Чем машинный метчик отличается от ручного: Метчик машинный – конструкция, виды и правила нарезания резьбы + Видео
Содержание
Ручной метчик – что предстоит «наметить» таким инструментом? + видео
Ручной метчик – это инструмент, который лучше всего подойдет для создания внутренней резьбы, причем без привлечения громоздких станков. Чаще всего, мы увидим его в руках слесаря.
Конструкция ручных метчиков – чем обрабатывается резьба?
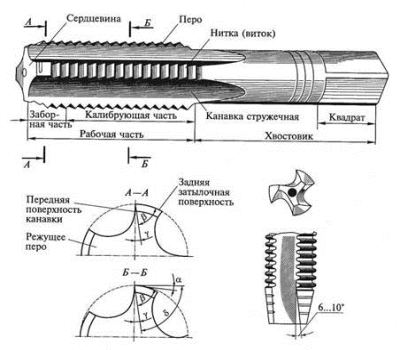
В целом, метчики широко применимы не только на токарных станках, но и на обрабатывающих центрах. Ручные модели отличаются от машинных тем, что у первых несколько другая форма заходной части. Данные инструменты сделаны в виде винта, на котором имеются несколько продольных прямых прорезей или же винтовых канавок с образующими режущими кромками. Стандартный метчик состоит из таких элементов, как хвостовик и рабочий корпус, который имеет заборную часть и калибрующую. Роль хвостовика в данном инструменте – плотно закреплять метчик в патроне во время прорезания резьбы или в воротке.
Рабочая часть на метчике – это то место, где происходит нарезание резьбы. Она сделана в виде винта, на котором находятся продольные канавки и винтовые. Больше преимуществ у метчиков с прямыми прорезями, нежели у вариантов с винтовыми. Прямой тип канавок помогает обеспечить наиболее благоприятные условия для отхода стружки. Заборная часть инструмента сделана в виде конуса. Именно эта часть входит в прорезаемое отверстие первой, и именно с ее помощью производится основная работа по нарезке резьбы. Калибрующая часть помогает продолжать работу заборной части. Ее функция – защита и калибровка нарезаемого отверстия.
Больше преимуществ у метчиков с прямыми прорезями, нежели у вариантов с винтовыми. Прямой тип канавок помогает обеспечить наиболее благоприятные условия для отхода стружки. Заборная часть инструмента сделана в виде конуса. Именно эта часть входит в прорезаемое отверстие первой, и именно с ее помощью производится основная работа по нарезке резьбы. Калибрующая часть помогает продолжать работу заборной части. Ее функция – защита и калибровка нарезаемого отверстия.
Режущие зубчики или перья, находящиеся на резьбовой части инструмента, имеют форму резцов и расположены по всей окружности. Канавки или углубления между режущими перьями предназначены для того, чтобы образовывать режущие кромки и для вывода стружек при нарезании. Если диаметр метчиков составляет около 20 мм, то их изготавливают с тремя канавками, а инструменты с диаметром от 20 и 40 мм имеют четыре канавки.
Ручной метчик – особенность приобретения
Как же выглядит такой инструмент уже в руках слесаря? Так как ручные метчики относят к слесарным инструментам и с их помощью можно нарезать резьбы вручную, то было решено, чтобы они изготавливались набором, который состоит из двух или трех инструментов. Обычно в набор входят несколько метчиков: черновые, средние и чистовые. Различить их можно по маркировкам или, чаще, по номерам, которые обозначают последовательность применения в работе, как правило, это номера 1, 2 и 3.
Обычно в набор входят несколько метчиков: черновые, средние и чистовые. Различить их можно по маркировкам или, чаще, по номерам, которые обозначают последовательность применения в работе, как правило, это номера 1, 2 и 3.
Предназначение чернового метчика – накрутить резьбу начерно, то есть это некий набросок. Средним резьба подравнивается, и она получается более точной. Использование чистового приспособления необходимо для окончательной работы, с его помощью получается точное нарезание. Также им выполняется и калибровка. Определить, какой именно метчик: черновой, средний или чистовой – несложно. Для этого есть специальные отметки на хвостовой части. Они сделаны в виде круговых рисок или колец, или, как мы уже упомянули, вы можете увидеть там цифры.
Если необходимо выполнить основную слесарную резьбу, где диаметр составляет от 8 и до 18 мм, то можно воспользоваться ручными одиночными метчиками. Для резьбы с диаметром от 6 и до 24 мм уже потребуется комплект из двух метчиков. Обычно необходимо использовать в работе черновые и чистовые. А если диаметр резьбы от 2 и до 52 мм, то невозможно сделать работу качественно без комплекта из трех предметов. Если резьба трубная, а диаметр составляет от 1/8 и до 4, потребуется комплект из двух метчиков.
Обычно необходимо использовать в работе черновые и чистовые. А если диаметр резьбы от 2 и до 52 мм, то невозможно сделать работу качественно без комплекта из трех предметов. Если резьба трубная, а диаметр составляет от 1/8 и до 4, потребуется комплект из двух метчиков.
Метчик машинно-ручной и другие виды этого инструмента
Различаются метчики направлением канавок. Помимо того, что канавки могут быть прямыми или винтовыми, также они могут быть либо с левой резьбой, либо с правой. Обычно их так и называют – левыми и правыми, правда, расшифровывать эти названия нужно навыворот, то есть, если вам нужна левая резьба, то работать следует правым метчиком. Если необходимо выполнить очень точное нарезание резьб, то нужно использовать метчики с винтовыми канавками, работать будет сложнее, но результат порадует.
Отличие бесканавочных метчиков от обычных в том, что у них полностью отсутствуют продольные канавки на всей длине резьбовой части. Отличие имеется и в приемном конусе, у данных инструментов он намного короче. Отличаются они также и в небольших симметрично расположенных канавках, которые имеются в конце резьбовой части. Оси канавок наклоняются к оси инструмента. Метчики такого типа помогают повысить производительность. Их срок службы значительно выше, чем у других разновидностей. Кроме того, их можно использовать для нарезания резьбы не только в глухих отверстиях, но и в сквозных.
Отличие имеется и в приемном конусе, у данных инструментов он намного короче. Отличаются они также и в небольших симметрично расположенных канавках, которые имеются в конце резьбовой части. Оси канавок наклоняются к оси инструмента. Метчики такого типа помогают повысить производительность. Их срок службы значительно выше, чем у других разновидностей. Кроме того, их можно использовать для нарезания резьбы не только в глухих отверстиях, но и в сквозных.
Профессионалы часто используют в работе комбинированные метчики. Они бывают бесканавочными, двухступенчатыми, выделяют еще и сверло-метчик. Но данный тип больше относится к машинным метчикам. Бывает, что специалисты на конец инструмента приспосабливают рукоятку и применяют для ручной работы. Смешанная функция для данного инструмента – не редкость, есть целый класс таких приспособлений. Метчики машинно-ручные (ГОСТ 3266-81) имеют отличия от обычных ручных в материале, из которого они изготовлены. Для них сплав берется потверже, потому что их задача делать отверстие за один проход, если их используют на станке.
Подразделяют ручные метчики и по конструктивному решению режущей части. Они бывают коническими и цилиндрическими. Конические инструменты отличаются удлиненной заборной частью, резьба у них неполная и постепенно переходит в полную калибрующую часть. Данные модели применяют в тех случаях, когда нужно сделать нарезание резьбы в сквозных отверстиях. Инструментами цилиндрического типа пользуются, когда нужно выполнить нарезание резьбы в глухих отверстиях.
Устройство ручных метчиков может видоизменяться, в зависимости от их предназначения. По этому признаку выделяют гаечные, плашечные, маточные и специальные варианты. Метчики гаечного типа можно использовать для нарезания резьбы, как на станках, так и в ручной работе, поэтому это весьма популярный метчик машинно-ручной разновидности. У них сделан удлиненный хвостовик, с помощью которого можно собирать гайки. Все собранные гайки крепятся именно на хвостовике. Главное отличие плашечного метчика – в большом заборном конусе. Его предназначение – предварительное нарезание резьбы в плашках за один проход.
После того, как работа выполнена плашечным метчиком, нужно зачищать резьбу маточным инструментом. Они отличаются канавками, у них сделана правая спираль.
Секреты работы ручным метчиком
Начинать работу с метчиком надо с вычисления длины шага. То есть нужно уточнить диаметр резьбы. Это нужно для получения качественной работы. Пример: если нужна резьба М20х1, то внутреннее отверстие будет составлять около 1,9 см. Сначала выполняется черновая нарезка. Это можно сделать специальным приспособлением – своеобразным кольцевым ободком. Работать надо аккуратно, потому что хоть сделан инструмент из твердых металлов, но все же он очень хрупкий. Когда подготовка сделана, можно работать самим метчиком. Многие предпочитают сделать все дрелью, но нет гарантии, что отверстие будет перпендикулярным и без перекосов.
Работая ручными метчиками, надо использовать и такое устройство, как вороток, иногда вместо него применяют обычный разводной ключ. Чтобы работа шла плавно, не помешает обработка рабочей поверхности машинным маслом. Во время работы может появляться стружка, ее необходимо сразу убирать инструментом, используя круговые движения. Если инструмент сделан из мягких металлов, то нужно вовремя убирать всю стружку. Это делается при помощи поворота инструмента в обратную сторону. В работе нужно использовать весь инструментальный набор (желательно, все три номера) и своевременно следует проверять положение резка, обычно для этого используют угольник.
Чтобы работа шла плавно, не помешает обработка рабочей поверхности машинным маслом. Во время работы может появляться стружка, ее необходимо сразу убирать инструментом, используя круговые движения. Если инструмент сделан из мягких металлов, то нужно вовремя убирать всю стружку. Это делается при помощи поворота инструмента в обратную сторону. В работе нужно использовать весь инструментальный набор (желательно, все три номера) и своевременно следует проверять положение резка, обычно для этого используют угольник.
- Автор: Михаил Малофеев
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Метчик гаечный – определим особенности и разновидности инструмента + видео
Если выбирать инструмент для нарезания внутренней резьбы у гаек, то лучше всего использовать гаечный метчик. Когда может возникнуть такая необходимость, и почему это приспособление окажется лучшим помощником, мы расскажем в этой теме.
Когда может возникнуть такая необходимость, и почему это приспособление окажется лучшим помощником, мы расскажем в этой теме.
Назначение и применение гаечных метчиков
Внешне метчик выглядит, как винт с прямыми или прорезанными винтовыми канавками для стружки, которые образуют режущие края. Хвостовая честь метчика закрепляется в воротке, а рабочая режущая часть вставляется в металл, где нужно будет сделать отверстие. После этого в результате вращательных движений нарезается резьба. Рабочая его часть состоит из режущей и калибрующей поверхностей. Грань сзади во избежание возникновения трения о деталь, в которой происходит нарезка, выполнена как затылованная. Важно, чтобы профиль самой резьбы соответствовал профилю резьбы, прорезаемой метчиком.
Чтобы нарезать очень крупную резьбу, обычно принято использовать комплект метчиков, состоящий из двух-трех наименований. В данном случае подразумеваются инструменты для черновой обработки, для получения среднего качества и чистового окончания. Все они отличаются между собой как профилем, так и размерами. Иногда могут использоваться даже комплекты из пяти штук, например, при работе с такими вязкими материалами, как титановые сплавы, также используются для глухих отверстий и со сквозным выходом. Материал, из которого производятся эти инструменты, это либо твердые сплавы, либо быстрорежущая сталь. Вы нигде не встретите варианты из мягкого металла, потому что они быстро сотрутся в процессе нарезки отверстий.
Все они отличаются между собой как профилем, так и размерами. Иногда могут использоваться даже комплекты из пяти штук, например, при работе с такими вязкими материалами, как титановые сплавы, также используются для глухих отверстий и со сквозным выходом. Материал, из которого производятся эти инструменты, это либо твердые сплавы, либо быстрорежущая сталь. Вы нигде не встретите варианты из мягкого металла, потому что они быстро сотрутся в процессе нарезки отверстий.
Используются такие инструменты на заводах и предприятиях с токарными или сверлильными станками, а также в домашних условиях при нарезке вручную. Чем отличается машинный метчик от ручного, так это разными формами части, заходящей в отверстие. Для удобства в работе инструмент закрепляется в специальном патроне с осевой концентрацией на станке, либо для этого используется обычный цанговый патрон с встроенной цангой для использования метчиков. Недавно в качестве альтернативы для этого крепления начали применяться цанги с компенсацией. Чтобы получить качественную внутреннюю резьбу, используя пластическое деформирование (или накатывание), применяются метчики, не оставляющие стружки, также они известны, как раскатники. В них нет стружечных канавок, в отличие от других видов.
Чтобы получить качественную внутреннюю резьбу, используя пластическое деформирование (или накатывание), применяются метчики, не оставляющие стружки, также они известны, как раскатники. В них нет стружечных канавок, в отличие от других видов.
Если говорить исключительно о гаечных метчиках, то их особенностью является наличие более длинного хвостовика и заходной режущей части.
Метчик гаечный: классификация
По способу нарезания инструменты делятся на несколько групп. К первому типу относятся метчики для внутренней резьбы, а ко второму – всё, что способно нарезать резьбу снаружи (например, плашки, любые прогонки и винторезные доски). Теперь подробней о том, как происходит нарезка. Рабочая часть, представленная, как винт с некоторым количеством продольных и винтовых канавок, производит нарезку внутренней резьбы. Метчики, у которых есть винтовые канавки, обладают особым преимуществом перед таким же инструментом с канавками, выполненными прямо. В результате такого преимущества создаются удобные условия для более быстрой работы с благоприятным исходом.
В результате такого преимущества создаются удобные условия для более быстрой работы с благоприятным исходом.
Заборная часть по форме похожа на конус, она сужается к месту забора стружки, что позволяет метчику легко входить в прорезаемое отверстие и легко делать там отверстие нужного диаметра и глубины. Продолжением заборной является калибрующая часть, роль которой – зачистка и калибровка отверстия, только что прорезанного. Часть, отвечающая за резку, называется резьбовой и имеет зубья по своей окружности, называемые режущими перьями, выполненными в форме резцов, имеющих элементы резания. Канавки – углубления между этими перьями, предназначающиеся для получения режущих кромок и выхода нарезанной стружки. Метчики, у которых диаметр менее 20 мм, как правило, изготавливают с тремя, а при диаметре выше 20 мм – с четырьмя канавками.
Определяем их устройство по типу назначения, где метчики делятся на ручные слесарного типа и машинные. К ручным относятся гаечные, плашечные (для наружной резьбы), маточные и специальные метчики. Этот тип особенно применим при ручной работе и удобен из-за малых размеров и легкого использования. Черновым метчиком резьба нарезается начерно, в то же время средним метчиком можно получить довольно точную резьбу. Третий предмет из комплекта, чистовой, уже используется для полной нарезки резьбы и её последующей калибровки. Для точного определения метчиков из комплекта на их хвостовых частях делают метки. Количество меток соответствует порядку их в работе. Также вместо меток можно написать обычный номер (один, два или три). На той же части метчика наносится размер резьбы, которая получится в процессе работы с этим инструментом.
Этот тип особенно применим при ручной работе и удобен из-за малых размеров и легкого использования. Черновым метчиком резьба нарезается начерно, в то же время средним метчиком можно получить довольно точную резьбу. Третий предмет из комплекта, чистовой, уже используется для полной нарезки резьбы и её последующей калибровки. Для точного определения метчиков из комплекта на их хвостовых частях делают метки. Количество меток соответствует порядку их в работе. Также вместо меток можно написать обычный номер (один, два или три). На той же части метчика наносится размер резьбы, которая получится в процессе работы с этим инструментом.
Канавки на метчике – что может от них зависеть?
По направляющим канавкам метчики различаются на те, в которых эти элементы прямые и винтовые. Их направление бывает выполнено в правую сторону для левой резьбы гайки, или же может быть правым, соответственно, для нарезки левой резьбы. Метчики, имеющие винтовые канавки, часто применяются для нарезания как можно более точной резьбы на изделии. Виды таких моделей известны следующие: цилиндрические, конические, гаечные, плашечные и маточные. У конических метчиков удлинена заборная часть. Их резьба неполная и переходит постепенно в полную в той части, где происходит калибровка. Эти приспособления пригодны, чтобы делать резьбу в отверстиях сквозного типа. Цилиндрический тип представляет собой средство для нарезки резьбы, главным образом, в глухих отверстиях.
Метчики, имеющие винтовые канавки, часто применяются для нарезания как можно более точной резьбы на изделии. Виды таких моделей известны следующие: цилиндрические, конические, гаечные, плашечные и маточные. У конических метчиков удлинена заборная часть. Их резьба неполная и переходит постепенно в полную в той части, где происходит калибровка. Эти приспособления пригодны, чтобы делать резьбу в отверстиях сквозного типа. Цилиндрический тип представляет собой средство для нарезки резьбы, главным образом, в глухих отверстиях.
Цель гаечных метчиков заключается в нарезании гаек вручную или на специальных станках. Изготавливаются они с удлиненными хвостовиками, чтобы удобнее было собирать на них гайки с нарезанной резьбой. Отличие плашечных метчиков от гаечных заключается в наличии в первом заборного конуса большого размера и своим предназначением нарезать резьбу за один проход в плашках. Ну, а последний тип, маточные, применяют, обычно, чтобы зачистить резьбу в плашках после того, как она была нарезана плашечным метчиком, и для аналогичного процесса с резьбой в рабочих плашках. Канавки маточных метчиков делаются со спиралью в правую сторону.
Канавки маточных метчиков делаются со спиралью в правую сторону.
От обычных машинных инструментов бесканавочные мечники отличаются, как это видно из названия, полным отсутствием продольных канавок, а приемный конус на них значительно короче. На кончике резьбовой части расположена пара малых канавок, с наклоном оси к центру инструмента. Бесканавочные метчики на порядок прочнее других, редко ломаются, не делают брака. Так как у них более длинная резьбовая часть, их можно много раз перетачивать, поэтому срок их службы более продолжителен.
Главным достоинством бесканавочных метчиков является, несомненно, их высокая производительность во время нарезания резьбы, особенно, учитывая их применение в сквозных и глухих отверстиях, а не только в одном. Комбинированные метчики представлены двумя частями и разделяющей их шейкой, и подразделяются они на бесканавочные, двухступенчатые и сверло-метчики. Применение их очень экономит время, ведь здесь нужно пользоваться только одним инструментом, а не целым комплектом.
- Автор: Михаил Малофеев
- Распечатать
Оцените статью:
(7 голосов, среднее: 2.6 из 5)
Поделитесь с друзьями!
Краткий обзор 6 характеристик внутренних метчиков
Мы рассмотрим следующие шесть характеристик:
- Тип резьбы
- Форма головы
- Точечный рез
- Профиль резьбы
- Флейта
- Хвостовик
Метчики с наружной резьбой в основном различаются между ручными и машинными метчиками.
Метчики ручные
Метчики ручные делятся на:
- Метчики ручные однозаходные
- Набор из двух ручных метчиков с конусом и метчиком
- Набор из трех ручных метчиков с конусным, вторым и последним метчиками
Как следует из названия, нитки нарезаются вручную. Для этого используется, например, вороток, в котором зажимается ручной метчик.
Для этого используется, например, вороток, в котором зажимается ручной метчик.
Однозаходными метчиками можно нарезать внутреннюю резьбу за один рабочий процесс.
Преимуществом набора ручных метчиков, состоящего из нескольких частей, является меньшее усилие на каждом отдельном метчике (снижение риска поломки). Если вы когда-нибудь срезаете конусным метчиком криво, возможно исправление следующим метчиком.
Машинные метчики
Машинные метчики в основном представляют собой метчики с одинарным проходом и нарезают резьбу за один рабочий процесс.
Так как сверло расположено вертикально по отношению к заготовке в станке, это упрощает нарезание прямой резьбы.
| Рабочие процессы | Ручные метчики | Машинные метчики |
|---|---|---|
| Метчики ручные однозаходные (1 операция) | ✔️ | ✔️ |
| 2-piece hand tap sets (2 operation) | ✔️ | ✖️ |
| 3-piece hand tap sets (3 operation) | ✔️ | ✖️ |
Which internal tap you use зависит прежде всего от факторов приложения , времени и количества . Например, машинный метчик имеет смысл использовать, если вы хотите быстро нарезать много резьбы (серийное производство).
Например, машинный метчик имеет смысл использовать, если вы хотите быстро нарезать много резьбы (серийное производство).
Правая и левая нарезка резьбы
Также следует отметить, в каком направлении вращается винт или противоположный элемент. Имеется правая и левая резьба . Винт или ответная часть всегда завинчиваются в том же направлении, в котором нарезается резьба. Винты часто затягивают по часовой стрелке, поэтому большинство метчиков правосторонние .
Левосторонняя резьба используется, если винт может ослабнуть из-за нагрузки. Это происходит, например. с креплением шлифовальных кругов и дисковых пил, с креплением шланга к газовому баллону (здесь в целях безопасности) или с левой педалью велосипеда. В этих случаях нарезается левая резьба (против часовой стрелки).
1. Характеристика: Тип резьбы
Резьба стандартизирована и нормирована в стандарте ISO. Они описывают, среди прочего, угол задней поверхности, диаметр резьбы, шаг, хвостовик, зону допуска.
В следующей таблице вы найдете краткий обзор наиболее распространенных стандартов, которые мы используем.
| Тип резьбы | Ручные метчики | Машинные метчики | Применение |
|---|---|---|---|
| M = метрическая, DIN ISO 130075 | ✔️ | ✔️ | Standard threads, mainly used in Europe, most frequently used threads |
| MF = metric fine, DIN ISO 13 | ✔️ | ✔️ | Set screws, mainly used in Europe, deep and более узкий профиль резьбы, чем M, он может передавать значительно большее растягивающее усилие |
| Ww (BSW) = британский стандарт резьбы Уитворта согласно BS 84 | ✔️ | ✖️ | Соединения труб, в основном используемые в Англии, резьба указана в дюймов |
| UNC = американская крупная резьба UNC ANSI / ASME B 1.1 | ✔️ | ✔️ | Детали компьютеров, американский аналог европейской M, в основном используется в Северной Америке, резьба указана в дюймах |
| ✔️ | ✔️ | Американский аналог европейского MF, в основном используется в Северной Америке, резьба указана в дюймах | |
| PG = DIN 40 430 стальная трубная резьба | ✖️ | ✔️ | Бывшая электрическая установка, замененная на M |
 1
12. Характеристика: Форма головки
Головка может быть заостренной или плоской. Какой из них используется, зависит от того, продеваете ли вы резьбу в сквозное отверстие или в глухое отверстие .
Одно сквозное отверстие полностью проходит через заготовку.
Однако глухое отверстие оканчивается в заготовке на определенной глубине сверления и поэтому не является непрерывным. В этом случае предпочтительно, чтобы стружка транспортировалась вверх из отверстия. Это относится к машинным метчикам с канавкой, закрученной влево, которая отталкивает стружку против направления резания.
На картинке ниже видно, что заостренной головкой невозможно просверлить до упора глухое отверстие. Поэтому используются метчики с плоской головкой , которые достигают дна глухого отверстия .
Speciality
У сверл для глухих отверстий головка для очень малых диаметров имеет заостренную вместо плоской. Это связано с производственным процессом. При изготовлении метчик должен быть зажат как к хвостовику, так и к головке. Это делается на головном конце через центрирующее отверстие. Однако при меньших размерах это невозможно, и отвод должен проходить через заостренный головной конец.
С другой стороны, метчики с плоской головкой также можно использовать в сквозных отверстиях.
| Head shape | Through hole | Blind hole |
|---|---|---|
| flat | ✔️ | ✔️ |
| pointed | ✔️ | ✖️ |
Now you surely ask сам вопрос зачем нужен машинный метчик особенно для сквозных отверстий. Метчики для сквозных отверстий могут иметь больше резьбы в месте нарезки, поскольку верхняя часть метчика может выходить в конце отверстия. Таким образом, нить обрезается полностью, несмотря на отсутствие режущих кромок в верхней части.
Метчики для сквозных отверстий могут иметь больше резьбы в месте нарезки, поскольку верхняя часть метчика может выходить в конце отверстия. Таким образом, нить обрезается полностью, несмотря на отсутствие режущих кромок в верхней части.
В глухом отверстии головка метчика попадала в конец отверстия и не нарезала резьбу полностью.
Преимущества большего количества потоков будут обсуждаться в следующем разделе.
3. Характеристика: Точечная насечка
Точечная насечка расположена в головке метчика и проходит по нескольким резьбам .
Резьба влияет на крутящий момент на метчике и, таким образом, на срок службы. Они также влияют на постукивание и центрирование. Чем больше резьбы у метчика, тем меньше сил действует при нарезании резьбы.
Точечный рез для ручных и машинных метчиков может иметь прогрессивный метчик . Он используется для разрушения стружки, чтобы она могла легко выйти из отверстия.
Тип указывает через , сколько витков выполняется точечная резка, например. 2-3 нити.
2-3 нити.
| Тип | Резьба и нарезка | Применение |
|---|---|---|
| B | прибл. 4–5 витков резьбы с поступательным метчиком | Подходит для сквозных отверстий, твердых, средне- и длинностружечных материалов |
| C | ок. 2-3 резьбы | Подходит для сквозных и глухих отверстий с коротким выходом резьбы |
| D | прибл. 4-6 витков резьбы | Редко используется, подходит для сквозных отверстий |
4. Характеристика: Профиль резьбы
Профиль резьбы определяется зубьями , которые нарезают резьбу. Это хорошо видно в наборах ручных метчиков.
Набор из трех ручных метчиков состоит из конусного, второго и конечного метчиков. Профили резьбы здесь разные; конус и второй метчик не имеют полного профиля, только последний метчик нарезает всю резьбу.
На рисунке показаны неполные профили резьбы для конуса и второго метчика, а также целые зубья последнего метчика.
Резьба нарезается в три рабочих этапа. Это означает, что материалы, которые трудно резать, и резьба большого диаметра могут быть легко нарезаны вручную. В отличие от однозаходного метчика усилие, необходимое для нарезания резьбы, и усилие, прикладываемое к метчику, значительно снижены.
Поскольку коэффициент силы не влияет на машинные метчики из-за машинного использования, два дополнительных рабочих шага сохраняются и используются однозаходные метчики.
В дополнение к требуемому усилию три рабочих шага ручного метчика защищают метчик от чрезмерного износа (поломки сверла). На графике показан процент удаления заготовки при резке различными фрезами.
Углы между сторонами
Угол между сторонами измеряет угол между сторонами резьбы и сторонами резьбы .
Угол и шаг имеют решающее значение для применения данного типа резьбы. Наиболее распространенным углом в Европе является угол 60° для метрической резьбы ISO. Мы также предлагаем резьбу Уитворта с углом 55° и стальную трубную резьбу с углом 80°..jpg)
| Flank angles | Hand taps | Machine taps | Thread type |
|---|---|---|---|
| 55° | ✔️ | ✔️ | Ww (BSW) |
| 60° | ✔️ | ✔ | M, MF, UNC, UNC |
| 80 ° | ✖ | ✔ | PG |
. кончики резьбы в мм.
5. Характеристика: Канавка
Рифленый профиль используется в качестве системы каналов для сбора и удаления стружки. Существует два типа флейт: прямая и спиральная .
Прямая канавка используется для сквозных отверстий, поскольку стружка крошится и падает через отверстие. Для глухих отверстий целесообразно использовать метчики со спиральными канавками , так как стружка удаляется из отверстия против направления резания.
Ручные метчики обычно имеют прямые канавки. Машинные метчики могут иметь оба профиля канавки.
Машинные метчики могут иметь оба профиля канавки.
Машинные метчики со спиральными канавками способствуют удалению стружки, особенно на высоких скоростях.
6. Характеристика: хвостовик
Существует два варианта хвостовика: переливной хвостовик и усиленный хвостовик .
Стержень перелива имеет одинаковый диаметр на всем протяжении и всегда меньше диаметра стержня резьбы (сквозных отверстий).
Напротив, усиленный хвостовик увеличивается к концу. Усиленный хвостовик используется для твердых и труднообрабатываемых заготовок. Так как это обычно происходит с машинными сверлами, в обеих версиях есть машинные метчики.
Внимание: Поскольку армированный хвостовик машинных метчиков толще самой резьбы, их нельзя использовать для глубоких отверстий.
На рисунке хорошо видна разница между двумя хвостовиками:
На конце хвостовика на всех метчиках имеется квадратный шпиндель для зажима в воротках или станочных держателях.
Цветное кольцо на машинном метчике
Цветное кольцо на хвостовике машинного метчика используется для обозначения инструментальной стали, из которой изготовлен метчик. Таким образом, кольцо служит ориентиром для используемой инструментальной стали.
Синее кольцо обозначает быстрорежущую сталь HSS, а зеленое кольцо обозначает быстрорежущую сталь HSSE-Co 5 с содержанием кобальта 5%.
Красное кольцо маркирует быстрорежущую сталь HSSE-Co 5 (быстрорежущая сталь с содержанием кобальта 5 %) с покрытием TiAlN.
Кольца для наборов ручных метчиков
Конический метчик маркируется кольцом, а второй метчик двумя кольцами на хвостовике. Последний отвод не имеет кольца (в редких случаях три кольца).
Кроме того, мы предлагаем наши метчики с различными покрытиями . См. наши отдельные сообщения в блоге о TiN, TiAlN и TiCN.
Резюме
При выборе правильного крана, вы должны сначала ответить на следующие вопросы:
1. Сколько времени у вас есть?
Сколько времени у вас есть?
Если у вас мало времени, вам следует использовать однопроходной метчик.
2. Сколько ниток вы хотите отрезать?
Если вы хотите насверлить много резьбы, вы должны дотянуться до машинного метчика.
3. Левая или правая резьба??
Посмотрите на винт или ответную часть, которую нужно вкрутить. Ваша резьба также должна быть нарезана в том же направлении.
4. Вы прорезаете сквозное или глухое отверстие?
Здесь вы сами решаете, сколько ниток вам нужно и в каком направлении стружка должна быть удалена из отверстия. Для какого отверстия подходит кран, обычно написано на упаковке.
5. Какой материал вы будете резать (применение)?
При работе с твердыми материалами предпочтительнее более длинный рез, поскольку к метчику прикладывается меньшее усилие. Требуемая инструментальная сталь также зависит от области применения. С помощью внутренних метчиков из быстрорежущей стали HSSE-Co 5 вы можете резать, например, из нержавеющей стали и бронзы.
В таблице мы сравниваем характеристики и их влияние на выбор подходящего внутреннего крана.
| Функция | Помощь в выборе |
|---|---|
| Тип резьбы | Резьба стандартизирована в соответствии со стандартом ISO. Найдите нужный стандарт. Это делает ваш круг возможных внутренних прослушиваний чрезвычайно маленьким. |
| Форма головы | Форма головы может быть заостренной или плоской. С заостренной формой головы вы должны прорезать только сквозное отверстие. С плоской формой головки вы режете как глухие, так и сквозные отверстия. |
| Точечная насечка | Точечная насечка выполняется с помощью резьбы. Чем больше резьбы имеет внутренний метчик, тем лучше центрирование в заготовке и меньшее усилие прикладывается к сверлу. |
| Профиль резьбы | Зубья на профиле резьбы берут на себя фактический процесс нарезки. Какой шаг и какой угол вам нужен, уже определяется типом резьбы. |
| Канавка | Профиль канавки может быть прямым или спиральным. Они отвечают за то, как стекает стружка и в каком направлении она удаляется (важно для глухих отверстий). Метчики со спиральными канавками способствуют удалению стружки, особенно на высоких скоростях. |
| Хвостовик | В отличие от усиленного вала, переливной вал имеет одинаковый диаметр. Подходит для длинных сквозных или глухих отверстий. Для внутренних метчиков с усиленным хвостовиком необходимо обращать внимание на глубину резания, так как усиленным хвостовиком можно ударить по заготовке. |
С обеих сторон наших ручных метчиков и машинных метчиков в левой колонке вы найдете фильтр товаров. Здесь вы можете отфильтровать метчики по применению (сталь, алюминий, пластмасса и т. д.) или техническим характеристикам (тип резьбы, направление нарезки, хвостовик и т. д.) и, таким образом, выбрать подходящий внутренний метчик.
Если у вас возникли проблемы с поиском нужного крана, вы, конечно, можете связаться с нами.
Мы объясняем, как нарезать внутреннюю резьбу, в нашей статье Как нарезать внутреннюю резьбу в три этапа.
Нарезание резьбы – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Опишите процедуру врезки.
• Определите число оборотов для нарезания резьбы.
• Опишите начинку и полировку.
• Опишите усовершенствованную заготовку.
Нарезание резьбы
Нарезание резьбы — это процесс нарезания резьбы внутри отверстия, чтобы можно было вкрутить в отверстие винт с головкой под ключ или болт. Также его используют для изготовления резьбы на гайках.
Нарезание резьбы можно выполнять на токарном станке с механической подачей или вручную. Независимо от метода отверстие должно быть просверлено метчиком соответствующего размера и скошено на конце.
Надлежащая практика
Использование направляющих
Направляющие метчика
являются неотъемлемой частью удобного и прямого метчика. При использовании токарного или фрезерного станка метчик уже прямой и центрированный. При выравнивании крана вручную будьте осторожны, так как 9Направляющая 0° намного точнее, чем человеческий глаз.
При использовании токарного или фрезерного станка метчик уже прямой и центрированный. При выравнивании крана вручную будьте осторожны, так как 9Направляющая 0° намного точнее, чем человеческий глаз.
Использование масла
При сверлении и нарезании резьбы очень важно использовать масло. Он предотвращает визг сверла, делает рез более гладким, очищает от стружки и предотвращает перегрев сверла и ложи.
Клевание
Сверление помогает предотвратить перегрев и поломку бит при их использовании для сверления или нарезания резьбы. Сверление с просверливанием включает частичное просверливание детали, затем ее отвод для удаления стружки, одновременно позволяя детали остыть. Обычной практикой является поворот рукоятки на полный оборот, а затем на пол-оборота назад. Всякий раз, когда сверло или метчик выворачиваются, удалите как можно больше стружки и добавьте масло на поверхность между сверлом или метчиком и заготовкой. Процедура ручного постукивания 1. Выберите размер сверла из таблицы. При выборе размера метчика в первую очередь следует смотреть на эту диаграмму
Выберите размер сверла из таблицы. При выборе размера метчика в первую очередь следует смотреть на эту диаграмму
1. Выберите размер сверла из таблицы.
При выборе размера метчика в первую очередь нужно смотреть на эту таблицу.
2. При необходимости добавьте фаску к отверстию перед нарезанием резьбы. Фаски и зенкеры — это дополнительные функции, которые иногда необходимы для винтов. Для достижения наилучших результатов скорость вращения шпинделя должна быть в пределах от 150 до 250 об/мин.
3. Получите направляющую для крана. Теперь отверстие готово для резьбы. Для этого используйте метчики и направляющие блоки возле ручных фрез. Направляющие блоки будут иметь несколько отверстий для метчиков разного размера. Выберите тот, который ближе всего к размеру используемого метчика, и поместите его над просверленным отверстием.
4. Коснитесь блока. Отбейте метчик с помощью воротков. Слегка надавите, повернув ключ на полный оборот, а затем на пол-оборота. Клювайте на нужную глубину.
Слегка надавите, повернув ключ на полный оборот, а затем на пол-оборота. Клювайте на нужную глубину.
5. Завершите кран. Если метчик не идет дальше или достигнута нужная глубина, сбросьте давление на метчике; он, вероятно, достиг дна. Выньте кран из отверстия.
Дальнейшее нажатие может сломать кран. Чем меньше кран, тем больше вероятность, что он сломается.
Рисунок 1. Коснитесь
Процедура:
1. Установите заготовку в патрон.
2. Торцовое и центрирующее сверло.
3. Выберите подходящее сверло для метчика.
4. Пример: ¼ – 20 unc использовалось сверло № 7.
5. Установите токарный станок на правильную скорость и просверлите метчиком требуемую глубину. Используйте большое количество смазочно-охлаждающей жидкости.
6. Примечание: заготовка будет вращаться при нарезании резьбы с использованием мощности токарного станка. Используйте очень низкую скорость вращения шпинделя. (от 40 до 60 об/мин) и большое количество смазочно-охлаждающей жидкости.
(от 40 до 60 об/мин) и большое количество смазочно-охлаждающей жидкости.
7. Снимите фаску с края отверстия.
Заготовка должна быть заполнена на токарном станке только для удаления небольшого количества припуска, удаления прижогов или скругления острых углов. Заготовку всегда следует обтачивать до размера примерно от 0,002 до 0,003 дюйма, если поверхность должна быть обработана напильником. Держите ручку напильника в левой руке, чтобы избежать травм при шлифовке на токарном станке, чтобы руки и кисти не касались вращающегося патрона.
Процедура:
1. Установите скорость вращения шпинделя примерно в два раза выше, чем при токарной обработке.
2. Установите заготовку в патрон, смажьте и отрегулируйте мертвую точку заготовки.
3. Переместите каретку как можно дальше вправо и снимите стойку инструмента (при необходимости)
4. Отсоедините ходовой винт и подающий стержень.
5. Выберите правильный файл для использования.
6. Запустите токарный станок.
7. Возьмитесь за ручку напильника в левой руке и поддерживайте острие напильника пальцем правой руки.
8. Слегка надавите и протолкните файл вперед на всю его длину. Ослабьте давление на возвратную ставку.
9. Перемещайте напильник примерно на половину ширины напильника для каждого прохода и продолжайте напильник, используя от 30 до 40 ходов в минуту, пока поверхность не будет обработана.
Рисунок 2. Подача документов
При заточке на токарном станке следует соблюдать следующие правила техники безопасности.
• Закатать рукава.
• Не используйте напильник без правильно установленной ручки.
• Снимите часы и кольца.
• Не давите на файл слишком сильно.
• Чаще очищайте напильник щеткой для напильника. Втирайте немного мела в зубья напильника, чтобы предотвратить засорение и облегчить очистку.
После того, как заготовка была отшлифована, отделка может быть улучшена путем полировки абразивной тканью.
Процедура:
1. Выберите тип и сорт абразивной ткани, для получения желаемого результата используйте кусок длиной от 6 до 8 дюймов и шириной 1 дюйм.
2. Настройте токарный станок на высокую скорость (около 800-1000 об/мин).
3. Отсоедините подающий стержень и ходовой винт.
4. Смажьте и отрегулируйте мертвую точку.
5. Запустите токарный станок.
6. Держите абразивную ткань на заготовке.
7. Правой рукой плотно прижмите ткань к заготовке, крепко удерживая другой конец наждачной бумаги левой рукой.
8. Медленно перемещайте ткань вперед и назад вдоль заготовки.
Рисунок 3. Полировка
При полировке на токарном станке необходимо соблюдать следующие меры безопасности:
1. Закатать рукава.
2. Заправьте любую свободную одежду
Для обычной отделки используйте наждачную ткань с зернистостью от 80 до 100. Для получения более качественной поверхности используйте абразивную ткань с более мелкой зернистостью.
Некоторые детали могут быть неправильной формы, поэтому для их правильной фиксации перед обработкой требуются специальные инструменты.
1. Деталь нельзя установить в цангу или патрон при резке по всему наружному диаметру заготовки.
2. Детали со сквозными отверстиями должны быть запрессованы на оправку токарного станка (конический вал) и затем зажаты на оправке, а не на самой детали.
3. Если отверстие слишком большое, использование токарной оправки не обеспечит достаточной поддержки детали. Вместо этого используйте внешние губки, чтобы захватить внутренний диаметр детали.
4. Детали со сложной геометрией, возможно, потребуется прикрепить к планшайбе, которая затем будет установлена на шпиндель.
СТАНОК ОБОРУДОВАНИЯ:
В следующей таблице представлено краткое сравнение сильных и слабых сторон различных способов удержания заготовки на токарном станке:
Метод | Точность | Повторяемость | Удобство | |
Цанги | Быстрота, высокая точность, высокая повторяемость, хороший захват, маловероятно повреждение заготовки, охват захвата на большой площади. | |||
3-х кулачковый патрон с мягкими кулачками | Для больших заготовок 3-х кулачковые патроны с мягкими кулачками являются нормой в мире ЧПУ. | |||
3-кулачковый самоцентрирующийся патрон с жесткими кулачками | Обычный, дешевый, простой. Низкая точность, низкая повторяемость, если вы снимаете заготовку, а потом кладете ее обратно. | |||
4-кулачковый патрон | Средний | Индивидуальная регулировка кулачков может занять много времени, но обеспечит высокую точность. Может удерживать детали со смещением для поворота кулачков или эксцентриков. Может содержать неправильные формы и квадратные или прямоугольные запасы. | ||
6-кулачковый самоцентрирующийся патрон | Средний | Средний | Лучше всего подходит для работы с тонкими стенками или для захвата готовых краев заготовки. Очевидно, хорошо для шестигранного запаса. | |
Токарная обработка планшайбы | Зависит от установки | Средний | Отлично подходит для неправильных форм. Включает в себя зажимы, такие как фрезерная установка. Могут потребоваться противовесы, чтобы сохранить равновесие. | |
Поворот между центрами | Высокая точность, позволяет вставлять деталь между центрами с очень высокой повторяемостью. | |||
Постоянное точение торца | Современная альтернатива повороту между центрами. | |||
Раздвижные беседки | Они работают изнутри наружу, а не снаружи внутрь, но в остальном очень похожи на цанги. |
 Дорогие патроны и цанги. Работает с ограниченной длиной. Заготовка должна быть круглой и почти точно соответствовать размеру цанги.
Дорогие патроны и цанги. Работает с ограниченной длиной. Заготовка должна быть круглой и почти точно соответствовать размеру цанги.
 Вместо использования токарных упоров, которые довольно сложны в настройке, система постоянного торца использует гидравлическую или другую силу для захвата и привода конца шпинделя.
Вместо использования токарных упоров, которые довольно сложны в настройке, система постоянного торца использует гидравлическую или другую силу для захвата и привода конца шпинделя.Метод описывает конкретную технику или инструменты, которые будут использоваться.
Точность описывает, насколько точно будет удерживаться заготовка или насколько близко к концентричности она будет перемещаться со шпинделем перед выполнением каких-либо резов.
Повторяемость описывает, насколько легко извлечь заготовку, а затем снова точно вставить ее.
1. Какой размер сверла использовать для метчика ½-20?
2. Для чего нужна фаска?
3. Какое число оборотов лучше всего подходит для нарезания резьбы?
4.
