Чертеж гидравлический пресс: Один из вариантов чертежа для изготовления пресса
Содержание
Пресс из домкрата чертежи (68 фото)
Соковыжималка-пресс СВР-01м
Пресс гидравлический ПГ-100
Пресс для запрессовки подшипников чертеж
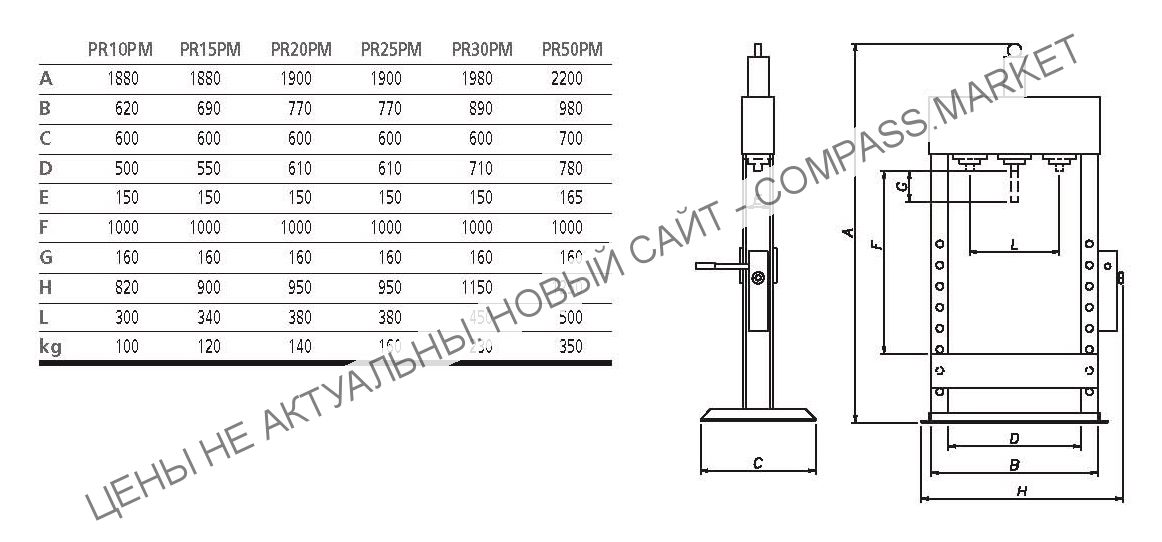
Пресс гидравлический 10т длинноходовой
Пресс для макулатуры своими руками механический чертеж
Пресс для сока домкратный Добрыня
Пресс гидравлический HLR-12
Ковочный гидравлический пресс схема
Пресс 100 т. с электроприводом prm100
Пресс 20т гидравлический чертеж
Гидравлический пресс для сайлентблоков и подшипников чертежи
Гидравлический пресс 50т чертежи чертеж
Пресс своими руками из домкрата чертежи и Размеры из швеллера
Домкрат 5 тонн ШААЗ чертеж
Чертеж пресса гидравлического из домкрата своими руками
Пресс гидравлический для макулатуры своими руками чертежи
Пресс гидравлический 100т двухопорный
Пресс гидравлический NORDBERG n3620fl, напольный
Гидравлический съемник сайлентблоков чертеж
Пресс гидравлический 2000тс чертеж
Самодельный станок для бортировки колес чертежи
Съёмник сайлентблоков Газель чертеж
Пресс винтовой механический схема
“Пресс гидравлический р337 (2135м1)” паспорт
Чертеж гидравлического листогиба
Гидравлический пресс Витворта
Чертёж станка сегментный гидравлический листогиб
Пресс KRAFTWELL krwpr20f
Пресс станок гидравлический своими руками чертежи
Пресс вырубной поворотный чертеж
Гидравлический пресс из 20 швеллера
Пресс 20 тонн гидравлический чертеж
Чертежи станка для склейки СИП панели
Пресс гидравлический сборочный чертеж
Пресс двухстоечный гидравлический чертеж
Пресс гидравлический Окс-1671м схема электрическая
Самодельный гидравлический пресс из домкрата чертежи
Гидравлический пресс чертеж кд2326
Пресс гидравлический для макулатуры чертеж
Пресс для дома своими руками
Скамья Ларри Скотта чертежи
Сделай сам цигулка
Чертежи станины пресса из домкрата
Пресс гидравлический 20 т толщина швеллера
Пресс рама под гидравлический домкрат чертеж
Пресс для отжима сока из яблок чертежи
Гидропресс 882 64 чертеж
Пресс из гидравлического домкрата доктор Дью
Чертеж пресса для макулатуры 30тн
Пресс гидравлический вертикальный ПГ-100
Пресс своими руками чертежи и Размеры
Двухстоечный винтовой пресс чертеж
Пресс двухстоечный гидравлический чертеж
Пресс гидравлический своими руками на шпильках
Домкрат Тэд-30 чертеж
Гидравлический пресс для топливных брикетов своими руками чертежи
Кинематическая схема винтового фрикционного пресса
Подъемник подкатной ПП-3 чертеж
Пресс гидравлический самодельный чертежи из домкрата с размерами
Пресс гидравлический ручной из домкрата
Пресс для отжима винограда чертежи
Приспособление для прессования табака
Прессы гидравлические : Пресс гидравлический рамный Д2430Б
Вернуться к: Прессы гидравлические
Номинальное усилие: 1000 кН; размеры стола: 630 х 630 мм
Задать вопрос по товару
Оренбургский завод гидравлических прессов «Гидропресс»
Описание
Пресс гидравлический модели Д2430Б предназначен для изготовления деталей из различных видов термореактивных пластических масс методами прямого и литьевого прессования. Пресс может быть использован также для мелких вытяжных и штамповочных работ.
Пресс может быть использован также для мелких вытяжных и штамповочных работ.
Благодаря своей универсальности и наличию индивидуального привода пресс может быть использован как на крупных специализированных предприятиях по переработке пластмасс, так и для индивидуального производства пластмассовых изделий на заводах машиностроения, а также в радио- и электропромышленности. Пресс оснащен гидроагрегатом модели Г4617. Пресс гидравлический модели Д2430Б выполнен вертикальным, рамным.
Гидроагрегат монтируется на фундаменте слева от пресса и соединяется с ним трубопроводами. Конструкция и аппаратура пресса обеспечивают прямое и литьевое прессование изделий на полуавтоматическом режиме работы, а также позволяют наблюдать за нагревом пресс-форм, давлением жидкости и предусматривают автоматическую регулировку температуры обогрева.
Технические характеристики пресса Д2430Б:
| Наименование параметра | Д2430Б |
|---|---|
| Основные параметры | |
| Номинальное усилие пресса, кН (т) | 1000 (100) |
| Номинальное усилие обратного хода, кН (т) | 100 (10) |
| Номинальное усилие выталкивателя вверх, кН (т) | 250 (25) |
| Наибольший ход штока (ползуна), мм | 400 |
| Наибольшее расстояние между столом и штоком — открытая высота пресса, мм | 710 |
| Расстояние между стойками в свету, мм | 670 |
| Размеры стола, мм | 630 х 630 |
| Высота стола над уровнем пола, мм | 900 |
| Скорость штока — рабочий ход, мм/сек | 4,2 |
| Скорость штока — холостой ход, мм/сек | 120 |
| Скорость штока — возвратный ход, мм/сек | 120 |
| Скорость выталкивателя при ходе вверх, мм/сек | 17 |
| Скорость выталкивателя при ходе вниз, мм/сек | 45 |
| Максимальная выдержка под давлением, мин | 15 |
| Цикл работы пресса | Полуавтомат |
| Электрооборудование | |
| Количество электродвигателей | 1 |
| Электродвигатель насоса гидростанции, кВт | 5,5 |
| Габариты и масса пресса | |
| Габариты пресса (длина ширина высота), мм | 1740 х 1185 х 2780 |
| Масса станка, кг | 2750 |
Четырехколонный гидравлический пресс глубокой вытяжки
Гидравлические прессы глубокой вытяжки
Четырехколонный гидравлический пресс глубокой вытяжки
Преимущество продукта:
1. Усовершенствованная система двухходового картриджного клапана обеспечивает высокую надежность и гораздо меньшее изменение направления гидравлического удара;
Усовершенствованная система двухходового картриджного клапана обеспечивает высокую надежность и гораздо меньшее изменение направления гидравлического удара;
2. Главный гидравлический цилиндр изготовлен из литой легированной стали, а его внутренняя поверхность мелко отшлифована для обеспечения срока службы под высоким давлением;
3. Четыре колонны изготовлены из легированной стали с высоким сопротивлением растяжению, тонко отшлифованы и гальванически покрыты твердым хромом;
4. Ключевые гидравлические и электрические агрегаты — известные бренды из Германии, США и Японии;
5. Быстрая приближающаяся скорость подвижного рабочего стола обеспечивает более высокую эффективность производства;
6. На подвижном рабочем столе установлен гидравлический выталкиватель для выбивания заготовки после волочения.
Применение продукта:
1. Глубокая вытяжка и формовка посуды, кухонной утвари, металлического покрытия электродвигателя, бытовой техники, осветительных приборов и т. д.;
д.;
2. Главный гидроцилиндр изготовлен из литой легированной стали, а его внутренняя поверхность тонко отшлифована для увеличения срока службы при высоком давлении.
Технические параметры:
| Модель | Единицы | Технические характеристики | ||||||||||
| ДСФС-50 | ДСФС-120 | ДСФС-220 | ДСФС-220Л | ДСФС-275 | ДСФС-350 | ДСФС-350Л | ДСФС-500 | ДСФС-500Л | ДСФС-600 | |||
| Главный цилиндр | Номинальная емкость | тонн | 35 | 85 | 160 | 160 | 200 | 260 | 260 | 350 | 350 | 420 |
| Макс.ход | мм | 350 | 450 | 560 | 560 | 560 | 560 | 560 | 600 | 600 | 700 | |
| Пустой удерживающий цилиндр | Номинальная емкость | тонн | 15 | 35 | 60 | 60 | 75 | 90 | 90 | 150 | 150 | 180 |
Макс.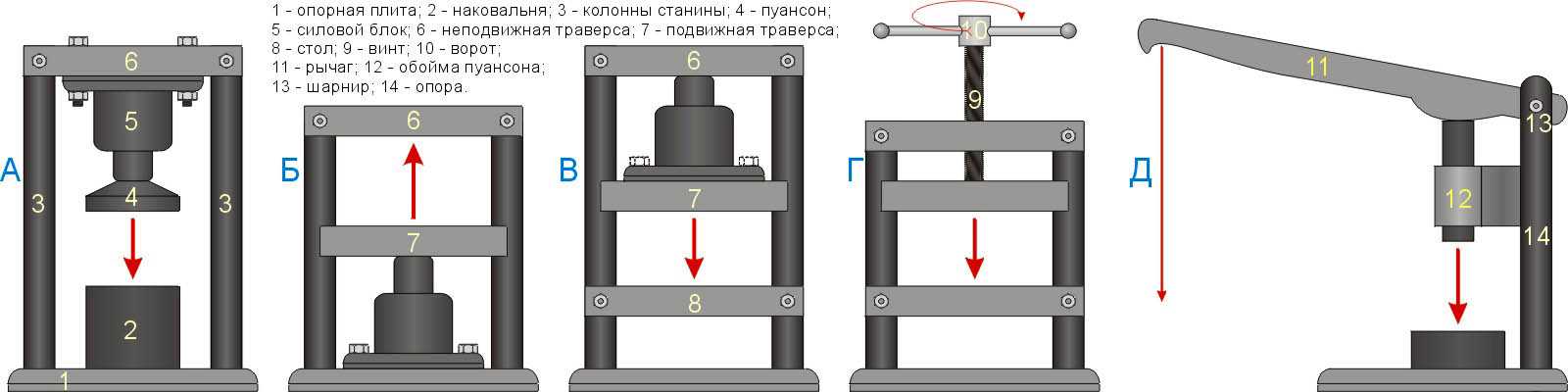 ход ход | мм | 175 | 200 | 260 | 260 | 260 | 600 | 260 | 300 | 300 | 350 | |
| Выбивной выталкиватель | Номинальная емкость | тонн | 2 | 3 | 5 | 5 | 5 | 5 | 5 | 10 | 10 | 10 |
| Макс.ход | мм | 150 | 180 | 200 | 200 | 200 | 220 | 220 | 250 | 250 | 300 | |
| Открытая высота | мм | 600 | 730 | 900 | 1000 | 900 | 900 | 900 | 1000 | 1200 | 1500 | |
| Высота неподвижного рабочего стола | мм | 990 | 1055 | 1080 | 1100 | 1100 | 1200 | 1200 | 1550 | 1600 | 1700 | |
Скорость приближения M. W.T. W.T. | мм/с | 195 | 220 | 210 | 210 | 210 | 200 | 200 | 210 | 210 | 190 | |
| Скорость волочения M.W.T. | мм/с | 25 | 20 | 20 | 20 | 19 | 17 | 17 | 18 | 18 | 14 | |
| Скорость возврата M.W.T. | мм/с | 180 | 220 | 200 | 200 | 200 | 165 | 165 | 190 | 190 | 180 | |
| Скорость подъема цилиндра удержания заготовки | мм/с | 120 | 50 | 120 | 120 | 115 | 160 | 160 | 85 | 85 | 75 | |
| Доступный размер рабочего стола | (Л-П) | мм | 500 | 500 | 710 | 900 | 800 | 900 | 1100 | 1050 | 1250 | 1400 |
| (F-B) | мм | 550 | 600 | 870 | 1100 | 900 | 1000 | 1250 | 1200 | 1500 | 1600 | |
| Габаритные размеры | (Л-П) | мм | 1750 | 1990 | 20900 | 2280 | 2190 | 2200 | 2400 | 2970 | 3090 | 3690 |
| (F-B) | мм | 1160 | 1510 | 1500 | 1750 | 1650 | 1850 | 1850 | 2200 | 2400 | 2000 | |
| (Г) | мм | 2550 | 2920 | 3500 | 3500 | 3600 | 3800 | 3840 | 4680 | 4800 | 5640 | |
| Мощность двигателя | кВт | 7,5 | 15 | 30 | 30 | 30 | 37 | 37 | 55 | 55 | 55 | |
| Вес (приблизительно) | кг | 2280 | 3500 | 6000 | 6600 | 7500 | 9500 | 12500 | 16000 | 22000 | 23000 | |
Если вы уже подписались на нашу рассылку, вы можете продолжить просмотр наших машин, закрыв это окно
Поля, отмеченные *, обязательны для заполнения.
Оптимизация гидравлических прессов для глубокой вытяжки
Встроенный многопозиционный пресс глубокой вытяжки может выполнять дополнительные операции
таких как штамповка, чеканка и обрезка.
Гидравлические прессы для глубокой вытяжки обеспечивают исключительную гибкость. Они также предлагают гибкость программирования, которую можно использовать для оптимизации их для каждого конкретного использования для максимальной производительности и целостности готового продукта.
Типы рамок
Несколько стилей рамы пресса позволяют выполнять несколько вытяжек за один пресс. Стили кадра, обычно используемые в приложениях с глубокой вытяжкой, — это вертикальное действие, горизонтальное действие и встроенная многостанционная. Любая из этих конструкций может включать в себя несколько цилиндров двойного или тройного действия.
Вертикальное действие. Стандартная рама пресса для глубокой вытяжки представляет собой пресс с четырьмя стойками. Хотя также можно использовать конструкцию с С-образной рамой, к четырехстоечному прессу можно получить доступ со всех четырех сторон, что делает инструмент доступным и позволяет автоматически подавать заготовки в вытяжную матрицу с любой из ее четырех сторон.
Стандартная рама пресса для глубокой вытяжки представляет собой пресс с четырьмя стойками. Хотя также можно использовать конструкцию с С-образной рамой, к четырехстоечному прессу можно получить доступ со всех четырех сторон, что делает инструмент доступным и позволяет автоматически подавать заготовки в вытяжную матрицу с любой из ее четырех сторон.
Прессы вертикального действия позволяют делать вытягивания одним плавным движением. Эти прессы имеют несколько отверстий для вытянутой заготовки или оболочки, которую необходимо перетянуть один раз или несколько раз, если требуется, для достижения окончательного диаметра и длины (см. 9).0004 Рисунок 1 ). Примеры деталей, формируемых на этих прессах, включают баллоны с пропаном, огнетушители, кухонную посуду и кожухи батарей.
Горизонтальное действие . Некоторые производители штамповки предпочитают использовать пресс с горизонтальным приводом для глубокой вытяжки заготовок большого диаметра или если высота вертикального пресса является проблемой. Горизонтальная ориентация этой конструкции позволяет загружать заготовки над головой с помощью крана, робота или другого подъемного устройства. Как и вертикальный пресс, горизонтальный пресс может выполнять несколько действий, включая перерисовку при необходимости.
Горизонтальная ориентация этой конструкции позволяет загружать заготовки над головой с помощью крана, робота или другого подъемного устройства. Как и вертикальный пресс, горизонтальный пресс может выполнять несколько действий, включая перерисовку при необходимости.
Однако надлежащая поддержка подвижной плиты на горизонтальных прессах имеет решающее значение для поддержания выравнивания между осевой линией ползуна и инструментом. Для достижения такого выравнивания горизонтальный пресс включает механизмы поддержки и регулировки плиты, что позволяет производителю достигать и поддерживать выравнивание системы на протяжении всего хода по мере постепенного износа опорных плит.
Примеры деталей, изготовленных для этих типов прессов, включают резервуары для сжатого природного газа; резервуары высокого давления военного класса; и любой сосуд под давлением, который слишком велик, чтобы манипулировать им вручную.
Встроенная мультистанция. В то время как многократная вытяжка и некоторые другие операции могут быть выполнены с помощью пресса с одной центральной линией, такого как вертикальный или горизонтальный пресс, более широкий спектр операций может быть выполнен с использованием встроенной конструкции многопозиционного пресса. Принципиальное конструктивное отличие этого пресса состоит в том, что он включает в себя в пределах одной рамы пресса несколько станций прессования, которыми можно управлять независимо для выполнения чертежных и других операций.
Принципиальное конструктивное отличие этого пресса состоит в том, что он включает в себя в пределах одной рамы пресса несколько станций прессования, которыми можно управлять независимо для выполнения чертежных и других операций.
После каждого цикла частично обработанные детали на каждой станции одновременно перемещаются на следующую станцию с помощью устройства передачи деталей для следующего этапа вытяжки; перерисовать; и последующие операции, такие как обрезка, штамповка и чеканка (см. первое изображение). Это позволяет производителю выполнять все необходимые операции по обработке деталей на одном прессе, а не на нескольких прессах.
Этот поточный многопозиционный печатный станок может быть оснащен любым количеством станций для выполнения всех необходимых вытяжек и других операций. Обычно это приводит к более высокой производительности продукта, чем альтернативы.
Рисунок 1
Прессы вертикального действия, такие как этот пресс
с 600-тонным пуансоном, 325-тонной подушкой,
и 200-тонная плита держателя заготовок, обычно
позволяют выполнять глубокие затяжки за один
плавное движение.
Гидравлический контур
Производитель штамповок должен учитывать, какая конструкция гидравлического контура подходит для его применения. Знание оптимальной и максимальной скоростей волочения материала, подлежащего волочению, а также наличие схемы, которая может адаптироваться к этим скоростям волочения, имеет важное значение для сокращения времени цикла при сохранении качества детали.
Простейшая гидравлическая система представляет собой один фиксированный контур с поршневым насосом. Эта схема подходит для глубокой вытяжки, когда вытянутая оболочка выталкивается через дно матрицы. Это позволяет установить пуансон чуть выше высоты загрузки бланка. Как только цикл инициируется, пуансон входит в зацепление с заготовкой и начинает вытягивание, выталкивая деталь из нижней части матрицы и возвращаясь к предварительно запрограммированной контрольной точке верхнего упора.
Для увеличения скорости подачи и отвода обычно используется несколько насосов и регенеративная (регенерационная) гидравлическая схема. Эта конструкция регенерации может более чем удвоить скорость продвижения с минимальным увеличением мощности. Схема с двумя насосами может увеличить скорость подвода и отвода, используя тот же размер (мощность двигателя), что и схема с одним насосом, за счет использования доступной мощности двигателя, когда пресс не работает. Схема регенерации направляет масло от штоковой части цилиндра к поршневой части цилиндра. С помощью этого типа гидравлической системы можно достичь скорости быстрого продвижения от 1000 до 2000 дюймов в минуту (IPM) практически без дополнительной мощности. Система предназначена для достижения полного расхода и давления, необходимых для прессующего насоса во время фазы нагнетания, при этом обеспечивая высокую скорость быстрого продвижения и отвода, чтобы сократить общее время цикла.
Эта конструкция регенерации может более чем удвоить скорость продвижения с минимальным увеличением мощности. Схема с двумя насосами может увеличить скорость подвода и отвода, используя тот же размер (мощность двигателя), что и схема с одним насосом, за счет использования доступной мощности двигателя, когда пресс не работает. Схема регенерации направляет масло от штоковой части цилиндра к поршневой части цилиндра. С помощью этого типа гидравлической системы можно достичь скорости быстрого продвижения от 1000 до 2000 дюймов в минуту (IPM) практически без дополнительной мощности. Система предназначена для достижения полного расхода и давления, необходимых для прессующего насоса во время фазы нагнетания, при этом обеспечивая высокую скорость быстрого продвижения и отвода, чтобы сократить общее время цикла.
Современные достижения в области гидравлических насосов позволяют точно регулировать давление и расход масла для любой конкретной части цикла прессования. Насосы с ограниченной мощностью обеспечивают подачу в цилиндр максимального потока масла для минимизации требуемого времени прокачки.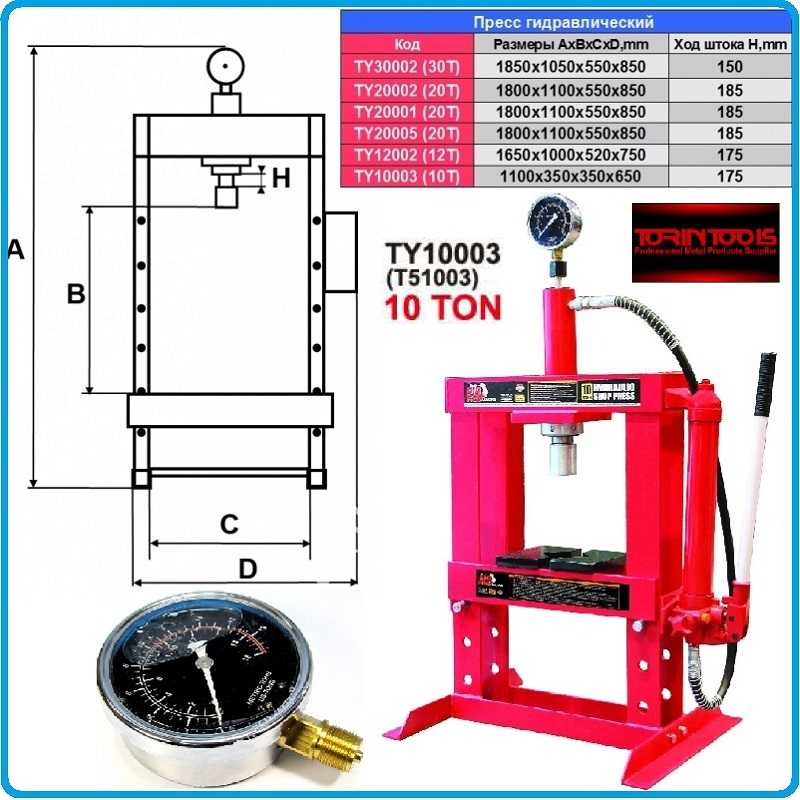 Возможность управления производительностью насоса обеспечивает исключительную гибкость гидравлического контура.
Возможность управления производительностью насоса обеспечивает исключительную гибкость гидравлического контура.
Для повышения воспроизводимости и точности пропорциональные клапаны используются для регулирования направления и давления. С пропорциональными распределителями с гистерезисом менее 0,1 процента можно достичь ±0,001 дюйма. позиционная точность. Пропорциональные предохранительные клапаны компенсируют изменения температуры и расхода масла, обеспечивая воспроизводимое давление.
Вспомогательные функции
Волочение оболочек часто требует приложения обратной силы для «зажатия» материала во время его волочения. Любой из стилей пресса может включать держатель подушки/заготовки, облегчающий изготовление детали. Обычно держатель подушки/заготовки используется для зажима материала под определенным давлением, чтобы контролировать поток материала, когда он втягивается в вытяжную матрицу. Это давление можно регулировать на протяжении всей вытяжки, чтобы учесть характеристики материала и предотвратить его сморщивание или разрыв.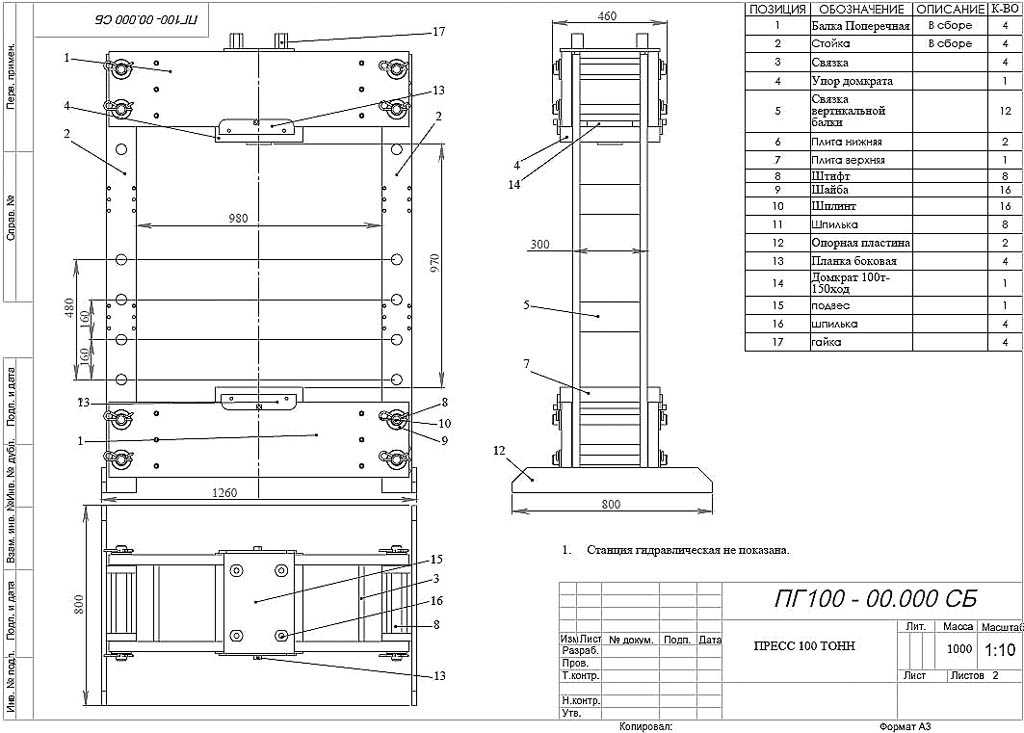
Еще одной особенностью прессов глубокой вытяжки является выбивное отверстие, которое обычно устанавливается на плунжере (см. рис. 2). Это можно использовать для пробивки отверстия в конце оболочки, отчеканки дна или удержания нарисованной оболочки на инструменте, когда пуансон возвращается к предварительно запрограммированной контрольной точке верхнего упора.
Может быть добавлена дополнительная гидравлика, позволяющая выполнять боковую пробивку. Кроме того, может потребоваться поток и давление гидравлического масла внутри самой матрицы. Это может быть встроено в гидравлический пресс и интегрировано в элементы управления, чтобы обеспечить приведение в действие при необходимости в рамках цикла.
Электрические элементы управления, человеко-машинный интерфейс
Современные гидравлические прессы могут быть очень технологически продвинутыми. Большинство из них в настоящее время управляются программируемым логическим контроллером (ПЛК), и сегодня многие прессы оснащены человеко-машинными интерфейсами (ЧМИ), что позволяет производителю быстро и легко изменять ход, давление, время выдержки, скорость ползуна и многие другие параметры пресса. параметров в течение цикла (см. Рисунок 3 ).
параметров в течение цикла (см. Рисунок 3 ).
Что еще более важно, ЧМИ позволяет штамповщикам обрабатывать детали одинаково раз за разом, независимо от того, производилась ли последняя обработка детали неделю назад или три года назад, поскольку все точные настройки выполняются на протяжении всего цикла для достижения оптимального качества детали. и время цикла сохраняются как параметры и сохраняются вместе с программой через ЧМИ. Это сокращает время настройки и гарантирует, что детали работают последовательно при каждом запуске.
Рисунок 2
Нокаут, установленный на таране, как показано здесь,
можно использовать, чтобы пробить отверстие в конце
раковины, вычеканить ее дно или сохранить
нарисованная оболочка для перерисовки.
С добавлением ЧМИ производители теперь могут использовать свои прессы в качестве устройства для исследований и разработок, чтобы узнать, как изменения в характере хода влияют на их продукт. Они могут определить, где и когда давление хода увеличивается или уменьшается. Затем эту информацию можно отобразить в виде диаграммы тенденций или графически, в зависимости от уровня технологии ЧМИ.
Они могут определить, где и когда давление хода увеличивается или уменьшается. Затем эту информацию можно отобразить в виде диаграммы тенденций или графически, в зависимости от уровня технологии ЧМИ.
Доступно множество других опций для минимизации времени настройки задания и идентификации инструмента. Считыватели штрих-кода обычно используются для обеспечения того, чтобы была вызвана правильная программа. При сканировании паспорта задания печатная машина автоматически выбирает программу, ранее установленную для этого задания. То же самое можно сделать с помощью радиочастотной идентификации (RFID), хотя RFID предоставляет значительно больше возможностей. Штамповщики могут использовать RFID, чтобы подтвердить, что для данной детали была выбрана правильная комбинация инструментов, штампов и программирования деталей, прежде чем разрешить цикл пресса. Это может предотвратить значительное повреждение инструмента, вызванное человеческим фактором во время настройки.
Штамповщики обычно настраивают ЧМИ в соответствии со своими индивидуальными потребностями, чтобы документировать и хранить их специфический производственный процесс.
