Чертеж профилегиба: чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Содержание
Как согнуть профильную трубу с трубогибом и без него – пошаговое руководство
При возведении построек на даче иногда может понадобиться изогнутая труба. Как согнуть профильную трубу в домашних условиях, какое оборудование, приспособления и инструменты будут нужны – узнайте из этой статьи. При создании гнутых труб основная сложность состоит в том, что обычные гидравлические трубогибы не приспособлены для обработки квадратных или прямоугольных изделий, а попытка согнуть их приводит к трещинам или изломам.
Как согнуть профильную трубу
Без трубогиба
- Метод надрезания и сваривания
Сначала определите величину изгибаемого участка. Затем по трем сторонам профиля «болгаркой» сделайте надрезы под углом 45° (целой остается лишь одна полоса железа).
Согните профиль, а места с надрезами заварите с помощью сварочного аппарата.
Чтобы швов не было видно, поверхность выровняйте шлифовальным кругом.
- С помощью пружины
Жесткую стальную пружину вставляют вовнутрь трубы, после чего профиль можно изгибать (изделие хорошо гнется и не ломается). Затем с помощью ацетиленовой горелки или паяльника прогревают часть трубы и сгибают рычагом, придавая профилю нужную форму. Основной недостаток метода: не очень высокая точность сгиба.
Затем с помощью ацетиленовой горелки или паяльника прогревают часть трубы и сгибают рычагом, придавая профилю нужную форму. Основной недостаток метода: не очень высокая точность сгиба.
Точность изгиба и отсутствие разрывов металла – основные критерии качественного изгиба
- С помощью песка
В один конец трубы вставляется заглушка, после чего профиль заполняется песком (сухим и просеянным). После закрывается и второй торец. Труба нагревается паяльником или горелкой, создается изгиб с заданным радиусом. Чтобы песок легко высыпался, трубу можно слегка побить молоточком.
На специальном станке
Выгнуть профильную трубу в домашних условиях можно и на самодельном станке, прочная основа которого должна быть устойчивой, в противном случае видоизменять форму заготовок не получится.
При сборке понадобятся: 3 ролика, две шестерни и металлические валы, которые будут осуществлять сгибание (к одному из них крепят ручку для создания крутящего момента). Для передачи вращательного движения послужит старый автомобильный цепной механизм.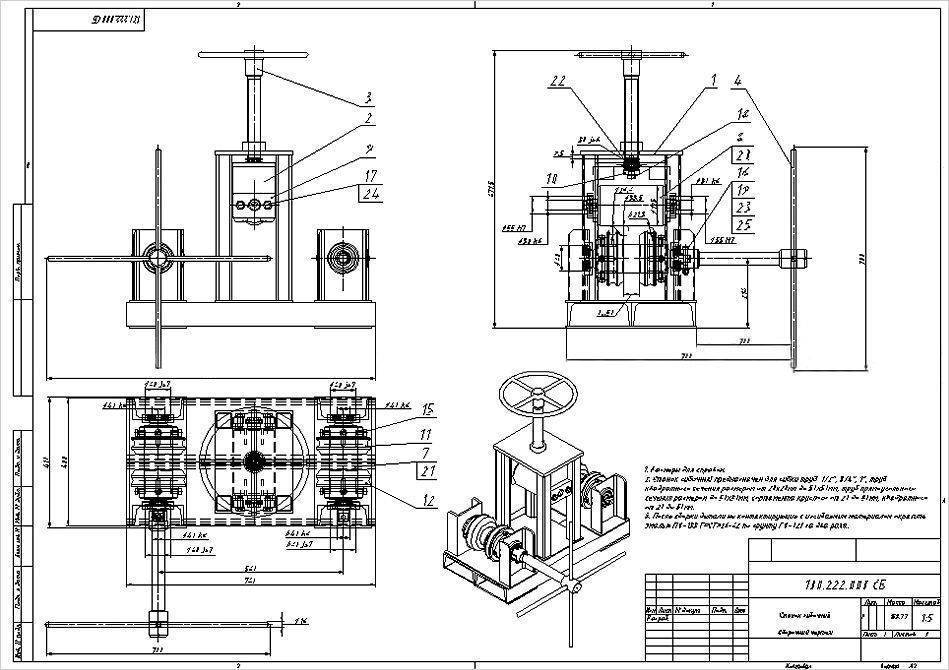 Также необходимо иметь сварочный аппарат, ходовой винт, швеллеры, раствор бетона.
Также необходимо иметь сварочный аппарат, ходовой винт, швеллеры, раствор бетона.
Две стальные трубы крепят к плите бетонным раствором (на расстоянии 600 мм друг от друга), а к швеллеру присоединяют сварочным аппаратом.
Две ролика устанавливают на одной линии на расстоянии 500 мм. Третий ролик располагают на 100 мм выше первых двух, затем монтируется кронштейн.
Чертеж трубогиба, который можно сделать самостоятельно
Способы деформации профиля на станках
- Выдавливанием
Это метод прессовки без матрицы с поворотными башмаками или роликами. Для деформации необходимо создать плавно нарастающее усилие, которое не приводит к складкам, изгиб образуется точным и качественным. К тому же ручная гидравлика позволяет «чувствовать металл», а домкрат создает приличное усилие.
Для переносных профилегибов гидравлический ручной привод – самое удобное решение. Вес установки относительно небольшой, деформировать можно изделия до 100 мм, а в электропитании нет необходимости. Для станка нужная прочная опора. Нет возможности выполнить фигурный изгиб.
Для станка нужная прочная опора. Нет возможности выполнить фигурный изгиб.
- Прокаткой
Деталь проводится между пуансоном-роликом, а движение подачи задает зубчатая рейка. Так как станок создает большие усилия отдачи, нужна хорошая опора. У устройства высокая производительность, есть возможность создавать цилиндрические, плоские, конические спирали и гнуть тонкостенные профили.
- Выгибанием по шаблону
Лучковый трубогиб состоит из круглого деревянного вала и 2-х прочных прутков. Прокаленным, промытым песком заполняют трубу и немного утрамбовывают. Затем с помощью веревок и прутков трубу деформируют. Если к точности изгиба особых требований нет, этот метод использовать вполне возможно.
Чертеж профилегиба. Устройство сгибает профильные детали, а также металлические и пластиковые трубы
- Прессованием
Деталь закрепляется между стационарно закрепленными матрицей и пуансоном. Создать трубогиб, работающий по принципу прессования не сложно: достаточно иметь слесарные тиски, часть тормозного барабана и шкив. В тисках сверлят отверстия и создают в них резьбу. С помощью болтов крепят матрицу и пуансон, которые должны быть точно подогнаны друг к другу. Далее тиски сдавливаются, создавая деформацию трубы.
В тисках сверлят отверстия и создают в них резьбу. С помощью болтов крепят матрицу и пуансон, которые должны быть точно подогнаны друг к другу. Далее тиски сдавливаются, создавая деформацию трубы.
Прессование позволяет получить изгиб сложной формы. Метод более применим в промышленности.
- Роликовой гибкой
Метод совмещает изгиб и прокатку. Труба неподвижно крепится с одного конца, ролик-пуансон совершает обкатку по ней и прижимает к башмаку. Метод считается довольно точным и производительным. Гнуть таким способом можно только круглые трубы.
Сгибаем профиль своими силами
Устройство на основе домкрата
Не знаете, как согнуть профильную трубу своими руками без потери качества? Используйте конструкцию на основе гидравлического домкрата.
Вбейте металлические штыри в вертикальную стену, чтобы получить горизонтальные направляющие, расположенные параллельно друг другу. На жестком основании, по самому центру, установите домкрат. Профиль деформируют, поднимая шток подъемного механизма.
Стандартный ручной трубогиб — простой и надежный инструмент
Ручной трубогиб
Можно приобрести ручной трубогиб, который может обработать как круглые, так и профильные изделия с углом изгиба до 90°. Но такое устройство подойдет для человека с хорошей физической подготовкой – гнуть трубы вручную непросто.
Стандартный ручной трубогиб состоит из гидроцилиндра, 2-х упоров и нагнетателя. Необходимое усилие гибки прикладывает выдвижной шток, действующий за счет пружины гидроцилиндра. При формировании изгиба труба опирается на ручей в середине цапфы.
Чтобы согнуть профиль без риска повредить его, на концы трубы надевают специальные заглушки и заполняют водой, чтобы создать внутренне гидростатическое давление. Далее к профилю подводят гибочный шаблон и придают трубе нужную форму.
Для создания небольшого радиуса скругления трубу гнут ближе к концу, посередине произвести изгиб будет значительно сложнее.
Если деформировать нужно несколько труб, нет смысла приобретать профессиональный профилегиб, лучше обратиться за помощью в специализированную мастерскую.
Согнуть трубу можно разными способами: на станке-трубогибе или с помощью самодельных приспособлений. Выбор оптимального варианта будет зависеть от требований к качеству изгиба и общего количества профилей, которые нужно деформировать.
Видео-обзор: станок для загибания профиля своими руками
Ролики для трубогиба чертежи
Ролики для трубогиба, чертежи бокового и центрального ролика с держателем.
Их в конструкции всего три, два боковых и один центральный.
Центральный – создает усилие на профиль (давит на него сверху) и одновременно протаскивает его вдоль двух боковых. Он вставляется в держатель, который соединен с поворотным винтом. Поворачивая винт вокруг своей оси, весь механизм опускается вниз и создает усилие, способное согнуть профиль.
Два боковых – установлены по бокам, на одинаковом расстоянии от центра винтового механизма.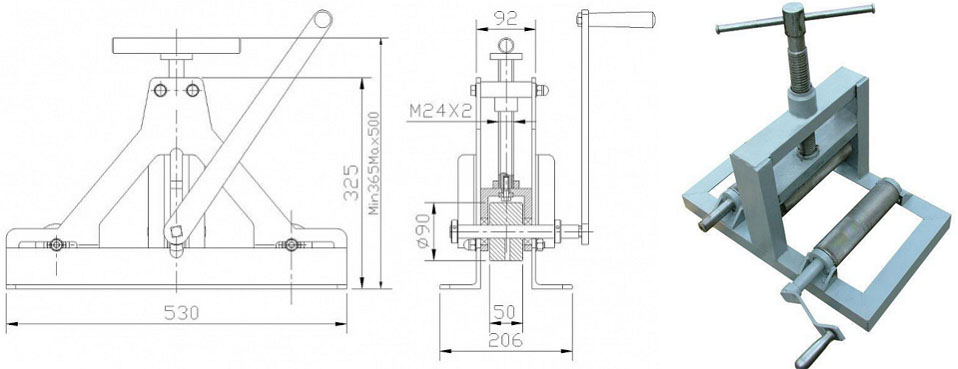 На них укладывается профиль. Расстояние между роликами можно менять, установив их в один из трех пазов расположенных на основании. Таким образом, можно подбирать нужный радиус изгиба заготовки (профиля).
На них укладывается профиль. Расстояние между роликами можно менять, установив их в один из трех пазов расположенных на основании. Таким образом, можно подбирать нужный радиус изгиба заготовки (профиля).
На рисунке, представлена конструкция бокового ролика в разрезе, где:
• вал (1)
• опорный боковой ролик (2) (материал для изготовления – сталь 45)
• подшипник роликовый радиальный с короткими цилиндрическими роликами
102305 ГОСТ 8328-75 (3)
• шайба А.20 ГОСТ 11371-78 (4)
ВАЛ
ОПОРНЫЙ БОКОВОЙ РОЛИК
Подшипники с небольшим усилием запрессовываются в боковой ролик с обеих сторон.
Справа:
Вместо стандартных шайб, можно установить специальные, которые будут служить упорами (направляющими) с обеих сторон для изгибаемого профиля. Под каждый размер профиля, можно изготовит свою пару направляющих шайб.
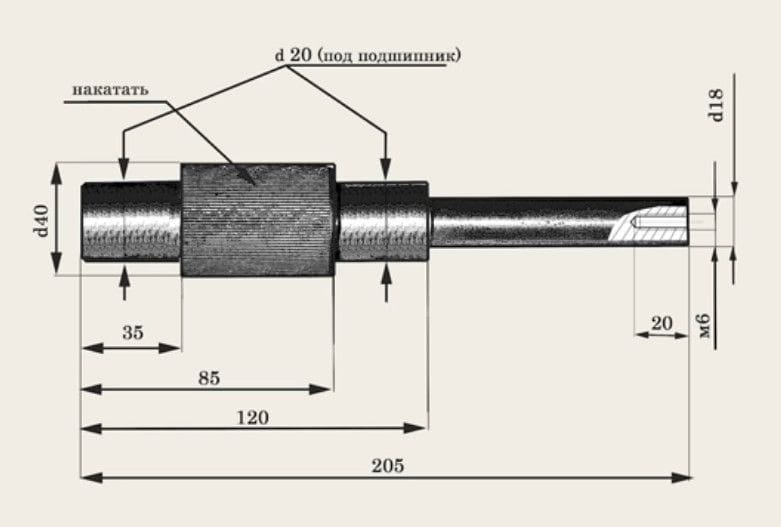
На рисунке, представлена конструкция ведущего центрального ролика в разрезе, где:
• вал-ролик (1) (материал для изготовления – сталь 45)
• подшипник роликовый радиальный с короткими цилиндрическими роликами
102206 ГОСТ 8328-75 (2)
ВАЛ-РОЛИК
На рисунке, представлена конструкция держателя ведущего центрального ролика в разрезе, где:
• правая опора подшипника (1)
• левая опора подшипника (2)
• соединительная пластина (3)
• фиксатор поворотного винта (4)
Подшипники с небольшим усилием запрессовываются в левую и правую опоры держателя.
Левая и правая опоры соединяются с пластиной фрезерованными пазами и фиксируются при помощи винтов М8. Фрезеровка пазов необходима для соблюдения соосности центров подшипников во время сборки.
Головки винтов М8, одновременно являются направляющим при движении механизма вверх и вниз.
ДЕРЖАТЕЛЬ ВАЛА-РОЛИКА
На рисунке, показана схема расположения всех деталей сборочной единицы
ВАЛ-РОЛИК С ДЕРЖАТЕЛЕМ
Как видим, чтобы изготовить ролики для трубогиба по чертежам, без механической обработки не обойтись.
В следующей статье продолжим знакомиться с чертежами самодельного трубогиба.
Заказать чертеж
Поделитесь с друзьями!
Очень важно: 4 небольшие детали на чертежах гибки
Вы работали над строительным проектом, который включал в себя гнутую сталь, а затем должны были ответить на запросы, потому что вы не были точно уверены, что нужно деталировщику или гибщику для изготовления этого изогнутого элемента? Вот несколько очень важных, но очень простых элементов, которые должны быть включены в строительные чертежи при работе с гнутой сталью.
Что вы пытаетесь согнуть — какова форма и размер элемента?
Это просто и понятно, но гибщики часто видят запросы на оценку без указания размера элемента, и существует большая разница между гибкой W8×10 и W40×215. Кроме того, не забудьте указать марку стали для элемента и должен ли он быть отечественного производства.
Существует множество способов сгибания или прокатки всего, от тонкого листового металла и плоских стержней до больших балок и труб. Однако существует множество переменных, которые могут повлиять на качество гибки, поэтому мы должны выбрать наилучший способ гибки и прокатки металлических профилей, чтобы качество деталей соответствовало желаемому результату.
Так что форма и размер изгиба очень важны.
- Форма изгиба определила выбор процесса гибки, это холодная гибка или горячая гибка? Это гибка валком или гибка растяжением? и т. д.
- Размер металлического профиля является конкретным показателем производительности обработки: насколько большой станок вам нужен?
Как насчет ориентации члена?
В таблице на странице «Стили гибки» показано несколько различных форм стержней с общей терминологией:
- «Простым способом» является гибка стержня вокруг его слабой оси
- «Трудный путь» огибает сильную ось
- «Фланцы внутрь» или «Фланцы наружу» относятся к направлению фланцев на швеллерах, уголках и тройниках;
- Когда угол изогнут по диагонали, направлена ли пятка (пересечение каждой ноги) внутрь, наружу или вверх?
Простой способ Обычно обычные мастерские или оборудование могут легко справиться с этими задачами.
Жесткий изгиб в направлении сильной оси проявляется в виде скручивания двутавровой балки на конструктивных элементах, что требует гидравлического устройства для предотвращения деформации живота.
Интересно, что когда мы сгибаем U-образные алюминиевые профили, сложность «Простого способа» (слабая ось) выше, чем у «Трудного пути» (сильная ось), потому что нам нужно контролировать боковую деформацию алюминиевых материалов с помощью разные свойства. В настоящее время мы предлагаем клиентам выбрать материал T4 или T5.
Является ли секция членом AESS?
Обратите внимание, будет ли секция использоваться в приложении AESS (архитектурно открытая конструкционная сталь) — допуски будут более жесткими, и больше внимания будет уделяться возможным дефектам или искажениям. Конечно, это может увеличить стоимость гибки, поэтому убедитесь, что это указано экономно, например, когда сталь находится в пределах 20 футов-0 дюймов от уровня глаз зрителя.
Наконец, мы еще раз подчеркиваем, что при запросе обязательно укажите направление изгиба, и лучше всего указать допустимую величину деформации.
А радиус?
Обязательно укажите правильный радиус. Если у вас сильно изогнут W8×10, и вам нужно, чтобы внутренний радиус был равен 10 футам, отметьте это на чертежах.
Выбор оборудования зависит от формы, которую необходимо согнуть, и особых требований к конечному использованию.
Наиболее практичным, общепринятым и экономичным способом изготовления гибов с большим радиусом, как правило, является холодная прокатка материала. Многие переменные имеют отношение к типу оборудования, которое вы должны выбрать, включая толщину стенок, фланцев и ножек.
Для гибов большого радиуса холодная прокатка позволяет получить желаемый радиус за минимальное количество проходов. Из-за своего размера широкополочные балки также могут подвергаться холодной прокатке. Чем больше радиусы, тем легче холодная прокатка.
Горячая гибка может быть применена к 1,5D гибке, что является задачей, которая не может быть решена при холодной гибке.
Какая общая длина требуется?
Последнее, на что следует обратить внимание, — это требования к обрезке. Если у вас есть балка длиной 25 футов, только 22–23 фута этой балки могут быть согнуты из-за требований к размещению внутри гибочного станка. Отметьте общую длину балки, необходимую на чертежах для сметчика, покупателя материалов и деталировщика. Последнее, что вы хотите услышать с поля, это то, что луч короткий.
Отметьте общую длину балки, необходимую на чертежах для сметчика, покупателя материалов и деталировщика. Последнее, что вы хотите услышать с поля, это то, что луч короткий.
Спросите у специалистов
Что делать, если у вас есть спиральный косоур для лестницы, который необходимо изогнуть в обоих направлениях? Как правильно это детализировать? А как насчет тонкостенной трубки из быстрорежущей стали? Можно ли его согнуть до радиуса 16 футов, не деформируя стенки?
Процитированные работы: Гибка и гибка, Гибка в горячем и холодном состоянии
5 Типовые методы гибки профилей
В промышленности существует пять типичных методов гибки: вальцевая гибка, поэтапная гибка, горячая гибка, ротационно-вытяжная гибка гибка и индукционная гибка. Каждый метод имеет свои преимущества. Некоторые методы чаще используются в стальной строительной отрасли, в то время как другие чаще используются в автомобильной или обрабатывающей промышленности.
Гибка валков
Станок для прокатки стальных профилей
Гибка валков (холодная гибка) является типичным методом гибки стали для строительства и, как правило, является наиболее экономичным для прокатных элементов с малыми радиусами. Стальной элемент помещается в машину и сгибается между тремя валками. Холодная гибка также может называться «пирамидальной прокаткой» из-за пирамидального расположения трех валков. Изгиб происходит, когда расстояние между этими валками изменяется перед каждым последующим проходом.
Пять типичных методов гибки профилей в промышленности
Трехвалковый профилегибочный станок является рабочей лошадкой в отрасли гибки профилей. Профилегибочный станок имеет три треугольных валка с гидравлическим приводом. В типичной горизонтальной конфигурации, если смотреть сверху, материал подается между двумя верхними валками и одним нижним валком до тех пор, пока конец материала не коснется дальнего вала. Расстояние между серединой дальнего валка и серединой нижнего валка называется длиной захвата, которая обеспечивает рычаг для создания силы, необходимой для создания изгибающего момента. Чем больше длина хвата, тем больше у вас рычагов. Недостаток: в большинстве случаев материал в пределах этой длины захвата необходимо утилизировать, что является причиной того, что большинство профилегибочных машин требуют материал немного длиннее, чем требуется.
Расстояние между серединой дальнего валка и серединой нижнего валка называется длиной захвата, которая обеспечивает рычаг для создания силы, необходимой для создания изгибающего момента. Чем больше длина хвата, тем больше у вас рычагов. Недостаток: в большинстве случаев материал в пределах этой длины захвата необходимо утилизировать, что является причиной того, что большинство профилегибочных машин требуют материал немного длиннее, чем требуется.
Подробнее: Гибка профиля: 3-х валковая гибка Руководство по процессу
Пошаговая гибка
Пошаговая гибка/постепенная ступенчатая гибка или запрессовка обычно используется для выпуклости и гибки до очень больших радиусов. Изгиб достигается приложением точечных нагрузок с помощью гидроцилиндра или пресса в третьей точке элемента. Это метод холодной гибки, в котором используются гидроцилиндры для приложения изгибающих усилий в нескольких дискретных, близко расположенных местах вдоль элемента. Элементы поперечного сечения могут поддерживаться механически или гидравлически, чтобы уменьшить деформацию во время операции гибки, что приводит к возможности изгибов малого радиуса с минимальной деформацией.
Инкрементальное формование листа (ISF) представляет собой очень гибкий производственный процесс, подходящий для мелкосерийного и быстрого производства прототипов деталей из листового металла. Название добавочная формовка используется для множества процессов, все из которых характеризуются тем, что в каждый момент времени фактически формируется лишь небольшая часть изделия, и эта область локальной деформации перемещается по всему изделию. Обычно это выполняется с помощью небольшого стального пуансона, наносящего последовательные перекрывающиеся контуры на листе с увеличением глубины, создавая таким образом часть некоторой глубины. Хотя ISF, как правило, очень медленный, он представляет интерес, потому что не требуется простой и дешевый инструмент или требуется только простой и дешевый инструмент, что делает процесс идеальным для мелкосерийного производства.
Горячая гибка
Источник изображения: Metals AG
Горячая гибка — это когда элемент конструкции нагревается непосредственно, а затем изгибается. Источником тепла может быть прямое пламя или печь. Это приложение широко используется в ремонте.
Источником тепла может быть прямое пламя или печь. Это приложение широко используется в ремонте.
Ротационно-вытяжная гибка
Роторно-вытяжная гибка – это изгибание элемента конструкции путем его вращения вокруг штампа. Элемент зажимается в форме, а затем протягивается через машину до тех пор, пока не будет сформирован изгиб. Этот метод позволяет получить узкие радиусы и в основном используется для сложных изгибов в машиностроении и производстве деталей.
- Изгиб с нажимом или толканием, как следует из названия, использует ползун для прижатия экструдированного металлического элемента к гибочной матрице.
- Процесс гибки с гидравлическим вращающимся вытягиванием: поместите экструдированный алюминий на гибочный станок и удерживайте его на месте с помощью стационарной или скользящей пресс-формы и зажимного блока. Круглая гибочная головка, приводимая в действие гидравликой, поворачивается на угол до 90 градусов, изгибая профиль при вращении.
- Электрическая гибка с вращающимся вытягиванием использует тот же процесс, что и гидравлический метод, но обеспечивает более быструю настройку.
Индукционная гибка
Индукционная гибка использует электрическую катушку для нагрева короткого участка структурного элемента, а затем этот элемент вытягивается через процесс, аналогичный вращательному вытягиванию, и сразу после этого охлаждается водой. В некоторых случаях этот процесс может привести к меньшему и более узкому радиусу.
Индукционная гибка — очень эффективный метод гибки профилей, поскольку он быстрый, точный и почти безошибочный. Процесс индукционной гибки осуществляется путем нагрева определенной точки металлических профилей, после чего их можно легко согнуть. Он не требует какого-либо наполнителя, а результат изгиба сводит деформацию к минимуму. Многие индукционные гибочные машины также выбирают этот тип гибки из-за его достаточной энергии.