Чертеж своими руками листогиба: чертежи и описание, как сделать
Содержание
Чертеж самодельного листогибочного станка
Просмотров: 4467
Когда пару лет назад я понял, что мне предстоит самостоятельный ремонт кровли на даче (а кровля металлическая), передо мной встала проблема выбора листогибочного станка. Стоимость фирменного станка было для меня высоковата.
Когда пару лет назад я понял, что мне предстоит самостоятельный ремонт кровли на даче (а кровля металлическая), передо мной встала проблема выбора листогибочного станка. Стоимость фирменного станка было для меня высоковата. Решил поискать чужой опыт на предмет самостоятельного изготовления листогибочного станка.
Решил поискать чужой опыт на предмет самостоятельного изготовления листогибочного станка.
В интернете есть масса готовых «рецептов» создании листогибов. Листогибы сделанные самостоятельно, в отличие от «заводских», имеют недостаточную жесткость поворотной балки. Поэтому сделанный самостоятельно листогибочный станок, не будет нормально гнуть заготовки длиной больше метра.Основа листогиба – двутавровая балка «восьмидесятка».
На балку сверху, на болтах, сажается уголок того же размера.
Уголок, таким образом, это прижимная балка.К нижней плоскости одной из поперечиндвутавра я приварил половинки от трех мощных разъемных дверных петель (для железных дверей)Вторые половинки петель я приварил к уголку-восьмидесятке, повернутому «лицом к двутавру. Уголок, поворачиваясь на петлях, выполняет изгибание материала.
Для того чтобы поворачивать уголок, к нему приварены две рукоятки по 800 мм из кусков толстостенной трубы Листогиб прижимается к прочному столу двумя здоровенными струбцинами. Отвинчиваем прижимной уголок.Кладем заготовку. Ставим уголок на место.Можно просто приподнять уголок, не снимая. Заготовка тогда просто протаскивается между уголком и двутавром. Тщательно выставляем вставленный лист по краю уголка(забыл сказать, что прижимной край уголка неплохо бы с одной стороны заточить, но не более, чем на половину толщины), сильно завинчиваем болты крепления уголка и поворачиваем траверсу на тот угол, который мы хотим получить.Эксплуатируя листогиб, я сумел заметить только два недостатка.
Отвинчиваем прижимной уголок.Кладем заготовку. Ставим уголок на место.Можно просто приподнять уголок, не снимая. Заготовка тогда просто протаскивается между уголком и двутавром. Тщательно выставляем вставленный лист по краю уголка(забыл сказать, что прижимной край уголка неплохо бы с одной стороны заточить, но не более, чем на половину толщины), сильно завинчиваем болты крепления уголка и поворачиваем траверсу на тот угол, который мы хотим получить.Эксплуатируя листогиб, я сумел заметить только два недостатка.
Один, это медленная и неудобная система фиксации заготовки. Второй недостаток это ограничение толщины изгибаемого металла. Фактически, такой станок непригоден для толщин стали больше 0,5 мм.
Свежие новости
Новые КамАЗы представили на выставке «День поля-2022»
28 августа 2022
Завод «Нижегородец» простаивает: почти 98 % сотрудников отпустили по домам
30 апреля 2022
Кировец К-7М получит автопилот на базе ИИ
04 февраля 2022
Cummins Inc и Isuzu Motors разрабатывают среднетоннажный грузовик с нулевым уровнем выбросов
01 февраля 2022
Китайский производитель CNH Industrial разрабатывает новый гибридный трактор
18 января 2022
Первые полностью автономные тракторы John Deere поступят в продажу до конца года
16 января 2022
В Саратовской области начнут производить дорожную спецтехнику
17 сентября 2021
Последние статьи
Виды металлообработки: какие способы используются для обработки сталей и других металлов
10 ноября 2022
Мебельная фурнитура: выбрать дешевую или дорогую?
10 ноября 2022
Не заводится дизель-генератор: причины и что делать
09 ноября 2022
Электрокарниз для римской шторы: какие бывают, как установить, как управлять
30 октября 2022
Принцип работы котлов на отходах древесины
22 октября 2022
- Вы здесь:
- Главная
- Своими руками
- Чертеж самодельного листогибочного станка
Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Содержание:
- 1 Виды ручных листогибов
- 2 Пошаговая инструкция по изготовлению листогиба своими руками
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Prev
1of1
Next
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Prev
1of1
Next
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
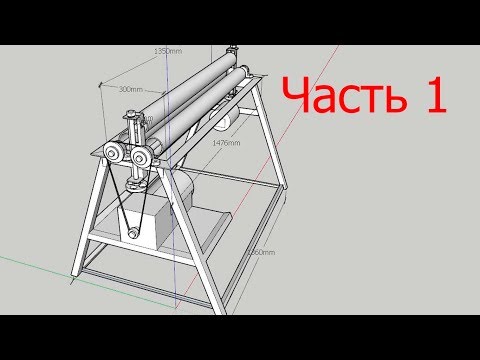
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Prev
1of1
Next
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Prev
1of1
Next
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Prev
1of1
Next
Prev
1of1
Next
Для создания такого станка потребуются:
Швеллер шириной 25 см
2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
2 3/4-дюймовые гайки
2 3/4-дюймовые резьбовые пробки
2 3/4-дюймовые муфты
2 3/4-дюймовые металлические шайбы
2 болта для фиксации стальных уголков (на фото их нет)
Prev
1of1
Next
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Prev
1of1
Next
Prev
1of1
Next
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Prev
1of1
Next
Prev
1of1
Next
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
Prev
1of1
Next
Prev
1of1
Next
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Prev
1of1
Next
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Prev
1of1
Next
Prev
1of1
Next
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Prev
1of1
Next
Prev
1of1
Next
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Prev
1of1
Next
Prev
1of1
Next
А так выглядит результат работы станка:
Prev
1of1
Next
Prev
1of1
Next
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Prev
1of1
Next
Prev
1of1
Next
Чертежи прилагаются.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Источник
8 ошибок, которых следует избегать при проектировании деталей из листового металла
Некоторые инженеры сталкиваются с трудностями при правильном проектировании деталей из листового металла для производства. Это не ты, конечно (подмигнул). Тем не менее, мы заметили, что есть определенные проблемы, которые часто возникают в моделях, которые нас попросили процитировать. Имея в виду эти проблемы, мы предлагаем этот список. Он не является исчерпывающим, но пристегнитесь и посмотрите, что многие из ваших коллег делают неправильно, когда они проектируют для листового металла и отправляют запрос цен.
Тщательно спланируйте расположение отверстий, выступов и других элементов и убедитесь, что они не расположены слишком близко к изгибу, как показано в этом примере. Как близко вы можете получить? Следуйте правилу 4T: все элементы должны находиться на расстоянии не менее четырехкратной толщины материала от линий сгиба.
1. Использование готовых 3D-моделей детали без изгибов
Это, вероятно, самая основная проблема, с которой мы сталкиваемся. Листовой металл плоский, и его необходимо сгибать, формовать, резать, обрабатывать лазером, а иногда и уговаривать придать ему окончательную форму. Это очень практичный процесс. Если вы проектируете свою деталь из листового металла как твердотельный объект, важно, чтобы вы отправили нам файл САПР, который выглядит согнутым, но показывает, где должны проходить изгибы. В связи с этим, поскольку исходные материалы представляют собой отдельные листы металла, вся деталь должна иметь одинаковую толщину материала. Например, если вы создаете деталь, в которой используется алюминий толщиной 0,125 дюйма (3,175 мм), вся деталь должна быть такой же толщины.
2. Размещение элементов слишком близко к линиям сгиба
Быстрый способ создать трудности во время производства — разместить отверстия, выступы или другие элементы слишком близко к изгибу. Итак, как близко вы можете подобраться? Просто следуйте правилу 4T. Держите все элементы на расстоянии не менее 4x толщины материала от линий сгиба. Таким образом, если в вашем проекте указано использовать медь толщиной 0,050 дюйма (1,27 мм), предусмотрите зазор не менее 0,200 дюйма (5,08 мм). Если этого не сделать, деталь будет неловко деформироваться на листогибочном прессе, а этого никто не хочет.
3. Проектирование идеально перпендикулярных углов листового металла
При гибке листового металла на листогибочном прессе полученный изгиб не образует идеальный угол 90 градусов. Вместо этого инструмент имеет закругленный кончик, который добавляет радиус изгиба. Если вы измерите длину этой изогнутой области и разделите ее на два, вы получите радиуса изгиба , число, которое определяется инструментом, который его сделал. Если размер этой кривой важен для вас, убедитесь, что вы указали его в своей модели.
Если размер этой кривой важен для вас, убедитесь, что вы указали его в своей модели.
Наиболее распространенный внутренний радиус изгиба (по умолчанию) составляет 0,030 дюйма (0,762 мм). Важно помнить, что внешний радиус изгиба, образованный со стороны штампа набора инструментов листогибочного пресса, равен толщине материала плюс внутренний радиус изгиба.
Некоторые дизайнеры любят пофантазировать и создавать разные радиусы для каждого изгиба детали. Хотите сэкономить? Используйте одинаковый радиус для всех изгибов. Когда вашему производителю не нужно менять инструменты, что экономит ваши трудозатраты.
Включение сведений об оборудовании в информацию о сборке, например, об этой самозажимной гайке, поможет вам разместить то, что вы хотите, на месте ожидаемой детали.
4. Забыли включить подробные спецификации оборудования в файл САПР
Знаете ли вы кого-нибудь, кто хотел бы увеличить время выполнения заказа? Возможно нет. Всегда не забывайте сообщать производителю, какое оборудование вы хотите использовать, включив подробные сведения в информацию о сборке верхнего уровня. Будь то самозажимная гайка, такая как CLS-440-2, шпилька с плоской головкой, такая как FHS-M5-15, или другое оборудование, это гарантирует, что вы получите именно то, что хотите, в том месте, где вы этого ожидаете. Чтобы сэкономить время и нервы, загрузите и используйте модели клинча PEM.
Будь то самозажимная гайка, такая как CLS-440-2, шпилька с плоской головкой, такая как FHS-M5-15, или другое оборудование, это гарантирует, что вы получите именно то, что хотите, в том месте, где вы этого ожидаете. Чтобы сэкономить время и нервы, загрузите и используйте модели клинча PEM.
5. Выбор неправильной отделки (или отказ от ее использования, когда она вам нужна)
Как правило, отделка служит двум целям. Они могут защитить вашу часть или сделать ее лучше. Некоторые делают и то, и другое. Эстетическая отделка, ориентированная на внешний вид, не направлена на защиту от коррозии. Тем не менее, порошковое покрытие обеспечивает некоторую защиту (если только металл под ним не поцарапается). С другой стороны, шелкография используется для добавления текста и изображений к частям и не обеспечивает никакой защиты.
Химические конверсионные покрытия предназначены для защиты ваших деталей путем изменения свойств внешних слоев. Например, если вы хотите использовать сталь в агрессивной среде, подумайте о выборе оцинкованного или оцинкованного металла, который уже имеет защитное цинковое покрытие. Осторожно, однако! Мы не можем сваривать оцинкованную сталь из-за опасных токсинов, которые она выделяет. Вместо этого мы можем изготовить детали из стали и добавить цинковое покрытие после сварки.
Осторожно, однако! Мы не можем сваривать оцинкованную сталь из-за опасных токсинов, которые она выделяет. Вместо этого мы можем изготовить детали из стали и добавить цинковое покрытие после сварки.
Преобразование хрома может дать вашей детали электрическое соединение и обеспечить слой грунтовки для вашей детали, если вы хотите покрасить. Анодирование может придать вашим частям металлический оттенок, а также защитить их. Подумайте о том красочном маленьком фонарике, который у вас есть.
Вот полезный обзор наиболее распространенных видов отделки листового металла.
6. Выбор неподходящего листового металла для работы
Представьте, что вы изготавливаете сотни деталей из необработанной стали, предназначенных для установки в соленой морской среде. Удивительно, но мы видели цитаты, которые требуют именно этого. Избавьте себя от жалоб клиентов, которые вы получите, когда ваши детали будут подвергаться коррозии, и учитывайте следующие факторы при выборе правильного листового металла:
- Ожидаемый износ в результате ежедневного использования
- Защита от коррозии
- Технологичность
- Косметический вид
- Механические свойства (предел прочности, предел текучести, пластичность и т.
 д.)
д.) - Электропроводность (для электрических применений)
Эта удобная таблица может помочь.
При проектировании U-образных каналов учитывайте прочность используемого материала и легкость его изгиба. Лучшей практикой является поддержание соотношения ширины к высоте не менее 2:1 для U-каналов.
7. Отсутствие учета прочности U-образного канала
При проектировании U-образных каналов всегда думайте о прочности используемого материала и о том, насколько легко он может сгибаться. В Protolabs более узкое не работает для нас из-за нашего инструментария. Если бы у нас была более узкая оснастка, мы могли бы производить более узкие U-образные каналы. Суть в том, что при работе с нами рекомендуется поддерживать соотношение ширины к высоте не менее 2: 1 для ваших U-каналов. Если вам нужен более узкий канал, подумайте о сварном или клепаном узле.
8. Проектирование нереалистичных требований к сварке
Вы когда-нибудь пробовали сваривать шов внутри закрытой коробки? Неа? Мы тоже. Убедитесь, что ваши требования к сварке реально достижимы. Важно помнить, что если сварочная горелка не может получить доступ к шву, сварка не может произойти. Мы настоятельно рекомендуем проектировать так, чтобы все сварные швы выполнялись снаружи детали.
Убедитесь, что ваши требования к сварке реально достижимы. Важно помнить, что если сварочная горелка не может получить доступ к шву, сварка не может произойти. Мы настоятельно рекомендуем проектировать так, чтобы все сварные швы выполнялись снаружи детали.
Металл плавится при высокой температуре, поэтому вам нужна толщина материала, способная выдержать экстремальную жару. Минимальная толщина материала для сварки составляет 0,040 дюйма (1,016 мм), чтобы сварной шов не превратился в месиво из расплавленного металла.
Наконец, в ваших моделях всегда указывайте необходимость сварки, используя функцию сварки или номенклатуру. Никогда не ограничивайте углы, чтобы указать на сварку.
Ни один совет по проектированию не может устранить все ошибки при работе с листовым металлом, которые мы видели, но эта коллекция «лучшее из» — это только начало. Ознакомьтесь с нашими рекомендациями по проектированию изделий из листового металла, чтобы двигаться в правильном направлении.
За дополнительной помощью обращайтесь к инженеру по приложениям Protolabs по телефону 877-479-3680 или [email protected]. Чтобы начать свой следующий дизайн-проект сегодня, просто загрузите 3D-модель CAD, чтобы получить интерактивное предложение в течение нескольких часов.
Руководство по проектированию листового металла | Обновление 2021 г.
РУКОВОДСТВО ПО ПРОЕКТИРОВАНИЮ ИЗ ЛИСТОВОГО МЕТАЛЛА
Основы листового металла
БЫСТРОЕ РУКОВОДСТВО
Найдите то, что ищете.
Листовый металл Введение
Основные принципы
Основы формирования
Основы
Критические измерения
K-Factor
радиус
.0003 Высота изгиба
Формирование вблизи отверстий
Минимальный диаметр отверстия
Лазерная резание
Общие
Допуски
Общие
. Ст.
Ст.
03.
.
.SINCLERS
03.
.
.
403.
403.
4.
.
403.
4.
.
.
.
.
.
4.
4.
4.
4.
4.9000.
4.9000.
4.9000.
. Размеры зенковки
Кромки
Отверстия и пазы
Выемки и выступы
Особенности
Угловые скругления
Затылочные вырезы
Введение в листовой металл
Эти основные рекомендации по изготовлению листового металла включают в себя важные
соображения, помогающие улучшить технологичность деталей, улучшить внешний вид,
и сократить общее время производства.
Основные принципы
Изготовление листового металла — это процесс формирования деталей из металлического листа путем штамповки, резки, штамповки и гибки.
Файлы 3D CAD преобразуются в машинный код, который управляет станком для точной резки и формовки листов в конечную деталь.
Детали из листового металла известны своей долговечностью, что делает их идеальными для конечного использования (например, шасси). Детали, используемые для прототипов небольшого объема и крупносерийного производства, являются наиболее рентабельными из-за больших затрат на первоначальную установку и материалы.
Поскольку детали изготавливаются из цельного листа металла, конструкции должны иметь одинаковую толщину. Обязательно соблюдайте конструктивные требования и допуски, чтобы детали соответствовали проектным замыслам и резке листов металла
ОСНОВЫ ФОРМИРОВАНИЯ
Гибка
Гибка — это процесс, при котором к листовому металлу прикладывается усилие, заставляющее его изгибаться под углом и придавать ему желаемую форму. Изгибы могут быть короткими или длинными в зависимости от требований конструкции.
Гибка выполняется листогибочным прессом, который может загружаться автоматически или вручную. Гибочные прессы доступны в различных размерах и длинах (20-200 тонн) в зависимости от требований процесса.
Листогибочный пресс содержит верхний инструмент, называемый пуансоном, и нижний инструмент, называемый штампом, между которыми помещается листовой металл.
Лист помещается между ними и удерживается на месте упором. Угол изгиба определяется глубиной, на которую пуансон вдавливает лист в матрицу. Эта глубина точно контролируется для достижения необходимого изгиба.
Стандартная оснастка обычно используется для пуансона и штампа. Инструментальный материал включает, в порядке возрастания прочности, твердую древесину, низкоуглеродистую сталь, инструментальную сталь и карбидную сталь.
Детали, подлежащие гибке, поставляются в виде плоских шаблонов с информацией о гибке. Иногда места изгиба выгравированы с помощью меток изгиба, или эти метки можно вырезать, чтобы показать гибщикам, где нужно сгибаться.
После того, как лазер вырезал плоские детали, их можно отправить на гибку. Листогибочный пресс превращает развертку в изогнутую деталь.
Критические размеры
Ниже приведены некоторые термины, используемые в листовом металле. Проектировщики должны придерживаться руководящих принципов машинного оборудования при проектировании для гибки. Этими параметрами можно охарактеризовать изгибы. Некоторые критические размеры, которые необходимо учитывать при настройке листового металла в программном обеспечении САПР, включают толщину листового металла, коэффициент k и радиус изгиба. Необходимо проверить, соответствуют ли эти факторы инструментам, которые будут использоваться в производстве. В этом руководстве приводятся важные рекомендации по правильной практике проектирования.
Проектировщики должны придерживаться руководящих принципов машинного оборудования при проектировании для гибки. Этими параметрами можно охарактеризовать изгибы. Некоторые критические размеры, которые необходимо учитывать при настройке листового металла в программном обеспечении САПР, включают толщину листового металла, коэффициент k и радиус изгиба. Необходимо проверить, соответствуют ли эти факторы инструментам, которые будут использоваться в производстве. В этом руководстве приводятся важные рекомендации по правильной практике проектирования.
Линия сгиба – Прямая линия на поверхности листа по обе стороны от сгиба, определяющая конец ровной полки и начало сгиба.
Радиус сгиба – Расстояние от оси сгиба до внутренней поверхности материала, между линиями сгиба.
Угол изгиба — угол изгиба, измеренный между изогнутой полкой и ее исходным положением, или как внутренний угол между перпендикулярными линиями, проведенными из линий изгиба. Иногда указывается как внутренний радиус изгиба. Внешний радиус изгиба равен внутреннему радиусу изгиба плюс толщина листа.
Нейтральная ось — Место на листе, которое не растягивается и не сжимается и поэтому остается постоянной длины.
К-фактор – Расположение нейтральной оси в материале, рассчитываемое как отношение расстояния нейтральной оси T к толщине материала t. К-фактор зависит от нескольких факторов (материал, операция гибки, угол изгиба и т. д.) и превышает 0,25, но не может превышать 0,50. К-фактор = Т/т
Припуск на сгиб – Длина нейтральной оси между линиями сгиба или длина дуги сгиба. Допуск на изгиб, добавленный к длинам полки, равен общей длине плоской части.
Коэффициент К
Коэффициент К представляет собой отношение нейтральной оси к толщине материала.
Важность К-фактора при проектировании листового металла
К-фактор используется для расчета развертки, поскольку он связан с тем, насколько материал растягивается во время гибки. Поэтому важно иметь правильное значение в программном обеспечении САПР. Значение К-фактора должно быть в пределах 0 – 0,5. Чтобы быть более точным, К-фактор можно рассчитать, взяв среднее значение 3 образцов из изогнутых деталей и подставив измерения допуска на изгиб, угла изгиба, толщины материала и внутреннего радиуса в следующую формулу:
Здесь показаны некоторые основные значения К-фактора. Используйте их в качестве ориентира.
Радиус | Мягкий / Алюминий | Средний / Сталь | Твердая/нержавеющая сталь |
Воздушная гибка | |||
т. | |||
3*т. — >3*т. | |||
Изгиб днища | |||
0 — т. | |||
т.р. — 3*т. | |||
3*т. — >3*т. | |||
 р. — 3*т
р. — 3*тТолщина стенки
Детали должны иметь одинаковую толщину стенки по всей поверхности. Как правило, толщина от 0,9 мм до 20 мм может быть изготовлена из листа (<3 мм) или пластины (> 3 мм), но этот допуск зависит в основном от детали.
Как правило, толщина от 0,9 мм до 20 мм может быть изготовлена из листа (<3 мм) или пластины (> 3 мм), но этот допуск зависит в основном от детали.
При рассмотрении толщины листового металла рекомендуется использовать один лист с пуансонами (отверстиями). Некоторые элементы, такие как зенкеры, выполнимы, но зенковки и другие элементы механической обработки трудно изготовить, поскольку они требуют последующей обработки.
ИЗГИБ
Радиус изгиба
Гибочные прессы для листового металла используются для гибки материала в детали желаемой геометрии. Изгибы, находящиеся в одной плоскости, необходимо проектировать в одном направлении, чтобы избежать переориентации деталей и сэкономить деньги и время.
Сохранение постоянного радиуса изгиба также сделает детали более экономичными. Толстые детали имеют тенденцию становиться неточными, поэтому их следует по возможности избегать. Маленькие изгибы в большие.
Постоянная ориентация
Непостоянная ориентация
Пружинящая пружина
При гибке листового металла остаточные напряжения в материале вызывают небольшое пружинение листа после операции гибки. Из-за этого упругого восстановления необходимо точно согнуть лист, чтобы получить желаемый радиус изгиба и угол изгиба. Окончательный радиус изгиба будет больше первоначально сформированного, а окончательный угол изгиба будет меньше. Отношение конечного угла изгиба к начальному углу изгиба определяется как коэффициент пружинения KS. Величина пружинения зависит от нескольких факторов, включая материал, операцию гибки, начальный угол и радиус изгиба.
Из-за этого упругого восстановления необходимо точно согнуть лист, чтобы получить желаемый радиус изгиба и угол изгиба. Окончательный радиус изгиба будет больше первоначально сформированного, а окончательный угол изгиба будет меньше. Отношение конечного угла изгиба к начальному углу изгиба определяется как коэффициент пружинения KS. Величина пружинения зависит от нескольких факторов, включая материал, операцию гибки, начальный угол и радиус изгиба.
Размеры:
Во избежание поломки или деформации деталей убедитесь, что внутренний радиус изгиба не меньше толщины материала углы изгиба обычно приемлемы в промышленности. Длина фланца должна быть не менее чем в 4 раза больше толщины материала.
Эмпирическое правило
Рекомендуется использовать одинаковые радиусы для всех изгибов, а длина полки должна как минимум в 4 раза превышать толщину материала.
Минимальный изгиб, r
Требования к минимальному радиусу изгиба могут различаться в зависимости от применения и материала. Для аэрокосмических и космических приложений значения могут быть выше. Когда радиус меньше рекомендуемого, это может вызвать проблемы с потоком материала в мягком материале и трещины в твердом материале. В таких случаях также могут возникать локальные сужения или переломы. Рекомендуется, чтобы минимальный внутренний радиус изгиба был как минимум в 1 раз больше толщины материала.
Для аэрокосмических и космических приложений значения могут быть выше. Когда радиус меньше рекомендуемого, это может вызвать проблемы с потоком материала в мягком материале и трещины в твердом материале. В таких случаях также могут возникать локальные сужения или переломы. Рекомендуется, чтобы минимальный внутренний радиус изгиба был как минимум в 1 раз больше толщины материала.
Минимальная длина фланца, b
Это минимальная длина изгиба. Изгиб должен поддерживаться на всем пути, пока изгиб не будет завершен, фланец должен быть достаточно длинным, чтобы достигать верхней части штампа после его полного формирования. Операторы тормозного пресса должны знать минимальную длину полки для своего инструмента, прежде чем пытаться выполнить изгиб, который может не сработать, и хотя можно рассчитать минимальную длину полки, имея под рукой таблицу усилий на изгиб в воздухе, что, безусловно, делает ее более удобной.
Толщина материала, т
Толщина материала не пропорциональна тоннажу, как V-образное отверстие. Удвоение толщины не означает удвоение тоннажа. Вместо этого изгибающая сила связана с квадратом толщины. Это означает, что при увеличении толщины материала вдвое требуемый тоннаж увеличивается в 4 раза.
Удвоение толщины не означает удвоение тоннажа. Вместо этого изгибающая сила связана с квадратом толщины. Это означает, что при увеличении толщины материала вдвое требуемый тоннаж увеличивается в 4 раза.
Длина заготовки, л
Как и в случае v-образного отверстия, требуемый тоннаж напрямую зависит от длины заготовки. Удвоение рабочей длины означает удвоение необходимого тоннажа. Следует отметить, что при гибке коротких деталей длиной менее 3 дюймов требуемый тоннаж может быть меньше, чем тот, который пропорционален его длине. Зная это, можно предотвратить повреждение штампа.
Таблица гибки ВВС
Таблица гибки ВВС представляет собой таблицу, показывающую тоннаж, используемый для гибки листового металла различной толщины. Это полезно для проектировщиков листового металла, так как определяет радиус изгиба и инструменты, которые будут использоваться для различных толщин. Он показан здесь для мягкой стали. Конструкторы могут использовать это в качестве ориентира при расчете минимально возможной длины фланца с помощью инструментов для различных V-образных блоков, а также радиуса изгиба. Следующие диаграммы основаны на руководстве по изгибам Armada Air Force.
Следующие диаграммы основаны на руководстве по изгибам Armada Air Force.
Разгрузка изгиба
Если изгиб сделан близко к краю, материал может порваться, если не будет обеспечена разгрузка изгиба.
Изгиб 1 показывает рельеф надрыва.
Изгиб 2 показывает прямоугольный вырез в детали, глубина выреза должна быть больше радиуса изгиба. Ширина рельефа должна быть равна толщине материала или больше.
Снятие напряжения сгиба используется там, где сгиб выходит на ребро. Рельефная выемка добавлена для предотвращения разрыва. Глубина сгибов не должна превышать толщину материала плюс радиус изгиба.
Высота изгиба
Высота изгиба Высота изгиба листового металла должна быть как минимум в два раза больше толщины листового металла плюс радиус изгиба
H=2t + r
Если высота изгиба слишком мала, это приведет к деформации и низкое качество гибки.
Формирование ближних отверстий
Если изгиб сделан слишком близко к отверстию, отверстие может деформироваться.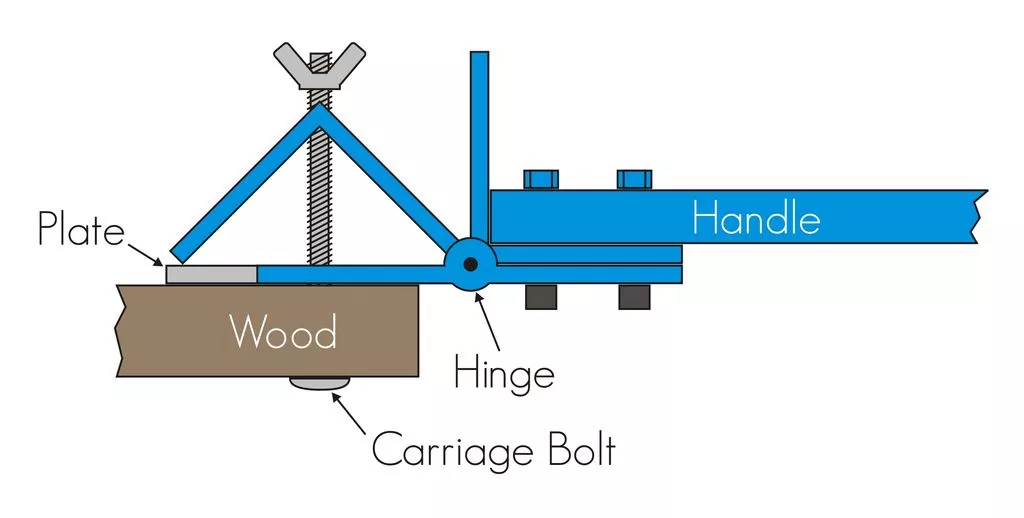 Отверстие 1 показывает отверстие, которое из-за этой проблемы стало каплевидным.
Отверстие 1 показывает отверстие, которое из-за этой проблемы стало каплевидным.
Чтобы сократить расходы на пробивку отверстий или сверление во время дополнительной операции, можно использовать следующие формулы для расчета минимального требуемого расстояния:
Для паза или отверстия диаметром < 25 мм минимальное расстояние до центра отверстия 2:
D = 2t + r
Как правило, расстояние от края материала до низа выреза должно быть равно минимальной длине полки, как указано в таблице силы изгиба воздуха
D = 2,5t + р
При использовании штамповочного пресса или лазерной резки отверстия никогда не должны быть меньше толщины материала.
Минимальное расстояние от выдавленного отверстия до кромки детали
Выдавливание металла является одним из самых экстремальных применений при прессовании и создает большое трение и тепло. Если выдавленное отверстие находится слишком близко к краю детали, это может привести к деформации или разрыву металла.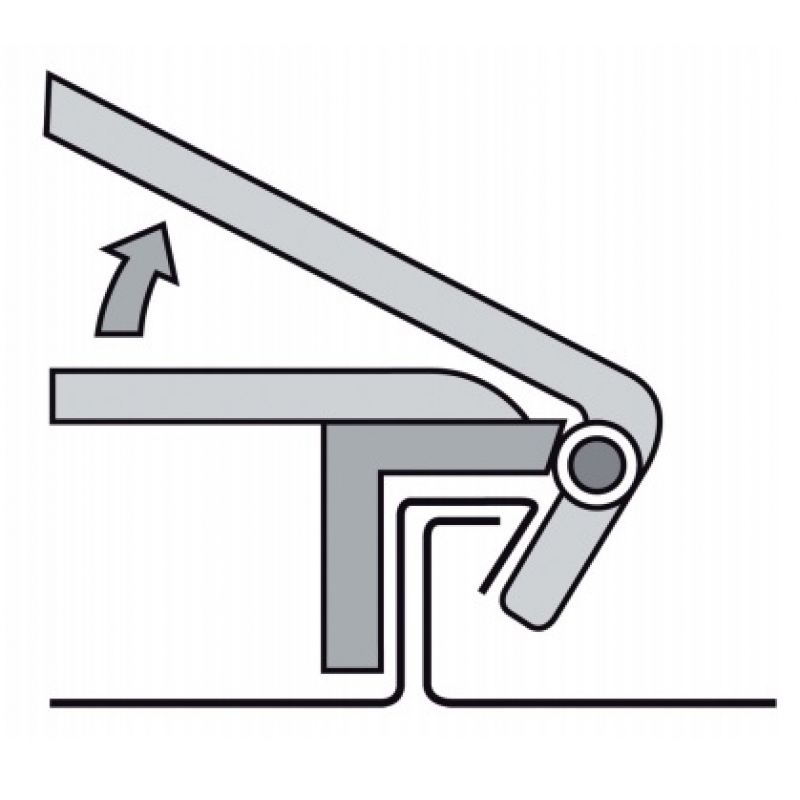 Рекомендуется, чтобы минимальное расстояние между выдавленными отверстиями и кромкой детали было не менее трехкратной толщины листа.
Рекомендуется, чтобы минимальное расстояние между выдавленными отверстиями и кромкой детали было не менее трехкратной толщины листа.
Минимальное расстояние между выдавленными отверстиями
Между двумя выдавленными отверстиями в конструкциях из листового металла должно соблюдаться определенное расстояние. Если выдавленные отверстия расположены слишком близко, это может привести к деформации металла. Рекомендуется, чтобы минимальное расстояние между двумя экструдированными отверстиями в шесть раз превышало толщину листового металла.
Минимальный диаметр отверстия
Диаметр отверстия в листовой детали не должен быть очень маленьким, маленькие отверстия создаются прошивкой и для изготовления маленьких отверстий требуются пуансоны небольших размеров. Небольшой размер отверстия в листовом металле требует пробивного инструмента меньшего размера, что может привести к поломке во время операции. Рекомендуется, чтобы диаметр отверстия был равен или больше толщины листового металла.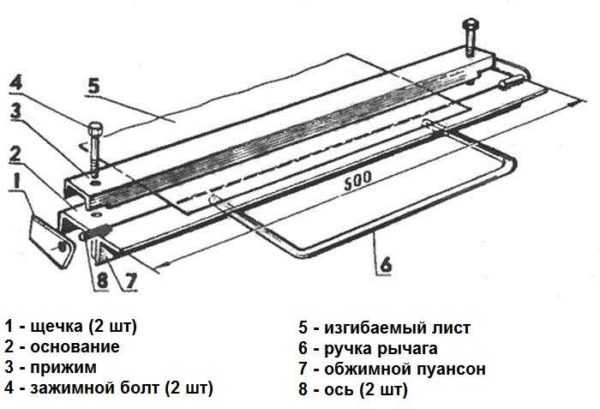
Лазерная резка
Лазерная резка – вид производства, в котором используется лазер для резки различных металлов. Лазер имеет луч высокой энергии, который легко прожигает материал. Лазерная резка может использоваться для таких материалов, как металл, алюминий, пластик, дерево, резина и т. д. Лазеры используют компьютерное программирование с числовым программным управлением (ЧПУ) для определения формы и положения вырезов. Лазерная резка возможна при толщине материала до 20 мм. Есть преимущества и недостатки в использовании лазерной резки. СО2-лазеры более традиционны и могут резать более толстые материалы, но не обеспечивают такого точного реза, как волоконные лазеры. Волоконные лазеры обычно могут резать более тонкие материалы и имеют гораздо более высокую скорость резки, чем CO2.
Преимущества и недостатки
Преимущества лазерной резки по сравнению с механической резкой включают в себя лучшую фиксацию заготовки, меньшее загрязнение заготовки, лучшую точность и меньшую вероятность коробления, поскольку зона термического воздействия мала.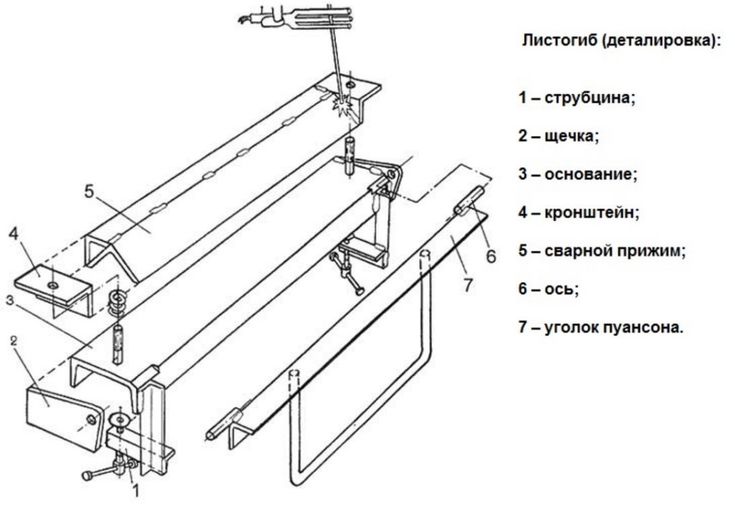 Некоторые недостатки заключаются в том, что лазерная резка не всегда хорошо режется с некоторыми материалами (например, не со всем алюминием) и не всегда стабильна. Несмотря на недостатки, лазерная резка является высокоэффективной и экономичной.
Некоторые недостатки заключаются в том, что лазерная резка не всегда хорошо режется с некоторыми материалами (например, не со всем алюминием) и не всегда стабильна. Несмотря на недостатки, лазерная резка является высокоэффективной и экономичной.
Допуски
Общие допуски
Если заказчик не предоставил чертеж или лист спецификаций, мы изготовим продукт по модели в соответствии со спецификациями, указанными здесь. По умолчанию острые края будут сломаны и зачищены. Критические края, которые необходимо оставить острыми, следует отметить и указать на отпечатке.
Формовка и гибка: | +/- 0,4 мм |
Изгиб к отверстию или элементу: | +/- 0,2 мм |
Линейные размеры, исключая места для изгибов | +/- 0,1 мм |
Диаметры со вставками | +/- 0,06 мм |
Угловатость | +/- 2 градуса |
Шероховатость поверхности | +/- 3,2 мкм |
Ограничения по материалам
Материалы, которые не подходят для лазерной резки, включают зеркальные или отражающие материалы, плиты Masonite, композиты, содержащие ПВХ.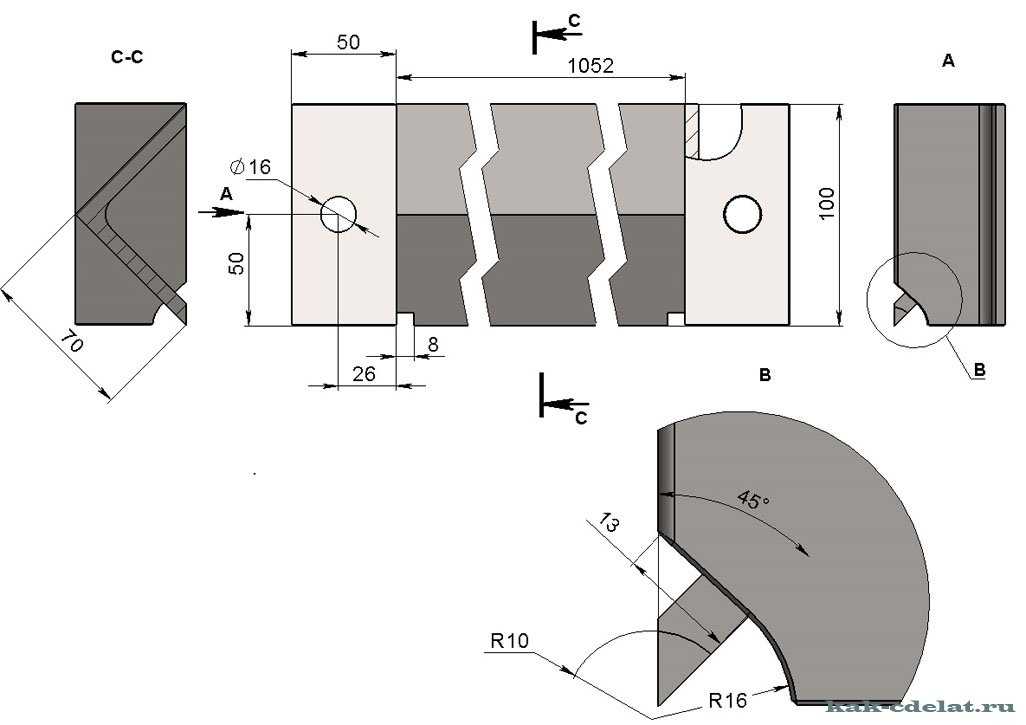
Допустимые материалы
Обычно для лазерной резки подходят следующие материалы: металл, нержавеющая сталь, алюминий определенной толщины, дерево и некоторые пластмассы.
Локальное закаливание
Локальное упрочнение происходит на кромках, где разрезал лазер. Эта закалка позволяет получить прочный и гладкий край без необходимости финишной обработки после использования лазерной резки. В углеродистой стали чем выше прокаливаемость, тем выше ЗТВ. Деформация от лазерной обработки является результатом резкого повышения температуры материала вблизи зоны резки. Искажение также создается быстрым затвердеванием зоны резания. Кроме того, искажение также может быть связано с быстрым затвердеванием материала, оставшегося по бокам разреза.
При лазерной резке часть материала выжигается, когда лазер прорезает, оставляя небольшой зазор. Этот «зазор» известен как лазерный пропил и составляет от 0,08 до 0,45 мм в зависимости от типа материала, толщины и других условных факторов. Минимальное расстояние 1-2 мм между деталями должно быть оставлено во избежание случайного перекрестного разреза.
Минимальное расстояние 1-2 мм между деталями должно быть оставлено во избежание случайного перекрестного разреза.
Также рекомендуется держать детали на расстоянии 2-5 мм от края материала из-за того, что некоторые листы деформированы или немного отличаются по размеру. Всегда следует вырезать детали по границе размера листа и не использовать края листа в качестве границы.
ДОПУСКИ
Толщина стенки
Поскольку детали из листового металла изготавливаются из одного листа металла, толщина стенки детали должна быть одинаковой. Возможно изготовление деталей из листового металла толщиной от 0,9 мм до 20 мм.
Диаметр отверстия
При проектировании деталей для лазерной резки нельзя делать отверстия меньше толщины материала.
Отводы
Изгибы листового металла производятся с помощью тормозов для листового металла. Допуск +/- 1 градус для всех углов изгиба. Доступны другие стандартные радиусы изгиба, некоторые из которых добавят дополнительную стоимость вашей детали:
0,9 мм – 1,2 мм
1,8 мм – 2,4 мм
3,8 мм – 5,0 мм
7,5 мм – 10 мм
15 мм – 20 мм
9 Руководство по элементам скручивания
Скручивание листового металла — это процесс добавления полого круглого валика к краю листа. Загнутая кромка
Загнутая кромка
придает кромке прочность и делает ее безопасной в обращении. Кудри чаще всего используются для удаления резкого
необработанный край и сделать его безопасным для обработки. Рекомендуется следующее: Внешний радиус завитка должен быть не менее чем в 2 раза больше толщины материала.
Размер отверстия должен быть не меньше радиуса изгиба плюс толщина материала элемента изгиба. Изгиб должен быть не меньше радиуса изгиба плюс шестикратная толщина материала элемента изгиба
.
Зенкованные отверстия
После лазерной резки возможны обработанные и формованные зенковки. Механически обработанные встречные раковины создаются с помощью сверлильного станка, а формованные встречные раковины создаются с помощью инструментов для штамповочного пресса. Глубина зенковки должна быть не более 0,6 мм от толщины материала.
Механически обработанная зенковка, большой диаметр | +/- 0,254 мм |
Механически обработанная зенковка малого диаметра | 2/3 толщины |
Главный диаметр формованной зенковки | +/- 0,381 мм |
Формованная зенковка малого диаметра | +/- 0,381 мм |
Допуск на зенковку
Допуск на зенковку:
Доступны как обработанные, так и формованные зенкеры — конические отверстия, вырезанные в изготовленном объекте, позволяют вставлять винт, гвоздь или болт заподлицо с поверхностью. Мы рекомендуем измерять основные диаметры зенкеров между 2,3 мм и 12,7 мм, используя один из следующих стандартных углов: 82°, 90°, 100° и 120°. Допуск на большой диаметр сформированной зенковки
Мы рекомендуем измерять основные диаметры зенкеров между 2,3 мм и 12,7 мм, используя один из следующих стандартных углов: 82°, 90°, 100° и 120°. Допуск на большой диаметр сформированной зенковки
+/- 0,254 мм.
Размеры зенковки
Расстояние между центрами зенковки должно быть равно 8-кратной толщине материала толщина материала от края.
Кромки: принцип подгибки
Подгибки — это сгибы на конце детали для создания закругленного края.
Существуют различные методы производства рихтовки листового металла. Процесс фальцевания обычно выполняется в два этапа: остроугольная фальцевание конверта. Для процесса подшивки требуется высокое давление уплотнения. В процессе развивается большая осевая сила. Эта сила воздействует на материал в продольном направлении машины.
Инструкции по кромке
Открытые и закрытые кромки могут быть сформированы по мере необходимости. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки.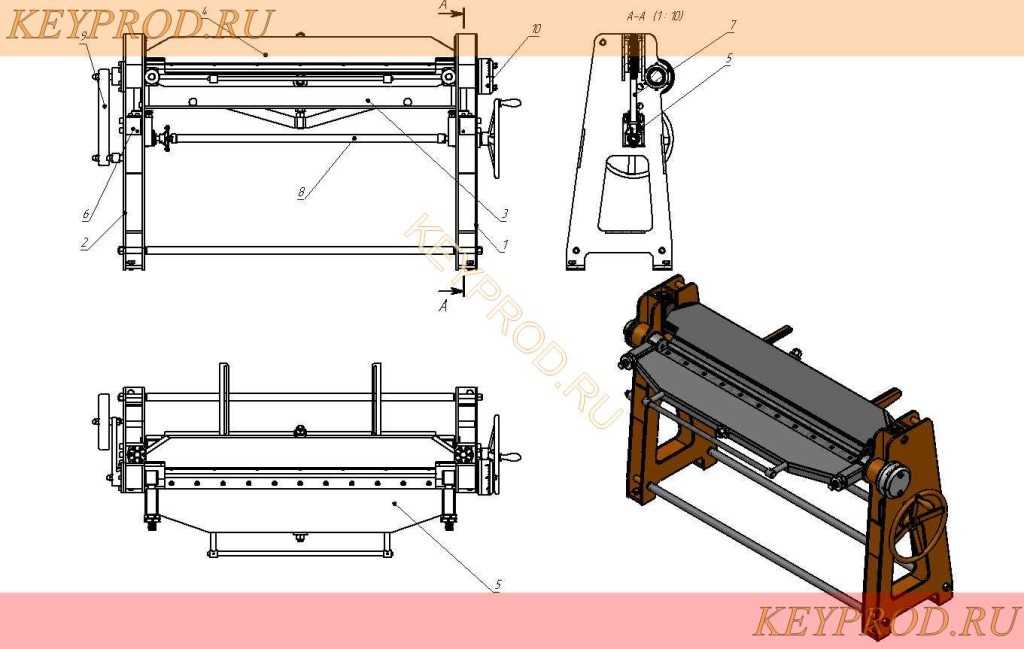 Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина возврата шва в 4 раза превышала толщину. Закрытые швы — это сгибы на конце детали для создания закругленного края. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина обратной кромки равнялась 6-кратной толщине материала.
Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина возврата шва в 4 раза превышала толщину. Закрытые швы — это сгибы на конце детали для создания закругленного края. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина обратной кромки равнялась 6-кратной толщине материала.
Открытый шов, внутренний радиус, каплевидный шов, внутренний радиус
Подгибка представляет собой не что иное, как складывание металла обратно на себя. В листовом металле кромки используются для создания складок в листовом металле, чтобы сделать края жесткими и сделать края безопасными для прикосновения. Кромки чаще всего используются для удаления острой необработанной кромки и обеспечения безопасности при обращении с ней. Край обычно используется, чтобы скрыть недостатки и обеспечить более безопасный край для обработки. Комбинация двух швов может создать прочные, герметичные швы с небольшим или минимальным креплением. Кромки можно даже использовать для стратегического удвоения толщины металла в тех областях детали, которые могут потребовать дополнительной поддержки. Рекомендуется:
Кромки можно даже использовать для стратегического удвоения толщины металла в тех областях детали, которые могут потребовать дополнительной поддержки. Рекомендуется:
Для каплевидных швов внутренний диаметр должен быть равен толщине материала.
При открытой кромке изгиб теряет свою округлость, когда внутренний диаметр превышает толщину листового металла.
Для изгибов минимальное расстояние между внутренним краем изгиба и внешней стороной подгиба должно быть равно 5-кратной толщине материала плюс радиус изгиба плюс радиус подгиба.
Отверстия и пазы: Размеры
Диаметр отверстий и пазов должен быть не меньше толщины материала. Более прочные материалы требуют большего диаметра.
Зазоры
Отверстия и пазы могут деформироваться, если они расположены рядом с изгибом. Минимальное расстояние, которое они должны располагать от изгиба, зависит от толщины материала, радиуса изгиба и их диаметра. Обязательно располагайте отверстия вдали от изгибов на расстоянии не менее чем в 2,5 раза больше толщины материала плюс радиус изгиба. Прорези должны располагаться в 4 раза больше толщины материала плюс радиус изгиба от изгиба. Убедитесь, что отверстия и прорези расположены на расстоянии не менее чем в 2 раза больше толщины материала от края, чтобы избежать эффекта «выпуклости». Отверстия должны располагаться на расстоянии не менее 6 толщин материала друг от друга.
Прорези должны располагаться в 4 раза больше толщины материала плюс радиус изгиба от изгиба. Убедитесь, что отверстия и прорези расположены на расстоянии не менее чем в 2 раза больше толщины материала от края, чтобы избежать эффекта «выпуклости». Отверстия должны располагаться на расстоянии не менее 6 толщин материала друг от друга.
Выемки и выступы Элемент Выемки
Выемки должны быть не меньше толщины материала, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины. Выступы должны быть как минимум в два раза больше толщины материала или 3,2 мм, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины.
Изгибные насечки
Надсечки — это операция резки, при которой удаляется часть внешнего края металлической полосы или детали. В случае, если расстояние между надрезами для изгиба очень маленькое, может произойти деформация листового металла. Во избежание этого надрез должен располагаться на соответствующем расстоянии от изгиба относительно толщины листа.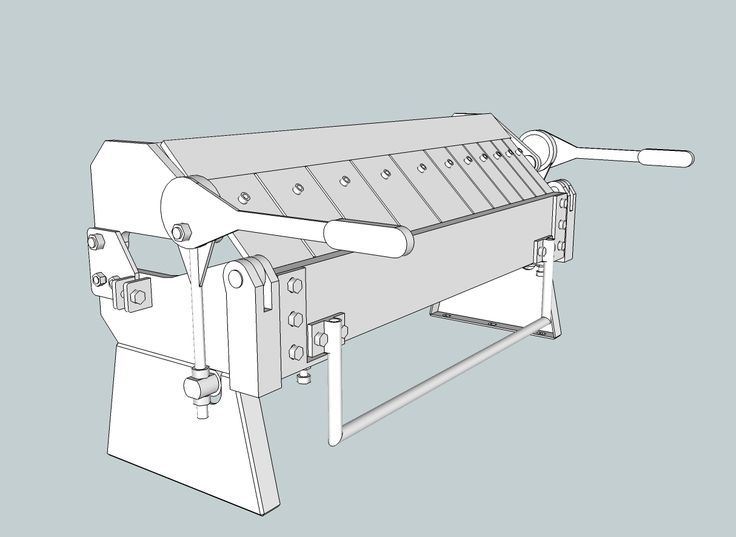 Нанесение надрезов — недорогой процесс, особенно из-за низких затрат на инструменты и небольшого набора стандартных пуансонов.
Нанесение надрезов — недорогой процесс, особенно из-за низких затрат на инструменты и небольшого набора стандартных пуансонов.
Зазоры
Выемки должны находиться на расстоянии не менее 3,175 мм друг от друга. Для изгибов вырезы должны быть как минимум в 3 раза больше толщины материала плюс радиус изгиба. Расстояние между выступами должно быть не менее 1 мм или толщины материала, в зависимости от того, что больше.
Рекомендации по выемке Характеристика:
Ширина выемки не должна быть уже 1,5*t.
Длина насечек может быть до 5*т. Рекомендуемый угловой радиус для насечек должен быть 0,5*t.
Выемки должны быть не менее толщины материала или 0,04 дюйма, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины. Выступы должны быть не менее чем в 2 раза толще материала или 0,126 дюйма, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины.
ОСОБЕННОСТИ
Угловые скругления
Скругление или скругление углов листового металла выполняется для получения гладкой поверхности.