотя и растет. Что касается отслаивания шлака длинными полосами, то да, если у вас правильный температурный диапазон. Но, как вы знаете, длина дуги на 7018 имеет решающее значение для ее обслуживания и контроля. Электроды 6011/6010 более щадящие и их легче контролировать во всех положениях. Кроме того, вы согласитесь, что 7018 работает намного лучше на постоянном токе, чем на жужжащем блоке переменного тока.
Хотя я никоим образом не умаляю оригинального плаката, я понял, что его опыт несколько ограничен, хотя и растет. Что касается отслаивания шлака длинными полосами, то да, если у вас правильный температурный диапазон. Но, как вы знаете, длина дуги на 7018 имеет решающее значение для ее обслуживания и контроля. Электроды 6011/6010 более щадящие и их легче контролировать во всех положениях. Кроме того, вы согласитесь, что 7018 работает намного лучше на постоянном токе, чем на жужжащем блоке переменного тока.
Дж. Л. Сарджент
Алмаз
# 17
Кроме того, вы согласитесь, что 7018 работает намного лучше на постоянном токе, чем на жужжащем блоке переменного тока.
Нажмите, чтобы развернуть…

Мне кажется, что да, но я всегда задавался вопросом, действительно ли фактическая прочность сварного шва лучше, если навыки и подготовка к сварке равны.
Ранее я сварил несколько тяжелых конструкций с помощью переменного тока и без каких-либо известных проблем. Я делаю сварку, как я рекомендовал выше, в основном сейчас, но те старые сварные швы переменного тока, насколько я могу судить, были в порядке.
Идеаларк
Алюминий
# 18
JL, после прочтения вашего поста, я, вероятно, должен изменить «работает лучше» на «плавнее горит», так как прочность сварного шва должна быть одинаковой, при условии, что все параметры — скорость электрода, длина дуги, диапазон нагрева и т. д. — находятся в пределах нормы. синхронизировать Несколько лет назад я купил практически новую машину переменного тока Lincoln Idealarc (бесконечное регулирование тока), и она, казалось, работала с 7018 очень хорошо, возможно, так же плавно, как и на постоянном токе. Так что да, я соглашусь с вами, что нет никакой разницы в прочности сварного шва. 7018 — прекрасный электрод, только немного более привередливый. Недостатком жужжащих ящиков является то, что большинство из них имеют текущие шаги, а не бесконечное управление, хотя, кажется, я видел несколько небольших устройств с бесконечным контролем.
д. — находятся в пределах нормы. синхронизировать Несколько лет назад я купил практически новую машину переменного тока Lincoln Idealarc (бесконечное регулирование тока), и она, казалось, работала с 7018 очень хорошо, возможно, так же плавно, как и на постоянном токе. Так что да, я соглашусь с вами, что нет никакой разницы в прочности сварного шва. 7018 — прекрасный электрод, только немного более привередливый. Недостатком жужжащих ящиков является то, что большинство из них имеют текущие шаги, а не бесконечное управление, хотя, кажется, я видел несколько небольших устройств с бесконечным контролем.
Джон
лалатеман
Горячекатаный
# 19
В то время как ГОРЯЧАЯ тема 7018, нет ли 7018, а затем 7018AC, разработанного, предназначенного и предназначенного для дуги переменного тока. У новичков френдли Home Depot и Lowes, которые до сих пор (Боже мой, это потрясающе) продают стержневые сварочные аппараты
У новичков френдли Home Depot и Lowes, которые до сих пор (Боже мой, это потрясающе) продают стержневые сварочные аппараты
(Коробка Lincoln AC Buzz) У них есть Lincoln Rod в упаковке по 5 фунтов. с плоской маркировкой 7818AC
Что ж, по первоначальному совету в этой теме я решил получить 6010 для корневого прохода, 7018, чтобы пройтись по нему. Что ж, мой местный магазин Weiller welind требует 4,93 доллара за фунт X 5 фунтов = 25 долларов + налог за 5 фунтов 6010. , я конечно впечатлен!! ) 6011 Конечно, у Lowes и Depot нет ни 6010, ни «настоящего» 7018. . . . . Так что в Weiller я не стал прыгать за 5 фунтов по 25 долларов за «стержень для корневого прохода», рекомендованный профессионалами. . . .вы парни. . . . Вернулся в депо, все, что у них есть, это 6011 (действительно стержень переменного тока, да?) И, видимо, ублюдок ??? Линкольн 7018АС. Итак, теперь у меня есть Lincoln Precision TIG 175, который делает стержень в постоянном токе. Моя почтенная коробка Legacy Lincoln AC Buzz 225, по-видимому, умерла (вторичное сопротивление бесконечно). Так что для стержня я просто смотрю на dc ROD.
Эта двутавровая балка имеет размер стенки 4 дюйма X 2 3/4 ширины. Я собираюсь просто приклеить заплатку размером 1 дюйм X 2 дюйма X 24 дюйма сверху и снизу, прожигая ее примерно за 5 проходов хорошо очищенного 6013, а не даже сварить I Beam на всех. Его длина 4 фута (состоит из двух соединенных встык частей длиной 2 фута). У меня есть симпатичная маленькая тележка, рассчитанная на 500 фунтов. Я хочу поставить ее на свой 15-дюймовый поворотный двойной привод LeBlond, чтобы заменить четырехкулачковый патрон на 65 фунтов.
Дэйв Лоуренс
лалатеман
Горячекатаный
#20
В то время как ГОРЯЧАЯ тема 7018, нет ли 7018, а затем 7018AC, разработанного, предназначенного и предназначенного для дуги переменного тока. У новичков френдли Home Depot и Lowes, которые до сих пор (Боже мой, это потрясающе) продают стержневые сварочные аппараты
(Коробка Lincoln AC Buzz) У них есть Lincoln Rod в упаковке по 5 фунтов. с плоской маркировкой 7818AC
Что ж, по первоначальному совету в этой теме я решил получить 6010 для корневого прохода, 7018, чтобы пройтись по нему. Что ж, мой местный магазин Weiller welind требует 4,93 доллара за фунт X 5 фунтов = 25 долларов + налог за 5 фунтов 6010. , я конечно впечатлен!! ) 6011 Конечно, у Lowes и Depot нет ни 6010, ни «настоящего» 7018. . . . . Так что в Weiller я не стал прыгать за 5 фунтов по 25 долларов за «стержень для корневого прохода», рекомендованный профессионалами. . . .вы парни. . . . Вернулся в депо, все, что у них есть, это 6011 (действительно стержень переменного тока, да?) И, видимо, ублюдок ??? Линкольн 7018АС. Итак, теперь у меня есть Lincoln Precision TIG 175, который делает стержень в постоянном токе. Моя почтенная коробка Legacy Lincoln AC Buzz 225, по-видимому, умерла (вторичное сопротивление бесконечно).
