Чем машинный метчик отличается от ручного: Метчик машинный – конструкция, виды и правила нарезания резьбы + Видео
Содержание
Виды метчиков по способу использования и типу резьбы
Содержание
- Что такое метчики
- Виды метчиков по типу использования
- Виды метчиков по типу резьбы
- Виды метчиков по типу канавок
- Купить метчики
Метчики – это металлорежущий инструмент для нарезания внутренней резьбы в глухих и сквозных отверстиях ручным или машинным способом. Метчиками нарезают различные виды резьбы – метрическая, дюймовая, коническая, трапецеидальная и т. д.
Метчики изготавливают из быстрорежущей стали различных марок: HSS (Р6М5), HSS-G, HSSE, HSS-Co (Р6М5К5). Также современные технологии производства позволяют производить метчики из порошковой стали и твердого сплава. Метчики из твёрдых сплавов имеют высокую твердость, износостойкость и жаропрочность, способны долго работать на высоких скоростях с максимальной производительностью. Метчики из порошковой быстрорежущей стали HSS-PM используются там, где требуется высокая прочность инструмента, для обработки высокопрочных и труднообрабатываемых материалов, титан и его сплавы, нержавеющая сталь.
Метчики из порошковой быстрорежущей стали HSS-PM используются там, где требуется высокая прочность инструмента, для обработки высокопрочных и труднообрабатываемых материалов, титан и его сплавы, нержавеющая сталь.
Наши метчики делаются на самых передовых технологиях с применением только надежных материалов и полностью соотвествуют ГОСТ 3266-81.
Виды метчиков по способу использования
- Ручные метчики – как правило используются в слесарных работах. Помимо одного метчика, выпускаются 2-х и 3-х комплектные, которые используются последовательно один за другим – черновой, основной, чистовой. Номер метчика определяется по числу кольцевых рисок на хвостовике.
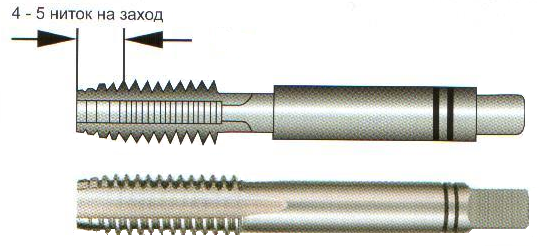
- Машинно-ручные метчики – являются наиболее универсальными и могут использоваться как для машинного применения, так и для ручного использования. Для нарезания резьбы в сквозных отверстиях используются метчики с шестью нитками на основании рабочей части, для глухих отверстий – с тремя нитками.
 Их изготавливают из быстрорежущих сталей HSS, HSS-E которые имеет повышенную твердость, стойкость к нагреванию и высоким нагрузкам.
Их изготавливают из быстрорежущих сталей HSS, HSS-E которые имеет повышенную твердость, стойкость к нагреванию и высоким нагрузкам. - Машинные метчики – используются исключительно для установки в резьбонарезной патрон станка, отличаются винтовыми и укороченными канавками. В отличие от ручных метчиков, где используется комплект из 2шт. или 3 шт., машинными метчиками можно нарезать резьбу за один проход. Для изготовления метчиков используется высокопроизводительная инструментальная сталь (HSS, HSSE, HSS-Co), обладающая устойчивостью к повышенным температурам и механическим нагрузкам, с пределом прочности до 1000 Н/мм². Также такие метчики изготавливаются из твердых сплавов, они применяются для нарезания резьбы в жаропрочных сталях с повышенной твердостью.
Метчики по типу резьбы
Метрические метчики
предназначены для нарезания внутренней метрической резьбы с различным шагом, в сквозных и глухих отверстиях. Обозначаются такие метчики буквенным обозначением «M» и измеряются в миллиметрах, числа после него обозначают диаметр и шаг резьбы М6 х 1. 0. Размер угла резьбы метрических метчиков равен 60°.
0. Размер угла резьбы метрических метчиков равен 60°.
Все виды метрических метчиков
Дюймовые метчики
специализированный инструмент для нарезания резьбы в дюймовых стандартах UNC (унифицированная с крупным с шагом), UNF (унифицированная с мелким шагом), UNEF (особо мелкая резьба). Данные метчики изготавливаются по американскому стандарту, часто встречаются на зарубежном оборудовании. Диаметр метчика обозначается в дюймах, шаг — означает число витков на один дюйм. Имеет такой же угол резьбы 60° как и у метрических метчиков, но между собой они не совместимы.
Все виды дюймовых метчиков
Гаечные метчики
разновидность метчиков, которые предназначены исключительно для нарезки резьбы на гайках. Имеют длинную хвостовую часть, которая служит для нанизывания гаек. Как только будет нарезана резьба в определенном количестве гаек, метчик извлекается из патрона станка для извлечения всей серии готовых деталей.
Все виды гаечных метчиков
Трубные метчики
маркируются буквой G, применяются для нарезания трубной резьбы в глухих и сквозных отверстиях в диапазоне от 1/8 до 2 дюймов. Производятся в ручном и машинно-ручном исполнении, подходят для нарезания резьбы в системах водоснабжения, гидравлики, двигателях, в изделиях из легированной стали и цветных металлов. Угол резьбы у трубного метчика составляет 55°.
Все виды трубных метчиков
Конические метчики
предназначены для нарезания конической резьбы, имеют маркировку К (конические метрические) и Rc (конические трубные). Отличаются от других метчиков удлиненной заборной начальной резьбой постепенно переходящей в полную резьбу. Применяются для резьбовых соединений водяных, топливных, масляных, воздушных трубопроводов машин и станков.
Все виды конических метчиков
Шахматные метчики
благодаря такому расположению зубьев (через зуб) уменьшается контакт рабочей части метчика с обрабатываемой поверхностью, снижается сила трения и предотвращается заклинивание витков в процессе нарезания резьбы. Именно эти свойства метчика позволяют использовать их для нарезания резьбы в вязких сплавах: алюминии, титан, нержавеющая сталь.
Именно эти свойства метчика позволяют использовать их для нарезания резьбы в вязких сплавах: алюминии, титан, нержавеющая сталь.
Все виды метчиков-раскатников
Метчики-раскатники
главное отличие таких метчиков, что резьба получается методом деформации материала (накатывания) без образования стружки. Раскатники как правило используют для получения резьбы в цветных металлах и мягких сталях (медь, алюминий, латунь, сплавы из бронзы и свинца, низкоуглеродистая сталь). Резьба получаемая таким методом получается более плотная и прочная, так как материал в месте накатывания уплотняется, становится более твердым и износоустойчивым. Производительность метчиков в 1,5 раза выше, по сравнению с традиционным методом с образованием стружки. Но технология требует обязательного использования смазочных технологических жидкостей и достаточно мощного оборудования.
Все виды метчиков-раскатников
Типы канавок у метчиков
Для эффективного отвода стружки метчики имеют так называемые канавки, которые влияют на эффективность резания, предупреждают налипание и заклинивание стружки и бывают различной формы. В ручных метчиках канавка, как правило, канавка прямая. В машинно-ручных и машинных метчиках профиль и угол канавки может быть разной формы. Все виды метчиков могут быть как с правой резьбой (RH) так и левой (LH).
В ручных метчиках канавка, как правило, канавка прямая. В машинно-ручных и машинных метчиках профиль и угол канавки может быть разной формы. Все виды метчиков могут быть как с правой резьбой (RH) так и левой (LH).
- Метчик с прямой канавкой – является самым универсальным и недорогим, чаще применяется для нарезания резьбы небольшой глубины в стали и чугуне, так стружка накапливается внутри канавок. Метчики этой категории используются для нарезания сквозных и глухих отверстий дюймовой и метрической резьбы, а также ими можно нарезать трубную и коническую резьбу. Бывают различных типов с удлиненной заборной частью и короткой, которая применяется для нарезания резьбы в цветных металлах. По форме заборной части различают: Форма A 6 – 8 витков ), C (2 – 3 витка), D (3,5 – 5 витка, E (1,5 – 2 витка).
- Метчик с прямой канавкой и подточкой – или его еще называют «со стружколомом», Используется в основном для нарезания резьбы в сквозных отверстиях. Благодаря подточке стружка ломается и отправляется вперед в сторону отверстия, СОЖ при этом легко добраться до режущих кромок.
 Также подточка обеспечивает позитивный передний угол для всех зубьев и способствует снижению усилия в заборной части метчика, которая как правило имеет форму В (3,5-5 витков).
Также подточка обеспечивает позитивный передний угол для всех зубьев и способствует снижению усилия в заборной части метчика, которая как правило имеет форму В (3,5-5 витков). - Метчики со спиральной канавкой – данный вид метчика специально разработан для глухих отверстий, однако может использоваться и для сквозных. Благодаря спиральным канавкам стружка отводится вверх, что очень удобно при нарезании глухой резьбы. Также такие метчики очень хорошо зарекомендовали себя по вязким материалам, такие как нержавеющая сталь, так как имеют достаточно узкую режущую часть и широкие канавки. Угол спирали может быть различным: 15° для сталей высокой прочности и материалов образующих длинную спиральную стружку; 22° для обработки титана и сплавов никеля; 35-40° для обработки материалов с высокой твердостью и жаропрочных сталей. Заборная часть спиральных метчиков имеет форму C (2-3 витка) и D (3,5-5 витков).
В нашем каталоге вы найдете метчики всех типов и многое другое к ним.А так же много полезной дополнительной информации.
Хохлов Денис
Автор блога и эксперт в металлорежущем инструменте
виды метчиков и их особенности, советы по подбору
Разновидностей метчиков существует много, поэтому, чтобы подобрать метчик для нарезания определенной резьбы, следует знать основные параметры этого инструмента. Подбор делается на основании чертежей, в которых указывается диаметр и шаг резьбы, глубина прорезки, конусность. Метчики также подбирают по классу точности, конструкции, назначению, материалу.
Устройство метчиков
Конструктивные особенности
Метчиками называют инструменты для нарезания внутренней резьбы в трубах, в сквозных и глухих отверстиях деталей и заготовок машинным методом или вручную. Метчики устроены просто, но у них хорошо продуманы рабочие части для нарезания максимально качественной резьбы. Конструкция состоит из:
- режущих кромок
- заборной части
- калибровочной части
- хвостовика.

Калибровочная часть направляет метчик, зачищает зубцы резьбы, предотвращает нарушение ее геометрии, разбивание отверстия. Обратное уменьшение диаметра стержня ослабляет трение. Режущие кромки делаются с разными шагами, на конце их высота меньше, а к средине она достигает максимального значения, по которому определяется диаметр инструмента.
Режущая и заборная части выполняют работу по формообразованию резьбы способом поэтапного срезания металла согласно припускам. Так зубья легче врезаются в материал изделия. У заборной части форма коническая, а у калибрующей — цилиндрическая. Благодаря такой конфигурации, уменьшается трение при нарезке, а мастеру проще контролировать точность результата.
На рабочей части метчика проделаны канавки в количестве от двух до шести. Они нужны для образования режущих кромок. По канавкам отводится стружка, подается смазка и охлаждающая жидкость. Углубления бывают прямолинейными или винтовыми, право- или левонаправленными. Правосторонними метчиками нарезают резьбу в глухих отверстиях, левосторонними — в сквозных.
Модельный ряд этого резьбонарезного инструмента постоянно совершенствуется под условия обработки, оптимизируется геометрия режущих и зажимных частей. Однако неизменной остается базовая конструкция в виде стержня.
Принцип работы
Метчики для резьбы работают за счет собственного вращения или вращения заготовки на станке в обоих направлениях вперед и назад. Для нарезания правой резьбы инструмент вращают вправо, для левой — влево; такие метчики называются левосторонними. Нарезание любой резьбы выполняется поэтапно в соответствии с чертежами. В них проектировщики обозначают параметры резьбовых отверстий и какие типы метчиков для этого требуются.
Сначала мастер просверливает в заготовке отверстие по обозначенным допускам. Отклонение от нормы влечет неплотность резьбы или сложности в ее нарезании; метчик можно сломать или искривить витки. Соответствие параметров отверстия и метчика проверяют по таблицам. Нарезание делают только строго перпендикулярно плоскости плотно закрепленной заготовки или оси трубы. На станках вращается обычно заготовка, а метчик неподвижно зажимается в держателе.
На станках вращается обычно заготовка, а метчик неподвижно зажимается в держателе.
Ручным метчиком слесарь выполняет нарезку возвратно-поступательными вращательными движениями: вперед два витка, назад — один. Перед этим метчик нужно смазать маслом. Первый проход — черновой, последующие — чистовые.
Глубокие отверстия прорезают только с одной стороны метчиком с удлиненным хвостовиком, периодически выкручивая инструмент полностью, чтобы очистить проход от стружки.
В глухих отверстиях глубина должна быть больше, чем длина резьбы.
Нарезку на станках производят с применением охлаждающих жидкостей: эмульсий, инструментального масла или керосина.
Из какого материала изготавливают метчики
Чтобы точно соблюсти параметры резьбы, нужно знать из какого материала изготовлен метчик. На производстве используются разные металлы. Для ручной нарезки — низкоуглеродистые стали У-12А; У-10А. с термической закалкой. Такими метчиками резьбу нарезают или вручную, или на малых оборотах станочного шпинделя, когда нагрев заготовки и инструмента незначительный. Ручные метчики самые дешевые.
Ручные метчики самые дешевые.
Для работы в тяжелых условиях на высокопроизводительном оборудовании метчики изготавливают из твердых кобальтовых, молибденовых, вольфрамовых сплавов P-18; P-6M-5.
Ручные метчики уступают машинным именно по прочности. У машинного инструмента заборная часть меньше, чем у слесарного. Так сделано для того, чтобы обеспечивалась соосность стержня с отверстием заготовки.
Действующие стандарты
Госстандартом определены виды метчиков, размеры по метрической и английской системам мер, параметрам отверстий, максимальным допускам, классам точности и степеням шероховатости поверхностей. Инструменты, маркированные по метрической системе, делятся на четыре класса по точности. Классы 1; 2 и З имеют шлифованные профили, 4-й класс производится с нешлифованным профилем и предназначен для ручной работы. Высокоточные метчики также бывают гаечными и машинно-ручными. Для нарезания резьбы в трубных соединениях классы точности обозначаются А3; А2; В1. Эти показатели регулируются ГОСТом 3266-81.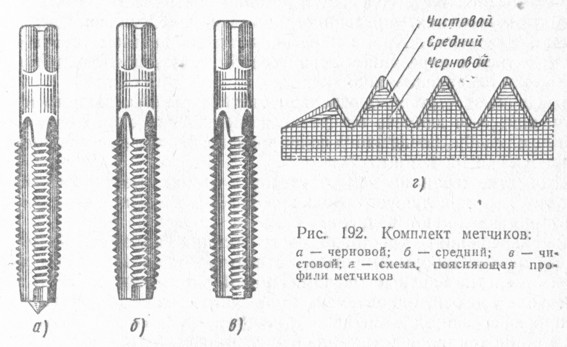
Приведем буквенные обозначения в маркировке метчиков согласно номенклатуре других ГОСТов и технических условий.
- MK — метчики для конической резьбы, ГОСТ 6221-81.
- MJ — метчики для цилиндрической резьбы, ГОСТ 6358-81.
- Tr — инструмент для нарезания трапециевидной резьбы, ГОСТ 9464-81.
- S — метчики для нарезания упорной резьбы, ГОСТ 1077-82.
- S45 — для упорной резьбы усиленной.
- LH — левосторонний инструмент.
- E — для нарезания резьбы с круглым профилем (эдисоновская).
- R и G — для трубной резьбы.
- Кр — для нарезания круглой резьбы для сантехники.
- UTS, BSW, NPT — значения по английской системе мер в дюймах.
- M — значения в миллиметрах по ГОСТу 9160-02.
Эти буквенные обозначения наносятся на чертежах, так как резьба — это часть номенклатуры для многочисленных видов и типов крепежа. В маркировке также могут указываться дополнительные характеристики приспособлений:
- шаг и угол витков
- резьбовой сбег
- марка стали, из которой изготовлен инструмент
- наличие канавки (канавок) для внутреннего охлаждения
- форма канавки
- номер партии.

Эта информация наносится на хвостовиках машинных метчиков.
Виды метчиков
Виды метчиков делятся на три общих группы, поэтому способ применения определяется по какой-либо одной из них:
Ручные. Их еще называют слесарными. Этот вид инструмента используют и на производстве, и в домашних условиях. Для работы необходимы тиски и вороток. Сечения хвостовиков выполняются в виде квадратов под ручные воротки. Чем больше диаметр стержня, тем больше стороны квадрата, по которым регулируется зажим воротка при помощи вращающихся ручек. Набор метчиков для ручной нарезки резьбы состоит из чернового, промежуточного и чистового инструмента, маркированного соответственно цифрами 1; 2 и 3.
Машинные метчики. Используются только на станках. Это высокоточный инструмент для нарезания сложной резьбы.
Машинно-ручные. Предназначены для нарезки резьбы как вручную, так и на станках. Заборная часть у них короче, и они способны выдерживать нагрузки больше в сравнении со слесарными.
Гаечные метчики. Это машинный инструмент для нарезания резьбы в гайках. Конструкция разработана так, чтобы заготовки не свинчивались обратно, а поступали на удлиненный хвостовик. После накопления определенного количества заготовок с резьбой, метчик снимают, и детали высыпают в тару.
Каждая группа разделяется по классам в зависимости от производственной задачи:
Метчики-протяжки. На станках ими нарезают резьбы любых диаметров и с любыми шагами в заготовках со сквозными отверстиями. На хвостовик одевают заготовку, которую зажимают в патрон, а хвостовик — в держатель для резцов. Нарезка осуществляется на автоматической подаче, равной шагу резьбы, что называется протяжкой.
С вырезанной нитью. Инструментом нарезают резьбу в металлических пластинах.
С шахматным расположением режущих кромок. Благодаря шахматному положению зубцов, уменьшается трение и нагрев.
Ступенчатые. Рабочая часть инструмента разделена на две зоны: одна нарезает, другая выглаживает резьбу.
Плашечные. Ими нарезают предварительную резьбу. Рабочая часть выполнена в виде конуса с большим уклоном.
Маточные. Этими метчиками резьбу зачищают. От остальных видов они отличаются наличием с правой стороны спирали.
С каналом для подачи СОЖ. Это производительный и стойкий инструмент для длительной работы на станках.
Бесканавочные. Это ручной инструмент с укороченным держателем. Им нарезают резьбу в мягких металлах (медь, алюминий).
Колокольные. Число режущих кромок может достигать 16 шт. Это машинный инструмент большого диаметра (до 400 мм).
Конические. Предназначен для нарезки резьбы в сквозных отверстиях. На калибрующей части высота зубьев полная, на заборной — неполная.
Трубные. К этому виду инструмента относятся метчики и конические, и цилиндрические. Предназначены для нарезки внутренней резьбы в трубных соединениях.
Комбинированные. Это самый распространенный вид резьбонарезного инструмента. Он состоит из 2 частей — для черновой резки и чистовой. Такая конструкция предполагает сокращение времени на обработку заготовок
Такая конструкция предполагает сокращение времени на обработку заготовок
Специальные. Это узкоспециализированные виды метчиков (тандемы, корабельные, насадные).
Метчики также разделяют по типу измерения параметров резьбы:
Метрические. В их маркировке значения указаны в миллиметрах, о чём свидетельствует литера «М». Для подбора этого вида инструмента следует использовать соответствующие справочные таблицы.
Дюймовые. Значения в маркировке указываются в дюймах по диаметру и по количеству нитей (витков) на 1 дюйм.
Трубные конические. В маркировке присутствуют литеры «Rc» или «R». Рабочая часть имеет конусность 1:16.
Трубные цилиндрические. В маркировке обозначены литерой «G» и цифрами, которые соответствует проходному диаметру и шагу резьбы в количестве витков на 1 дюйм.
Как подбирать метчик: важные критерии
Для нарезания внутренней резьбы с определенными параметрами, необходимо подобрать нужный метчик по основным критериям. Это зависит от диаметра верхней кромки резьбы, шага и длины резки. Чем длиннее резьба, тем больший диаметр стержня необходим с расчетом на отклонение. Эти параметры в оптимальных значениях отражены в таблице:
Чем длиннее резьба, тем больший диаметр стержня необходим с расчетом на отклонение. Эти параметры в оптимальных значениях отражены в таблице:
|
Метрическая система мер в миллиметрах
|
Английская система мер в дюймах
|
Трубная резьба в дюймах
| |||||||
|
Резьба
|
Шаг, мм
|
Диаметр резьбы
|
Диаметр стержня
|
Диаметр резьбы
|
Внутренний диаметр трубы
| ||||
|
мин.
|
макс.
|
мин.
|
макс.
|
мин.
|
макс.
| ||||
|
M6
|
1
|
5.8
|
5.9
|
1/4
|
5.8
|
5.9
|
1/8
|
9.5
|
9.6
|
|
M8
|
1.25
|
7.8
|
7.9
|
5/15
|
7.4
|
7.5
|
1/4
|
12.
|
12.9
|
|
M10
|
1.5
|
9.6
|
9.8
|
3/9
|
9.2
|
9.3
|
3/9
|
16.3
|
16.6
|
|
M12
|
1.75
|
11.75
|
11.85
|
–
|
–
|
–
|
1/2
|
20.8
|
20.9
|
|
M14
|
2
|
13.
|
13.8
|
–
|
–
|
–
|
–
|
–
| |
|
M16
|
2
|
15.7
|
15.8
|
1/2
|
12.2
|
12.3
|
5/8
|
22.5
|
22.8
|
|
M18
|
2.25
|
17.6
|
17.8
|
–
|
–
|
–
|
–
|
–
|
–
|
|
M20
|
2.
|
19.6
|
19.8
|
5/8
|
15.4
|
15.5
|
3/4
|
26
|
26.3
|
|
M22
|
2.25
|
21.75
|
21.85
|
–
|
–
|
–
|
–
|
–
|
–
|
|
M24
|
3
|
23.5
|
23.
|
3/4
|
18.5
|
18.6
|
7/8
|
29.8
|
30.1
|
|
M27
|
3
|
26.5
|
26.7
|
–
|
–
|
–
|
–
| ||
|
M30
|
3.5
|
29.5
|
29.7
|
7/8
|
21.6
|
21.
|
1
|
32.8
|
33.1
|
|
M35
|
4
|
35.5
|
35.8
|
1
|
24.5
|
24.7
|
11/8
|
37.2
|
37.4
|
|
M42
|
4.5
|
41.5
|
41.7
|
–
|
–
|
–
|
11/4
|
41.
|
41.8
|
|
M48
|
5
|
51.5
|
51.7
|
11/4
|
30.7
|
30.9
|
13/8
|
42.5
|
44
|

 8
8 7
7 25
25По другой таблице определяем параметры метрической резьбы относительно шага (Р), номинального диаметра отверстий и резьбы (d), которые обозначены в миллиметрах. Шаг — это расстояние между вершинами рядом расположенных зубцов на резьбе. Номинальный внутренний диаметр измеряется между крайними точками линии витков.
|
Диаметр резьбы (d)
|
Шаг (P)
|
Диаметр отверстия
|
Шаг (P)
|
Диаметр отверстия
|
Шаг (P)
|
Диаметр отверстия
|
Шаг (P)
|
Диаметр отверстия
|
Шаг (P)
|
d отверстия
|
Шаг (P)
|
d отверстия
|
|
2
|
0.
|
1.7
|
0.2
|
1.7
| ||||||||
|
3
|
0.5
|
2.5
|
0.3
|
2.6
| ||||||||
|
4
|
0.7
|
3.3
|
0.5
|
3.5
| ||||||||
|
5
|
0.
|
4.3
|
0.5
|
4.75
| ||||||||
|
6
|
1
|
5
|
0.7
|
5.3
|
0.5
|
5.6
| ||||||
|
7
|
1
|
6
|
0.7
|
6.3
|
0.
|
6.7
| ||||||
|
8
|
1.2
|
6.5
|
1
|
7
|
0.7
|
7.2
|
0.75
|
7.5
| ||||
|
9
|
1.25
|
7.75
|
1
|
8
|
0.75
|
7.2
|
0.
|
8.5
| ||||
|
10
|
1.25
|
8.75
|
1.25
|
8.75
|
1
|
9,2
|
0.75
|
9.25
|
0.75
|
9.5
| ||
|
11
|
1.75
|
9.75
|
1
|
10,25
|
0.5
|
10.
|
0.75
|
10.75
| ||||
|
12
|
1.75
|
10.25
|
1.75
|
10.75
|
1.5
|
10.75
|
1
|
11,5
|
0.75
|
11.25
|
0.75
|
11.75
|
|
14
|
2
|
12,5
|
1.75
|
12.
|
1.2
|
12.7
|
1
|
13,2
|
0.5
|
13.2
|
0.75
|
13.75
|
|
16
|
2
|
14.5
|
1.75
|
14.75
|
1
|
15
|
0.5
|
15.25
|
0.75
|
15.75
| ||
|
18
|
2.
|
16.4
|
2.25
|
16
|
1.5
|
16.25
|
0.5
|
17
|
0.5
|
17.25
|
0.25
|
17.25
|
|
20
|
2.75
|
18.4
|
2.5
|
18
|
1.25
|
18.75
|
1
|
19
|
0.25
|
19.
|
0.5
|
19.5
|
|
22
|
2.75
|
19.4
|
2.75
|
20
|
1.75
|
20.5
|
1
|
21
|
0.75
|
21.25
|
0.75
|
21.75
|
|
24
|
3
|
22.8
|
2.2
|
23
|
1.5
|
22.
|
1
|
23
|
0.75
|
23.25
| ||
|
27
|
3
|
24.8
|
2.5
|
25
|
1.75
|
25.5
|
1
|
26
|
0.75
|
26.2
| ||
|
30
|
3.5
|
28.8
|
3
|
28.
|
2
|
28
|
1.5
|
28.25
|
1
|
29
|
0.5
|
29.2
|
|
33
|
3.5
|
31.4
|
3
|
31.9
|
2
|
31
|
1.5
|
31.25
|
1
|
32
|
0.75
|
32
|
|
36
|
4
|
34.
|
3
|
34.9
|
2
|
34
|
1.5
|
34.25
|
1
|
35
| ||
|
39
|
4
|
37.9
|
3
|
36.9
|
2
|
37
|
1.5
|
37.75
|
1
|
38
| ||
|
42
|
4.
|
40.4
|
4
|
37.9
|
3
|
38.9
|
2
|
34
|
1.25
|
40.5
|
1
|
41
|
|
45
|
4.75
|
43.4
|
4
|
40.9
|
3
|
41.9
|
2
|
43
|
1.5
|
43.
|
1
|
44
|
|
48
|
5
|
46.25
|
4
|
47
|
3
|
46.5
|
2
|
46
|
1.75
|
 7
7 5
5 5
5 25
25 75
75 5
5 25
25 5
5 9
9 9
9 5
5 75
75Диаметры отверстий меньше диаметров резьбы на величину шага: это значит, что D отверстия = d — P. Этой формулой можно пользоваться дома, когда под рукой нет таблицы. Например, для резьбы M10 используем вычисление: 10 — 1.25 = 8.75. Значит нам нужен метчик 8,75 мм.
Как видим, чтобы правильно выбрать метчик для нарезания резьбы нужны знания не только по критериям выбора и согласованности со значениями в чертежах, но и по разновидностям этого ручного и машинного инструмента, способам использования и намеченным задачам. Характерные ошибки при нарезании резьбы совершают неопытные мастера, у которых в процессе работы ломается инструмент или получается неправильный профиль витков. Избежать этих проблем помогут навыки и правильно подобранные метчики.
Характерные ошибки при нарезании резьбы совершают неопытные мастера, у которых в процессе работы ломается инструмент или получается неправильный профиль витков. Избежать этих проблем помогут навыки и правильно подобранные метчики.
Что такое метчик? — РИНКОМ
Что такое метчик? — РИНКОМ
Главная
Статьи
Что такое метчик?
Что такое метчик?
3 июля 2019
Гирин Кирилл
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
В материале:
- Конструкция метчиков
- Маркировка метчиков
- Классификация и виды метчико
- Основные типы нарезаемых метчиками резьб
- Из чего изготавливают метчики
- Стандарты ручных и машинных метчиков
- Полезные советы по использованию метчиков
- Где купить нужные метчики?
- Какую резьбу можно нарезать при помощи метчика?
- Как маркируют эти инструменты?
- Из каких частей состоят метчики?
- Какие материалы идут на производство этих металлорежущих инструментов?
- Какие существуют виды метчиков по конструкции и назначению?
Фотография №1: набор метчиков
Конструкция метчиков
Метчик состоит из рабочей части и хвостовика.
Изображение №1: конструкция метчика
Рабочая часть метчика устроена следующим образом.
- Заборная часть. Именно она начинает соприкасаться с металлом и формирует первые витки резьбы.
- Калибрующая часть. Доводит резьбу до идеала.
Хвостовик предназначен для закрепления инструмента. Для исключения проворачивания предусмотрен специальный квадрат.
Калибрующая часть метчика имеет канавки. Они выполняют две функции.
- Отвод стружки из зоны обработки.
- Подвод смазывающе-охлаждающей жидкости.
Существуют следующие типы канавок.
- Канавки, имеющие прямолинейные передние и радиусные задние поверхности. С такими канавками выпускается большинство метчиков.
- Канавки, имеющие прямолинейные передние и задние поверхности. Метчики этого типа используют для нарезания гаечных резьб.
- Однорадиусные канавки. Их имеют метчики калибровочного типа
Маркировка метчиков
Маркировка наносится на хвостовики метчиков.
- «М» — метрические метчики.
- «К» — конические метчики.
- «G» — трубные метчики.
Классификация и виды метчиков
Расскажем о классификации метчиков в деталях. Инструменты подразделяют на виды в зависимости от таких основных характеристик, как:
- назначение;
- конструктивные особенности;
- типы нарезаемых резьб.
Классификация метчиков по назначению
По назначению метчики делят на 4 вида.
- Ручные. Это слесарные метчики, для вращения которых предназначены специальные воротки. Обычно для нарезания какой-либо резьбы используется комплект из нескольких инструментов. Каждый их них снимает с заготовки лишь часть припуска.
Черновые метчики имеют на хвостовиках одну черточку, промежуточные — 2, а инструменты для финишной обработки — 3.
В зависимости от направления вращения метчики бывают левыми и правыми.
Фотография №2: ручные слесарные метчики
- Машинные метчики.
 Их используют для обработки заготовок на револьверных, агрегатных, сверлильных и токарных станках. Применение машинных метчиков в массовом или серийном производстве дает нужную производительность. Резьба до 3 мм с использованием машинного метчика нарезается за один проход.
Их используют для обработки заготовок на револьверных, агрегатных, сверлильных и токарных станках. Применение машинных метчиков в массовом или серийном производстве дает нужную производительность. Резьба до 3 мм с использованием машинного метчика нарезается за один проход.
Фотография №3: машинные метчики
- Метчики-протяжки. Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.
Фотография №4: метчики-протяжки
- Гаечные метчики. Как видно из названия, инструменты этого типа применяют для нарезания резьб в гайках. Гаечные метчики, устанавливаемые на сверлильные станки, имеют длинные прямолинейные хвостовики. После нарезания резьбы инструмент извлекается, а гайка просто стряхивается.
 Приспособления, устанавливаемые на резьбонарезные автоматы, имеют изогнутые хвостовики. С них обработанные гайки падают в подготовленную тару.
Приспособления, устанавливаемые на резьбонарезные автоматы, имеют изогнутые хвостовики. С них обработанные гайки падают в подготовленную тару.
Фотография №5: гаечный метчик для резьбонарезного автомата
Классификация метчиков по конструкции и особенностям
Перечислим виды приспособлений и кратко расскажем о них.
- Метчики с винтовыми стружечными канавками. Такие приспособления обычно используют для машинного нарезания глухих резьб. Винтовое расположение канавок для отвода стружки обеспечивает подачу в зону резания необходимого количества смазочно-охлаждающей жидкости. Это значительно повышает эффективность обработки и продлевает срок службы инструментов.
Изображение №2: метчик с винтовыми канавкам и для отвода стружки
- Метчики с укороченными канавками. Их еще называют бесканавочными. Приспособления этого типа используют для обработки заготовок из высокопрочных легированных сталей, вязких низкоуглеродистых материалов, а также сплавов на основе алюминия.

Изображение №3: конструктивные особенности бесканавочного метчика
- Метчики с шахматным расположением режущих зубьев. Такая конструкция уменьшает трение при обработке заготовок. Зубья на заборной части располагаются по классической схеме, а на калибрующей — через один.
Изображение №4: конструкция метчика с шахматным расположением зубьев
- Комбинированные сверла-метчики. При обработке деталей приспособлениями этого типа выполняются одновременно 2 операции — сверление отверстия и нарезание резьбы. Такой подход позволяет не задумываться о соотношении диаметра сверла с диаметром метчика.
Фотография №6: комбинированные сверла-метчики
Изучите также таблицу соответствия диаметров.
Изображение №5: стандартные диаметры сверл-метчиков
- Колокольные метчики.
 Предназначены для нарезания резьб больших диаметров (от 50 до 400 мм). Приспособления имеют сборные конструкции.
Предназначены для нарезания резьб больших диаметров (от 50 до 400 мм). Приспособления имеют сборные конструкции.
Изображение №6: конструкция метчика колокольного типа
- Модели ступенчатого типа. Рабочие части таких метчиков разделены на участки, выполняющие определенные функции. К примеру, первый — резание, а второй — выглаживание.
Изображение №7: конструкция метчика ступенчатого типа
- Метчики с внутренними полостями. Они нужны для охлаждения и отвода стружки. Такие метчики отличаются повышенной производительностью и используются для нарезания глухих резьб в глухих отверстиях. Наибольшее распространение получили сборные модели.
Изображение №8: полые метчики
Основные типы нарезаемых метчиками резьб
Чаще всего при помощи метчиков нарезают резьбы трех основных разновидностей. Применяют инструменты следующих типов.
Применяют инструменты следующих типов.
- Метрические метчики. Предназначены для нарезания метрических резьб. Это самый распространенный тип крепежных соединений.
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.
Изображение №9: профиль метрической резьбы
- Дюймовые метчики. Рабочие части таких приспособлений имеют коническую форму. Профиль дюймовой резьбы выглядит так.
Изображение №10: профиль дюймовой резьбы
Диаметр измеряется в дюймах, а шаг — в количестве ниток на дюйм.
- Цилиндрические и конические трубные метчики. Используются для создания надежных трубных соединений.
Изображение №11: профиль трубной резьбы
- Ознакомьтесь со стандартными характеристиками резьб вышеперечисленных типов.
Изображение №12: стандартные характеристики метрических, дюймовых и трубных резьб
По этой таблице мастера подбирают резьбонарезной инструмент.
Из чего изготавливают метчики
Расскажем, из каких сталей изготавливают большинство метчиков.
- Высокоуглеродистые инструментальные стали. Это У10А, У12А и другие марки. Из таких сталей изготавливают ручные метчики.
- Быстрорежущие стали. Максимальное распространение получили марки Р6М5 и Р6М5К5. Из этих сталей изготавливают машинные метчики.
- Твердые сплавы. Идут на изготовление метчиков, предназначенных для нарезания внутренних резьб в заготовках из труднообрабатываемых материалов.
Стандарты ручных и машинных метчиков
Требования к характеристикам как ручных, так и машинных метчиков устанавливает стандарт ГОСТ 3266-81. Он называется: «Метчики машинные и ручные. Конструкция и размеры». Документ вы можете скачать здесь.
Полезные советы по использованию метчиков
- Подбирайте для работы подходящие по габаритам и характеристикам приспособления.
- Для более точного позиционирования мастера рекомендуют крепить хвостовики метчиков в патронах с плавающими, самоцентрирующимися и реверсивными свойствами.
- Со всех обрабатываемых заготовок предварительно снимайте фаски.
- Деталь, изготовленную по технологии литья или штамповки, требуется подготовить к нарезанию резьбы. Отверстия зенкеруются или рассверливаются для увеличения диаметров.
- Не пренебрегайте необходимостью использовать смазывающе-охлаждающие жидкости.
- Для нарезания резьбы в глубоких отверстиях используйте метчики, длина которых превышает глубину нарезки.
Где купить нужные метчики?
Выгодно купить метчики различных типов вы можете непосредственно у нас. На страницах каталога вы найдете широкий ассортимент инструментов высшего качества от ведущих отечественных и зарубежных производителей.
К нашим преимуществам относятся:
- низкие цены;
- быстрая доставка;
- скидки для постоянных оптовых клиентов;
- возможность покупки любого инструмента под заказ.
Заказать плашки, наборы метчиков и иные приспособления вы можете по телефону или на сайте. Если есть вопросы, задайте их специалисту «РИНКОМ». Опытный мастер обязательно вам поможет.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
23 сентября 2022
Как пользоваться мультиметром
20 июня 2022
Полировка металла
8 марта 2022
Полировка металла на производстве и в быту
6 декабря 2021
Треугольные отверстия в металле
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Нарезание резьбы – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Опишите процедуру врезки.
• Определите число оборотов для нарезания резьбы.
• Опишите начинку и полировку.
• Опишите усовершенствованную заготовку.
Нарезание резьбы
Нарезание резьбы — это процесс нарезания резьбы внутри отверстия, чтобы можно было вкрутить в отверстие винт с головкой под ключ или болт. Также его используют для изготовления резьбы на гайках.
Нарезание резьбы можно выполнять на токарном станке с механической подачей или вручную. Независимо от метода отверстие должно быть просверлено метчиком соответствующего размера и скошено на конце.
Надлежащая практика
Использование направляющих
Направляющие метчика
являются неотъемлемой частью удобного и прямого метчика. При использовании токарного или фрезерного станка метчик уже прямой и центрированный. Будьте осторожны при ручном выравнивании метчика, так как направляющая метчика под углом 90° намного точнее, чем человеческий глаз.
При использовании токарного или фрезерного станка метчик уже прямой и центрированный. Будьте осторожны при ручном выравнивании метчика, так как направляющая метчика под углом 90° намного точнее, чем человеческий глаз.
Использование масла
При сверлении и нарезании резьбы очень важно использовать масло. Он предотвращает визг сверла, делает рез более гладким, очищает от стружки и предотвращает перегрев сверла и ложи.
Клевание
Сверление помогает предотвратить перегрев и поломку бит при их использовании для сверления или нарезания резьбы. Сверление с просверливанием включает частичное просверливание детали, затем ее отвод для удаления стружки, одновременно позволяя детали остыть. Обычной практикой является поворот рукоятки на полный оборот, а затем на пол-оборота назад. Всякий раз, когда сверло или метчик выворачиваются, удалите как можно больше стружки и добавьте масло на поверхность между сверлом или метчиком и заготовкой. Процедура ручного постукивания 1. Выберите размер сверла из таблицы. При выборе размера метчика в первую очередь следует смотреть на эту диаграмму
Процедура ручного постукивания 1. Выберите размер сверла из таблицы. При выборе размера метчика в первую очередь следует смотреть на эту диаграмму
1. Выберите размер сверла из таблицы.
При выборе размера метчика в первую очередь нужно смотреть на эту таблицу.
2. При необходимости добавьте фаску к отверстию перед нарезанием резьбы. Фаски и зенкеры — это дополнительные функции, которые иногда необходимы для винтов. Для достижения наилучших результатов скорость вращения шпинделя должна быть в пределах от 150 до 250 об/мин.
3. Получите направляющую для крана. Теперь отверстие готово для резьбы. Для этого используйте метчики и направляющие блоки возле ручных фрез. Направляющие блоки будут иметь несколько отверстий для метчиков разного размера. Выберите тот, который ближе всего к размеру используемого метчика, и поместите его над просверленным отверстием.
4. Коснитесь блока. Отбейте метчик ключами. Слегка надавите, повернув ключ на полный оборот, а затем на пол-оборота. Клювайте на нужную глубину.
Отбейте метчик ключами. Слегка надавите, повернув ключ на полный оборот, а затем на пол-оборота. Клювайте на нужную глубину.
5. Завершите кран. Если метчик не идет дальше или достигнута нужная глубина, сбросьте давление на метчике; он, вероятно, достиг дна. Выньте кран из отверстия.
Дальнейшее нажатие может сломать кран. Чем меньше кран, тем больше вероятность, что он сломается.
Рисунок 1. Коснитесь
Процедура:
1. Установите заготовку в патрон.
2. Торцовое и центрирующее сверло.
3. Выберите подходящее сверло для метчика.
4. Пример: ¼ – 20 unc использовалось сверло № 7.
5. Установите токарный станок на правильную скорость и просверлите метчиком требуемую глубину. Используйте большое количество смазочно-охлаждающей жидкости.
6. Примечание: заготовка будет вращаться при нарезании резьбы с использованием мощности токарного станка. Используйте очень низкую скорость вращения шпинделя. (от 40 до 60 об/мин) и большое количество смазочно-охлаждающей жидкости.
(от 40 до 60 об/мин) и большое количество смазочно-охлаждающей жидкости.
7. Снимите фаску с края отверстия.
Заготовка должна быть заполнена на токарном станке только для удаления небольшого количества припуска, удаления прижогов или скругления острых углов. Заготовку всегда следует обтачивать до размера примерно от 0,002 до 0,003 дюйма, если поверхность должна быть обработана напильником. Держите ручку напильника в левой руке, чтобы избежать травм при шлифовке на токарном станке, чтобы руки и кисти не касались вращающегося патрона.
Процедура:
1. Установите скорость вращения шпинделя примерно в два раза выше, чем при токарной обработке.
2. Установите заготовку в патрон, смажьте и отрегулируйте мертвую точку заготовки.
3. Переместите каретку как можно дальше вправо и снимите стойку инструмента (при необходимости)
4. Отсоедините ходовой винт и подающий стержень.
5. Выберите правильный файл для использования.
6. Запустите токарный станок.
7. Возьмитесь за ручку напильника в левой руке и поддерживайте острие напильника пальцем правой руки.
8. Слегка надавите и протолкните файл вперед на всю его длину. Ослабьте давление на возвратную ставку.
9. Перемещайте напильник примерно на половину ширины напильника для каждого прохода и продолжайте напильник, используя от 30 до 40 ходов в минуту, пока поверхность не будет обработана.
Рисунок 2. Подача документов
При заточке на токарном станке следует соблюдать следующие правила техники безопасности.
• Закатать рукава.
• Не используйте напильник без правильно установленной ручки.
• Снимите часы и кольца.
• Не давите на файл слишком сильно.
• Чаще очищайте напильник щеткой для напильника. Втирайте немного мела в зубья напильника, чтобы предотвратить засорение и облегчить очистку.
После того, как заготовка была отшлифована, отделка может быть улучшена путем полировки абразивной тканью.
Процедура:
1. Выберите тип и сорт абразивной ткани, для получения желаемого результата используйте кусок длиной от 6 до 8 дюймов и шириной 1 дюйм.
2. Настройте токарный станок на высокую скорость (около 800-1000 об/мин).
3. Отсоедините подающий стержень и ходовой винт.
4. Смажьте и отрегулируйте мертвую точку.
5. Запустите токарный станок.
6. Держите абразивную ткань на заготовке.
7. Правой рукой плотно прижмите ткань к заготовке, крепко удерживая другой конец наждачной бумаги левой рукой.
8. Медленно перемещайте ткань вперед и назад вдоль заготовки.
Рисунок 3. Полировка
При полировке на токарном станке необходимо соблюдать следующие меры безопасности:
1. Закатать рукава.
2. Заправьте любую свободную одежду
Для обычной отделки используйте наждачную ткань с зернистостью от 80 до 100. Для получения более качественной поверхности используйте абразивную ткань с более мелкой зернистостью.
Некоторые детали могут быть неправильной формы, поэтому для их правильной фиксации перед обработкой требуются специальные инструменты.
1. Деталь нельзя установить в цангу или патрон при резке по всему наружному диаметру заготовки.
2. Детали со сквозными отверстиями должны быть запрессованы на оправку токарного станка (конический вал) и затем зажаты на оправке, а не на самой детали.
3. Если отверстие слишком большое, использование токарной оправки не обеспечит достаточной поддержки детали. Вместо этого используйте внешние губки, чтобы захватить внутренний диаметр детали.
4. Детали со сложной геометрией, возможно, потребуется прикрепить к планшайбе, которая затем будет установлена на шпиндель.
СТАНОК ОБОРУДОВАНИЯ:
В следующей таблице представлено краткое сравнение сильных и слабых сторон различных способов удержания заготовки на токарном станке:
Метод | Точность | Повторяемость | Удобство | |
Цанги | Быстрота, высокая точность, высокая воспроизводимость, хороший захват, маловероятно повреждение заготовки, охват захвата на большой площади. | |||
3-х кулачковый патрон с мягкими кулачками | Для больших заготовок 3-х кулачковые патроны с мягкими кулачками являются нормой в мире ЧПУ. | |||
3-кулачковый самоцентрирующийся патрон с жесткими кулачками | Обычный, дешевый, простой. Низкая точность, низкая повторяемость, если вы снимаете заготовку, а потом кладете ее обратно. | |||
4-кулачковый патрон | Средний | Индивидуальная регулировка кулачков может занять много времени, но обеспечит высокую точность. Может удерживать детали со смещением для поворота кулачков или эксцентриков. Может содержать неправильные формы и квадратные или прямоугольные запасы. | ||
6-кулачковый самоцентрирующийся патрон | Средний | Средний | Лучше всего подходит для работы с тонкими стенками или для захвата готовых краев заготовки. Очевидно, хорошо для шестигранного запаса. | |
Токарная обработка планшайбы | Зависит от установки | Средний | Отлично подходит для неправильных форм. Включает в себя зажимы, такие как фрезерная установка. Могут потребоваться противовесы, чтобы сохранить равновесие. | |
Поворот между центрами | Высокая точность, позволяет вставлять деталь между центрами с очень высокой повторяемостью. | |||
Постоянное точение торца | Современная альтернатива повороту между центрами. | |||
Раздвижные беседки | Они работают изнутри наружу, а не снаружи внутрь, но в остальном очень похожи на цанги. |
 Дорогие патроны и цанги. Работает с ограниченной длиной. Заготовка должна быть круглой и почти точно соответствовать размеру цанги.
Дорогие патроны и цанги. Работает с ограниченной длиной. Заготовка должна быть круглой и почти точно соответствовать размеру цанги.
 Вместо использования токарных упоров, которые довольно сложны в настройке, система постоянного торца использует гидравлическую или другую силу для захвата и привода конца шпинделя.
Вместо использования токарных упоров, которые довольно сложны в настройке, система постоянного торца использует гидравлическую или другую силу для захвата и привода конца шпинделя.В методе описывается конкретный метод или инструмент, который необходимо использовать.
Точность описывает, насколько точно будет удерживаться заготовка или насколько близко к концентричности она будет перемещаться со шпинделем перед выполнением каких-либо резов.
Повторяемость описывает, насколько легко извлечь заготовку, а затем снова точно вставить ее.
1. Какой размер сверла использовать для метчика ½-20?
2. Для чего нужна фаска?
3. Какое число оборотов лучше всего подходит для нарезания резьбы?
4. Какую скорость шпинделя мы устанавливаем для подачи?
Какую скорость шпинделя мы устанавливаем для подачи?
5. Какова цель полировки?
6. Абразивная ткань с какой зернистостью лучше всего подходит для обычной отделки?
7. Для каких работ лучше всего подходят трехкулачковые патроны?
8. Каковы особенности трехкулачкового патрона?
9. Объясните разницу между трехкулачковым и четырехкулачковым патроном.
10. Каковы преимущества и недостатки сборного патрона?
Безопасность при нарезании резьбы — Tapmatic Corporation
Во избежание серьезных травм и для обеспечения наилучших результатов при нарезании резьбы внимательно прочтите Все инструкции по эксплуатации и технике безопасности , предоставленные для насадки для нарезания резьбы, а также все другие применимые инструкции по технике безопасности. , особенно для вашего станка.
1. Надлежащая одежда: Вращающийся шпиндель станка может зацепить свободную одежду, украшения или длинные волосы. Никогда не носите украшения, одежду с длинными рукавами, галстуки, перчатки или что-либо еще, что может быть захвачено при работе со станком. Длинные волосы должны быть закреплены или стянуты сеткой, чтобы они не запутались во вращающемся шпинделе. Сапоги со стальным носком также следует носить в любой машинной среде.
Никогда не носите украшения, одежду с длинными рукавами, галстуки, перчатки или что-либо еще, что может быть захвачено при работе со станком. Длинные волосы должны быть закреплены или стянуты сеткой, чтобы они не запутались во вращающемся шпинделе. Сапоги со стальным носком также следует носить в любой машинной среде.
2. Надлежащая защита глаз: Всегда носите защитные очки с боковыми щитками, чтобы защитить глаза от летящих частиц.
3. Правильное крепление заготовки: Никогда не держите заготовку или тиски, в которых она удерживается, руками. Заготовка должна быть прочно закреплена на столе станка, чтобы она не могла двигаться, вращаться или подниматься.
4. Правильная установка стопорного рычага / реактивной штанги
Для самореверсивных приспособлений на обычных машинах:
| Зажим пиноли | Максимальный кран | ||
| Емкость | Заказ № | Размер | |
| 1 1/2″ — 2 3/8″ | 29099 | 1/2 дюйма | |
| 2 3/8″ — 4 1/2″ | 290991 | 3/4″ | |
| Моментный стержень | Максимальный кран | ||
| Сборка | Заказ № | Размер | |
| Настольное крепление | 29097 | 3/4″ | |
| Для тяжелых условий эксплуатации | |||
| Настольное крепление | 29096 | 1 3/4″ |
Никогда не удлиняйте стандартный стопорный рычаг, поставляемый с насадкой для нарезания резьбы. Удлиненный стопорный рычаг может вырваться, ударив оператора и причинив серьезную травму.
Удлиненный стопорный рычаг может вырваться, ударив оператора и причинив серьезную травму.
Никогда не держите стопор рукой. При реверсе вся мощность машины передается через стопорный рычаг, и оператор может получить серьезную травму.
Всегда устанавливайте стопорный стержень, чтобы стопорный рычаг насадки для врезки не вращался. Тормозной стержень должен быть надежно закреплен на столе или пиноли вашей машины. Установка торсионной штанги должна быть прочнее самого большого метчика в диапазоне пропускной способности вашего приспособления для нарезания резьбы.
7. Непрерывное высокопроизводительное ручное нарезание резьбы метчиком: модели для использования на обычных сверлильных станках или фрезерных станках. Скорость является критическим фактором в тэппинге. Пожалуйста, всегда обращайтесь к рекомендованной таблице скорости нарезания резьбы. Реверсивные нарезные приспособления Tapmatic с контролем крутящего момента используют планетарный реверсивный механизм, увеличивающий скорость в соотношении 1,75 x 1. Это означает, что скорость машины 2000 об/мин соответствует скорости реверса 3500 об/мин. Настоятельно рекомендуется рассмотреть СРЕДНЯЯ СКОРОСТЬ НАРЕЗАНИЯ РЕЗЬБЫ вместо скорости станка при расчете времени цикла. Например, если скорость станка составляет 1500 об/мин, обратная скорость составляет 2625 об/мин, то есть СРЕДНЯЯ СКОРОСТЬ НАРЕЗАНИЯ РЕЗЬБЫ 2062 ОБ/МИН .
Пожалуйста, всегда обращайтесь к рекомендованной таблице скорости нарезания резьбы. Реверсивные нарезные приспособления Tapmatic с контролем крутящего момента используют планетарный реверсивный механизм, увеличивающий скорость в соотношении 1,75 x 1. Это означает, что скорость машины 2000 об/мин соответствует скорости реверса 3500 об/мин. Настоятельно рекомендуется рассмотреть СРЕДНЯЯ СКОРОСТЬ НАРЕЗАНИЯ РЕЗЬБЫ вместо скорости станка при расчете времени цикла. Например, если скорость станка составляет 1500 об/мин, обратная скорость составляет 2625 об/мин, то есть СРЕДНЯЯ СКОРОСТЬ НАРЕЗАНИЯ РЕЗЬБЫ 2062 ОБ/МИН .
Вы не должны превышать максимально допустимую скорость, указанную на насадке для нарезки резьбы.
8. На обрабатывающих центрах: При установке применяется одно и то же правило, независимо от того, используется ли узел держателя моментной штанги со стопорным рычагом, узел чашки моментной штанги или стопорный блок в сборе. Всегда убедитесь, что установка надежнее, чем самый большой используемый кран.» может обнаружить, что вы больше не концентрируетесь на операции. Чувство ложной безопасности может привести к серьезной травме. Всегда будьте бдительны к опасностям машин, с которыми вы работаете. ювелирные изделия и волосы вне рабочей зоны, когда шпиндель станка вращается.Рабочие зоны включают в себя непосредственную точку обработки и все компоненты трансмиссии, включая насадку для нарезания резьбы.Никогда не допускайте попадания рук, других частей тела или каких-либо предметов, прикрепленных к вашему телу. любой из этих областей, пока шпиндель станка не остановится полностью.0003
Всегда убедитесь, что установка надежнее, чем самый большой используемый кран.» может обнаружить, что вы больше не концентрируетесь на операции. Чувство ложной безопасности может привести к серьезной травме. Всегда будьте бдительны к опасностям машин, с которыми вы работаете. ювелирные изделия и волосы вне рабочей зоны, когда шпиндель станка вращается.Рабочие зоны включают в себя непосредственную точку обработки и все компоненты трансмиссии, включая насадку для нарезания резьбы.Никогда не допускайте попадания рук, других частей тела или каких-либо предметов, прикрепленных к вашему телу. любой из этих областей, пока шпиндель станка не остановится полностью.0003
10. Корпус метчика, приводной шпиндель и сам метчик могут нагреваться после работы. Соблюдайте осторожность при снятии навесного оборудования с погрузочно-разгрузочной машины.
11. Помните о любых других применимых требованиях инструкций по технике безопасности.
Помните о любых других применимых требованиях инструкций по технике безопасности.
Контрольный список для правильного нарезания резьбы:
- Никогда не используйте нарезной узел, не прочитав все инструкции по технике безопасности для него, а также для машины, на которой он будет использоваться.
- Является ли метчик острым и правильной конструкции для текущей работы?
- Правильно ли совмещен метчик с просверленным отверстием?
- Правильная ли скорость машины?
- Корректна ли подача машины?
- Правильно ли установлен стопор станка, чтобы метчик срабатывал в нейтральном положении, а не опускался в заготовку или приспособление?
- Заготовка жестко удерживается от вращения и движения вверх?
- Достаточен ли зазор между просверленным отверстием и метчиком в начальном положении, чтобы метчик мог выйти из отверстия при отводе?
- Удерживается ли упорный рычаг приспособления для нарезания резьбы от вращения с помощью торсионного стержня, выступающего из машины?
Ссылки на эту информацию о безопасности включают, но не ограничиваются:
Американский национальный институт стандартов
ANSI B11. 8-1983 (принят 31 мая 1983 по отделению обороны)
8-1983 (принят 31 мая 1983 по отделению обороны)
9002 COSTAL. Корпорация видеосвязи
Охрана машин Copyright 1994
Общество инженеров-технологов
Справочник инженеров по инструменту и производству Том 1 Обработка
(Каталог Библиотеки Конгресса № 82-060312)
Управление краном | Cutting Tool Engineering
Из пяти основных факторов, которые контролируют процесс врезки – метчик, жидкость для врезки, просверленное отверстие, калибр и врезное устройство – врезное устройство оказывает наибольшее влияние на производительность врезки. Патрон для метчика является важнейшим компонентом устройства для нарезания резьбы, о котором часто забывают.
Отводчик играет ключевую роль в успехе или неудаче операции нарезания резьбы, а также в общей производительности и сроке службы используемого станка. Ни один тип отвертки не может претендовать на превосходство во всех областях применения — необходимо тщательно следить за тем, чтобы для конкретной работы был выбран правильный отвод. Выбирая драйвер, помните, что он не работает в вакууме. Это просто компонент, соединяющий конец хвостовика нарезного устройства, который входит в шпиндель станка, с концом метчика, который удерживает метчик. Всем трем компонентам устройства для прослушивания следует уделять одинаковое внимание.
Выбирая драйвер, помните, что он не работает в вакууме. Это просто компонент, соединяющий конец хвостовика нарезного устройства, который входит в шпиндель станка, с концом метчика, который удерживает метчик. Всем трем компонентам устройства для прослушивания следует уделять одинаковое внимание.
Наконечник хвостовика
Выбор хвостовиков для метчиков, которые бывают с конусом Морзе, прямыми, автомобильными хвостовиками, хвостовиками Jacobs, с V-образным фланцем CAT и фланцем BT, обычно определяется шпинделем станка в использовать. Тем не менее, проблемы производственного процесса и управления инструментом могут привести к рассмотрению модульной соединительной системы, которая позволяет легко заменять хвостовики разных размеров, так что пользователю не потребуется один метчиковый патрон за 400 долларов для станков со шпинделями CAT 40, а другой для станки со шпинделями CAT 50 (рис. 1). Модульные системы повышают эффективность использования инструмента и ускоряют замену, но их большая длина по сравнению с цельными системами может сделать их менее жесткими. Чем дольше нужно выдвигать метчик, чтобы очистить распорку приспособления, тем больше вероятность того, что он может хлынуть по большой дуге и не выровняться с отверстием. Это вредно для первых режущих зубьев на фаске метчика. Решения этой проблемы включают в себя обработку большей фаски в отверстии, использование сплошного патрона для метчика (жесткое нарезание резьбы) или устранение необходимости в удлинении метчика путем внесения незначительных изменений в рабочее приспособление. Например, путем усиления выбранных частей приспособления можно избавиться от распорок, которые мешают узлу врезки.
Чем дольше нужно выдвигать метчик, чтобы очистить распорку приспособления, тем больше вероятность того, что он может хлынуть по большой дуге и не выровняться с отверстием. Это вредно для первых режущих зубьев на фаске метчика. Решения этой проблемы включают в себя обработку большей фаски в отверстии, использование сплошного патрона для метчика (жесткое нарезание резьбы) или устранение необходимости в удлинении метчика путем внесения незначительных изменений в рабочее приспособление. Например, путем усиления выбранных частей приспособления можно избавиться от распорок, которые мешают узлу врезки.
Патрон для метчиков
Выбор типа патрона для метчиков более сложен, чем выбор типа хвостовика. Ни один стиль вождения не подходит для каждой ситуации. Рассмотрим доступные типы систем.
Синхронное нарезание резьбы в последние годы стало очень популярным вариантом. Для обрабатывающих центров с ЧПУ, оснащенных этой опцией, программистам необходимо ввести только цикл нарезания резьбы и размер метчика. Программа проста, а инструменты недорогие. Необходимо использовать прочный и точный патрон без осевого смещения (рис. 2). Эта система лучше всего подходит для изготовления резьбовых отверстий диаметром более 3/8 дюйма на низких оборотах, от средних до низких. Качество резьбового отверстия, производимого этой системой, в значительной степени зависит от точности шпинделя станка, ходового винта и электроника.
Программа проста, а инструменты недорогие. Необходимо использовать прочный и точный патрон без осевого смещения (рис. 2). Эта система лучше всего подходит для изготовления резьбовых отверстий диаметром более 3/8 дюйма на низких оборотах, от средних до низких. Качество резьбового отверстия, производимого этой системой, в значительной степени зависит от точности шпинделя станка, ходового винта и электроника.
Натяжение/сжатие В патронах для метчиков используется подпружиненный осевой поплавковый механизм для компенсации различий в подаче станка и скорости шага метчика (рис. 3). Каждый метчик имеет фиксированную скорость подачи, которая равна его шагу. Например, метчик 10-32 имеет 32 резьбы на линейный дюйм. Он продвинется ровно на 1 дюйм за 32 оборота. Это означает опережение 0,03125 дюймов на оборот (1 дюйм ÷ 32). Скорость подачи станка должна точно соответствовать скорости подачи, чтобы нарезать точную резьбу. До появления синхронизированных средств управления подачей большинство средств управления станками не могли точно выполнять эти скорости. До того, как было введено синхронное нарезание резьбы, были разработаны зажимные/натяжные патроны, чтобы компенсировать эти различия в подаче станка и скорости шага резьбы. Они имеют пружинную конструкцию для регулирования движения внутренних механизмов. Внутренний салазок патрона можно удлинить (натяжение) или сжать (сжатие), чтобы метчик продвигался с фиксированной скоростью, используя для направления только собственное вращение.
До того, как было введено синхронное нарезание резьбы, были разработаны зажимные/натяжные патроны, чтобы компенсировать эти различия в подаче станка и скорости шага резьбы. Они имеют пружинную конструкцию для регулирования движения внутренних механизмов. Внутренний салазок патрона можно удлинить (натяжение) или сжать (сжатие), чтобы метчик продвигался с фиксированной скоростью, используя для направления только собственное вращение.
Рис. 1: В этом модульном переходнике для хвостовика метчика стопорный винт расположен под углом 5 °, чтобы соответствовать 5 градусному выступу на хвостовике метчика. Это предотвращает осевое вытягивание или радиальное проскальзывание из-за крутящего момента.
Рис. 2: Метчиковый патрон Intertap с твердотельным приводом для синхронного нарезания резьбы.
Рис. 3: Патрон для натяжения/сжатия метчика.
Но иногда, если отверстие подготовлено неправильно, инструмент может сжаться до того, как метчик начнет нарезать резьбу, что приведет к неравномерной глубине резьбы. Чтобы избежать этой болезни, попробуйте увеличить фаску в отверстии, чтобы облегчить направление метчика, или используйте патрон с жестким пуском (который сопротивляется сжатию) или патрон только для натяжения (без сжатия). Патроны для натяжения/сжатия метчиков, используемые на линиях передачи, должны иметь достаточное сжатие, чтобы обрабатывать отверстия, которые просверлены недостаточно глубоко или из-за сломанного или отсутствующего сверла вообще не были просверлены.
Чтобы избежать этой болезни, попробуйте увеличить фаску в отверстии, чтобы облегчить направление метчика, или используйте патрон с жестким пуском (который сопротивляется сжатию) или патрон только для натяжения (без сжатия). Патроны для натяжения/сжатия метчиков, используемые на линиях передачи, должны иметь достаточное сжатие, чтобы обрабатывать отверстия, которые просверлены недостаточно глубоко или из-за сломанного или отсутствующего сверла вообще не были просверлены.
Патроны только для натяжения предназначены для деталей, требующих точного контроля глубины. Эти инструменты изготавливаются без сжатия; когда станок подает метчик в заготовку, метчик должен начать резать без посторонней помощи.
Если плоскость поверхности детали не находится на постоянной высоте от детали к детали, то первые фаски зубьев метчика, приводимого в действие только натяжным патроном, имеют тенденцию подвергаться большему удару при входе в отверстие. Это вызывает преждевременный износ. Патрон для натяжения/сжатия может показаться логичным решением, но этот тип патрона не обязательно обеспечит точный контроль глубины. Лучше использовать метчиковый патрон с жестким пуском, который сработает, если плоскость поверхности изменилась, или для уточнения положения плоскости поверхности перед нарезанием резьбы в отверстии.
Патрон для натяжения/сжатия может показаться логичным решением, но этот тип патрона не обязательно обеспечит точный контроль глубины. Лучше использовать метчиковый патрон с жестким пуском, который сработает, если плоскость поверхности изменилась, или для уточнения положения плоскости поверхности перед нарезанием резьбы в отверстии.
Жесткий пуск метчиковые патроны, которые обеспечивают регулируемое сопротивление сжатию, являются наиболее популярным типом зажимных/натяжных патронов. Когда глубина резьбы имеет решающее значение, функция жесткого пуска гарантирует, что метчик начнет нарезать резьбу в одной и той же точке на каждом отверстии и, таким образом, будет производить неизменно точную глубину резьбы. Эта функция особенно полезна при использовании затупившегося метчика. Модульные натяжные/сжимающие и саморазъединяющиеся патроны имеют регулируемую функцию жесткого начала сжатия (рис. 4). Это обеспечивает достаточное сопротивление, чтобы начать глухой метчик, и в то же время возможность сжимать в целях безопасности, когда это необходимо. Чтобы отрегулировать жесткий пуск, поверните винты с шестигранной головкой на корпусе инструмента по часовой стрелке для увеличения сопротивления или против часовой стрелки для уменьшения сопротивления. Встроенные зажимные патроны только для натяжения хвостовика и самоосвобождающиеся патроны обеспечивают надежный жесткий пуск, но не имеют функции регулировки жесткого пуска или сжатия.
Чтобы отрегулировать жесткий пуск, поверните винты с шестигранной головкой на корпусе инструмента по часовой стрелке для увеличения сопротивления или против часовой стрелки для уменьшения сопротивления. Встроенные зажимные патроны только для натяжения хвостовика и самоосвобождающиеся патроны обеспечивают надежный жесткий пуск, но не имеют функции регулировки жесткого пуска или сжатия.
Также в этом семействе метчиковых патронов для натяжения/сжатия имеется самоотвинчивающийся привод, самый универсальный тип патрона для метчиков (рис. 5). Его можно эффективно использовать на обрабатывающих центрах и токарных станках для получения точной резьбы при нарезании резьбы как в глухих, так и в сквозных отверстиях. Большинство самоосвобождающихся патронов постоянно прекращают нарезание резьбы в течение 1/10 оборота. Эти патроны особенно полезны на токарно-револьверных станках, где трудно точно остановить и реверсировать шпиндель.
Рисунок 4: Патрон для натяжения/сжатия метчиков с регулируемым жестким пуском.
Рис. 5: Самовзрывной патрон для метчиков.
Внутренний ползун патрона загоняет метчик в отверстие до тех пор, пока ползун не достигнет конца своего хода натяжения. Затем он «отпускается» в нейтральное положение, и метчик перестает резать. Затем метчик извлекается из отверстия путем реверсирования шпинделя станка. Это обеспечивает точный метод контроля глубины резьбы и предотвращает попадание метчика в дно глухого отверстия.
При нарезании резьбы в сквозных отверстиях патрон работает только как натяжной или как натяжной/сжимающий патрон, в зависимости от модели, поскольку функция самоотсоединения не используется.
Ниже приведены рекомендации по эксплуатации самозажимных патронов для метчиков:
Нарезание сквозных отверстий:
- Вращайте шпиндель станка на требуемой скорости резания.
- Установите подачу станка примерно на 95% от шага резьбы.
- Вставьте метчик в просверленное отверстие.
- Когда метчик достигнет нужной глубины, реверсируйте шпиндель станка (не останавливайтесь).
 Вытащите инструмент из отверстия примерно на 95% шага резьбы.
Вытащите инструмент из отверстия примерно на 95% шага резьбы.
Нарезание глухих отверстий:
- Вращайте шпиндель станка на требуемой скорости резания.
- Установите подачу станка примерно на 95% от шага резьбы.
- Установите глубину остановки подачи на требуемую глубину резьбы минус длина хода натяжения (ход для расцепления).
- Вставьте метчик в отверстие. Когда он достигает глубины остановки подачи, продолжайте вращать шпиндель (пауза или остановка подачи). Внутренний салазок патрона метчика будет подтягиваться метчиком к детали. Метчик будет продолжать подавать себя в отверстие на протяжении всего хода натяжения. В конце этой длины приводной механизм перейдет в нейтральное положение и позволит метчику свободно вращаться и прекратить резку.
- Переверните шпиндель, чтобы вывинтить метчик из отверстия. Установите скорость подачи станка на 95% шага метчика. Патрон метчика автоматически переустановится для следующего отверстия.
Поскольку метчик подается в отверстие на 95 % шага метчика, часть хода натяжения будет использована до достижения глубины остановки подачи. Поэтому приведенные выше инструкции следует использовать в качестве отправной точки. После пробного запуска измерьте глубину резьбы и внесите коррективы в соответствии со спецификациями детали. Прочтите инструкции по эксплуатации, прилагаемые к патрону, для получения более подробной информации.
Поэтому приведенные выше инструкции следует использовать в качестве отправной точки. После пробного запуска измерьте глубину резьбы и внесите коррективы в соответствии со спецификациями детали. Прочтите инструкции по эксплуатации, прилагаемые к патрону, для получения более подробной информации.
Самореверсивные метчиковые патроны являются хорошим выбором для крупносерийного производства резьбовых отверстий диаметром менее 1/2 дюйма (рис. 6). Сегодня на рынке имеются реверсивные системы, которые до 3/4 дюйма в диаметре, но эти системы большей производительности не так популярны, как другие методы нарезания резьбы с большими отверстиями, такие как синхронное нарезание резьбы и фрезерование резьбы. Типы реверсивных метчиковых патронов включают стили для ручных станков, таких как Bridgeports, стили для тяжелых условий эксплуатации для сверл с радиальным рычагом и стили для обрабатывающих центров.
Реверсивный патрон включает в себя трансмиссию, которая позволяет реверсировать метчик без реверсирования шпинделя станка. Шпиндель реверсивного патрона весит унции, а шпиндель станка весит 40 фунтов или более. Таким образом, реверс шпинделя с метчиком требует гораздо меньших усилий и подвергает станок гораздо меньшему износу.
Шпиндель реверсивного патрона весит унции, а шпиндель станка весит 40 фунтов или более. Таким образом, реверс шпинделя с метчиком требует гораздо меньших усилий и подвергает станок гораздо меньшему износу.
Преимущества самореверсивного метчикового патрона становятся более заметными при нарезании резьбы диаметром менее 3/8 дюйма. Для таких отверстий обрабатывающий центр с ЧПУ, запрограммированный на синхронный цикл нарезания резьбы при скорость в резке достигнет запрограммированной скорости.Ускорение и замедление шпинделя каждый раз, когда шпиндель меняет направление, уменьшают среднюю скорость, достигаемую станком, прежде чем он должен будет снова изменить направление.Например, 10-32 резьба, обрабатывающая 1/ Отверстие глубиной 4 дюйма при 3000 об/мин достигает запрограммированной глубины менее чем за 0,5 секунды. В нижней части хода нарезания резьбы станок должен остановить шпиндель, реверсировать шпиндель, а затем снова запустить его. После остановки шпиндель станка должен был разогнаться до 3000 об/мин менее чем за 0,1 секунды, чтобы превзойти самореверсивный метчик.
Так почему бы не использовать реверсивный патрон для всех деталей с резьбовыми отверстиями? Основная причина заключается в стоимости: реверсивные метчиковые патроны дороже, чем натяжные/компрессионные или сплошные метчиковые патроны, и, следовательно, они нерентабельны при небольших тиражах. С точки зрения управления инструментом стопорный рычаг реверсивного патрона требует больше места в инструментальном барабане. Также необходим какой-либо стопорный блок или стопорный рычаг, установленный на станке, чтобы удерживать внешний корпус в неподвижном состоянии.
При использовании реверсивного патрона для метчика не забудьте запрограммировать инструмент на расстоянии не менее 0,4 дюйма от рабочей поверхности. Этот зазор позволит метчику высвободить заготовку при отводе. Как и в других системах, запрограммируйте скорость подачи примерно на 95% свинца крана. Ввод и вывод без остановки, использование цикла расточки станка и отключение коррекции подачи и скорости станка. Программирование на подаче 95% позволит инструменту опережать подачу шпинделя, обеспечивая лучший контроль глубины.
С точки зрения максимизации капиталовложений в станкостроение, реверсивный патрон для метчиков нарезает маленькие отверстия быстрее и с меньшим износом шпинделя, чем другие методы. Кроме того, нарезание резьбы с постоянной скоростью увеличивает срок службы инструмента.
Конец крана
Рис. 6: Обычный реверсивный патрон с модульным хвостовиком.
Цанги, быстросменные переходники и трехкулачковые патроны можно использовать для удержания метчика в патроне. Однако при нарезании резьбы на метчик воздействует большой крутящий момент, и метчик может проскальзывать в любом удерживающем устройстве. Чтобы бороться с этой тенденцией, отожмите квадрат крана. В то время как некоторые цанги полагаются на регулируемые приводные блоки в нижней части патрона, а некоторые имеют небольшие приводные заглушки, которые опускаются в нижнюю часть цанги, эти стили требуют дополнительного времени для использования и увеличивают общее время, необходимое для изготовления детали. Предпочтительной цангой для метчика является та, в которую встроен привод метчика без дополнительных приводных штифтов или приводных блоков. Внутренний привод между конусом цанги и патроном обеспечивает высокую производительность.
Предпочтительной цангой для метчика является та, в которую встроен привод метчика без дополнительных приводных штифтов или приводных блоков. Внутренний привод между конусом цанги и патроном обеспечивает высокую производительность.
Адаптеры для метчиков обеспечивают быструю и точную смену метчиков. Их можно купить со встроенным контролем крутящего момента, чтобы предотвратить поломку метчика. Эта функция особенно полезна, когда поломка метчика в почти готовой или дорогостоящей детали может дорого обойтись. Адаптеры для кранов также можно использовать для подачи охлаждающей жидкости через кран или вокруг крана. Последняя функция полезна для метчиков, используемых для врезки в сквозное отверстие, или для метчиков, которые слишком малы, чтобы поддерживать сквозное отверстие для СОЖ.
Машинисты могут выбирать из широкого спектра комбинаций компонентов для нарезания резьбы для достижения высокой производительности нарезания резьбы. Не существует одной системы, которая лучше всего подходила бы для всех приложений.
