Чем машинный метчик отличается от ручного: Метчик машинный – конструкция, виды и правила нарезания резьбы + Видео
Содержание
Метчики. Что это? Устройство, виды, использование и частые ошибки
Метчики. Что это? Устройство, виды, использование и частые ошибки
Метчик – инструмент для формирования (нарезания или восстановления) внутренней резьбы в отверстии. В этой статье мы разберемся в этой сложной теме и узнаем следующее:
— Конструкция метчика
— В какой инструмент вставляется метчик
— Типы нарезаемых отверстий
— Типы резьбы
— Материал метчика
— Стандарты метчиков
— Точность и допуски метчиков
— Специализированные метчики
— Правила подбора и эксплуатации метчиков и инструмента
— Метчики ПрофОснастка
— Советы по использованию
— Частые проблемы
— Бонус
Конструкция метчика
Метчики можно условно разделить на 3 части:
•Рабочая
•Хвостовик
•Посадочный квадрат
Рабочая часть метчика предназначена для механической обработки резанием и состоит из заборной части, калибрующей части и канавки.
Посадочный квадрат предназначен для закрепления инструмента на станках в специальные резьбонарезные патроны, либо, при слесарных работах, квадратный хвостовик метчика устанавливается в метчикодержатель или вороток.
В какой инструмент вставляется метчик
По назначению метчики можно разделить на 2 типа:
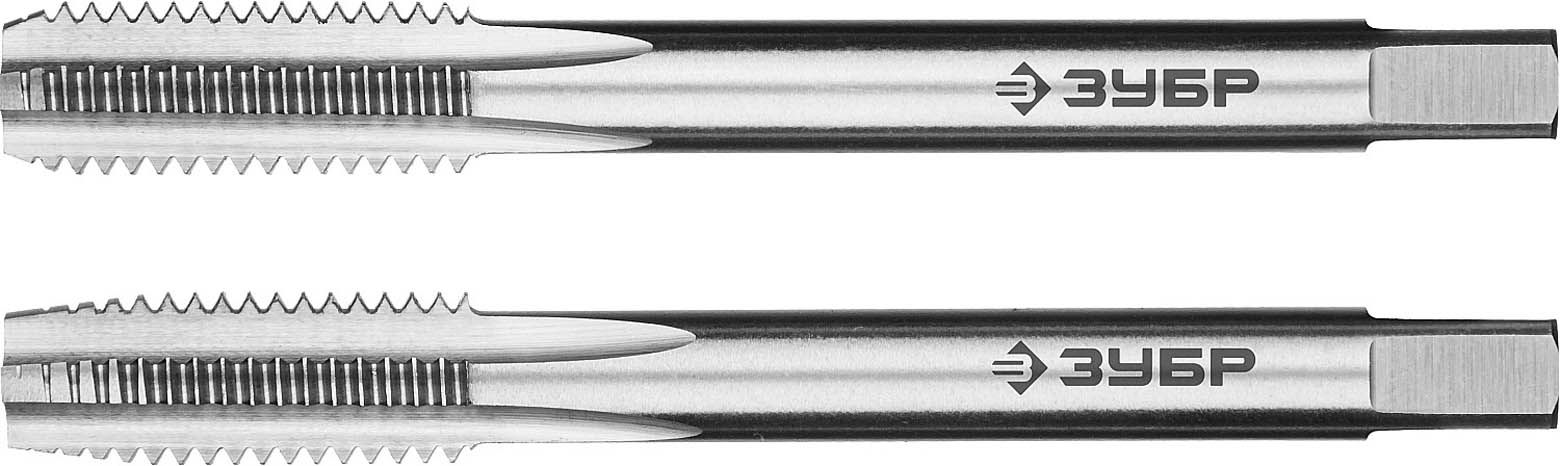
1. Ручные метчики предназначены для слесарных работ, идут в комплекте от двух до пяти штук. Условно они делятся на черновые и чистовые, а на самом инструменте указывается порядковый номер.
Каждый из метчиков срезает свой припуск. Визуально их можно различить по величине заборной части – первым идет метчик с самой большой заборной частью. Сама заборная часть выполняет функцию реза металла, поэтому, чем больше эта режущая часть, тем меньшее напряжение на нее оказывается.
Канавка на ручных метчиках прямая. Прямая форма канавки помогает центрированию, что приходится на руку при слесарных работах.
Для данного типа метчиков используют метчикодержатель или вороток. Плюс данного инструмента в том, что он подходит под большой диапазон посадочных квадратов и не привязан к определенным стандартам в отличие от машинных метчиков.
Метчикодержатели выпускаются под определенный диапазон метчиков, например, М3-М6, М6-М12 и т.п. Универсального инструмента под все популярные размеры, такого как М1-М24, не бывает.
2. Машинные или машинно-ручные метчики предназначены для нарезки резьбы машинным способом, хотя можно по-прежнему использовать на воротке. Чаще всего метчики работают на больших скоростях и выполняют более узкие задачи в отличие от ручных метчиков.
Данный тип вставляется в специальные цанги для метчиков, которые зажимают хвостовик и отдельно посадочный квадрат. Они имеют строго определенные размеры, а это значит, что каждая цанга предназначена для метчика определенного размера и стандарта.
Машинно-ручные метчики можно использовать с метчикодержателем, однако стоит помнить, что заборная часть здесь намного меньше и небольшие отклонения могут легко сломать инструмент.
3. Зачастую метчики пытаются использовать на дрелях или шуруповертах. Мы крайне не советуем это делать, так как должны быть соблюдены правильные обороты в минуту и зависимая от них скорость осевой подачи, что крайне тяжело сделать на ручном инструменте. Помимо этого метчик должен идти строго под углом 90 градусов относительно отверстия, чего тоже нелегко добиться при помощи ручного электроинструмента.
Если у вас есть желание использовать метчики на дрелях либо шуруповертах, то для этого есть специальный расходник из DIY сегмента – комбинированный метчик со сверлом.
Тип нарезаемых отверстий
Тип нарезаемых отверстий определяется канавкой режущей части метчика. Для того чтобы легче было разобраться с канавками для начала представим себе снегоуборочную машину.
В зависимости от расположения ковша снег будет уходить в разные стороны.
Посмотрев на разные типы канавок, вы можете представить себе снегоуборочную машину и определить, куда пойдет стружка.
Отталкиваясь от направления движения стружки, можно выделить метчики для следующих типов отверстий:
•Для глухих отверстий
•Для сквозных отверстий
•Для глухих и сквозных отверстий
На основании вышеперечисленной информации, можно теперь подробно рассмотреть сами канавки.
1. Прямая канавка предназначена для глухих и сквозных отверстий. За счет своей формы стружка крошится и может выходить как вверх, так и вниз.
Возникает закономерный вопрос – если есть универсальная канавка, то зачем нужны вообще остальные? Дело в том, что прямая канавка пригодна в основном для ручной работы, либо машинной обработки на небольших оборотах. Специализированные же канавки рассчитаны на большие обороты и высокую скорость нарезки резьбы. [https://www.youtube.com/watch?v=wtQUVJe0nM0 17:51-18:05]. Плюс ко всему ресурс значительно увеличивается за счет узкой специализации.
Прямая канавка отлично подходит для ручных метчиков, так как за счет своей формы инструмент хорошо центрируется в отверстии.
2. Спиральная канавка предназначена для глухих отверстий. За счет своей формы она выводит стружку наверх, подобно сверлу. Спиральная канавка улучшает теплоотвод за счет улучшенного отвода стружки. Со стружкой уходит много тепла.
Здесь также может возникнуть вопрос – если сверлом можно сверлить сквозные отверстия, то почему же нельзя и спиральным метчиком? Дело в том, что «ядро» данной канавки самое слабое из трех представленных, поэтому не стоит использовать метчик во всех случаях.
Также стоит учитывать, что глубоко таким метчиком резьбу не прорезать.
3. Стружколом/ломатель стружки/spiral point предназначен для сквозных отверстий и выводит стружку вниз.
В отличие от спиральной канавки данный тип метчика ни в коем случае нельзя использовать не по назначению, то есть в глухих отверстиях. Дело в том, что стружка падает вниз, соответственно в глухом отверстии она начнет быстро скапливаться. Нарезка, в большинстве случаев, производится при помощи станка, то есть глубина нарезки отверстия задана программно. Как только свободное место в отверстии закончится, то метчик под напряжением сломается или испортит резьбу.
Как только свободное место в отверстии закончится, то метчик под напряжением сломается или испортит резьбу.
Итого:
Типы резьбы
В России больше всего распространены 2 типа резьбы: метрическая и дюймовая.
Метрические метчики предназначены для нарезания метрической резьбы. Это самый распространенный вид резьбы, он используется в крепежных соединениях, таких как болты, винты, шпильки, гайки и т.п.
Разберем обозначения метрического метчика на примере:
M4х0.7
Где М – примерный диаметр тела метчика, то есть в данном примере около 4 мм.
0,7 – это шаг резьбы, то есть расстояние между зубцами в миллиметрах.
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.
Дюймовые метчики чаще всего используются в сантехнической сфере. Диаметр измеряется в дюймах, а шаг – в количестве ниток на дюйм.
Помимо метрической и дюймовой резьбы существует еще много типов нарезаемой резьбы, например:
Материал метчика
Стали, из которых изготавливают резьбонарезной инструмент можно условно поделить на 4 категории:
1. Высокоуглеродистые инструментальные стали, такие как 9ХС, У10А и пр. Используются для изготовления ручных метчиков, имеют минимальный ресурс, используются больше для исправления резьбы, чем для ее нарезки.
2. Быстрорежущие стали. Обозначаются как HSS, от английского High Speed Steel (произведенные в России быстрорежущие стали обозначаются иначе, напр.: Р6М5, Р6М5К5 и пр.). Имеется много разновидностей. Для начала разберем разные приписки к Обозначению HSS:
HSS-G (G от анг. Grinded – шлифованный) – изготавливается методом шлифования канавок и резьбы в цилиндрических заготовках. Шлифование зачастую производится при помощи боразона (CBN). Данный метод не деформирует металл и не подвергает дополнительной нагрузке.
Видео: https://www.youtube.com/watch?v=XsKNRpJ4QHg
HSSE – общее обозначение для группы быстрорежущих сталей с содержанием кобальта, в которую входят HSS-E, HSS-Co5% (содерж. кобальта 5%), HSS-Co8%(содерж. кобальта 8%).
Быстрорежущие стали имеют множество марок, которые входят в 3 большие группы:
2.1. Вольфрамовые стали. Обозначаются буквой Т (Т1, Т2, Т3, Т15) Вольфрам – достаточно дорогой и редкий минерал, поэтому сегодня трудно встретить изделия из стали с высоким содержанием W. Чаще всего применяется марка T1 (российский аналог Р18) и T15 (Р12Ф5К5).
2.2. Молибденовые стали. На письме обозначаются буквой М (М1, М2, М3, М7, М35). Эта группа сталей уже более распространенная, в сплавах также встречается вольфрам и кобальт. Присутствие большого % ванадия и углерода делает материал стойким к абразивному износу. Самые популярные стали на рынке:
М2 (аналог Р6М5) – содержит 6% вольфрама и 5% молибдена. Обладает сбалансированной прочностью, твердостью и теплостойкостью.
Обладает сбалансированной прочностью, твердостью и теплостойкостью.
М35 (аналог Р6М5К5) – помимо вольфрама, молибдена и ванадия сплав содержит 5% кобальта. Данная марка имеет хорошую вязкость, шлифуемость, теплостойкость и износостойкость. Хорошо подходит для реза нержавеющей стали и улучшенных легированных сталей.
Существует заблуждение, что бывает кобальтовое покрытие, однако это не так, кобальт добавляется непосредственно в сплав. Также считают, что данный элемент придает инструменту бронзовый оттенок, что тоже не является верным. Кобальт в составе никак не изменяет цвет. Расходник иногда красят производители, чтобы сверла или метчики было легко визуально отличить.
2.3. Высоколегированные стали. Обозначаются буквой М и цифрами от 41 и выше. Сталь применяется, если к инструменту предъявляются высокие требования по твердости при высоких температурах.
Для инструмента из быстрорежущей стали также существуют разные покрытия, которые способны увеличить ресурс. Самые распространенные:
Самые распространенные:
TiN – нитрид титана. Благодаря покрытию твердость поверхности повышается примерно до 2300 HV, а термостойкость, до 600°С. Титановое напыление снижает перегрев, улучшает вывод стружки и снижает трение.
TiAlN – нитрид титана легированный алюминием. Поверхностная твердость повышается до ~3300 HV, стойкость к высоким температурам до 900°C
TiCN – напыление карбида титана. Повышает твердость до 2800-3000 HV, термостойкость до 720°C. Низкая стойкость к разрушению – 45-55 H.
3. HSS-E-PM – быстрорежущая сталь высокой производительности, произведена с помощью порошковой металлургии. Сплав при этом однородной структуры, придает стойкость инструменту и режущей кромке. Инструмент подходит для обработки титана, его сплавов и других прочных и труднообрабатываемых материалов. Обычно дополнительно наносится покрытие AlTiN.
4. Твердосплавные стали – композитные материалы, изготовленные по технологиям порошковой металлургии. Применяются для особо сложных задач. Известны также как «победит». Популярные марки: ВК8, ВК9, ВК10.
Применяются для особо сложных задач. Известны также как «победит». Популярные марки: ВК8, ВК9, ВК10.
Стандарты метчиков
Данные стандарты регламентируют общую длину метчика, режущую длину, диаметр хвостовика, размеры посадочного квадрата. Для ручной работы данные стандарты не особо важны, так как вороток может зажимать большой диапазон посадочных квадратов. Для машинной обработки данные стандарты важны, особенно стоит обращать внимание на диаметр хвостовика и размер посадочного квадрата, так как цанга для метчика зажимает именно эти 2 части: хвостовик и посадочный квадрат.
Самые популярные стандарты в России:
— ГОСТ 3266-81
— ISO529
— DIN 371
— DIN 376
Точность и допуски метчиков
Не смотря на то, что допуск часто называют точностью, это не означает, что какой-то метчик более точный, а соответственно он лучше. Каждый класс точности имеет свое предназначение.
Чтобы сильно не углубляться в данную тему можно отобразить назначение допусков подобным образом:
Самый популярный допуск 6H для метчиков и 6G для плашек. Эти допуски являются оптимальным вариантом между посадкой с натягом и посадкой с зазором, в технической среде это и есть «переходная посадка». Сами же соединения с натягом или с зазором редко используются, только для узкоспециализированных задач.
Эти допуски являются оптимальным вариантом между посадкой с натягом и посадкой с зазором, в технической среде это и есть «переходная посадка». Сами же соединения с натягом или с зазором редко используются, только для узкоспециализированных задач.
Помимо метчиков с допусками 6H (ISO2) и 6G (ISO3), а также 6G и 7G, выпускаются метчики с допусками 6HX и 6GX. Буква «X» означает, что данный класс точности не является стандартным и такой метчик предназначен для нарезания резьбы в высокопрочных или абразивных материалах, например, в чугуне. При обработке таких материалов отсутствует риск получения резьбы большего диаметра, поэтому для улучшения стойкости метчика можно использовать более высокий класс точности. Ширина поля допуска одинакова для 6H и 6HX. Метчики-раскатники обычно изготавливаются с допусками 6HX или 6GX.
Специализированные метчики
На рынке существует множество разновидностей метчиков, которые предназначены для определенных задач.
Гаечный метчик. Обладает удлиненной хвостовой частью, рассчитан на ручную или машинную работу посредством токарного станка. Хвостовик получил функциональное удлинение, что позволяет выполнять нарезание нескольких последовательно подаваемых гаек без необходимости выворачивать метчик после каждой из них.
Обладает удлиненной хвостовой частью, рассчитан на ручную или машинную работу посредством токарного станка. Хвостовик получил функциональное удлинение, что позволяет выполнять нарезание нескольких последовательно подаваемых гаек без необходимости выворачивать метчик после каждой из них.
Бесканавочные / раскатные метчики отличаются отсутствием канавок, используются для формирования резьбы в мягких сталях. Следует отметить, что этот тип отличается повышенной прочностью, итогом чего становится почти полное отсутствие поломок, а также брака резьбы, обрабатываемой детали. Еще один плюс – повышенный срок службы за счет рабочей части, которую можно несколько раз безболезненно перетачивать.
Шахматные метчики. Снижают при работе трение из-за того, что на калибровочном участке зубья срезаны с пропусками, то есть, через один. Чаще всего используются для работы с вязкими материалами, такими как алюминий, латнуь, медь.
Правила подбора и эксплуатации метчиков и инструмента
1. Различают нарезание и восстановление резьбы. Это разные процессы. Для качественного восстановления резьбы используют специальные пружинные вставки, однако для бытовых работ можно использовать и обычный метчик, но и результат будет бытовой.
Различают нарезание и восстановление резьбы. Это разные процессы. Для качественного восстановления резьбы используют специальные пружинные вставки, однако для бытовых работ можно использовать и обычный метчик, но и результат будет бытовой.
2. Только при правильном использовании связки: инструмент + метчик + заготовка (материал) + режим эксплуатации можно получить результат как с точки зрения параметров (размеров), так и сточки зрения ресурса эксплуатации метчика.
• Для каждого инструмента (ручной инструмент или станок) необходимо подбирать соответствующий метчик. Это касается как установочного квадрата (разные размеры), так и режимов резания (скорость вращения и подача). Обязательно применение СОЖ как для ручного, так и (особенно) для машинного использования.
• Ручная нарезка резьбы. Главное чтобы деталь была надежно зафиксирована в устройстве, поскольку при нарезании резьбы метчиком нужно будет прикладывать большое усилие. По диаметру высверливаемое отверстие должно быть несколько меньше, чем диаметр режущих элементов метчика (см. таблицу в конце статьи). Обязательно на верхней кромке отверстия нужно снять фаску. Вдавливать метчик необходимо плавно, без лишних рывков, постепенно проворачивая его, таким образом, до получения чистой и ровной резьбы. Сделав один оборот по часовой стрелке, его возвращают на пол-оборота в обратном направлении, тем самым, избавляясь от скопившейся металлической стружки. Во время нарезания резьбы необходимо использовать СОЖ подходящий к обрабатываемому металлу.
таблицу в конце статьи). Обязательно на верхней кромке отверстия нужно снять фаску. Вдавливать метчик необходимо плавно, без лишних рывков, постепенно проворачивая его, таким образом, до получения чистой и ровной резьбы. Сделав один оборот по часовой стрелке, его возвращают на пол-оборота в обратном направлении, тем самым, избавляясь от скопившейся металлической стружки. Во время нарезания резьбы необходимо использовать СОЖ подходящий к обрабатываемому металлу.
• Для шуруповерта необходимо использовать метчик с посадкой 6,35 мм. Так же лучше всего использовать комбинированный метчик. Если выбрать обычный универсальный метчик, вероятность некачественной резьбы или сломанного метчика в процессе работы увеличивается многократно. Режим использования: один оборот вперёд, пол-оборота назад. Этот режим даже для шуруповерта непрост, что уж говорить про дрель. Обычные метчики можно устанавливать в шуруповерт через систему переходников – адаптеров.
• Дрелью обычно резьбу не нарезают, а если это и делать, то нужно брать заведомо усиленный по всем параметрам метчик. Необходимая скорость вращения метчика находится в пределах 300-600 об./мин. в зависимости от материала заготовки. Обычная дрель не позволяет установить такие обороты (необходимо использовать дрели с регулировкой оборотов). Так же нужно иметь ввиду режим использования метчика и то, что крутящий момент будет не достаточный, если метчик просто зажать в обычном патроне, который предназначен для установки цилиндрических хвостовиков.
Необходимая скорость вращения метчика находится в пределах 300-600 об./мин. в зависимости от материала заготовки. Обычная дрель не позволяет установить такие обороты (необходимо использовать дрели с регулировкой оборотов). Так же нужно иметь ввиду режим использования метчика и то, что крутящий момент будет не достаточный, если метчик просто зажать в обычном патроне, который предназначен для установки цилиндрических хвостовиков.
• Нарезание резьбы на обычном сверлильном станке подразумевает, что на нем имеется регулировка скорости вращения, реверсивная подача. Так необходимо правильно подобрать систему посадки. Например, учитывается посадка шпинделя станка MK1/MK2/M3/MK4, в шпиндель вставляется быстрозажимной шпиндель под метчики в диапазонах M3-M15 / M7-M24, далее вставляются быстросменная вставка под размер метчика.
• Сверлильный или резьбонарезной станок с регулировкой оборотов, подачей и системой осевых координат. В заготовках, полученных литьем или ковкой, отверстия обязательно нужно предварительно рассверливать или зенкеровать по соответствующим правилам. Правильнее всего нарезать фаску со стороны подвода метчика под углом 60 и глубиной более 1 шага резьбы. Необходимо использовать специализированные резьбонарезные сверлильные патроны: реверсивные, плавающие, качающиеся, самоцентрирующиеся, предохранительные (особенно для глухих резьб).
Правильнее всего нарезать фаску со стороны подвода метчика под углом 60 и глубиной более 1 шага резьбы. Необходимо использовать специализированные резьбонарезные сверлильные патроны: реверсивные, плавающие, качающиеся, самоцентрирующиеся, предохранительные (особенно для глухих резьб).
• Нарезание резьбы на магнитном сверлильном станке. Необходимо использовать магнитный станок с регулировкой скорости вращения, реверсом и с учетом правильного соединения метчика и патрона с посадкой WELDON19, который передает крутящий момент метчику.
Метчики ПрофОснастка
Метчики ТМ ПрофОснастка представлены в двух линейках: Мастер и Эксперт.
Метчики серии Мастер предназначены для бытового и полупрофессионального использования.
Комплект ручных метчиков ПрофОснастка Мастер (1, 2 номер) HSS 4341, ISO 529. Инструмент предназначен для глухих и сквозных отверстий. Представлены ходовые позиции от М2х0,4 до М16х2. Инструмент предназначен для сталей ниже 800 Mpa, точность 6H.
Инструмент предназначен для сталей ниже 800 Mpa, точность 6H.
Метчик машинно-ручной ПрофОснастка Мастер, прямая канавка, HSS 4341, ISO 529. Инструмент предназначен для глухих и сквозных отверстий. Представлены ходовые позиции от М2х0,4 до М24х3 Инструмент предназначен для сталей ниже 800 Mpa, точность 6H.
Метчики серии Эксперт созданы для промышленного и индустриального использования и обеспечивают высокое качество нарезания резьбы с длительным ресурсом эксплуатации, как для ручного, так и для машинного использования.
Комплект ручных метчиков ПрофОснастка Эксперт (1, 2 номер) HSS-G M2 TiN, ISO 529. Инструмент предназначен для глухих и сквозных отверстий. Метчики поставляются от 2 до 24 мм на склад с основным и мелким шагом. Инструмент предназначен для сталей ниже 1000 Mpa, точность 6H.
Метчик машинно-ручной ПрофОснастка Эксперт, прямая канавка, HSS-G M2 TiN, ISO 529. Инструмент предназначен для глухих и сквозных отверстий. Метчики поставляются от 2 до 24 мм на склад с основным и мелким шагом.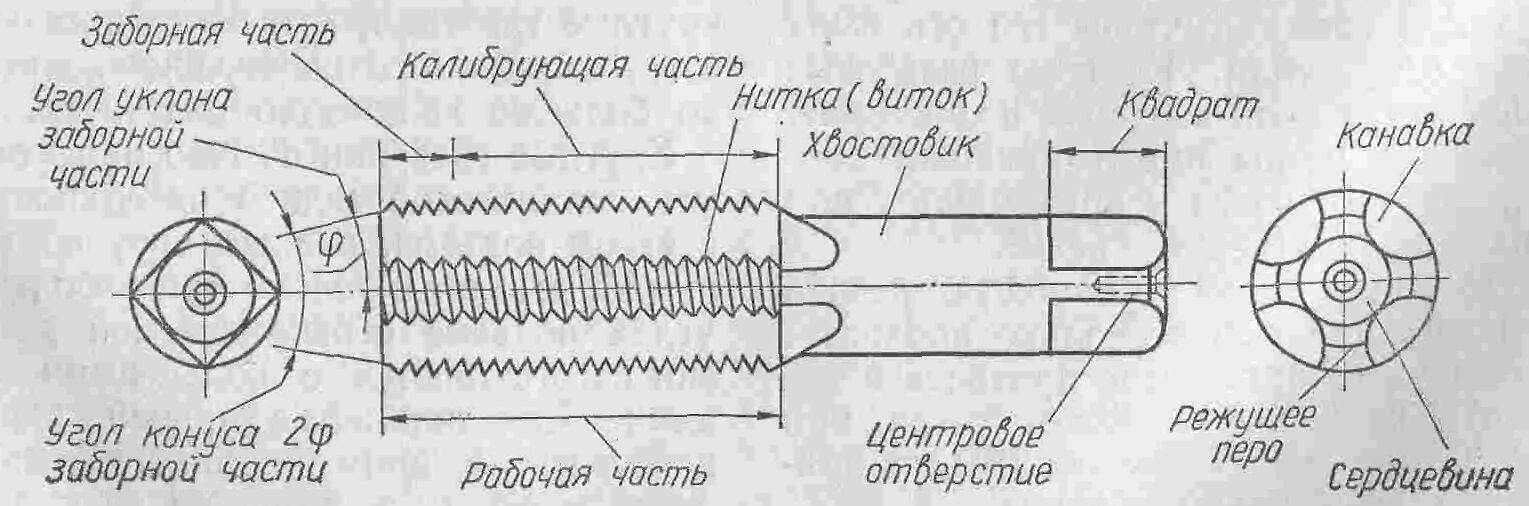 Инструмент предназначен для сталей ниже 1000 Mpa, точность 6H.
Инструмент предназначен для сталей ниже 1000 Mpa, точность 6H.
Метчик машинный ПрофОснастка Эксперт, спиральная канавка, HSS-G M2 TiN, ISO 529. Инструмент предназначен для глухих отверстий. Метчики поставляются от 2 до 24 мм на склад с основным и мелким шагом. Инструмент предназначен для сталей ниже 1000 Mpa, точность 6H.
Метчик машинный ПрофОснастка Эксперт, спиральная канавка, HSSE M35 Co5%, DIN 371 / DIN 376. Инструмент предназначен для глухих отверстий. Метчики поставляются от 2 до 30 мм на склад с основным и мелким шагом. Инструмент предназначен для сталей ниже 1100 Mpa, точность 6H.
Метчик машинный ПрофОснастка Эксперт, канавка с ломателем стружки, HSSE M35 Co5%, DIN 371 / DIN 376. Инструмент предназначен для сквозных отверстий. Метчики поставляются от 2 до 30 мм на склад с основным и мелким шагом. Инструмент предназначен для сталей ниже 1100 Mpa, точность 6H.
Советы по использованию
— Всегда используйте СОЖ. Для метчиков это обязательное условие.
Для метчиков это обязательное условие.
— Используйте таблицу, чтобы определить диаметр отверстия под нужный метчик.
— Если таблицы нет под рукой, вы можете отнять шаг резьбы от диаметра. То есть, для метчика М4х0,7 надо сделать следующие вычисления: 4-0,7=3,3. То есть нам нужно отверстие 3,3 мм. Для М8х1,25 вычисления будут соответствующие: 8-1,25=6,75. Здесь можно взять сверло 6,7-6,8 мм.
— Выбирая сверло под нарезание резьбы, всегда берите наибольший диаметр из диапазона. Например, под метчик М6х1 нужно отверстие от 5 до 5,2 мм. Лучше всего просверлить именно 5,2, так как инструменту придется резать меньшее количество металла и соответственно его ресурс сильно увеличится. Сама же внутренняя резьба не сильно потеряет в прочности.
— При ручной нарезке на 1 один оборот вперед делайте пол оборота назад. Это нужно для того чтобы «разбить» стружку и предотвратить застревание метчика, а также его возможную поломку.
— Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Частые проблемы
— Сломался метчик.
Возможные варианты:
• Неправильное использование метчика. Например, использование машинно-ручного метчика на дрели или шуруповерте. Во время машинной обработки скорость осевого движения (вверх/вниз) рассчитывается согласно шагу метчика, также на резьбонарезных патронах стоит осевая компенсация и много чего еще. Вряд ли с помощью дрели вы сможете выдержать правильную скорость, чтобы не сломать инструмент.
• Использовано мало СОЖ
• Метчик уткнулся в дно отверстия
• Слишком маленькое/большое отверстие под резьбу.
• Неправильная эксплуатация. Особенно актуально для метчиков меньше чем М4. Например, отклонение воротка в сторону, когда режущая и калибрующая части метчика находятся в отверстии.
— Метчик HSS хрупкий, быстро сломался, а с 9ХС такого не было.
Быстрорежущая сталь намного тверже углеродистой, а чем больше твердость – тем меньше прочность и пластичность. То есть за счет высокой твердости HSS имеет больший ресурс, но в случае неправильной эксплуатации его сломать легче, чем 9ХС.
То есть за счет высокой твердости HSS имеет больший ресурс, но в случае неправильной эксплуатации его сломать легче, чем 9ХС.
- Резьба в алюминии не выходит, просто сверлит.
Во-первых, для алюминия лучше всего подходит специализированный метчик с шахматным расположением зубьев. Данный тип инструмента подходит для вязких материалов, которым и является алюминий. Во-вторых, если нарезка все же осуществляется обычным метчиком, то метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки. Также есть вероятность того, что некоторые клиенты используют метчики на дрелях и шуруповертах, что вообще недопустимо для данного инструмента.
Ручной метчик HSS-G DIN 352 Тип N M12 x 1.75, 3 шт. D.Bor (9g10m12-1702d)
Три метчика для нарезания резьбы в стали до 800 Н/мм2, чугуне, цветных металлах. Размер — М 12. Шаг резьбы — 1.75 мм. Диаметр отверстия — 10.20 мм. Производитель — D.Bor (Германия).
Технические характеристики
Основные
Подробные
| Диаметр отверстия, мм | Хвостовик | четырехгранный DIN 10 | |
| Материал | HSS (быстрорежущая сталь) | Кол-во в упаковке, шт. | 3 |
| Работа по материалу | сталь до 800 Н/мм2, чугун, цветные металлы | Артикул | 9g10m12-1702d |
| Резьба | M 12 | Стандарт | DIN 352 Тип N |
| Шаг резьбы, мм |
 20″>10.20
20″>10.20 75″>1.75
75″>1.75Комплектация
|
ДокументацияСертификат Гарантийный талон Сертификат соотвествия Произведено
|
 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры. *Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров!
Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.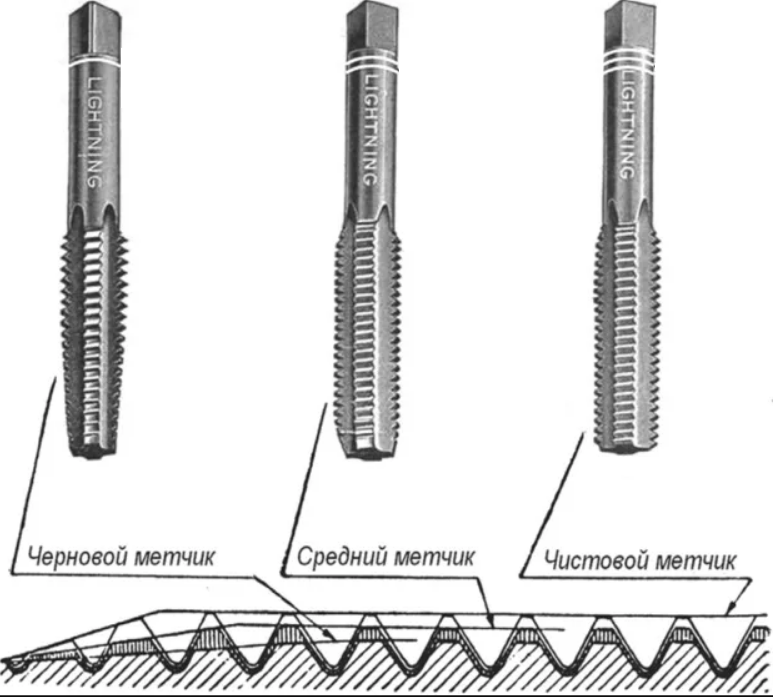
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
11 Различные типы метчиков для выбора
Введение
Метчики представляют собой инструменты с резьбой, которые используются для нарезания внутренней поверхности отверстий. Метчики можно использовать вручную или с помощью машины для открытия внутренней резьбы. Существуют разные способы изготовления вещей, в зависимости от того, сколько деталей нужно сделать и насколько точными и гладкими должны быть поверхности. Прежде чем нарезать внутренние винты, необходимо просверлить основные отверстия. Для метрической резьбы ISO диаметр сверла равен значению, полученному при вычитании шага из диаметра резьбы.
Метчики можно использовать вручную или с помощью машины для открытия внутренней резьбы. Существуют разные способы изготовления вещей, в зависимости от того, сколько деталей нужно сделать и насколько точными и гладкими должны быть поверхности. Прежде чем нарезать внутренние винты, необходимо просверлить основные отверстия. Для метрической резьбы ISO диаметр сверла равен значению, полученному при вычитании шага из диаметра резьбы.
Как определить размер отверстия для метрических метчиков?
В метрической системе углы профиля резьбы составляют 60 градусов. Из-за постоянства метрической резьбы мы можем легко рассчитать диаметр сверла, вычитая шаг (шаг резьбы) из внешнего диаметра (НД) стандартного метрического метчика.
Например;
Для метчика M16x2 внешний диаметр резьбы составляет 16 мм, а если вычесть шаг резьбы 2 мм (шаг резьбы), то мы получим размер укропа диаметром 14 мм.
Подсказка; Чтобы не сломать метчики, выбирайте сверло на 0,1 мм больше. Так что в этом случае для нарезания резьбы хорошо подойдет сверло 14,1 мм.
Так что в этом случае для нарезания резьбы хорошо подойдет сверло 14,1 мм.
Проверьте это для метрических стандартных размеров метчика и размеров сверла с таблицей шага
Как выбрать правильный метчик? Метчики
хорошо работают на станках с ЧПУ , метчиках , и радиальных сверлах, а также вручную, когда вам нужно нарезать что-то более легкое и быстрое. В большинстве случаев для нарезания резьбы в глухих отверстиях, до которых трудно добраться, используются станки и ручные метчики.
Ручные метчики сложны в использовании и дороги, поэтому в большинстве случаев нарезание резьбы выполняется на токарном станке и на станке с ЧПУ во время обработки. Диаметр винта, который необходимо просверлить, и вид профиля резьбы определяют, какой Нажмите Введите для использования.
Кроме того, вы можете выбрать кран в зависимости от того, сколько денег вы готовы потратить на конкретную работу. Вы можете посмотреть на такие вещи, как руководства по материалам, размер, цена, качество, бренд и несколько вариантов, чтобы найти тот, который соответствует всем вашим потребностям.
Вы можете посмотреть на такие вещи, как руководства по материалам, размер, цена, качество, бренд и несколько вариантов, чтобы найти тот, который соответствует всем вашим потребностям.
Количество резьбовых отверстий также может повлиять на процесс выбора. Например, если вам нужна всего пара резьбовых отверстий, вы можете просто сделать это с помощью ручных метчиков. Однако, если вам нужно изготовить 10 комплектов деталей с резьбовыми отверстиями на станке с ЧПУ, спиральные метчики и метчики для формовки будут лучшим выбором из-за их долговечности.
20 различных металлов в машиностроении …
Включите JavaScript
20 различных металлов в машиностроении | Использование, факты о ЧПУ, руководство, лист
Чтобы упростить процесс выбора, вам необходимо хорошо знать метчики и сценарии их использования. Итак, давайте углубимся в мир разных кранов.
Ручные метчики
Эти метчики представляют собой инструменты, которые можно использовать для ручного нарезания резьбы. Они хорошо работают с материалами, из которых образуются стружки или стружки, которые легко ломаются, и они являются дешевым способом выполнения работы. При нарезании резьбы или нарезании глубоких отверстий вам необходимо нарезать серию этими ручными метчиками.
Они хорошо работают с материалами, из которых образуются стружки или стружки, которые легко ломаются, и они являются дешевым способом выполнения работы. При нарезании резьбы или нарезании глубоких отверстий вам необходимо нарезать серию этими ручными метчиками.
Идея использования трех метчиков состоит в том, чтобы уменьшить количество материала, удаляемого при нарезании резьбы, поэтому метчик 1, 2, 3 будет иметь одинаковый уровень напряжения, таким образом, вы можете получить отверстия с резьбой под прямым углом. Вы будете использовать ручку, чтобы повернуть его правильно. В начале ручного нарезания резьбы необходимо поставить метчик под прямым углом к поверхности детали (что параллельно оси отверстия).
Кроме того, это версия метчиков, в которой можно легко сломать метчики. Во избежание поломки вам необходимо повернуть против часовой стрелки (для правого метчика), чтобы сломать стружку и стружку, которые могут привести к поломке. В зависимости от того, что вам нужно, ISO 529ручные направляющие можно купить в наборах по три штуки или отдельно.
Ручные метчики.
a) Конический метчик
Имеет 7–10 пятиградусных резцов с каждой стороны. Конусность помогает распределить усилие резания по большой площади и начать нарезку нужной резьбы.
b) Штекерный кран
Вторые краны нравятся людям больше всего. 3–5 резцов с углами на концах в 8 градусов придают конический вид. Конический наконечник позволяет легко размещать метчик под углом 90 градусов к поверхности. Кроме того, он может врезаться в открытые отверстия, когда деталь не должна проходить полностью до дна отверстия.
c) Нижний метчик
Эти метчики используются для нарезания резьбы на дне закрытых отверстий, таким образом можно получить больше зубьев. У них два резца, которые расположены под углом 18 градусов от края.
Фрезерование резьбы
Это не метчик, а нарезание резьбы так же, как метчики. Станки с ЧПУ используют винтовую интерполяцию для нарезания резьбы в отверстиях и уступах путем фрезерования резьбы. Он режет материал с правильным шагом резьбы благодаря режущим наконечникам. Он делает нитки нужного вам размера, как маленькие, так и большие. Это безопаснее, чем использование метчика для нарезания резьбы, риск сломать и испортить работу низкий, а качество резьбы высокое.
Он режет материал с правильным шагом резьбы благодаря режущим наконечникам. Он делает нитки нужного вам размера, как маленькие, так и большие. Это безопаснее, чем использование метчика для нарезания резьбы, риск сломать и испортить работу низкий, а качество резьбы высокое.
Наконечники для резьбофрезы могут быть изготовлены с любым шагом по желанию заказчика. Существует два типа профилей резьбы: метрическая и Витворта. Поскольку сменные пластины изготовлены из твердого сплава, их легко резать на высокой скорости.
Кроме того, резьбофрезы в десять раз или даже более долговечны, чем метчики, и очень легко изменить диаметр резьбы с помощью программ резьбофрезерования с ЧПУ, что трудно сделать с помощью метчика и матрицы. Поскольку резьбофрезерование имеет так много преимуществ, его часто используют в развитых странах для одновременного изготовления большого количества резьбы.
Демонстрация резьбофрезерования.
Машинные метчики с ЧПУ Power-CNC
Метчики со спиральным наконечником (метчики со спиральным или закругленным концом) и метчики со спиральной канавкой или пистолетные метчики
Машинный метчик можно нарезать вручную и на станках с ЧПУ одновременно. Этот метчик также можно использовать в качестве ручного метчика. Благодаря спиральной системе удаления стружки стружка не застревает на дне метчика и не выталкивается при резке. Вместо этого он вытягивается сам по себе, что снижает вероятность его поломки.
Этот метчик также можно использовать в качестве ручного метчика. Благодаря спиральной системе удаления стружки стружка не застревает на дне метчика и не выталкивается при резке. Вместо этого он вытягивается сам по себе, что снижает вероятность его поломки.
Используется в станках с ЧПУ, которые нарезают резьбу, потому что снижает нагрузку при нарезании. В цикле Жесткое нарезание резьбы (G84) резание выполняется с той же скоростью, что и шпиндель, без остановки. Когда метчик достигает дна отверстия, шпиндель поворачивается в противоположном направлении. Это вытаскивает метчик из отверстия и разбивает длинную стружку. Для цветных металлов лучше подходят короткие спирали, а для других материалов — длинные спирали. Метчики со спиральной головкой и спиральной канавкой.
Трубные метчики с прерывистой конической резьбой
Трубные метчики с прерывистой резьбой предназначены для нарезания резьбы в мягких или твердых волокнистых металлах, резьба которых имеет тенденцию забиваться стружкой. Прерванная резьба облегчает смазку и снижает трение.
Прерванная резьба облегчает смазку и снижает трение.
Трубные метчики
С помощью трубных метчиков можно нарезать резьбу на трубах. Если вы хотите, чтобы трубная резьба была конической, вы должны использовать конический трубный метчик, а если вы хотите, чтобы она была прямой, вы должны использовать прямую трубную направляющую. Трубные краны.
Перфораторы
Emuge Franken и Audi работали вместе над созданием этой запатентованной технологии. Благодаря этой технологии потоки обрабатываются на 75% быстрее.
Метчики перфорационные.
Метчики для холодной штамповки или накатные метчики (метчики для накатывания резьбы)
Метчики для формовки – это метчики для формовки с высокой цикличностью. Как и другие метчики, направляющие для открытой формовки бывают метрических и британских размеров. Особенность этих направляющих в том, что они не снимают стружки и стружки при укладке. Потому что вы его не вырезаете, а только формируете. Размер сверла больше, чем у других метчиков. Это связано с тем, что по мере формирования зуба сжатый материал приводит к уменьшению отверстия.
Размер сверла больше, чем у других метчиков. Это связано с тем, что по мере формирования зуба сжатый материал приводит к уменьшению отверстия.
Метчики холодной штамповки не имеют режущих кромок или традиционных канавок. Вместо этого резьба на метчике выталкивает металл из отверстия, чтобы там образовалась резьба. Поскольку металлические зерна не сломаны, а перемещаемый металл закален, резьба, изготовленная таким образом, прочнее, чем резьба, нарезанная обычным образом. Нить полируется, а поверхность имеет отличную отделку. Несмотря на то, что проблемы со стружкой решены, холодное нарезание резьбы перемещает металл вокруг отверстия, поэтому перед нарезанием резьбы необходимо выполнить зенкерование или снятие фаски.
Нарезание холодной штамповки не рекомендуется, если толщина стенки отверстия составляет менее двух третей номинального диаметра резьбы. Глухие отверстия должны быть просверлены как можно глубже, если это возможно, чтобы можно было использовать метчик холодной штамповки с четырехзаходным ходом. Это потребует меньшего крутящего момента, оставит меньше заусенцев вокруг отверстия и продлит срок службы инструмента. Для этого процесса требуется на 0–50 % больше крутящего момента, чем при обычном нарезании резьбы, а метчик холодной штамповки будет набирать обороты по мере того, как он входит в отверстие. Это означает, что можно использовать обычные нарезные станки и нарезные головки. Еще одним преимуществом является то, что инструменты прослужат дольше. Вместо обычного масла для резки вы должны использовать хорошее смазочное масло, чтобы получить наилучшие результаты.
Это потребует меньшего крутящего момента, оставит меньше заусенцев вокруг отверстия и продлит срок службы инструмента. Для этого процесса требуется на 0–50 % больше крутящего момента, чем при обычном нарезании резьбы, а метчик холодной штамповки будет набирать обороты по мере того, как он входит в отверстие. Это означает, что можно использовать обычные нарезные станки и нарезные головки. Еще одним преимуществом является то, что инструменты прослужат дольше. Вместо обычного масла для резки вы должны использовать хорошее смазочное масло, чтобы получить наилучшие результаты.
Метчики холодной штамповки.
В этой таблице показаны преимущества и недостатки холодной врезки
| ХОЛОДНАЯ ВРЕЗКА | |
|---|---|
| ПРЕИМУЩЕСТВА | DISA ПРЕИМУЩЕСТВА |
| Выполняет высокоскоростную формовку. | Требуются сверла специального размера, которые отличаются от стандартных размеров. |
Сломать кран практически невозможно. | Требуется охлаждающая жидкость с высоким содержанием масла для облегчения нарезки резьбы. |
| Краник долго изнашивается. | Метчики дороже стандартных метчиков. |
Удлиненные метчики
Использование этих метчиков очень рискованно, поскольку момент на рукоятке может легко сломать удлиненный метчик. Плечо ручки удлинительного метчика длинное. С таким длинным плечом легко получить слишком глубокие отверстия, недоступные обычному метчику.
Что еще насчет кранов?
Поскольку ответвители используются часто, для них предусмотрены надежные стандарты и соглашения об именах. Кроме того, на сайте представлено множество стандартных размеров. После этого этапа нашего поста давайте углубимся в некоторые факты, таблицы и полезную информацию о кранах;
Допуски малого диаметра резьбовых отверстий зависят от нескольких факторов
Основными практическими факторами, влияющими на допуски малого диаметра внутренней резьбы, являются трудности нарезания резьбы, особенно поломка метчика в малых размерах, наличие стандартных размеров сверла в средних и больших размерах, и глубина (радиальная) зацепления. Глубина зацепления связана с силой отрыва узла угрозы и, как следствие, с длиной зацепления. Это также влияет на вероятность ослабления резьбы с одной стороны, когда сборка смещена от центра.
Глубина зацепления связана с силой отрыва узла угрозы и, как следствие, с длиной зацепления. Это также влияет на вероятность ослабления резьбы с одной стороны, когда сборка смещена от центра.
Половина суммы припуска на диаметр pic и допусков на обеих сопряженных резьбах является величиной возможного эксцентриситета. Для данного шага или высоты резьбы эта сумма увеличивается по мере увеличения диаметра, поэтому допуск на меньший диаметр должен уменьшаться по мере увеличения диаметра. Но если бы допуски стали меньше, часто приходилось бы использовать специальные размеры сверл. Чтобы упростить использование стандартных размеров сверл, допуск на меньший диаметр для унифицированной резьбы классов 1B и 2B с диаметром 0,25 дюйма или более всегда одинаков для любого заданного шага.
Влияние длины зацепления на допуски малого диаметра
Могут быть ситуации, когда длина зацепления сопрягаемой резьбы короткая или комбинация материалов, используемых для сопрягаемой резьбы, такова, что максимальный допуск на малый диаметр указан в Стандарте ( исходя из длины зацепления, равной номинальному диаметру) может не обеспечить требуемой прочности крепления. Опыт показал, что допуск на внутренний диаметр можно уменьшить без сильного нарезания резьбы при длине зацепления менее ⅔ D, что является минимальной толщиной стандартных гаек.
Опыт показал, что допуск на внутренний диаметр можно уменьшить без сильного нарезания резьбы при длине зацепления менее ⅔ D, что является минимальной толщиной стандартных гаек.
В других случаях длина зацепления между сопрягаемыми резьбами может быть большой из-за их конструкции или из-за того, что они сделаны из разных материалов. По мере увеличения числа зацепляемых витков глубина зацепления может быть меньше, а прочность на отрыв все еще может быть выше, чем прочность на разрыв наружной резьбы. В этом случае максимальный допуск Стандарта должен быть повышен, чтобы снизить вероятность возникновения проблем с врезкой.
Таблицы бонусов Mechutopia для резьбы, шага и размеров метчиковых сверл;
Этот список включает короткие названия потоков и стандартов.
ACME 60° ШТЫРЬ 60° Короткая форма резьбы
ACME STUB Штыревая форма резьбы Acme
ACME-C Центрирующая резьба Acme
ACME-G Резьба Acme общего назначения
AMO Резьба объектива микроскопа по американскому стандарту
ANPT Коническая трубная резьба авиационной формы National Form
(метчик для заземления с маркировкой NPT)
AWWA Американская ассоциация водопроводных сооружений
BA Стандартная резьба Британской ассоциации
Латунная резьба
BSF Британская стандартная серия мелкой резьбы
BSPP Трубная резьба Британского стандарта (параллельная)
BSPT Британская Стандартная коническая трубная резьба
BSW Британский стандарт Серия крупной резьбы Whitworth
MM ISO Форма метрической резьбы
N Американская национальная серия с резьбой 8, 12 и 16 (8N, 12N, 16N)
N BUTT Американская контрфорсная резьба
NC Американская национальная серия с крупной резьбой
9 0004 NEF Американский национальный сверхтонкий Серия резьбы
NF Серия мелкой резьбы American National
NGO Резьба National Gas Outlet
NGT Коническая резьба National Gas
NH 9001 6 Американская национальная резьба соединения шлангов и пожарных рукавов
NPS Только для маркировки отвода
NPSC Американский национальный стандарт с прямой трубной резьбой в трубных муфтах (отвод с маркировкой NPS)
NPSF Dryseal Американский национальный стандарт для топлива Внутренняя прямая трубная резьба
9 0004 NPSH Американский национальный стандарт Прямая трубная резьба для шланговых муфт
NPSI Dryseal Американский национальный стандарт Промежуточная внутренняя прямая трубная резьба
NPSL Американский национальный стандарт, прямая трубная резьба для механических соединений со свободной посадкой и контргайками
NPSM Американский национальный стандарт, прямая трубная резьба для свободно устанавливаемых механических соединений для приспособлений (метчик с маркировкой NPS)
NPT Американский национальный стандарт, коническая трубная резьба
NPTF Dryseal Коническая трубная резьба по американскому национальному стандарту
NPTR Коническая трубная резьба по американскому национальному стандарту для соединений поручней (отвод с маркировкой NPT)
NS American National Thread-Special
ME Резьба Model Engineers
PDF Dryseal SAE Короткая коническая трубная резьба
SGT 90 016 Специальная газовая коническая резьба
SPL-PTF Dryseal Специальная коническая трубная резьба
STI Специальная резьба для винтовых резьбовых вставок со спиральной катушкой
Stub Acme Stub Acme Thread
UN Унифицированная и американская серия резьбы
UNC Унифицированная и американская серия резьбы с крупной резьбой
UNEF Унифицированная и американская серия сверхтонкой резьбы
UNF Унифицированная и американская серия мелкой резьбы
UN Серия унифицированных резьб J с шагом от 0,15011P до 0,18042P Контролируемый радиус впадины только на внешней резьбе.
UNJC Унифицированная серия крупной резьбы с регулируемым радиусом впадины от 0,15011P до 0,18042P только для наружной резьбы.
UNJF Унифицированная серия мелкой резьбы с контролируемым радиусом впадины от 0,15011P до 0,18042P только для наружной резьбы.
UNM Серия унифицированных миниатюрных резьб
UNR Серия унифицированных резьб с постоянным шагом с регулируемым радиусом впадины от 0,108P до 0,144P; доб. только нить.
UNRC Унифицированная серия крупной резьбы с контролируемым радиусом впадины от 0,108P до 0,144P; доб. только нить.
UNRF Унифицированная серия мелкой резьбы с контролируемым радиусом впадины от 0,108P до 0,144P; Только внешняя резьба.
UNS Унифицированная и американская резьба некоторых специальных диаметров и шагов
V V-образная резьба 60 с усеченным гребнем и основанием. Теоретическая V-образная форма обычно сглаживается в соответствии с требованиями пользователя.
Теоретическая V-образная форма обычно сглаживается в соответствии с требованиями пользователя.
WHIT Британский стандарт, специальная резьба Whitworth.
Резюме
Наконец, как вы можете видеть, метчики очень важны и оказывают огромное влияние на индустрию обработки с ЧПУ. Корни Tapping уходят из имперских времен, таких как эпоха, когда жил Галилей. Так что этот предмет всегда заслуживает уважения.
Вам не нужно запоминать какие-либо мысли о метчиках, все таблицы и справочники есть в верхнем углу самых загруженных мастерских. Кроме того, во всех мастерских по ЧПУ есть некоторые рекомендации по работе с метчиками. Тогда можно отдать предпочтение конкретным производителям и конкретным технологиям в зависимости от их потребностей.
Как вы можете догадаться, обработка с ЧПУ является высококонкурентной областью, и правильная технология и процедура нарезания резьбы могут принести большую прибыль обрабатывающим цехам с ЧПУ, а правильная процедура облегчит работу механика.
Нарезание резьбы – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Опишите процедуру врезки.
• Определите число оборотов для нарезания резьбы.
• Опишите пломбу и полировку.
• Опишите усовершенствованную заготовку.
Нарезание резьбы
Нарезание резьбы — это процесс нарезания резьбы внутри отверстия, чтобы можно было вкрутить в отверстие винт с головкой под ключ или болт. Также его используют для изготовления резьбы на гайках.
Нарезание резьбы можно выполнять на токарном станке с механической подачей или вручную. Независимо от метода отверстие должно быть просверлено метчиком соответствующего размера и скошено на конце.
Надлежащая практика
Использование направляющих
Направляющие метчика
являются неотъемлемой частью удобного и прямого метчика. При использовании токарного или фрезерного станка метчик уже прямой и центрированный. Будьте осторожны при ручном выравнивании метчика, так как направляющая метчика под углом 90° намного точнее, чем человеческий глаз.
Будьте осторожны при ручном выравнивании метчика, так как направляющая метчика под углом 90° намного точнее, чем человеческий глаз.
Использование масла
При сверлении и нарезании резьбы очень важно использовать масло. Он предотвращает визг сверла, делает рез более гладким, очищает от стружки и предотвращает перегрев сверла и ложи.
Клевание
Сверление предотвращает перегрев и поломку бит при сверлении или нарезании резьбы. Сверление с просверливанием включает частичное просверливание детали, затем ее отвод для удаления стружки, одновременно позволяя детали остыть. Обычной практикой является поворот рукоятки на полный оборот, а затем на пол-оборота назад. Всякий раз, когда сверло или метчик выворачиваются, удалите как можно больше стружки и добавьте масло на поверхность между сверлом или метчиком и заготовкой. Процедура ручного постукивания 1. Выберите размер сверла из таблицы. При выборе размера метчика в первую очередь следует смотреть на эту диаграмму
1. Выберите размер сверла из таблицы.
Выберите размер сверла из таблицы.
При выборе размера метчика в первую очередь нужно смотреть на эту таблицу.
2. При необходимости добавьте фаску к отверстию перед нарезанием резьбы. Фаски и зенкеры — это дополнительные функции, которые иногда необходимы для винтов. Для достижения наилучших результатов скорость вращения шпинделя должна быть в пределах от 150 до 250 об/мин.
3. Получите направляющую для метчика. Теперь отверстие готово для резьбы. Для этого используйте метчики и направляющие блоки возле ручных фрез. Направляющие блоки будут иметь несколько отверстий для метчиков разного размера. Выберите тот, который ближе всего к размеру используемого метчика, и поместите его над просверленным отверстием.
4. Коснитесь блока. Отбейте метчик ключами. Слегка надавите, повернув ключ на полный оборот, а затем на пол-оборота. Клювайте на нужную глубину.
5. Завершите кран.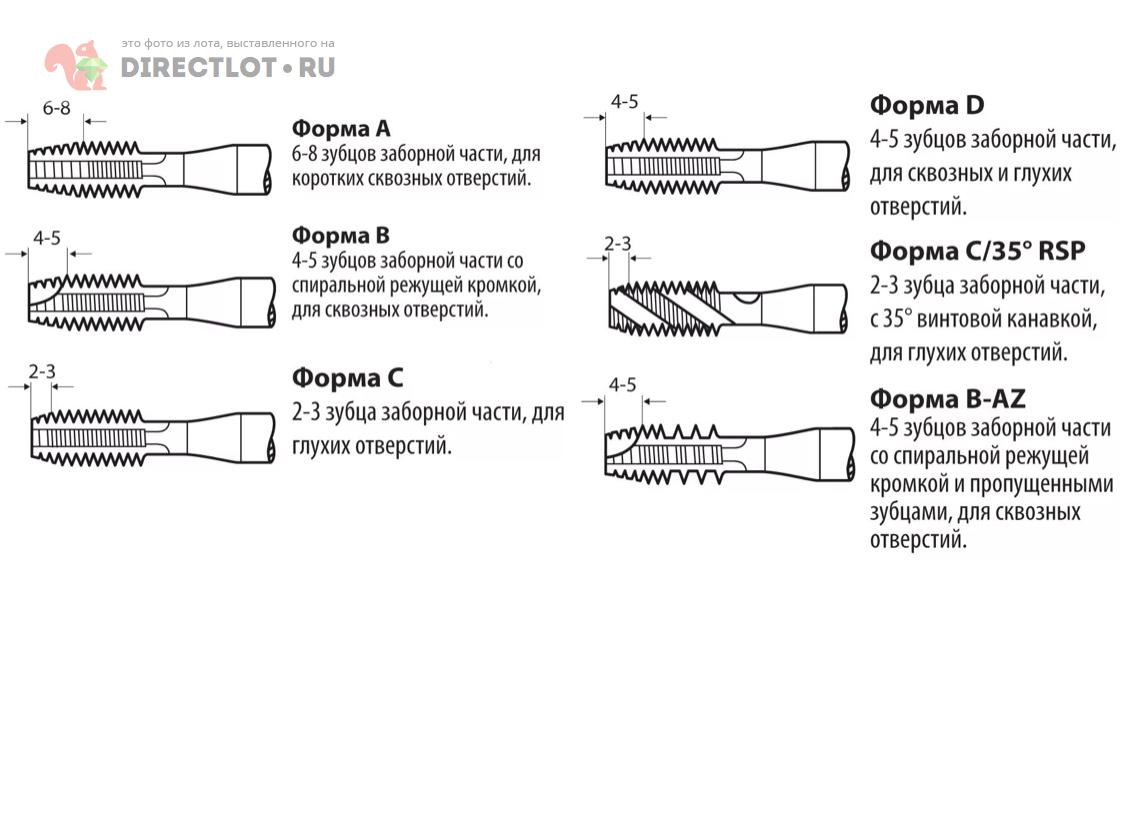 Если метчик не идет дальше или достигнута нужная глубина, сбросьте давление на метчике; он, вероятно, достиг дна. Выньте кран из отверстия.
Если метчик не идет дальше или достигнута нужная глубина, сбросьте давление на метчике; он, вероятно, достиг дна. Выньте кран из отверстия.
Дальнейшее нажатие может сломать кран. Чем меньше кран, тем больше вероятность, что он сломается.
Рисунок 1. Коснитесь
Процедура:
1. Установите заготовку в патрон.
2. Торцовое и центрирующее сверло.
3. Выберите подходящее сверло для метчика.
4. Пример: ¼ – 20 unc использовалось сверло № 7.
5. Установите токарный станок на правильную скорость и просверлите метчиком до необходимой глубины. Используйте большое количество смазочно-охлаждающей жидкости.
6. Примечание: заготовка будет вращаться при нарезании резьбы с использованием мощности токарного станка. Используйте очень низкую скорость вращения шпинделя. (от 40 до 60 об/мин) и большое количество смазочно-охлаждающей жидкости.
7. Снимите фаску с края отверстия.
Заготовка должна быть заполнена на токарном станке только для удаления небольшого количества припуска, удаления прижогов или скругления острых углов. Заготовку всегда следует обтачивать до размера примерно от 0,002 до 0,003 дюйма, если поверхность должна быть обработана напильником. Держите ручку напильника в левой руке, чтобы избежать травм при шлифовке на токарном станке, чтобы руки и кисти не касались вращающегося патрона.
Заготовку всегда следует обтачивать до размера примерно от 0,002 до 0,003 дюйма, если поверхность должна быть обработана напильником. Держите ручку напильника в левой руке, чтобы избежать травм при шлифовке на токарном станке, чтобы руки и кисти не касались вращающегося патрона.
Процедура:
1. Установите скорость вращения шпинделя примерно в два раза выше, чем при токарной обработке.
2. Установите заготовку в патрон, смажьте и отрегулируйте мертвую точку заготовки.
3. Переместите каретку как можно дальше вправо и снимите стойку инструмента (при необходимости)
4. Отсоедините ходовой винт и подающий стержень.
5. Выберите правильный файл для использования.
6. Запустите токарный станок.
7. Возьмите ручку напильника в левую руку и поддержите острие напильника пальцем правой руки.
8. Слегка надавите и протолкните файл вперед на всю его длину. Ослабьте давление на возвратную ставку.
9. Перемещайте напильник примерно на половину ширины напильника для каждого прохода и продолжайте напильник, выполняя от 30 до 40 ходов в минуту, пока поверхность не будет обработана.
Перемещайте напильник примерно на половину ширины напильника для каждого прохода и продолжайте напильник, выполняя от 30 до 40 ходов в минуту, пока поверхность не будет обработана.
Рисунок 2. Подача документов
При заточке на токарном станке следует соблюдать следующие правила техники безопасности.
• Закатать рукава.
• Не используйте напильник без правильно установленной ручки.
• Снимите часы и кольца.
• Не давите на файл слишком сильно.
• Чаще очищайте напильник щеткой для напильника. Втирайте немного мела в зубья напильника, чтобы предотвратить засорение и облегчить очистку.
После того, как заготовка была отшлифована, отделка может быть улучшена путем полировки абразивной тканью.
Процедура:
1. Выберите тип сбора и сорт абразивной ткани, для получения желаемого результата используйте кусок длиной от 6 до 8 дюймов и шириной 1 дюйм.
2. Настройте токарный станок на высокую скорость (около 800-1000 об/мин).
3. Отсоедините подающий стержень и ходовой винт.
4. Смажьте и отрегулируйте мертвую точку.
5. Запустите токарный станок.
6. Держите абразивную ткань на заготовке.
7. Правой рукой плотно прижмите ткань к заготовке, крепко удерживая другой конец наждачной бумаги левой рукой.
8. Медленно перемещайте ткань вперед и назад вдоль заготовки.
Рисунок 3. Полировка
При полировке на токарном станке необходимо соблюдать следующие меры безопасности:
1. Закатать рукава.
2. Заправьте любую свободную одежду
Для обычной отделки используйте наждачную ткань с зернистостью от 80 до 100. Для получения более качественной поверхности используйте абразивную ткань с более мелкой зернистостью.
Некоторые детали могут быть неправильной формы, поэтому для их правильной фиксации перед обработкой требуются специальные инструменты.
1. Деталь нельзя установить в цангу или патрон при резке по всему наружному диаметру заготовки.
2. Детали со сквозными отверстиями должны быть запрессованы на оправку токарного станка (конический вал) и затем зажаты на оправке, а не на самой детали.
3. Если отверстие слишком большое, использование токарной оправки не обеспечит достаточной поддержки детали. Вместо этого используйте внешние губки, чтобы захватить внутренний диаметр детали.
4. Детали со сложной геометрией может потребоваться прикрепить к планшайбе, которая затем будет установлена на шпиндель.
СТАНОК ОБОРУДОВАНИЯ:
В следующей таблице представлено краткое сравнение сильных и слабых сторон различных способов удержания заготовки на токарном станке:
Метод | Точность | Повторяемость | Удобство | |
Цанги | Быстрота, высокая точность, высокая повторяемость, хороший захват, маловероятно повреждение заготовки, охват захвата на большой площади. | |||
3-х кулачковый патрон с мягкими кулачками | Для больших заготовок 3-х кулачковые патроны с мягкими кулачками являются нормой в мире ЧПУ. | |||
3-х кулачковый самоцентрирующийся патрон с жесткими кулачками | Обычный, дешевый, простой. Низкая точность, низкая повторяемость, если вы снимаете заготовку, а потом кладете ее обратно. | |||
4-кулачковый патрон | Средний | Индивидуальная регулировка кулачков может занять много времени, но обеспечит высокую точность. Может удерживать детали со смещением для поворота кулачков или эксцентриков. Может содержать неправильные формы и квадратные или прямоугольные запасы. | ||
6-кулачковый самоцентрирующийся патрон | Средний | Средний | Лучше всего подходит для работы с тонкими стенками или для захвата готовых краев заготовки. Очевидно, хорошо для шестигранного запаса. | |
Планшайба токарная | Зависит от установки | Средний | Отлично подходит для неправильных форм. Включает в себя зажимы, такие как фрезерная установка. Могут потребоваться противовесы, чтобы сохранить равновесие. | |
Поворот между центрами | Высокая точность, позволяет вставлять деталь между центрами с очень высокой повторяемостью. | |||
Постоянное точение торца | Современная альтернатива повороту между центрами. | |||
Раздвижные беседки | Они работают изнутри наружу, а не снаружи внутрь, но в остальном очень похожи на цанги. |
 Дорогие патроны и цанги. Работает с ограниченной длиной. Заготовка должна быть круглой и почти точно соответствовать размеру цанги.
Дорогие патроны и цанги. Работает с ограниченной длиной. Заготовка должна быть круглой и почти точно соответствовать размеру цанги.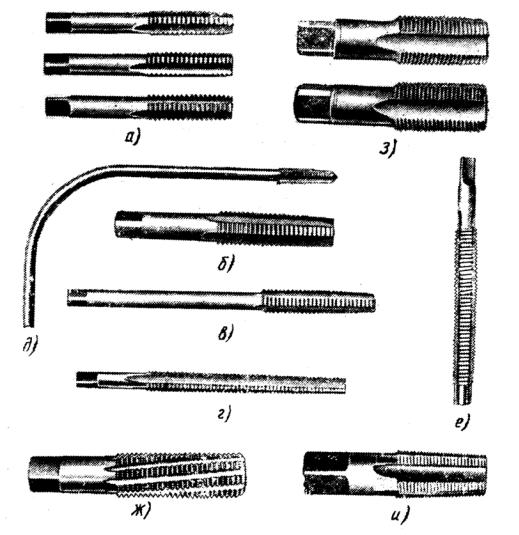
 Вместо использования токарных упоров, которые довольно сложны в настройке, система постоянного торца использует гидравлическую или другую силу для захвата и привода конца шпинделя.
Вместо использования токарных упоров, которые довольно сложны в настройке, система постоянного торца использует гидравлическую или другую силу для захвата и привода конца шпинделя.Метод описывает конкретный метод или инструмент, который будет использоваться.
Точность описывает, насколько точно будет удерживаться заготовка или насколько близко к концентричности она будет перемещаться со шпинделем перед выполнением каких-либо резов.
Повторяемость описывает, насколько легко извлечь заготовку, а затем снова точно вставить ее.
1. Какой размер сверла использовать для метчика ½-20?
2. Для чего нужна фаска?
3. Какое число оборотов лучше всего подходит для нарезания резьбы?
4.