Чертежи листогиб самодельный: элементы, устройство и чертежи, сборка
Содержание
Преодоление 14 распространенных проблем при гибке листового металла
29 апреля 2023 г. / Шейн
/ 6 минут чтения
- 1. Материал скольжения во время обработки
- 2. Внутренняя ширина изгиба меньше, чем у стандартной формы
- 3. Отверстие слишком близко к линии изгиба. Изгиб заставит отверстие тянуть и поворачивать материал.
- 4. Расстояние L между прочерченным краем и линией сгиба маленькое, а место прочерченного края деформировано после изгиба
- 5. Длинная сторона правки поднимается после правки
- 6. Разводной мост большой высоты легко ломается
- 7. При специальной обработке формы размер обработки изменяется к расширению) слишком мал или слишком велик, что не соответствует круглой поверхности.
- 9. Выкрашивание или ослабление вытяжного отверстия после клепки, вызывающее деформацию.
- 10. Переклепка шпильки или деформация заготовки после клепки
- 11. Две стороны не параллельны после гибки со смещением
- 12.
 Складка на поверхности изделия слишком глубокая
Складка на поверхности изделия слишком глубокая - 13. Область возле сгиба деформирована после гибки
- 14. Алюминиевые детали склонны к растрескиванию при изгибе
 Складка на поверхности изделия слишком глубокая
Складка на поверхности изделия слишком глубокаяВ процессах гибки листового металла могут возникнуть различные проблемы.
Принцип работы гибки листового металла…
Включите JavaScript
Принцип работы гибки листового металла
В этой статье мы предоставим подробный анализ 14 различных задач гибки листового металла и их соответствующие решения.
Мы уверены, что эта информация окажется для вас ценной и информативной.
Без лишних слов, начнем.
1. Соскальзывание материала во время обработки
Причина Анализ:
При выборе гибочной матрицы обычно выбирают ширину V-образной канавки, которая в 4–6 раз превышает толщину материала (T). Однако, если размер изгиба меньше половины ширины выбранной V-образной канавки, может произойти проскальзывание.
Проблема: выбран слишком большой V-образный паз.
Решения:
- Метод отклонения центральной линии (эксцентрическая обработка). Когда размер сгибаемого материала составляет менее половины от 4 до 6 T, компенсируйте его как можно больше.
- Обработка набивки
- Изгиб с небольшим V-образным пазом и пресс с большим V-образным пазом.
- Выберите V-образную канавку меньшего размера.
2. Внутренняя ширина изгиба меньше, чем у стандартной пресс-формы
Анализ причин:
Стандартная ширина нижнего штампа гибочного станка должна быть не менее 10 мм. Следовательно, сгибаемый материал должен быть толщиной менее 10 мм. Если изгиб представляет собой угол 90 градусов, его длина не должна быть меньше √2 (L + V / 2) + T.
на основании пресс-формы, за исключением любой степени свободы, направленной вверх.
Решения:
- Увеличить размер изгиба, договорившись с заказчиком и сделав внутренний изгиб шире.
- Специальная обработка формы.
- Используйте шлифовальные инструменты, хотя это увеличит затраты на обработку.
3. Отверстие расположено слишком близко к линии изгиба. Изгиб заставит отверстие тянуть и поворачивать материал.
Анализ причин:
Предположим, что расстояние от отверстия до линии изгиба равно L. Если L меньше (от 4 до 6) раз, умноженных на толщину листа T, деленную на 2, материал будет протягиваться. Это связано с тем, что в процессе гибки сила растяжения деформирует материал, вызывая протягивание и деформацию.
Минимальное значение L для пластин различной толщины, основанное на ширине паза стандартной пресс-формы, следующее:
Решения:
- Увеличьте размер сгиба и обрежьте кромку после формирования.
- Расширить отверстие до линии изгиба, но только в том случае, если это не повлияет на внешний вид или функционирование и заказчик согласен.
- Использовать секущую или обжимную обработку.
- Эксцентриковая обработка пресс-формы.
- Изменить размер отверстия.
4. Расстояние L между вытянутой кромкой и линией сгиба мало, и место вытянутой кромки деформировано после изгиба
Анализ причин:
Когда L меньше, чем (4-6) раз листа если толщина T разделить на 2, то материал будет деформироваться в процессе гибки из-за контакта между материалом и нижней формой.
Решения:
- Использовать секущую или обжимную обработку.
- Изменить размер материала.
- Использование специальной обработки пресс-форм.
- Эксцентриковая обработка пресс-формы.
5. Длинная сторона правки поднимается после правки
Причина Анализ:
Длинная кромка правки не плотно прилегает во время процесса правки, из-за чего ее концы поднимаются. Эта проблема в значительной степени зависит от положения выравнивания, поэтому важно уделять пристальное внимание положению выравнивания.
Решения:
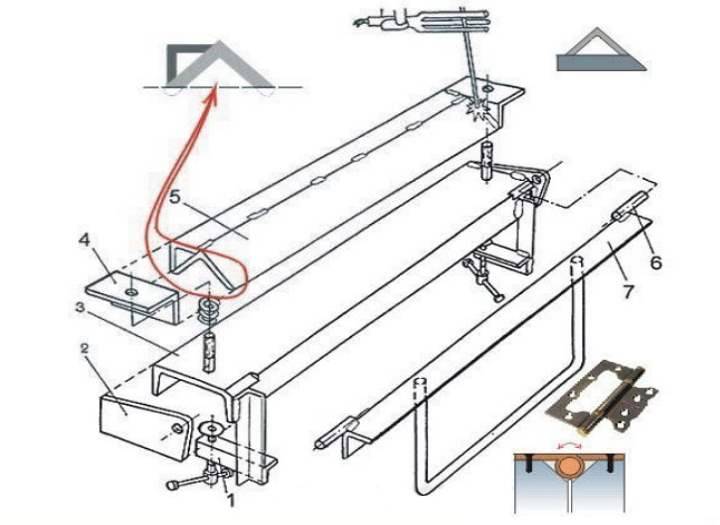
- Сначала согните верхний угол (как показано на схеме), затем согните мертвую кромку, а затем сгладьте ее.
- Выравнивание в несколько этапов.
- Сначала нажмите на конец, чтобы согнуть мертвую сторону вниз.
- Выровняйте корневую часть.
Меры предосторожности:
Качество процесса правки зависит от навыков оператора, поэтому важно уделять пристальное внимание фактической ситуации во время правки.
6. Разводной мост большой высоты легко сломать
Анализ причин:
Материал сильно растянут и разрушен из-за большой высоты подъемного моста. Другие причины могут включать:
- Недостаточная заточка или тупые углы специальной формы.
- Низкая прочность материала или узкая перемычка.
Решения:
- Удлините технологическое отверстие на одной стороне трещины.
- Увеличить ширину разводного моста.
- Отремонтируйте угол R специальной формы и увеличьте переход дуги.

- Добавьте смазку в разводной мост. Обратите внимание, что этот метод загрязняет поверхность заготовки и не может быть использован для деталей из алюминия и т. д. заготовка смещается вперед во время обработки из-за силы прижатия вперед, вызывая увеличение малого угла L передней части.
Решения:
- Удалите все тени на картинке и постарайтесь максимально ее загримировать.
- Замените изношенные самопозиционирующиеся части пресс-формы конструкциями с обратным инициированием для лучшего позиционирования.
8. Общий размер заготовки (относительно расширения) слишком мал или слишком велик, что не соответствует круглой поверхности.
Анализ причин:
- Ошибка развертывания проекта.
- Неправильный размер подачи.
Решения:
- Рассчитать отклонение, назначенное каждому изгибу, на основе общего отклонения и количества изгибов в направлении отклонения.
- Если расчетный допуск распределения находится в пределах допустимого диапазона, заготовка считается приемлемой.

- Если размер слишком велик, используйте небольшой V-образный паз.
- Если размер слишком мал, используйте большой V-образный паз.
9. Выкрашивание или ослабление вытяжного отверстия после клепки, вызывающее деформацию.
Анализ причин:
- Выкрашивание происходит из-за малого угла R вытяжного отверстия или чрезмерного заусенца на фланце.
- Заклепка ослаблена, потому что отверстия для разводки не совмещены должным образом.
- Деформация вызвана смещением отверстий или неправильным методом клепки.
Решения:
- Используйте кернер с большим углом R и обратите внимание на заусенцы вокруг протяжного отверстия при отбортовке.
- Увеличьте давление, углубите протяжку и используйте кернер с большим углом R.
- Устраните основную причину смещения отверстий и неправильного метода клепки.
10. Клепка шпильки перекошена или заготовка деформирована после клепки
Причина Анализ:
- Заготовка не расплющивается при обработке.
- К нижней поверхности заготовки приложено неравномерное усилие или чрезмерное давление.
Решения:
- Выровняйте заготовку при нажатии на шпильку.
- Используйте опорную раму.
- Отрегулируйте давление.
- Увеличьте диапазон напряжений на нижней поверхности и уменьшите диапазон усилий на верхней поверхности.
11. Две стороны не параллельны после гибки со смещением
Причина Анализ:
- Форма неправильно откалибрована.
- Неправильно отрегулированы верхняя и нижняя прокладки матрицы.
- Верхняя и нижняя грани матрицы не идентичны.
Решения:
- Повторно откалибровать пресс-форму.
- Отрегулируйте прокладки, увеличив или уменьшив их.
- Использование эксцентриковой обработки пресс-формы.
- Убедитесь, что верхняя и нижняя формы имеют одинаковую поверхность.
12. Складка на поверхности продукта слишком глубокая
Причина Анализ:
- Небольшой V-образный паз в нижней матрице.

- Малый угол R V-образной канавки в нижней матрице.
- Материал слишком мягкий.
Решения:
- Используйте для обработки большой V-образный паз.
- Используйте пресс-форму с большим углом R.
- Используйте прокладку изгиба (из металла или литого полиуретана).
13. Область возле изгиба деформирована после гибки
Анализ причины:
Станок работает слишком быстро в процессе гибки, в результате чего скорость гибки вверх во время деформации заготовки превышает скорость при которой оператор держит заготовку рукой.
Решения:
- Уменьшить скорость работы машины.
- Увеличить скорость удерживания руки оператором.
14. Детали из алюминиевого сплава склонны к растрескиванию при изгибе
Алюминиевый материал склонен к разрушению по параллельным линиям во время изгиба из-за своей особой кристаллической структуры.

Решения:
- При вырубке поверните алюминиевый материал так, чтобы направление изгиба было перпендикулярно текстуре, затем разрежьте.
- Увеличьте угол R верхнего штампа.
Связанное чтение: 12 Решения для задач гибки листового металла
0
акцииProfessional Insights
9 0048 Получите консультацию эксперта по металлообрабатывающим станкам
Позвольте нашим специалистам помочь вам выбрать правильный металлообрабатывающий станок для ваших нужд.
Запросить цену
Расчет выработки металлического листа — типичный вопрос
Расчет выработки металлического листа — типичный вопрос, который часто задают многие наши клиенты. К счастью, у них есть опыт, а если нет, то сегодня существует множество программ для черчения, которые выполняют этот расчет, точно так же, как многие гибочные станки с ЧПУ имеют эту возможность.

Очевидно, что здесь мы собираемся объяснять вещи теоретически, но, как известно, в процессе гибки металлического листа участвует множество факторов; тип пуансона и/или штампа, толщина листа, тип материала листа, направление волокон листа и т. д., по этой причине перед изготовлением большой серии заготовок всегда целесообразно проводить небольшой тест для проверки правильности всех параметров после сгибания листа.
А для тех, кто еще сомневается, приведем два варианта расчета указанной разработки;
FIRST
Это самый простой расчет, так как мы НЕ выполняем расчет нейтрального волокна материала , но, к сожалению, он действителен только для толщин до 2 м/м максимум и состоит из исключения в два раза больше толщины для каждого изгиба на 90º и, таким образом, получается полное развертывание листа.
Лучше на практическом примере; толщиной 1,5 м/м и для расчета выработки следующего листа (см. эскиз) сделаем следующий расчет:
70 – (2 x 1,5) + 25 – (2 x 1,5) + 15 = 104 м/м – длина детали (до гибки).
Расчет развития изгибаемой детали
ВТОРОЙ
Это самый надежный метод, но прежде всего, прежде чем делать такой расчет, мы должны рассчитать нейтральное волокно изгибаемого материала .
Что такое нейтральное волокно материала?
После того, как материал был сложен, у нас есть его деформация, технически мы называем это ИЗГИБНЫЕ ВОЛОКНА . Таким образом, есть внешняя часть, где материал был удлинен, что привело к ТЯГОВЫМ ВОЛОКНАМ , и внутренняя часть, где материал был укорочен, СЖАТИЕ ВОЛОКНА . Но как раз между этими двумя участками есть один, где материал не подвергался сжатию или растяжению, этот участок или точнее эта линия и есть так называемая нейтральная линия или НЕЙТРАЛЬНОЕ ВОЛОКНО .
Волокна сжатия и растяжения
Положение нейтральной линии
 </amp-fit-text>»> Существует множество методов расчета положения нейтрального волокна , но мы считаем, что следующая таблица очень удобна, поскольку она точно определяет, что ее положение в основном зависит от внутренний радиус изгиба и его отношение к толщине.
</amp-fit-text>»> Существует множество методов расчета положения нейтрального волокна , но мы считаем, что следующая таблица очень удобна, поскольку она точно определяет, что ее положение в основном зависит от внутренний радиус изгиба и его отношение к толщине.Внутренний
——————————— 0,347 x толщина
0,5 ——————————— 0,387 x толщина
1 ———————————— 0,421 x толщина
2 ———————————— 0,451 x толщина
3 ——————————— – 0,465 х толщина
4 ———————————— 0,470 х толщина
5 ———————————— 0,478 х толщина
10 ——————— ————— 0,487 x толщина
Для примера; если внутренний радиус 3 м/м в изгибе, выполненном из металлического листа толщиной 2 м/м, будут сделаны следующие расчеты.
0,465 x 2 = 0,93 будет положение нейтрального волокна, см. приложенный эскиз
Положение нейтрального волокна
Ясно одно; положение нейтрального волокна всегда находится между 0,3 и 0,5 толщины листа нейтральное волокно?
Мы дадим две очень простые формулы для расчета нейтрального волокна в форме «L» и еще одну для формы «U», и мы рассмотрим ее на примере для каждого случая.
Г-образная форма
Формула:
Развертка = Плоская поверхность A + Плоская поверхность B + ¶ / 2 x (внутренний радиус + нейтральное волокно)
Давайте приведем пример с реальными измерениями для расчета;
L-образный профиль из листового металла
25 + 30 + 3,1415/2 x (3 + 0,93) = 61,17 м/м будет выработка листа
П-образная форма
Формула:
Проявление = Плоская поверхность A + Основание + Плоская поверхность B + ¶ / 2 x (2 x внутренний радиус + нейтральное волокно)
Приведем пример с реальными измерениями для расчета;
П-образный металлический листовой профиль
40 + 30 + 20 + 3,1415/2 х (2 х 5 + 1,912) = 108,71 будет разработка листа
Реверс-инжиниринг
В качестве лист является «живым» материалом и действие на изгиб зависит от многих факторов (толщина материала, качество и тип материала, ширина штампа и большой размер и т.

