Чем заварить латунь: Сварка латуни – основные технологии, особенности, видео
Содержание
Сварка латуни аргоном в Москве
ОТЗЫВЫ О НАС
Сломалась балка на детской коляске, долго искал где можно было бы заварить аргоном, в итоге наткнулся на эту фирму, позвонил-договорился-приехал в выходной день, сделали за час. Все отлично, спасибо Вам!
Егор Алексеев
Хочу сказать огромное спасибо мастеру, руки золотые. Сварил мне корпус рулевой рейки, хотя другие даже не брались за эту работу. Результатом доволен, всё работает.
Алексей Бесфамильный
Скололся диск, в шиномонтаже в Москве никто не брался, нашли эту компанию договорились приехали и нам сделали, не дорого и с гарантией.Огромное спасибо мастеру
Владимир Чичерин
Приехали заварить дырку в трубке высоко давления кондея. В итоге проблема оказалась не одна, ребята ковырялись с нами до ночи. Чаем угостили, печеньками. Очень приятно видеть, что у нас ещё остались такие вот крутые ребята со своим семейным бизнесом и понятием о качественной работе! Остался доволен всем, включая цены. Ребят, большое человеческое спасибо! Отцу пожелания бесконечно крепкого здоровья, таких профессионалов днём с огнём не сыщешь;)
Ребят, большое человеческое спасибо! Отцу пожелания бесконечно крепкого здоровья, таких профессионалов днём с огнём не сыщешь;)
Александр Артамонов
Вчера приваривал наконечник трубки кондиционера, варили не снимая с машины. Получился прочный и ровный шов, даже красивый)))). У мастера золотые руки! Тут же всё собрали, заправили кондей, протестировали и…. всё сууупер! Пока заправляли, мне полирнули фары и напоили чаем с вкусняшкой, ещё и скидку сделали))) Оооочень приятно)) Спасибо большое!!!
Лёха Жданов
На АКПП был был отломан целый угол в районе поддона, масло уходило по часам. Обратил внимание на солидный сайт и опытную консультацию по телефону. Пришлось ехать в другой конец Москвы, но в итоге проблема устранена. При чём отмечу не только мастера, но и менеджера со слесарем. Все сделали очень аккуратно и профессионально. Проехал уже пару дней, пока все хорошо. Приглашали на чай, но к сожалению не было времени:)
Александр Лигай
Взял недавно в добрые руки авто) без рабочего кондиционера. Заехал сначала к чудо мастерам в г.Реутов, нашли на видном месте течь и доломали до конца трубку и радиатор раскурочили (здесь о них писать не буду).
Заехал сначала к чудо мастерам в г.Реутов, нашли на видном месте течь и доломали до конца трубку и радиатор раскурочили (здесь о них писать не буду).
Нашел этих ребят через сайт, работают они в гаражах, но по уровню сервиса лучше и внимательнее к своим клиентам!))) Огромное спасибо, берутся за любой сложности работу, причем не в ущерб кошелька. Советую!
Александр Квачёв
Спасибо ребятам за титаническую работу с моим Митсу! О проблеме:на корпусе АКПП возле сливной пробки образовалась трещина,соответственно оттуда текло масло(за ночь около 0.5 литра).
Трещина в сложном месте,никто особо браться не хотел,тем более без снятия акпп. Вот только уехал.Пока ничего не течет и не капает,думаю что и не потечет.Спасибо вам!Рекомендую всем как компанию по аргонной сварке!
Руслан Селютин
Варили чугунный коллектор на Pajero 2, месяца полтора — два назад, тьфу-тьфу все пока ездит ровно.
Насколько я знаю, сварка чугунного коллектора либо разваливается сразу(если неправильно сварили), либо ездит долго (если правильно).
Ребята в целом очень нормальные, несмотря на некоторые моменты с телефонной связью 🙂 которые у нас произошли, в целом рекомендую, при необходимости обращусь туда еще раз
Алексей
Больше отзывов
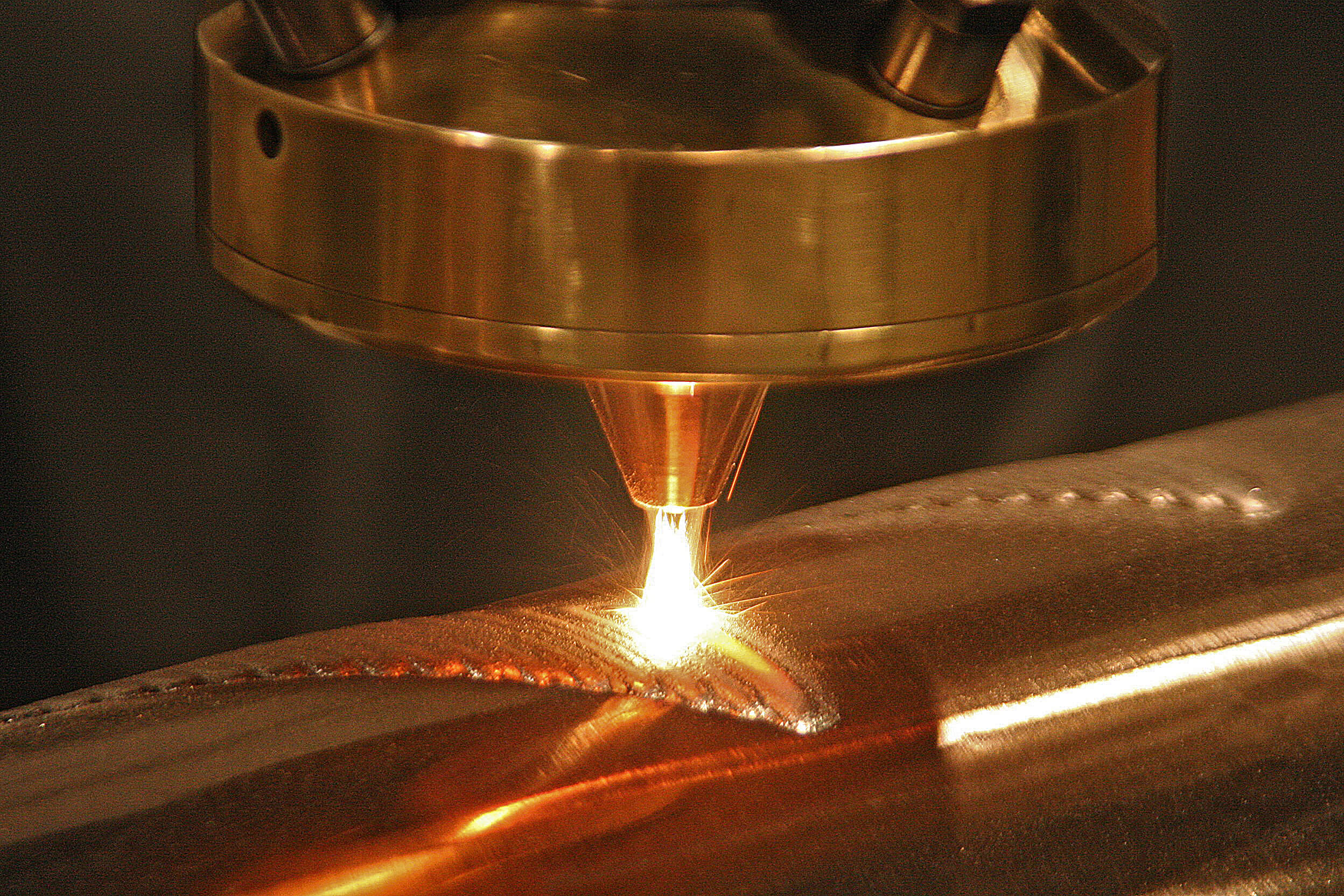
Автоматическая дуговая сварка латуни под флюсом
Такой вид сварки применяется в химической промышленности для производства различных приборов. Он подходит как для обычных марок, так и для ЛК80-3. Соединение автоматом может обеспечить высокопрочный сварной шов даже с применением медной проволоки. При этом шов получается хорошо сформированный и плотный. Это достигается за счет высокой скорости сварки и однородной обработки. К тому же время работы по сравнению с обработкой вручную уменьшается примерно в 10 раз.
Сварка латунных деталей под флюсом автоматом и полуавтоматом имеет отличие от аналогичной сварки черных металлов как режимами, так и составом самого флюса.
Подготовка деталей
Соединение автоматом чаще всего производится стыковыми швами.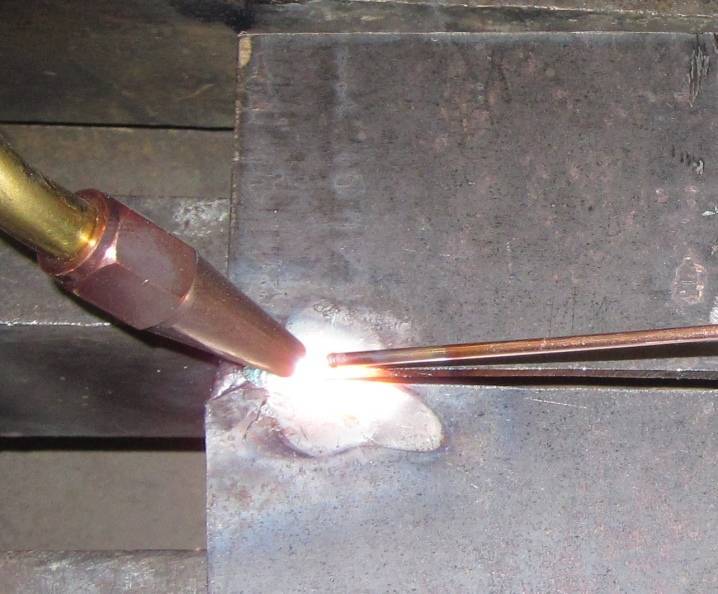 Однако можно встретить тавровые, а также угловые швы. При толщине листа 10-12 миллиметров соединением в стык скос кромок не требуется. Однако необходимо зачистить их механически и сделать зазор между изделиями в 3-4 миллиметра.
Однако можно встретить тавровые, а также угловые швы. При толщине листа 10-12 миллиметров соединением в стык скос кромок не требуется. Однако необходимо зачистить их механически и сделать зазор между изделиями в 3-4 миллиметра.
Если латунные листы толще 6 миллиметров, то скос кромок нужно произвести с углом раскрытия в сумме около 60 градусов. Кромки при этом нужно притупить на 3-4 миллиметра.
Сборка изделия для последующего соединения производится на подкладках из металла с формирующими канавками. Подкладка и детали должны быть плотно прижаты друг к другу. Иногда допускается отсутствие подкладки при сварке без зазора, однако в этом случае не получится проварить всю толщину металлоизделия.
Применяемые флюсы
В соответствии с проводимыми опытами для латуни Л62 оптимальным вариантом является флюс АН-20 вне зависимости от состава проволоки.
А.А. Алов в своих исследованиях указывает, что при сварке автоматом латунных изделий медной проволокой М1 и М2 получить самый оптимальный результат можно с применением флюса МАТИ-53. Этот вид исследователь разработал сам. В его основе был другой популярный вид ОСЦ-45. Он был переплавлен с применением борной кислоты или со смесью кальцинированной соды и буры.
Этот вид исследователь разработал сам. В его основе был другой популярный вид ОСЦ-45. Он был переплавлен с применением борной кислоты или со смесью кальцинированной соды и буры.
Состав у МАТИ-53 следующий: 7.69% кислоты борной, 15.4% карбоната натрия, 77% ОСЦ-45. Данный флюс характеризуется пониженной степенью вязкости и хорошей стабилизацией. С его помощью можно качественно сварить латунь Л62 менее 6 миллиметров толщиной. Это важно, так как автоматически качественно сварить латунные изделия небольшой толщины с другими флюсами невозможно.
При своем неоспоримом достоинстве флюс МАТИ-53 имеет высокую сложность производства, в результате чего он имеет высокую стоимость. При сваривании изделий с толщиной более 6 миллиметров его применение не имеет смысла с экономической точки зрения.
Абрамович В.Р. в результате своих исследований создал флюс ФЦ-10. Его состав следующий:
- кремний – 44-47%,
- жжёная магнезия (MgO) – 28-30%,
- оксид алюминия (Al2O3) – 19-21%,
- закись железа (FeO) – до 15%,
- фторид кальция (CaF2) – 2-3%,
- негашеная известь (CaO) – до 3%,
- фосфор – до 0.
 1%.
1%.
С помощью данного плюса можно варить латунь с легирующими добавками или без них. Присадочную проволоку при этом можно использовать любую. Большое влияние на качество сварки оказывает величина зерен флюса. Их размер должен составлять не более 1-3 миллиметров и не содержать пыли. Диаметр присадки при этом роли не играет.
Технология автоматической сварки латуни
Присадочная проволока
В работе применяется присадка из меди, латуни и бронзы. Ошибки при выборе могут привести к образованию дефектов в шве. Приемлемое качество сварного шва можно получить с использованием проволоки ЛК80-3. При этом она довольно дешевая и подходит для любой марки латуни.
Диаметр присадки берется в диапазоне 2-6 миллиметров, он зависит от толщины соединяемого металла. Оптимальное качество можно достигнуть с использованием проволоки 1.6-3 миллиметра. При сварке автоматом берется диаметр 1.9-3 мм, а полуавтоматом – 1.6-2 мм.
Режимы
Автоматическая сварка латунных изделий производится с помощью постоянного тока. Полярность при этом может быть любая, она зависит от флюса и состава проволоки. Стоит отметить, что на результаты сварки влияют множество факторов. Чаще всего причиной низкого качества шва является неправильно подобранный режим или флюс, хотя некомпетентные специалисты обычно все списывают именно на полярность тока.
Полярность при этом может быть любая, она зависит от флюса и состава проволоки. Стоит отметить, что на результаты сварки влияют множество факторов. Чаще всего причиной низкого качества шва является неправильно подобранный режим или флюс, хотя некомпетентные специалисты обычно все списывают именно на полярность тока.
Выбрать оптимальный режим можно по ранее полученным на данным практическим способом. Приводим информацию, которая относится к различным толщинам латуни при стыковом соединении:
Толщина латуни, мм | Количество проходов | Диаметр сварочной проволоки, мм | Сила сварочного тока, А | Напряжение, В | Скорость сварки, м/ч | Марка латуни | Марка сварочной проволоки | Марка флюса |
3 | 1 | 1,8-2,0 | 220-240 | 25 | 20 | ЛК80-3 | М2 | ОСЦ 45П |
3 | 1 | 1,6-1,8 | 190-200 | 26-28 | 20-25 | Л62 | М1 | МАТИ-53 |
4 | 1 | 1,8-2,0 | 180-200 | 35-40 | 16 | Л62 | М1, КМц3-1 | АН-20 |
4 | 2 | 2,0 | 120-140 | 24-26 | 25 | Л62 | Бр. | ФЦ-10 |
6 | 1 | 1,8-2,0 | 220-240 | 35-40 | 16 | Л62 | М1, КМц3-1 | АН-20 |
6 | 2 | 2,0 | 150-170 | 35 | 16 | ЛК80-3 | М2 | АН-20 |
6 | 2 | 2,0 | 240-260 | 34-36 | 30 | Л62 | Бр. | ФЦ-10 |
10 | 2 | 2,0 | 200-220 | 35 | 16 | ЛК80-3 | М2 | АН-20 |
8 | 2 | 4 | 350-400 | 36-38 | 32 | Л62 | Бр. КМц3-1 | ФЦ-10 |
10 | 2 | 5 | 550-600 | 36-38 | 40 | Л62 | Бр. | ФЦ-10 |
12 | 2 | 5 | 600-650 | 36-38 | 32 | Л62 | Бр. КМц3-1 | ФЦ-10 |
 КМц3-1
КМц3-1 КМц3-1
КМц3-1 КМц3-1
КМц3-1Скорость сварки напрямую влияет на скорость подачи проволоки. Если толщина латунной детали равна или превышает 6 мм, а соединение производится без зазора, то первый шов нужно выбирать нижнее значение плотности тока. А для шва с обратной стороны – самое большое значение плотности тока.
При тавровых и угловых соединениях значение тока следует выбирать на 10-15% ниже, чем для стыковых. Это целесообразно, когда сварочные работы производятся без подкладок, чтобы расплавленный металл не протекал.
Техника
Сварка с двух сторон для обеспечение хорошей проварки необходима при толщине листа в 4-9 миллиметров. Кромки при этом разделывать не требуется. При работе с деталями, чья толщина превышает 9 мм, разделка кромок обязательна. Суммарный угол раскрытия при этом должен составлять 60-70 градусов. Перед выполнением подварочного шва с другой стороны, у первого шва нужно подрубить корень.
Кромки при этом разделывать не требуется. При работе с деталями, чья толщина превышает 9 мм, разделка кромок обязательна. Суммарный угол раскрытия при этом должен составлять 60-70 градусов. Перед выполнением подварочного шва с другой стороны, у первого шва нужно подрубить корень.
Положение деталей допускается нижнее или с небольшим наклоном. Тавровое соединение выполняется «в лодочку», так как латунь обладает высокой жидкотекучестью. Шов отличного качества можно получить, только хорошо зачистив сварочную проволоку. В качестве подкладок под зазоры рекомендуется использовать варианты из меди или стали.
Прихватки стыка при сваривании деталей из латуни малой толщины требуется хорошо зачистить. Дальнейшее перекрытие сварным швом допустимо. Для больших толщин прихватки следует удалять по мере приближения.
Сократить время сварки можно при помощи соединения с зазором. Подкладки с канавками дают возможность сделать односторонний шов, что значительно экономит время. Однако при этом остаточное напряжение в шве получится немного выше.
Качество сварки автоматом
Чаще всего прочность соединения составляет 70-75% от прочности самого материала. Высокой прочности можно добиться, соединяя латунь Л62 с помощью проволоки ЛК80-3. Марка флюса при этом не имеет значения.
Прочность сварных соединений при различных условиях приведена в таблице:
Марка латуни | Марка сварочной проволоки | Марка флюса | Толщина металла, мм | Прочность соединения, МПа | Угол загиба, град |
Л62 | М2 | МАТИ-53 | 3-4 | 305,9 | 180 |
Л62 | М2 | АН-20 | 4-6 | 218,7 | 180 |
Л62 | Бр. | АН-20 | 4-6 | 266,7 | 180 |
Л62 | М2 | ФЦ-10 | 10 | 260,4 | 122 |
Л62 | М2 | АН-348А | 10 | 281,4 | 139 |
Л62 | Бр. КМц3-1 | ФЦ-10 | 10 | 350,1 | 180 |
Л62 | Бр. ОЦ4-3 | ФЦ-10 | 10 | 300,1 | 180 |
Л62 | Л62 | ФЦ-10 | 10 | 257,9 | 180 |
Л62 | ЛОК1-03 | ФЦ-10 | 10 | 303 | 180 |
ЛС59-1 | Бр. | АН-20 | 4-12 | 276,5 | 123 |
ЛК80-3 | М2 | АН-348А | 4-6 | 228,5 | 180 |
ЛК80-3 | ЛК80-3 | АН-20 | 5 | 349,1 | 180 |
 КМц3-1
КМц3-1 ОЦ4-3
ОЦ4-3Проволока Бр. КМЦ3-1 часто дает горячие трещины при её применении. Она не подходит для соединения латунных листов. Но во многих других случаях она позволяет достичь хорошую механическую прочность.
Как сваривать латунь: методики и советы
Последнее обновление
Латунь представляет собой сплав цинка и меди. Современная латунь содержит около 67% меди и 33% цинка. 1 Около 2% свинца добавляется в сплав для улучшения его обрабатываемости. Сплав предпочтителен из-за его коррозионной стойкости, твердости и обрабатываемости, электро- и теплопроводности.
Сплав используется в устройствах с низким коэффициентом трения, таких как замки, петли, электрические вилки, розетки и декоративные элементы. Сварка латуни возможна, но немного сложна, потому что содержание цинка сильно влияет на температуру плавления.
Прежде чем приступить к сварке, вы должны определить содержание цинка в свариваемой латуни. Это необходимо, так как у цинка более низкая температура плавления, чем у меди; таким образом, перегрев латуни может вызвать растрескивание или привести к пористому сварному шву. Вы должны выбрать правильный защитный газ, так как латунь может треснуть или стать пористой при разделении сплавов.
В этой статье представлено подробное руководство по сварке латуни методами TIG, MIG и пламени. Вы также узнаете о мерах предосторожности, которые необходимо соблюдать во время сварочного процесса.
Вы также узнаете о мерах предосторожности, которые необходимо соблюдать во время сварочного процесса.
5 шагов подготовки латуни к сварке
Как и при сварке любого другого металла или сплава, важно знать шаги, которые необходимо выполнить для создания прочных и долговечных сварных швов.
1. Вырезать детали из латуни
Первое, что вам нужно сделать, это вырезать детали из латуни, с которыми вы будете работать, включая латунные стержни. Вырезать можно с помощью ножовки или плоскогубцев. У вас есть латунная трубка, которую вы разрезаете с помощью трубореза или пилы. Кроме того, у вас есть медные листы; можно резать ножницами или ножовкой.
Посмотреть этот пост в Instagram
Пост, опубликованный Maker Material Supply-Outlet (@mms_outletshop)
2. Гибка латуни
После резки латуни ее необходимо согнуть для правильной сварки. Вы можете применять различные подходы к изгибу латунных трубок, стержней и листов. Используя пару плоскогубцев, согните латунную проволоку, поместив ее в плоскогубцы, удерживая их в одной руке и манипулируя другой частью проволоки другой рукой.
Вы можете применять различные подходы к изгибу латунных трубок, стержней и листов. Используя пару плоскогубцев, согните латунную проволоку, поместив ее в плоскогубцы, удерживая их в одной руке и манипулируя другой частью проволоки другой рукой.
Чтобы создать острую кривую, используйте круглогубцы и начните сгибать проволоку в губках. Для очень острых концов используйте пару плоскогубцев в каждой руке.
При работе с тяжелым латунным стержнем необходимо использовать приспособление для гибки, чтобы сэкономить время, установив приспособление на верстак и затем зажав его. При использовании приспособления необходимо вставлять стержень в пазы. Затем используйте свои руки, чтобы согнуть стержень, когда вы манипулируете им в области приспособления.
Изгиб латунных трубок может быть сложной задачей, так как они могут быстро перегнуться и сломаться. Используйте пружинный гибочный станок, который надевается на трубку, которую вы хотите согнуть. Переместите трубогиб в трубу и центр детали, которую вы хотите согнуть. Используйте обе руки, чтобы согнуть трубку, сильно нажимая большими пальцами на изгиб.
Используйте обе руки, чтобы согнуть трубку, сильно нажимая большими пальцами на изгиб.
Еще одна важная вещь — согнуть латунный лист, поместив его между двумя кусками фанеры и удерживая их тисками. Возьмите другой кусок дерева и приложите его, чтобы оказать давление на латунь, чтобы создать изгиб, не испортив металл.
Теперь, когда вы понимаете, как подготовить детали из латуни путем их резки и гибки, давайте рассмотрим процесс сварки MIG, TIG и пламенной сварки деталей из латуни.
3. Подготовьте рабочее место
Первое, что нужно сделать, это подготовить рабочее место. Убедитесь, что вы приняли все меры предосторожности, убрав все легковоспламеняющиеся предметы с рабочего места. Убедитесь, что помещение хорошо проветривается, или установите несколько вентиляторов для выдувания паров.
Посмотреть этот пост в Instagram
Пост, опубликованный Atelier T.
X Création (@tx.creation)
4. Очистите детали из металла
Следующим шагом будет обеспечение чистоты латунных деталей и их готовности к сварке. Вы можете очистить латунные области с помощью губок Scotch Brite, наждачной бумаги или напильника. У вас должна быть щетка из стекловолокна, чтобы помочь очистить некоторые труднодоступные места.
Обратите внимание, что некоторые изделия из латуни могут быть покрыты лаком для сохранения блеска. При сварке латунных деталей необходимо удалить лак для эффективной сварки деталей.
После очистки латунных деталей протрите их спиртом. Спирт удаляет весь мусор, частицы или масло, оставшееся на латуни. После того, как вы закончите, уберите спирт с рабочего места, потому что он легко воспламеняется. Дайте кусочкам высохнуть.
5. Установите медные детали в правильное положение
Возьмите зажимы, чтобы скрепить детали. Вы можете выбрать высокие Т-образные штифты или другие тяжелые металлические предметы. Независимо от вашего зажима, убедитесь, что ваши латунные детали находятся в правильном положении. Кроме того, помните, что ваши детали будут очень горячими, поэтому не кладите ничего рядом с участком соединения, который вы свариваете.
Независимо от вашего зажима, убедитесь, что ваши латунные детали находятся в правильном положении. Кроме того, помните, что ваши детали будут очень горячими, поэтому не кладите ничего рядом с участком соединения, который вы свариваете.
Посмотреть этот пост в Instagram
Пост, опубликованный Pro Metal Design (@prometaldesign)
Методика сварки латуни
1. Сварка МИГ
Вы можете получить высококачественные сварные швы при использовании метода сварки в среде инертного газа. Однако убедитесь, что вы используете правильную присадочную проволоку. Если вы используете неправильный присадочный металл, вы получите низкокачественный и обесцвеченный сварной шов.
Медь и цинк являются основными компонентами латуни. Подходящей присадочной проволокой для сварки MIG является CuAI8. Проволока содержит медь и 8% алюминия. Также можно использовать любой другой присадочный металл со значительным содержанием цинка. Это необходимо, потому что цинк выгорает при высоких температурах дуги, нарушая весь процесс.
Проволока содержит медь и 8% алюминия. Также можно использовать любой другой присадочный металл со значительным содержанием цинка. Это необходимо, потому что цинк выгорает при высоких температурах дуги, нарушая весь процесс.
Этапы сварки латуни MIG
Поскольку вы уже установили латунные детали в правильном положении, теперь вы можете начать сварку латунных деталей MIG, следуя приведенным ниже шагам.
- Наденьте все необходимое защитное снаряжение, чтобы предотвратить травмы. У вас должны быть шлем, ботинки, утепленные перчатки, маски и рубашка с длинными рукавами.
- Используйте защитный газ, содержащий двуокись углерода и аргон или чистый аргон. Для высококачественной сварки латуни используйте смесь 75/25 аргона и CO2. Если вы не используете достаточное количество защитного газа, цинк испаряется, образуя оксид цинка при нагревании. Этот газ выделяется в виде токсичных паров, которые вредны для сварщика. Чтобы свести к минимуму образование оксида цинка, вы должны сделать участок сварки коротким.
 Сделайте это, выбрав метод сварки стежком, отличный от одного непрерывного соединения. При этом расплавленная лужа имеет достаточно времени, чтобы остыть, гарантируя, что материал не подвергается длительному воздействию постоянного тепла.
Сделайте это, выбрав метод сварки стежком, отличный от одного непрерывного соединения. При этом расплавленная лужа имеет достаточно времени, чтобы остыть, гарантируя, что материал не подвергается длительному воздействию постоянного тепла. - Используйте правильный присадочный металл для сварки латуни. Используйте CuAI8 или любой другой с хорошим содержанием цинка.
- Теперь проденьте сварочную проволоку в катушку сварочного аппарата и вытащите ее с помощью наконечника горелки. Выдвиньте сварочную проволоку примерно на ¼ дюйма из горелки. После установки проволоки активируйте сварочный газ и начните процесс сварки.
- Начинайте сварку с любого конца стыка, удерживая горелку на 30 градусов выше кромки стыка. Убедитесь, что горелка остра, чтобы поразить латунные детали на кончике пламени. Остановитесь, когда жар станет избыточным, и подождите, пока вы не сможете контролировать шарики.
- Заполните шов, медленно перемещая горелку, следя за тем, чтобы она находилась под фиксированным углом.

- Дайте отливке остыть и не встряхивайте латунь до того, как она остынет, чтобы соединение не разошлось.
Посмотреть этот пост в Instagram
Пост, опубликованный Tiago Sá da Costa (@tiagosadacosta)
2. Сварка ВИГ
Латунь обладает высокой теплопроводностью, а цинк в сплаве имеет низкую температуру плавления. Во время сварки TIG расплавленный цинк может закипеть и перепрыгнуть через электрод, остановив весь процесс. Для эффективной сварки латуни методом TIG необходимо использовать инвертор переменного тока с тридцатисекундными импульсами каждую секунду.
Во время сварки TIG латуни прикладывайте минимальный нагрев, чтобы поддерживать сварочную ванну в рабочем состоянии. Снимите тепло с материала через несколько секунд, чтобы проверить бассейн. Это гарантирует, что вы не перегреете основной металл.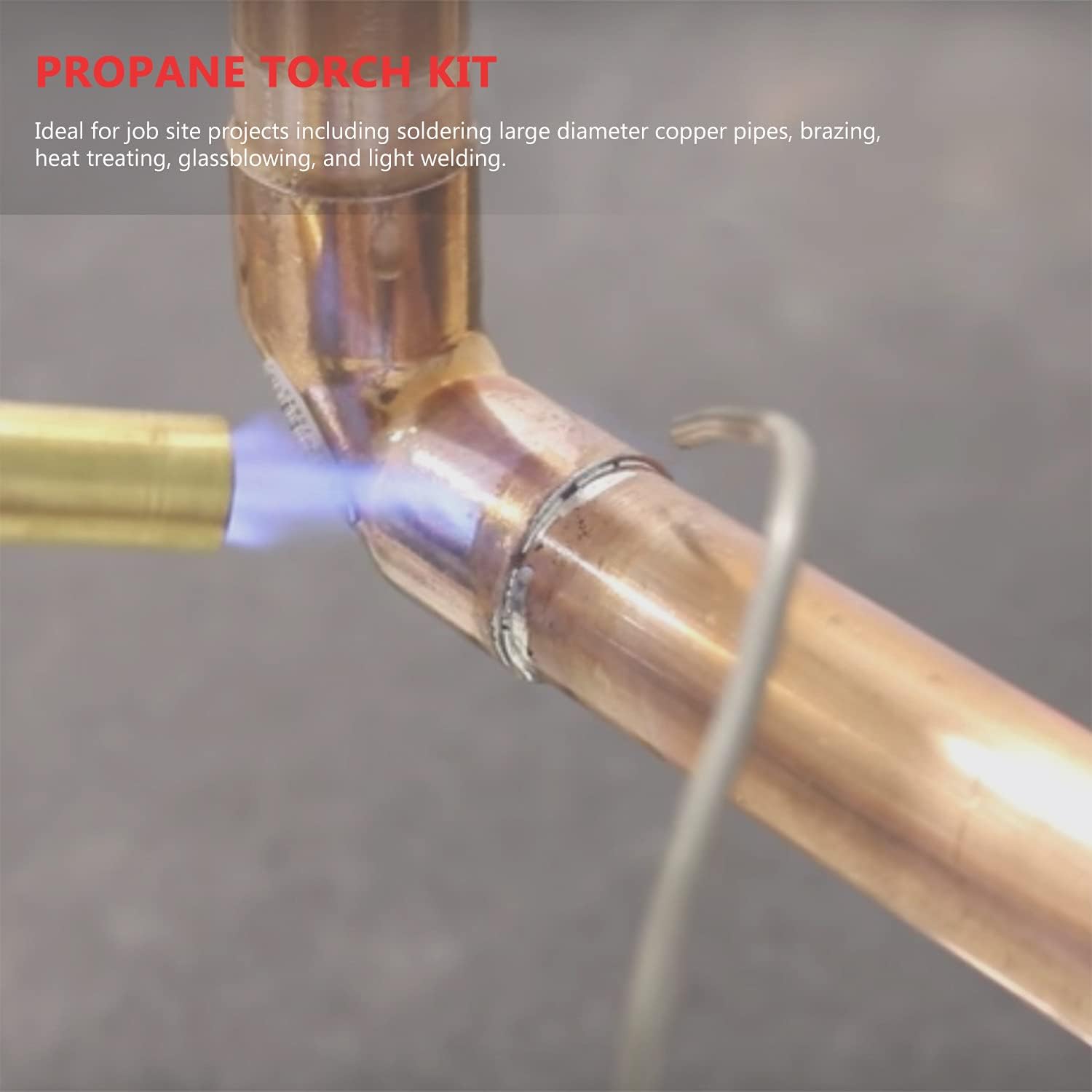
При сварке латуни методом TIG используйте сварочные стержни CuSn6, чтобы получить отличные результаты в цветовом сочетании.
Этапы сварки латуни методом TIG
- Вставьте острый вольфрамовый стержень в горелку. Убедитесь, что вы поместили его в середину металлического цилиндра. Дайте сварочному стержню выйти из наконечника горелки на четверть дюйма.
- Включите постоянный ток на сварочном аппарате и убедитесь, что вы установили правильные настройки в зависимости от вашего сварочного аппарата TIG.
- При правильной настройке включите горелку, удерживая ее кончик на один дюйм выше латунного соединения. Начинайте сварку с любого конца, держа горелку под углом 75 градусов. Держите горелку и заполняйте соединение, пока латунь не расплавится.
- После того, как вы закончите, дайте косяку остыть и не двигайте косяк, пока он не окрепнет. Защитите нагретую область под аргоном, чтобы она полностью остыла. Воздействие атмосферы на нагретую латунь может привести к пористости и повреждению сварного шва.

Посмотреть этот пост в Instagram
Пост, опубликованный Эриком Моррисом и компанией (@ericmorrisandcompany)
3. Сварка пламенем
Сварка пламенем — еще один метод, который можно использовать для сварки латуни. Для идеального соответствия цвета и прочности следует использовать присадочную проволоку CuZn39Sn. При использовании этого метода вы должны тщательно проверить влияние пламени на материал, чтобы знать количество избыточного кислорода, необходимого для сварки.
Сварка пламенем связана с тремя видами пламени. Если вы не хотите никакого химического воздействия на свое рабочее пространство, вам следует использовать нейтральное пламя. Вы можете использовать науглероживающее пламя, но оно не подходит для металлов, поглощающих углерод.
Лучше всего использовать окислительное пламя, так как оно несет больше тепла, чем нейтральное и науглероживающее пламя. Он лучше всего подходит для сварки цинка и меди, что делает его пригодным для сварки пламенем латуни.
Он лучше всего подходит для сварки цинка и меди, что делает его пригодным для сварки пламенем латуни.
Steps to Flame Weld Brass
- Откройте кислородные клапаны и газовые баллоны с ацетиленом, используя цилиндровые ключи. Убедитесь, что вы открываете его постепенно, так как если вы сделаете это сразу, это повредит регуляторы или вызовет аварию. Откройте шпиндели клапанов цилиндров только на один оборот.
- Теперь откройте регулирующий клапан топливного газа в нагнетательной трубке. Затем отрегулируйте регулятор, пока не достигнете надлежащего рабочего давления. Это обеспечивает удаление воздуха из шлангов перед началом процесса сварки.
- Подожгите газ с помощью подходящей зажигалки, удерживая ее под правильным углом к соплу. Избегайте использования жидких воспламенителей, так как они очень опасны.
- Отрегулируйте подачу газообразного ацетилена в нагнетательную трубку, пока пламя не перестанет дымить. Как только пламя перестанет дымить, медленно увеличивайте подачу кислорода, медленно используя регулирующий клапан.
 Окончательное пламя должно иметь конус белого цвета с меньшим ацетиленовым помутнением. Это показывает, что паяльная трубка отрегулирована эффективно и готова к сварке пламенем.
Окончательное пламя должно иметь конус белого цвета с меньшим ацетиленовым помутнением. Это показывает, что паяльная трубка отрегулирована эффективно и готова к сварке пламенем. - Теперь примените пламя к латунному сварному шву. Отрегулируйте пламя и осторожно перемещайте горелку по зоне сварки в равномерном темпе, чтобы получить высококачественные результаты. Удержание пламени очень близко к сварочному материалу в течение длительного времени приводит к образованию отверстий в сварочном материале. С другой стороны, если вы не сделаете достаточное количество пламени, изделие не расплавится.
- Перемещайте резак на короткие промежутки времени, чтобы быть уверенным в высоком качестве результатов. Сосредоточьтесь на угле горелки и количестве пламени и отрегулируйте правильно.
- После сварки пламенем дайте латунному сварному шву остыть, чтобы получились прочные соединения.
Меры предосторожности и советы по технике безопасности при сварке латуни
- Носите защитные сапоги и перчатки для защиты от ожогов, так как цинк обычно брызгает.
 Вам также понадобится вытяжка дыма для защиты от токсичных газов, образующихся при сварке латуни.
Вам также понадобится вытяжка дыма для защиты от токсичных газов, образующихся при сварке латуни. - Если вы используете сварку латуни MIG или TIG, убедитесь, что у вас хорошая вентиляция и функция автоматического затемнения. Это необходимо, потому что два метода сварки используют яркие дуги, которые могут повредить ваше зрение.
- Выберите защитный газ, обеспечивающий достаточное покрытие и защищающий весь металл. Не отключайте подачу газа до тех пор, пока сварной шов не остынет. Это гарантирует, что ваш сварной шов не будет загрязнен, что приведет к растрескиванию.
- Удалите все источники возгорания из зоны сварки.
- Аккуратно обращайтесь с баллонами и используйте правильный тип газа.
- Используйте только шланг в идеальном состоянии и используйте подходящий газ для конкретного газа.
- Никогда не зажигайте фонари спичками, зажигалками или контрольными лампами.
Заключительные мысли
С помощью методов сварки TIG, MIG и пламени можно получить высококачественные сварные швы латуни. Однако прежде чем приступить к работе, необходимо определить процентное содержание цинка в латунном материале. Это необходимо, так как цинк имеет более низкую температуру плавления, чем медь. Вы также должны избегать перегрева латуни во время сварки, чтобы избежать трещин и пористых сварных швов. Кроме того, выберите правильный защитный газ, поскольку латунь имеет тенденцию к растрескиванию или образованию пор при разделении сплавов.
Однако прежде чем приступить к работе, необходимо определить процентное содержание цинка в латунном материале. Это необходимо, так как цинк имеет более низкую температуру плавления, чем медь. Вы также должны избегать перегрева латуни во время сварки, чтобы избежать трещин и пористых сварных швов. Кроме того, выберите правильный защитный газ, поскольку латунь имеет тенденцию к растрескиванию или образованию пор при разделении сплавов.
Чтобы получить правильные результаты, подготовьте детали из латуни, очистив их наждачной бумагой или любым другим рекомендуемым чистящим средством. Это делает их готовыми к сварке и образует прочные соединения. Используйте методы сварки TIG, MIG или пламенной сварки в зависимости от имеющихся у вас сварочных материалов или того, который вам удобнее использовать. После сварки дайте деталям остыть для более прочного соединения.
Примите надлежащие меры предосторожности, надев защитное снаряжение и обеспечив безопасность зоны сварки от всех опасностей возгорания.
Источники
- Как сваривать латунь
- Как сварить латунь: вот что вам нужно
- Как сваривать латунь TIG: полное руководство
- Как сваривать латунь — сварка латуни и ее сплавов
- Сварка MIG и латунь: вот что вам нужно знать
- Что такое латунь? Состав и свойства
Авторы избранных изображений: Photology1971, Shutterstock
7 шагов для сварки латуни с латунью – WeldingBoss.com
Этот сайт содержит партнерские ссылки на продукты. Мы можем получать комиссию за покупки, совершенные по ссылкам.
Итак, вы хотите сварить латунь с латунью. Работа с латунью — это простой процесс для обучения, и это также очень полезно, потому что латунь выглядит фантастически в сочетании с деревом или другими металлами. Латунь можно использовать для создания деталей или даже всей автоматики, если вы строите двигатель. Как только вы научитесь работать с латунью и сваривать ее, вы будете делать много красивых изделий!
Как сварить латунь с латунью? Можно выполнять пайку методом TIG, а также пайку латуни с латунью. Чтобы сделать это эффективно, вы должны сначала знать, как резать, манипулировать и паять латунь, чтобы вы могли ее сваривать. С латунью очень легко работать, и, поскольку ее можно паять и спаивать, сварка латунных деталей вместе (эффективно и эстетично) довольно проста, если вы понимаете основные этапы работы с латунью.
Чтобы сделать это эффективно, вы должны сначала знать, как резать, манипулировать и паять латунь, чтобы вы могли ее сваривать. С латунью очень легко работать, и, поскольку ее можно паять и спаивать, сварка латунных деталей вместе (эффективно и эстетично) довольно проста, если вы понимаете основные этапы работы с латунью.
Поскольку сегодня в Интернете не так много информации о сварке латуни с латунью, мы создали это руководство, чтобы помочь вам в обучении. Ниже мы расскажем, как резать латунь перед ее сваркой, как работать с латунью, чтобы подготовить ее к сварке, а также как сваривать и паять латунь.
27%
Black Stallion FN9-30C 30 дюймов, 9 унций. Темно-синий FR Хлопковая сварочная куртка, большая *
39,95 $
28,99 $
18:00 — Подробности)
Посмотреть на Amazon *
(* = партнерская ссылка / источник изображения: партнерская программа Amazon)
Рекламные ссылкиЕсли вы уже знакомы с начальными этапами и имеете опыт сварки TIG, вот видео о процессе
Если вам нужен урок об основах, пожалуйста, ознакомьтесь с нашей подробной статьей о том, что такое сварка TIG и как начать ее изучение, здесь.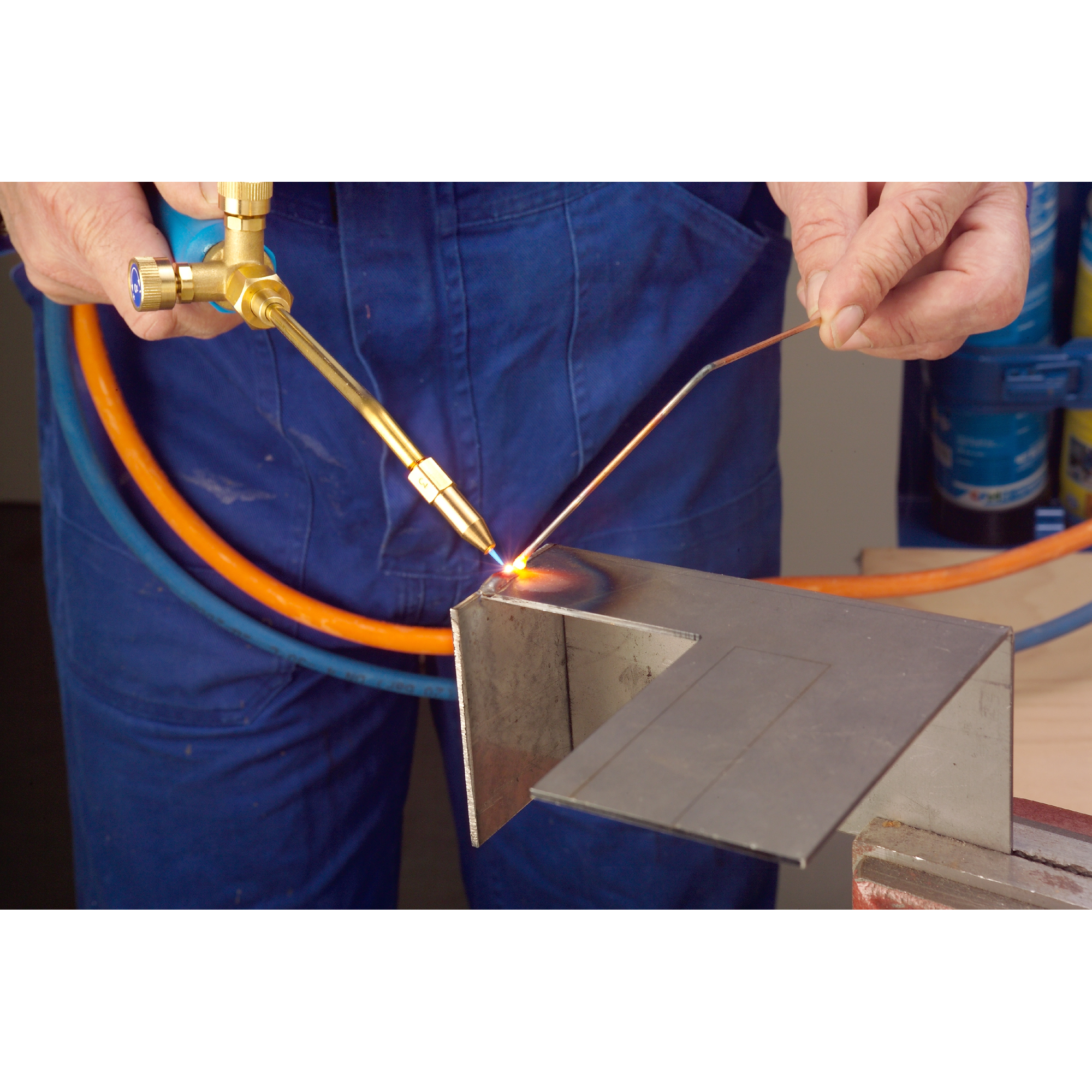 0005
0005
Подготовка к сварке: резка латунных деталей
Понимание того, как резать латунные детали, является первым шагом в процессе обучения сварке двух латунных деталей. Вам нужно знать, как манипулировать латунными изделиями, с которыми вы планируете работать, и первой частью этого является понимание того, как вы можете резать свои латунные детали.
К счастью, когда вы режете латунные детали для подготовки к следующему сварочному проекту, у вас есть несколько вариантов. Тем не менее, существуют различные типы изделий из латуни. Итак, если вы хотите знать, как правильно резать, вам нужно знать, какие у вас есть варианты для резки различных видов латуни.
Различные виды латунных деталей, с которыми вам, скорее всего, придется работать, включают латунные стержни, которые можно разрезать кусачками или ножовкой, латунные трубки, которые можно разрезать пилой или труборезом, а также латунные листы, которые можно разрезать ножовкой или ножницами. Но сначала мы начнем с различных методов, которые вы можете использовать для резки латунного стержня.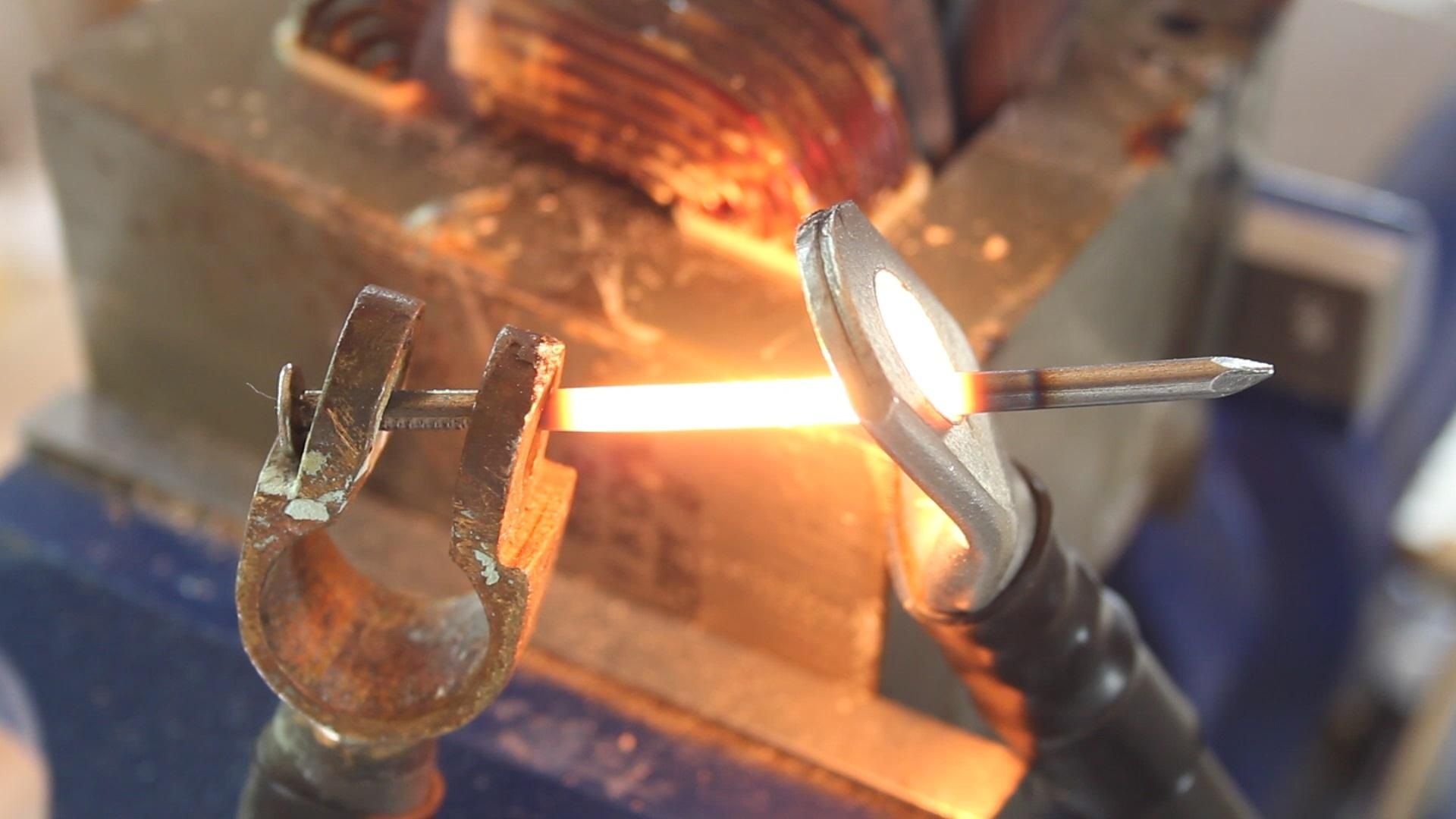
Могу ли я просто использовать Dremel или Torch Cut the Brass?
Короче говоря, вы можете!
Вам понадобится твердая рука с листовым металлом, но я предпочитаю дремель со стержнями и трубками. Если вы уже выполняете TIG-сварку, держать латунный лист твердой рукой не должно быть проблем.
РекламаМне нравится мой Dremel 4300 (посмотрите его на Amazon ниже). Это быстрый и точный способ нарезать латунь по мере необходимости.
Набор высокопроизводительных вращающихся инструментов Dremel 4300-5/40 со светодиодной подсветкой — 5 насадок и 40 принадлежностей — гравер, шлифовальный станок и полировальный станок — идеально подходит для шлифования, резки, резьбы по дереву, шлифования и гравировки
123,00 $
Посмотреть на Amazon
Резка латунного стержня перед сваркой
Когда дело доходит до резки латунного стержня, у вас есть два варианта инструментов, которые вы можете использовать для резки. Вам понадобятся либо кусачки, либо ножовка. Ниже мы опишем, как можно резать латунь обоими инструментами.
Ниже мы опишем, как можно резать латунь обоими инструментами.
Плоскогубцы и латунный стержень
Если у вас есть очень маленькие кусочки проволоки или стержня, то для резки латуни вам понадобятся только кусачки. Однако, если у вас есть больший калибр, вам может понадобиться более массивная пара кусачек или даже болторезы, если деталь довольно большая. Вы можете использовать любой из этих инструментов, если вы вставите стержень в челюсти, прежде чем резать.
Рекламные ссылкиЕсли вы используете кусачки для резки латуни, иногда, в зависимости от типа используемых кусачек, у вас могут остаться острые концы после завершения резки. Если это произойдет, не забудьте напилить, отшлифовать и отшлифовать конец только что отрезанного куска, пока он не станет плоским.
Ножовка и латунный стержень
Если у вас есть ножовка и вы хотите отпилить большой кусок, вы все равно сможете отрезать латунный стержень. Во-первых, поместите стержень, который вы планируете резать, в тиски и убедитесь, что он надежно удерживает заготовку. Затем отрежьте как можно ближе к тискам, чтобы уменьшить вибрацию.
Затем отрежьте как можно ближе к тискам, чтобы уменьшить вибрацию.
Также всегда помните, что ножовка — это двуручный инструмент. Итак, когда вы используете ножовку, положите одну руку на ручку, а другую руку на раму пилы. Вы режете пилой, когда отводите инструмент от себя. Итак, начните резать крошечными движениями, начиная с лезвия, которое находится ближе всего к ручке. После того, как вы сформировали канавку для лезвия, продолжайте использовать вес рук и тела при каждом ударе.
AdvertisementsКогда вы разрезаете латунный стержень, чтобы подготовить его к сварке, вам не нужно будет сильно нажимать ножовкой вниз. Сосредоточьтесь на длинных, устойчивых движениях и использовании всей длины лезвия, а не на резких рывках. Сосредоточьтесь и держите его медленно, когда вы разрезаете металл. Таким образом, вы не прорежете то, что не собирались резать.
Резка латунных трубок перед сваркой
Теперь, когда мы дали вам некоторые рекомендации по резке латунных стержней, мы перейдем к латунным трубкам. Если вы планируете работать с латунными трубками при сварке, вам нужно знать, как их разрезать, прежде чем вы начнете сваривать детали. Вы можете разрезать латунную трубку, распилив ее или используя труборез. Мы обсудим оба метода более подробно ниже.
Если вы планируете работать с латунными трубками при сварке, вам нужно знать, как их разрезать, прежде чем вы начнете сваривать детали. Вы можете разрезать латунную трубку, распилив ее или используя труборез. Мы обсудим оба метода более подробно ниже.
A Пила и латунные трубки
Одним из способов резки латунных трубок является использование маленькой или большой пилы по металлу. Мы рекомендуем разрезать латунную трубку внутри стусла. Вставьте трубку в один из пазов на стусле и начните резать. Пила пройдет через трубу и разрежет обе стенки одновременно.
Сварка MIG из латуни, бронза, практическое занятие …
Включите JavaScript
Сварка MIG, латунь, бронза, практическое видео
Когда это произойдет, ваша пила может заклинить, а это означает, что теперь вам будет трудно пилить трубу. Вместо этого постарайтесь избежать застревания пилы, поворачивая трубку от себя во время резки. Таким образом, вы пропиливаете только одну часть трубы за раз.
Труборез и латунная трубка
Вы можете приобрести труборез в любом местном хозяйственном магазине, и этот резак поможет вам разрезать любые имеющиеся у вас металлические трубки, в том числе латунные. Если у вас есть труборез, вам нужно зажать инструмент в трубке. Итак, во-первых, поместите инструмент там, где вам нужно резать. Затем вы несколько раз переместите инструмент вокруг трубки.
После этого нужно немного повернуть ручку, чтобы лезвие снова вошло в трубку, и снова повернуть. Вам нужно будет повторять этот процесс, пока ваша трубка не разделится. Убедитесь, что вы не затягиваете ручку слишком сильно, иначе трубка может выглядеть гофрированной, когда вы ее обрежете.
Если трубка выглядит так, как будто один из ее концов обжат, вы можете использовать коническую развертку, чтобы решить эту проблему. Вам нужно будет подпилить загнутый конец или отшлифовать его, чтобы закончить. Кроме того, убедитесь, что вы отрезали кусок задолго до того, как начнете процесс, на тот случай, если вам понадобится отшлифовать его из-за загнутого конца.
Рекламные объявленияВот рекомендуемый труборез:
RIDGID 31632 Модель 151 Быстродействующий труборез с режущей способностью 1/4–1–5/8 дюйма, серебристо-черный
50,06 $
Посмотреть на Amazon
Резка латунных листов перед сваркой
Последний тип латуни, который вам нужно научиться резать перед сваркой, — это латунные листы. Листы латуни можно резать ножницами или ножовкой. Ниже мы рассмотрим каждый из этих методов.
Ножницы и латунный лист
Ножницы — отличный инструмент для резки латунного листа. Мы рекомендуем использовать авиационные ножницы, если они у вас есть, которые обычно бывают трех типов: правый, левый и прямой. Вы можете использовать тип прямой резки для резки кривых, если вы делаете это снаружи. Когда вы вырезаете круг, убедитесь, что вы обрезаете углы детали, пока она не станет похожа на круг. После этого используйте внутреннюю часть челюстей для последнего изогнутого разреза.
Набор авиационных ножниц Milwaukee из 3 предметов — 48-22-4533 *
Цена: $49,39
(По состоянию на 17 апреля 2023 г. , 23:48 — Детали
, 23:48 — Детали
)
10 новых от 49 090 долларов США б/у
(* = партнерская ссылка / источник изображения: партнерская программа Amazon)
Ножовка и лист латуни
Вы также можете использовать ножовку для резки листа латуни. Если вы собираетесь использовать ножовку, вам нужно поместить латунь между двумя кусками фанеры и зажать все части тисками. Древесина должна удерживать металл на месте, пока вы его режете. Если вы хотите отметить линию на латуни, используйте кусок фанеры на одной стороне латуни. Помните, что вы должны нажимать только тогда, когда используете ножовку.
Теперь, когда вы понимаете, как резать различные виды латуни при подготовке к сварке латуни с латунью, мы расскажем, как можно согнуть латунь и придать ей форму, прежде чем вы начнете сваривать латунные детали вместе.
Подготовка к сварке: сгибание латуни
После того, как вы порежете латунь, вам, скорее всего, потребуется согнуть ее, прежде чем вы сможете сварить латунные детали вместе. Итак, мы рассмотрим некоторые подходы к изгибу латунных стержней, труб и листов. После того, как вы согнули латунь и поработали с ней, вы будете готовы перейти к последнему шагу — сварке латуни с латунью, о чем мы расскажем подробнее чуть позже.
Итак, мы рассмотрим некоторые подходы к изгибу латунных стержней, труб и листов. После того, как вы согнули латунь и поработали с ней, вы будете готовы перейти к последнему шагу — сварке латуни с латунью, о чем мы расскажем подробнее чуть позже.
Сгибание латунной проволоки перед сваркой
Латунную проволоку можно легко согнуть плоскогубцами. Поместите проволоку в плоскогубцы и держите их в одной руке, а другой рукой манипулируйте другой частью проволоки. Если вы хотите изогнуть проволоку бюстгальтера и придать ей форму, вы можете обжимать, сгибать, а затем отпускать стержень в определенных точках по мере его сгибания. Чем ближе интервалы, тем круче ваша кривая.
Если вы хотите создать острую кривую, лучше использовать для этой работы круглогубцы. Вам нужно начать с сгибания стержня в челюсти. Вы также можете использовать пару плоскогубцев в каждой руке, если хотите получить очень острый изгиб.
Есть несколько вариантов плоскогубцев для формовки металла, которые могут помочь вам согнуть проволоку любой формы, и вы можете сделать большинство таких же изгибов, просто используя одну пару плоских острогубцев вместе с несколькими круглогубцами. носовые плоскогубцы. Однако, если вы чувствуете, что плоскогубцы ухудшают внешний вид ваших изгибов и оставляют следы, подумайте о приобретении плоскогубцев с нейлоновыми накладками.
носовые плоскогубцы. Однако, если вы чувствуете, что плоскогубцы ухудшают внешний вид ваших изгибов и оставляют следы, подумайте о приобретении плоскогубцев с нейлоновыми накладками.
Изгиб латунного стержня перед сваркой
Если у вас очень тяжелый латунный стержень, вам следует подумать об использовании приспособления для гибки, чтобы сэкономить время. Вы можете установить приспособление на скамейку, а затем зажать его. Когда вы используете приспособление, вам нужно вставлять удилище в пазы или колышки. Затем вы будете использовать свои руки, чтобы согнуть стержень и вставить его в эту область приспособления. Таким образом, вы сможете использовать обе руки, и вам не нужно беспокоиться о появлении на проводе следов инструмента.
Shop Tuff MR-01 Mighty Rod Bender * — Инструменты и товары для дома
)
3 новые от 50,94 долл. США 1 б/у от 36,55 долл. США
(* = партнерская ссылка / источник изображения: партнерская программа Amazon)
Сгибание латунных трубок перед сваркой готовятся к сварке.
 Это потому, что латунная трубка может легко перегибаться и ломаться. Мы рекомендуем использовать пружинный гибочный станок для этого типа материала. Возьмите пружинный гибочный станок, который подойдет к трубе, которую вы планируете сгибать. Переместите его на трубку и отцентрируйте в том месте, где вы собираетесь сделать изгиб.
Это потому, что латунная трубка может легко перегибаться и ломаться. Мы рекомендуем использовать пружинный гибочный станок для этого типа материала. Возьмите пружинный гибочный станок, который подойдет к трубе, которую вы планируете сгибать. Переместите его на трубку и отцентрируйте в том месте, где вы собираетесь сделать изгиб.
Комплект пружинных трубогибов PHITUODA 1/4», 5/16», 3/8’…
)
1 новый от 10,990 долларов б/у
(* = партнерская ссылка / источник изображения: партнерская программа Amazon)
Теперь двумя руками согните трубку и сильно нажмите большими пальцами на изгиб. Если вы также можете использовать другую пружину с трубкой, вы добьетесь еще большего успеха, когда попытаетесь согнуть латунь.
Сгибание латунных листов перед сваркой
Сгибание металлического листа — тоже непростая задача. Однако некоторые инструменты могут помочь упростить весь процесс. Поместите латунный лист между двумя кусками фанеры и зажмите их тисками.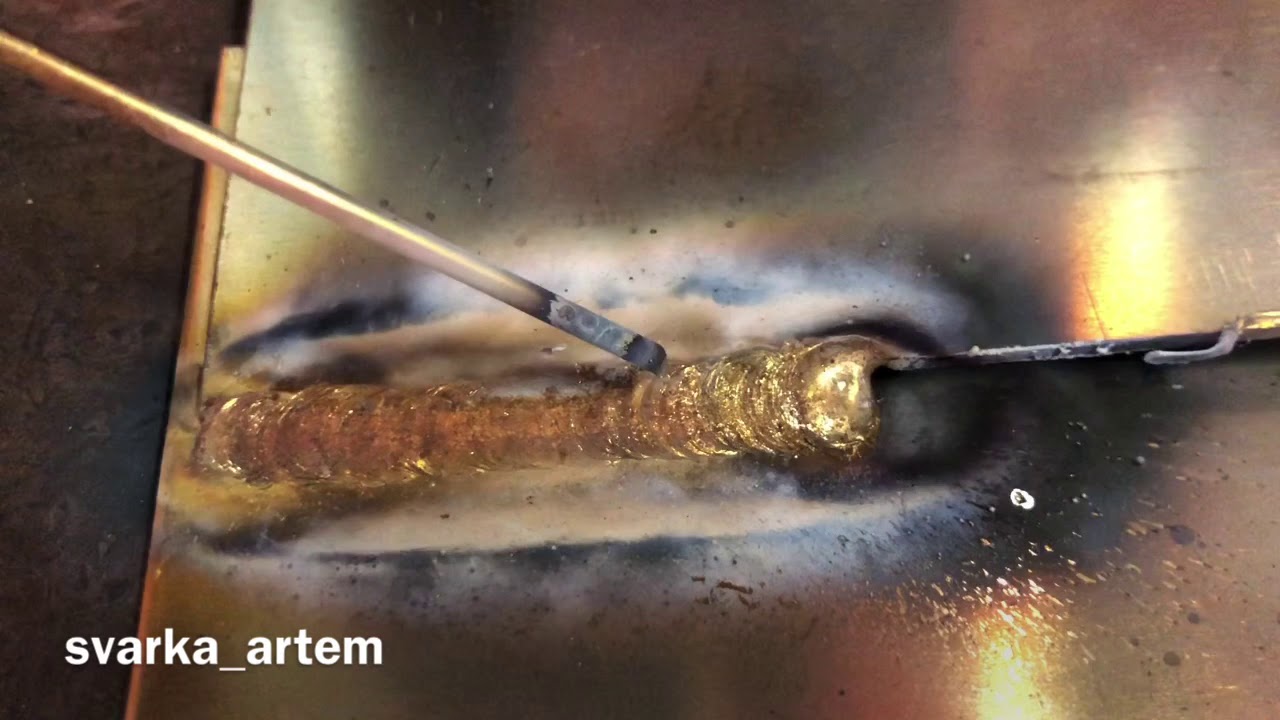 Теперь возьмите другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы вы могли создать изгиб. Используя деревянный брусок, вы должны иметь возможность оказывать давление на весь край, который вы хотите согнуть, не испортив металл.
Теперь возьмите другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы вы могли создать изгиб. Используя деревянный брусок, вы должны иметь возможность оказывать давление на весь край, который вы хотите согнуть, не испортив металл.
Теперь, когда мы обсудили различные методы резки латуни и гибки латуни перед сваркой, мы перейдем к обсуждению того, как сваривать и припаивать латунь к латуни.
Сварка латуни с латунью
Теперь, когда вы знаете все о том, как подготовить латунные детали, разрезав и согнув их перед сваркой, вы готовы научиться сваривать эти латунные детали вместе. Сварка латуни очень проста, потому что вы можете использовать паяльные материалы для завершения сварки.
Ниже приведены некоторые предметы, которые вам понадобятся, прежде чем вы научитесь сваривать латунь с латунью:
- Молоток
- Огнеупорные кирпичи
- Пинцет
- Напильник по металлу
- Кусочки латуни
- Флюс марки TIX
- Абразивная прокладка
- Инструмент из вторых рук
- Бутановая горелка для пайки/сварки
- Салфетки со спиртом
9 0093 Припой марки TIX
Теперь, когда вы знаете, какие материалы вам понадобятся, когда вы начнете сваривать латунь с латунью, мы охватывают типы припоя и флюса, которые мы будем использовать для завершения этого сварочного проекта.
Припой для сварки
Для этих этапов сварки мы будем использовать более мягкий припой от производителя Tix. Этот припой используется многими людьми, которые ремонтируют часы и много занимаются сваркой латуни. Мы решили использовать Tix, потому что это более мягкий припой с более низкой температурой плавления. Когда вы свариваете латунь, вам понадобится более мягкий припой с более низкой температурой плавления, потому что более высокие температуры делают латунь обесцвеченной и неровной, а мы хотим этого избежать.
Советы по успешному использованию припоя при сварке
Прежде чем мы рассмотрим этапы сварки латуни с латунью с помощью припоя, мы дадим несколько советов по успешному использованию припоя при сварке.
Совет № 1. Убедитесь, что все детали подходят друг к другу.
Когда вы используете припой при сварке, припой действует как тип клея. Он способен очень хорошо удерживать два куска латуни вместе. Когда вы соединяете части вместе, вы должны убедиться, что ваши две части занимают много места на поверхности. (Ваши математические навыки, найденные здесь, помогут вам в этом).
(Ваши математические навыки, найденные здесь, помогут вам в этом).
Если вы сможете разделить больше места на поверхности, вы получите более прочный припой. Ваш припой не будет прочным, если у вас есть большие зазоры между вашими деталями или если ваши детали плохо подходят друг к другу.
Совет № 2. Убедитесь, что вы тщательно очистили детали.
Никогда не забывайте о важности чистки медных деталей. Если их не чистить, то они плохо сварятся. Если вам нужна прочная пайка, вам нужно убедиться, что все ваши латунные детали чистые.
Совет № 3. Убедитесь, что все детали надежно закреплены во время сварки припоем.
Вам нужно убедиться, что ваши фигуры не двигаются и не теряют баланс. Прежде чем начать использовать припой для сварки, убедитесь, что все детали из латуни надежно скреплены вместе.
Совет № 4: нагревайте детали для сварки, а не припой
Когда многие люди используют для сварки припой, они забывают, что припой не нужно плавить. Вместо этого вам следует нагревать две детали, которые вы хотите сварить, до тех пор, пока они не достигнут точки плавления припоя. После этого вы сможете перемещать припой к горячей части, а затем в швы, чтобы сварить детали вместе.
Вместо этого вам следует нагревать две детали, которые вы хотите сварить, до тех пор, пока они не достигнут точки плавления припоя. После этого вы сможете перемещать припой к горячей части, а затем в швы, чтобы сварить детали вместе.
Совет № 5: Подготовка важна при использовании припоя для сварки
Одна из основных причин, по которой у людей возникают проблемы со сваркой латуни с латунью при пайке, заключается в том, что они не тратят время на подготовку всего (например, резки, гибки, и т. д.) в шагах, которые мы описали выше.
Помните, всякий раз, когда вы выполняете сварку для пайки, вы будете тратить большую часть своего времени на подготовку к пайке, а не обязательно на сварку. Поэтому уделите особое внимание подготовке.
Сварка и пайка латуни к латуни, шаг за шагом
Теперь, когда вы понимаете, как подготовить детали из латуни, согнув и разрезав их, мы проведем вас через процесс сварки латуни с латунью с помощью припоя.
Шаг 1. Подготовьте рабочее место
Сначала вам необходимо подготовить рабочее место. Вы также должны убедиться, что приняли во внимание безопасность.
Вы также должны убедиться, что приняли во внимание безопасность.
Возьмите что-нибудь легковоспламеняющееся и уберите его с рабочего места. Убедитесь, что вы находитесь в хорошо проветриваемом помещении, или соберите несколько вентиляторов, чтобы выдувать пары.
Шаг № 2. Очистите детали из латуни
Теперь вам понадобится наждачная бумага, напильник, наждачная ткань, губки Scotch-Brite или что-то еще, что вы захотите использовать, чтобы очистить латунные поверхности. что вы свариваете. Неплохо иметь при себе щетку из стекловолокна, чтобы можно было чистить труднодоступные места.
Помните, что некоторые изделия из латуни покрыты слоем прозрачного лака, чтобы они оставались яркими. Однако, когда вы соединяете латунные детали, вам необходимо удалить лак, иначе вы не сможете использовать припой для их эффективного соединения.
После того, как вы очистите кусочки латуни, прикончите их, протерев спиртом. Спирт должен помочь избавиться от частиц, мусора и масла, оставшихся на латуни. Когда вы закончите это, уберите спирт подальше от своего рабочего места (помните, спирт легко воспламеняется) и дайте медным деталям высохнуть, прежде чем начать.
Когда вы закончите это, уберите спирт подальше от своего рабочего места (помните, спирт легко воспламеняется) и дайте медным деталям высохнуть, прежде чем начать.
Шаг № 3. Установите детали на место
Вам нужно будет взяться за зажимы, чтобы вы были готовы скрепить латунные детали. Вы также можете использовать высокие Т-образные штифты для соединения деталей или более тяжелых металлических предметов.
Что бы вы ни решили, убедитесь, что ваши фигуры находятся в правильном положении. Кроме того, помните, что ваши детали будут очень горячими, поэтому не следует подносить что-либо близко к месту сварки.
В противном случае он может поглотить тепло и испортить сварной шов.
Шаг №4: Используйте флюс
Ранее мы упоминали, что для этого процесса следует использовать припой TIX. Припой TIX имеет флюс, который выглядит как прозрачная жидкость.
Флюс TIX поставляется с бутылочкой и кистью. Хотя вы можете подумать, что кисть выглядит удобно, это не так.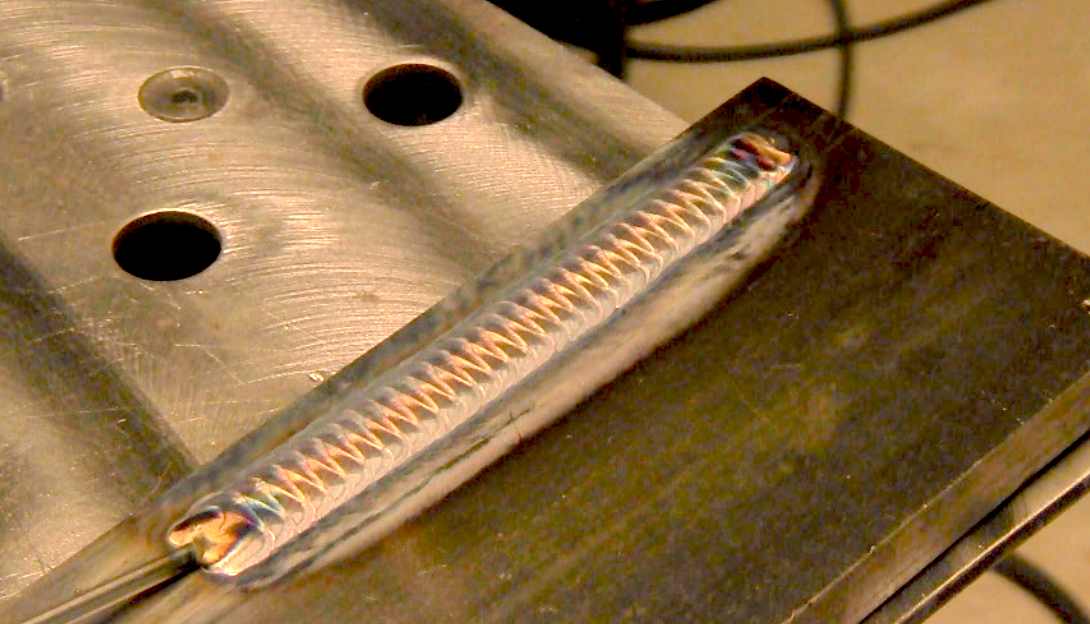 Кисть перемещает флюс в неправильные места, поэтому мы не рекомендуем ее использовать.
Кисть перемещает флюс в неправильные места, поэтому мы не рекомендуем ее использовать.
Это потому, что припой захочет попасть туда, куда вы поместили флюс.
Если вы пытаетесь сделать это плотно, вы можете взять очень тонкую проволоку и нанести небольшое количество флюса туда, куда вы хотите.
Все, что вам нужно, это несколько капель, и вы получите капиллярное действие, которое поможет втянуть жидкость между двумя вашими латунными деталями.
Кроме того, если вам нужна небольшая дополнительная помощь для этого шага, TIX предлагает антифлюс, который вы можете применить в любом месте, где вы хотите избежать припоя.
Шаг №5: Подготовка припоя к сварке
Теперь вам нужно подготовить припой к сварке. Сколько припоя вы хотите использовать и где вы его размещаете, это простой процесс, и вам не нужно ничего трогать, пока вы это делаете.
Так как круглая проволока для припоя очень толстая и может скатиться с латунных деталей, мы рекомендуем использовать молоток, чтобы полностью расплющить проволоку припоя. Используя этот метод, вы сэкономите много припоя.
Используя этот метод, вы сэкономите много припоя.
После того, как вы сгладите полоски, вам нужно отрезать крошечную часть от плоской области, а затем с помощью пинцета нанести припой на шов, который вы свариваете. После этого капните флюс на припой.
Однако всегда старайтесь не допускать попадания флюса на инструменты, так как флюс вызывает ржавчину.
Шаг № 6. Возьмите свою горелку
Теперь вам нужно правильно очистить сварочную горелку и заставить припой течь к головке, которую вы делаете с помощью горелки.
Когда вы нагреваете детали, припой будет течь к ним, поэтому убедитесь, что вы нанесли припой повсюду, чтобы сварить детали.
Сначала вам нужно включить факел, а затем уменьшить пламя. Используя этот режим низкой температуры, нагрейте латунные детали. Достичь одинаковой температуры обеих латунных деталей в одно и то же время может быть сложно, особенно если одна больше другой.
Итак, вам нужно спланировать сжигание каждого куска пропорционально размеру каждого куска.
