Чертеж своими руками листогиба: чертежи и описание, как сделать
Содержание
Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Содержание:
- 1 Виды ручных листогибов
- 2 Пошаговая инструкция по изготовлению листогиба своими руками
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Prev
1of1
Next
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Prev
1of1
Next
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Prev
1of1
Next
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Prev
1of1
Next
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Prev
1of1
Next
Prev
1of1
Next
Для создания такого станка потребуются:
Швеллер шириной 25 см
2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
2 3/4-дюймовые гайки
2 3/4-дюймовые резьбовые пробки
2 3/4-дюймовые муфты
2 3/4-дюймовые металлические шайбы
2 болта для фиксации стальных уголков (на фото их нет)
Prev
1of1
Next
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Prev
1of1
Next
Prev
1of1
Next
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Prev
1of1
Next
Prev
1of1
Next
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
Prev
1of1
Next
Prev
1of1
Next
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Prev
1of1
Next
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Prev
1of1
Next
Prev
1of1
Next
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Prev
1of1
Next
Prev
1of1
Next
Теперь нужно изготовить оси для работы петель.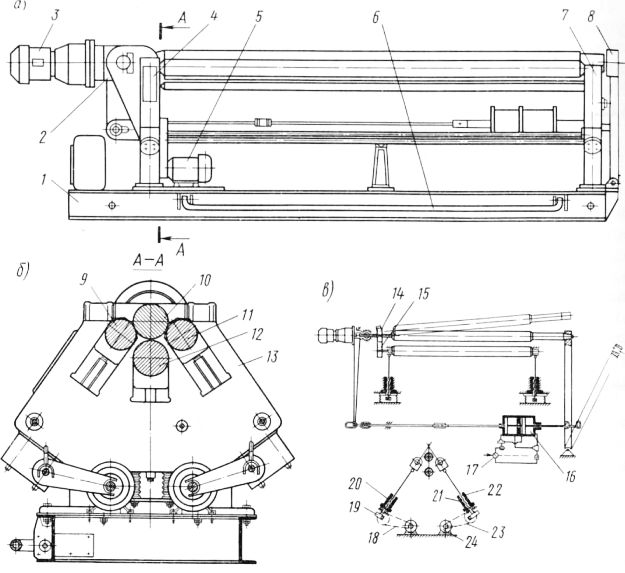 Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Prev
1of1
Next
Prev
1of1
Next
А так выглядит результат работы станка:
Prev
1of1
Next
Prev
1of1
Next
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.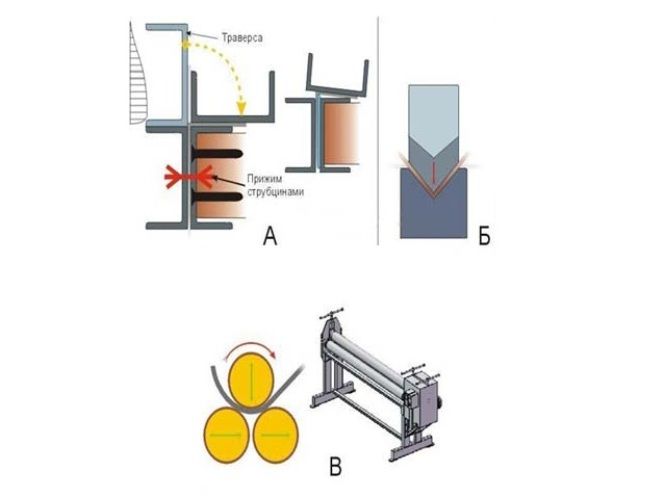
Prev
1of1
Next
Prev
1of1
Next
Чертежи прилагаются.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Источник
Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Оглавление:
- 1 Виды ручных листогибов
- 2 Пошаговая инструкция по изготовлению листогиба своими руками
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы.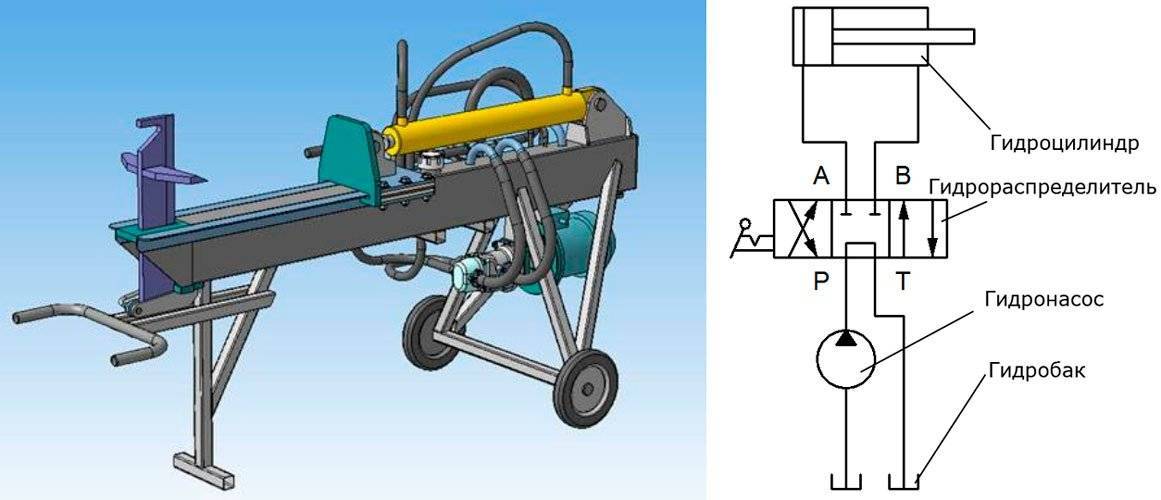 Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Prev
1of1
Next
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Prev
1of1
Next
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Prev
1of1
Next
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Prev
1of1
Next
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Prev
1of1
Next
Prev
1of1
Next
Для создания такого станка потребуются:
Prev
1of1
Next
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Prev
1of1
Next
Prev
1of1
Next
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Prev
1of1
Next
Prev
1of1
Next
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
Prev
1of1
Next
Prev
1of1
Next
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.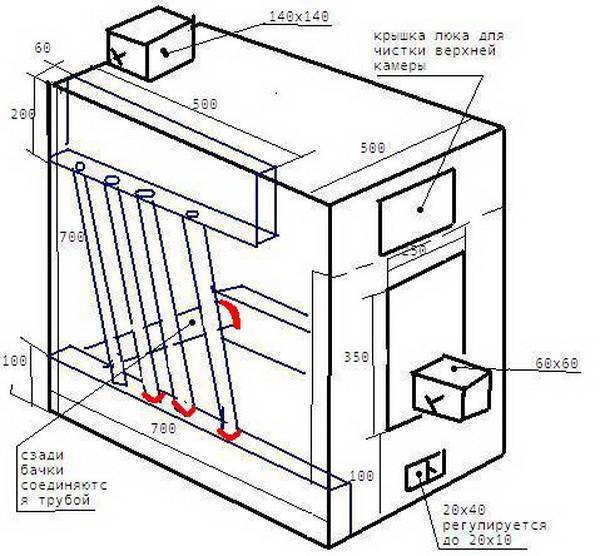
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Prev
1of1
Next
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Prev
1of1
Next
Prev
1of1
Next
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Prev
1of1
Next
Prev
1of1
Next
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Prev
1of1
Next
Prev
1of1
Next
А так выглядит результат работы станка:
Prev
1of1
Next
Prev
1of1
Next
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Prev
1of1
Next
Prev
1of1
Next
Чертежи прилагаются.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Источник: http://silastroy.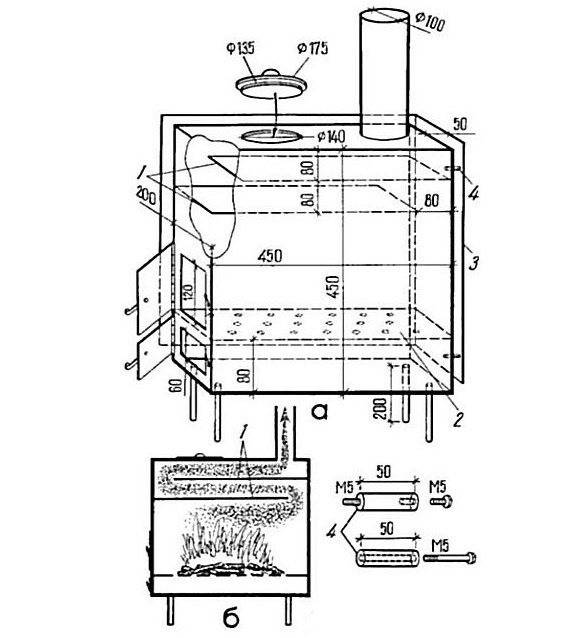 com/silastroy.com/materials/listogibochnyj-stanok-svoimi-rukami-chertezhi.html
com/silastroy.com/materials/listogibochnyj-stanok-svoimi-rukami-chertezhi.html
Понравилось? Поделитесь с друзьями!
особенности, чертежи и рекомендации. Необходимые инструменты и материалы
В современном строительстве невозможно представить работу, связанную с железобетонными конструкциями, металлической арматурой или созданием фундамента, без использования удобных гибочных станков, которые способны выполнять много полезных функций. Ручные самодельные листогибы являются достаточно простыми инструментами, которые позволяют из листового материала изгибать качественные изделия даже неквалифицированному мастеру.
Возникновение листогибочного станка
Первые механические листогибочные прессы изобрели в США. Возникновение листогибов свое начало берет еще с 19 столетия, когда в производственных организациях всевозможных отраслей назрела необходимость широкого выпуска металлических конструктивных деталей.
Изготовление изделий из металла без использования специального оборудования было чрезвычайно дорогостоящим и занимало много времени. Затем были попытки внедрить в производство пневматический пресс, однако они потерпели крах, так как отличались малой производительностью и плохой видимостью материала.
Затем были попытки внедрить в производство пневматический пресс, однако они потерпели крах, так как отличались малой производительностью и плохой видимостью материала.
Но технический процесс на месте не стоит, и неудобные, массивные, потребляющие много энергии и травмоопасные механические листогибы заменили на более лучшие в эксплуатационных свойствах гидравлические модели. Это случилось во второй половине 20 века, когда началась налаживаться обработка стали. А далее пошло-поехало…
Работа учёных в данной среде способствовала автоматизации листогибочных станков, развитию дополнительного оборудования и безопасности сотрудников. Спустя 60 лет листогибочный станок стал неотъемлемой частью производства. А сегодня даже частные мастера постоянно задаются вопросом, как сделать листогиб своими руками.
Предназначение листогибочного станка
Листогибочный станок представляет собой прессовое устройство, которое производит гибку цельных листов металла или вырезанных полос из него разной толщины и формы. Самодельный листогиб способен изгибать листы под желаемым углом, вместе с этим не нарушая плоскостности. Листогибочные станки используют для обработки листов из латуни, стали, алюминия и меди, а также прочих металлов с толщиной до 0,7-0,8 миллиметров.
Самодельный листогиб способен изгибать листы под желаемым углом, вместе с этим не нарушая плоскостности. Листогибочные станки используют для обработки листов из латуни, стали, алюминия и меди, а также прочих металлов с толщиной до 0,7-0,8 миллиметров.
При этом отсутствуют у отгибаемой части листа деформации, которых невозможно достичь при использовании традиционной киянки и оправки. Это позволяет из листа изготавливать самые разные предметы. Изделия, которые сделаны таким способом, почти не отличаются от аналогичных, изготовленных на промышленных станках.
Наличие на гибочной балке силиконовой вставки делает возможным изгибание окрашенных листов без опасности повреждения покрытия. Также предусмотрены удобные функции регулирования толщины листов, что предстоит изогнуть. Листогиб сгибает без труда листы из железа и жести, точность и качество сгиба при этом достаточно высокие и отвечают всем требованиям. Многие из таких станков могут одновременно проводить резку металла.
Листогибочное оборудование широко применяется:
- в машиностроении — для изготовления кузовов и запчастей;
- в корабле- и авиастроении;
- в области строительства — отделка фронтов крыш, изготовление кровли, вентиляционных шахт и воздухоотводов, ветровых планок и карнизов, дверных и оконных переплетов, облицовка фасадов, производство коньков и отливов для окон, а также элементов металлического сайдинга, металлочерепицы и профнастила;
- в электронике — для изготовления корпусов персональных компьютеров, стиральных машин, холодильников и микроволновых печей;
- в мебельном производстве — для создания незамкнутых и замкнутых профилей, конусов, коробов, цилиндров.

Листогибочный станок состоит из листа железа, что является основанием, прижима, обжимного пуансона с креплением, 2 струбцин для прикрепления оборудования к столешнице верстака. Изготавливают листогиб своими руками из металлических заготовок. Специалисты рекомендуют на металлобазе купить швеллер 6,5 — 8, что имеет длину 500 — 650 миллиметров, на котором держится вся конструкция листогиба.
Зачастую листогибы снабжены дополнительными опциями: приспособлением для держания рулонного металла, угломером, дублирующими опорами для металлических листов и профилирующим устройством. Иногда практикуют изготовление листогиба с усиленной опорой, которая обеспечивает надежное крепление станка, и специальный роликовый нож, что может резать металл на уровне качества, достигаемого на фабриках.
Конструкция листогибочного станка
Листогибочный аппарат в большинстве случаев используется для изготовления из металлопрофиля элементов кровли. В устройство листогиба листы можно заправлять с тыльной и передней стороны, что избавляет от потребности проведения предварительной порезки. В конструкции имеется резец, который позволяет резать металл прямо на объекте.
В конструкции имеется резец, который позволяет резать металл прямо на объекте.
Главными элементами чертежа самодельного листогиба для сгибания листового металла являются следующие:
- Роликовый нож. Этот инструмент изготавливается из самого прочного и качественного стального сплава, ресурс функционирования колеблется в пределах 25 километров металла полумиллиметровой толщины. Нож можно заточить после окончания ресурса и цикл проделать несколько раз. Конструкция стального ножа с порошковой посыпкой является весьма стойкой к нагрузкам, вес достигает 5 килограммов.
- Задний стол. На стол легко помещается рабочий лист металла, который вы можете двигать в требуемом направлении, заправлять для работы. Сгибатель и резак материала устанавливается на опорах стола.
- Подставка. Рабочий стол размещается на деревянной подставке, поэтому листогибочный станок не скользит по полу. Предусмотрена возможность регулирования высоты подставки, а станок способен перемещаться на колёсах просто, что удобно для регулярной перевозки.
- Передние упоры. Данные элементы позволяют задавать ширину разреза, при этом их конструкция может поворачиваться на 180 градусов, после чего возвращаться в первое положение.
- Измерительная пластина и упор сгиба угла. Упор способен быстро устанавливать необходимый угол листа, или сам процесс сгибания выполнять без фиксации под произвольным углом.
Принцип работы станка
Ручной самодельный листогиб предназначается для изготовления профильных деталей из тонколистовой стали, алюминия и меди: толщиной 0,5-0,7 миллиметра, шириной до 2500 миллиметров, с высотой полки от 20 миллиметров, отрезания полос данного листа от 80 до 400 миллиметров для складывания загнутой полки для придания изделию дополнительной жесткости.
Принцип работы листогибочного станка основывается на фиксации заготовки на столе листогиба с помощью прижимной рамы и дальнейшем загибе поворотной балкой на нужный угол выступающей части заготовки. Максимальный угол загиба достигает 135 градусов, предусмотрена возможность догиба до 180 градусов. От мощности прессового механизма зависит предельная толщина металла, что подается.
От мощности прессового механизма зависит предельная толщина металла, что подается.
Прижим совершается в механическом режиме с использованием эксцентриковой стяжки. Вы можете отрегулировать усилие прижима. Простая конструкция листогибочного станка и используемые материалы способны обеспечивать его безотказность и высокую надёжность, а также ремонтопригодность в суровых условиях — даже в полевых. Особенность конструкции состоит в возможности неограниченной подачи заготовок по длине.
В продаже имеются специальные станки, чертежи листогибов данного типа имеют некие отличительные особенности. Прижим заготовки может осуществляться с помощью электромагнита, который располагается в корпусе аппарата. Мощность электромагнита способна обеспечивать прижим, исключающий выскальзывание из-под прижимной балки заготовки.
Повышенная жёсткость вышеописанной конструкции демонстрирует прямолинейность и высокое качество изгиба. Длина заготовок и угол гибки бывают фиксированными или заданными при помощи ограничителей для создания одинаковых или однотипных деталей.
Также в ассортименте предложены гибочные прессы, деформация заготовок в которых совершается благодаря вдавливанию её в выемку матрицы выступом пуансона. Усилие обеспечено гидро- или пневмоприводом. Подобное листогибочное оборудование предназначается для изгибания листовой стали, которая имеет толщину до 3 миллиметров на длине до 2500 миллиметров.
Разновидности листогибочных станков
Листогибочное оборудование по мобильности делится на передвижное и стационарное. Первые виды станков используют на производстве для обработки большого объема материала, вторые станки — на небольших предприятиях или стройках для изготовления отдельных деталей.
Зависимо от методики обработки материала, листогибочные станки бывают поворотными, оснащенными гибочной балкой, прессовыми с пуансоном и матрицей, ротационными — схемы листогибов предусматривают наличие валок.
По виду привода листогибочные станки разделяются на 5 типов:
- Пневматические аппараты работают за счет функционирования пневмоцилиндров, в основном в продаже представлены поворотные модели.

- Электромеханические станки являются стационарными механизмами, оснащенными приводной системой, электродвигателем и редуктором.
- Механические станки представляют собой стационарные машины, которые функционируют благодаря энергии маховика.
- Гидравлические станки способны действовать за счет гидроцилиндров.
- Ручные станки для своей эксплуатации требуют мускульную силу рабочих и являются очень удобными для быстрой перевозки и работы в местах производства изделий.
При выборе листогибочного станка или изготовлении своими руками листогиба необходимо определиться с толщиной листов металла, потому что оптимальным решением для обработки материала, который имеет толщину меньше 0,1 сантиметра, считается ручной станок.
Этот аппарат способен обеспечить необходимую точность и освобождать хозяев от больших вложений. Если требуются разные детали из металла, что имеют толщину больше 1 сантиметра, лучше всего выбрать промышленную модель с электроприводом и возможностями выполнения широкого спектра функций. Такие станки стоят намного больше, занимают большую площадь, однако демонстрируют высокую производительность.
Такие станки стоят намного больше, занимают большую площадь, однако демонстрируют высокую производительность.
Изготовление листогибочного станка
Листогибочный станок в практике самодельщиков — пока малораспространенное приспособление. Однако данный инструмент является очень полезным, потому что даже неквалифицированным мастерам позволяет качественно выполнять работу, связанную с гибкой листового металла.
Листогибочный станок, состоящий из основания, обжимного пуансона с рычагом, прижима и двух струбцин, можно изготовить при наличии электросварки. Необходимы только недеформированные уголки номер 3 и 5, а также отрезок швеллера. Основание принято изготавливать из швеллера номер 6,5 или 8, что имеет длину до 500 миллиметров. Размер принято выбирать по своему усмотрению.
Сделанный из уголка прижим способен обеспечить гибку листа на угол, что составляет больше 90 градусов, что, к примеру, нужно для соединения в фальц листов. Прижим изготовленного своими руками ручного листогиба отличается сварной конструкцией. Основной уголок 5 необходимо дополнительно усилить профилем из уголка номер 3.
Основной уголок 5 необходимо дополнительно усилить профилем из уголка номер 3.
Чтобы прижим получился жестким, рекомендуется использовать уголки, толщина полок которых составляет 5 миллиметров. Прижим делают короче основания на 70 миллиметров, к его торцам следует приварить кронштейны из отрезков уголка номер 3 со стенкой, толщина которой достигает 5 миллиметров.
Края полок уголка, которые контактируют с изгибаемым листом, обрабатывают напильником или фрезеруют, делая их параллельно основанию. В каждом уголке-кронштейне посредине полки необходимо просверлить отверстие, диаметр которого составляет 8 миллиметров.
Обжимной пуансон выполните из уголка номер 5, он на 10 миллиметров короче, чем прижим. Рычаг принято выгибать из арматурного стального прутка, что имеет диаметр 15 миллиметров, в виде скобы и приваривать к пуансону. Дальше выпилите из стального листа, толщина которого 5 миллиметров, щечки и просверлите в них по отверстию диаметром 10 миллиметров.
Снимите с ребра торцов уголка-пуансона фаски, длина которых 30 и глубина 5 миллиметров, что необходимы для крепления и установки стальных осей из прутка, что отличается диаметром 10 миллиметров.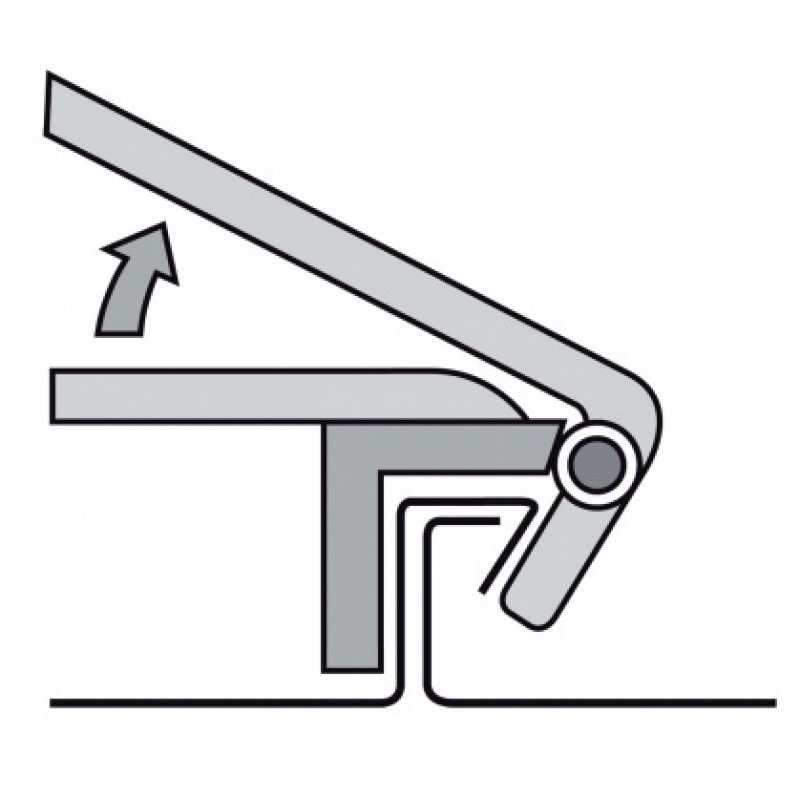 Оси необходимо приваривать таким способом, как показано на видео о листогибах своими руками, чтобы осевая линия прутка направлялась параллельно ребру уголка. На ребре основания снимите фаски, что имеют глубину 6 и длину 32 миллиметра.
Оси необходимо приваривать таким способом, как показано на видео о листогибах своими руками, чтобы осевая линия прутка направлялась параллельно ребру уголка. На ребре основания снимите фаски, что имеют глубину 6 и длину 32 миллиметра.
Основание и пуансон для предварительной сборки нужно закрепить в слесарных тисках так, чтобы полки уголка и швеллера размещались в одной горизонтальной плоскости. Наденьте на оси пуансона щечки и прихватите их в нескольких точках к основанию электросваркой или крепят другим методом.
На данную поверхность для пробной гибки принято помещать лист из мягкого металла, что имеет толщину близко 1 миллиметра, и сверху фиксировать прижимом, притягивая его временно к основанию шпильками с накладками или струбцинами. Положение щечек относительно основы рекомендуется проверять посредством пробных гибок и корректировать при потребности. Убедившись в оптимальном положении щечек, их нужно приварить окончательно к основанию.
При использовании отверстий в кронштейнах прижима их сверлят диаметром 8 миллиметров в основании и нарезают резьбу М10 в них. Отверстия в прижиме нужно рассверлить до диаметра 10 миллиметров. В основании в резьбовые отверстия снизу завинтите болты, головки которых следует зафиксировать на основании сваркой.
Отверстия в прижиме нужно рассверлить до диаметра 10 миллиметров. В основании в резьбовые отверстия снизу завинтите болты, головки которых следует зафиксировать на основании сваркой.
Притяните к основанию прижим гайками М10, под их головки подложите шайбы. Использовать желательно гайки-маховички, которые получится снять с водопроводной арматуры. При отвинчивании затяжных гаек отжатие прижима обеспечивают пружины, что надеты на болты. Можно применять и резиновые амортизаторы.
Струбцины для закрепления листогибочного станка к основанию являются самодельными, сваренными из уголка номер 3. Конструкция струбцин является совершенно понятной из чертежа листогиба своими руками. Зажимные винты М10 оснащены опорными накладками. Струбцины необходимо приварить к полке основания возле щечек.
Требования и техника безопасности
Разные виды листогибочных станков предназначены для разных целей, но все они должны соответствовать ниже обозначенным требованиям: удобство в работе, безопасность, минимальная энергопотребляемость, устойчивость, хорошее качество составляющих деталей, возможность замены элементов при выходе из строя, соответствие их требуемым стандартам.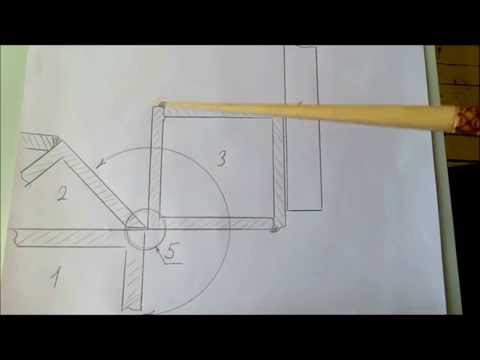
Чтобы избежать возникновения производственных травм, настоятельно рекомендуется ознакомиться с техникой безопасности. Листогибочный станок является опасным устройством, так как содержит множество колющих и режущих элементов, которые представляют угрозу для здоровья и жизни оператора. Непосредственно перед работой нужно детально изучить инструкцию для каждого конкретного устройства. Работать с листогибом необходимо исключительно в защитной одежде.
Перед каждым запуском аппарата следует тщательно проводить проверку работоспособности оборудования. Запрещается гнуть листы металла выше допустимой толщины и оставлять листогибочный станок без присмотра.
Таким образом, листогибочный станок в умелых руках способен обеспечить высокое качество изготовления таких деталей, как кожухи, шасси, корпусы, также станок понадобится при соединении в фальц листов, гарантируя во всех случаях надлежащий товарный вид изделию. Главное только знать, как сделать листогиб правильно. При этом обеспечивается отсутствие деформаций и плоскостность в отгибаемой части листов.
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков
:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки.
 Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат
. Алгоритм изготовления несложный:
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете
. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию.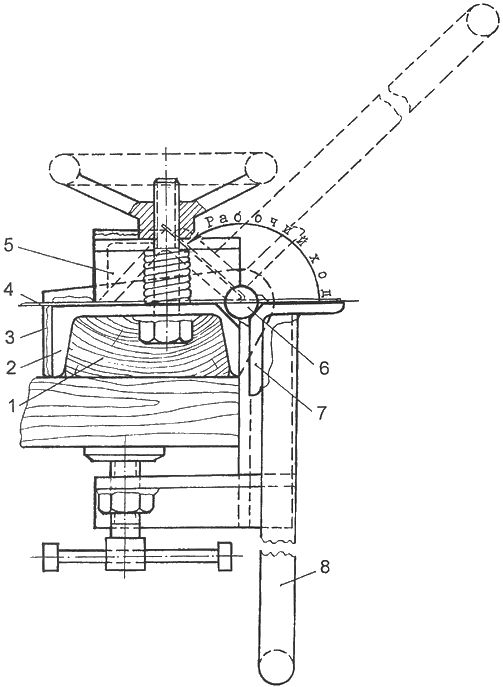 Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина
. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности
:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей. В случае обнаружения не приступать к работе до их устранения.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
Таким образом, своими руками можно легко сделать листогиб.
Современные листогибы — востребованные конструкции для выполнения холодной гибки основных листовых металлов при необходимости облегчить создание различных изделий. Изготовить наипростейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств.
Что такое листогибочный станок
Листогиб или листогибочный пресс — устройство для холодной гибки металла. Основное назначение — изготовление изделий из листовых материалов.
За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям.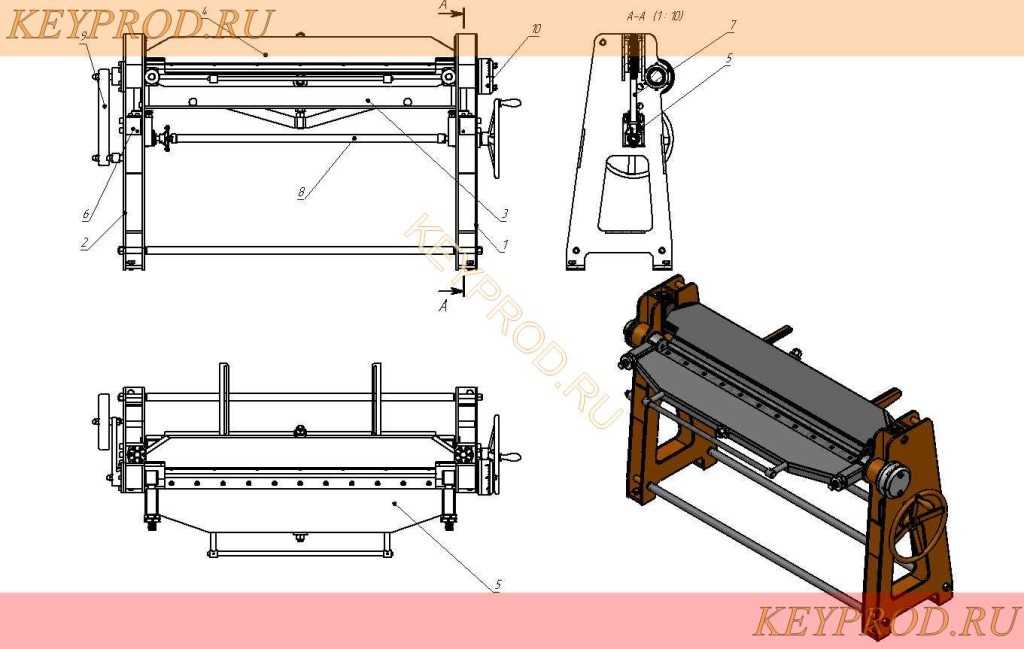 Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла — отсутствие изломов, гофрирования готового изделия и появления других недостатков
Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
История технического развития
Ещё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.
Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий
Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом. А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
Гидравлические станки удобнее и безопаснее механических прессов
Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Виды листогибов
Листогибы могут быть стационарными и мобильными или передвижного типа, делятся на прессовые, поворотные и ротационные модели. Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Простые ручные
Функционируют за счёт использования мускульной силы и «поворотной балки», благодаря чему рычагом придаётся металлу нужная форма.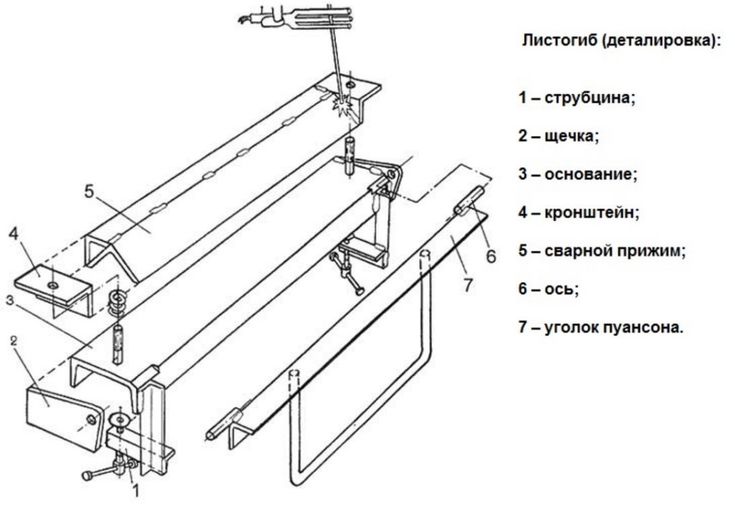 Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Каркас ручных станков изготовливается из высококачественной стали, обеспечивающей надёжность всей конструкции
Преимущества простого ручного листогибочного станка представлены отсутствием шума в работе, невысокой стоимостью, лёгкостью и мобильностью, а также независимостью от электросети. К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм.
Пневматические
Работа обусловлена наличием в конструкции пневматических цилиндров. Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе из листового металла с лакокрасочным покрытием
Достоинства пневматического листогиба представлены хорошей автоматизацией процесса, а также высокой универсальностью и необходимостью минимального вмешательства оператора во весь процесс работы. Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Гидравлические
Передвижные и стационарные гидравлические листогибные станки функционируют за счёт наличия в конструкции гидропривода. На сегодняшний день такой вариант оборудования считается одним из самых лучших и современных.
Современные гидравлические листогибы используются для получения идеальных по качеству и точности изделий
Достоинства моделей гидравлического типа представлены быстрой работой, низким уровнем шума, высокой надёжностью и возможностью перегиба даже толстых металлов. Такой вид устройств редко нуждается в обслуживании. Минусы эксплуатации заключаются в проблемах поиска вышедших из строя деталей, необходимости ремонта в специализированных мастерских и риске вытекания масла при значительном износе.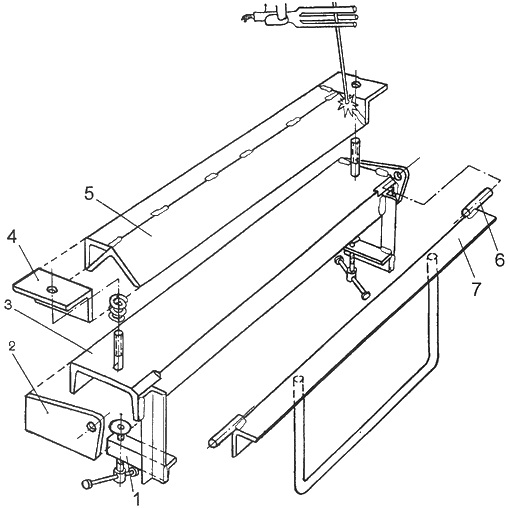
Электромеханические
Стационарный вид листогиба, функционирующий за счёт работы электрического двигателя, приводной системы и редуктора. Электромеханические прессы вполне заслуженно очень популярны, что объясняется доступной стоимостью и относительной простотой эксплуатации.
Электромеханический гибочный станок относится к оборудованию тяжелого класса
Достоинства электромеханического оборудования представлены сравнительно невысокой ценой, хорошей производительностью, широким функционалом и доступностью основных запасных комплектующих. При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
Механические
Стационарного типа механические листогибы функционируют в результате передачи энергии кинетического вида с предварительно раскрученного до нужных показателей маховика.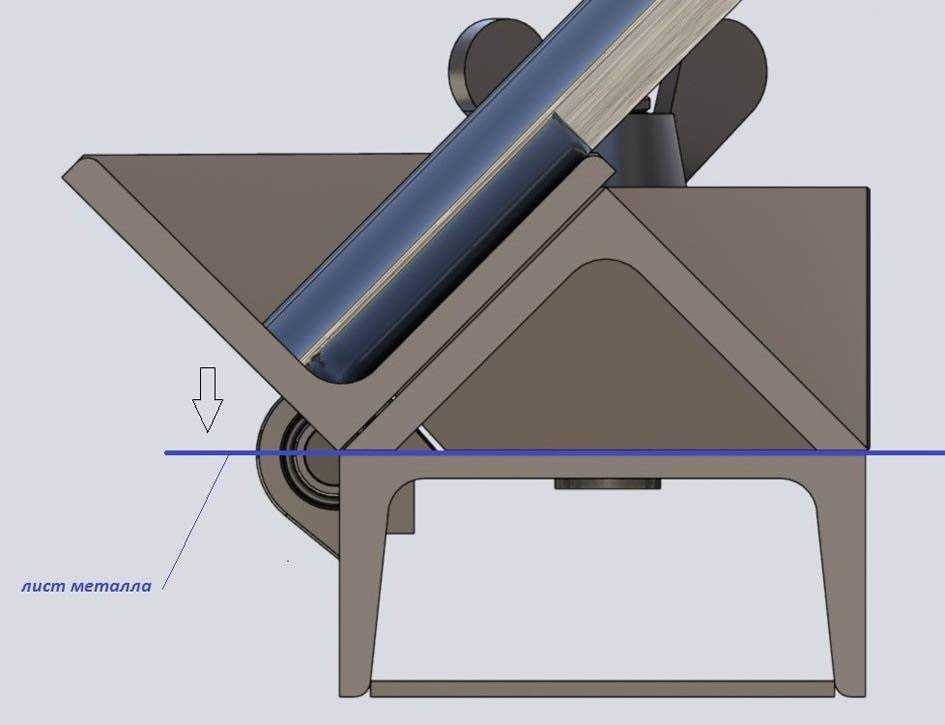
Механические листогибы могут использоваться для проведения монтажных работ
Несмотря на низкую себестоимость производства, простоту исполнения и довольно высокую надёжность эксплуатации, механические станки отличаются большой массой, высоким уровнем потребления электрической энергии, шумностью в работе и заметным неудобством выполнения самостоятельной переналадки.
Изготовление листогибочного станка своими руками
Проще всего изготовить самостоятельно ручной станок, который прост в эксплуатации, но несколько ограничен в функционале.
Трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доработать наиболее удачный шаблон
- 1 — струбцина;
- 2 — щёчка;
- 3 — основание;
- 4 — кронштейн;
- 5 — прижим сварного типа;
- 6 — ось;
- 7 — уголок пуансона.
Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.

Работа на этом типе оборудования предполагает высокое мастерство оператора, что объясняется повышенным риском производства бракованных изделий при наличии даже незначительного перекоса устанавливаемой заготовки. Все ручные модели самостоятельного изготовления упрощены, но их основной недостаток представлен физическими нагрузками оператора.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.

Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Этот вариант изготовления листогибочного станка своими руками лёгок в исполнении, но позволяет работать только с довольно тонкими листовыми металлам.
- Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
В третьем тавре глубина выемки делается немного больше, что необходимо для свободного хода прижимной планки
- Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
Все сварочные швы необходимо делать до окончательной сборки, чтобы не допускать изменения геометральных характеристик конструкции
- На каждый из тавров приваривается по паре укосин с двух сторон.
Такие элементы необходимы для установки болтового фиксатора прижимной планки
- К укосинам приваривается гайка болта.
Сварочные швы надёжно крепят элементы станка друг к другу
- Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части. Диаметр такого отверстия должен немного превышать размеры болта.
Приваривание выполняется после центровки и расположения строго на одной вертикали
- Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см. Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
Аналогичное крепление осуществляется с другой стороны, что позволяет при откручивании выполнять самостоятельный подъём прижимной планки
- К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания.
 Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.Такая конструкция готового устройства позволяет делать довольно качественную отбортовку
- Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.
На изгибе неподвижного уголка по двум сторонам привариваются небольшие упорные пластинки для расположения прижимной планки с приваренной винтовой гайкой
- Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
Грань, обращённая на место сгиба, должна быть срезана, что позволит получить максимально острый угол изгиба
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.
На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.
Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Преимущества и недостатки самодельных и покупных моделей
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
Таблица: сравнение листогибов разных производителей
Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Многие мастера даже не представляют, сколько бы средств они могли бы сэкономить, а значит, и заработать на самостоятельном изготовлении элементов из листовой стали. Например, детали кровли: коньки, планки, ендовы, желоба. Они стоят в разы дороже материала, из которого сделаны. Начинаем экономить, сделав обычный ручной листогиб.
Например, детали кровли: коньки, планки, ендовы, желоба. Они стоят в разы дороже материала, из которого сделаны. Начинаем экономить, сделав обычный ручной листогиб.
1
Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
Делайте выводы сами.
2
Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания
. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Лучше всего для такого инструмента использовать твердые породы дерева, но если такого не оказалось под рукой, то можно использовать и обычную сосну.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
3
Ручные листогибы своими руками – используем чертежи
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов «барашками» или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом «потечет» – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
Листогиб должен присутствовать в арсенале каждого мастера, особенно он необходим для тех, кто занимается холодной ковкой. Ведь при выполнении этой работы требуется часто сгибать детали металлической заготовки. Такое устройство обладает высокой надёжностью, к тому же его легко эксплуатировать. Однако профессиональное оборудование стоит дорого, поэтому многие предпочитают делать листогибочный станок своими руками.
Предназначение и особенности листогиба
К сожалению, невозможно создавать качественные элементы из металла без использования специальных приспособлений. Чтобы повысить производительность и облегчить ручной труд, постоянно производят новые устройства. К ним относится и листогиб, который представляет собой металлопрокатный станок
. Его применяют для сгибания такого металла, как: сталь, латунь и алюминий. На этом станке листы изгибают под определённым углом, не нарушая при этом их плоскостность.
Не стоит покупать дорогостоящее устройство, если собираетесь открыть небольшое производство либо выполнять работы на дачном участке. Для подобных целей лучше создать самодельный листогиб.
На станке, сделанным своими руками, получится обрабатывать листовой металл толщиною до 2 мм. Чаще всего такое ручное оборудование состоит из следующих частей:
- прижима;
- основания;
- обжимного пуансона с рычагом.

Фабричные листогибочные станки имеют дополнительные возможности. Самой популярной функцией является резка металлических листов. Роликовый нож у такого оборудования выполнен из высоколегированного сплава стали, обработанного специальным лаком. Резец имеет большой срок службы, а вот нож придётся периодически подтачивать
.
Разновидности листогибов
Перед тем как приступить к изготовлению ручного станка для сгибания металлических изделий, надо сначала определиться, для чего именно он нужен. Именно от назначения этого устройства будет зависеть, какой тип оборудования делать. Самым простым считается устройство, сделанное своими руками, в котором металлический лист гнёт специальная траверса. С помощью этого оборудования получится легко согнуть стальные изделия, применяя только силу рук, конечно, если их ширина не больше 50 см
.
Фиксируется основание листа в тисках или струбцинами, при этом гнутьё осуществляется давлением, которое оказывает траверса. Иногда, чтобы добиться угла сгиба в 90 градусов используют вложенную проставку. В качестве неё выступает обычная полоска из металла, компенсирующая упругость листа.
Листогибочный пресс — более сложное по конструкции оборудование. Заготовка в нём размещается на матрице, а сверху на неё опускается пуансон, придавая необходимый профиль. Однако для домашнего использования такое устройство не подойдёт, поскольку оно небезопасно и сложно в применении.
Наиболее походящим считается листогиб, гнутьё листового металла в котором выполняется несколькими валами
. Этот станок принято называть проходным. Основное его достоинство — регулируемые вальцы, позволяющие получать разный радиус изгиба. Такое устройство для гибки делится на два типа: с электрическим либо ручным приводом.
Вальцы тоже могут быть различными. Например, инструменты, обладающие гладкой рабочей поверхностью, используют для изготовления секций труб с огромным диаметром или осуществления жестяных работ, подразумевающих выгибание металла.
Профилированные вальцы предназначены для гнутья кровельных изделий: отбортовки, водостока, конька, ендовы и других. А вот протяжной листогиб нередко оснащают прижимом, дополнительной опорой, а также траверсой, чтобы применять его для ручного сгибания металла. Эти станки ещё оборудуют валами разного профиля
. Причём их можно самостоятельно докупить и усовершенствовать устройство.
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м
. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см
, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
- Ровная поверхность, лучше металлическая;
- Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Если собираетесь гнуть слишком длинные листы, тогда металл выбирайте толще, а полки — шире. Подойдут и тавры, правда, их используют в основном для гибки очень толстых и длинных заготовок. Кроме этого, придётся потратиться на пружину, два винта диаметром не менее 10-20 мм и несколько металлических дверных петель. К тому же для работы понадобится дрель со сверлом по металлу или сварочный аппарат.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин
, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины
, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы
.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов
. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Правила работы на самодельном листогибе
Этот станок является довольно травмоопасным, поэтому при гибки железного листа, необходимо соблюдать технику безопасности. Прежде чем приступить к работе на покупном оборудовании, нужно первым делом ознакомиться с инструкцией, и выяснить на обработку какого материала рассчитано устройство.
Перед использованием листогибочного станка, изготовленного своими руками, следует проверить состояние рабочей экипировки
. Никаких свисающих деталей на спецодежде быть не должно, а молнии, манжеты на рубашке и пуговицы, необходимо застегнуть.
Затем надо перейти к проверке состояния рабочих узлов, а также их креплению. Если были выявлены неисправности, нужно их все устранить. Вокруг листогиба требуется оставлять свободное пространство не менее 1 метра. Проход к станку нельзя ничем загромождать. Ещё важно проверить достаточность освещения рабочего места.
Заготовки заранее размещают возле листогиба. На этом оборудовании запрещается гнуть железные листы, толщина которых в несколько раз больше допустимых значений. Нельзя оставлять включённое устройство без присмотра.
Для создания практичного и удобного ручного листогибочного станка понадобится не так уж много времени и сил. Зато он станет незаменимым инструментом для домашнего мастера.
Листогиб своими руками чертежи и описание.
Листогиб своими руками – доступные решения для деформации проката
ГлавнаяРазноеЛистогиб своими руками чертежи и описание
Самодельный листогиб своими руками: чертежи и схемы
Слесарно-монтажный инструмент
Не только на производстве, но и в быту, нередко возникает необходимость согнуть лист металла, и чем больше его толщина, тем сложнее сделать это вручную. На такой случай надо изготовить листогиб своими руками, простая конструкция которого может насчитывать всего 5–6 деталей. Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
1
Виды листогибов – назначение и конструкционные особенности
По типу привода устройства для продольной деформации листового металлопроката бывают следующие:
- Электромагнитные, прижим элементов в которых происходит за счет пропускания тока через электрические катушки;
- Пневматические, действующие от воздушных компрессоров;
- Гидравлические, с тем же принципом действия, что и пневматика, но только функционирующие под давлением жидкости;
- Электромеханические, работающие за счет вращения ротора мощного электромотора;
- Ручные, приводимые в действие мускульным усилием оператора.
Все перечисленные агрегаты, кроме последнего, применимы только на производстве и имеют довольно высокую стоимость, да и расходы на их эксплуатацию и обслуживание тоже велики. В быту проще всего задействовать ручной листогиб, который несложно собрать собственноручно, если в наличии есть чертежи и есть возможность изготовить необходимые детали. Сборку желательно выполнять при помощи сварки, болтовые соединения могут оказаться ненадежными.
По способу обработки рассматриваемое оборудование тоже делится на отдельные категории:
- Траверсные, рычажного действия;
- Вальцовые или роликовые;
- Прессовальные, с пуансоном (матрицей).
Первые – самые распространенные и удобные в работе, имеют прижим, под которым пропускается заготовка, и поворачивающийся элемент гибочной рабочей полосы, снабженной рычагом. Ход подвижной части от 90 до 180 градусов. Ширина может быть разной, но редко более 1,5 метра, поскольку больший размер листа вручную очень тяжело согнуть.
Второй тип предназначен для плавного, дугообразного загиба полосы металла, ширина которой может достигать 1 метра и более. Обычно состоит из 3 валов, но торцевой включает и большее количество вращающихся роликов. Вариант для торцевой обработки называют еще зиг-машиной, и нужен он для зиговки, то есть продавливания ребра жесткости на краю листа.
Последний вариант бывает снабжен электрическим или гидравлическим приводом, в ручном же исполнении обычно работает при вращении ворота вдоль нарезанной на валу винтовой резьбы. Рабочая часть пресса, называющаяся пуансон, оказывает давление на заготовку, сгибая деформируемый участок в расположенную снизу матрицу. В зависимости от установленной насадки и штампа будет задан угол деформации листа.
2
Простейшие приспособления для гибки металлопроката
Самый простой листогибочный станок, который можно сделать своими руками, состоит из трех отрезков уголка или такого же количества полос металла толщиной 5 миллиметров. Пара однотипных элементов соединяется при помощи петель так, чтобы место стыка имело минимальный зазор и отсутствовала помеха движению. Еще одна деталь используется для прижима деформируемой заготовки. Закрепить ее можно или болтами через сквозные отверстия, или струбцинами, прижав края плоскости.
Та часть подвижной основы, к которой осуществляется прижим сгибаемого листа, должна быть приварена к тяжелой стационарной станине или закреплена в тисках. Если используется уголок, в том числе и для фиксации заготовки, угол деформации составит не более 120 градусов. Чтобы получить около 180, прижимную полосу толщиной 5 миллиметров нужно полого сточить со стороны движения траверса, то есть, рычажной части.
Встречается иное решение, когда траверса устанавливается с небольшим зазором, в результате чего холостое, исходное положение у нее поднятое и лист заготовки проходит под ней, после чего рычаг опускается. Так к усилию оператор может добавить собственную массу.
Второй вариант – самодельный пресс, для которого понадобится мощная рама из квадратного толстостенного профиля или швеллеров. В качестве основы послужит перекладина в средней части рамы, к ней будет крепиться матрица. Последняя выполняется из пяти уголков, двух пар, сложенных один в другой, полками вниз, и соединяющего их, повернутого полками вверх.
Все соединения тщательно свариваются. В центре расположенной на полметра выше второй поперечине делается отверстие с резьбой, через него пропускается вал с винтовой нарезкой соответствующего шага. На нижнем конце монтируется втулка, так, чтобы она свободно вращалась вокруг своей оси. К ней приваривается пуансон. Чтобы последний не проворачивался, к ее торцам крепятся горизонтальные стержни, которые пропускаются в заранее сделанные сквозные прорези в боковых стойках.
Чтобы не устанавливать лишние детали, вращающуюся втулку можно соединить с проходящей сквозь верхнюю поперечину вертикальной штангой, и только к ней жестко приварить балку, которая изготавливается из двух вложенных один в другой уголков. В этом случае отверстие под вертикальный вал снабжается пазами, а проходящая сквозь него штанга – соответствующими выступами.
3
Мощные листогибочные станки – кустарное изготовление
Траверсное приспособление, описание которого приведено ранее, и представляющее собой довольно простую конструкцию, может быть значительно усилено, если для балок использовать швеллера или тавры. Удобство такого решения еще в том, что крепеж к верстаку значительно упрощается, и бывает выполнен как в горизонтальной, так и в вертикальной плоскости. Самое широкое и массивное металлическое изделие принимается за основу, на которой монтируются остальные детали.
Прижимная балка (3) изготавливается из более узкого швеллера, фиксирующегося болтовым соединением (4) через сквозные отверстия, имеющиеся соосно и в основании (2). Ориентируется этот элемент строго по линии соединения (1,8) подвижной траверсы (7) с опорой. Недостатком этой схемы является дополнительная вертикальная плоскость, в которую упирается гибочная рабочая поверхность с рычагом (6), в результате чего возможно сгибать заготовку (5) только на 90 градусов или меньше.
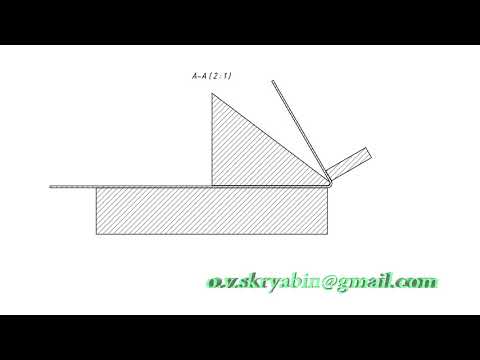
Из тавра или двутавра выходит наиболее мощная конструкция, которая уже не нуждается в усилении и не деформируется на сгибание от большого усилия при работе с толстым листом металла. Принцип сборки такой же, что и у предыдущей модели, но рычаг направлен вниз и имеет рабочий ход 90 градусов до горизонтального положения. В качестве прижима используются болт и приваренная к основанию гайка.
4
Сгибание листов металла – где понадобится ручное приспособление
Если в частном доме планируется ремонт крытой оцинковкой или медью крыши, листогиб будет незаменим для того, чтобы организовать изготовление фасонных частей для коньков и ендов, что позволит сэкономить на покупке готовых кровельных элементов. Деформация листового металлопроката в домашних условиях, путем оббивания молотком заготовки через край наковальни или верстака, не отличается ни точностью, ни эстетическими показателями.
Чаще всего гибка металла необходима в гараже, и если браться за авторемонт серьезно, листогибочный станок окажется очень кстати, в кузовных работах или при настилании пола. Особенно роликовый, позволяющий гнуть по кромке листовой металл, для последующего обжимного соединения отдельных полос стали или алюминия. Небольшие зиг-машины легко использовать непосредственно на нужном участке, не делая демонтаж обшивки.
obustroen.ru
Как изготовить листогибочный станок своими руками, необходимые материалы и инструменты
В настоящее время все больше внимания уделяется конструированию и изготовлению своими руками разных инструментов, станков для облегчения физического труда человека. Приобретение оборудования производственного изготовления не всегда возможно. Не исключением является и листогибочный станок, который незаменим в домашнем хозяйстве при благоустройстве дома и его территории. Ведь, имея такой агрегат, можно изготовить качественные изделия для проведения кровельных работ, отделки фронтов, ветровых планок, а также разные конструкции для ограждения, не отличающиеся от производственного изготовления. Ниже в статье рассмотрим конструкцию самодельного листогибочного станка.
Предназначение листогибочного станка
Листогибочное оборудование предназначено для изгиба и резки листового метала или полос разной формы и толщины, а также для изготовления металлопрофильных деталей. На самодельном гибочном станке можно проводить изгибы листового металла под любым углом, не нарушая при этом плоскостности. На листогибочных станках обрабатывают листы из стали, латуни, меди, алюминия, толщина которых не превышает 0,8 мм, ширина обрабатываемого листа от 400 до 2500 мм, высота полки составляет не более 20 мм, отрезание полос из листа можно проводить от 80 до 400 мм.
При проведении работ на таком станке у отгибаемой стороны листа отсутствует деформация, в отличие от использования оправки и киянки. Благодаря этому из листа металла можно изготавливать изделия, не отличающиеся качеством от промышленных изделий.
Если на гибочную балку поставить силиконовую вставку, то можно проводить изгибание листов окрашенных, не повредив при этом покрытие. Правильно сделанный листогибочный станок обеспечивает качественный без деформаций изгиб, отвечающий всем требованиям.
Конструкция листогибочного станка
Основными элементами самодельного листогибочного станка являются:
- Роликовый нож, который изготавливается из высококачественной и прочной стали, имеющий большой функциональный ресурс. Затачивать нож можно многократно.
- Задний стол, предназначенный для помещения рабочего листа, который можно перемещать в необходимом направлении. На опорах стола устанавливают резак и сгибатель листа металла.
- Деревянная подставка, на которой размещается рабочий стол, чтобы листогиб не скользил. Возможно регулирование подставки по высоте.
- Передние упоры. Они дают возможность устанавливать ширину разреза.
- Упор сгиба угла и измерительная пластина. При помощи упора быстро устанавливается требуемый угол, а также изгиб может выполняться под произвольным, необходимым в конкретном случае углом.
Принцип работы листогибочного станка
Принцип работы устройства заключается в фиксации нужной заготовки на столе прижимом и в проведении изгиба выступающей заготовки поворотной балкой нужного угла. На таком станке возможно достичь максимального угла загиба до 135°, а догиб можно произвести до 180°. Предельная толщина листа, который используется в работе, зависит от мощности прижимной рамы. Надежность и безотказность станка обеспечивает его очень простая конструкция. Особенностью данной конструкции является подача листовой заготовки любой длины.
Разновидности листогибочных станков
Листогибочные станки, выпускаемые промышленностью, по виду привода делятся на:
- ручные;
- механические;
- электромеханические;
- гидравлические;
- пневматические.
По мобильности:
- стационарные;
- передвижные.
Все листогибочные станки используются для изготовления изделий из листовой стали.
От способа обработки материала такие устройства могут быть:
- поворотными, оснащенными гибочной балкой;
- прессовыми, с матрицей и пуансоном;
- ротационными, которые предусматривают валки, толщина листа не должна быть более 3 мм.
Ручные листогибочные станки, оснащены роликовым ножом, предназначенным для резки листа. Механические листогибочные станки функционируют от энергии маховика.Электромеханические оснащены системой привода, редуктором и электродвигателем.
Гидравлические станки используются для изготовления различных изделий из листовой низколегированной, углеродистой стали и полосового проката. Используется способ холодной гибки. Толщина листовой стали не должна быть более 30 мм. На таких станках используется V-образная гибка.
Пневматические — их функционирование обеспечивает воздушный компрессор.
Изготовление листогибочного станка
Собственноручно листогибочный станок можно изготовить согласно схеме, которая приведена ниже.
Для его изготовления необходимо иметь угольные отрезки и швеллера с прямолинейными кромками. Станок состоит из металлического основания, обжимного пуансона с ручкой и прижима. Основание выполняется из швеллера № 6, длиной до 500 мм. Из швеллера № 5 изготовляем прижим. По оси прижима делаются 2 отверстия 8,5 мм. Отверстия должны находиться в 30 мм от концов. Прижим от основания должен быть короче на 70 мм. Обжимный пуансон изготовляется из уголка с толстым профилем. Ручка-рычаг изготавливается из 15 мм арматурного круглого прута согнутого в П-образной форме. Готовую ручку-рычаг приваривают к уголку. Из 5 мм листовой стали изготавливают щечки.
Снимаем фаски, глубина ее 6 мм и длина 32 мм на ребре основания, а с торцов пуансона глубиной 5 мм и длиной 30 мм. Снятие фасок из торцов пуансона необходимо для установления и крепления осей из 10 мм прута. Оси привариваются таким образом, чтобы линия оси была направлена параллельно к ребру уголка.
Пуансон и основание необходимо закрепить с помощью тисков для сборки таким способом, чтобы полки швеллера и уголка находились в ровной горизонтальной плоскости. Потом на оси пуансона надевают щечки и приваривают к основанию.
Для пробной гибки используют лист толщиной около 1 мм из мягкой стали, который фиксируют прижимом, притягивая его к основанию болтами. Проверяем положение щечек, если необходимо, то корректируем их и привариваем к основанию окончательно.
Техники безопасности при работе на гибочном станке
Листогибочный станок, сделанный своими руками, предназначен для изгиба и резки листового металла. Независимо от того, какой вы изготовили станок — ручной, механический или электроприводной — он должен соответствовать требованиям и правилам техники безопасности.
- Листогибочный станок, изготовленный собственноручно, должен быть устойчивым, удобным и безопасным.
- Станок должен быть выполнен из качественных материалов и деталей.
- Необходимо работать на листогибочном станке в спецодежде.
- Недопустимо гнуть листы металлические выше толщины, предусмотренной для станка.
- Перед запуском самодельного станка с электроприводом необходимо проверять исправность электрооборудования.
- Категорически запрещается включенный станок оставлять без присмотра.
- Все вращающиеся детали должны быть закрыты кожухами.
- Категорически запрещено работать на неисправном станке.
- Обязательно к листогибочному станку с электроприводом необходимо подвести заземление.
Итак, при использовании недорогих материалов и при небольшом количестве инструментов, не потратив на это много времени, можно изготовить своими руками несложный ручной листогибочный станок, который так необходим для домашнего хозяйства.
Оцените статью: Поделитесь с друзьями!
septik.guru
Самодельный станок-листогиб
Мастер, работающий на строительной площадке с доборными элементами кровли, водосточными трубами, может нетолько сэкономить приличную сумму семейного бюджета, но и значительно увеличить благосостояние семьи, изготовив станок — листогиб своими руками. Цены на готовые изделия значительно превышают стоимость используемого материала. Самодельный станок — листогиб станет незаменимым помощником мастера-жестянщика при изготовлении различных изделий высокого качества.
История возникновения станка
Листогибочные прессы впервые появились в XIX веке в США, когда появилась необходимость в большом количестве конструктивных деталей из металла. Вручную сгибать металлические листы очень сложно и трудоемко. Первые механические листогибы были чрезвычайно травмоопасные, массивные, неудобные и потребляли много электричества. В 60-х годах прошлого века появились первые модели гидравлических станков. Оборудование усовершенствовалось, становилось все более безопасным, удобным и простым в использовании. Сегодня станок-листогиб можно изготовить самостоятельно.
Предназначение
Гибочный станок
Прессовый агрегат, производящий гибку полос и листов из металла разной формы и толщины, называется листогибочным станком. С помощью изготовленного своими руками оборудования листы можно изгибать, не нарушая их плоскостности, под разными углами. Мастера используют станки для работы с листами из самых разных металлов.
Изделия получаются отличного качества, без деформации листа и практически ничем не отличаются от изделий, изготовленных промышленным способом. При этом цена значительно ниже. Силиконовая вставка на гибочной балке позволяет изгибать окрашенные листы, не нарушая покрытие. В конструкции станка предусмотрена регулировка толщины обрабатываемого листа.
Работая на самодельном станке — листогибе мастер получает продукцию, полностью соответствующую всем требованиям. Есть модели оборудования, на которых можно не только сгибать листы, но и выполнять их резку. В строительстве станки используют для изготовления воздухоотводов, кровли, отделки крыши, вентиляционных шахт, отливов и коньков для окон, элементов профнастила, металлочерепицы и сайдинга из металла.
Оборудование для сгиба листов используют в мебельном производстве, в авиа- и кораблестроении, для изготовления запчастей и кузовов в машиностроении, в электронике.
Конструкция
Для резки металла прямо на объекте станок оборудован резцом. Самодельный станок-листогиб состоит из следующих элементов:
- Роликовый нож. Для изготовления ножа используется самый качественный и прочный стальной сплав. Самой стойкой к нагрузкам является конструкция ножа со специальной порошковой посыпкой.
- Задний стол предназначен для размещения рабочего листа. Во время работы лист двигают в нужном направлении и заправляют для сгиба. На опорах стола крепится резак и сгибатель материала.
- Подставка изготавливается из дерева и нужна она для размещения рабочего стола. Высоту подставки можно регулировать, а станок отлично перемещается на колесах.
- Передние упоры необходимы для регулировки ширины разреза листа. Конструкция упоров свободно поворачивается на 180 градусов.
- Угловой упор сгиба и измерительная пластина. Упор нужен для быстрой установки угла сгиба заготовки. Также он может сгибать металл самостоятельно без фиксации.
Сборка станка
Агрегат состоит из основания, двух струбцин, прижима и пуансона обжима с рычагом. Чтобы собрать станок — листогиб, необходимы:
- электрическая сварка;
- качественные уголки №3 и №5 без деформаций;
- 50 см швеллер №8.
- Прижим, позволяющий выполнить качественную глубокую гибку заготовки, делают из уголков. Уголком №3 путем сварки усиливают прочность уголка №5. Для получения жесткого прижима лучше заготовить уголки с 5 мм толщины полками. Длина основания должна быть на 7 см больше прижима. Из кусков уголка №3 к торцам прижима крепятся кронштейны.
- Для обработки краев уголка, соприкасающихся с заготовкой из металла, используют напильник, придавая им положение параллельно основанию. В центре полки уголка-кронштейна делают 8 мм отверстия.
- Уголок №5 подходит для устройства обжимного пуансона. Длина пуансона на 10 мм короче длины прижима. Арматурный пруток из стали выгибают скобой и получают рычаг, который приваривают к пуансону. Из 5 мм стального листа выпиливаются щечки, а в них сверлят 10 мм отверстия.
Самодельный станок
На уголке-пуансоне с торцовых ребер для крепления осей из стали снимаются фаски размером 5х30 мм. Оси привариваются параллельно ребру основания, на котором также снимают фаски размером 6х32 мм.Для проведения предварительной сборки оборудования в слесарных тисках крепят пуансон и основание так, чтобы швеллера и полки уголка обязательно располагались одной горизонтальной плоскости. Щечки надеваются на оси пуансона и прихватываются к основанию точечной сваркой.
Для пробной гибки берется мягкий лист. Прижимом заготовка фиксируется сверху и одновременно притягивается струбцинами к основанию. Делая пробные гибки, проверяется положение щечек и при необходимости сразу проводится корректировка. Когда будет выбрано оптимальное положение, проводится их жесткое крепление к основанию.
Струбцины изготавливаются также самостоятельно, используя уголки 3 номера. Ознакомившись с чертежом станка — листогиба, вы сразу поймете, что изготовление станка не представляет особой сложности и под силу каждому мастеру.
sovetisosveta.ru
8 ошибок, которых следует избегать при проектировании деталей из листового металла
Некоторые инженеры сталкиваются с трудностями при правильном проектировании деталей из листового металла для производства. Это не ты, конечно (подмигнул). Тем не менее, мы заметили, что есть определенные проблемы, которые часто возникают в моделях, которые нас попросили процитировать. Имея в виду эти проблемы, мы предлагаем этот список. Он не является исчерпывающим, но пристегнитесь и посмотрите, что многие из ваших коллег делают неправильно, когда они проектируют для листового металла и отправляют запрос цен.
Тщательно спланируйте расположение отверстий, выступов и других элементов и убедитесь, что они не расположены слишком близко к изгибу, как показано в этом примере. Как близко вы можете получить? Следуйте правилу 4T: все элементы должны находиться на расстоянии не менее четырехкратной толщины материала от линий сгиба.
1. Использование готовых 3D-моделей детали без изгибов
Это, вероятно, самая основная проблема, с которой мы сталкиваемся. Листовой металл плоский, и его необходимо сгибать, формовать, резать, обрабатывать лазером, а иногда и уговаривать придать ему окончательную форму. Это очень практичный процесс. Если вы проектируете свою деталь из листового металла как твердотельный объект, важно, чтобы вы отправили нам файл САПР, который выглядит согнутым, но показывает, где должны проходить изгибы. В связи с этим, поскольку исходные материалы представляют собой отдельные листы металла, вся деталь должна иметь одинаковую толщину материала. Например, если вы создаете деталь, в которой используется алюминий толщиной 0,125 дюйма (3,175 мм), вся деталь должна быть такой же толщины.
2. Размещение элементов слишком близко к линиям сгиба
Быстрый способ создать трудности во время производства — разместить отверстия, выступы или другие элементы слишком близко к изгибу. Итак, как близко вы можете подобраться? Просто следуйте правилу 4T. Держите все элементы на расстоянии не менее 4x толщины материала от линий сгиба. Таким образом, если в вашем проекте указано использовать медь толщиной 0,050 дюйма (1,27 мм), предусмотрите зазор не менее 0,200 дюйма (5,08 мм). Если этого не сделать, деталь будет неловко деформироваться на листогибочном прессе, а этого никто не хочет.
3. Проектирование идеально перпендикулярных углов листового металла
При гибке листового металла на листогибочном прессе полученный изгиб не образует идеальный угол 90 градусов. Вместо этого инструмент имеет закругленный кончик, который добавляет радиус изгиба. Если вы измерите длину этой изогнутой области и разделите ее на два, вы получите радиуса изгиба , цифру, которая определяется инструментом, который ее сделал. Если размер этой кривой важен для вас, убедитесь, что вы указали его в своей модели.
Наиболее распространенный внутренний радиус изгиба (по умолчанию) составляет 0,030 дюйма (0,762 мм). Важно помнить, что внешний радиус изгиба, образованный со стороны штампа набора инструментов листогибочного пресса, равен толщине материала плюс внутренний радиус изгиба.
Некоторые дизайнеры любят пофантазировать и создавать разные радиусы для каждого изгиба детали. Хотите сэкономить? Используйте одинаковый радиус для всех изгибов. Когда вашему производителю не нужно менять инструменты, что экономит ваши трудозатраты.
Включение сведений об оборудовании в информацию о сборке, например, об этой самозажимной гайке, поможет вам разместить то, что вы хотите, на месте ожидаемой детали.
4. Забыли включить подробные спецификации оборудования в файл САПР
Знаете ли вы кого-нибудь, кто хотел бы увеличить время выполнения заказа? Возможно нет. Всегда не забывайте сообщать производителю, какое оборудование вы хотите использовать, включив подробные сведения в информацию о сборке верхнего уровня. Будь то самозажимная гайка, такая как CLS-440-2, шпилька с плоской головкой, такая как FHS-M5-15, или другое оборудование, это гарантирует, что вы получите именно то, что хотите, в том месте, где вы этого ожидаете. Чтобы сэкономить время и нервы, загрузите и используйте модели клинча PEM.
5. Выбор неправильной отделки (или отказ от ее использования, когда она вам нужна)
Как правило, отделка служит двум целям. Они могут защитить вашу часть или сделать ее лучше. Некоторые делают и то, и другое. Эстетическая отделка, ориентированная на внешний вид, не направлена на защиту от коррозии. Тем не менее, порошковое покрытие обеспечивает некоторую защиту (если только металл под ним не поцарапается). С другой стороны, шелкография используется для добавления текста и изображений к частям и не обеспечивает никакой защиты.
Химические конверсионные покрытия предназначены для защиты ваших деталей путем изменения свойств внешних слоев. Например, если вы хотите использовать сталь в агрессивной среде, подумайте о выборе оцинкованного или оцинкованного металла, который уже имеет защитное цинковое покрытие. Осторожно, однако! Мы не можем сваривать оцинкованную сталь из-за опасных токсинов, которые она выделяет. Вместо этого мы можем изготовить детали из стали и добавить цинковое покрытие после сварки.
Преобразование хрома может дать вашей детали электрическое соединение и обеспечить слой грунтовки для вашей детали, если вы хотите покрасить. Анодирование может придать вашим частям металлический оттенок, а также защитить их. Подумайте о том красочном маленьком фонарике, который у вас есть.
Вот полезный обзор наиболее распространенных видов отделки листового металла.
6. Выбор неподходящего листового металла для работы
Представьте себе изготовление сотен деталей из необработанной стали, предназначенных для установки в соленой морской среде. Удивительно, но мы видели цитаты, которые требуют именно этого. Избавьте себя от жалоб клиентов, которые вы получите, когда ваши детали подвергаются коррозии, и учитывайте следующие факторы при выборе правильного листового металла:
- Ожидаемый износ в результате ежедневного использования
- Защита от коррозии
- Технологичность
- Косметический вид
- Механические свойства (предел прочности, предел текучести, пластичность и т. д.)
- Электропроводность (для электрических применений)
Эта удобная таблица может помочь.
При проектировании U-образных каналов учитывайте прочность используемого материала и легкость его изгиба. Лучшей практикой является поддержание соотношения ширины к высоте не менее 2:1 для U-каналов.
7. Отсутствие учета прочности U-образного канала
При проектировании U-образных каналов всегда думайте о прочности используемого материала и о том, насколько легко он может сгибаться. В Protolabs более узкое не работает для нас из-за нашего инструментария. Если бы у нас была более узкая оснастка, мы могли бы производить более узкие U-образные каналы. Суть в том, что при работе с нами рекомендуется поддерживать соотношение ширины к высоте не менее 2: 1 для ваших U-каналов. Если вам нужен более узкий канал, подумайте о сварном или клепаном узле.
8. Проектирование нереалистичных требований к сварке
Вы когда-нибудь пробовали сваривать шов внутри закрытой коробки? Неа? Мы тоже. Убедитесь, что ваши требования к сварке реально достижимы. Важно помнить, что если сварочная горелка не может получить доступ к шву, сварка не может произойти. Мы настоятельно рекомендуем проектировать так, чтобы все сварные швы выполнялись снаружи детали.
Металл плавится при высокой температуре, поэтому вам нужна толщина материала, способная выдержать экстремальную жару. Минимальная толщина материала для сварки составляет 0,040 дюйма (1,016 мм), чтобы сварной шов не превратился в месиво из расплавленного металла.
Наконец, в ваших моделях всегда указывайте необходимость сварки, используя функцию сварки или номенклатуру. Никогда не ограничивайте углы, чтобы указать на сварку.
Ни один совет по проектированию не может устранить все ошибки при работе с листовым металлом, которые мы видели, но эта коллекция «лучшее из» — это только начало. Ознакомьтесь с нашими рекомендациями по проектированию изделий из листового металла, чтобы двигаться в правильном направлении.
За дополнительной помощью обращайтесь к инженеру по приложениям Protolabs по телефону 877-479-3680 или [email protected]. Чтобы начать свой следующий дизайн-проект сегодня, просто загрузите 3D-модель CAD, чтобы получить интерактивное предложение в течение нескольких часов.
Дизайн листового металла | Детали из листового металла
Дизайн листового металла | Детали из листового металла | Солид Эдж
Перейти к содержимому
Проектирование изделий из листового металла
Комплексное автоматизированное проектирование изделий из листового металла в Solid Edge развертка и разработка чертежей. В отличие от инструментов САПР общего назначения, Solid Edge включает в себя функции, характерные для листового металла, такие как тиснение, выемка, вычерченный вырез, буртик, многокромочный фланец, контурный фланец, прямой тормоз и травление. А благодаря интегрированным приложениям для анализа, программирования станков с ЧПУ и решения связанных задач Solid Edge помогает сократить время проектирования, повысить качество и снизить затраты.
Бесплатная пробная версия Solid Edge
Разработка моделей из листового металла с меньшим количеством шагов
Разработка моделей из листового металла с меньшим количеством шагов
Легко создавайте модели из листового металла из 2D-эскизов и работайте непосредственно с геометрией. Благодаря синхронной технологии в Solid Edge, в отличие от САПР с историей, элементы можно редактировать независимо. Вы можете переупорядочивать, реорганизовывать и сортировать их по имени или типу. Специализированные возможности проектирования листового металла позволяют создавать и редактировать элементы листового металла, такие как углубления и выступы, с использованием эскизов и инженерных параметров без необходимости повторного создания несвязанной геометрии или последующих операций. За одну операцию можно создать несколько фланцев, а фланцы можно автоматически обрезать. Кроме того, Solid Edge позволяет «оборачивать» листовой металл вокруг твердотельной детали.
Экономьте время благодаря специальным возможностям
Экономьте время благодаря специальным возможностям
Специализированные возможности проектирования листового металла в Solid Edge обеспечивают значительный прирост производительности по сравнению с САПР общего назначения. Специфичные для процесса команды, такие как Lofted Flange для воздуховодов, Part to Sheet Metal для проектирования бункера и Blank Body для прессованных разверток, позволяют быстрее моделировать детали из листового металла. Встроенная интеллектуальная система экономит дополнительное время за счет автоматического расчета обработки материалов и проверки деталей на технологичность. Кроме того, возможность создавать готовые к производству развертки из листового металла помогает избежать брака и переделок.
Быстрое создание точных чертежей
Быстрое создание точных чертежей
Solid Edge упрощает создание чертежей из листового металла, включая таблицы сгибов, с помощью самой производительной в отрасли системы САПР. Формованные и плоские компоненты могут быть детализированы, измерены и ассоциативно сохранены, чтобы они автоматически обновлялись при изменении ваших проектов. Таблицы сгибов, заштрихованные виды, разнесенные сборки, а также виды узлов и разрезов можно быстро создать на чертеже. Используя стандартную технологию Microsoft OLE (ссылка на объект и встраивание), целые чертежи, таблицы сгибов или отдельные виды можно легко повторно использовать в других типах документов, таких как Word, Excel и PowerPoint, для иллюстрации руководств, технических спецификаций, брошюр, и другие публикации.
Создать готовые к ЧПУ развертки
Создать готовые к ЧПУ развертки
Solid Edge использует стандартную отраслевую формулу для создания готовой к ЧПУ развертки, но дает вам возможность определить пользовательскую формулу на основе гнуть столы. Для производственных целей развертки Solid Edge всегда показывают наиболее эффективный размер листа. Solid Edge позволяет отображать элементы деформации таким образом, который лучше всего подходит для вашего производственного процесса из листового металла. Таблицы сгибов можно хранить в 3D-деталях, чтобы документировать порядок сгибов, использовать их на чертежах и экспортировать для помощи в программировании станков с ЧПУ. Solid Edge также поддерживает использование линий триангуляции для конических изгибов — важное усовершенствование для тех, кто создает переходные детали из листового металла, такие как квадратные и круглые или конические формы. Solid Edge также позволяет пользователю удалять ненужные рельефы из плоских массивов.
Используйте уникальные функции для простого построения сложных моделей
Используйте уникальные функции для простого построения сложных моделей
Более простое создание сложных 3D-моделей из листового металла с помощью улучшенных выступающих фланцев и уникального рельефа выпуклости изгиба в среде 3D CAD. Возможность лофтингового фланца повышает технологичность и подходит для множества случаев: один к одному, один ко многим, дуга к линии, симметричная, асимметричная, параллельная и непараллельная. Уникальная функция автоматического снятия напряжения позволяет более успешно создавать выступающие фланцы. А новая опция лофтинговых изгибов полки обеспечивает гибкость создания и точные развертки. Кроме того, новая функция снятия выпуклости изгиба добавляет облегчение простым концам изгиба. Лофтинговые фланцы особенно полезны при создании конструкции сельскохозяйственных машин и промышленного оборудования для пищевой промышленности. Выпуклости изгиба, механические деформации, возникающие при изгибе металлических пластин, могут быть устранены, что является необходимым этапом производства.
Бесплатная пробная версия Solid Edge
БЕСПЛАТНОЕ программное обеспечение
Бесплатное программное обеспечение для трехмерного проектирования
Попробуйте Solid Edge бесплатно
Получите мгновенный доступ к бесплатной пробной версии Solid Edge и попробуйте ее сами.
Начните сейчас
Бесплатное программное обеспечение для вашего стартапа
Стартапы на ранней стадии, работающие менее трех лет, могут подать заявку на бесплатное получение Solid Edge. Плата за подачу заявки отсутствует!
Подать заявку
Видео
Моделирование листового металла в Solid Edge в действии
Ключевой возможностью Solid Edge для проектирования является среда Sheet Metal, которая обеспечивает полный рабочий процесс от проектирования до изготовления с использованием оптимизированных методов синхронного моделирования, адаптированных к уникальным потребностям проектирования изделий из листового металла.
Дополнительные видеоролики
Полное и автоматизированное проектирование листового металла
Прямой тормоз листового металла
Быстрое первоначальное проектирование
Истории клиентов
Как реальные компании видят преимущества проектирования листового металла в Solid Edge
Узнать больше
Красный муравей Сельскохозяйственная техника | Южная Африка
Цифровое прототипирование помогает нишевому производителю увеличить продажи на 500 процентов
Прочитать историю клиента
Sanneng | Тайвань
Производитель хлебопекарного оборудования использует Solid Edge для упрощения проектирования изделий
Прочитать историю клиента
Kaspar Schulz | Германия
Интеграция планирования проекта, трассировки трубопроводов и 3D-дизайна
Прочитать историю клиента
Технология Тибо | Южная Африка
Производитель сельскохозяйственного оборудования ускоряет разработку продукта с помощью Solid Edge
Прочтите историю успеха
DeLaval | Швеция
Производитель молочного оборудования создает умные продукты для умных фермеров
Прочитать историю клиента
GIF MODUL | Ашод, Венгрия | Автомобильная промышленность и транспорт
Ускоренное и более эффективное проектирование и строительство с помощью Solid Edge
Ознакомьтесь с историей клиента
Medipack | Индия
Индивидуальные упаковочные решения для медицинских устройств
Читать историю клиента
Hydrauvision
Производитель гидроэлектростанций сокращает зависимость от прототипов
Читать историю клиента
Leutenegger + Frei | Швейцария
Две очень успешные области деятельности – одна среда PLM
Прочитать историю клиентов
Spezialfahrzeugbau Tunger | Райхенбах, Германия | Автомобилестроение и транспорт
Использование Solid Edge помогает разработчикам рекламных грузовиков создавать уникальные высококачественные автомобили в соответствии с графиком
Прочитать историю клиента
IPAD | Лунка Корбулуй, Арджеш, Румыния | Автомобилестроение и транспорт
Программные решения Siemens Digital Industries позволяют поставщику автомобилей сократить среднее время доставки продукции на 38 процентов
Прочитать историю клиентов
Связанные материалы
Посетите интернет-магазин Solid Edge
Электронная книга: четыре совета по работе с листовым металлом
Эффективные методы работы с листовым металлом
Для полноценной работы этого веб-сайта требуется JavaScript, но в настоящее время скрипты отключены. Пожалуйста, включите JavaScript и перезагрузите эту страницу.
Понимание вычетов изгиба | MetaFab, Inc
Понимание вычетов изгиба
26 мая 2020 г. 13:25
ВВЕДЕНИЕ
Изготовление листового металла, и особенно прецизионное изготовление листового металла, — это отличный способ создания и изготовления прочных изделий с помощью процессов резки, формовки и сборки. Проекты обычно разрабатываются или моделируются, а затем отправляются в производственные цеха для участия в торгах и, в случае победы, изготавливаются для печати. Часто детали разрабатываются без учета передового опыта изготовления листового металла, что требует от цехов по обработке листового металла большой работы за кулисами, подготовки отпечатков к производству с использованием стандартных производственных процессов. Одна тема, которая редко освещается подробно и, по-видимому, вызывает наибольшую путаницу, касается вычетов изгиба и, следовательно, допусков изгиба.
СНИЖЕНИЕ ИЗГИБА
Учет вычета изгиба и Припуски на изгиб является важным первым шагом в проектировании деталей из листового металла, поскольку он влияет почти на каждый последующий этап в процессе изготовления. Более того, это позволит вам добиться правильного размера и размеров, необходимых для развертки. Развертка — это то, как выглядит деталь до того, как произошли какие-либо изгибы. Длины в развертке будут отличаться от длины в согнутом состоянии. Это связано с тем, что металлический материал при формировании в процессе гибки одновременно растягивается и сжимается в зависимости от толщины и типа материала.
Вычет изгиба BD определяется как разница между суммой длин полки (от края до вершины) и исходной плоской длиной. Другими словами, материал, который вам придется удалить из общей длины фланцев, чтобы получить нужную длину в развертке. В приведенном ниже примере деталь с полками длиной 2 дюйма и 3 дюйма с внутренним радиусом 0,250 дюйма под углом 90° будет иметь длину 5 дюймов. Когда вычисляется вычет изгиба, мы обнаруживаем, что он равен 0,293 дюйма в длину. Чтобы разработать развертку, мы вычтем 0,29.3 дюйма с 5 дюймов, чтобы получить 4,707 дюйма. На изображении ниже показана тесная связь между вычетом изгиба и допуском изгиба.
ФОРМУЛА ВЫЧИСЛЕНИЯ НА ИЗГИБ
Формула уменьшения изгиба учитывает геометрию изгиба и свойства вашего металла для определения уменьшения изгиба. Значения, которые вам необходимо знать, включают толщину материала (MT), угол изгиба (B<), внутренний радиус (IR) и коэффициент K (K). При вводе толщины материала используйте десятичную форму вместо номера калибра. Для вашего удобства мы предоставили таблицу толщины материала, здесь: Руководство по толщине материала . Чтобы правильно определить угол изгиба, вы должны использовать дополнительный угол элемента детали. Перед выполнением вычислений важно преобразовать включенный угол в дополнительный угол. Внутренний радиус будет конечным радиусом включенного угла. Наконец, К-фактор является свойством материала, который вы изгибаете. Это свойство отражает то, как материал растягивается при формировании.
Пусть вас не пугает длина формулы для вычитания изгиба. Он длинный, потому что он решает проблему отступа с внешней стороны (OSSB), а также допуск на изгиб.
Если доступны отступ с внешней стороны (OSSB) и допуск на изгиб (BA), то формула вычета изгиба будет значительно короче.
ТАБЛИЦА СНИЖЕНИЯ ИЗГИБА
Вычет изгиба можно легко спутать с допуском изгиба, поэтому важно понимать разницу и понимать, когда требуется каждое значение. Создание плоских массивов на чертежах деталей из листового металла становится простым после ознакомления с каждым из этих понятий. Одним из ключей к успеху в ускорении процесса нахождения этих значений является использование таблицы со стандартными значениями, основанными на материале подложки и толщине. Мы используем Solid Works в Meta Fab, но доступны и другие программные пакеты, которые легко помогают рассчитать вычет изгиба или допуски на изгиб.
Гибка и формовка листового металла не всегда будут одинаковыми в каждом производственном цехе. Самая большая разница в изготовлении связана с самой толщиной материала. Защитное покрытие, различия в сплаве и толщине, а также многие другие факторы в совокупности дают вам вычеты изгиба, которые являются уникальными для ваших методов обработки. Приведенная ниже таблица является хорошей отправной точкой для большинства приложений обработки листового металла и может не потребовать значительных изменений. Однако, если вы занимаетесь прецизионным производством, используйте приведенный ниже файл Excel и вставьте свои собственные данные, чтобы адаптировать их к своим операциям.
Приведенная ниже диаграмма Excel относится к материалам с четными номерами калибров от 8 до 22 и имеет K-фактор по умолчанию, равный 0,448 для каждого. Вы можете легко изменить Толщину материала, Внутренний радиус и К-фактор для каждой толщины в верхней части каждого столбца. Эта диаграмма предназначена только для справки — вы всегда должны проверять свой процесс для получения лучших результатов.
Таблица вычетов изгиба листового металла (PDF)
Таблица вычетов изгиба листового металла (Excel)
ЗАКЛЮЧЕНИЕ
Учет изгиба – это первый и наиболее важный аспект при работе с готовым листовым металлом. Если пропустить, это нанесет ущерб вашим формованным частям, если все сделано правильно, и вы получите точные измерения, которыми вы и ваши клиенты будете довольны. Мы надеемся, что вам понравилась эта запись, и вы сочли ее полезной. Следите за новыми статьями о листогибочных прессах и формовании листового металла.
Основы, типы и советы дизайнерам продукции
В конце 15 века Леонардо да Винчи нарисовал простой прокатный стан, который продемонстрировал возможность гибки листового металла. Однако только в 1590 году этот набросок стал реальностью, когда мастера по металлу начали использовать два тяжелых цилиндра для прессования металлов, изменяя их толщину и форму.
Со времен фантастического наброска Да Винчи процесс гибки листового металла продвинулся вперед; сегодня у нас есть несколько технологий гибки листового металла с различными возможностями. Однако одно остается неизменным на протяжении многих лет: успех вашего проекта по формовке листового металла начинается с того, что вы понимаете различные методы гибки и их пригодность для различных сценариев проектирования.
Здесь мы обсудим, что вам следует знать о процессе гибки листового металла. Если вы хотите, чтобы ваш проект по формовке листового металла был выполнен правильно с первого раза, эта статья для вас!
Содержание
Процесс гибки листового металла
Процесс гибки листового металла включает приложение силы к детали из листового металла для изменения ее геометрии. Эта сила вызывает нагрузку на листовой металл, превышающую его предел текучести, в результате чего материал физически деформируется, не ломаясь и не разрушаясь.
Листогибочный пресс — широко используемый инструмент для гибки листового металла. Он работает, опуская пуансон на листовой металл, расположенный на штампе, создавая желаемую геометрию.
(Анимация процесса гибки листового металла. Общественное достояние через Wikimedia Commons)
Хотя этот процесс довольно прост, гибка листового металла представляет собой нечто большее, чем кажется на первый взгляд. Например, существует несколько методов гибки листового металла, все они схожи по функциям, но различаются по действию. Таким образом, знание идеального метода выбора — это первый шаг, который вам нужно сделать, чтобы добиться успеха в вашем проекте формовки листового металла.
6 Методы гибки листового металла
Метод №1 V-образная гибка
V-образная гибка является наиболее распространенным методом гибки листового металла. Как следует из названия, в методе V-образной гибки используется V-образная матрица и пуансон для гибки металлов под нужными углами. V-образный пуансон вдавливает заготовку из листового металла в «v-образную» канавку матрицы, формируя листы с разными углами изгиба. Например, вы можете получить острый, тупой или 90-градусный угол изгиба, в зависимости от V-образного угла пуансона и матрицы.
Рис. 1. Метод V-образной гибки
Метод № 2 Гибка на воздухе
Гибка на воздухе очень похожа на метод V-образной гибки: для гибки листового металла используется V-образный пуансон и матрица. Однако, в отличие от обычного процесса V-образной гибки, метод гибки с помощью штамповки в воздухе не вдавливает лист в дно полости. Вместо этого он оставляет пространство (или воздух) под листом, что позволяет лучше контролировать угол изгиба, чем при обычном V-образном изгибе.
Рисунок 2: Метод гибки на воздухе
Например, предположим, что у вас есть штамп и пуансон под углом 90°. С помощью метода воздушной гибки вы можете получить угол изгиба в диапазоне от 90° до 180°. Этот метод также обеспечивает более точный результат, поскольку он испытывает меньшую упругую отдачуㅡ, которая описывает частичное восстановление изогнутой детали из листового металла до ее геометрической формы до приложения силы изгиба. Пружинящий возврат нежелателен, так как вызывает неточные изгибы.
Способ № 3. Изгибание в нижней части
Изгибание в нижней части (или изгибание в нижней части) — это тип V-образного изгиба, который также решает проблему пружинения. Он включает в себя деформацию листового металла в области изгиба путем приложения дополнительной силы через кончик пуансона после завершения изгиба.
Рис. 3. Изгиб дна
Как и метод гибки воздухом, метод гибки дна обеспечивает точный контроль угла изгиба. Однако он требует более мощного пресса, чем нижний изгиб.
Метод №4 Изгиб с затиранием
В методе загибания с затиранием лист металла прижимается к штампу с затиранием с помощью прижимной прокладки. Затем пуансон давит на край листа, который выходит за пределы штампа и прижимной пластины, заставляя его сгибаться над концом штампа.
Рис. 4: Изгиб
Этот метод предлагает хорошее механическое преимущество ㅡ, что означает, что вы можете прикладывать меньше усилий для создания желаемых изгибов (и углов изгиба). Однако он может быть не идеальным для создания тупых углов изгиба, поскольку вам потребуется более сложное оборудование, способное создавать горизонтальную силу.
Метод №5 Гибка в рулонах
Метод гибки вальцами позволяет сгибать листовые металлы в рулоны, трубы, конусы или изогнутые формы. В этом уникальном процессе формовки листового металла используются наборы роликов, которые подают (и изгибают) металлическую заготовку до желаемой кривизны.
Рис. 5: Гибка вальцами
Вальцевание позволяет формовать металлические листы в различные профили поперечного сечения, состоящие из нескольких кривых изгиба. Это особенно полезно для создания очень длинных деталей из листового металла толщиной от 0,004 дюйма до 0,125 дюйма и шириной до 20 дюймов. Например, вы можете создавать такие детали, как панели, направляющие и стеллажи (обычно используемые в зданиях для освещения, кровли и систем отопления, вентиляции и кондиционирования) с помощью гибочного станка.
Метод № 6 Гибка с вращающимся вытягиванием
При гибке с вращающимся вытяжением листовой металл крепится к вращающемуся штампу и вытягивается вокруг штампа, чтобы сформировать геометрию, радиус которой соответствует желаемому радиусу изгиба. В этом методе часто используется внутренняя поддерживающая оправка для предотвращения образования складок на стенке изогнутого листового металла.
Рис. 6. Гибка с вращательным вытягиванием
Метод гибки с вращательным вытяжением имеет несколько преимуществ по сравнению с другими типами гибки листового металла. Например, он не царапает поверхность металла, в отличие от процессов затирания и V-образного изгиба. Кроме того, он может сгибать материалы в острые углы с тупыми углами изгиба.
Запись по теме: 5 вещей, которые дизайнеры должны знать о прототипировании листового металла
5 советов по гибке листового металла
Следующие советы помогут вам создавать точные и надежные детали из листового металла.
- Убедитесь, что изгиб расположен в местах с достаточным количеством материала.
- Используйте один радиус изгиба для всех изгибов, чтобы исключить необходимость в дополнительных инструментах.
- Убедитесь, что внутренний радиус изгиба равен (или больше) толщине листа.
- Сгибайте твердые материалы перпендикулярно направлению прокатки, чтобы предотвратить разрушение.
- Избегайте проектирования таких элементов, как отверстия и пазы, очень близко к изгибу, так как это может привести к искажению элемента. Как правило, вы должны располагать все элементы вдали от сгиба на расстоянии, равном как минимум трехкратной толщине листа.
- Работа в механическом цехе с опытом предоставления высококачественных услуг по формовке листового металла.
Gensun Precision Machining — ведущий поставщик услуг по формовке листового металла в Азии. Мы предлагаем высококачественные услуги по гибке компаниям, обслуживающим широкий спектр отраслей промышленности. Кроме того, наши услуги по гибке листового металла дополняют другие наши производственные возможности (такие как 3D-печать и обработка с ЧПУ), предоставляя вам комплексное производственное решение.
Узнайте больше о наших услугах по гибке.
Каковы преимущества (или недостатки) рисования?
Кэрри Льюис в Разное > Art Opinion
Время от времени я люблю проверять список поисковых терминов и фраз, которые привлекли читателей в мой блог.
Учитывая, что я занимаюсь обучением работе с цветными карандашами, вы ожидаете обычных вещей, таких как «смешивание цветных карандашей», «рисование цветными карандашами» и так далее. И вообще, именно такие поиски я вижу.
Однако в течение многих лет довольно часто появлялся еще один необычный поисковый запрос. Это вариант этого:
«Преимущества и недостатки рисования»
Что сказать?
Я никогда не задумывался о преимуществах или недостатках рисования, потому что рисовал всегда! Рисовать было так же естественно, как дышать, с того момента, как я впервые взял в руки карандаш.
Итак, когда я начал серьезно обдумывать вопрос, моей первой реакцией было то, что есть нет недостатки чертежа. Если ты художник, ты рисуешь. . . точно так же, как если вы пловец, вы плаваете; а если ты бегун, то беги!
Но потом я понял, что есть и другие способы понять вопрос.
Что, если человек, использующий этот поисковый запрос, хочет знать, что особенного в рисовании от руки вместо обводки? Или что, если они хотят узнать преимущества и недостатки выполнения детального чертежа перед началом готовой работы?
Может быть, они просто хотят знать, почему они должны рисуем вместо раскрашивания или лепки.
Конечно, как только я понял ход мыслей, мне просто нужно было изучить возможности того, что люди имели в виду! А затем я постарался ответить на вопрос: в чем ТАКИЕ преимущества и недостатки?
Итак, вот некоторые из возможных значений этого вопроса и мои ответы:
Преимущества рисования по сравнению с отсутствием рисования
Сюда входят наброски, рисование как способ создания готовой работы или рисование с натуры с целью улучшения навык. Другими словами, рисование ради рисунка.
Преимущества
- Улучшает вашу способность видеть то, на что вы смотрите, вместо того, чтобы позволять памяти или воображению заполнять пробелы.
- Улучшает зрительно-моторную координацию и повышает вашу способность точно рисовать то, что вы видите.
- Он тренирует ваши мышцы реагировать определенным образом. Например, чем чаще вы рисуете круги, тем более естественными становятся движения.
- Это хороший способ решить проблемы с композицией или просто расслабиться.
- Для тех, кто воспринимает жизнь визуально, это отличный способ справиться с жизненными обстоятельствами — хорошими и плохими. В конце концов, все мы слышали об арт-терапии.
Недостатки
Если вы художник, я не могу назвать ни одного недостатка в этой категории. По крайней мере, ни одного, который действительно является недостатком для вашего искусства. Возможно, вам не захочется тратить время на рисование, но если вы это сделаете, это развивает дисциплину. Вам могут не понравиться результаты, но это вопрос достаточной практики, чтобы стать лучше.
И вы можете подумать, что рисование ради рисования — пустая трата времени, но это личное.
Ни одно время, которое вы тратите на рисование, никогда не бывает потрачено впустую.
Единственный возможный недостаток регулярного рисования состоит в том, что если вы не будете следить за аккуратностью рисования, вы можете приобрести привычку рисовать плохо, то есть делать одну и ту же ошибку снова и снова и думать, что это ваш стиль или то, как вы тема есть.
Даже это можно исправить — или вообще избежать — путем внимательного наблюдения за объектом и внимательного отношения к деталям.
Преимущества рисования большого количества деталей по сравнению с малым количеством деталей
Преимущества
- Предварительный рисунок, полный деталей, обеспечивает визуальную запись того, что вы наблюдали в жизни. Это дает вам опыт рисования этого предмета с натуры и, таким образом, предоставляет дополнительный нематериальный материал для создания законченного произведения искусства.
- Иногда необходимы подробные линейные чертежи. Если вы работаете цветным карандашом, исправить ошибки очень сложно, поэтому важна аккуратность. Включение каждой детали в линейный рисунок — это один из способов избежать дорогостоящих ошибок. Для меня это необходимость. (Для художника это может быть не так.)
Недостатки
- Разработка подробного линейного рисунка требует времени, особенно если композиция очень сложная.
- Для передачи подробного линейного чертежа в поддержку чертежей или рисунков требуется время. Я провел целую неделю, работая над этими двумя шагами для больших, сложных картин или рисунков.
Преимущества рисования по сравнению с другими видами искусства
Это настолько личное решение, что я могу только поделиться тем, что я вижу в преимуществах и недостатках рисования по сравнению с каким-либо другим видом искусства. Я рисовал большую часть своей жизни и занимался скульптурой (исключительно для удовольствия), поэтому я говорю из личного опыта.
Преимущества
- Преимущества рисования в первую очередь заключаются в том, что его легко начать и вам не нужно много расходных материалов для начала. Карандаш или два, лист бумаги, точилка и, может быть, ластик. Вам понадобится больше, когда вы приобретете навыки, но это действительно все, что вам нужно для начала.
Это сухая среда, что означает, что вам не нужно ждать, пока краска высохнет. - Вам не нужны растворители.
- Карандаши не пахнут (если только вы не используете ароматизированные цветные карандаши — да, они есть!).
- Вы можете легко брать с собой принадлежности для рисования и рисовать практически где угодно. Будь честным. Сколько раз вы рисовали на подносе или салфетке в ожидании еды или на полях отчета во время долгой встречи? Это рисование!
Недостатки
- Рисование обычно медленнее, чем на большинстве других носителей. Вы не можете так легко размыть цвет или цвет, как с маслом или акварелью.
- Вы не можете накладывать цвета с помощью карандашей, как с маслом или акрилом.
- Трудно исправлять ошибки. Вы не можете просто закрасить их или отшлифовать и переделать.
В заключение. . .
Признаюсь, я уже не так много рисую, как раньше. Я принял это решение по многим из перечисленных выше причин — просто легче создавать иллюстрации через объектив моей камеры или с помощью Photoshop. И я всегда могу нажать «отменить», если допущу ошибку.
Но для меня — мастера цветных карандашей до мозга костей — ни один другой способ не может сравниться с тем удовольствием, которое приносит рисование. Неважно, использую ли я графитные или цветные карандаши. Преимущества значительно перевешивают недостатки.
ПОЛУЧИТЕ ПУСТОЙ МОРСКОЙ В СВОЙ ЯЩИК
Мы будем присылать вам статьи и руководства сразу после их публикации, чтобы вы никогда не пропустили ни одной публикации! Отписаться здесь можно в любое время.
Этот пост может содержать партнерские ссылки.
Поделиться Tweet Pin33 Электронная почта
Лучшие женские лыжи 2023 года
Лучшие женские лыжи 88-99 мм
Две девчонки встречают вас перед ежедневными кругами. Фронтсайд, веселое утро с любимыми людьми. Свежего снега нет, но ничего страшного — вы с нетерпением ждете свежего воздуха. Это лучше, чем чашка кофе. Эти недавно ухоженные T-to-B и ваша любимая связь между деревьями. Вы чувствуете беспокойство. Готовы позволить гравитации взять верх.
Вы лыжник, который жаждет движения и любит летать; интуитивный, точный, раскованный. Сегодня вы почувствуете себя сильным во время поворотов. Вы отправитесь на поляны и грациозно справитесь с магнатами. Вы пойдете быстрее, чем ваши друзья; они не успеют. Не сегодня, не с этими лыжами.
K2 Mindbender 89Ti W
КУПИТЬ — 799 долларов
Три года назад K2 выпустила коллекцию лыж и ботинок Mindbender, которая возродила фрирайдные корни бренда. Коллекция могла бы покорить всю гору, но сделала это с игривым характером, который фрирайдеры — такие как вы, читатели этого журнала — не могли найти. Теперь, к 2022-2023 годам, K2 усовершенствовал всю линейку Mindbender для мужчин и женщин, добавив 89Ti получает самое важное обновление… 89Ti W — это лыжи, к которым женщины должны тянуться между циклами штормов или если они живут в регионе, где снега не так много. Во время лыжного теста FREESKIER лыжники с удовольствием проходили повороты на трассах и использовали игривость лыж на мягком снегу. Новые изменения позволили лыжам конкурировать с другими лыжами, ориентированными на переднюю часть, но, что наиболее важно, сохранили универсальность и удовольствие, которых так жаждут наши тестеры.
ПРОЧИТАЙТЕ ПОЛНЫЙ ГЛУБОКИЙ ОБЗОР — [ НАЖМИТЕ ЗДЕСЬ ]
Nordica Unleashed 98 W
КУПИТЬ СЕЙЧАС — 700 долларов
Абсолютно новая модель Nordica в этом году, модель Unleashed 98 W продумана до мелочей, чтобы вы могли проявить свой творческий потенциал. Более крутой угол наклона лопатки и пятки придает этим лыжам маневренность, позволяющую манёвренно проходить по всей горе — как в обычном, так и в обычном режиме — и в то же время они сохраняют свои характеристики в сложных условиях благодаря одному слою металла, характерного для рельефа местности, поверх сердцевины из тополя и бука. . «Скорость и устойчивость этих лыж не имеют себе равных», — восторгается тестировщик Кристин Берсани. Дамы также не могли не заметить, что малый вес лыж сыграл ключевую роль в их исключительном отталкивании от боковых ударов. Только что от проверенных инженеров Nordica мы уверены, что давние поклонники бренда будут требовать, чтобы в их руки попал этот спидстер, ориентированный на фрирайд.
Kore 97 W
КУПИТЬ СЕЙЧАС — 875 долларов США
Названная брендом «самой чистой Kore», в этой итерации популярной серии в этом году более объемные материалы заменены слоем углерода для экономии граммов и повышения стабильности производительности. . Но пусть вас не смущает легкий вес — хребт этой лыжи может выдержать самый суровый снежный покров. «На этих лыжах было приятно кататься на лыжах, начиная с глубины по колено и заканчивая покрытыми льдом магнатами и быстрыми грумерами», — говорит Резник, бывший лыжный патруль Crested Butte. В то время как его более широкая сестра предназначена для более спортивного и игривого ощущения, модель 97 фокусируется на точности и жесткости, чтобы обеспечить надежную езду для женщин, которые любят лежать на них. «Игривая носка этих лыж подходит для любых условий», — добавляет ветеран-тестер FREESKIER Мишель Кокс.
K2 Mindbender 99Ti W
КУПИТЬ СЕЙЧАС — $900
Как лучший друг, K2 Mindbender 99Ti W — это лыжи, которые всегда хочется иметь при себе, независимо от того, какой курорт вы выберете для катания. За ночь выпало несколько дюймов снега? Получи, девочка! Низкий, постепенный подъем кончика и хвоста в сочетании со скромной шириной талии обеспечивают достаточную платформу, чтобы плыть по пути к истинному блаженству. Снега не было несколько дней? Даже лучше. Традиционный изгиб под ногами обеспечивает надежное сцепление даже с самым твердым снежным покровом, а конструкция Y-образной балки Titanal сводит к минимуму вибрацию на высоких скоростях. «Лыжи отбросили молоток», — говорит тестировщик из Джексон-Хоул Тами Разингер о своей новой девушке. «Он прорезал коренастый пау и прорезал грумеров». Дамы, ищущие дозу металла и уверенную езду, оседлайте Mindbender 9.9 Ti W.
Faction Dancer 2X
КУПИТЬ СЕЙЧАС — 749 долларов США
Все, что вам нужно знать о совершенно новом Dancer 2X Faction, содержится в названии. Легкий на ногах, маневренный на полу, устойчивый и мощный для большого финала. Если вы спросите первокурсницу Эмму Гетсингер, она скажет вам: «ЛЮБЛЮ, ЛЮБЛЮ, ЛЮБЛЮ! Так весело в любых условиях. От измельчения до пау, льда, твердой упаковки или ила — это так надежно». Два тонких как бритва металлических листа с сердцевиной из тополя создают игривое, энергичное и невероятно стабильное ощущение в смехотворно проворном корпусе. А 96-миллиметровая талия и небольшой рокер объясняют ее универсальность и способность подпрыгивать на неровной поверхности, что делает эти лыжи дома, куда бы вы ни захотели их взять. Независимо от того, как вам нравится «спускаться вниз», Dancer 2X дает вам уверенность в своих движениях.
Dynastar E-Pro 99
КУПИТЬ СЕЙЧАС — 900 долларов
E-Pro резвый, плавный и предсказуемый, способный удерживать край на корке и преодолевать твердую почву — гарантия вашего удовольствия в любую погоду . Используя гибридный сердечник, Dynastar разработала E-Pro таким образом, чтобы он мог поглощать вибрации и отклонения, давая вам уверенность, когда вам это нужно больше всего. Что больше всего впечатлило наших тестеров, так это то, что лыжи, предназначенные для жесткого рывка и стабильности на скорости, также ощущались легкими, маневренными и чрезвычайно быстрыми, особенно на пересеченной местности. Большинство лыж способны преуспеть в одном или другом, но E-Pro гладкие и влажные, не теряя при этом много своей энергии.
Эта двойственность делает лыжи E-Pro прощающими лыжи, которые превосходны на трассе. Он лучше всего подходит для техничных лыжников и тех, кто любит рывки, и мы думаем, что он станет качественным дополнением к колчану любого лыжника… то есть, если вы тот, кто хочет делать большие дуги и быстро мчаться вниз по склону.
ПРОЧИТАТЬ ПОЛНЫЙ ГЛУБОКИЙ ОБЗОР — [ НАЖМИТЕ ЗДЕСЬ ]
QST Lumen 98
КУПИТЬ СЕЙЧАС — 725 долларов
Уменьшенная в этом сезоне модель Salomon QST Lumen 98, привлекающая всеобщее внимание в отрасли, привлекает к себе всеобщее внимание. изменение и мятно-свежая покраска. Заостренный кончик лыж и профиль рокера, ориентированный на фрирайд, удерживают вас на плаву, когда вы хотите избавиться от груммеров, а внутренняя конструкция, состоящая из слоя плетеного карбона/льна и пробки на носке и пятке, обеспечивает тихий стук и круиз-контроль. Резкое изменение радиуса поворота — до 15 м по сравнению с прошлогодним 19 м. m — повышает универсальность этих лыж и обеспечивает значительный сдвиг в их точности, особенно на местности, где необходимы быстрые и дерзкие повороты. Надежный и такой живой. Эти лыжи сделают незабываемым даже самый скучный день. «Вырезает без особых усилий, и ему можно доверять как в магнате, так и в пау», — комментирует Анна Тедеско из Юты. Это определенно одни из лучших женских лыж года; мы ожидаем, что эти лыжи будут замечены на подъемниках по всей стране.
Rossignol Black Ops 98 W
КУПИТЬ СЕЙЧАС — 750 долларов США
Когда Rossignol начал полагаться на опыт своих спортсменов, таких как Татум Моно, при разработке своих лыж для фрирайда, бренд создал линейку досок для отрыва, которые успешно обеспечивают правильный баланс мощности и играть в. Эти лыжи с талией чуть менее 100 мм созданы для тех дней, когда снега еще нет, но вы все еще хотите проявить творческий подход при боковых ударах, в парке или, может быть, даже на улицах. Конструкция с двумя кончиками обеспечивает мягкое скольжение и уверенное переключение на лыжах, а сердечник из тополя придает этим лыжам способность летать, что делает их одними из лучших женских лыж года. Выпуклость под ногами обеспечивает достаточное сцепление, чтобы рвать грумеры и обледенелые стены хафпайпа. «Мне нравится, что он влажный, но достаточно игривый для масла; это не накажет вас за халтуру», — говорит Сидни Рикетс. Ежедневный водитель, заниматься.
Elan Ripstick 94 W Black Edition
КУПИТЬ СЕЙЧАС — 950 долларов США
Новейший член семейства Ripstick, Ripstick 94 W Black Edition представляет женскую коллекцию конструкции QuadRod от Elan. Благодаря четырем карбоновым трубкам, которые повышают точность лыжи, не увеличивая при этом значительного веса, эти лыжи сияют на жестком материале. «Эти лыжи прорезают твердый слой, как горячий нож сквозь масло, но добавленный углерод выводит устойчивость на новый уровень. Положите их, и пусть лыжи сделают все остальное. Как только вы настроите карвинг, ничто не столкнет эту лыжу с гусеницы», — говорят испытатели FREESKIER. Маневренная, 94-миллиметровая талия позволяет вам легко катиться от края к краю, сохраняя при этом комфорт управления на любой местности, независимо от того, на какой передаче вы переключаетесь.
Völkl Kenja 88
КУПИТЬ СЕЙЧАС — 700 долларов
«Я, Кенджа, верю, насколько хороши эти лыжи!» Возьми?! Новые и заметно интегрированные накладки Tailored Carbon Tips на передней части Kenja обеспечивают очень эффективное начало поворота, как будто ваш мозг телепатически общается с вашими лыжами. Благодаря мощной раме Tailored Titanal от Völkl и многорадиусному боковому вырезу эти лыжи быстро предвосхищают следующий поворот. Kenja 88 — одни из лучших женских лыж года, предлагающие непоколебимую устойчивость, что делает их отличным выбором не только для бывших гонщиков, но и для женщин, которым нравится делать длинные и надежные повороты сверху вниз. Эти лыжи будут востребованы поклонниками Вонна и Шиффрина, но они также станут отличным вариантом для лыжников среднего уровня, желающих улучшить свои навыки на трассе.
Лучшие женские лыжи 100-115+ мм
Большие горы заслуживают больших лыж. Вы живете на Западе, и размер менее 100 мм кажется слишком узким для линии вашей мечты. Но вы также жаждете всего, вкусите всю гору. Первый, второй и третий круги — это разминка, как обычно. Прокладка широких поворотов по всему полю. Снег падает со скоростью один дюйм в час; минимальное накопление, но достаточно, чтобы бросить вокруг. Будет облачно, так что, возможно, деревьям будет лучше. Да, деревья будут лучше.
Друзья кричат из лифта, когда вы ныряете в свой следующий поворот — еще два, и вы прыгаете через поле магнатов в неухоженное. Вот где вы играете, в промежутке. Если завтра выпадет снег на фут, вы уже знаете, куда направитесь в первую очередь. Но прямо сейчас вы лезете в карман, который еще никто не нашел. Это мягко. Вы плывете сквозь него и едете дальше, течет.
Black Crows Atris Birdie
КУПИТЬ СЕЙЧАС — 900 долларов
Возвращаясь к страницам нашего желанного Руководства покупателя, Atris Birdie — действительно одни из лучших женских лыж года, взлетевшие на вершину рейтинга благодаря до тонких, но значительных изменений дизайна от перфекционистов из Black Crows. Нужны лыжи, которые могут парить в рыхлом снегу и при этом держаться на жестком рюкзаке? А как насчет стабильности на скорости и маневренности на быстром повороте? Именно по этим причинам инженеры предусмотрели все, включая профиль двойного рокера в сочетании с чуть более прямым боковым вырезом и традиционным прогибом для всех гор. Тестер Кэти Хичкок не могла не схватиться за эту птицу: «Если бы у меня была только одна лыжа, это была бы она». С универсальной талией 105 мм Atris Birdie сияет на большой местности, где все возможно на пути вниз.
Blizzard Sheeva 10
КУПИТЬ СЕЙЧАС — 700 долларов
Трудно точно знать, какими будут условия в тот или иной день. Вместо того, чтобы беспокоиться о том, какие лыжи взять с собой, просто купите себе пару Sheeva 10 от Blizzard, одни из лучших женских лыж года. Разработанные для женщин, ориентированных на фрирайд, Sheeva 10 не изменились в 2023 году, но по-прежнему популярны благодаря своей универсальной ширине талии 102 мм и невероятно стабильному слою титанала под ногами. Независимо от того, доставляет ли Мать-природа известняковые покрытия, несколько дюймов свежих или остатки вчерашнего дня, эти лыжи всегда будут правильным инструментом для работы. Тестировщик Мишель Кокс подтверждает: «Это жесткий рыхлитель на грумерах, слэшер на магнатах и полностью компетентен на глубине». Мы не говорим, что вы должны взять с собой в отпуск только одну лыжу, но, если вам нужно, это будет простой выбор.
Icelantic Nia Pro 105
КУПИТЬ СЕЙЧАС — 849 долларов
Когда Icelantic приступила к разработке своей первой женской профессиональной модели лыж, бренд спросил своих спортсменок, как будут выглядеть лыжи их мечты с точки зрения размеров и гибкости. , материалы и художественные работы. То, чего хотели эти профессионалы и что в конечном итоге стало Nia Pro, было не большой, массивной лыжей с прогибом и двумя листами металла, предназначенной только для самых агрессивных лыжников. Нет, Nia Pro — это игривые лыжи с полным рокером и высотой 105 мм под ногами, которые любят карвить благодаря боковому вырезу Reflective Rocker. Отражающий рокер Nia Pro означает, что полный профиль рокера отражает радиус бокового выреза. Таким образом, лыжи могут быть игривыми и серфовыми, а также мощным инструментом для зарядки, потому что вы можете задействовать весь кант. В сочетании с относительно жесткой гибкостью лыжи остаются стабильными на скорости и обеспечивают прочную платформу для резких приземлений.
ПРОЧИТАТЬ ПОЛНЫЙ ГЛУБОКИЙ ОБЗОР — [ НАЖМИТЕ ЗДЕСЬ ]
Faction Mana 3X
КУПИТЬ СЕЙЧАС — 799 долларов
Новинка в линейке лыж Faction. серия, которую предлагает бренд. Mana 3X, достаточно смелая, чтобы пройти грань между all-mountain и бэккантри, является одной из лучших женских лыж года и плавает, хлопает, слэширует и карвингит буквально по всей горе. Невероятно легкий вес лыж объясняется тем, что их сердцевина из древесины тополя сохраняет ощущение свежести в ногах от восхода до заката. Особые усиления в ключевых областях, в том числе особо прочные края и карбоново-резиновая накладка под ногами, обеспечивают несомненную надежность, когда вам нужно опустить шасси. Дамы, у которых есть пенсия за броски на 360 градусов, сальто назад и свич на лыжах, обратите внимание. Анна Тедеско скажет вам, что это «интуитивные лыжи, одинаково игривые и агрессивные».
Line Pandora 110
КУПИТЬ СЕЙЧАС — 950 долларов США
Чтобы понять, для кого была создана коллекция Line Pandora, важно отметить, кто ее разработал. Хэдли Хаммер выросла на лыжах в Джексон-Хоул, а теперь проводит дни, исследуя австрийские Альпы. Ей нужны лыжи, в которых туристические качества сочетаются с универсальными характеристиками; войдите в Pandora 110. Используя тройную гибридную конструкцию ядра из углерода, стекловолокна и арамида, Pandora 110 может прорезать дерьмо, не отягощая вас в процессе. Джилл на все руки, эти лыжи могут так же легко скользить по глубокому снегу, как и реагировать на резкий рывок благодаря своему усовершенствованному профилю рокера, адаптируемому сужению и функциональной 110-миллиметровой талии. Сидни Рикеттс дает ей знак одобрения, говоря: «Это забавные, проворные лыжи, которые очень хорошо едут по нарезанному лугу, но также могут делать отличные повороты на уплотненном снегу».
Faction Dancer 3X
КУПИТЬ — 799 долларов
Идеальная женщина для Dancer 3X не боится добиваться больших успехов. Она быстрая, дерзкая и хочет оставить свой след на самых крутых трассах горы. Самая широкая Dancer X из всех, это одна из лучших женских лыж года, ее талия 106 мм обеспечивает достаточно широкую платформу, чтобы плавать, как лодка, когда бушует сильный шторм. Сердечник из экологически чистого тополя, зажатый между двумя тонкими металлическими листами, создает идеальный баланс снижения веса и простоты в обращении, а также обеспечивает стабильность и точное удержание кромки на невероятных скоростях. Тестировщик Сара Дери не могла с этим не согласиться: «Эти лыжи сокрушают рельеф и имеют отличное сцепление со снегом». Анна Тедеско добавляет: «Стабильная и легкая езда. Буги, амигос!
Fischer Ranger 102
КУПИТЬ — 849 долларов
Fischer считает, что катание на лыжах — это больше, чем просто образ жизни. Вот почему бренд потратил последние два с лишним года на переработку всей своей линейки Ranger с помощью надежного состава спортсменов — Сандры Ланштайнер, Кайла Смейна и Линси Дайер, и это лишь некоторые из них. Эти Ranger 102 с толщиной стопы 102 мм являются одними из лучших женских лыж года и блестят в категории универсальности, как и было задумано. Он предлагает более игривый изгиб, чем его более худые собратья, но также может похвастаться специальным листом металла под ногами для дополнительной надежности на скорости. «Универсальный и игривый, новый улучшенный Ranger помогал мне от ограждения грумеров до поиска остатков на деревьях», — говорит тестировщик Кейси Джиллсон.
Icelantic Riveter 104
КУПИТЬ СЕЙЧАС — 849 долларов США
Если вы из тех, кто постоянно расширяет возможности своего снаряжения, ищет большие линии, более высокие скорости и возможности прокладывать длинные красивые повороты, Icelantic Riveter 104 может быть просто идеальной парой. Наши тестеры пришли к единому мнению, что эти лыжи требуют абсолютной зарядки. Направленный профиль рокера с 5-миллиметровым изгибом под подошвой позволяет этой лыже ускоряться в поворотах и вне их, а их широкий сужающийся носок пробивает неровности, как разрушающий шар. Анна Тедеско говорит: «Riveter 104 может проехать несколько красивых дуг, и когда вы захотите последовать за местными жителями Джексона в бэккантри, широкая лопата будет держать вас на плаву во время новых поворотов». Универсальные лыжи, ориентированные на производительность, Riveter заставят вас с удовольствием проходить повороты сверху донизу.
Line Pandora 104
КУПИТЬ — 750 долларов США
Разработанные из тех же материалов и с теми же намерениями, что и их старшая сестра, Pandora 104 — одни из лучших женских лыж года, и они стали чуть более универсальными. когда условия сомнительны. 104-миллиметровая талия достаточно широка, чтобы выдержать несколько дюймов свежего снега, но она также уменьшает боковой вырез лыжи, чтобы делать более быстрые и короткие повороты. Запатентованные фирменные углеродные нити Magic Finger Carbon наполняют лыжи силой, позволяющей выдерживать неблагоприятные снежные покровы, такие как лед, рыхлость и пережаренный манк, для приятного катания в каждой поездке. «Pandora 104 — это весело, бодро и очень легко маневрирует на неровностях», — говорит Эмма Гетсингер. «Это даст вам достаточную свободу действий, чтобы насладиться пау, но также позволит вам кататься на грумерах или жестком рюкзаке вне трассы».
Icelantic Maiden 111
КУПИТЬ СЕЙЧАС — 879 $
Не позволяйте прекрасным бабочкам обмануть вас, Maiden 111 создана для того, чтобы жалить вас, как пчелу, куда бы вы ни взглянули на гору. Несмотря на то, что это самая широкая модель Icelantic для фрирайда, Maiden 111 — одна из лучших женских лыж года. Она может кататься, заряжаться, поворачиваться и играть благодаря небольшому прогибу под ногами и рокерным носку и пятке. Гибридный сердечник снижает вес и увеличивает отталкивание лыжи, обеспечивая невероятно увлекательную езду в любых условиях.
