Чертеж листогиба: Чертежи и 3D-модели листогибов, описание и принцип работы
|
 Основа листогиба – двутавровая балка «восьмидесятка».
Основа листогиба – двутавровая балка «восьмидесятка».Гибка листового металла | Minifaber
Minifaber имеет пятидесятилетний опыт в области гибки листового металла : процесс холодной обработки металла, который происходит с помощью машины, называемой гибочным станком. Форма гибочного станка оказывает давление на плоскую пластину для получения различных форм.
Форма гибочного станка оказывает давление на плоскую пластину для получения различных форм.
Гибка листового металла вместе с процессом резки и формовки используется на металлических поверхностях для получения полуфабрикатов и может осуществляться на поверхностях разных типов: наша специализация гибка алюминия, нержавеющей стали, железа и меди .
Что вы найдете на этой странице?
- Как работает гибка листового металла в Minifaber;
- Гибка алюминия;
- Гибка стали;
- Гибка железа;
- Гибка из нержавеющей стали;
- Гибка меди;
- Различные виды гибки листового металла;
- Наша специализация в гибке листов;
- Минифаберные машины.
Качество гибки алюминиевого листа
Каждый металл по-разному реагирует на операцию гибки листового металла, поэтому каждый из них требует тщательного обращения в соответствии с его механическими и физическими свойствами, чтобы избежать растрескивания.
Чтобы иметь возможность предоставлять качественные услуги по гибке листового металла, мы полагаемся на 7 технологически продвинутых гибочных станков и хорошо подготовленный технический персонал , который превратит вашу идею в осуществимый проект и, в конечном итоге, , в реальный готовый продукт или полуфабрикат.
Хотите узнать больше о наших услугах по гибке листового металла? Свяжитесь с нами для получения дополнительной информации
Гибка алюминиевого листа
Гибка алюминиевого листа является одним из самых простых процессов, благодаря хорошо известным свойствам, характеризующим алюминий: мягкость, ковкость и легкость позволяют сгибать его без риска поломки или образования трещин. Узнайте больше о процессе гибки алюминия и о том, как мы это делаем, здесь, в Minifaber.
Гибка стального листа
Гибка, также известная как прессование, отбортовка, фальцовка и окантовка, является одним из наиболее часто используемых методов холодной обработки в производстве листового металла.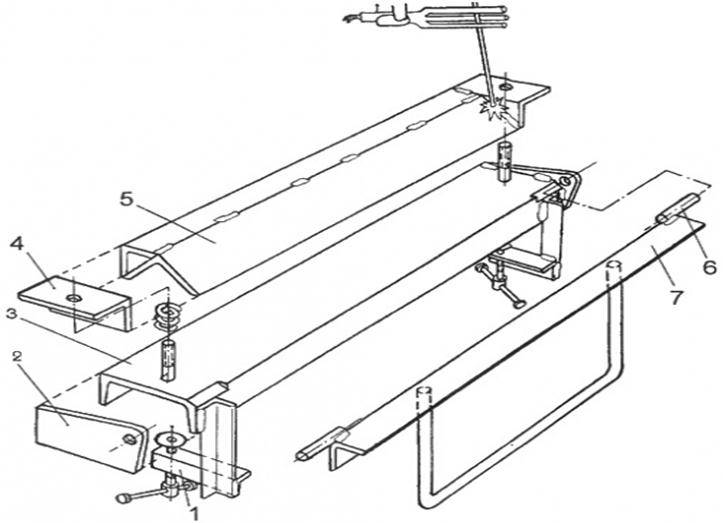 Наиболее характерным свойством стали является ее твердость: поэтому при гибке стали важно соблюдать точные меры, которые позволяют всегда получать оптимальный результат. 9Гибка стали 0016 и гибка нержавеющей стали — несколько разные процессы: в Minifaber мы выполняем оба процесса с максимальной точностью.
Наиболее характерным свойством стали является ее твердость: поэтому при гибке стали важно соблюдать точные меры, которые позволяют всегда получать оптимальный результат. 9Гибка стали 0016 и гибка нержавеющей стали — несколько разные процессы: в Minifaber мы выполняем оба процесса с максимальной точностью.
Гибка листового железа
Это второй по популярности металл после алюминия: поэтому легко понять, насколько широк спектр его применения. Чтобы удовлетворить все эти потребности, мы выполняем процессов гибки железа . Изгиб железного листа деформирует железный лист, но не меняет его толщины. Процесс всегда должен выполняться профессионалами из-за характеристик металла:
- температура обработки;
- стресс из-за предыдущих процессов;
- вид ребер, которые нужно получить;
- длина и толщина заготовки.
Гибка листов из нержавеющей стали
Нержавеющая сталь особенно востребована в пищевой, фармацевтической и косметической отраслях из-за ее высокой коррозионной стойкости: таким образом можно поддерживать высокий уровень гигиены.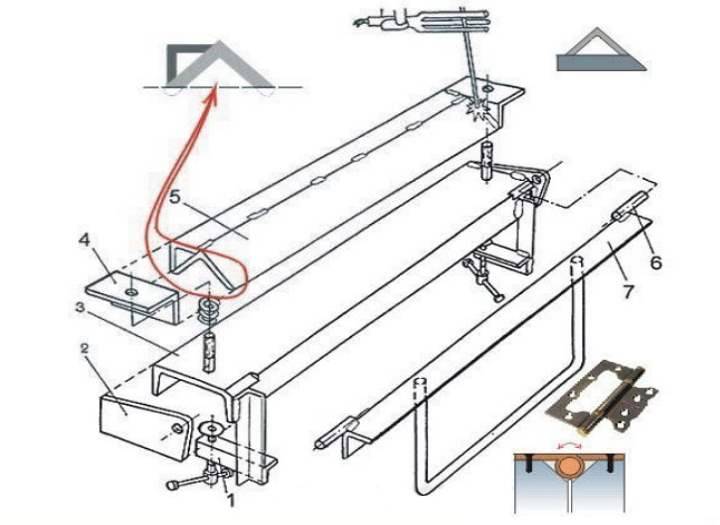 Узнайте больше о том, как мы гнем сталь и нержавеющую сталь.
Узнайте больше о том, как мы гнем сталь и нержавеющую сталь.
Гибка медного листа
Высокая электропроводность и теплопроводность меди делают ее одним из наиболее востребованных металлов, например, в строительстве. Фактически, медь обладает несколькими характеристиками, которые делают ее лучшим выбором для операций гибки, несмотря на ее высокую стоимость. Для этих конкретных запросов в микроволокне изгиб меди соединен с изгибом других металлов. Благодаря нашей специализации в области холодной обработки металлов, в Minifaber мы успешно обеспечиваем гибка меди услуга, позволяющая получить именно тот продукт, который вы хотите!
Какие существуют виды гибки листового металла?
Изгиб листа требует приложения силы к листовому металлу, который изгибается под углом и принимает желаемую форму. Но это только общий процесс: если мы углубимся в детали, мы найдем:
- гибка листового металла с V-образной матрицей или воздушная гибка – самый распространенный, когда нужно достичь угла до 90°
- U-образная гибка , в которой используются цилиндрические формы
- ротационная гибка , когда металлогибочная машина изгибает плоскую металлическую поверхность благодаря использованию ротационной матрицы (цилиндра)
Наш процесс гибки листового металла
В зависимости от типа листового металла Minifaber выбирает наиболее подходящий процесс.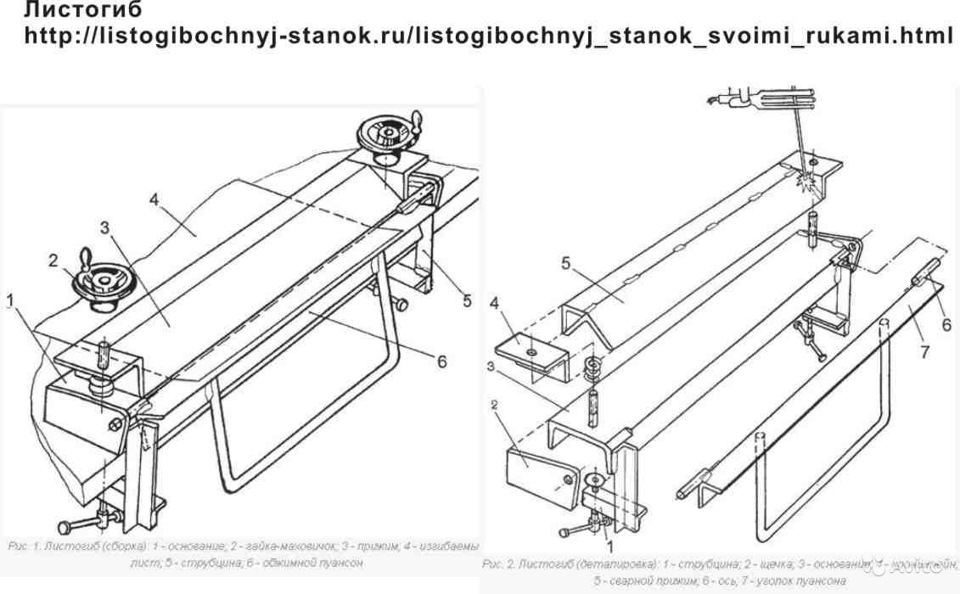 Прежде всего, мы сотрудничаем с клиентами, чтобы определить необходимый продукт. Затем мы изучаем этапы реализации полуфабриката или готового продукта и выбираем правильный станок и процесс гибки листового металла между воздушной гибкой, U-образной гибкой и ротационной гибкой.
Прежде всего, мы сотрудничаем с клиентами, чтобы определить необходимый продукт. Затем мы изучаем этапы реализации полуфабриката или готового продукта и выбираем правильный станок и процесс гибки листового металла между воздушной гибкой, U-образной гибкой и ротационной гибкой.
V-образная и воздушная гибка листового металла
V-образная и воздушная гибка называются так потому, что заготовка не полностью касается частей инструмента. В процессе воздушной гибки заготовка опирается на 2 точки, а пуансон продавливает изгиб. Это по-прежнему обычно делается с помощью листогибочного пресса, но нет необходимости в боковой матрице.
Процесс гибки листового металла воздух-воздух обеспечивает большую гибкость. С помощью этого метода можно получить от 90 до 180 градусов. В случае, если нагрузка снята и пружинение материала приводит к неправильному углу, его легко отрегулировать, приложив большее усилие.
Конечно, это приводит к меньшей точности, чем другие типы обработки листового металла. При этом большим преимуществом воздушной гибки является то, что для гибки под разными углами не требуется переналадка.
При этом большим преимуществом воздушной гибки является то, что для гибки под разными углами не требуется переналадка.
Процесс U-образного изгиба
U-образный изгиб очень похож на V-образный изгиб. Есть матрица и пуансон, на этот раз цилиндрической формы, которые приводят к изгибу листового металла. Это очень простой метод гибки, например, стальных U-образных профилей, но он не так распространен, так как такие профили можно изготавливать и другими, более гибкими методами.
Ротационная гибка листового металла
Роликовая гибка используется для изготовления труб или конусов различной формы с использованием цилиндрических форм. В зависимости от мощности машины и количества валков одновременно может выполняться один или несколько гибов.
Чтобы согнуть деталь с обоих концов и центральной секции, требуется дополнительная операция. Этот процесс гибки листового металла выполняется на гидравлическом прессе или листогибочном прессе. В противном случае края будут плоскими.
Станки Minifaber для гибки листового металла
Гибка листового металла осуществляется на станках с ЧПУ , которые могут гнуть либо большое количество, либо отдельный кусок металла с одинаковой и предельной точностью .
В зависимости от ваших потребностей, это технологическое оборудование может выполнять различные виды гибки, такие как стандартные , U-образные или поворотные . Minifaber может выбрать среди 7 гибочных станков весом от 30 до 180 тонн в зависимости от получаемого продукта.
- Гибка листового металла: 5 удивительных архитектурных творений
- Штамповка листового металла, руководство для начинающих
Minifaber, 50 лет ноу-хау в процессах холодной штамповки металлов в малых и больших количествах.
Свяжитесь с нами для оценки и технико-экономического обоснования
Возникли проблемы с расчетом площади при гибке листового металла?
Прежде чем звонить в техподдержку САПР, измерьте внутренний радиус изгиба формованной детали. Если вы ошибетесь с радиусом, ваши расчеты изгиба развалятся. Getty Images
Если вы ошибетесь с радиусом, ваши расчеты изгиба развалятся. Getty Images
Я получаю много писем, в которых задается один и тот же фундаментальный вопрос: Кажется, что наши плоские заготовки никогда не работают должным образом. Мы совершаем десятки поездок между проектированием, программированием и цехом, прежде чем получаем работающую плоскую заготовку.
Мы много раз общались с представителями САПР и программистами. Нас уверяют, что программа работает корректно, но мы так и не можем заставить цифры работать. Они говорят нам, что мы можем скорректировать некоторые числа для k-факторов, допусков на изгиб и уменьшения изгиба. Но для вычета изгиба требуется допуск на изгиб, а для допуска на изгиб требуется k-фактор. К-фактор обычно представляет собой произвольное значение, и, похоже, никто не знает, как его вычислить. Если уж на то пошло, никто не может нам сказать, где вообще применяется k-фактор в эмпирических формулах.
Все буквы заканчиваются примерно одинаково: Чего здесь не хватает? Если система САПР работает правильно, почему заготовки всегда неправильные?
Во-первых, позвольте мне сказать, что люди из CAD правы, когда говорят вам, что формулы работают так, как должны. Тем не менее, их настройки по умолчанию, возможно, потребуется несколько скорректировать в зависимости от практики вашего магазина.
Тем не менее, их настройки по умолчанию, возможно, потребуется несколько скорректировать в зависимости от практики вашего магазина.
В девяноста девяти процентах случаев проблемы возникают из-за дизайна деталей и заводских методов. С чего начать? Начнем с терминологии, так как многие из них используются неправильно.
Терминология
Хотя я часто рассуждаю на тему профессионального языка и его неправильного использования, стоит повторить. Слишком часто k-фактор одного человека является допуском на изгиб для другого и вычетом изгиба для другого. Люди используют эти термины взаимозаменяемо, что является большой ошибкой. Каждый имеет точное значение. Кто-то пытается объяснить что-то, используя неправильный язык с неправильным значением, тому, кто интерпретирует (часто неправильно) сказанное — я уверен, что вы видите здесь проблему.
Несколько терминов описывают суть любой операции гибки (см. Рисунок 1 ). Одной из них является нейтральная ось , которая представляет собой теоретическую область внутри изгиба, которая не претерпевает изменений в процессе формования; он не расширяется и не сжимается. Однако он меняет местоположение, что является основной причиной удлинения изгиба.
Однако он меняет местоположение, что является основной причиной удлинения изгиба.
k-фактор — это множитель, который вычисляет положение вновь перемещенной нейтральной оси в толщине материала после формовки. Коэффициент k никогда не превышает 50%, так как сжатие внутри изгиба не может превышать расширение снаружи изгиба. (Для более глубокого изучения k-фактора см. «Анализ k-фактора при гибке листового металла».)
Вам понадобится k-фактор для расчета припуска на изгиб (BA) или расстояния вокруг изгиба по нейтральной оси. Вы можете рассчитать его, используя эту эмпирическую формулу, которая включает общий k-фактор 0,4468:
BA = [(0,017453 × Внутренний радиус изгиба) + (0,0078 × Толщина материала)] × Градусы угла изгиба снаружи изгиб
РИСУНОК 1. В основе любой операции гибки листового металла лежат несколько терминов, включая нейтральную ось, внутренний радиус изгиба, внешний отступ (OSSB) и припуск на изгиб (BA). Вы вычисляете вычет изгиба, удваивая OSSB и вычитая BA.
Вы вычисляете вычет изгиба, удваивая OSSB и вычитая BA.
Коэффициент k в этой формуле представлен цифрой 0,0078: 0,0078 = (π/180) × коэффициент k. Если вы хотите изменить коэффициент k по умолчанию, равный 0,4468, вы можете включить его в эту часть уравнения. Также обратите внимание, что в формуле ВА всегда используется угол, рассчитанный снаружи изгиба, то есть внешний угол, как показано на Рисунке 1.
На Рисунке 1 также показан внешний отступ (OSSB) «уступ», который рассчитывается с помощью этого уравнения (здесь обычно используется внешний угол изгиба):
OSSB = [Касательная (1/2 градуса угла изгиба)] × (Mt + Ir)
OSSB — это расстояние от точки касания плоскости и радиуса изгиба до вершины изгиба, как измеряется по внешней стороне изгиба. Как показано на Рисунке 1, для каждой оси имеется по одному отступу.
Наконец, вычитание изгиба (BD) представляет собой разницу между удвоенной OSSB и BA: (OSSB × 2) — BA. И BD, и BA используются для компенсации удлинения детали при формовании. Когда вы сгибаете кусок металла, он удлиняется (становится больше), поэтому ваша плоская заготовка должна быть меньше, чем сумма фланцев и общих габаритных размеров после формовки.
Когда вы сгибаете кусок металла, он удлиняется (становится больше), поэтому ваша плоская заготовка должна быть меньше, чем сумма фланцев и общих габаритных размеров после формовки.
Вы знаете условия — что теперь?
Все это можно применить к макету развертки двумя различными способами. Один из способов вычитает BD из суммы внешних размеров; другой добавляет BA к сумме внутренних размеров. Оба дадут вам функционально тот же результат.
Рисунок 2 иллюстрирует эту концепцию. X и Y — это размеры двух сторон (или «плоские»), измеренные от края до точки касания радиуса (чтобы увидеть, где находится точка касания, см. рис. 1). Исключенная область между квартирами – это БА. Сумма X1 и Y1 представляет собой общий внешний размер. BA добавляется к измерениям X1 и Y2 (BA + X1 + Y1), а BD (думаю, «вычесть») вычитается из суммы X и Y: (X + Y) — BD.
На рисунке 3 показано, как применяется эта концепция. Деталь, изогнутая под углом 90 градусов, имеет общий внешний размер 5 дюймов; вертикальная ножка 2 дюйма, горизонтальная ножка 3 дюйма. Опять же, металл удлиняется при изгибе, поэтому плоская заготовка должна быть меньше 5 дюймов в длину.
Опять же, металл удлиняется при изгибе, поэтому плоская заготовка должна быть меньше 5 дюймов в длину.
Эти рисунки являются прекрасным примером того, почему так важно, чтобы вы все говорили на одном торговом языке. К-фактор не является допуском на изгиб, а допуск на изгиб не является вычетом изгиба.
Радиус изгиба
Значения k-фактора, BA и BD выводятся из конечного радиуса изгиба детали — , а радиус изгиба, который вы можете получить на листогибочном прессе, будет зависеть от инструмента, имеющегося в вашем цехе. Если вы выполняете гибку на воздухе, ваш внутренний радиус формируется в процентах от отверстия штампа. Если вы выполняете дно или чеканку, радиус вершины пуансона определяет внутренний радиус изгиба.
РИСУНОК 2. Допуск на изгиб добавляется к общему внутреннему размеру, измеренному по касательной к изгибу (X1 и Y1), а вычет из суммы внешних размеров (X и Y) вычитается.
Если вы сделаете это неправильно, ваши плоские части не будут работать для вас после формирования. Помните, что радиус изгиба является сердцевиной любой операции гибки и всегда должен быть вашей главной заботой; это то, на чем основаны все ваши расчеты и как вы можете достичь желаемых результатов в цеху.
Помните, что радиус изгиба является сердцевиной любой операции гибки и всегда должен быть вашей главной заботой; это то, на чем основаны все ваши расчеты и как вы можете достичь желаемых результатов в цеху.
Прежде чем приступить к опросу технического персонала поставщика САПР или самостоятельно вносить изменения в вашу САПР, обратите внимание на внутренний радиус. Во-первых, убедитесь, что операторы тормозов проверяют внутренний радиус. Стандартные радиусные датчики также не лучший вариант, поскольку они бывают только стандартных размеров: 1/64, 1/32, 1/16 дюйма и так далее. Это было бы хорошо в операции дна или чеканки, поскольку радиус изгиба штампуется в детали. Но при воздушной формовке внутренний радиус определяется в процентах от отверстия штампа; он «плавает», и именно по этой причине многие мастерские используют измерительные штифты или даже изготовленные по индивидуальному заказу радиусные измерители, вырезанные лазером, для проверки внутреннего радиуса изгиба и для того, чтобы убедиться, что оператор листогибочного пресса производит внутренний радиус изгиба в соответствии с конструкцией. Когда значения внутреннего радиуса соблюдены, плоскость также должна работать.
Когда значения внутреннего радиуса соблюдены, плоскость также должна работать.
Пройдите в цех
Если вы когда-либо посещали один из моих семинаров, вы слышали, как я говорил: «Идите в цех и скажите своим операторам, что вы здесь не для того, чтобы судить их. Вы здесь для информации, а именно, какие методы формовки они используют для каких типов материалов». Кроме того, получите список доступных инструментов, а затем спроектируйте с учетом этих параметров. Я думаю, вы обнаружите, что ваши детали работают, и нет необходимости настраивать вашу CAD-систему, хотя это все еще может быть вариантом, если это необходимо.
И последнее: сообщите операторам, какой набор инструментов вы разработали для этой детали, и будьте непреклонны в том, чтобы они следовали этим инструкциям. Набор инструментов, материал и метод формирования определяют внутренний радиус изгиба. Если вы сделаете это неправильно, у вас возникнут проблемы со всеми последующими вычислениями.
РИСУНОК 3.
