Чем отличается машинный метчик от ручного: Метчик машинный – конструкция, виды и правила нарезания резьбы + Видео
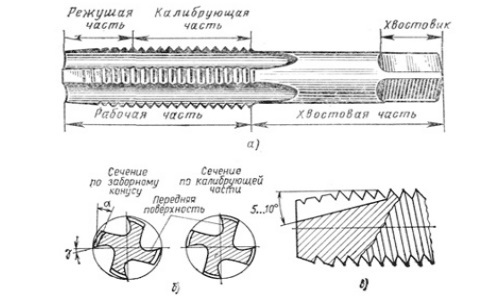
Ручной метчик – это инструмент, который лучше всего подойдет для создания внутренней резьбы, причем без привлечения громоздких станков. Чаще всего, мы увидим его в руках слесаря. Конструкция ручных метчиков – чем обрабатывается резьба?В целом, метчики широко применимы не только на токарных станках, но и на обрабатывающих центрах. Ручные модели отличаются от машинных тем, что у первых несколько другая форма заходной части. Данные инструменты сделаны в виде винта, на котором имеются несколько продольных прямых прорезей или же винтовых канавок с образующими режущими кромками. Стандартный метчик состоит из таких элементов, как хвостовик и рабочий корпус, который имеет заборную часть и калибрующую. Рабочая часть на метчике – это то место, где происходит нарезание резьбы. Она сделана в виде винта, на котором находятся продольные канавки и винтовые. Больше преимуществ у метчиков с прямыми прорезями, нежели у вариантов с винтовыми. Прямой тип канавок помогает обеспечить наиболее благоприятные условия для отхода стружки. Заборная часть инструмента сделана в виде конуса. Именно эта часть входит в прорезаемое отверстие первой, и именно с ее помощью производится основная работа по нарезке резьбы. Калибрующая часть помогает продолжать работу заборной части. Ее функция – защита и калибровка нарезаемого отверстия. Режущие зубчики или перья, находящиеся на резьбовой части инструмента, имеют форму резцов и расположены по всей окружности. Канавки или углубления между режущими перьями предназначены для того, чтобы образовывать режущие кромки и для вывода стружек при нарезании. Ручной метчик – особенность приобретенияКак же выглядит такой инструмент уже в руках слесаря? Так как ручные метчики относят к слесарным инструментам и с их помощью можно нарезать резьбы вручную, то было решено, чтобы они изготавливались набором, который состоит из двух или трех инструментов. Обычно в набор входят несколько метчиков: черновые, средние и чистовые. Различить их можно по маркировкам или, чаще, по номерам, которые обозначают последовательность применения в работе, как правило, это номера 1, 2 и 3. Предназначение чернового метчика – накрутить резьбу начерно, то есть это некий набросок. Средним резьба подравнивается, и она получается более точной. Использование чистового приспособления необходимо для окончательной работы, с его помощью получается точное нарезание. Также им выполняется и калибровка. Если необходимо выполнить основную слесарную резьбу, где диаметр составляет от 8 и до 18 мм, то можно воспользоваться ручными одиночными метчиками. Для резьбы с диаметром от 6 и до 24 мм уже потребуется комплект из двух метчиков. Обычно необходимо использовать в работе черновые и чистовые. А если диаметр резьбы от 2 и до 52 мм, то невозможно сделать работу качественно без комплекта из трех предметов. Если резьба трубная, а диаметр составляет от 1/8 и до 4, потребуется комплект из двух метчиков. Метчик машинно-ручной и другие виды этого инструментаРазличаются метчики направлением канавок. Помимо того, что канавки могут быть прямыми или винтовыми, также они могут быть либо с левой резьбой, либо с правой. Обычно их так и называют – левыми и правыми, правда, расшифровывать эти названия нужно навыворот, то есть, если вам нужна левая резьба, то работать следует правым метчиком. Отличие бесканавочных метчиков от обычных в том, что у них полностью отсутствуют продольные канавки на всей длине резьбовой части. Отличие имеется и в приемном конусе, у данных инструментов он намного короче. Отличаются они также и в небольших симметрично расположенных канавках, которые имеются в конце резьбовой части. Оси канавок наклоняются к оси инструмента. Метчики такого типа помогают повысить производительность. Их срок службы значительно выше, чем у других разновидностей. Кроме того, их можно использовать для нарезания резьбы не только в глухих отверстиях, но и в сквозных. Профессионалы часто используют в работе комбинированные метчики. Они бывают бесканавочными, двухступенчатыми, выделяют еще и сверло-метчик. Но данный тип больше относится к машинным метчикам. Бывает, что специалисты на конец инструмента приспосабливают рукоятку и применяют для ручной работы. Подразделяют ручные метчики и по конструктивному решению режущей части. Они бывают коническими и цилиндрическими. Конические инструменты отличаются удлиненной заборной частью, резьба у них неполная и постепенно переходит в полную калибрующую часть. Данные модели применяют в тех случаях, когда нужно сделать нарезание резьбы в сквозных отверстиях. Инструментами цилиндрического типа пользуются, когда нужно выполнить нарезание резьбы в глухих отверстиях. Устройство ручных метчиков может видоизменяться, в зависимости от их предназначения. По этому признаку выделяют гаечные, плашечные, маточные и специальные варианты. Метчики гаечного типа можно использовать для нарезания резьбы, как на станках, так и в ручной работе, поэтому это весьма популярный метчик машинно-ручной разновидности.
Секреты работы ручным метчикомНачинать работу с метчиком надо с вычисления длины шага. То есть нужно уточнить диаметр резьбы. Это нужно для получения качественной работы. Пример: если нужна резьба М20х1, то внутреннее отверстие будет составлять около 1,9 см. Сначала выполняется черновая нарезка. Это можно сделать специальным приспособлением – своеобразным кольцевым ободком. Работать надо аккуратно, потому что хоть сделан инструмент из твердых металлов, но все же он очень хрупкий. Когда подготовка сделана, можно работать самим метчиком. Работая ручными метчиками, надо использовать и такое устройство, как вороток, иногда вместо него применяют обычный разводной ключ. Чтобы работа шла плавно, не помешает обработка рабочей поверхности машинным маслом. Во время работы может появляться стружка, ее необходимо сразу убирать инструментом, используя круговые движения. Если инструмент сделан из мягких металлов, то нужно вовремя убирать всю стружку. Это делается при помощи поворота инструмента в обратную сторону. В работе нужно использовать весь инструментальный набор (желательно, все три номера) и своевременно следует проверять положение резка, обычно для этого используют угольник. | ||||
 Роль хвостовика в данном инструменте – плотно закреплять метчик в патроне во время прорезания резьбы или в воротке.
Роль хвостовика в данном инструменте – плотно закреплять метчик в патроне во время прорезания резьбы или в воротке. Если диаметр метчиков составляет около 20 мм, то их изготавливают с тремя канавками, а инструменты с диаметром от 20 и 40 мм имеют четыре канавки.
Если диаметр метчиков составляет около 20 мм, то их изготавливают с тремя канавками, а инструменты с диаметром от 20 и 40 мм имеют четыре канавки. Определить, какой именно метчик: черновой, средний или чистовой – несложно. Для этого есть специальные отметки на хвостовой части. Они сделаны в виде круговых рисок или колец, или, как мы уже упомянули, вы можете увидеть там цифры.
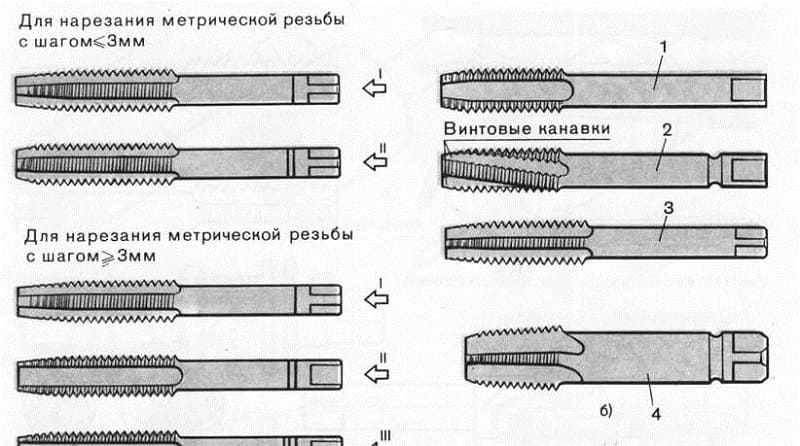
Определить, какой именно метчик: черновой, средний или чистовой – несложно. Для этого есть специальные отметки на хвостовой части. Они сделаны в виде круговых рисок или колец, или, как мы уже упомянули, вы можете увидеть там цифры.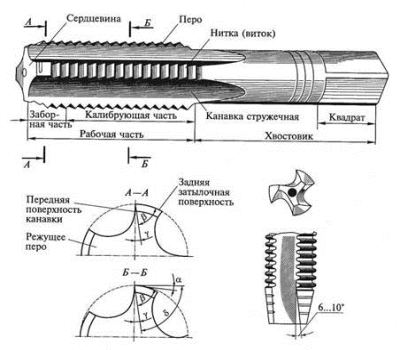 Если необходимо выполнить очень точное нарезание резьб, то нужно использовать метчики с винтовыми канавками, работать будет сложнее, но результат порадует.
Если необходимо выполнить очень точное нарезание резьб, то нужно использовать метчики с винтовыми канавками, работать будет сложнее, но результат порадует.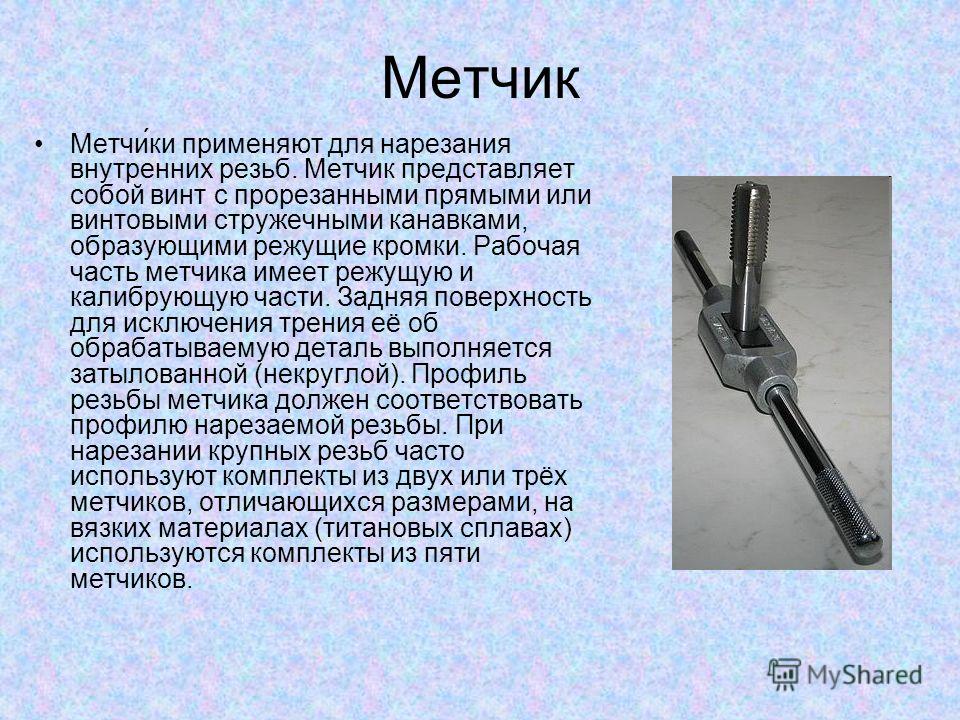 Смешанная функция для данного инструмента – не редкость, есть целый класс таких приспособлений. Метчики машинно-ручные (ГОСТ 3266-81) имеют отличия от обычных ручных в материале, из которого они изготовлены. Для них сплав берется потверже, потому что их задача делать отверстие за один проход, если их используют на станке.
Смешанная функция для данного инструмента – не редкость, есть целый класс таких приспособлений. Метчики машинно-ручные (ГОСТ 3266-81) имеют отличия от обычных ручных в материале, из которого они изготовлены. Для них сплав берется потверже, потому что их задача делать отверстие за один проход, если их используют на станке. У них сделан удлиненный хвостовик, с помощью которого можно собирать гайки. Все собранные гайки крепятся именно на хвостовике. Главное отличие плашечного метчика – в большом заборном конусе. Его предназначение – предварительное нарезание резьбы в плашках за один проход.
У них сделан удлиненный хвостовик, с помощью которого можно собирать гайки. Все собранные гайки крепятся именно на хвостовике. Главное отличие плашечного метчика – в большом заборном конусе. Его предназначение – предварительное нарезание резьбы в плашках за один проход. Многие предпочитают сделать все дрелью, но нет гарантии, что отверстие будет перпендикулярным и без перекосов.
Многие предпочитают сделать все дрелью, но нет гарантии, что отверстие будет перпендикулярным и без перекосов.Метчики
Метчики м/р для метрической резьбы(М,MF)
Метчики м/р,для дюймовой резьбы британского стандарта(BSW/BSF)
Метчики м/р,для дюймовой американской резьбы(UNC/UNF/UNEF)
Метчики м/р,для трубной цилиндрической(G (BSP))
Метчики м/р,для трубной резьбы(PG)
Метчики м/р,для трапецеидальной резьбы(Tr)
Метчики м/р,для дюймовой конической резьбы(NPT)
Метчики для трудно обрабатываемых сталей
Главная \ Магазин \ Метчики
В нашем ассортименте вы сможете найти большой выбор метчиков различных производителей
Часть из них представлена на нашем сайте!
Если вы не нашли инструмент который Вас интересует вы всегда можете связаться с нашими специалистами или оставить заявку.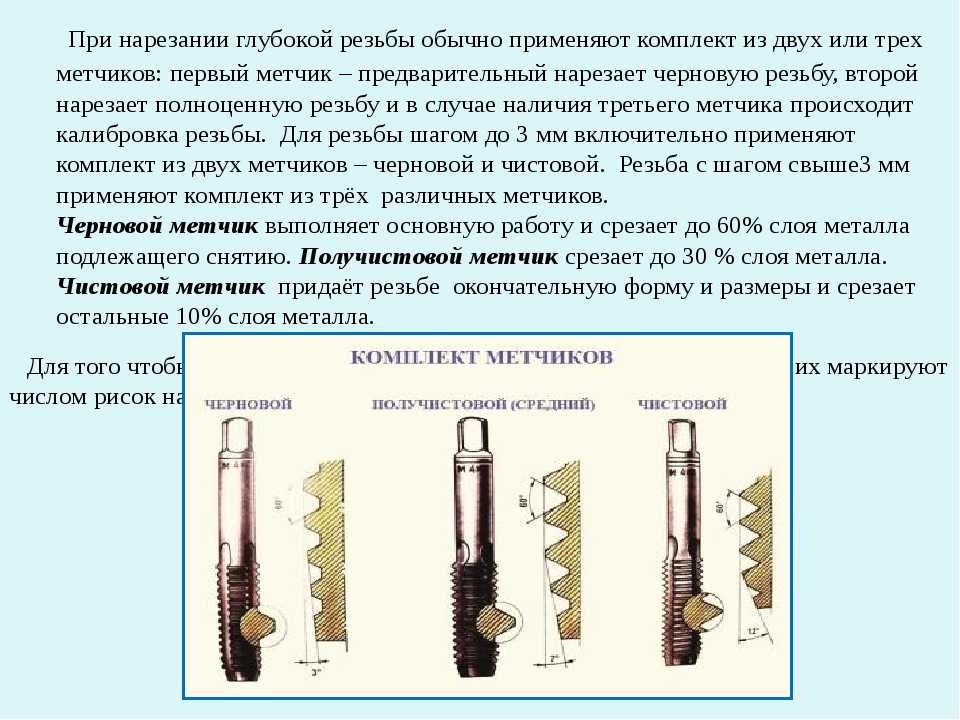
Широкое применение резьбового соединения в промышленности, в частности болт-гайка, а также бесчисленное множество креплений на основе резьбы, повлекло за собой разнообразие предложений по использованию режущего инструмента. В данной статье речь пойдет исключительно про метчик. Мы поможем не запутаться во множестве предложений поставщиков и затронем конструкционные особенности данного вида инструмента. Метчик –это резьбонарезной инструмент, используемый для нарезания резьбы в отверстиях. Метчик имеет стержневидную форму. Состоит из, режущей части с прорезными канавками или напайными гребенками, и хвостовика зажимаемого в вороток или станок-автомат. Метчик производится цельным или сварным (в основном на больших диаметрах для экономии материала). Изготавливаются метчики из инструментальной стали (9ХС), быстрорежущей стали (Р6М5, Р18, Р9) или реже из твердого сплава.
Классификация метчика.
Метчик подразделяются на две большие группы по характеру применения, это машинный метчик или его еще называют машинно-ручным и ручной метчик. Машинно-ручные метчики используются в промышленном производстве на станках автоматах, изготовляются обычно из быстрорежущей стали с существенным содержанием Вольфрама, в основном это сталь Р6М5 или Р9М3. Ручные метчики не нуждаются в особой твердости и изготавливаются из менее твердой стали. Хвостовик ручного метчика удлинен для более удобного размещения в ручном воротке. Ручные метчики используются в для нарезания резьбы в больших несъемных деталях или для работы в труднодоступных местах. Ручные метчики в основном выпускаются комплектами. В комплект входятчерновой, средний и чистовой метчик, обозначаются они №1, №2 и №3. Применяются в основном только черновой и чистовой, а средний по мере необходимости. В черновом метчике более заострена рабочая часть путем среза резьбы на конце метчика, т. е. сточены первые витки , образуя коническую заборную часть. Только после прохода чистового метчика резьба становится полной, поскольку у чистового метчика заборная часть не сточена. Метчики обозначают рисками, которые расположены около хвостовика: одна (черновой), две (средний) и три риски (чистовой). Или иногда используют римские цифры — I, II и III. Машинный метчик используется как комплектный, так штучный. Комплектный машинно-ручной метчик состоит из 1-го и 2-го номера метчика, принцип действия в нем похож на принцип действия ручного, т.е. прогоняется сначала черновой, а следом чистовой метчик.
е. сточены первые витки , образуя коническую заборную часть. Только после прохода чистового метчика резьба становится полной, поскольку у чистового метчика заборная часть не сточена. Метчики обозначают рисками, которые расположены около хвостовика: одна (черновой), две (средний) и три риски (чистовой). Или иногда используют римские цифры — I, II и III. Машинный метчик используется как комплектный, так штучный. Комплектный машинно-ручной метчик состоит из 1-го и 2-го номера метчика, принцип действия в нем похож на принцип действия ручного, т.е. прогоняется сначала черновой, а следом чистовой метчик.
Штучные метчики подразделяются на глухие и сквозные. Глухой метчик внешне напоминает чистовой метчик из комплекта, но у них есть существенная разница в конструкции резьбы не заметная глазу. Сквозной метчик применяется для нарезания резьбы в сквозных отверстиях, а глухой соответственно в глухих отверстиях. Изготавливают метчики как на отечественных станках, так и на станках фирмы Guhring. Метчик с левосторонним заходом резьбы называется левый и это отдельно указывается в заказе или при маркировке. Размеры и конструкция метчика регулируется по ГОСТу 3266.
Метчик с левосторонним заходом резьбы называется левый и это отдельно указывается в заказе или при маркировке. Размеры и конструкция метчика регулируется по ГОСТу 3266.
Размеры метрического метчика считаются в миллиметрах, а дюймовой — в дюймах, поэтому эти виды метчика никак не совместимы, даже если они близки по диаметру. Расстояние между вершинами соседних витков называют — шаг резьбы. У метрических метчиков различают шаг крупный (он же называется основной шаг) и несколько мелких и супер мелких шагов. Например, метчик M 20 х 2,5 – это метчик диаметром 20 мм и основным шагом 2,5 миллиметра; при этом M 20 x 1,5, M 20 x 1,0, М 20 х 0,75 и М 20 х 0,5 -мелкие резьбы с шагом 1,5, 1,0, 0,75 и 0,5 мм. Еще метчики подразделяются по типу резьбы:
- М – метрический метчик
- G – трубный или дюймовый метчик
- К – конический метчик
- R – трубно-конический метчик и пр. ·
Метчик для конической дюймовой резьбы (К) производится согласно ГОСТу 6227-80 применяется для нарезания конической дюймовой резьбы в отверстиях. Изготавливается из быстрорежущей стали, и имеет угол на рабочей части 1:16, измеряется в дюймах. ·
Изготавливается из быстрорежущей стали, и имеет угол на рабочей части 1:16, измеряется в дюймах. ·
Метчик для конической трубной резьбы (R, Rc) производится по тому же ГОСТу 6227-80, применяется для нарезания конической трубной резьбы в отверстиях. Изготавливается из быстрорежущей стали, например Р6М5. Также измеряется в дюймах. ·
- Метчик для дюймовой резьбы ·
- Метчик для трубной резьбы (G)
У трубного или дюймового метчика шаг измеряется количеством витков резьбы или по другому. ниток на дюйм длины, например 12 ниток на дюйм — это резьбы 1/2″ и 9/16″ (наружный диаметр резьбы 12,7 мм и 14,288 мм, шаг резьбы 2,117 мм). У дюймового метчика шаг как правило больше, чем у метрического, поэтому резьба нарезанная трубным метчиком выдерживает большую нагрузку, чем такая же по диаметру, но нарезанная метрическим метчиком. Этот факт как раз и поделил сферы применения использования этих соединений.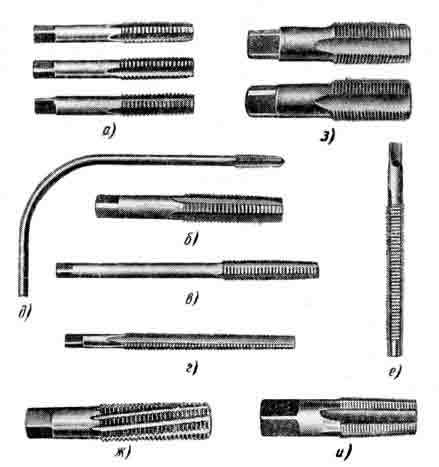 Дюймовая резьба применяется для крепления оборудования высокого давления, соединения трубопроводов и прочее. У дюймовой резьбы нет такой разновидности шагов как у метрической. Для нарезки резьбы в гайках или гайкообразных деталях используется метчик гаечный. Гаечный метчик имеет удлиненный проходной хвостовик, на котором при работе собираются гайки, для непрерывной работы станка. Применяется метчик гаечный для метрической резьбы. Материал рабочей части Р6М5. Гаечный метчик изготовляется по ГОСТ 1604-71. Метчик гаечный изготовляется также с изогнутым хвостовиком.
Дюймовая резьба применяется для крепления оборудования высокого давления, соединения трубопроводов и прочее. У дюймовой резьбы нет такой разновидности шагов как у метрической. Для нарезки резьбы в гайках или гайкообразных деталях используется метчик гаечный. Гаечный метчик имеет удлиненный проходной хвостовик, на котором при работе собираются гайки, для непрерывной работы станка. Применяется метчик гаечный для метрической резьбы. Материал рабочей части Р6М5. Гаечный метчик изготовляется по ГОСТ 1604-71. Метчик гаечный изготовляется также с изогнутым хвостовиком.
Выбор правильного метчика в металлообработке
У вас когда-нибудь ломался метчик во время чистовой обработки детали, на обработку которой на станках уходили часы? В этот момент ваше разочарование возрастает, ваша машина останавливается, и вы начинаете терять прибыль с каждой проходящей минутой. Выбор правильного крана жизненно важен. Вы будете удивлены, как часто это происходит в течение года и сколько это съедает вашей прибыли.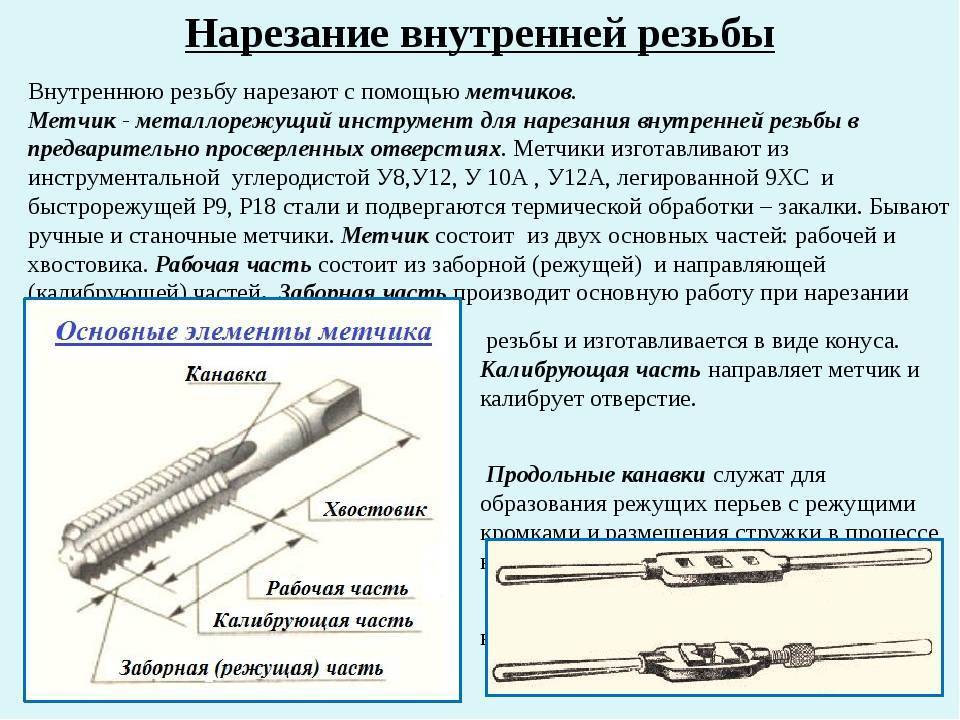
В Triumph Tool мы верим в важность предоставления нашим клиентам превосходной технической поддержки и обслуживания. Мы написали эту статью в качестве вводного руководства, чтобы помочь с выбором метчика правильной геометрии канавки.
При выборе подходящего метчика необходимо учитывать множество различных факторов, таких как материал, объем отверстий, подача СОЖ, жесткие или плавающие держатели, а также материал метчика, покрытие, геометрия и т. д. Мы уделяем особое внимание выбор правильной геометрии канавки и что делать с чипом в различных приложениях.
Если вы не обращаете внимания на то, куда текут ваши фишки, вы рискуете сломать краны и поглотить вместе с ними свою прибыль.
Мы надеемся, что этот блог будет вам полезен! Пожалуйста, оставьте комментарий ниже или свяжитесь с нами, если у вас есть какие-либо вопросы или отзывы.
Прямая канавка
Прямая канавка — это стандартный тип метчика, предназначенный для различных нарезаний резьбы. Это может быть особенно полезно при резке короткостружечных материалов, таких как чугун. Метчик с прямой канавкой можно использовать в сквозных или глухих отверстиях. Он обычно используется в небольших магазинах, которые предпочитают подход «один кран подходит всем».
Это может быть особенно полезно при резке короткостружечных материалов, таких как чугун. Метчик с прямой канавкой можно использовать в сквозных или глухих отверстиях. Он обычно используется в небольших магазинах, которые предпочитают подход «один кран подходит всем».
Спиральная канавка
Метчики со спиральной канавкой имеют конструкцию со спиральной канавкой, а не с обычной прямой канавкой. Спиральная канавка способствует удалению стружки из резьбового отверстия. Спиральные канавки рекомендуются при перекрытии зазора внутри отверстия, такого как шпоночный паз или поперечное отверстие. Обычно доступны в виде медленной спирали (угол спирали 18-30°) или быстрой спирали (угол спирали 45-52°). Ниже приведены рекомендации по степени спирали для различных материалов:
- Высокие спиральные канавки 45° и выше – Эффективны для очень пластичных материалов, таких как алюминий и медь. При использовании в других материалах они обычно приводят к тому, что стружка скапливается, потому что спираль слишком быстрая, а площадь стружки слишком мала для правильного формирования стружки.
- Спиральные канавки 38° – 42° – Рекомендуется для среднеуглеродистых и высокоуглеродистых сталей или нержавеющих сталей для свободной обработки. Они образуют стружку, достаточно плотную, чтобы ее можно было легко эвакуировать. На больших метчиках это позволяет уменьшить шаг, чтобы облегчить резку.
- Спиральные канавки 25° – 35° – Рекомендуется для свободной обработки стали с низким содержанием свинца или стали, а также свободной обработки бронзы или латуни. Метчики со спиральной канавкой, используемые для обработки латуни и прочной бронзы, обычно плохо работают, потому что небольшая сломанная стружка не будет хорошо стекать по спиральной канавке.
- Спиральные канавки 5° – 20° – Для более прочных материалов, таких как нержавеющая сталь, титан или сплавы с высоким содержанием никеля, рекомендуется более медленная спираль. Это позволяет стружке немного подниматься вверх, но не ослабляет режущую кромку так сильно, как более высокие спирали.

Метчики со спиральным наконечником
Метчики со спиральным наконечником имеют такие же общие физические размеры, как и стандартные метчики с прямой канавкой. Однако метчик со спиральным наконечником имеет режущую поверхность первых нескольких витков резьбы, срезанную под заданным углом относительно угла оси метчика, чтобы принудительно удалить стружку перед резанием. Эта особенность, а также отличное срезающее действие канавки делают спиральные метчики идеальными для нарезания резьбы в сквозных отверстиях.
Как правило, метчики этого типа имеют более мелкий проход канавки, чем обычные метчики. Это дает спиральному метчику большую площадь поперечного сечения, что обеспечивает большую прочность, позволяет нарезать метчик с более высокой скоростью и требует меньшей мощности для привода.
Роликовая форма
Метчики для накатывания резьбы не имеют канавок, за исключением опционально с одной или несколькими смазочными канавками. Форма резьбы лопастная, поэтому количество точек, соприкасающихся с изделием, ограничено.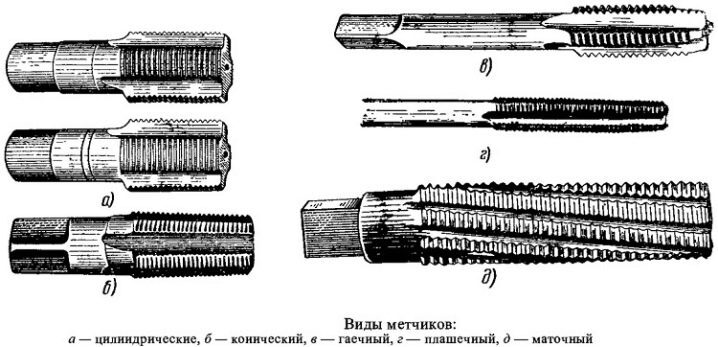 Этот метчик не режет, поэтому он «без стружки» и, следовательно, не вызовет проблем со стружкой. Инструмент формирует резьбу путем экструзии, поэтому размер резьбы может точно поддерживаться. Бесканавочная конструкция обеспечивает высокое качество резьбы, более высокую скорость нарезания резьбы, более высокую производительность и отсутствие образования стружки, что упрощает нарезание резьбы в глухих отверстиях (резьба может быть сформирована на всю глубину отверстия).
Этот метчик не режет, поэтому он «без стружки» и, следовательно, не вызовет проблем со стружкой. Инструмент формирует резьбу путем экструзии, поэтому размер резьбы может точно поддерживаться. Бесканавочная конструкция обеспечивает высокое качество резьбы, более высокую скорость нарезания резьбы, более высокую производительность и отсутствие образования стружки, что упрощает нарезание резьбы в глухих отверстиях (резьба может быть сформирована на всю глубину отверстия).
Нарезание резьбы перфоратором
Взгляните на будущее нарезания резьбы от Emuge Corp.:
Ищете дополнительную информацию? Свяжитесь с командой Triumph Tool , чтобы найти подходящие метчики для ваших задач по металлообработке.
Щелкните здесь, чтобы узнать больше о том, как улучшить качество резьбового отверстия!
Emuge Corp Пробивной метчикМеталлообрабатывающие метчики в КанадеПробивной метчикРольцевые метчикиМетчики со спиральной стружечной канавкойМетчики со спиральной головкойПрямые канавочные метчикиTriumph Tool Металлообрабатывающий поставщик в Канаде
Triumph Tool
Triumph Tool обслуживает металлообрабатывающую промышленность в Южном Онтарио через наш головной офис в Гвельфе и наши филиалы в Вудбридже (район Большого Торонто) и Виндзоре. У нас есть дочерняя компания в Эшвилле, Северная Каролина, обслуживающая металлообрабатывающую промышленность в западной части Северной Каролины.
Related Posts
Нарезание резьбы 101: спиральная канавка и спиральные метчики
13.08.2014 0 комментариев
Давайте поговорим о спиралях — не тех, что бросают квотербеки за тачдауны или те, что текут в кухонную раковину, а о спиралях, когда дело доходит до постукивания. Термин «спираль» чаще всего используется при описании конфигурации канавки или геометрии наконечника метчика. Важно не путать их.
Исходя из тех же соображений, следует редко — если вообще когда-либо — использовать спиральные канавки любого типа в материалах с мелкой или порошкообразной стружкой, т. е. при свободной обработке латуни, чугуна и т. д. Спиральные заостренные метчики , с другой стороны, даже близко не связаны, поскольку производят эффект, прямо противоположный спиральным канавкам. Метчики со спиральным наконечником, также известные как «пистолетные метчики», потому что они «выстреливают» стружку вперед (умно, да?), очень эффективны для удаления стружки перед режущей кромкой метчика и выталкивания ее с другого конца метчика. отверстие. Это особенно эффективно при нарезании резьбы в глубоких отверстиях. Нарезаемое отверстие должно быть сквозным или иметь достаточный зазор для сбора стружки. Спиральные метчики также очень популярны благодаря своей универсальности. Итак, в следующий раз, когда вы будете настраивать это приложение для врезки, выбор правильной спирали поможет гарантировать, что ваша работа не выйдет из-под контроля! 0 комментариев | АвторМы собрали последние новости и техническую информацию о наших принципах и нашем рынке, которые, мы надеемся, будут для вас информативными! Архивы декабрь 2022 г. Категории Все  |

 Они хорошо работают со многими типами материалов благодаря режущему действию спирального шлифования, а также тому факту, что стружка выходит через дно отверстия, что практически устраняет проблему выдавливания сломанной стружки при реверсировании.
Они хорошо работают со многими типами материалов благодаря режущему действию спирального шлифования, а также тому факту, что стружка выходит через дно отверстия, что практически устраняет проблему выдавливания сломанной стружки при реверсировании.