Blueweld prestige 164 тгр на кольце: Power Electronics • Просмотр темы
Содержание
Что такое режим холостого хода сварочного трансформатора?
Каким должно быть напряжение холостого хода сварочного инвертора?
- 21 декабря
- 2700 просмотров
- комментариев
- 40 рейтинг
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
youtube.com/embed/hjE35VQVIQM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Передача и использование электрической энергии
Электрическая энергия, которая вырабатывается генераторами на электростанциях, передается к потребителям на большие расстояния. Трансформаторы в случае широко используются Линии, по которым электрическая энергия передается от электростанций к потребителям, называют линии электропередачи (ЛЭП).
При передаче электроэнергии на большие расстояния неизбежны ее потери, связанные с нагреванием проводов. Потери при нагревании электрических проводов прямо пропорционально I2 через проводник (согласно закону Джоуля — Ленца). Работа любого трансформатора состоит из трех основных режимов:
- Режим холостого хода трансформатора называется режим с разомкнутой вторичной обмоткой;
- рабочим режимом (ходом) трансформатора называется режим, при котором в цепь его вторичной обмотки включена нагрузка с сопротивлением R = 0;
- режимом короткого замыкания называется режим, при котором вторичная обмотка трансформатора замкнута без нагрузки.
 Данный режим опасен для трансформатора, т.к. в этом случае ток во вторичной обмотке максимален и происходит электрическая и тепловая перегрузка системы.
Данный режим опасен для трансформатора, т.к. в этом случае ток во вторичной обмотке максимален и происходит электрическая и тепловая перегрузка системы.
 Данный режим опасен для трансформатора, т.к. в этом случае ток во вторичной обмотке максимален и происходит электрическая и тепловая перегрузка системы.
Данный режим опасен для трансформатора, т.к. в этом случае ток во вторичной обмотке максимален и происходит электрическая и тепловая перегрузка системы.Один из самых основных режимов – это холостой ход. На основании характеристик холостого хода происходит анализ всех режимов работы трансформатора.
Чтобы уменьшить потери энергии, необходимо уменьшить силу тока в линии передачи. При данной мощности уменьшение силы тока возможно лишь при увеличении напряжения (P=UI).
Для этого между генератором и линией электропередачи включают повышающий трансформатор, а понижающий трансформатор — между ЛЭП и потребителем электроэнергии. В бытовых электроприборах (по технике безопасности) используются небольшие напряжения 220 и 380 В. У современных трансформаторов высокий КПД — свыше 99%.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Понятие холостого хода
Приведенные выше рассуждения справедливы для идеального трансформатора. Реальные конструкции обладают следующими потерями (недостатками) на:
Реальные конструкции обладают следующими потерями (недостатками) на:
- намагничивание сердечника;
- магнитное поле рассеивания сердечника;
- электромагнитное рассеивание обмотки;
- междувитковую емкость проводов обмотки.
В результате, в реальных конструкциях трансформатора наводимая ЭДС индукции отличается от номинального напряжения первичной обмотки и не в состоянии его полностью скомпенсировать. В обмотке возникает некоторый ток холостого хода. При подключении нагрузки данное значение суммируется с номинальным током и характеризует общие потери в электрической цепи.
Потери снижают общий КПД трансформатора, в результате чего растет потребление мощности.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Измерение тока и потерь холостого хода
В соответствии с требованиями ПУЭ производится одно из измерений: а) при номинальном напряжении. Измеряется ток холостого хода. Значение тока не нормируется;
Рис. 2.7. Схема проверки группы соединения обмоток силового трансформатора методом фазометра.
2.7. Схема проверки группы соединения обмоток силового трансформатора методом фазометра.
Рис. 2.8. Схемы проверки группы соединения обмоток силовых трансформаторов методом двух вольтметров.
б) при малом напряжении. Измерение производится с приведением потерь к номинальному напряжению или без приведения (метод сравнения). Опытом холостого хода трансформатора называется включение одной из его обмоток (обычно низкого напряжения) под номинальное напряжение. Потребляемый при этом ток называют током холостого хода Iхх (обычно выражают в % от Iном).
Таблица 2.10. Векторные диаграммы и расчетные формулы для определения группы соединения силовых трансформаторов
Примечание: Формулы табл. 2.10
где U2 > и Кл соответственно линейное напряжение на зажимах обмотки низшего напряжения и линейный коэффициент трансформации.
Потребляемую при этом активную мощность называют потерями холостого хода Рхх (кВт). Эта мощность расходуется, в основном, на перемагничивание электротехнической стали (потери на гистерезисе) и на вихревые токи. Ток и потери холостого хода являются паспортными данными силовых трансформаторов.
Ток и потери холостого хода являются паспортными данными силовых трансформаторов.
Потери холостого хода трансформаторов Рхх, измеренные при нормальной частоте и весьма малом возбуждении (порядка нескольких процентов от номинального напряжения трансформатора), можно пересчитать к потерям холостого хода при номинальном напряжении по формуле
где Р’хх= Ризм – Рпр потери, измеренные при подводимом при измерении напряжении (возбуждении) U; Рпр и Ризм — соответственно мощность, потребляемая приборами и суммарные потери в трансформаторе и приборах. n — показатель степени, равный для горячекатаной стали 1,8; для холоднокатаной стали — 1,9.
Поднимаем неисправный сварочный инвертор
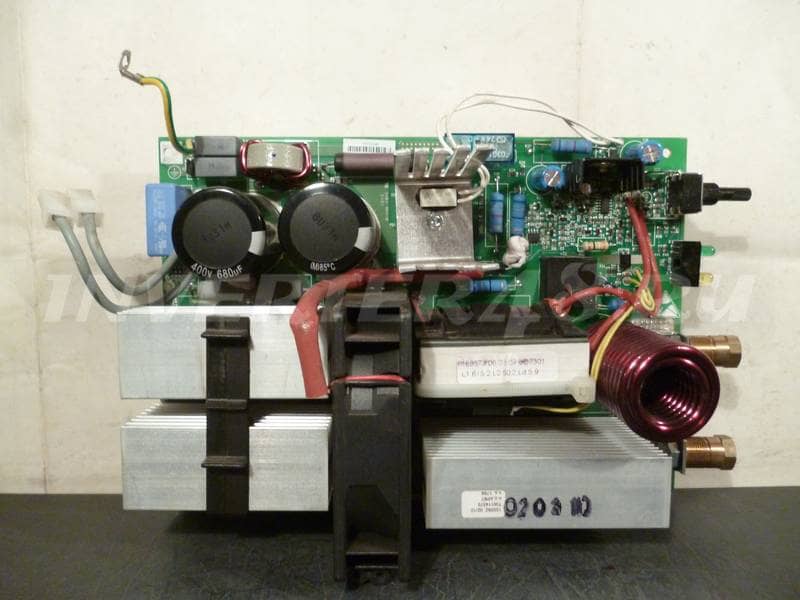
Пришел ко мне на ремонт очередной трупик, Blueweld prestige 164. Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР. И так. Приступим к ремонту. Пока что посмотрите на него снаружи и то что у него внутри. Фотки взяты с инета. Не фоткал особо сам аппарат.
Для начала надо бы разобраться с симптомами. Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание. Подцепили, нажимаем кнопку. И видим что наш сварочник полностью коротит все сетевое напряжение. Ладно, вскрываем, смотрим. Первым делом надо ликвидировать КЗ. И поэтому мы отпаиваем IGBT. Отпаяли, проверили транзисторы, и их оказывается тоже пробило. Вывода звонятся накоротко. Чтож. Надеемся что КЗ ушло и подцепляем к розетке. И опять, лампочка горит в полный накал. КЗ не ушло. Снова вызваниваем всю силовую цепь. И находим пробитый диодный МОСТ. Отпаиваем. И вуаля, КЗ ушла. Проверка сопротивления силовых линии после моста не выявила КЗ. И так. Банальное КЗ устранили. Теперь же нужно запитать дежурку и глянуть на импульсы затворов с IGBT транзисторов осциллографом. Тут дежурка сделана по хитрому. Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы. Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT. Осцилограмму взял с форума ну суть ясна.
Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы. Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT. Осцилограмму взял с форума ну суть ясна.
Сигнал искажен, и у сварочника полетели IGBT. А сигнал искажен по причине неисправности ТГР. Мотаем новый Трансформатор Гальванической Развязки. Я мотал на кольце из фильтра синфазных помех. Мотал витков 20. И смотрим что стало с сигналом.
Вот он. Нормальный меандр. Насчет всплесков не волнуйтесь. Емкостная нагрузка на затворах нету. IGBT то неисправные, впаял было резисторы на 220ом вот и всплески не поглощаются. Запаиваем IGBT транзисторы, меняем сгоревший мост на новый. И подаем сетевое напряжение. Так, сварка запустилась, лампочка еле еле накаляется, ток потребления холостого хода значит минимальный, отлично, смотрим появилась ли напряжение на выходе, смотрим. а там 60в, ВООБЩЕ НИШТЯК. Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку. Бодяжим смесь. Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
а там 60в, ВООБЩЕ НИШТЯК. Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку. Бодяжим смесь. Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
Ждем сутки и начинаем очищать плату от клея и формочки.
Дальше уже сборка в корпус и тест на электроде. IGBT были если честно сомнительного качества. Брал с али. Но как оказалось сварка и на таких IGBT транзисторах работает исправно. Спалили пару электродов при 100А. Все нормально работает. P.S. У этих сварочных инверторов как я уже говорил идет повальный брак ТГР. У некоторых со временем портится сердечник ТГР у других из-за жестких условий эксплуатации(тупо перегрели). А все почему? Потому то материал сердечника дерьмо. Чуть что не так так сразу падает индуктивность и сварка испускает белый дым. Поэтому если у вас имеется такой аппарат то ОБЯЗАТЕЛЬНО ПОМЕНЯЙТЕ В НЕМ ЭТОТ ТГР(розовый квадратик)
На что рассчитывать
Основная масса инверторов рассчитывается на работу от сети, допускающей колебания до 15%. Это значит, что инверторы устойчиво работают до напряжения 187 В. Если ваша сеть не обеспечивает такой уровень напряжения, вам придется поискать инвертор, который допускает колебания до 25%. В случае провалов сетевого напряжения ниже допустимой нормы, инвертор работает неустойчиво, теряет мощность или отключается.
Это значит, что инверторы устойчиво работают до напряжения 187 В. Если ваша сеть не обеспечивает такой уровень напряжения, вам придется поискать инвертор, который допускает колебания до 25%. В случае провалов сетевого напряжения ниже допустимой нормы, инвертор работает неустойчиво, теряет мощность или отключается.
При Uх.х. менее 80 В приходится тщательнее выбирать марку применяемых электродов. Есть группа профессиональных электродов (УОНИИ, ЦЛ, ТМУ), которые для поджига дуги требуют не менее 80 В.
опыты и методы снижения тока ХХ
Одно из наиболее используемых электротехнических устройств – трансформатор. Данное оборудование используется для изменения величины электрического напряжения. Рассмотрим особенности режима холостого хода трансформатора, с учётом правил определения характеристик для различных видов устройств.
Трансформатор состоит из первичной и вторичной обмоток, расположенных на сердечнике. При подаче напряжения на входную катушку, образуется магнитное поле, индуцирующее ток на выходной обмотке. Разница характеристик достигается, благодаря различному количеству витков в катушках входа и выхода.
Разница характеристик достигается, благодаря различному количеству витков в катушках входа и выхода.
Принцип работы трансформатора
Каким должно быть напряжение холостого хода сварочного инвертора?
- 21 декабря
- 2700 просмотров
- комментариев
- 40 рейтинг
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Этапы пусконаладочных испытаний ↑
Первичные тестирования на работоспособность проводятся сразу по нескольким направлениям. К обязательным относятся:
- Замеры данных по потерям холостого хода.
- Замеры омического сопротивления всех имеющихся обмоток.
- Определение коэффициента трансформации.
- Тестирование группы соединения обмоток.
- Проверка изоляции.

В данном случае важную роль играет последовательность произведения всех видов вышеназванных испытаний.
Инженерный имеет все необходимые инструменты для качественного проведения диагностики трансформаторов, слаженный коллектив профессионалов и лицензии, которые дают право осуществлять все необходимые испытания и замеры. Оставив выбор на электролаборатории «ПрофЭнергия» вы выбираете надежную и качествунную работу своего оборудования!
Если хотите заказать диагностику трансформаторов или задать вопрос, звоните по телефону .
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Таблица потерь
Когда цепочка второй катушки разомкнута, она не использует какой-либо рабочей мощности. У той мощности, что потребляет первая, есть некоторый активный процент (он и представляет собой потери прибора), но доминирует реактивный, отвечающий за намагничивание и отдаваемый генератору. Что касается потерянной мощности, то большая ее часть затрачивается на процессы перемагничивания и генерацию вихрей токов магнитопровода. Из-за этого последний начинает перегреваться. Так как поток рассеяния не зависит от нагрузочного электротока, то мощностные потери имеются не только на холостом ходу, но и при подаче нагрузок. Еще некоторая часть потерь (очень небольшая) затрачивается на нагревание катушечного провода. Ее малое значение обусловлено показателями сопротивления проводка и тока холостого хода.
У той мощности, что потребляет первая, есть некоторый активный процент (он и представляет собой потери прибора), но доминирует реактивный, отвечающий за намагничивание и отдаваемый генератору. Что касается потерянной мощности, то большая ее часть затрачивается на процессы перемагничивания и генерацию вихрей токов магнитопровода. Из-за этого последний начинает перегреваться. Так как поток рассеяния не зависит от нагрузочного электротока, то мощностные потери имеются не только на холостом ходу, но и при подаче нагрузок. Еще некоторая часть потерь (очень небольшая) затрачивается на нагревание катушечного провода. Ее малое значение обусловлено показателями сопротивления проводка и тока холостого хода.
При напряжении 10/0,4 кВ величина потерь будет возрастать по мере увеличения мощности. Для номинального показателя мощности в 250 кВА потери будут равны 730 Вт, для 400 кВА – 1000 Вт, для 2500 кВА – 4200 Вт. По прошествии лет эксплуатации в магнитопроводе происходят процессы, увеличивающие объем потерь: изнашивается изоляция, изменяются структурные характеристики металла. Из-за этого теряться может до 50% мощности.
Из-за этого теряться может до 50% мощности.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Схема замещения в режиме трансформатора
Прямой электрический расчет трансформатора сложен по той причине, что он представляет собой две электрических цепи, связанных между собой магнитной цепью.
Для упрощения расчетов удобнее пользоваться упрощенной эквивалентной схемой. В схеме замещения вместо обмоток используются комплексные сопротивления:
- для первичной обмотки комплексное сопротивление включается последовательно в цепь;
- для вторичной обмотки параллельно нагрузке.
Каждое комплексное сопротивление состоит из последовательно соединенного активного сопротивления и индуктивности.
Активное сопротивление – это сопротивление проводов обмотки.
Поднимаем неисправный сварочный инвертор
Пришел ко мне на ремонт очередной трупик, Blueweld prestige 164. Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР. И так. Приступим к ремонту. Пока что посмотрите на него снаружи и то что у него внутри. Фотки взяты с инета. Не фоткал особо сам аппарат.
И так. Приступим к ремонту. Пока что посмотрите на него снаружи и то что у него внутри. Фотки взяты с инета. Не фоткал особо сам аппарат.
Для начала надо бы разобраться с симптомами. Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание. Подцепили, нажимаем кнопку. И видим что наш сварочник полностью коротит все сетевое напряжение. Ладно, вскрываем, смотрим. Первым делом надо ликвидировать КЗ. И поэтому мы отпаиваем IGBT. Отпаяли, проверили транзисторы, и их оказывается тоже пробило. Вывода звонятся накоротко. Чтож. Надеемся что КЗ ушло и подцепляем к розетке. И опять, лампочка горит в полный накал. КЗ не ушло. Снова вызваниваем всю силовую цепь. И находим пробитый диодный МОСТ. Отпаиваем. И вуаля, КЗ ушла. Проверка сопротивления силовых линии после моста не выявила КЗ. И так. Банальное КЗ устранили. Теперь же нужно запитать дежурку и глянуть на импульсы затворов с IGBT транзисторов осциллографом. Тут дежурка сделана по хитрому. Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы. Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT. Осцилограмму взял с форума ну суть ясна.
Теперь же нужно запитать дежурку и глянуть на импульсы затворов с IGBT транзисторов осциллографом. Тут дежурка сделана по хитрому. Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы. Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT. Осцилограмму взял с форума ну суть ясна.
Сигнал искажен, и у сварочника полетели IGBT. А сигнал искажен по причине неисправности ТГР. Мотаем новый Трансформатор Гальванической Развязки. Я мотал на кольце из фильтра синфазных помех. Мотал витков 20. И смотрим что стало с сигналом.
Вот он. Нормальный меандр. Насчет всплесков не волнуйтесь. Емкостная нагрузка на затворах нету. IGBT то неисправные, впаял было резисторы на 220ом вот и всплески не поглощаются. Запаиваем IGBT транзисторы, меняем сгоревший мост на новый. И подаем сетевое напряжение. Так, сварка запустилась, лампочка еле еле накаляется, ток потребления холостого хода значит минимальный, отлично, смотрим появилась ли напряжение на выходе, смотрим. а там 60в, ВООБЩЕ НИШТЯК. Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку. Бодяжим смесь. Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
Так, сварка запустилась, лампочка еле еле накаляется, ток потребления холостого хода значит минимальный, отлично, смотрим появилась ли напряжение на выходе, смотрим. а там 60в, ВООБЩЕ НИШТЯК. Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку. Бодяжим смесь. Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
Ждем сутки и начинаем очищать плату от клея и формочки.
Дальше уже сборка в корпус и тест на электроде. IGBT были если честно сомнительного качества. Брал с али. Но как оказалось сварка и на таких IGBT транзисторах работает исправно. Спалили пару электродов при 100А. Все нормально работает. P.S. У этих сварочных инверторов как я уже говорил идет повальный брак ТГР. У некоторых со временем портится сердечник ТГР у других из-за жестких условий эксплуатации(тупо перегрели). А все почему? Потому то материал сердечника дерьмо. Чуть что не так так сразу падает индуктивность и сварка испускает белый дым. Поэтому если у вас имеется такой аппарат то ОБЯЗАТЕЛЬНО ПОМЕНЯЙТЕ В НЕМ ЭТОТ ТГР(розовый квадратик)
Поэтому если у вас имеется такой аппарат то ОБЯЗАТЕЛЬНО ПОМЕНЯЙТЕ В НЕМ ЭТОТ ТГР(розовый квадратик)
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.
Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
На что рассчитывать
Основная масса инверторов рассчитывается на работу от сети, допускающей колебания до 15%. Это значит, что инверторы устойчиво работают до напряжения 187 В. Если ваша сеть не обеспечивает такой уровень напряжения, вам придется поискать инвертор, который допускает колебания до 25%. В случае провалов сетевого напряжения ниже допустимой нормы, инвертор работает неустойчиво, теряет мощность или отключается.
При Uх.х. менее 80 В приходится тщательнее выбирать марку применяемых электродов. Есть группа профессиональных электродов (УОНИИ, ЦЛ, ТМУ), которые для поджига дуги требуют не менее 80 В.
Содержание:
- 1. Сила тока
- 2. Продолжительность включения (ПВ)
- 3. Дополнительные показатели
Выбираете сварочный аппарат и не знаете, что значат все его описанные характеристики, и каково их влияние на показатели работы той или иной модели? В этой статье мы постараемся в доступной форме объяснить смысл различных параметров, и чем они могут быть для вас полезны.
Существуют технические характеристики, которые при выборе модели следует учитывать в первую очередь. Это сила тока и продолжительность включения.
Продолжительность включения (ПВ)
Данный показатель характеризует отрезок времени непрерывной работы в 10-минутном периоде при определенной силе тока и температуре внешней среды. Например, показатель ПВ при t=20 С — 80 (45%). Это значит, что данный аппарат, при t=20 С и силе тока в 80 Ампер, способен непрерывно работать без перегрева в течении 4,5 минут и должен иметь перерыв в работе 6,5 минут. Рабочий период необязательно должен быть непрерывным, а может набираться по совокупности в течение 10-минутного интервала.
Практика показывает, что в сварочном процессе 80% рабочего времени занято подготовкой (передвижение детали, смена электродов, зачистка, откол шлака, перемещение самого сварщика относительно детали и т.д.) и только 20% приходится непосредственно на сварку.
Кроме основных характеристик существуют дополнительные показатели, которые помогут сделать выбор между моделями, на первый взгляд, схожими.
Источник
Сила тока
Показатель, характеризующий мощность аппарата. Измеряется в амперах. Чем она больше, тем большим диаметром электродов можно будет варить. А чем больше диаметр используемого электрода, тем выше производительность. Это показывает прямую зависимость между величиной силы тока и работоспособностью аппарата.
Для бытовых нужд, когда предполагаются небольшие объемы периодических сварочных работ вполне достаточно аппарата с силой тока 130-200 Ампер, но приобретая модель для стационарного поста в цеху или мастерской, следите, чтоб этот показатель был не менее 200 Ампер.
Можно примерно рассчитать нужную силу тока, исходя из предполагаемого диаметра электрода, которым вы будете пользоваться. Учитывая тот факт, что на 1 мм сечения электрода необходима сила тока примерно в 40 Ампер, то для сварки 4 мм электродом необходим аппарат с мощностью 160 Ампер.
Не рекомендуется применять электроды максимально возможных диаметров, так как это уменьшает глубину провара шва и снижает его качество.