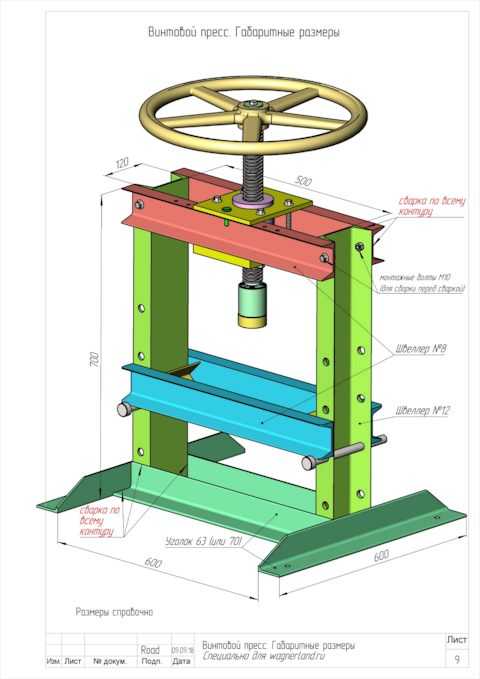
Чертеж пресса гидравлического: Пресс гидравлический своими руками – как сделать, чертежи + Видео
Содержание
работа, видео, фото, чертежи, схемы
Сведения о производителе пресса гидравлического одностоечного П6324
Производителем и головным разработчиком гидропресса П6324 является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения .
Производителем пресса П6324, также, является Тамбовский завод технологического оборудования.
В настоящее время пресс П6324 производит, также, ООО СО «ПРЕССМАШ», г. Москва. Адрес сайта: https://sopressmash.ru
Станки, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
- ДГ2432
— пресс гидравлический рамный для пластмасс 1600 кН - ДГ2434
— пресс гидравлический рамный для пластмасс 2500 кН - ДГ2436
— пресс гидравлический рамный для пластмасс 4000 кН - ДЕ2426
— пресс гидравлический рамный для пластмасс 400 кН - ДЕ2428
— пресс гидравлический рамный для пластмасс 630 кН - ДЕ2430
— пресс гидравлический рамный для пластмасс 1000 кН - П6320
— пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН - П6320Б
— пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН - П6324
— пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН - П6324Б
— пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН - П6326
— пресс гидравлический одностоечный С- образный правильно запрессовочный 400 кН - П6328
— пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН - П6328Б
— пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН - П6330
— пресс гидравлический одностоечный С- образный правильно запрессовочный 1000 кН - П6334
— пресс гидравлический одностоечный С- образный правильно запрессовочный 2500 кН - ПД476
— пресс гидравлический рамный для пластмасс 1600 кН
youtube.com/embed/UHYi4GNqgeE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
П6324 Пресс гидравлический одностоечный. Назначение, область применения
Машина П6324 разработана в 1977 году. Разработчик ПО Гидропресс г. Оренбург.
Пресс гидравлический одностоечный без гидроподушки П6324 предназначен для выполнения широкого круга работ: запрессовки — выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6324, усилием 250кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка — при оснащении правильным инструментом и правильным столом;
- точная правка — при оснащении устройством для точной правки и, при необходимости, правильным столом.
Прессы могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6324, кроме того, имеют возможность встройки в автоматическую линию или комплекс. По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 — механизмом точной правки.
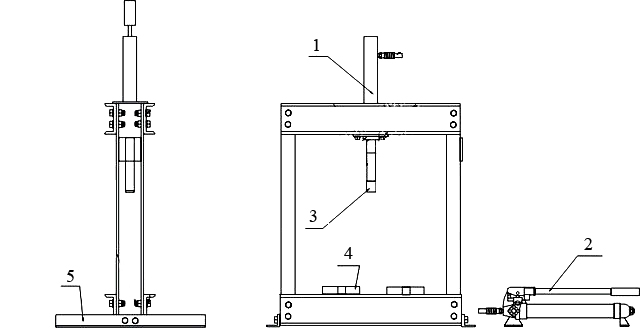
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр — поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
На прессах установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.
Смазка комбинированная.
Конструкция прессов позволяет встраивать их в автоматические линии.
Пресс гидравлический. Общие сведения
Гидравлический пресс — это гидравлическая машина, предназначенная для создания больших сжимающих усилий. Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Гидравлический пресс состоит из двух сообщающихся гидравлических цилиндров (с поршнями) разного диаметра. Цилиндр заполняется гидравлической жидкостью, водой, маслом или другой подходящей жидкостью.
Гидравлические прессы в отличие от молотов деформируют металл при малых скоростях движения рабочего инструмента — до 30 см/с. Эта скорость в начале деформирования заготовки равна нулю.
Основная работа совершается гидропрессами давлением рабочей жидкости (воды, эмульсии, масла), создаваемым в рабочих цилиндрах. Чем выше это давление и чем больше площадь рабочих цилиндров, тем значительнее усилие, развиваемое прессом. В настоящее время в гидравлических прессах создаются давления до 100 МПа (1000 ат). Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Обозначение гидравлических прессов
Значения первых двух цифр в обозначениях гидравлических прессов:
- П32 — пресс листоштамповочный, отбортовочный
- П60, П61, П63 — пресс одностоечный правильно запрессовочный
- П31, П34 — пресс одностоечный простого действия
- П33 — пресс рамный двойного действия
За двумя первыми цифрами следуют еще две цифры, обозначающие номинальное усилие пресса, а затем буква, которая показывает его модификацию в группе прессов данного вида.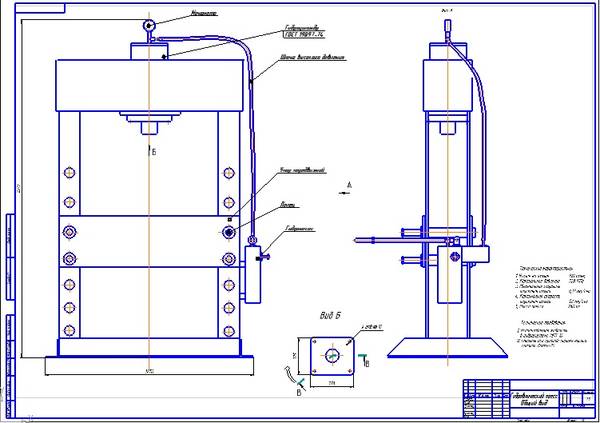
Значения основного параметра в обозначениях прессов:
Таблица 1. Обозначение основного параметра пресса
| Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН |
| 14 | 25 кН | 20 | 100 кН | 30 | 1000 кН | 40 | 10000 кН |
| 15 | 31,5 кН | 21 | 125 кН | 31 | 1250 кН | 41 | 12500 кН |
| 16 | 40 кН | 22 | 160 кН | 32 | 1600 кН | 42 | 16000 кН |
| 18 | 63 кН | 23 | 200 кН | 33 | 2000 кН | 43 | 20000 кН |
| 24 | 250 кН | 34 | 2500 кН | 44 | 25000 кН | ||
| 25 | 315 кН | 35 | 3150 кН | 45 | 31500 кН | ||
| 26 | 400 кН | 36 | 4000 кН | 46 | 40000 кН | ||
| 28 | 630 кН | 38 | 6300 кН | 48 | 63000 кН |
Пример обозначения гидравлических прессов:
- П6320Б — 100 кН, пресс одностоечный правильно запрессовочный
- П6328Б — 630 кН, пресс одностоечный правильно запрессовочный
- П6330 — 1000 кН, пресс одностоечный правильно запрессовочный
- П6334 — 2500 кН, пресс одностоечный правильно запрессовочный
Виды и классификация листогибочного оборудования с гидроприводом
Согласно отраслевой нормали КН-1-01 отечественное оборудование для гибки маркируется буквой И, после которой следует условное обозначение типа и рабочего усилия оборудования. Например, марка И2730Ф указывает на то, что данная кузнечно-штамповочная машина представляет собой листогибочный пресс с ЧПУ (буква Ф в конце маркировки), а максимальное рабочее усилие (последние две цифры) составляет 1000 кН.
Кроме того, промышленные листогибы классифицируются:
- По типу станины: выпускаются оборудование с открытой станиной С-образного типа, и с закрытой станиной рамного типа.

- По наличию либо отсутствию средств автоматизации процесса. Высокофункциональный листогибочный пресс с ЧПУ, несмотря на свою более высокую стоимость, значительно выгоднее обычного приводного листогиба, поскольку позволяет оперативно программировать себя на деформирование изделий с различной формой, чем существенно снижаются непроизводительные простои прессов.
- По конструктивному исполнению силовых гидроцилиндров листогибочный пресс может быть с нижним расположением цилиндров (с тянущими цилиндрами), и с верхним (толкающие цилиндры). С точки зрения распределения усилий во время деформирования, более высокой долговечностью отличаются прессы с верхним расположением силовых органов, поскольку в этом случае преобладают сжимающие напряжения, допустимый уровень которых для сталей всегда выше, чем сжимающих.
П6320 Пресс гидравлический одностоечный.
 Схемы, описание, характеристики
Схемы, описание, характеристики
Сведения о производителе пресса гидравлического одностоечного П6320
Производителем пресса П6320 является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения завода «Гидропресс».
В настоящее время однокривошипный пресс П6320 производит ПАО «Кувандыкский завод кузнечно-прессового оборудования «Долина» г. Кувандык
В настоящее время пресс П6320 производит, также, ООО СО «Прессмаш», г. Москва
Станки, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
- ДГ2432 — пресс гидравлический рамный для пластмасс 1600 кН
- ДГ2434 — пресс гидравлический рамный для пластмасс 2500 кН
- ДГ2436 — пресс гидравлический рамный для пластмасс 4000 кН
- ДЕ2426 — пресс гидравлический рамный для пластмасс 400 кН
- ДЕ2428 — пресс гидравлический рамный для пластмасс 630 кН
- ДЕ2430 — пресс гидравлический рамный для пластмасс 1000 кН
- П6320 — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6320Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6324 — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6324Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6326 — пресс гидравлический одностоечный С- образный правильно запрессовочный 400 кН
- П6328 — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6328Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6330 — пресс гидравлический одностоечный С- образный правильно запрессовочный 1000 кН
- П6334 — пресс гидравлический одностоечный С- образный правильно запрессовочный 2500 кН
- ПД476 — пресс гидравлический рамный для пластмасс 1600 кН
П6320 пресс гидравлический одностоечный.
 Назначение, область применения
Назначение, область применения
Машина П6320 разработана в 1977 году. Разработчик ПО Гидропресс г. Оренбург.
Прессы гидравлические одностоечные без гидроподушки П6320 предназначены для выполнения широкого круга работ: запрессовки — выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6320, усилием 100кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка — при оснащении правильным инструментом и правильным столом;
- точная правка — при оснащении устройством для точной правки и, при необходимости, правильным столом.
Гидравлические прессы П6320 могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6320, кроме того, имеют возможность встройки в автоматическую линию или комплекс. По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 — механизмом точной правки.
По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 — механизмом точной правки.
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр — поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
На прессах П6320 установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.
Смазка комбинированная.
Конструкция прессов позволяет встраивать их в автоматические линии.
Прессы изготовляются и поставляются в соответствии с техническими условиями
- ТУ2-041-748—83 (пресс модели П6320)
- ТУ2-041-747—82 (пресс модели П6328Б)
Климатическое исполнение:
- для умеренного, холодного климата (основное)
- тропическое (по особому заказу)
Разработчик — оренбургский завод гидравлических прессов «Гидропресс» (головной).
Пресс гидравлический. Общие сведения
Гидравлический пресс — это гидравлическая машина, предназначенная для создания больших сжимающих усилий. Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Гидравлический пресс состоит из двух сообщающихся гидравлических цилиндров (с поршнями) разного диаметра. Цилиндр заполняется гидравлической жидкостью, водой, маслом или другой подходящей жидкостью.
Гидравлические прессы в отличие от молотов деформируют металл при малых скоростях движения рабочего инструмента — до 30 см/с. Эта скорость в начале деформирования заготовки равна нулю.
Основная работа совершается гидропрессами давлением рабочей жидкости (воды, эмульсии, масла), создаваемым в рабочих цилиндрах. Чем выше это давление и чем больше площадь рабочих цилиндров, тем значительнее усилие, развиваемое прессом. В настоящее время в гидравлических прессах создаются давления до 100 МПа (1000 ат). Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Обозначение гидравлических прессов
Значения первых двух цифр в обозначениях гидравлических прессов:
- П32 — пресс листоштамповочный, отбортовочный
- П60, П61, П63 — пресс одностоечный правильно запрессовочный
- П31, П34 — пресс одностоечный простого действия
- П33 — пресс рамный двойного действия
За двумя первыми цифрами следуют еще две цифры, обозначающие номинальное усилие пресса, а затем буква, которая показывает его модификацию в группе прессов данного вида.
Значения основного параметра в обозначениях прессов:
Таблица 1. Обозначение основного параметра пресса
| Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН |
|---|---|---|---|---|---|---|---|
| 14 | 25 кН | 20 | 100 кН | 30 | 1000 кН | 40 | 10000 кН |
| 15 | 31,5 кН | 21 | 125 кН | 31 | 1250 кН | 41 | 12500 кН |
| 16 | 40 кН | 22 | 160 кН | 32 | 1600 кН | 42 | 16000 кН |
| 18 | 63 кН | 23 | 200 кН | 33 | 2000 кН | 43 | 20000 кН |
| 24 | 250 кН | 34 | 2500 кН | 44 | 25000 кН | ||
| 25 | 315 кН | 35 | 3150 кН | 45 | 31500 кН | ||
| 26 | 400 кН | 36 | 4000 кН | 46 | 40000 кН | ||
| 28 | 630 кН | 38 | 6300 кН | 48 | 63000 кН |
Пример обозначения гидравлических прессов:
- П6320 — 100 кН, пресс одностоечный правильно запрессовочный
- П6328 — 630 кН, пресс одностоечный правильно запрессовочный
- П6330 — 1000 кН, пресс одностоечный правильно запрессовочный
- П6334 — 2500 кН, пресс одностоечный правильно запрессовочный
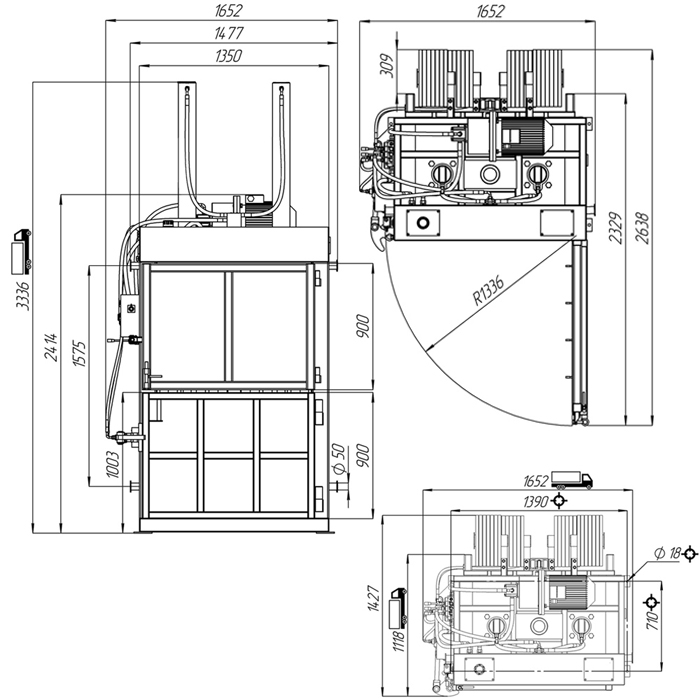
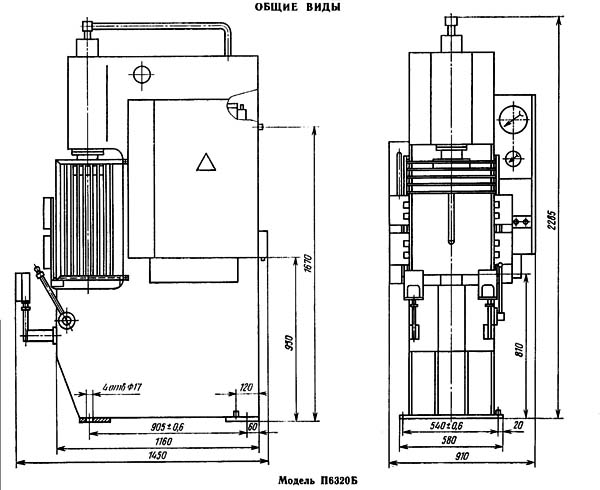
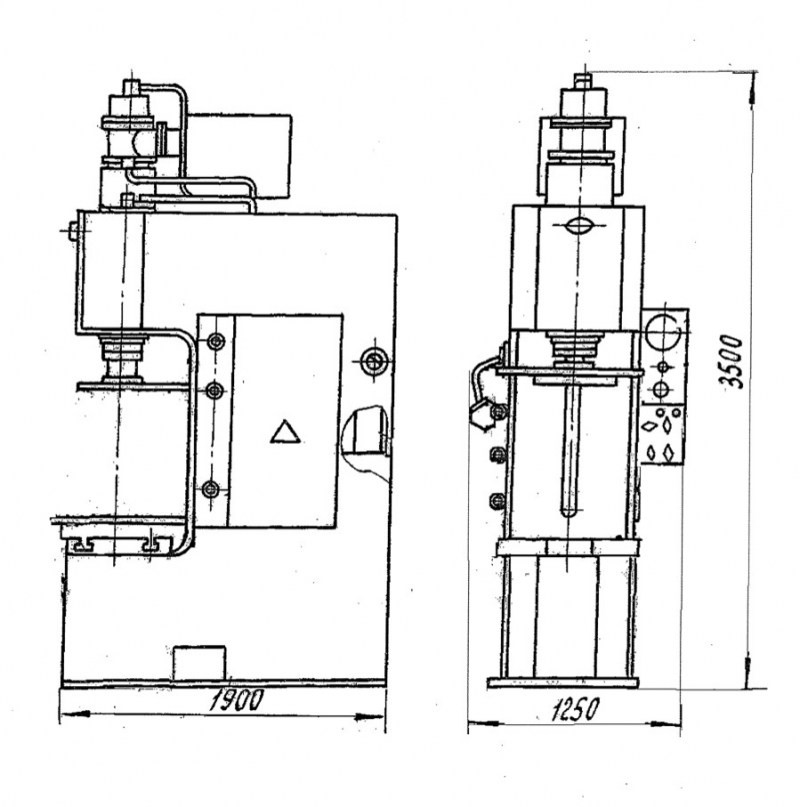
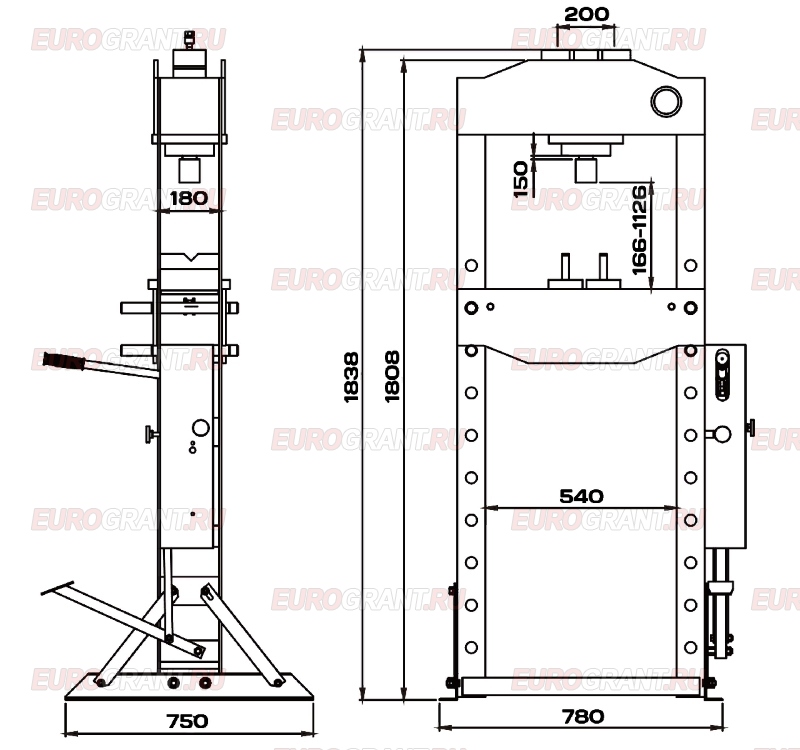
Габаритные размеры гидравлического пресса П6320
Габаритные размеры гидравлического пресса П6320
Габаритные размеры рабочего пространства гидравлического пресса П6320
Габаритные размеры рабочего пространства пресса П6320
Общий вид гидравлического пресса П6320
Фото гидравлического пресса П6320
Установочный чертеж гидравлического пресса П6320
Установочный чертеж пресса П6320
Читайте также: Производители кузнечно-прессового оборудования в России
П6320 Пресс гидравлический.
 Видеоролик.
Видеоролик.
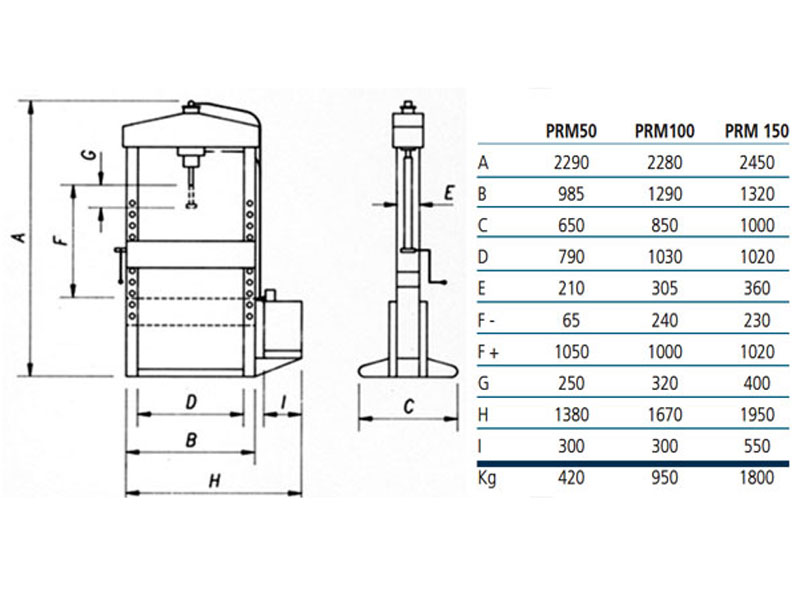
Технические характеристики пресса П6320
| Наименование параметра | П6320 | П6324 | П6326 | П6328 |
|---|---|---|---|---|
| Основные параметры | ||||
| Номинальное усилие пресса, кН (т) | 100 (10) | 250 (25) | 400 (40) | 630 (63) |
| Наибольший ход штока (ползуна), мм | 400 | 500 | 500 | 500 |
| Наибольшее расстояние между столом и штоком — открытая высота пресса, мм | 600 | 710 | 710 | 710 |
| Наибольшее расстояние между столом и штоком — открытая высота пресса в правильном исполнении, мм | 420 | |||
| Расстояние от оси штока до станины (вылет), мм | 200 | 250 | 320 | |
| Скорость штока — рабочий ход, мм/сек | 20 | 24 | 10 | |
| Скорость штока — холостой ход, мм/сек | 125 | 125 | 220 | |
| Скорость штока — возвратный ход, мм/сек | 300 | 300 | 310 | |
| Размеры стола, мм | 500 х 380 х 57 | 630 х 480 | 710 х 560 | |
| Размеры проема в столе, мм | 125 | 160 | ||
| Размеры съемного правильного стола, мм | 1250 х 300 х 180 | 1600 х 360 х 250 | 1600 х 360 | |
| Масса съемного правильного стола, кг | 290 | |||
| Масса правильного инструмента, кг | ||||
| Высота стола над уровнем пола, мм | 800 | 620 | ||
| Номинальное рабочее давление жидкости основное, МПа (кгс/см²) | 16 (160) | 20 (200) | 25 (250) | |
| Электрооборудование | ||||
| Количество электродвигателей | 1 | 2 | 1 | |
| Электродвигатель главного привода, кВт (об/мин) | 3 (1500) | 7,5 (1450) | 13 | 11 |
| Габариты и масса пресса | ||||
| Габариты пресса (длина ширина высота), мм | 1450 х 810 х 2285 | 1600 х 935 х 2730 | 1600 х 1845 х 2348 | 1060 х 1800 х 2900 |
| Масса станка, кг | 1260 | 1587 | 3000 | 3390 |
- Банкетов А.
 Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970 - Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.
 Н. Ковка на молотах и прессах, 1979
Н. Ковка на молотах и прессах, 1979 - Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
Пресс для глубокой вытяжки формирует деталь из заготовки из листового металла. Деталь может быть зажата в матрице с помощью отдельного плунжера, который обеспечивает контролируемый поток металла, когда пуансон проталкивает материал в полость. Пресс также может быть предназначен для обратного формования. Хотя определения глубокой вытяжки несколько различаются, ее, безусловно, можно назвать довольно радикальным процессом формования, состоящим из взятия плоского материала и формирования чашеобразных форм.
Гидравлические прессы для глубокой вытяжки лучше всего подходят для операций глубокой вытяжки, поскольку они обеспечивают точное управление скоростью ползуна, обеспечивая контроль над скоростью потока металла внутри штампов и предотвращая разрыв или сморщивание материала. Гидравлические прессы для глубокой вытяжки также могут использовать многоступенчатую формовку в дополнение к различному тоннажу на протяжении всего цикла.
Компания Advanced Machine Design Company использует более 37 лет инженерных знаний и опыта для проектирования и производства гидравлических прессов глубокой вытяжки для тяжелых промышленных условий. Мы предлагаем стандартные конструкции прессов, но, как правило, каждый пресс для глубокой вытяжки разработан специально для конкретного применения. При проектировании пресса для глубокой вытяжки учитывается множество факторов, и в каждой конструкции они учитываются индивидуально. Наши прессы глубокой вытяжки в настоящее время производят компоненты, начиная от компонентов кондиционеров и бытовой техники и заканчивая компонентами турбинных двигателей.
Факторы для проектирования прессов глубокой вытяжки:
Гидравлические прессы для глубокой вытяжки компании Advanced Machine Design могут поставляться с автоматизированной погрузочно-разгрузочной работой на входе и выходе. Это добавленная стоимость при покупке всей системы «под ключ» у одного поставщика.
Характеристики стандартного пресса:
Дополнительные аксессуары:
Типы и области применения гидравлических прессов:
Advanced Machine Design Company Гидравлические прессы глубокой вытяжки: прочные, надежные, универсальные и эффективные. | |||||
| |||||

ГИДРАВЛИЧЕСКИЙ ПРЕСС ГЛУБОКОЙ ВЫТЯЖКИ 1000~25000 кН
ОБЗОР МОДЕЛЕЙ ГИДРАВЛИЧЕСКИЕ ПРЕССЫ 1000–25000 кН
| МОДЕЛЬ | Усилие скольжения (кН) | Размер опоры (мм) | Двигатель (л.  |