Чем паять латунь: как и чем паять латунь
Содержание
Как паять латунь: методы, обзор материалов, инструкция
Содержание1. В чем особенности технологии?2. Классификация латунных сплавов3. Эффективность и препятствия4. Выбор оптимальных материалов4.1. Выбор подходящего припоя4.2. Флюсы: самодельные или готовые5. Два метода пайки латуни5.1. Использование паяльника5.2. Пайка с помощью горелки
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость.
 Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.

Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.

Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников.
 Причина популярности — его качественная работа.
Причина популярности — его качественная работа. - Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Видео загружается…
Была ли статья полезна?
Мы хотим стать лучше. Спасибо за мнение!
Спасибо за мнение!
Если вам понравилась статья, пожалуйста, поделитесь ей
Теги:
как паять латунь
сварка латуни
Вся информация на сайте предоставлена только в справочных целях. По вопросам строительства и ремонта всегда консультируйтесь со специалистом.
как выбрать флюс, припой и подходящий инструмент
Содержание
- Выбрать готовый или изготовить самому?
- Приготовление своими руками
- Немного теории
- Какой взять припой
- Отличия пайки металла от сварки
- О флюсе кустарного производства
- Характеристики материалов
- Недостатки
- Разновидности
- Химический состав
- Технические характеристики популярных марок
- Особенности выбора
- Особенности пайки
- Подготовка
- ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
- Меры предосторожности
- ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Два метода пайки латуни
- Использование паяльника
- ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
- Флюс
- Припой
- Работы с нержавеющей сталью
- В чем особенности использования медных сплавов
- Эффективность и препятствия
- Как паять латунь: советы мастера
- Что нужно для пайки латунных изделий
- Пайка стали, меди, алюминия, нержавейки, оцинковки
- Нюансы технологии
- Паяльник или горелка?
- Дополнительные рекомендации
- Краткая инструкция
- Как осуществляется процесс пайки такого материала, как латунь?
- Порядок проведения работ
- Подготовка
- Область применения
Выбрать готовый или изготовить самому?
Простейший флюс для пайки латуни несложно изготовить самостоятельно. Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы.
Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы.
- Одним из наиболее распространённых является флюс «Бура». Придуманный очень давно, этот рецепт получил одобрение многих ювелиров, занимающихся пайкой разных металлов, в том числе и латуни. Он относится к разряду высокотемпературных смесей, активизирующихся при достижении 700 – 900 градусов Цельсия. Несмотря на солидный возраст, свою работу он выполняет качественно.
- Хорошо справляются со своей задачей флюсы марки ПВ-209 и ПВ-209Х. В основе первого – фторосоли, а второй изготовлен с использованием плавиковой кислоты. И тот и другой также работают при температурах, приближающихся к тысяче градусов.
- Несколько меньшего нагрева потребуют выпускаемые в Германии составы Chemet FLISIL-NS-Pulver (порошкообразный) и Chemet FLISIL-NS-Paste (паста).
 Для них будет достаточно 550 – 800 градусов Цельсия. Лучше всего они действуют при использовании серебросодержащих припоев.
Для них будет достаточно 550 – 800 градусов Цельсия. Лучше всего они действуют при использовании серебросодержащих припоев.
Перечисленные марки приведены лишь в качестве примера. На рынке представлено множество вариантов этой необходимой для пайки латуни продукции.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
Оптимальные размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы.
 Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной. - Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.
Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Какой взять припой
Не менее важным, чем выбор флюса, является определение нужного состава припоя.
- Для пайки латуни с содержанием меди хорошо подходит припой ПМЦ-48, плавление которого происходит при 870 – 880 градусах. Несколько меньшая температура плавления у ПМЦ-36.
 Оба состава относятся к группе медно-цинковых припоев.
Оба состава относятся к группе медно-цинковых припоев. - Марки МФ-1, МФ-2 и МФ-3 относятся к группе медно-фосфористых припоев. Они относительно недороги, пластичны, однако обладают высокой электропроводностью и сопротивляются ударным и вибрационным нагрузкам хуже, чем составы с содержанием серебра.
- Наилучшими механическими качествами обладают серебряные припои. Среди них – ПСр-10, ПСр-12м, ПСр-25 и далее, вплоть до ПСр-72. Все они имеют некоторые отличия, заключающиеся в химическом составе и температуре плавления. По-разному они реагируют и на процентное соотношение меди и олова в соединяемом металле.
Из вышесказанного ясно, насколько важно прежде, чем приступать к выбору флюса и припоя, определиться с маркой латуни. Только тогда удастся добиться приемлемого результата пайки.
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.
Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.
В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
- Сложен в применении, так как требует от мастера большого опыта работы;
- Для работы необходимы специальные инструменты, которые не всегда имеются в хозяйстве;
- Применяется исключительно для твердоплавких металлов.
Разновидности
Припой для латуни из самой латуни. Зачастую это металл с небольшими добавками, которые помогают сделать температуру плавления немного ниже, но не менять существенно свойства. Он наиболее сложен в использовании, так как возникает риск перепалить основной металл. Тем не менее, это самый крепкий сплав, который дает соединение высочайшего качества.
Тем не менее, это самый крепкий сплав, который дает соединение высочайшего качества.
Медно-фосфорные сплавы также используются как твердые припои для пайки латуни. Они обладают более низкой температурой плавления и удобством использования. Это один из наиболее популярных вариантов, так как сочетает в себе простоту и высокое качество, а также обладает антикоррозионными свойствами.
Припой с медно-фосфорными сплавами
Серебряные припои. Марки с низким содержанием серебра, около 40-60%, которые относятся к твердому типу. Они уступают по возможности выдерживать высокую температуру, но могут легко использоваться даже новичками. Стоимость их выше, чем у других марок используемых для данной цели.
Серебряные припои
Химический состав
Состав медно-фосфорных отличается от серебряных и выглядит следующим образом:
| Марка | Содержание элементов, % | ||
| Серебро | Медь | Фосфор | |
| ПМФ 102 | 2 | 91,3 | 6,7 |
| ПМФ 105 | 5 | 88,5 | 6,5 |
| ПМФ 115 | 15 | 80,2 | 4,8 |
Более мягкие марки, такие как ПОС 40, имеют в своем составе больше серебра, но при этом содержат массу других элементов, которые позволяют сохранить высокую крепость соединения.
| Элемент | Процентное содержание |
| Серебро | 40 |
| Кадмий | 28,5 |
| Цинк | 17 |
| Медь | 17 |
| Никель | 0,5 |
| Железо | 0,1 |
| Свинец | 0,05 |
| Висмут | 0,005 |
Технические характеристики популярных марок
Медно-фосфорные марки имеют следующие характеристики:
| Марка припоя | Температура плавления, Градусы Цельсия | Температура растекания,Градусы Цельсия |
| ПМФ 102 | 645 | 820 |
| ПМФ 105 | 630 | 780 |
| ПМФ 115 | 650 | 800 |
Параметры серебросодержащих имеют следующий вид:
| Наименование свойства | Значение |
| Температура плавления, градусов Цельсия | 590-610 |
| Сопротивление удельное, Ом | 70 |
| Удельная теплоемкость, Дж/кг градусы | 20 |
| Плотность, кг/см3 | 9250 |
Особенности выбора
Подбор материала зависит от цели спаивания. К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.
К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.
Припой латунный с флюсом оказывается более удобным в применении, так что для больше комфорта стоит остановить свой выбор на нем. Здесь можно не использовать буру и прочие флюсы, так как они содержатся уже внутри. Такие варианты имеют более высокую стоимость, но это окупается во время использования, так как возникает меньшее количество брака.
Выбирая, каким припоем паять латунь, следует обратить на самый распространенный вариант – медно-фосфорные сплавы. Они сочетают в себе экономическое преимущество и высокую стойкость к воздействию высоких температур и физических нагрузок. Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Марки с высоким содержанием серебра используются для тех случаев, когда ответственность к соединению минимальная, или же нет инструментов, чтобы расплавить твердые марки при высокой температуре. Сам процесс соединения происходит намного быстрее, чем пайка твердым припоем другого типа.
«Важно!
Марки с содержание серебра выше 60% не рекомендуется использовать, так как они окажутся слишком мягкими на практике.»
Особенности пайки
Одной из главных особенностей является использование буры в качестве флюса. Без нее ничего может не схватиться и соединение будет на крайне низком уровне. Благодаря буре снимаются все пленки и налеты, а также улучшается проникновение присадочного металла в поры. Также стоит учитывать особенность высокой температуры расплавления. Здесь применяется только лишь газовая горелка, так как другими способами не удастся достичь нудного результата.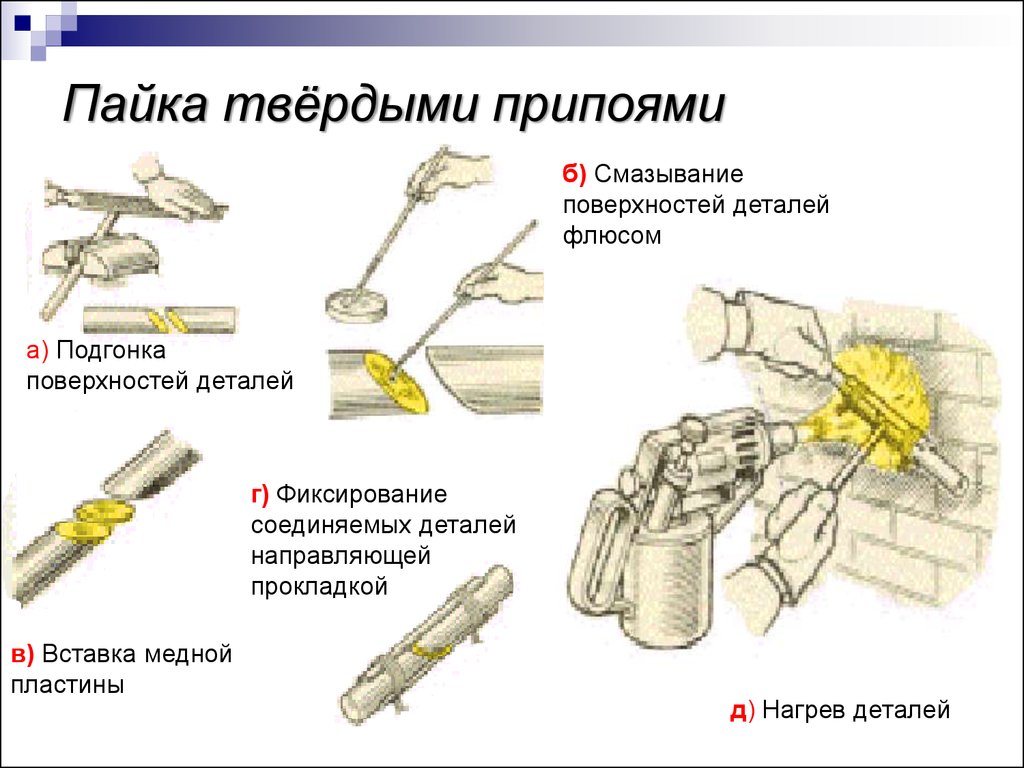
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: «как паять латунью в домашних условиях», можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
Меры предосторожности
Пайка латунью относится к открытым огневым работам. Необходимо строгое соблюдение всех мер пожарной защиты. Кроме того, работа с парами цинка может вызвать тяжелое отравление организма. Необходимо принять меры защиты. Мини баллоны с газом могут иметь протечки в клапане, что приводит к взрывам и пожарам. Необходим постоянный контроль за работой газовой горелки.
Необходимо строгое соблюдение всех мер пожарной защиты. Кроме того, работа с парами цинка может вызвать тяжелое отравление организма. Необходимо принять меры защиты. Мини баллоны с газом могут иметь протечки в клапане, что приводит к взрывам и пожарам. Необходим постоянный контроль за работой газовой горелки.
ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место спаивания тщательно очищается от загрязнений и обрабатывается флюсом.
- На подготовленное место проведения работы выкладывается припоечная стружка.
- Под строгим контролем уровня прогрева, не допускающим деформации деталей, производится собственно нагревание.
- Завершение работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав «Бура».
В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав «Бура».
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.

Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные. Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
- Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы.
 Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Как паять латунь: советы мастера
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
Что нужно для пайки латунных изделий
Помимо олова и меди, в состав латуни входит также и цинк, большое содержание которого в сплаве усложняет пайку. Если цинка в латуни содержится не более 15%, то для пайки можно применять обычную канифоль и медно-цинковый припой. Когда процентный состав цинка выше, то, применяют особые виды флюсов.
Пайка стали, меди, алюминия, нержавейки, оцинковки
Приветствую! В этом материале я расскажу про отличия пайки и сварки, как паять цветные и черные металлы, а также дам несколько советов по прочной пайке и технике безопасности. Поехали.
Поехали.
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
Самостоятельно создать графитовый тигель можно, используя графитовые угли. Дело в том, что графитовые угли применяются как контактные элементы в троллейбусах, и их вполне несложно отыскать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие – 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Размеры тигля довольно небольшие – 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Для осуществления пайки следует использовать какой-либо теплостойкий материал. Полученные швы по ярко выраженному цвету должны быть идентичны спаиваемым деталям. Когда рабочий процесс подходит к концу, полученное изделие тщательным образом промывается, чтобы убрать флюс. Для промывки наилучшим средством является горячая 3%-ая серная кислота. При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
Краткая инструкция
Для того чтобы в домашних условиях выполнить качественную пайку латуни, недостаточно просто изучить теоретическую базу, желательно также посмотреть видео на эту тему. Необходимость в самостоятельном осуществлении такого процесса возникает нередко, ведь практически в каждом доме есть изделия из латуни, которые не застрахованы от поломок. Учитывая тот факт, что услуги квалифицированных специалистов недешевы, есть смысл изучить такой процесс как по представленным ниже рекомендациям, так и по видео, которые несложно найти в интернете.
Учитывая тот факт, что услуги квалифицированных специалистов недешевы, есть смысл изучить такой процесс как по представленным ниже рекомендациям, так и по видео, которые несложно найти в интернете.
Разумеется, что перед пайкой следует очистить детали
Итак, алгоритм пайки латуни выглядит следующим образом.
- Тщательно очищенное место будущего соединения необходимо обработать флюсом, в состав которого входят бура и борная кислота (1:1), смешанные с водой.
- После этого обработанное место соединения следует посыпать стружкой припоя.
- Затем можно начинать прогрев формируемого шва при помощи газовой горелки или паяльной лампы. Следует внимательно следить за тем, чтобы не перегреть детали, что может привести к их деформации.
- После того как припой расплавится под воздействием пламени газовой горелки, он заполнит зазор между деталями, обеспечив их надежное соединение.
Таким образом, выполнить пайку латуни не так уж сложно, главное – правильно подобрать расходные материалы и строго следовать указанным выше рекомендациям.

Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такая пайка в большинстве случаев оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте. Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Что касается припоя из латуни, то необходимо использовать одну часть меди и две части серебра, все это должно быть тщательно перемешано и сплавлено вместе посредством газовой горелки в графитовом тигеле. Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, следует аккуратно положить на основание, сделанное из асбеста.
Теперь все это соединение деталей должно быть посыпано кусочками припоя, которые предварительно надо заточить. А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Если паяются мелкие и тонкие детали, то необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.

Надо не забывать о том, что такой метод пайки простотой не отличается, если проводить сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличается некоторыми особенностями по причине испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, так как его можно безо всякого труда отыскать на остановках электрического транспорта. Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).
Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам специалистов, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Порядок проведения работ
Чтобы правильно паять разные металлы и сплавы, необходимо ознакомиться с технологическим процессом поэтапно. Сплав цинка и меди требует от мастера проведения подготовки, выполнения ряда действий. Научившись работать специальным инструментом, можно соединять детали из цветных металлов, стали.
Пайка бижутерии латунью
Подготовка
Пайка латуни в домашних условиях для соединения отдельных деталей требует проведения подготовки. Она состоит из нескольких этапов:
- Изначально место соединения нужно очистить от грязи, ржавчины, налёта. Для этого используется металлическая щётка, наждачная бумага, напильник.
- После очистки рабочих поверхностей, их нужно обезжирить. Подойдёт спирт, бензин. Растворитель может оставить следы на поверхности деталей.

Когда подготовка будет окончена, можно начинать использовать латунный припой.
Область применения
Совершенно очевидно, что выполнить пайку латуни проще, чем сварку не только в домашних условиях, но и на производстве. Полученное соединение будет обладать достаточной прочностью. Тем не менее, рассчитывать на то, что оно выдержит очень высокие нагрузки, всё же не стоит. Исходя из этого, определяется и область применения технологии.
- Изготовление электрических и электронных компонентов. Механические нагрузки в этом случае невысоки, а на первый план выходит электропроводность. Не стоит забывать и о том, насколько трудно использовать сварку для соединения деталей малого размера.
- Соединение элементов, подвергающихся малым и средним нагрузкам. Сюда можно отнести детали небольших механизмов вроде часов, или составляющие трубопроводов, работающих при давлении, не превышающем нескольких атмосфер.
- Производство ювелирных изделий. Разумеется, стоимость латуни значительно ниже, чем серебра или золота.
 И всё же, она довольно часто используется для изготовления недорогих колец, брошек и других украшений, становясь если не главной их частью, то хотя бы компонентом оправ и застёжек.
И всё же, она довольно часто используется для изготовления недорогих колец, брошек и других украшений, становясь если не главной их частью, то хотя бы компонентом оправ и застёжек. - Не стоит забывать и реставрационные работы. Иногда пайка латуни – единственный способ восстановить вещь, сделанную много лет назад.
Нашлось применение такой методики и в машиностроении. Изготовить с её помощью новый, или запаять повреждённый латунный радиатор значительно проще, чем применять сварку. Эффективность и долговечность получившейся детали окажется значительно выше, чем у более дешёвых аналогов из алюминия.
Чем запаять латунь
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Пайка латуни – надежное соединение в домашних условиях
- Как запаять латунь в домашних условиях
- Пайка латунью или сварка?
- Пайка латуни
- Как паять латунь оловом
- Как паять латунь дома
- Пайка латунью: как и чем правильно паять латунь
- Пайка латунных труб
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: как обычной горелкой паять латунью
Пайка латуни – надежное соединение в домашних условиях
Все размещаемые материалы отражают исключительно мнения их авторов и могут не совпадать с мнением Администрации форума ХоумДистиллер. Форум самогонщиков, пивоваров, виноделов Оборудование Материалы и инструменты. Andres Специалист Тольятти Есть у меня кег на 50 литров под фитинг А без фитинга и есть бронзовый бочонок с диаметром 42 мм, диаметр горлышка кега не померил примерно 50 мм, но бочонок на нем держится за счет шестигранной стенки, чем можно заварить или спаять? Прошу совета.
Во первых , это не бронза, а латунь. Во вторых такие вещи никакими электродами не варятся. Да нет, обычный мягкий без свинца пойдет. Спасибо, припой твердый, без спинца искать? Andres, 20 Нояб. Sonologist Доцент Москва А то между ней и горлышком обязательно дряни набьется, которую потом не вымыть. Я бы рекомендовал ту часть резьбы, которая пойдет внутрь, срезать. Sonologist, 20 Нояб. А может быть намотать проволоки Andres, 20 Нояб. Если останутся каверны, то вымывать из них дрянь и накипь будет еще сложнее.
Я бы рекомендовал ту часть резьбы, которая пойдет внутрь, срезать. Sonologist, 20 Нояб. А может быть намотать проволоки Andres, 20 Нояб. Если останутся каверны, то вымывать из них дрянь и накипь будет еще сложнее.
Да и надо ли такой слой класть? Другой вопрос, что если в промежуток между гранями шестиугольника и горловиной при пайке вложить те же бронзовые вставочки — будет неплохо. Самовар латунный покрыт никелем. Не забывай, что пайка это соединение металлов посредством растекания по ним припоя с более низкой температурой плавления.
Используй паяльную кислоту потом надо просто помыть место пайки горячей водой : у меня с ней чорте-что облуживалось, даже без предварительного надраивания наждачкой.
Продается много где, хоть в чипе-дипе. Есть важный момент: надо хорошо прогревать. Не всякий паяльник под это дело подойдет, даже «мощный»: иной раз площадь касания жала столь мала, что прогрев идет туго. Я в таких случая пользуюсь газовой микрогорелкой величиной с крупную авторучку , тоже продается много где в хозтоварах.
Ей греть и удобнее и быстрее. Надо разогреть место пайки, для пробы бросить кусочек канифоли он с шипением и дымком должен почти мгновенно расплавиться, значит температура в норме. Далее обычной мелкой кисточкой наносится кислота, потом — припой в виде проволочки греть продолжаем. А у ж луженые детали спаять проще простого.
Флюсы бывают разные, но каждый раз размышлять: подходит-не подходит мне, например, влом. А с кислотой паять можно что угодно. Покупать не обязательно на Эбэй. Латунь зашипит. Из нержи их не делают, а если это серебро, считай что ты купил АвтоТаз. Используй паяльную кислоту Из нержи их не делают, а если это серебро, считай что ты купил АвтоТаз tixoxod-4×4, 20 Нояб. Латунь желтого цвета, а я делал пропил надфилем с торца, внутри металлический серебристый цвет Andres, 20 Нояб.
С желтым покрытием. Бывают такие. Впрочем, начнешь паять- поймешь. Силумин никакой флюс нормально не берет и не паяет. Перед пайкой у паяльника залуди нормально жало зачисти разогретое жало напильником до блеска, потом окуни его в канифоль и сразу в припой, жало должно ровно покрыться припоем и не должно быть черных мест на жале.
Если деталь большая, ее нужно предварительно подогреть на газу, иначе даже ваттного паяльника будет недостаточно, будешь долго прогревать, пока залудишь одну деталь, другая остынет. Вначале каждую деталь залуди так, чтобы вся поверхность где потом будет соединение была в припое и не было пропусков, потом обе детали подогреть любой горелкой но не перегреть, иначе олово сгорит и придется лудить по новой.
Проверяется температура подогрева так, греешь луженую деталь, берешь кусок припоя и дотрагиваешься до детали, как только припой начинает плавиться от разогретой детали, греть достаточно. Соединяешь детали и касаясь паяльником места пайки, вносишь туда припой, он должен быстро плавиться и растекаться, если он мажется и не блестит, значит не хватает мощности паяльника и место пайки нужно подогреть, иначе шов будет дырявый.
Пропаянный шов должен слегка блестеть, если он матовый, как бы зернистый, значит место пайки не достаточно было прогрето, прогреть слегка горелкой и дотрагиваясь туда паяльником добиться расплавления припоя, только не перегреть, иначе припой может свалиться со шва. Красный Луч С недавних пор, пару лет назад, приспособился паять медь и латунь с помощью соляной, но протравленной цинком. А вот если смешать соляную травлённую с нетравлённой ровно 50 на 50, поверь на слово, получается идеальное ср-во для пайки нержавейки.
Красный Луч С недавних пор, пару лет назад, приспособился паять медь и латунь с помощью соляной, но протравленной цинком. А вот если смешать соляную травлённую с нетравлённой ровно 50 на 50, поверь на слово, получается идеальное ср-во для пайки нержавейки.
Важно знать! Правила Форума Информация для новичков. Полезное Библиотека самогонщика Поддержать ресурс. Пользователю Обратная связь Тех.
Как запаять латунь в домашних условиях
Содержание: Условия и область применения пайки Особенности технологии Краткая инструкция. Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях. Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
ПАЙКА ЛАТУНИ может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь.
Пайка латунью или сварка?
Латунь — широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. При соблюдении правил пайка латуни окажется под силу любому человеку. Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами — олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы. Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Пайка латуни
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов. Прежде чем начать пайку, изделие должно быть собрано.
Пайка латунью или сварка? Пайка латунью: Плюсы 1.
Как паять латунь оловом
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка — соединение проводов и металлических деталей. Для правильной пайки латуни необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты. Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях. Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства.
Для создания самых разнообразных вещей необходима пайка — соединение проводов и металлических деталей. Для правильной пайки латуни необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты. Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях. Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства.
Как паять латунь дома
Правила форума. Помощь Запомнить? Ваши сообщения Расширенный поиск. Форум Электронная сигарета Новичкам Вопрос — ответ Чем запаять оголенную латунь? Страница 1 из 2 1 2 Последняя К странице: Показано с 1 по 20 из Тема: Чем запаять оголенную латунь?
Некоторые особенности пайки латуни. Процесс пайки Соединение латуни паяльником. Пайка Пайка латуни с помощью газовой горелки и паяльника. Пайка . Как паять нержавейку и технология пайки твердым припоем.
Пайка латунью: как и чем правильно паять латунь
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами. Пайка меди и латуни не особо отличаются между собой. Основное отличие — теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Пайка меди и латуни не особо отличаются между собой. Основное отличие — теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Пайка латунных труб
ВИДЕО ПО ТЕМЕ: ПАЙКА САМОВАРА РЕМОНТ ТРЕЩИН
Пайка латунных труб газовой горелкой, оловянно-свинцовыми и другими припоями распространена, но выполнять её самостоятельности решаются немногие. В действительности, паять латунные трубы можно и в домашних условиях. Пайка предназначена для получения неразъёмных соединений. Её выполняют, вводя между соединяемыми элементами расплавленный припой.
Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специального припоя.
Латунь — это сплав, обязательными компонентами которого являются медь и олово. Обладая высокой прочностью, пластичностью и коррозионной стойкостью, она хорошо подходит для изготовления как тяжелонагруженных деталей различных механизмов, так и элементов конструкций, работающих в агрессивных средах. Её основной недостаток — высокая стоимость. Но есть и другие проблемы, связанные с применением этого материала. На сегодняшний день разработаны различные технологии, позволяющие сваривать изделия из латуни. Но все они довольно сложны, затратны, и требуют, чтобы выполняющий работу специалист обладал определёнными навыками. Альтернативой сварке часто становится пайка латуни.
Обладая высокой прочностью, пластичностью и коррозионной стойкостью, она хорошо подходит для изготовления как тяжелонагруженных деталей различных механизмов, так и элементов конструкций, работающих в агрессивных средах. Её основной недостаток — высокая стоимость. Но есть и другие проблемы, связанные с применением этого материала. На сегодняшний день разработаны различные технологии, позволяющие сваривать изделия из латуни. Но все они довольно сложны, затратны, и требуют, чтобы выполняющий работу специалист обладал определёнными навыками. Альтернативой сварке часто становится пайка латуни.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты трещины, отверстия, изломы.
Узнаем как паять латунь: полезные советы мастера
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является медно-цинковым сплавом, в который во время производства добавляют олово, алюминий и другие металлы. Бронза – это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Узнаем как паять
Вопрос, как паять, для современных домашних мастеров и специалистов-технарей сегодня не стоит. Но…
Но…
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.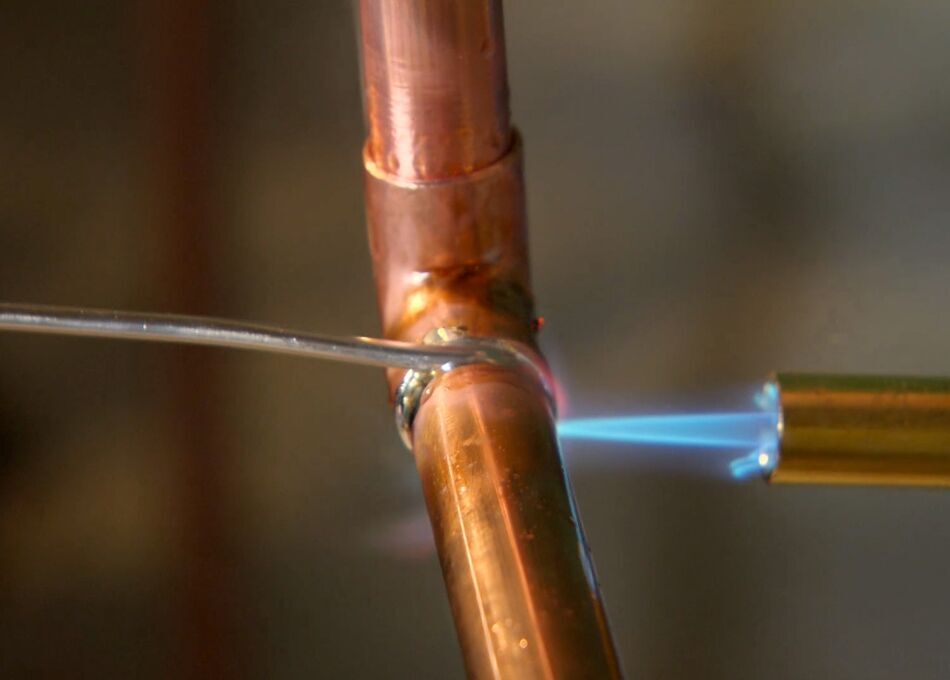
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
Узнаем как выбрать флюс для пайки
Выполнение пайки невозможно без применения флюса. Он не только удаляет оксиды с поверхности,…
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.

- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец.
 Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение. - Используя паяльник и припой, выполняют спаивание деталей.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
7 шагов для сварки латуни
Итак, вы хотите приварить латунь к латуни. Работа с латунью
— это не простой процесс для освоения, который также очень полезен, потому что
латунь отлично смотрится в сочетании с деревом или другими металлами. Латунь
можно использовать для создания деталей или даже всей автоматики, если вы делаете
механизм. Как только вы начнете учиться работать с латунью и сваривать ее, вы
будете делать множество прекрасных изделий!
Как сваривать латунь с латунью? Очень возможно паять TIG, а
также латунь с латунью. Чтобы работать эффективно, вы должны знать, как сначала
Чтобы работать эффективно, вы должны знать, как сначала
резать, обрабатывать и паять латунь, чтобы вы могли сваривать ее. С латунью
очень легко работать, и, поскольку ее можно паять и паять, сваривать детали из
латуни вместе (эффективно и эстетично) довольно просто, если вы понимаете
основные шаги работы с латунью.
Поскольку сегодня в Интернете не так много информации о
сварке латуни с латунью, мы создали это руководство, чтобы помочь вам в этом.
Ниже мы расскажем, как резать латунь перед сваркой, как работать с латунью,
чтобы подготовить ее к сварке, а также как сваривать и паять латунь.
Если вы уже знакомы с начальными шагами и имеете опыт сварки
TIG, вот видео о процессе.
Если вам нужен урок по основам, ознакомьтесь с нашей подробной
статьей о том, что такое сварка TIG и как начать ее изучение. Чтобы узнать
больше о латуни, продолжайте читать!
Подготовка к сварке: резка латунных деталей
Понимание того, как резать латунные детали — это первый шаг
в процессе обучения тому, как сваривать две детали из латуни. Вам нужно знать,
Вам нужно знать,
как обрабатывать латунные изделия, с которыми вы планируете работать, и первая
часть этого — понимание того, как вы можете вырезать латунные изделия.
К счастью, когда вы режете детали из латуни для подготовки к
следующему сварочному проекту, у вас будет несколько вариантов. Однако
существуют разные типы изделий из латуни. Итак, если вы хотите знать, как
правильно резать, вам нужно знать, какие у вас есть варианты резки различных
видов латуни.
Различные виды латунных деталей, с которыми вы, скорее
всего, будете работать, включают латунные прутки, которые вы можете разрезать
плоскогубцами или ножовкой, латунные трубки, которые вы можете разрезать пилой
или трубным резаком, и латунные листы, которые вы можете разрезать ножовкой или
ножницами. Но сначала мы начнем с различных методов, которые вы можете
использовать для резки латунного стержня.
Могу ли я просто использовать Dremel или Torch Cut the
Brass?
Короче, можете!
Вам понадобится твердая рука с листовым металлом, но я
предпочитаю Dremel со стержнями и трубками. Если вы уже выполняете сварку TIG,
Если вы уже выполняете сварку TIG,
удерживать устойчивую руку с листом латуни не должно быть проблемой.
Мне нравится мой Dremel 4300 (посмотрите отзывы на Amazon
здесь). Это быстрый и точный способ резки латуни по мере необходимости.
Обрезка латунного прутка перед сваркой
Когда дело доходит до резки латунного прутка, у вас есть два
варианта инструментов, которые вы можете использовать для резки. Вам
понадобится либо кусачки, либо ножовка. Ниже мы расскажем, как резать латунь
обоими инструментами.
Кусачки и латунный пруток
Если у вас есть совсем крошечные кусочки проволоки или
прутка, то для резки латуни вам понадобятся лишь кусачки. Однако, если у вас
больший калибр, вам могут понадобиться более массивные кусачки или даже
болторез, если кусок довольно большой. Вы можете использовать любой из этих
инструментов, если вставляете стержень в челюсти перед резкой.
Если вы используете кусачки для резки латуни, иногда, в
зависимости от типа кусачков, которые вы используете, после резки у вас могут
появиться острые концы. В таком случае не забудьте подпилить, обточить и
В таком случае не забудьте подпилить, обточить и
отшлифовать конец только что отрезанной детали, пока она не станет плоской.
Ножовка по металлу и латунный стержень
Если у вас есть ножовка и вы хотите отрезать кусок побольше,
то у вас все равно должна быть возможность отрезать латунный пруток. Сначала
вставьте стержень, который вы собираетесь разрезать, в тиски и убедитесь, что
он надежно удерживает деталь. Затем отрежьте как можно ближе к тискам, чтобы
уменьшить вибрацию.
Также всегда помните, что ножовка — это инструмент для
двуручного использования. Итак, когда вы используете ножовку, положите одну
руку на ручку, а другую — на раму пилы. Вы режете пилой, когда отводите
инструмент от себя. Итак, начните резку с крошечных движений, начиная с лезвия,
которое находится ближе всего к рукоятке. После того, как вы сделаете канавку
для лезвия, продолжайте использовать вес рук и тела при выполнении каждого
удара.
Когда вы разрезаете латунный стержень, чтобы подготовить его
к сварке, вам не нужно будет сильно надавливать ножовкой вниз. Сосредоточьтесь
Сосредоточьтесь
на том, чтобы делать длинные, устойчивые движения и использовать лезвие по всей
длине, вместо того чтобы резать как следует. Сосредоточьтесь и не торопитесь,
прорезая металл. Таким образом, вы не прорежете то, что не собирались
разрезать.
Обрезка латунных трубок перед сваркой
Теперь, когда мы дали вам некоторые рекомендации по резке
латунного стержня, перейдем к латунным трубкам. Если вы планируете работать с
латунными трубками во время сварки, вам нужно знать, как их разрезать, прежде
чем начинать сваривать детали. Вы можете разрезать латунную трубку, распилив ее
или используя трубный резак. Мы обсудим оба метода более подробно ниже.
Пила и латунные трубки
Один из способов отрезать латунные трубки — это использовать
большую или маленькую пилу по металлу. Мы рекомендуем отрезать латунные трубки
внутри угловой коробки. Поместите трубку в одну из канавок на угловой коробке и
начинайте резку. Пила пройдет через трубу и прорежет обе стенки за один раз.
Когда это произойдет, ваша пила может застрять, а это
означает, что вам будет сложно пропилить трубку. Вместо этого постарайтесь
избежать заедания пилы, поворачивая трубку от себя во время резки. Таким образом,
вы будете пропиливать только одну часть трубки за раз.
Резак для трубок и латунные трубки
Вы можете приобрести резак для труб в любом местном
хозяйственном магазине, и этот резак поможет вам отрезать любые металлические
трубы, которые у вас есть, в том числе латунные. Если у вас есть резак для
трубок, вам нужно будет зажать инструмент в трубке. Итак, сначала разместите
инструмент там, где нужно резать. Затем вы несколько раз переместите инструмент
вокруг трубки.
После этого вам нужно будет немного повернуть ручку, чтобы
лезвие снова вошло в трубку, и снова повернуть круг. Вам нужно будет повторять
этот процесс, пока трубка не разделится. Убедитесь, что вы не начинаете слишком
сильно затягивать ручку, иначе трубка может выскочить изогнутой, когда вы ее
разрежете.
Если трубка выглядит так, как будто один из концов обжат, вы
можете использовать коническую развертку, чтобы решить эту проблему. Вам нужно
будет подпилить гофрированный конец или отшлифовать его, чтобы закончить. Кроме
того, убедитесь, что вы отрезали кусок задолго до того, как начать процесс, на
тот случай, если вам нужно отшлифовать его из-за обжатого конца.
Резка латунных листов перед сваркой
Последний тип латуни, который вам нужно научиться резать
перед сваркой, — это листы латуни. Листы латуни можно разрезать ножницами или
ножовкой. Мы рассмотрим каждый из этих методов ниже.
Ножницы и латунный лист
Ножницы — отличный инструмент для резки латунного листа. Мы
рекомендуем использовать авиационные ножницы, если они у вас есть, которые обычно
бывают трех типов: правые, левые и прямые. Вы можете использовать прямую резку
для вырезания кривых, если вы делаете это снаружи. Когда вы вырезаете круг, не
забывайте обрезать углы детали, пока она не станет похожей на круг. После этого
После этого
используйте внутреннюю часть губок для последнего изогнутого надреза.
Ножовка по металлу и латунный лист
Вы также можете использовать ножовку, чтобы разрезать
латунный лист. Если вы собираетесь использовать ножовку, вам нужно поместить
латунь между двумя обрезками фанеры и зажать все детали тисками. Дерево должно
помочь удерживать металл на месте, пока вы его режете. Если вы хотите провести
линию на своей латуни, используйте кусок фанеры с одной стороны от латуни.
Помните, что вы должны толкать только ножовкой.
Теперь, когда вы понимаете, как резать разные типы латуни
перед сваркой латуни с латунью, мы рассмотрим, как согнуть латунь и придать ей
форму, прежде чем приступить к сварке латунных деталей вместе.
Подготовка к сварке: сгибание латуни
После того, как вы разрежете латунь, вам, скорее всего,
придется как-нибудь согнуть ее, прежде чем вы сможете сваривать латунные детали
вместе. Итак, мы рассмотрим некоторые подходы к изгибу латунного стержня,
трубок и листов. После того, как вы согнули латунь и поработали с ней, вы
После того, как вы согнули латунь и поработали с ней, вы
будете готовы перейти к последнему шагу — сварке латуни к латуни, о которой мы
поговорим чуть позже.
Сгибание латунной проволоки перед сваркой
Латунную проволоку легко согнуть плоскогубцами. Вставьте
проволоку в плоскогубцы и возьмите их одной рукой, а затем другой рукой
манипулируйте другой частью проволоки. Если вы хотите изогнуть проволоку
бюстгальтера и придать ей форму, вы можете сгибать, сгибать, а затем отпускать
стержень в определенных точках по мере его сгибания. Чем ближе интервалы, тем
круче ваша кривая.
Если вы хотите создать резкую кривую, тогда рекомендуется
использовать для этой работы плоскогубцы с закругленными носами. Вам нужно
будет начать с загибания стержня в губки. Вы также можете использовать
плоскогубцы в каждой руке, если хотите получить очень острый изгиб.
Есть несколько вариантов плоскогубцев для формовки металла,
которые могут помочь вам согнуть проволоку всех видов, и вы можете сделать
большинство из этих же изгибов, просто используя одну пару плоскогубцев с
острым носом и несколько плоскогубцев с круглым носом. . Однако, если вы
. Однако, если вы
чувствуете, что плоскогубцы ухудшают вид ваших изгибов и оставляют следы,
подумайте о покупке плоскогубцев с нейлоновыми подушечками.
Сгибание латунного стержня перед сваркой
Если у вас очень тяжелый латунный стержень, вам следует
подумать об использовании приспособления для гибки, чтобы сэкономить время. Вы
можете прикрепить приспособление к скамейке, а затем зажать его. Когда вы
используете джиг-приманку, вам нужно вставить удочку в прорези или штифты.
Затем вы будете руками сгибать стержень и перемещать его в эту область джига.
Таким образом, вы сможете использовать обе руки и не беспокоиться о том, что на
проводе появятся следы инструментов.
Сгибание латунных трубок перед сваркой
Латунные трубки — одна из самых сложных вещей, которую нужно
научиться гнуть, когда вы готовитесь к сварке. Это связано с тем, что латунные
трубки легко перегибаются и ломаются. Для этого материала мы рекомендуем
использовать пружинный гибочный станок. Возьмите пружинный изгиб, который
наденет на трубу, которую вы собираетесь сгибать. Переместите его на трубку и
Переместите его на трубку и
отцентрируйте в том месте, где вы собираетесь изгибать.
Теперь, используя обе руки, согните трубку и сильно прижмите
большие пальцы к сгибу. Если вы также можете использовать другую пружину с
трубкой, у вас будет еще больше успеха, когда вы попытаетесь согнуть латунь.
Сгибание латунных листов перед сваркой
Гибка металлического листа — тоже задача не из легких.
Однако некоторые инструменты могут помочь упростить весь процесс. Поместите
латунный лист между двумя листами фанеры и прижмите их тисками. Теперь возьмите
другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы
получился изгиб. Используя деревянный брусок, вы должны иметь возможность
надавить на весь край, который вы хотите согнуть, не повредив металл.
Теперь, когда мы обсудили различные методы резки латуни и
гибки латуни перед сваркой, мы перейдем к обсуждению того, как сваривать и
припаять латунь к латуни.
Сварка латуни с латунью
Теперь, когда вы знаете все о том, как подготовить латунные
детали, разрезая и сгибая их перед сваркой, вы готовы научиться сваривать эти
латунные детали вместе. Сварка латуни очень проста, потому что вы можете
Сварка латуни очень проста, потому что вы можете
использовать припой для завершения сварки.
Ниже приведены некоторые из предметов, которые вам нужно
собрать, прежде чем вы научитесь сваривать латунь с латунью:
Молоток
Огнеупорный кирпич
Пинцет
Металлический напильник
Латунные детали
Припой марки TIX
Флюс марки TIX
Абразивная подушка
Сторонний инструмент
Бутановая паяльная / сварочная горелка
Спиртовые тампоны
Теперь, когда вы знаете, какие материалы вам понадобятся при
сварке латуни с латунью, мы рассмотрим типы припоя и флюса, которые мы будем
использовать для завершения этого сварочного проекта.
Припой для сварки
Для этих этапов сварки мы будем использовать более мягкий
припой от производителя Tix. Этот припой используется многими людьми, которые
ремонтируют часы и часто приваривают латунь. Мы решили использовать Tix, потому
что это более мягкий припой, который также имеет более низкую температуру
плавления. При сварке латуни вам понадобится более мягкий припой с более низкой
При сварке латуни вам понадобится более мягкий припой с более низкой
температурой плавления, потому что при более высоких температурах латунь
выглядит обесцвеченной и неровной, и мы хотим этого избежать.
Советы по успешному использованию припоя при сварке
Прежде чем мы разберем этапы сварки латуни с латунью с
использованием припоя, мы рассмотрим несколько советов по успешному
использованию припоя при сварке.
Совет №1: убедитесь, что все детали подходят друг к другу.
Когда вы используете припой при сварке, припой действует как
разновидность клея. Он может очень хорошо удерживать вместе два куска латуни.
Когда вы соединяете части вместе, вы должны убедиться, что ваши две части
разделяют много места на поверхности.
В этом вам поможет математика.
Если у вас будет больше места на поверхности, вы получите
более прочный припой. Ваш припой не будет прочным, если между деталями есть
большие зазоры или если детали не подходят друг к другу.
Совет № 2: убедитесь, что вы тщательно очистили детали.
Никогда не упускайте из виду важность чистки латунных
деталей. Если их не почистить, они не будут хорошо свариваться. Если вам нужна
прочная паяльная связь, убедитесь, что все латунные детали чистые.
Совет № 3: убедитесь, что все детали плотно прижаты, пока вы
используете припой для сварки.
Вам нужно будет убедиться, что ваши фигуры вообще не
двигаются и не теряют равновесие. Прежде чем приступить к сварке припоем, вы
должны убедиться, что все детали из латуни надежно соединены.
Совет №4: нагревайте детали для сварки, а не припой
Когда многие люди используют припой для сварки, они
забывают, что плавить припой не нужно. Вместо этого вам следует нагреть две
части, которые вы хотите сварить, до тех пор, пока они не достигнут точки
плавления припоя. После этого вы сможете переместить припой к горячей части, а
затем в швы, чтобы сварить части вместе.
Совет № 5: подготовка важна при использовании припоя для
сварки
Одна из основных причин, по которой у людей возникают
проблемы при сварке латуни с латунью при пайке, заключается в том, что они не
тратили время на подготовку всего (например, резки, гибки и т. Д.) В описанных
Д.) В описанных
выше шагах.
Помните, что всякий раз, когда вы выполняете сварку для
пайки, большую часть времени вы тратите на подготовку к пайке, не обязательно
на сварку. Итак, уделите пристальное внимание подготовке.
Сварка и пайка латуни по шагам
Теперь, когда вы знаете, как подготовить детали из латуни,
сгибая и разрезая их, мы расскажем, как приваривать латунь к латуни с помощью
припоя.
Шаг № 1: Подготовьте рабочее место
Во-первых, вам нужно подготовить рабочее место. Убедитесь,
что вы приняли во внимание безопасность.
Возьмите что-нибудь легковоспламеняющееся и уберите его со
своего рабочего места. Убедитесь, что вы находитесь в хорошо проветриваемом
помещении или соберите несколько вентиляторов, чтобы выдуть дым.
Шаг 2: очистите латунные детали
Теперь вам понадобится наждачная бумага, напильник,
наждачная ткань, губки Scotch-Brite или что-нибудь еще, что вы захотите
использовать, чтобы очистить латунные участки, которые вы свариваете.
Рекомендуется иметь при себе щетку из стекловолокна, чтобы вычистить трудные
участки.
Помните, что на некоторые кусочки латуни будет нанесен слой
прозрачного лака, чтобы они оставались яркими. Однако, когда вы соединяете
латунные детали, вам нужно удалить лак, иначе вы не сможете использовать припой
для их эффективного комбинирования.
После того, как вы почистите кусочки латуни, прикончите их,
протерев спиртом. Спирт поможет избавиться от частиц, мусора и масла,
оставшихся на латуни. Когда вы закончите, уберите спирт подальше от вашего
рабочего места (помните, спирт легковоспламеняющийся) и дайте латунным деталям
высохнуть, прежде чем начать.
Шаг № 3: Установите детали на место
Вам нужно будет взяться за зажимы, чтобы подготовить медные
детали вместе. Вы также можете использовать высокие Т-образные штифты для
скрепления частей или более тяжелых металлических предметов.
Что бы вы ни решили, убедитесь, что ваши фигуры находятся в
правильном положении. Кроме того, помните, что ваши детали будут очень
горячими, поэтому не стоит класть что-либо близко к области стыка, который вы
свариваете.
Если вы это сделаете, он может поглотить тепло и испортить
припой.
Шаг 4: используйте флюс
Ранее мы упоминали, что для этого процесса следует
использовать припой TIX. Припой TIX имеет флюс, который выглядит как прозрачная
жидкость.
Ваш флюс TIX будет поставляться с бутылкой и щеткой. Вы
можете подумать, что кисть удобна, но это не так. Кисть перемещает флюс в
неправильные места, поэтому мы не рекомендуем ее использовать.
Это потому, что припой захочет попасть туда, куда вы
поместили флюс.
Если вы пытаетесь сделать это плотно, вы можете взять очень
тонкую проволоку и нанести небольшое количество флюса в нужное место.
Все, что вам нужно, это несколько капель, и вы получите
капиллярное действие, которое поможет втягивать жидкость между двумя латунными
деталями.
Кроме того, если вам нужна небольшая дополнительная помощь
на этом этапе, TIX создает антифлюс, который вы можете применять везде, где
хотите, чтобы ваш припой избегал.
Шаг # 5: Подготовьте припой к сварке
Теперь вам нужно подготовить припой к сварке. Сколько припоя
Сколько припоя
вы хотите использовать и где вы его разместите — это простой процесс, и вам не
нужно ничего прикасаться, пока вы это делаете.
Так как круглая проволока для припоя очень толстая и может
скатиться с ваших латунных деталей, мы рекомендуем стучать молотком, чтобы
загнать припой полностью ровно. Используя этот метод, вы сэкономите много
припоя.
После того, как вы расплющите полоски, вам нужно отрезать
крошечную часть от плоской поверхности, а затем с помощью пинцета нанести
припой на свариваемый шов. После этого нанесите флюс на припой.
Тем не менее, всегда убедитесь, что вы принимаете меры,
чтобы избежать попадания флюса на инструменты, поскольку флюс вызывает
ржавчину.
Шаг # 6: возьмите свой факел
Теперь вам нужно получить правильно очищенную сварочную
горелку и направить припой к головке, которую вы делаете с помощью горелки.
Когда вы нагреете детали, припой будет продолжать течь к
ним, поэтому убедитесь, что припой повсюду, чтобы сварить детали вместе.
Сначала вам нужно включить фонарик, а затем уменьшить пламя.
Используя низкую температуру нагрева, нагрейте латунные детали. Может быть
сложно одновременно нагреть обе латунные детали до одной температуры, особенно
если одна из них больше другой.
Итак, вам нужно будет спланировать обжиг каждой детали
пропорционально размеру каждой детали. Чем крупнее кусок латуни, тем больше
тепла вам нужно приложить к нему.
Как только вы нагреете латунные детали до нужной температуры,
вы увидите, как весь припой примерно за секунду растечется по шву и другим
участкам с флюсом.
Припой попадет в стык и будет выглядеть блестящим. Когда вы
это увидите, уберите пламя. Тебе больше не нужно тепла.
Шаг # 7: охладите ваши детали и очистите их
Теперь вам нужно дать припою остыть в течение нескольких
минут. Как только вы поймете, что вода остыла, вам нужно будет промыть латунные
детали в раковине, чтобы избавиться от лишнего флюса. Теперь просушите деталь и
очистите ее, чтобы не было лишнего припоя.
Как только это будет сделано, вы должны успешно сварить
латунь с латунью.
Последние мысли
Помните, что при сварке латуни с латунью большую часть
времени вы будете тратить на подготовку деталей из латуни, а не на их сварку.
Латунь действительно требует большой подготовки для резки и гибки, но как
только вы это сделаете, процесс сварки станет довольно простым.
По материалам сайта https://www.weldingboss.com
7 шагов для сварки латуни
ПАЙКА ЛАТУНИ в домашних условиях[особенности, видео, советы]
[Пайка латуни] может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Содержание:
- Некоторые особенности
- Характеристики материалов
- Порядок работы
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Видео:
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Видео:
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
Видео:
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.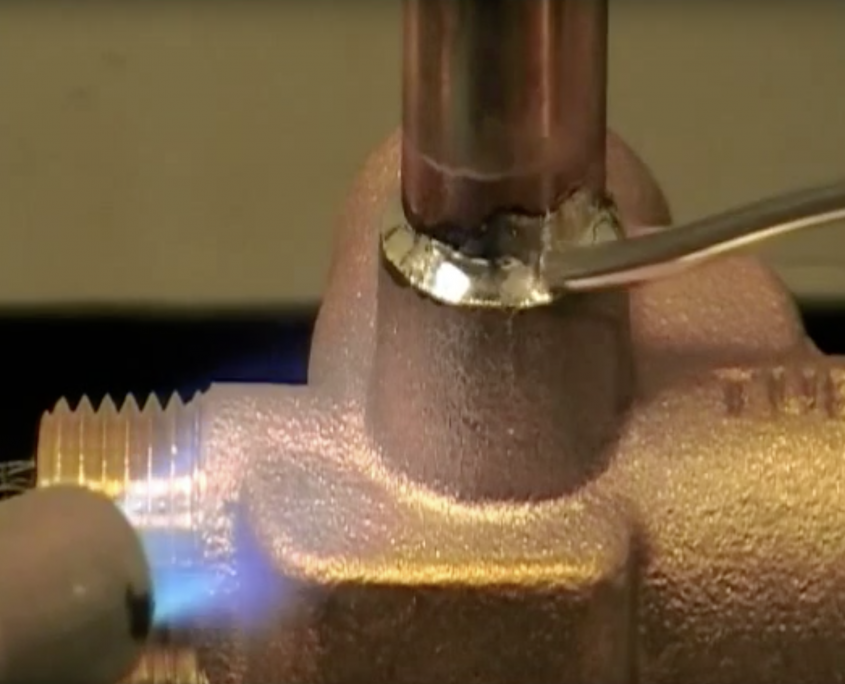
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Ювелирный припой — Латунный, бронзовый и медный припой
Ювелирный припой — Бронза / Медь / Латунь
Этот припой предназначен для пайки металлических деталей для изготовления ювелирных изделий — мы продаем латунные, бронзовые и медные припои.
При пайке медных сплавов имеет более точную цветопередачу, чем серебряный припой.
Обновление 2022 г. Теперь мы поставляем этот припой из Великобритании.
Это может быть немного менее удобная форма для ювелиров — например, стержни 1,5 мм, а не проволока 1 мм, это дешевле, и вы получите больше припоя за свои деньги.
Понятия не имею, почему литейщики считают 60-сантиметровые стержни более легкими в изготовлении, но я буду придерживаться их рекомендации!
Bronze Jewellers Solder
Наш бронзовый припой плавится при температуре 665-755°C и должен начать течь при температуре около 690°C. Продается в виде стержня 1,5 мм, длиной 60 см.
Продается в виде стержня 1,5 мм, длиной 60 см.
Этот припой состоит из 30 % чистого серебра, 36 % меди, 32 % цинка и 2 % олова. рекомендуется флюс; В качестве флюса рекомендуется использовать буру или Easy-flo.
Медный припой для ювелиров
Этот медный припой начинает плавиться при температуре 710-770°С с температурой текучести около 720°С. Он состоит из 92,2% меди, 7,8% фосфора и является самофлюсующимся при использовании на соединениях медь-медь. При использовании на медных сплавах может потребоваться отдельный флюс, и многие из моих клиентов клянутся простой бурой.
Продается как стержень 1,5 мм, новый от 22 октября — продается длиной 60 см. Длина 60 см весит примерно 8,2 грамма, а это означает, что вы получаете более чем в два раза больше старого проволочного припоя по той же цене, и вам не нужно покупать столько же!
Старый медный припой стоил 90 пенсов за фут или примерно 90 пенсов за 1,9 г. Новый припой стоит 1,25 фунта стерлингов за 4,1 грамма — более чем в два раза больше. Его можно расплющить молотком, разрезать пилой или пропустить через волоку, если вы предпочитаете проволочную форму. 🙂
Его можно расплющить молотком, разрезать пилой или пропустить через волоку, если вы предпочитаете проволочную форму. 🙂
Латунный припой
Латунный припой плавится при температуре 660-710°C и должен начать течь при 675°C. Он по-прежнему продается в виде проволочного припоя диаметром 0,8 мм, а также продается длиной 60 см.
Этот припой состоит из 40 % чистого серебра, 30 % меди, 28 % цинка и 2 % олова. рекомендуется флюс; В качестве флюса рекомендуется использовать буру или Easy-flo.
Пайка:
Можно использовать пропан, двухтопливные газы и т. д. Можно использовать микробутановую горелку, но лично я не пробовал. Я настоятельно рекомендую поэкспериментировать с разными вещами — если у вас возникли проблемы с пайкой, попробуйте использовать кирку для пайки.
Если у вас возникли проблемы, убедитесь, что ваши суставы затянуты как можно плотнее — натяжение закрывается идеально!
Убедитесь, что все чистое, так как медные сплавы любят впитывать жир с вашей кожи.
Если вы сомневаетесь, сделайте его более горячим, попробуйте отмычку и немного буры.
Не подходит для использования с паяльником для электроники, поскольку он не создает достаточно высокой температуры.
Это твердые припои, которые можно резать, и мы рекомендуем либо прошивную пилу, либо хорошие ножницы по металлу/авиационные ножницы. Я использую пару кусачек тормозного троса для велосипеда — очевидно, я ежедневно режу этот припой!
Хотя мы продаем этот припой по длине, вы можете получить несколько штук той длины, которую вы заказали. Это делается исключительно для того, чтобы сэкономить на упаковке и почтовых расходах.
Паспорта безопасности/технические паспорта:
- Латунь
- Бронза
- Медь
Часто задаваемые вопросы и информация о доставке
Как мы оцениваем камни?
Для большинства наших продуктов не существует универсальной системы классификации. Таким образом, оценки, которые мы используем, являются только внутренними. Они просто относятся к более высоким и более низким качествам, но они могут быть совершенно другими категориями, чем другие веб-сайты. Изделия класса C имеют более низкое качество, чем класс B, который ниже класса A.
Таким образом, оценки, которые мы используем, являются только внутренними. Они просто относятся к более высоким и более низким качествам, но они могут быть совершенно другими категориями, чем другие веб-сайты. Изделия класса C имеют более низкое качество, чем класс B, который ниже класса A.
Как работает наш процесс заказа и доставки?
Вы размещаете заказ через сайт. Когда он будет собран и упакован, ваш заказ будет помечен как выполненный и доставлен в наше местное почтовое отделение. У нас есть учетная запись в почтовом отделении, называемая учетной записью «Drop and Go», которая позволяет сотрудникам почтового отделения обрабатывать наши посылки, когда у них есть свободное время, а не мне стоять в очереди и задерживать всех остальных.
Я получаю информацию об отслеживании и т. д. онлайн, когда это будет завершено. Обычно я не отправляю информацию об отслеживании клиентам, если они этого не запрашивают, но если вы запросили отслеживание почтовых отправлений, они были отправлены с отслеживанием! Если у вас есть какие-либо опасения или опасения по поводу задержки вашей посылки, пожалуйста, свяжитесь с нами, и я пришлю вам информацию об отслеживании! Мы также получаем подтверждение доставки для посылок толщиной более 25 мм по умолчанию.
Как работают международные заказы?
После Брексита, когда Великобритания вышла из Европейского Союза, некоторые вещи изменились в отношении международных порядков. Клиенты из Европейского Союза теперь, вероятно, будут обязаны платить ту же сумму импортного НДС, что и любые другие международные клиенты. Вы будете нести ответственность за любые таможенные и импортные сборы.
Я хочу вернуть свой заказ для возврата денег.
Никаких проблем — просто свяжитесь с нами, и мы все организуем. Вы можете прочитать нашу полную политику возврата здесь.
Какие способы оплаты вы принимаете?
Я могу принимать Paypal, Stripe, чеки и прямые банковские переводы. Paypal и Stripe позволяют расплачиваться кредитными и дебетовыми картами.
Пайка 101 — Кольца и вещи
Пайка (обычно произносится как пайка ) – это метод соединения металлических частей вместе с использованием другого металла, который имеет более низкую температуру плавления, чем соединяемые детали.
- Припой — это та часть, которая плавится при более низкой температуре.
- Флюс — это вещество, очищающее металлические поверхности для создания более прочного соединения и предотвращения окисления.
- Большинство — но не все! — мягкие припои и твердые припои требуют использования флюса.
Подробнее о мягком припое и твердом припое , а также о том, какие типы флюсов, горелок, паяльников и т. д. работают с каждым типом припоя, см. ниже. Кольца и вещи имеют полная линейка расходных материалов для пайки как для твердого, так и для мягкого припоя.
Предупреждение: Если вы используете мягкий припой на ювелирных изделиях из стерлингового серебра, вы не сможете использовать твердый припой на них впоследствии. Когда вы нагреваете стерлинговый припой + мягкий припой до точки текучести твердого припоя , мягкий припой соединяется со стерлинговым серебром, и ваши украшения плавятся в лужу.
Что такое мягкий припой?«Мягкий» припой представляет собой припой на основе олова. Поскольку он плавится при низкой температуре, вы можете наносить мягкий припой с помощью электрического паяльника или пистолета. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем. Используйте мягкий припой для создания нестандартных украшений из недрагоценных металлов, сплавления компонентов из недрагоценных металлов, ремонта бижутерии и спаивания соединительных колец из недрагоценных металлов. Компоненты из латуни, меди и бронзы также можно сплавлять вместе с помощью твердых припоев (см. Предупреждение: Если вы используете мягкий припой на основе олова на ювелирном изделии из стерлингового серебра, вы никогда не сможете использовать для него горелку или твердый припой. Когда вы нагреваете серебро с мягким (оловянным) припоем, олово и серебро соединяются и становятся сплавом, плавящимся при очень низкой температуре. Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя. Мы предлагаем следующие мягкие припои и совместимые флюсы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью мягкого припояВот лишь несколько примеров того, как мягкий припой может расширить возможности изготовления ювелирных изделий. Щелкните изображения ниже, чтобы получить практические советы, списки деталей и продукты! | ||||||||||||||||||
| ||||||||||||||||||
Что такое твердый припой?«Твердые» припои — это сплавы, которые плавятся при несколько более низких температурах, чем соответствующие сплавляемые металлические детали. Серебряные и золотые украшения требуют твердой пайки. Компоненты из меди, латуни и бронзы также можно сплавлять твердыми припоями. В дополнение к флюсу твердые припои обычно также требуют использования травильных растворов для очистки и удаления окисления с поверхности готовой детали. Серебряный твердый припой подходит для сборки серебряных украшений, а также может использоваться для сплавления латуни и/или меди (если вы не возражаете против того, чтобы соединения были другого цвета). Иногда возникает путаница, поскольку «твердый» припой с самой низкой температурой иногда называют «мягким» припоем. Лучшим термином может быть «легкий» для твердого припоя с самой низкой температурой. Твердый припой обычно бывает «легкий», «средний» и «твердый». Чтобы создать сложную деталь, начните с твердого припоя, а затем сплавляйте следующие элементы со средним припоем. Мы предлагаем следующие твердые припои, совместимые флюсы и травильные растворы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью твердого припояЩелкните изображения ниже, чтобы получить советы, списки деталей и продукты для изготовления этих конструкций. | ||||||||||||||||||
| ||||||||||||||||||
27 октября 2021 г. Polly Nobbs-LaRue
Латунный припой во втулке M14 x 1,5 Переключатель вентилятора Патрубок радиатора | Автостроитель
Будьте первым кто оценит этот продукт
6,00 фунтов стерлингов
без учета доставки
Заказ в течение следующего 0.00.00 для быстрой отправки сегодня.
Кол-во:
+
—
ЛАТУННЫЕ ВСТАВНЫЕ ВТУЛКИ
Припаяйте к латунному или стальному радиатору или расширительному бачку на
простая точка крепления для ваших термореле.
M14 x 1,5 ВТУЛКА #BUSHM14
Доставка по Великобритании Цены для онлайн-заказов
| Стоимость доставки Общая корзина с НДС | Расчетное время доставки | ||||
|---|---|---|---|---|---|
| >120£ | |||||
Royal Mail 48 * | 1,99 фунта стерлингов | 2-3 рабочих дня со дня отправки | |||
| Королевская почта 48 отслеживается * | 3,98 фунта стерлингов | Бесплатно | Бесплатно | ||
| Королевская почта 24 отслеживается * | 4,99 фунтов стерлингов | 2,99 фунтов стерлингов | Бесплатно | Заказ до 16:00 с понедельника по пятницу на следующий рабочий день | |
| DPD (только для материковой части Великобритании) | 6,98 фунтов стерлингов | 4,99 фунтов стерлингов | 2,99 фунтов стерлингов | Бесплатно | |
| DHL (только для материковой части Великобритании) * | 8,99 фунтов стерлингов | 6,98 фунтов стерлингов | 4,99 фунтов стерлингов | 2,99 фунтов стерлингов |
* Жидкости и аэрозоли нельзя отправлять через Royal Mail или DHL. Товары размером более 90 см также не будут отправлены Королевской почтой. Ограничение по весу Royal Mail 48 2 кг.
Для международной доставки и возврата посетите нашу страницу доставки.
Напишите свой отзыв
Заголовок отзыва:
*
Текст отзыва:
*
Рейтинг:
- Плохо
- Рейтинг 1
Рейтинг 2
Рейтинг 3
Рейтинг 4
Рейтинг 5
- Отлично
ЛАТУННЫЕ ВСТАВНЫЕ ВТУЛКИ
Припаяйте
к вашему латунному или стальному радиатору или напорному баку для простой точки крепления ваших термореле.
M14 x 1,5 ВТУЛКА #BUSHM14
Ярлыки товаров
латунная втулка (2)
- ,
втулка m14 (1)
- ,
втулка для пайки (2)
Вас также могут заинтересовать следующие продукты
ФАНСВ
Резьба M14 x 1,5.
Вкл. при 87°C, Выкл. при 82°C.
Плоские клеммы 1/4″.
14,40 фунтов стерлингов
ТВ11
Продается метражом
ЕСЛИ ВЫ ХОТИТЕ 5 МЕТРОВ, ЗАКАЗЫВАЙТЕ «КОЛИЧЕСТВО 5»
От 0,14 £
TWHC
13 мм — 50 мм Опции
0,90 фунта стерлингов
FANSW4
Резьба M14 x 1,5.
Вкл. при 97°C, Выкл. при 85°C.
Плоские клеммы 1/4″.
14,40 фунтов стерлингов
SSCTBAS
УПАКОВКА ПО 10 ШТ.
£3.00
BRCFH8
ПРОДАЕТСЯ МЕТРОМ
Рабочее давление до 20 бар (145 фунтов на кв. дюйм) 435.
£12.00
SWGUARDAL
Предотвращает случайное срабатывание переключателя и повреждение в оживленной кабине.
7,20 фунтов стерлингов
НБ25
Для шлангов с наружным диаметром 25–40 мм.
Лента шириной 9 мм.
1,32 фунта стерлингов
НБ32
Для шлангов с наружным диаметром 33–50 мм.
Лента шириной 9 мм.
1,44 фунта стерлингов
БУШМ22
7,80 фунтов стерлингов
h4545ZN
Для шлангов диаметром 35–45 мм.
