Чистовое точение: Чистовое точение — Большая Энциклопедия Нефти и Газа, статья, страница 1
Содержание
10. Технология точения древесины на токарном станке
10. Технология точения древесины на токарном станке
10. Технология точения древесины на токарном станке
Сущность
процесса резания при точении заключается в
снятии поверхностного слоя обрабатываемой заготовки
в виде стружки. При этом заготовка
вращается, а стамеска перемещается относительно заготовки (рис. 36).
Подготовка
заготовки для точения на токарном станке может включать в себя отрезку ее по
длине с учетом припусков на торцах, осмотр ее внешнего состояния, разметку
центров вращения заготовки; придание заготовке формы, близкой к
цилиндрической. Если заготовка имеет форму квадрата, то для нахождения центров
вращения на торцах проводят диагонали и на их пересечении шилом накалывают
отверстия (рис. 37). Затем рубанком сострагивают ребра, придавая заготовке форму
восьмигранника. После этого заготовку крепят на станке.
Для точения
древесины применяют различные стамески (рис. 38) и другие режущие инструменты.
Желобчатые
полукруглые стамески выпуклые (рис. 38, а) и вогнутые
(рис. 38, в) применяют для черновой обработки заготовок, а косые
стамески (рис. 38, б) применяют для чистовой, окончательной обработки
поверхностей, а также для подрезания торцов и вытачивания конусов.
Режущая часть
токарных резцов, называемая лезвием, имеет клиновидную форму и состоит из
передней и задней поверхностей, а также режущей кромки (рис. 39).
Передней
поверхностью лезвия называют ту поверхность, по которой сходит
стружка.
Задней
называют
поверхность, обращенную к обрабатываемой заготовке.
Угол между
передней и задней поверхностями называют углом
заострения лезвия
β
(рис. 39).
Пересечение
передней и задней поверхностей образует линию 3, называемую режущей кромкой
(рис. 39).
39).
Чем острее
режущая кромка, тем легче и чище она обрабатывает поверхность. Тупая режущая
кромка создает шероховатую и ворсистую обработанную поверхность.
Острота
режущей кромки проверяется лупой. Угол заострения лезвия β
измеряют угломером. Этот угол может изменяться от 20° при точении
мягкой древесины и чистовой обработке до 40° при точении твердой древесины и
черновой обработке.
Переднюю и заднюю поверхности затачивают на
наждачном круге, при этом плоскую стамеску перемещают
вдоль оси вращения круга (рис. 40, а), а полукруглую
стамеску
поворачивают вправо и влево (рис. 40, б).
Затем лезвие правят, снимая заусенцы и затачивая его
круговыми движениями на наждачном бруске (рис. 41, а),
плотно (без зазора) прижимая переднюю или заднюю
поверхность к
плоскости бруска (рис. 41, б).
Аналогично доводят лезвие на мелкозернистом бруске
(рис.
41, в), который называют оселком.
По гладким
передней и задней поверхностям легче скользит разрезаемая древесина, что
уменьшает силы резания и улучшает качество обработки.
Косые стамески
бывают с односторонней и двухсторонней
заточкой. Они имеют срезанную под углом
γ
(наклонную)
режущую кромку (рис. 38, б; рис. 39, а).
Прежде чем
начинать работу, изучают технологическую
карту на обработку изделия. В табл. 4 в качестве примера приведена
технологическая карта изготовления изделия — картофелемялки
(см. рис. 13).
Перед
изготовлением детали выполняют наладку и настройку станка. Для этого
подготавливают и надежно закрепляют обрабатываемую заготовку. Подручник
настраивают и надежно крепят так, чтобы расстояние от него до обрабатываемой
поверхности заготовки составляло 2…3 мм. Для проверки зазора заготовку
поворачивают вручную 2-3 оборота.
После
этого выбирают и устанавливают нужную частоту вращения шпинделя. Подбирают
заранее и раскладывают необходимые режущие и измерительные инструменты.
Если центр
задней бабки в станке не вращающийся, то его смазывают машинным маслом
(2. ..3 капли).
..3 капли).
Перед
точением надевают защитные очки, включают станок, берут стамеску в правую
руку, устанавливают на подручник, не касаясь заготовки, и прижимают ее к
подручнику левой рукой сверху, как это показано на рис. 36.
Вначале
выполняют черновое (грубое) точение полукруглой стамеской. Медленно
подводят лезвие к вращающейся заготовке и снимают стружку его серединой.
Затем плавно перемещают стамеску влево или вправо, срезая слой древесины
левой или правой частью закругленного лезвия.
Для
чистового точения заготовки оставляют припуск 3…6 мм на обработку до
нужного диаметра детали. Чистовое точение выполняют косой стамеской.
Стамеску опирают на подручник ребром со стороны тупого угла, как это
показано на рис. 42, а, и направляют режущей кромкой в сторону ее движения
(рис. 42, б)
Тонкую стружку срезают только серединой режущей
кромки. Ни в
коем случае не допускайте врезания в заготовку острого угла стамески. Это может
привести к выбросу стамески и травмированию.
Точат конусы с
большего диаметра на меньший. Так лучше и чище подрезаются волокна древесины.
Контроль
размеров заготовки осуществляют кронциркулем или штангенциркулем только после
отключения станка и полной остановки шпинделя.
Прямолинейность поверхностей проверяют на просвет путем накладывания линейки на
деталь (рис. 43).
При
необходимости деталь обрабатывают шлифовальной колодкой (рис. 44).
Хорошие результаты дает полирование сухой детали
бруском
из более твердой древесины. При этом на поверхности заготовки от нагревания
расплавляется целлюлоза, входящая в состав древесины, и обволакивает тонким
слоем обработанную поверхность. Перегрев в зоне полирования дает декоративную
отделку в виде подгоревшей древесины желтого, коричневого и черного цветов.
Перед
отрезанием обработанной заготовки станок останавливают. Линейкой и карандашом
делают разметку отрезаемой заготовки. Затем включают станок, опирают косую
Затем включают станок, опирают косую
стамеску на подручник острым углом (носком) вниз и выполняют в намеченных местах
надрез глубиной на 2…3 мм. Потом стамеску опирают тупым углом (пяткой) на
подручник и режущей кромкой, как при чистовом точении, срезают на конус концевую
часть заготовки до надреза (рис. 42, в). Эти переходы выполняют многократно,
постепенно углубляясь в заготовку, пока не образуется тонкая «шейка» диаметром
8… 10 мм.
Не следует допускать перерезания заготовки, так как
надо
еще зачистить торец движением стамески к центру вращения таким же способом, как
и выполнялся надрез.
Аналогично подрезают торец с другого конца заготовки.
После
остановки станка заготовку снимают, мелкозубой пилой отрезают шейки и торцы
зачищают напильником или шлифовальной шкуркой.
Правила безопасности
1. Не
включать станок без разрешения учителя.
2. Надежно
крепить заднюю бабку станка.
3. Проверить
заготовку, чтобы она не имела
трещин.
4. Надежно
крепить заготовку.
5. Перед
работой на токарном станке подготовить
рабочее место: убрать все лишнее со станка и
вокруг него, подготовить и разложить только нужные инструменты и
приспособления.
6. Проверить
рабочий инструмент. Ручки не
должны иметь трещин, должны быть прочно насажены.
7. Заправить
одежду. Застегнуть все пуговицы.
Длинные волосы
убрать под берет.
8.
Перед пуском станка надеть защитные очки.
9. В
процессе точения периодически останавливать станок и поджимать деталь
центром задней
бабки,
устраняя зазоры.
10. Периодически,
по мере срезания поверхности,
при остановках станка подводить подручник к
поверхности заготовки на 2…3 мм, проворачивать
заготовку вручную на 2…3 оборота и надежно крепить
подручник.
11. Во
время работы не отвлекаться, не отходить от станка.
12. Все
настроечные операции проводить только
при
отключенном и остановленном станке.
13. Не
обрабатывать деталь вблизи трезубца.
14. Не
останавливать заготовку руками.
15. О
всех неисправностях сообщать учителю.
Практическая работа
Точение
детали по чертежу и технологической карте
1.
Прочитайте чертеж и технологическую карту на изготовление цилиндрической детали.
2. Выберите
заготовку и спланируйте работу под руководством учителя.
3. Разметьте,
подготовьте и установите заготовку на токарном станке.
4. Выберите
и проверьте режущие инструменты.
5. Выполните
черновое и чистовое точение, зачистку шлифовальной шкуркой, отрезание заготовки.
6. Проконтролируйте
размеры и шероховатость поверхностей обработанной детали.
Новые
термины:
Точение
(черновое, чистовое), стамеска (желобчатая
выпуклая, вогнутая; плоская косая), передняя поверхность, задняя
поверхность, угол заострения, режущая кромка, оселок, полирование.
Вопросы и
задания.
1. Какое
точение называются черновым, а какое чистовым?
2. Какими
инструментами выполняют точение?
3. Как крепят
на станке длинные и короткие заготовки?
4. Как
устанавливают подручник?
5. Как
подрезают торцы детали на станке?
6. Какими
инструментами и как контролируют размеры вытачиваемой детали?
Сайт управляется системой uCoz
Черновое обтачивание цилиндрических поверхностей. Резцы для чернового обтачивания.
Закрепление детали при черновом обтачивании. Способ закрепления детали при черновой обработке выбирается в зависимости от ее формы, размеров, назначения и т. д. по правилам, изложенным в гл. III первой части книги. Следует помнить, что при черновом обтачивании деталей снимаются стружки больших сечений, вследствие чего возникают значительные силы резания, под действием которых деталь может быть вырвана из патрона. Поэтому закрепление детали в рассматриваемом случае должно быть особенно прочным.
Поэтому закрепление детали в рассматриваемом случае должно быть особенно прочным.
Резцы для чернового обтачивания. Резцы для чернового обтачивания работают обычно при большом сечении стружки и часто при высокой скорости резания. Поэтому такой резец должен быть прочным, хорошо поглощать теплоту, образующуюся в процессе резания, и не терять твердости от нагревания во время работы. Форма передней поверхности резца должна быть такой, чтобы отделение стружки происходило с возможно большей легкостью.
Твердосплавные резцы для чернового обтачивания, называемые проходными, изображены на рис. 77. Прямые проходные резцы (рис. 77, а и б, отличающиеся друг от друга лишь формой твердосплавной пластинки) изготовляются с главным углом в плане угол = 45, 60 и 75°. Отогнутые проходные резцы (рис. 77, в), обычно штампованные, сложнее в изготовлении. Тем не менее они широко применяются, так как ими можно производить не только продольное, но и поперечное обтачивание (подрезание). Кроме того, они иногда удобнее при обработке поверхностей, трудно доступных для прямого резца. Главный угол в плане у этих резцов равен 45°.
Главный угол в плане у этих резцов равен 45°.
Проходные упорные резцы (рис. 78) особенно пригодны для обработки детали с уступами небольших размеров, образуемыми этим же резцом. Главный угол в плане этих резцов 90°, что способствует уменьшению вибраций в процессе работы. Поэтому упорные резцы успешно используются при обработке нежестких деталей.
Быстрорежущие резцы по своей форме подобны твердосплавным резцам того же назначения, но отличаются от них, как это будет показано ниже, величинами углов и другими элементами головки.
Правые и левые резцы. По направлению подачи, при которой работают проходные резцы, они разделяются на правые и левые. Правыми резцами называются такие, у которых при наложении сверху ладони правой руки так, чтобы пальцы были направлены к вершине резца, главная режущая кромка оказывается расположенной со стороны большого пальца (рис 79, б ). На токарных станка х эти резцы работают при подаче справа налево, т. е. от задней бабки к передней. Левыми резцами называются такие, у которых при указанном выше наложении левой руки главная режущая кромка расположена также со стороны большого пальца (рис. 79, а ).
Левыми резцами называются такие, у которых при указанном выше наложении левой руки главная режущая кромка расположена также со стороны большого пальца (рис. 79, а ).
Материалы, применяемые для проходных резцов. Проходные резцы, используемые при обработке стальных и чугунных деталей, изготовляются с пластинками из твердых сплавов и из быстрорежущей стали. Марки твердых сплавов, используемых для обработки стали и чугуна при различных условиях резания, указаны в табл. 9.
С меньшей, иногда значительно, производительностью обработку стали и чугуна при условиях, указанных в таблице, можно выполнять резцами из быстрорежущей стали марки Р18 (или других марок).
Элементы головки и углы твердосплавных резцов. Форма передней поверхности твердосплавных резцов устанавливается в зависимости от обрабатываемого материала, характера обработки, подачи и некоторых других условий.
Формы передней поверхности у резцов с пластинками из твердых сплавов приведены в табл. 10.
Передняя поверхность формы I рекомендуется для резцов при обработке серого чугуна, бронзы и других хрупких материалов, а также при тонком и чистовом точении с подачами s < 0,2 мм/об. Форма II передней поверхности используется при обработке ковкого чугуна, стали и стального литья с с б в 80 кгс/мм2, а также и с б в > 80 кгс/мм2 при недостаточной жесткости системы СПИД. Форма III делается у резцов, предназначенных для обработки стали с б в 80 кгс/мм2 при необходимости завивания и дробления стружки. Форма IV применяется при черновой обработке стали и стального литья с б в > 80 кгс/мм2 с неметаллическими включениями, при работе с ударами в условиях жесткой системы СПИД. Форма V рекомендуется при обработке нержавеющих сталей с б в 80 кгс/мм2.
Значения переднего угла твердосплавных резцов выбираются в зависимости от обрабатываемого материала; они указаны в табл.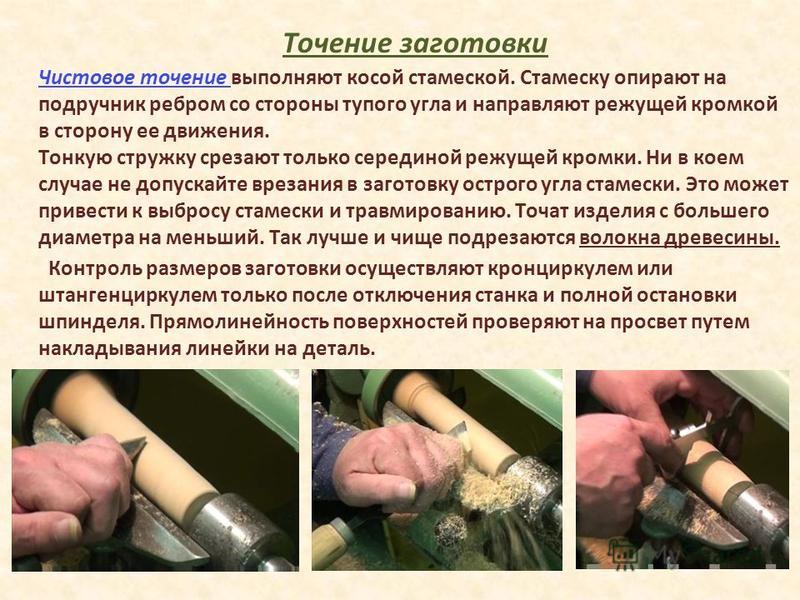 11.
11.
Задний угол а у твердосплавных резцов, используемых для черновой обработки стали и чугуна, делается равным8°.
Главный угол в плане ф твердосплавных резцов, применяемых в условиях нежесткой системы СПИД, принимается равным 90°. Если обработка происходит при большей жесткости этой системы, главный угол в плане может быть 60 — 75°. При значительной жесткости системы СПИД главный угол в плане принимают равным 45°.
Вспомогательный угол в плане ф 1 при черновой обработке принимается равным 5—20°, а иногда и больше.
Угол наклона главной режущей кромки Я при обработке резцом с ф = 90° принимается равным 0°. При главном угле в плане, меньшем 90°, этот угол делается для обработки стали 0—5°, а для чугуна 10°. При точении с ударами угол делают 12—15°.
Вершину резца закругляют радиусом 0,5—1,5 мм. Ширину фаски f принимают равной 0,15—0,5 мм. Меньшие значения принимаются при малом (12×12 мм и менее) сечении резца, большие — при резце сечения 25×25 мм и более.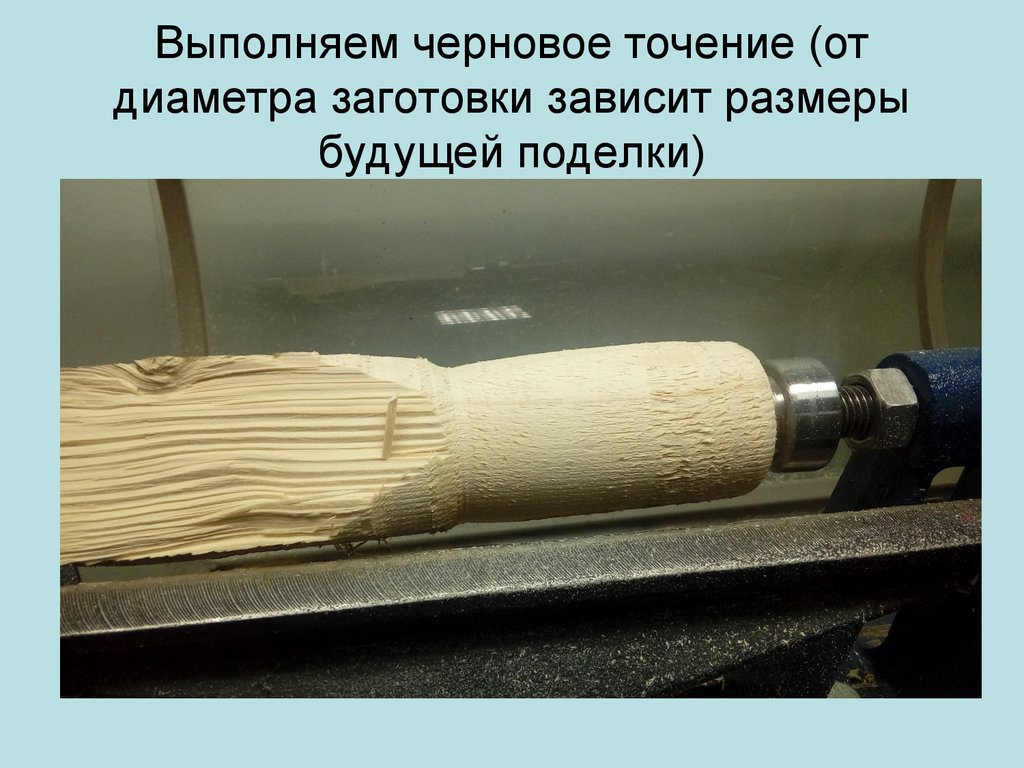
Проходные твердосплавные резцы для черновой и получистовой обработки выполняются как без дополнительной режущей кромки (рис. 80, а), так и с дополнительной режущей кромкой (рис. 80, б ). Как будет видно из дальнейшего изложения, резцы с дополнительной режущей кромкой позволяют вести обточку со значительно большими подачами, обеспечивая в то же время весьма хорошую шероховатость поверхности V4 — V51.
Форма передней поверхности, углы и другие элементы быстрорежущих резцов. Форма передней поверхности этих резцов выбирается в зависимости от обрабатываемого материала, подачи и некоторых других условий по табл.12 и в соответствии с общими соображениями, приведенными ниже.
Передняя поверхность по форме I делается у резцов для обработки стали, а также чугуна, бронзы и других хрупких металлов. По форме II следует делать переднюю поверхность резцов для обработки стали с б в 80 кгс/мм2, вязких цветных металлов и легких сплавов при необходимости завивания стружки.
Передний угол рассматриваемых резцов, используемых для обработки стали, принимается равным 20—25°, а задний угол — равным 6°, при обработке медных сплавов передний угол — 20°, а задний — 8°. Значение главного и вспомогательного углов в плане, >а также угла наклона главной режущей кромки быстрорежущих резцов можно брать по соответственным данным для твердосплавных резцов.
Рекомендуемые значения радиуса закругления при вершине резца r элементов радиусной лунки R и А, а также размера фаски f в зависимости от сечений резца приведены в табл. 13. При обработке легких сплавов ширина фаски / принимается равной нулю.
Установка проходных резцов относительно линии центров станка. Условия работы резца изменяются в зависимости от положения его вершины относительно линии центров станка.
На рис. 81, б резец установлен таким образом, что вершина его находится на высоте центров станка. Задним углом его в этом случае является а, передним — у и углом резания — б.
При установке того же резца выше линии центров (рис. 81, а ) передний угол у увеличивается, а угол резания б уменьшается. Условия резания облегчаются, так как стружка легче сходит по передней поверхности, чем при меньшем переднем угле и, следовательно, большем угле резания. Одновременно с этим, однако, уменьшается задний угол а, что допустимо только до определенных пределов во избежание сильного трения задней поверхности резца об обрабатываемую поверхность (поверхность резания). Если этот же резец установить ниже линии центров станка (рис. 81, в ), то, наоборот, передний угол у уменьшается, а угол резания б увеличивается. В результате этого условия резания значительно ухудшаются по сравнению с первыми двумя случаями. Увеличение заднего угла а, получающееся при установке резца ниже центра, не улучшает процесса отделения стружки. Из сказанного вытекает общее правило, заключающееся в следующем.
При черновом обтачивании наружных поверхностей, когда наиболее легкое отделение стружки важнее всего, резец необходимо устанавливать или на высоте линии центров станка, или несколько выше ее, но не ниже.
От этого правила отступают при черновом обтачивании очень твердых материалов. В этом случае давление стружки на резец получается очень большим и резец отгибается вниз, причем вершина его (рис. 81, а) описывает дугу АВ. Если резец при этом установлен так, что вершина его расположена выше линии центров станка, он втягивается в материал детали. В результате этого неизбежны выкрашивание режущей кромки резца, а иногда и поломка его. При установке резца на высоте линии центров и в особенности ниже ее резец под давлением стружки также отгибается, но вершина его не втягивается в материал детали, а наоборот, отходит от нее.
Проверка положения вершины резца относительно линии центров станка производится по острому концу заднего центра или по риске, нанесенной на пиноли задней бабки.
Общие правила установки резца в резцедержателе. Чтобы резец во время работы не вибрировал, вследствие чего возможно выкрашивание его режущей кромки, длина свешивающейся части резца, или, как говорят, вылета, должна быть возможно меньше. На рис. 82, а показано правильное, а на рис. 82, б — неправильное положение резца.
На рис. 82, а показано правильное, а на рис. 82, б — неправильное положение резца.
С этой же целью подкладки под резец, применяемые при установке вершины резца относительно линии центров станка, следует располагать так, как показано на рис. 82, в. Неправильное положение подкладок показано на рис. 82, г. Лучше брать одну толстую подкладку, а не несколько тонких, так как они не всегда плотно прижимаются одна к другой (даже при затянутых болтах резцедержателя), что также может вызвать вибрацию резца.
Резец необходимо устанавливать под прямым углом к детали (рис. 82, д). Если установить резец по рис. 82, е, то во время работы под давлением снимаемой стружки он может повернуться вправо и углубиться в обрабатываемую деталь.
Некоторые особенности работы твердосплавными резцами с отрицательными передними углами. Работа резцами с отрицательными передними углами позволяет повысить режимы резания, но вызывает увеличенную нагрузку на механизмы станка и обрабатываемую деталь. Поэтому для обеспечения нормальной работы необходимо соблюдать следующие основные правила.
Поэтому для обеспечения нормальной работы необходимо соблюдать следующие основные правила.
- Станок, на котором производится работа, должен быть в полном порядке. Подшипники должны быть нормально затянуты; ремень передачи и имеющийся на станке фрикцион должны быть хорошо пригнаны; суппорт станка должен двигаться плавно, без рывков.
- Деталь, обрабатываемая как в патроне, так и в центрах, должна быть закреплена надежно.
- Задний центр при работе на повышенных оборотах детали должен быть твердосплавным или вращающимся.
- При установке резца относительно центра станка при черновом обтачивании вершину его следует устанавливать выше центра на 0,01 диаметра обрабатываемой детали.
- Во избежание вибраций резца его вылет по величине не должен превышать высоты державки.
- Работать следует только доведенным резцом.
- Резец следует подводить к детали только при ее вращении. Врезание резца в деталь следует осуществлять вручную и постепенно, так, чтобы задняя вспомогательная поверхность не касалась обрабатываемой поверхности.
 Только после того, как врезание закончено, можно включить автоматическую подачу суппорта.
Только после того, как врезание закончено, можно включить автоматическую подачу суппорта. - Отводить резец следует до остановки станка, предварительно выключив автоматическую подачу.
- При точении по корке следует работать с наибольшей допустимой глубиной резания и избегать скольжения резца по окалине.
- Ширина среза не должна превышать 2/3 длины режущей кромки резца.
Режимы резания при черновом обтачивании твердосплавными резцами. Глубина резания при черновом обтачивании обычно бывает несколько меньше полного припуска на обработку. Слой металла, оставшийся при этом несрезанным, образует припуск на дальнейшую обработку. Подача выбирается с учетом сечения резца, глубины резания и диаметра обрабатываемой детали. Значения подач для наиболее часто выполняемых работ на станках средней величины приведены в табл. 14, 16, 18 и 20.
Определение скорости резания для данной обработки производится в два приема:
1) по одной из таблиц (табл. 15, 17, 19 или 21) определяется скорость резания для условий, наиболее близких к заданным;
15, 17, 19 или 21) определяется скорость резания для условий, наиболее близких к заданным;
2) числовое значение этой скорости умножается на поправочные коэффициенты, учитывающие конкретные условия предсто>ящей обработки.
Главнейшими из таких условий являются стойкость резца (коэффициент K 1 ), механические свойства обрабатываемого материала (коэффициент К 2), состояние обрабатываемой поверхности (коэффициент Кз ), материал резца (коэффициент К 4 ) и его главный угол в плане (коэффициент К 5) — Значения этих коэффициентов приведены в табл. 22.
Режимы резания при черновом обтачивании быстрорежущими резцами. Ниже приводятся краткие таблицы подач (табл. 23) и скоростей резания быстрорежущими резцами. Скорости резания, приводимые в табл. 24, относятся к определенным условиям работы и рассчитаны исходя из условной стойкости резца, равной 60 мин. При выборе скорости резания для других условий работы табличные данные необходимо умножить на поправочные коэффициенты, приведенные в табл. 25.
25.
При обработке быстрорежущими резцами сталей и других материалов (кроме серого чугуна) полезно, как это указывалось выше, применять охлаждение. В качестве смазочно-охлаждающих жидкостей при обработке конструкционных и инструментальных сталей используются эмульсия и сульфофрезол, при легированных сталях — эмульсия и сурепное масло, при стальных отливках — эмульсия. При обработке серого чугуна охлаждение не применяется.
Измерения при черновом обтачивании. Грубые измерения диаметров детали при черновом обтачивании наружных цилиндрических поверхностей производятся кронциркулем и линейкой.
Простым кронциркулем (рис. 83, а ), дужки которого соединены шарниром, можно измерять диаметры до 500 мм и даже более. Пружинные кронциркули (рис. 83, б ) применяются при измерении диаметров до 50 мм, реже до 100 мм.
Пример измерения диаметра детали пружинным кронциркулем показан на рис. 84.
Раствор кронциркуля можно считать соответствующим измеряемому диаметру детали, если кронциркуль свободно проходит через нее с легким касанием и без сильного нажима. Простой кронциркуль устанавливается на требуемый размер легкими ударами наружной или внутренней стороны одной из его дужек об обрабатываемую деталь, рукоятку винта, суппорта и т. д.
Простой кронциркуль устанавливается на требуемый размер легкими ударами наружной или внутренней стороны одной из его дужек об обрабатываемую деталь, рукоятку винта, суппорта и т. д.
Установка на требуемый раствор пружинного кронциркуля значительно удобнее, чем простого, благодаря особому устройству гайки винта, стягивающего дужки кронциркуля. Гайка (рис. 85)
состоит из двух частей 2 и 5, соединенных (шарнирно) головкой 3. Втулочка 1 не имеет резьбы. Она свободно перемещается по винту 4 и входит в коническое гнездо, имеющееся в дужке кронциркуля. Внутренним конусом втулочка охватывает части 2 и 5 гайки и сжимает их. При вращении головки 3 раствор кронциркуля изменяется. Винт 4 имеет резьбу с мелким шагом, а поэтому установка раствора кронциркуля может быть очень точной. При необходимости значительно увеличить раствор кронциркуля достаточно сжать его дужки рукой, вследствие чего давление втулочки на части 2 и 5 гайки прекратится, и они разойдутся. Это дает возможность быстро перемещать гайку по винту, не вращая ее. Достоинство пружинного кронциркуля состоит еще в том, что раствор его не изменяется при случайных ударах дужек о деталь, части станка и т. п.
Это дает возможность быстро перемещать гайку по винту, не вращая ее. Достоинство пружинного кронциркуля состоит еще в том, что раствор его не изменяется при случайных ударах дужек о деталь, части станка и т. п.
Установив раствор кронциркуля, определяют величину его по измерительной линейке (рис. 86). Такие линейки имеют миллиметровые деления. Самое маленькое деление миллиметровой шкалы линейки равно 0,5 или 1 мм.
Погрешность измерения кронциркулем и линейкой лежит в пределах от 0,3 до 0,5 мм. При установке кронциркуля на требуемый размер по точному шлифованному валику точность измерения колеблется в пределах от 0,03 до 0,05 мм, но не больше. Точность этого измерения в значительной степени зависит от состояния кронциркуля и линейки. Необходимо, чтобы рабочие поверхности губок плотно сдвинутых дужек кронциркуля соприкасались по всей длине. Вращение дужек простого кронциркуля около соединяющей их оси должно быть не слишком слабым, чтобы дужки сохраняли положение, в котором они были установлены при измерении. Если дужки кронциркуля соединены слишком туго, то при измерении детали они пружинят, а не вращаются около оси.
Если дужки кронциркуля соединены слишком туго, то при измерении детали они пружинят, а не вращаются около оси.
Наиболее употребительным инструментом при черновом обтачивании для измерения длин обрабатываемых деталей служит линейка с делениями. При измерении длины цилиндрических деталей необходимо, чтобы линейка соприкасалась с цилиндрической поверхностью по ее образующей (параллельно оси цилиндра). При наклонном положении линейки отсчет будет неправильным (увеличенным). При измерении диаметра линейку необходимо располагать таким образом, чтобы кромка ее проходила через центр детали, иначе будет произведено измерение не диаметра детали, а ее хорды. Отметим, что расположить линейку точно по диаметру детали очень трудно. Поэтому измерять диаметры детали линейкой следует только предварительно.
Более точные измерения диаметров обрабатываемых деталей производятся штангенциркулем с точностью отсчета до 0,1 мм.
Такой штангенциркуль типа ШЦ-1 (рис. 87) состоит из штанги 3 с губками А и С, рамки 2 с губками В и D и линейки 4, соединенной с рамкой 2. Рамка охватывает штангу 3 и может перемещаться по ней. Для закрепления рамки в требуемом положении служит винт 1 с накатной головкой.
Рамка охватывает штангу 3 и может перемещаться по ней. Для закрепления рамки в требуемом положении служит винт 1 с накатной головкой.
Губки С и D рассматриваемого штангенциркуля используются при измерении наружных диаметров и длины детали, губки А и В — при измерении диаметров отверстий, ширины различных канавок и т. п., а линейка 4 — для измерения длины деталей, глубины канавок, выточек и т. д. На штанге 3 нанесена шкала, каждое деление которой равно 1 мм. На нижней скошенной кромке выреза рамки ‘2 нанесена вторая шкала, называемая нониусом. Общая длина шкалы нониуса, разделенная на 10 частей, равна 19 делениям шкалы, нанесенной на штанге, т. е. 19 мм.
Штрихи штанги и нониуса, около которых нанесен знак нуль, называются нулевыми. Шкалы на штанге и нониусе расположены таким образом, что когда губки штангенциркуля сдвинуты плотно, нулевой штрих нониуса точно совпадает с нулевым штрихом штанги. Поэтому измерение длин, диаметров и т. д., содержащих целое число миллиметров, производится по нулевому штриху нониуса. Если, например, при измерении какой-либо детали нулевой штрих нониуса точно совпал с 12-м штрихом штанги (рис. 88, а), это значит, что данный размер детали равен 12 мм. Если нулевой штрих нониуса не совпадает с каким-либо штрихом штанги, замечают прежде всего, какой штрих штанги уже пройден нулевым штрихом нониуса. На рис. 88, б это 16-й штрих. Затем смотрят, какой штрих нониуса лучше всех остальных совпадает с каким-либо штрихом штанги. На рисунке это 6-й штрих. Это значит, что штангенциркуль установлен на размер 16,6 мм. Показание штангенциркуля на рис. 88, в соответствует размеру 8,4 мм. Таким образом, величина отсчета по нониусу рассмотренного штангенциркуля составляет 0,1 мм. Погрешность измерения лежит в пределах ±0,1 мм и зависит от точности отсчета по нониусу и от измеряемой длины.
д., содержащих целое число миллиметров, производится по нулевому штриху нониуса. Если, например, при измерении какой-либо детали нулевой штрих нониуса точно совпал с 12-м штрихом штанги (рис. 88, а), это значит, что данный размер детали равен 12 мм. Если нулевой штрих нониуса не совпадает с каким-либо штрихом штанги, замечают прежде всего, какой штрих штанги уже пройден нулевым штрихом нониуса. На рис. 88, б это 16-й штрих. Затем смотрят, какой штрих нониуса лучше всех остальных совпадает с каким-либо штрихом штанги. На рисунке это 6-й штрих. Это значит, что штангенциркуль установлен на размер 16,6 мм. Показание штангенциркуля на рис. 88, в соответствует размеру 8,4 мм. Таким образом, величина отсчета по нониусу рассмотренного штангенциркуля составляет 0,1 мм. Погрешность измерения лежит в пределах ±0,1 мм и зависит от точности отсчета по нониусу и от измеряемой длины.
Измерение небольшого наружного диаметра детали штангенциркулем показано на рис. 89, а. При таком измерении штанга штангенциркуля не должна касаться поверхности измеряемой детали. Если штангенциркуль окажется в положении, показанном на рис. 89, б, то будет измерена, очевидно, хорда, а не диаметр детали. Правильный способ применения штангенциркуля для измерения большого наружного диаметра детали изображен на рис. 89, в. Если при плотно сдвинутых губках штангенциркуля нулевой штрих нониуса не совпадает с нулевым штрихом штанги, или при совпадении этих штрихов рабочие поверхности губок касаются друг друга не по всей своей длине, это означает, что штангенциркуль неисправен и должен быть сдан в ремонт.
Если штангенциркуль окажется в положении, показанном на рис. 89, б, то будет измерена, очевидно, хорда, а не диаметр детали. Правильный способ применения штангенциркуля для измерения большого наружного диаметра детали изображен на рис. 89, в. Если при плотно сдвинутых губках штангенциркуля нулевой штрих нониуса не совпадает с нулевым штрихом штанги, или при совпадении этих штрихов рабочие поверхности губок касаются друг друга не по всей своей длине, это означает, что штангенциркуль неисправен и должен быть сдан в ремонт.
Отметим, что иногда значительное уменьшение времени, затрачиваемого на измерение детали, достигается путем использования лимбов винтов суппорта. Одно деление лимба, показанного на рис. 90, а, соответствует изменению диаметра обрабатываемой детали на 0,1 мм.
Если, например, после прохода резца диаметр детали получился равным 40,6 мм, причем с неподвижной риской совпало 26-е деление рассматриваемого лимба, а перед следующим проходом резца рукоятка повернута так, чтобы с неподвижной риской совпало 28-е деление лимба, то диаметр детали получится равным 40,6 — 0,2 = 40,4 мм.
Существуют лимбы, обеспечивающие более точный отсчет перемещения резца, а следовательно, и получение более точного диаметра обрабатываемой поверхности детали, как например, лимб, установка по которому резца показана на рис. 90, б.
Точность размеров деталей и шероховатость поверхностей, получающихся при черновом обтачивании. Диаметры детали при черновом обтачивании получаются в пределах 4—5-го классов точности, а шероховатость обработанных поверхностей в пределах 3—4-го классов чистоты.
Основное время обработки детали на ЧПУ. Расчёт основного времени обработки. Черновое и чистовое точение торца
Механика \
Технология обработки на фрезерных станках
Страницы работы
5
страниц
(Word-файл)
Посмотреть все страницы
Скачать файл
Содержание работы
«МАТИ»
— РОССИЙСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ им.
К.
КУРСОВАЯ
РАБОТА
Выполнил
студент группы 22АДУ4ВС-237
МОСКВА
2011
Подбор режимов резания
Согласно
маршрутной технологии операции (15, 20, 25, 30) по механической обработке
производим на токарном станке с ЧПУ. Операция включает в себя:
·
Черновое и чистовое точение торов
·
Черновое и чистовое точение Ø70
·
Черновое и чистовое точение Ø56
·
Черновое и чистовое точение Ø43
·
Черновое и чистовое точение фасок
·
Сверление и рассверливание отверстий
Делим
операции на переходы: черновое и чистовое точение торца, черновое точение фаски
и Ø56, сверление и рассверливание отверстия Ø30, черновое и чистовое точение
Ø43, черновое и чистовое точение торца, черновое точение Ø70, чистовое точение
фаски, Ø56, фаски и Ø70.
Способ
получения заготовки – штамповка. Материал детали 40Х.
Материал детали 40Х.
Для
конструкционной стали σв = 750 МПа.
Припуск
под механическую обработку рассчитывается:
, где — диаметр
заготовки, — диаметр готовой
детали.
Для
чернового прохода берём , а для чистового .
Так
как основная обработка происходит на токарном станке с ЧПУ, основное время
обработки детали на ЧПУ будет рассчитываться по формуле:
Определяем
частоту вращения шпинделя:
,, V
– скорость резания.
Расчёт
основного времени обработки рассчитываем, основываясь на том, что сначала
деталь проходит полный цикл черновой обработки, а потом чистовой.
Выбираем
резец с углом φ=90⁰, h
х b
= 20 х 20, материал режущей части резца Т15К6, радиус при вершине резца 0.8 мм
(стр. 264, Панов).
1) Черновое
точение торца:
, .
Считаем,
что = и принимаем
подачу S0=0.6
мм/об. (таб. 7, стр.646, Панов).
(таб. 7, стр.646, Панов).
Выбрав
подачу S0=0.6
мм/об., глубину резания , назначаем скорость
резания V=110
м/мин (таб. 7, стр. 648, Панов).
2) Чистовое
точение торца:
,
Считая,
что , принимаем подачу
S0=0.2
мм/об. (таб. 7, стр. 646, Панов).
3) Черновое
точение Ø56:
Рассчитываем
глубину резания
Считаем,
что 0.9 мм, принимаем
подачу (таб. 7, стр.
646, Панов), скорость резания V=
110 м/мин (таб. 7, стр. 648, Панов).
4)
Сверление отверстия Ø16:
Принимаем
группу подачи 1 (стр. 660, Панов). Так как принимаем подачу (таб. 7, стр.
661, Панов). Глубина резания и перебег сверла Скорость резания,
при подаче , принимаем равной
V=
19 м/мин (таб. 7, стр. 663, Панов).
5)
Рассверливание отверстия Ø30:
Принимаем
группу подачи 1 (стр. 660, Панов). Так как принимаю подачу (таб. 7, стр.
660, Панов). Так как принимаю подачу (таб. 7, стр.
661, Панов). Глубина резания и перебег сверла . Скорость резания,
при подаче , принимаю равной V=
19 м/мин (таб. 7, стр. 663, Панов).
Для
сверлильных работ основное время обработки:
6)
Черновое точение Ø43:
. .
Считаем,
что , принимаю подачу (таб. 7, стр.
646, Панов), скорость резания V=
110 м/мин (таб. 7, стр. 648, Панов).
7)
Чистовое точение Ø43:
. .
Считаем,
что , принимаю подачу (таб. 7, стр.
646, Панов), скорость резания V=
80 м/мин (таб. 7, стр. 648, Панов).
8)
Черновое точение торца:
, .
Считаем,
что = и принимаем
подачу S0=0.6
мм/об. (таб. 7, стр.646, Панов).
Выбрав
подачу S0=0.6
мм/об., глубину резания , назначаю
скорость резания V=110
м/мин (таб. 7, стр. 648, Панов).
7, стр. 648, Панов).
9)
Чистовое точение торца:
,
Считая,
что , принимаем подачу
S0=0.2
мм/об. (таб. 7, стр. 646, Панов).
10) Черновое точение Ø70:
, .
Считаем,
что , принимаю подачу (таб. 7, стр.
646, Панов), скорость резания V=
110 м/мин (таб. 7, стр. 648, Панов).
11) Чистовое
точение Ø56:
Рассчитываем
глубину резания .
Считаем,
что 0.2 мм, принимаем
подачу (таб. 7, стр.
646, Панов), скорость резания V=
80 м/мин (таб. 7, стр. 648, Панов).
12) Чистовое
точение Ø70:
, .
Считаем,
что , принимаю подачу (таб. 7, стр.
646, Панов), скорость резания V=
80 м/мин (таб. 7, стр. 648, Панов).
13) Точение
фасок:
, . Так как фаски
точим после чистового точения Ø56 и Ø70, то режимы резания как при чистовом
точении Ø56 и Ø70.
Похожие материалы
Информация о работе
Скачать файл
Точение на станках — Токарное дело
Точение на станках
Категория:
Токарное дело
Точение на станках
Точение производят на станках токарной группы, а также на расточных, агрегатных и комбинированных станках.
Понятие «точение» объединяет следующие основные виды работ: обтачивание цилиндрических, конических и фасонных поверхностей; обтачивание и подрезание торцовых поверхностей; отрезание; растачивание цилиндрических, конических и фасонных отверстий.
Обтачивание разделяется на черновое и чистовое. При черновом обтачивании снимается значительное количество стружки; нормальный припуск обычно составляет 2—5 мм. В результате чернового обтачивания достигаются 2—7-й классы точности и 1—3-й классы чистоты. Обтачивание производится проходными резцами. Проходные резцы разделяются на обдирочные и чистовые. Обдирочные прямые правые (а) и левые (б), отогнутые правые (в) и левые “(г) используются для чернового обтачивания заготовок. Углы обдирочных резцов и радиус при вершине выбираются такими, чтобы обеспечивались большая стойкость их и возможно более легкое резание.
Чистовые резцы применяются для отделочной обработки заготовок. Различают чистовые резцы с большим закруглением (д, ё) и широкие резцы (ж). Припуски на чистовое обтачивание (рис. 258, д, е, ж) колеблются в пределах 1—2 мм и менее на сторону. Подача при чистовом обтачивании резцами с закругленной режущей кромкой должна быть небольшой (принимается обычно s = 0,2 мм/об), а при обтачивании широкими резцами может быть большей (s = 3—30 мм!об). В результате чистового обтачивания достигаются 2—4-й классы точности и 4—8-й классы чистоты.
Припуски на чистовое обтачивание (рис. 258, д, е, ж) колеблются в пределах 1—2 мм и менее на сторону. Подача при чистовом обтачивании резцами с закругленной режущей кромкой должна быть небольшой (принимается обычно s = 0,2 мм/об), а при обтачивании широкими резцами может быть большей (s = 3—30 мм!об). В результате чистового обтачивания достигаются 2—4-й классы точности и 4—8-й классы чистоты.
Рис. 1. Шестишпиндельный прутковый автомат
Обтачивание торцовых поверхностей производят обдирочными и чистовыми резцами. При обработке таких поверхностей заготовок, установленных на центры токарных станков, применяют подрезные резцы.
Рис. 2. Токарные резцы и:выполняемые ими операции
Отрезание частей заготовок, а также протачивание кольцевых канавок производятся отрезными резцами (рис. 2, к).
Растачивание предварительно просверленных или полученных при заготовительных операциях отверстий выполняется обдирочными (рис. 2, л) и чистовыми (с закругленной режущей кромкой) резцами. Расточные резцы для сквозных отверстий (л) имеют главный угол в плане ср меньше 90°; у расточных резцов для глухих отверстий (м) этот угол равен или несколько больше 90°.
Расточные резцы для сквозных отверстий (л) имеют главный угол в плане ср меньше 90°; у расточных резцов для глухих отверстий (м) этот угол равен или несколько больше 90°.
Фасонные резцы бывают круглые (н) и призматические (о). К группе фасонных относятся также резьбовые резцы (п, р). Круглые резцы просты в изготовлении и находят широкое применение при обработке наружных и внутренних фасонных профилей. Призматические резцы несколько прочнее круглых, но они могут применяться для обработки только наружных поверхностей. Крепление призматического (о) резца в оправе является надежным. При переточках (которые производятся только по передней поверхности) рабочий профиль как дисковых, так и призматических резцов остается неизменным. Фасонные резцы имеют особенно широкое распространение в массовом и крупносерийном производстве. Резьбовые резцы часто делают также круглыми.
Обтачивание конических поверхностей может осуществляться широким резцом; при повернутых верхних салазках суппорта; при сдвинутой задней бабке; с использованием копировальной линейки.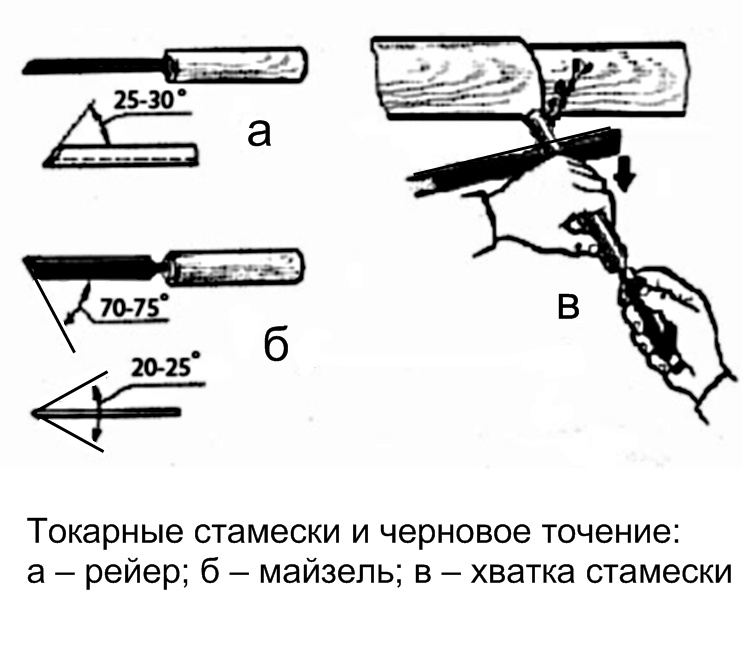
Рис. 3. Обтачивание конуса методом поворота верхних салазок
Широким резцом можно обтачивать конические поверхности длиной не более 15 мм.
При обтачивании конических поверхностей методом поворота верхних салазок нижние салазки остаются неподвижными, а подача осуществляется верхними салазками вручную или автоматически (на крупных станках). Длина конуса в этом случае ограничивается длиной хода верхних салазок. Поворотная часть суппорта должна быть повернута на угол а, равный углу наклона образующей конуса к оси конуса.
При сдвинутой задней бабке могут обтачиваться конусы с неболвшими углами а, так как максимальная величина сдвига бабки в поперечном направлении относительно невелика (до 20 мм
Способ обтачивания конусов с помощью копировальной линейки (рис. 4, б) — наиболее универсальный, он обеспечивает возможность получения более высокой точности углов. Тяга постоянно прижимает ползунок к линейке, так как сила Ру стремится оттолкнуть резец (а с ним и.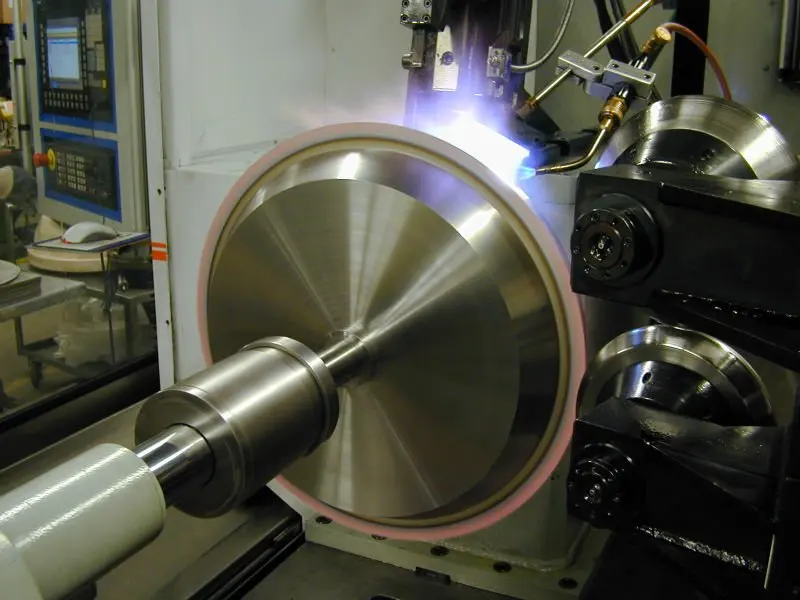 всю верхнюю часть суппорта; от заготовки. Плита прикреплена к станине станка и имеет шкалу для установки линейки под нужным углом.
всю верхнюю часть суппорта; от заготовки. Плита прикреплена к станине станка и имеет шкалу для установки линейки под нужным углом.
Рис. 4. Обтачивание конуса методом поперечного сдвига задней бабки (а) и с помощью копировальной линейки (б)
Растачивание внутренних конусов можно производить широким резцом, методом поворота верхних салазок и при помощи копировальной линейки с применением соответствующих резцов.
Резцы для скоростной обработки металлов. Оснащение резцов пластинками из металлокерамических твердых сплавов и минерало-керамическими пластинками обеспечивает возможность резкого увеличения производительности труда путем повышения скорости резания.
В настоящее время для скоростного резания широко применяются резцы с фаской и положительными передними углами.
На рис. 5, а показано сечение резца Г. С. Борткевича, а на рис. 5, б — сечение резца П. Б. Быкова. Отрицательные углы по фаске резца способствуют значительному упрочнению режущей кромки. Скорости резания при работе такими резцами принимаются новаторами нередко выше 1000 м/мин.
Другой прогрессивный метод обработки, получивший широкое применение при получистовом обтачивании, — скоростная обработка с большими подачами.
Рис. 5. Резцы Г. Борткевича и П. Быкова
Рис. 6. Резец В. Колесова
Применение этого метода дает высокую производительность, повышает точность и чистоту обрабатываемых поверхностей при одновременном повышении коэффициента использования мощности станков. Токарь-новатор В. А. Колесов предложил метод силового резания (применение больших подач — 3, 5 и даже 30 мм/об) ш металлов для более полного использования мощности сравнительно тихоходных станков, а также при обработке деталей относительно малых диаметров (50—100 мм). Резец В. А. Колесова характерен наличием трех режущих кромок АВ, ВС, и CD, обеспечивающих более благоприятные условия образования стружки. Кромка CD расположена параллельно направлению подачи и имеет длину 1,1—1,2 s, вследствие чего обработанная поверхность не имеет гребешков и является довольно чистой (V5— V6).
Реклама:
Читать далее:
Сверлильные и расточные станки
Статьи по теме:
- Основные направления модернизации токарных станков
- Применение группового метода обработки деталей
- Рационализация технологического процесса
- Уменьшение времени на управление станком
- Уменьшение времени на измерение детали
Основные принципы точения металла
В данной статье речь пойдёт об основных принципах точения металла и особенностях режущих инструментов.
Токарная обработка, или точение металла — один из самых распространенных и многофункциональных способов работы с заготовками. Суть заключается в том, что с детали убирают слой определенной толщины, чтобы получить нужные размеры либо добиться требуемой степень шероховатости.
Точение бывает черновым и чистовым, в зависимости от грубости обработки. Зачастую именно точение позволяет получить деталь быстрее и проще, чем другие способы (литье, штамповка и пр. ).
).
Основные принципы
Для осуществления токарных работ по металлу применяется специальное станочное оборудование и резцы, сверла, развертки — иными словами, различные типы режущих инструментов. С помощью функций этого оборудования с металлической заготовки удаляется слой металла заданной толщины.
Два движения, которые в сочетании позволяют производить точение:
- Вращение заготовки, которая зафиксирована посредством планшайбы или патрона;
- Подача режущего инструмента, при помощи которого добиваются нужных форм и габаритов изделия, а также качества поверхности.
Эти два движения могут совмещаться массой разных способов. Поэтому токарный станок, в зависимости от модели, используется для решения многих задач, к примеру: вытачивание канавок, срезание фрагмента детали, создание и зенкерование отверстий, нарезка резьбы и пр. Это означает, что при участии токарного оборудования создается широкий спектр изделий — гайки, зубчатые колеса, разнообразные валы, муфты, кольца, втулки — главным образом объекты вращения.
Для того, чтобы изделие получилось в строгом соответствии с заданными параметрами, осуществляется контроль над его качеством при помощи широкого ряда измерительных устройств: нутрометр, штангенциркуль, микрометр и так далее.
Читайте также
- Как правильно сверлить металл?
- Виды металлообработки
- Чем различаются СОЖ для металлообработки
Расточка отверстий
Рассмотрим подробнее один из основных видов обработки металла точением — расточные операции. Существует немало разных видов отверстий и, соответственно, инструментов для их обработки. Так, основной фактор выбора резца зависит от того, глухое или сквозное должно быть отверстие. Впрочем, встречаются инструменты, которые используются для чистового растачивания любого типа элемента.
Как происходит расточка:
- Заготовку закрепляют в кулачковом патроне таким образом, чтобы она не упиралась в середину задней бабки;
- Резец зажимают с помощью держателя и располагают в соответствии с осью вращения изделия;
- Выполняются поступательные действия, в процессе которых происходит постепенное отклонение от середины.

Обычно отверстия растачивают после того, как их просверлили, но бывают и иные ситуации: когда нужно обработать изнутри канавки или пазы, выполненные на фрезерном станке. В процессе диаметр увеличивается (по всей глубине прохода или же на конкретной заданной области). В первом случае используются инструменты проходного типа, а в другом — обычно прорезное лезвие. Оборудование для расточки (такое как подрезной резец) помогает также в обработке внутреннего торца глухого отверстия.
Между режущими инструментами для наружных и внутренних операций существует разница. В частности, первые образцы менее жесткие по своей структуре. Из-за этого для правильной работы следует снизить частоту вращения заготовки хотя бы на 10%.
Особенности режущих инструментов
Эффективность токарных работ определяется следующими основными показателями: скорость резания, глубина доступа инструмента, размер продольной подачи. Принципы, которым нужно следовать, чтобы обработка была максимально качественной:
- Полноценный уход за всеми узлами и компонентами станка, своевременное техническое обслуживание с участием смазочно-охлаждающих жидкостей;
- Обеспечение максимально возможного снятия слоя металла за единичный проход;
- Плотная фиксация резца с достаточной силой воздействия на заготовку;
- Оптимальная скорость вращения изделия в процессе обработки.

Для определения нужной скорости учитывается как тип резца, так и характеристики обрабатываемого материала. Задействуя разные виды режущих инструментов, человек может добиться любого результата обработки. Режущая кромка инструмента, как правило, изготавливается из твердых сплавов и оборудуется эльборовыми или алмазными вставками, поскольку ее прочность имеет очень большое значение.
Резцы классифицируются по нескольким параметрам: по форме и конструкции (прямые, отогнутые, оттянутые), по назначению (канавочные, подрезные, резьбовые и т.д.). Правильный выбор инструмента очень важен, так что этому уделяют много внимания при обучении специалистов компаниями.
Тонкое обтачивание
Завершающим этапом работ часто становится тонкое чистовое точение. Заготовка при этом вращается на скорости 1500-2000 об/мин, то есть на довольно высоких оборотах, а шаг подачи резца не превышает 60% на один оборот от ширины режущей кромки. Лезвие рекомендуется выбирать широкое и размещать его параллельно плоскости, которая подвергается обработке. Чистовой проход устраняет все шероховатости, поэтому шлифовка не требуется при условии, что глубина резания у аппарата установлена минимальная.
Чистовой проход устраняет все шероховатости, поэтому шлифовка не требуется при условии, что глубина резания у аппарата установлена минимальная.
Каждый металл требует собственной частоты вращения заготовки, например:
- Цветные металлы и их сплавы — 1000 м/мин;
- Сталь — до 250 м/мин;
- Чугун — до 150 м/мин.
Обтачивание наиболее часто используется для работы с цветными металлами или их сплавами. Чугун и сталь так обрабатываются лишь в исключительных случаях.
Заключение
Точение металла — операция, без которой практически невозможно представить многие производственные сектора в современном мире. Отрасль уже достигла большого прогресса, но этим дело не ограничивается — развитие все еще активно идет. Его цель — достижение максимального качества обработки, высоких скоростей, более удобного управления. Наш интернет-магазин предлагает владельцам токарных станков широкий выбор СОЖ, которые способны продлить сроки службы оборудования и улучшить точность работы.
Токарная обработка | ООО «МПВ»
Для более корректного отображения информации на сайте Вам необходимо включить поддержку JavaScript в браузере.
Токарная обработка считается одним из основных способов обработки металлов и основывается на удалении лишнего припуска с отливки или заготовки до достижения требуемого размера.
Выполнение работ может производиться на станках разного профиля:
Токарный станок с приводным инструментом может выполнять следующие операции: фрезерование, нарезание резьбы, сверление.
Токарно-фрезерный обрабатывающий станок. Оборудование используется в тех случаях, если необходимо выполнить различные обрабатывающие функции.
Станки ЧПУ.
 Производительность станка позволяет выполнять обработку деталей с высокой точностью размеров.
Производительность станка позволяет выполнять обработку деталей с высокой точностью размеров.
Принцип обработки металлов резанием
Металлообработка – это трудоемкая работа, требующая выполнения деталей высокой точности. Для таких целей используют станки ЧПУ. Мы имеем возможности осуществлять токарные работы различной сложности с обтачиванием конических, шаровых, профильных, цилиндрических и других поверхностей.
Режущий инструмент снимает с поверхности отливки лишний металл, который переходит в стружечные отходы.
Токарная обработка делится на:
Черновые операции.
Чистовые операции.
Тонкую обработку поверхности.
Черновая обработка заключается в снятии припуска с детали с целью достижения определенной формы. Чистовая обработка предусматривает придание детали окончательной формы с чистотой поверхности ∇4 – ∇6. Тонкая обработка поверхности детали позволяет получить чистоту обрабатываемой поверхности ∇8.
Чистовая обработка предусматривает придание детали окончательной формы с чистотой поверхности ∇4 – ∇6. Тонкая обработка поверхности детали позволяет получить чистоту обрабатываемой поверхности ∇8.
На токарном оборудовании осуществляют точение:
В центрах.
В патроне.
На планшайбе.
Например, валы, оси подлежат продольному точению в центрах с применением проходных резцов. Качество работы зависит не только от профессионализма специалиста, но и эффективности работы станочного оборудования, скорости резания, величины подачи, а также используемого режущего инструмента.
При токарной обработке деталей также осуществляют торцевое точение, подрезку и отрезку заготовок, нарезание резьбы, растачивание и так далее.
Точение в патроне выполняют подрезными или отрезными резцами. Обрабатываемое изделие закрепляют в трех или четырех кулачковый патрон.
Точение на планшайбе используют в том случае, если деталь несимметричной формы, когда крепление в патроне невозможно выполнить.
Токарная обработка СПБ отличается выполнением работ в двух направлениях:
Изготовление деталей на токарном станке любой сложности – диски, оси, фланцы, втулки.
Обработка деталей на заказ – обработка валов, обтачивание, нарезание резьбы и так далее.
Токарная обработка металла предусматривает:
Установку и закрепление детали.
Включение станка.

Снятие детали и очищение от стружки.
Технология обработки металла делает возможным обтачивать металл:
На станке с приводным инструментом. Максимальный диаметр детали 329 мм.
На токарно-фрезерном станке. Максимальная длина обработки изделия – 430 мм.
Вертикальное токарное оборудование с приводом позволяет обтачивать металлические детали диаметром 800 мм.
Токарная обработка стали может выполняться на различном токарном оборудовании. Особенно она востребована для современных промышленных предприятий. Такой вид точения считается универсальным технологическим процессом, используемым во многих случаях. При выполнении обработки стали все процессы работ выполняют в автоматическом и полуавтоматическом режиме.
При выполнении обработки стали все процессы работ выполняют в автоматическом и полуавтоматическом режиме.
Изготовление деталей из стали предусматривает:
Черновую обработку.
Чистовое точение.
Шлифование.
Вы можете разместить заказ на токарную обработку написав нам на почту.
Пришло время настроить управление эффективностью
КУРТ НИКИШ: Добро пожаловать в HBR IdeaCast от Harvard Business Review. Я Курт Никиш.
Технология
теперь позволяет предприятиям проектировать, оценивать, измерять и составлять отчеты по всем видам бизнес-функций. И они широко используют его в управлении эффективностью. Это кажется хорошей идеей: установить широкий набор стандартов для всей организации, измерить их, и у вас будет справедливый способ судить о том, как сотрудники работают лучше из года в год.
Конечно, это легче сказать, чем сделать, и сегодняшний гость говорит, что многие компании используют рубрики, которые имеют слишком узкую и краткосрочную точку зрения, и что одним из основных недостатков этого является то, что они убивают сотрудничество.
Хайди Гарднер — выдающийся научный сотрудник Гарвардской школы права, она вместе с Иваном Матвиаком из Clearwater Analytics написала в HBR статью «Управление эффективностью не должно убивать сотрудничество».
Привет, Хайди, спасибо, что пришла на шоу.
ХАЙДИ ГАРДНЕР: Привет. Спасибо, что пригласили меня.
КУРТ НИКИШ: Во-первых, просто чтобы разобраться с некоторыми определениями, мы говорим здесь об управлении индивидуальной эффективностью, но пытаемся привести его в соответствие и отразить цели на уровне бизнеса. Это правильно?
ХАЙДИ ГАРДНЕР: На самом деле мы говорим о попытке выяснить, как вы оцениваете отдельных людей таким образом, чтобы они сосредоточились на достижении того, что важно для их организации, скажем, их компании. И в конечном итоге для их компании важны такие вещи, как удовлетворенность клиентов. И прямо сейчас мы обнаруживаем, что многие компании сосредоточены на отдельных показателях, которые просто сосредотачивают внимание людей на том, что находится прямо у них перед носом. И иногда это идет вразрез с тем, что хорошо для компании или хорошо для клиентов.
И в конечном итоге для их компании важны такие вещи, как удовлетворенность клиентов. И прямо сейчас мы обнаруживаем, что многие компании сосредоточены на отдельных показателях, которые просто сосредотачивают внимание людей на том, что находится прямо у них перед носом. И иногда это идет вразрез с тем, что хорошо для компании или хорошо для клиентов.
КУРТ НИКИШ: Но то, что прямо перед их носом должно быть полезным для компании и клиентов?
ХАЙДИ ГАРДНЕР: Не совсем так. Сейчас мы обнаруживаем, что многие люди ставят перед собой неоптимальные цели. Возьмем, к примеру, функцию продаж. Многие продавцы заинтересованы в том, чтобы просто увеличить доход, но они могут не обязательно увеличивать доход от правильного набора продуктов, или они могут настолько отставать от своей организации, что стимулируют продажи, на которые способна их операционная группа. т на самом деле выполнить. Они могут отставать от производственного графика, но продавцы по-прежнему заинтересованы в том, чтобы пойти и продать больше. Но это не очень хорошо для обслуживания клиентов, потому что тогда будет большая задержка.
Но это не очень хорошо для обслуживания клиентов, потому что тогда будет большая задержка.
Бывают случаи, когда продавцы настолько сосредоточены на заключении сделки и переходе к следующей, что не тратят время на документирование того, что действительно нужно клиенту. Или на самом деле они могут даже не тратить время на то, чтобы действительно изучить то, что лучше для клиента. Они сосредоточены на продаже того, что они мотивируют и вознаграждают за продажу. И в этих случаях они управляют определенными показателями, такими как доход, но это не совсем устойчиво, это не является стратегическим. И мы должны понимать, что не каждый доллар равен доллару.
КУРТ НИКИШ: Я хочу понять, как мы пришли к этому, как были настроены системы управления производительностью? И что в них работает? И где мы начинаем видеть, где он ломается?
ХАЙДИ ГАРДНЕР: Есть реальная логика в измерении индивидуальных результатов людей, потому что они контролируют их или, по крайней мере, имеют большую степень влияния на них. И логика в том, что мы хотим, чтобы люди несли ответственность только за те результаты, которые находятся под их контролем.
И логика в том, что мы хотим, чтобы люди несли ответственность только за те результаты, которые находятся под их контролем.
Итак, для продавца, может быть, как усердно вы работаете? Сколько клиентов вы преследуете? Сколько сделок вы заключаете? Но то, что он не может объяснить, — это последствия второго и третьего порядка достижения ими своих целей без реального понимания того, как это влияет на более крупную организацию и на клиентов. И то, за что мы выступаем в этой статье, — это взглянуть на более широкую перспективу, не вместо отдельных целей, а в дополнение к ним. И мы действительно хотим, чтобы люди, лидеры, начали с того, чего организация пытается достичь?
Это обслуживание клиентов? И реверс-инжиниринг и высказывание: «Каким образом людям на самом деле нужно работать вместе, говоря нашим языком? Как они участвуют в разумном сотрудничестве, привлекая именно нужных людей и отделы, независимо от того, в какой части организации они работают, чтобы добиться наилучшего стратегического результата?» И это то, чего сейчас не хватает многим системам управления эффективностью, а именно того более макро-представления о том, чтобы заставить людей работать вместе для выполнения этих более крупных задач. И мы по-прежнему сосредоточены, почти исключительно, на этих узких индивидуалистических вещах.
И мы по-прежнему сосредоточены, почти исключительно, на этих узких индивидуалистических вещах.
В том, что вы не хотите привлекать людей к ответственности за выполнение задач, которые настолько далеки от их компетенции, что они чувствуют себя бессильными повлиять на них, есть реальная причина. И очень важно, чтобы у вас была эта система показателей, состоящая из нескольких частей, и вы возлагаете на людей ответственность за их индивидуальные результаты, а также за ту роль, которую они играют в достижении этих более крупных целей.
КУРТ НИКИШ: Какие другие распространенные ошибки, которые совершают компании в настоящее время, могли бы исправить то, что вы предлагаете?
ХАЙДИ ГАРДНЕР: Одна из распространенных ошибок, которую сейчас совершают компании, — путать сотрудничество с перекрестными продажами. И это тонкий способ подумать о разнице в… Возвращаясь к продавцам, к чему мы их мотивируем?
Итак, если вы думаете о клиентоориентированном мышлении, вы действительно хотите мотивировать своих продавцов или специалистов по обслуживанию клиентов, чтобы они понимали, в чем ценность, которую мы создаем для этих клиентов? Действительно ли это создаст для них дополнительную ценность, если они купят у нас дополнительные продукты или услуги? Если вы можете объяснить, почему это так, возможно, это связано с тем, что мы можем предложить им пакетную цену. Возможно, это связано с тем, что мы лучше понимаем их бизнес, если обслуживаем различные части их организации. Возможно, более глубокие отношения, которые мы устанавливаем, создают больше доверия, и мы можем лучше работать вместе как партнеры.
Возможно, это связано с тем, что мы лучше понимаем их бизнес, если обслуживаем различные части их организации. Возможно, более глубокие отношения, которые мы устанавливаем, создают больше доверия, и мы можем лучше работать вместе как партнеры.
Существует целый ряд причин, по которым покупателю может быть лучше расширить свои отношения с поставщиком, но продавец должен понимать, где создается эта ценность, и быть в состоянии сформулировать это покупателю, а затем использовать только те возможности, которые действительно добавляют ценность для клиента. Они предлагают более широкий спектр услуг, больше продуктов, больше опыта и благодаря этому создают ценность для клиента.
Если они мотивированы просто продавать больше, больше, больше, поставьте галочку. Сколько товаров вы продали? Сколько дивизий вы ввели? Это очень корыстный способ обслуживать клиентов.
КУРТ НИКИШ: Что вам больше всего понравилось, когда вы видели, как это действительно пошло наперекосяк, что персональные стимулы в некоторых компаниях, с которыми вы работали или исследовали, у вас есть любимая история?
ХАЙДИ ГАРДНЕР: На самом деле я работаю со многими клиентами своих собственных клиентов. Я работаю со многими фирмами, предоставляющими профессиональные услуги, и, работая с ними, я выхожу и разговариваю с их клиентами. А худшие истории часто возникают в январе, когда фирмы меняют свою систему вознаграждения, а клиенты говорят: «Я могу сказать, что фирма X только что внедрила реферальный бонус», потому что представители службы поддержки клиентов, продавцы, партнеры, кто угодно обслуживает их, зайдите и попробуйте сделать эту перекрестную продажу. «Эй, можешь пообедать с моим партнером, экспертом по налогам?» «Эй, не хочешь попробовать это новое программное обеспечение, которое у нас есть?» И когда клиенты чувствуют, что их продают, перепродают или перепродают, это сильно удешевляет отношения. Это заставляет их чувствовать, что тот, кто их обслуживает, относится к ним просто как к источнику дохода, а не как к реальному партнеру. И я всегда говорю, что как только ваш клиент сможет понять вашу систему вознаграждения, основываясь на поведении ее сотрудников, у вас, вероятно, что-то не так.
Я работаю со многими фирмами, предоставляющими профессиональные услуги, и, работая с ними, я выхожу и разговариваю с их клиентами. А худшие истории часто возникают в январе, когда фирмы меняют свою систему вознаграждения, а клиенты говорят: «Я могу сказать, что фирма X только что внедрила реферальный бонус», потому что представители службы поддержки клиентов, продавцы, партнеры, кто угодно обслуживает их, зайдите и попробуйте сделать эту перекрестную продажу. «Эй, можешь пообедать с моим партнером, экспертом по налогам?» «Эй, не хочешь попробовать это новое программное обеспечение, которое у нас есть?» И когда клиенты чувствуют, что их продают, перепродают или перепродают, это сильно удешевляет отношения. Это заставляет их чувствовать, что тот, кто их обслуживает, относится к ним просто как к источнику дохода, а не как к реальному партнеру. И я всегда говорю, что как только ваш клиент сможет понять вашу систему вознаграждения, основываясь на поведении ее сотрудников, у вас, вероятно, что-то не так.
КУРТ НИКИШ: Многое из этого связано с краткосрочными ценностями и долгосрочной ценностью, напряжением между ними. Действительно ли это отражение того факта, что компании не могут хорошо вознаграждать сотрудников на основе годовой производительности за создание долгосрочной ценности?
ХАЙДИ ГАРДНЕР: Ну, на самом деле это еще одна проблема, которую мы видим в типичной системе управления эффективностью, заключается в том, что организация заявляет, что она ценит эти долгосрочные проекты, например, достижение нулевых выбросов углерода. Но это многолетний, междисциплинарный, многофункциональный проект.
Компании говорят: «Вот куда мы хотим двигаться», но они объединяют эту большую амбициозную цель с набором краткосрочных, гораздо более легко поддающихся количественной оценке показателей. И угадайте, на что обращают внимание люди? Это не удивительно. Еще одна вещь, на которую следует обратить внимание, это то, что когда у вас есть краткосрочные, легко поддающиеся количественной оценке индивидуальные показатели, ими гораздо легче управлять. Это действительно не требует большого лидерства. Если я могу поставить вас перед некоторыми очень конкретными задачами, которые вы можете выполнить самостоятельно в краткосрочной перспективе, мне на самом деле не нужно делать слишком много, чтобы мотивировать вас, по крайней мере, так кажется, потому что ваши стимулы будут направлять ваши решения, направлять вас. ваше распределение ресурсов, заставьте вас сосредоточиться на том, что прямо перед вами.
Это действительно не требует большого лидерства. Если я могу поставить вас перед некоторыми очень конкретными задачами, которые вы можете выполнить самостоятельно в краткосрочной перспективе, мне на самом деле не нужно делать слишком много, чтобы мотивировать вас, по крайней мере, так кажется, потому что ваши стимулы будут направлять ваши решения, направлять вас. ваше распределение ресурсов, заставьте вас сосредоточиться на том, что прямо перед вами.
КУРТ НИКИШ: Основано ли все это на плохой структуре стимулов самих организаций? Или инструменты, которые они используют для измерения, также являются проблемой?
ХАЙДИ ГАРДНЕР: Когда кто-либо настраивает систему управления эффективностью, он должен иметь правильную поддержку, а это включает в себя некоторые собираемые данные. Люди должны иметь реальную уверенность в том, что данные отражают то, что, по мнению руководителей, они представляют. А наличие точных, своевременных и достоверных данных действительно необходимо. Но я не думаю, что это единственное. Здесь мы не измеряем производительность роботов. Мы также измеряем людей. И часть того, что трудно измерить в системе управления эффективностью, — это поведение людей.
Здесь мы не измеряем производительность роботов. Мы также измеряем людей. И часть того, что трудно измерить в системе управления эффективностью, — это поведение людей.
И мы, конечно же, хотим говорить о сотрудничестве как о средстве достижения цели и по возможности будем соизмерять эти цели. Удовлетворенность клиентов является отличным примером. Мы можем измерить совместную работу людей в сфере продаж и установки, а также комплексное обслуживание клиентов для улучшения всего процесса. Мы измеряем эти результаты удовлетворенности клиентов, но нам также необходимо измерять больше поведенческих входных данных.
И вот тут-то все становится по-настоящему сложно. Люди будут генерировать промежуточные результаты, например, интеллектуальное лидерство. Они могут инвестировать огромные средства в развитие экспертных знаний в какой-либо области и записывать их таким образом, чтобы создать более сильную репутацию для компании, для себя и для продуктов. Как вы точно измеряете ценность этого? Вы можете попытаться отследить, сколько запросов от клиентов пришло после этого. Вы можете попытаться отследить процент закрытия и его ценность, но иногда эти усилия имеют очень расплывчатые результаты, которые невероятно ценны.
Вы можете попытаться отследить процент закрытия и его ценность, но иногда эти усилия имеют очень расплывчатые результаты, которые невероятно ценны.
На самом деле вы хотите отслеживать, кто прилагает усилия и создает высококачественные документы для интеллектуального лидерства, и вознаграждает их за это, даже если вы не можете провести прямую линию к некоторым измеримым результатам.
КУРТ НИКИШ: Говоря о решениях, какова ваша главная рекомендация по изменению систем управления эффективностью, чтобы они вознаграждали правильные вещи?
ХАЙДИ ГАРДНЕР: Нам нужна многогранная система показателей, состоящая из нескольких частей. Нам нужно, чтобы некоторые из этих целей были сосредоточены на самых больших, самых широких всеобъемлющих целях. Например, одним из них может быть удовлетворенность клиентов. На следующем уровне находится что-то более близкое, что-то более близкое к среде, в которой работают люди, например, цель отдела или команды.
Это важно, потому что, как бы вы ни хотели, чтобы люди сосредоточились на этих широких целях, как добиться совместной работы отдела продаж, операций и обслуживания клиентов? Вы также хотите, чтобы люди, занимающиеся продажами, выясняли, как сделать нашу кампанию лучше? Как нам лучше продавать этот продукт? Как мы говорим с клиентами таким образом, чтобы они действительно нашли отклик? И вы хотите, чтобы эти продавцы делились идеями друг с другом.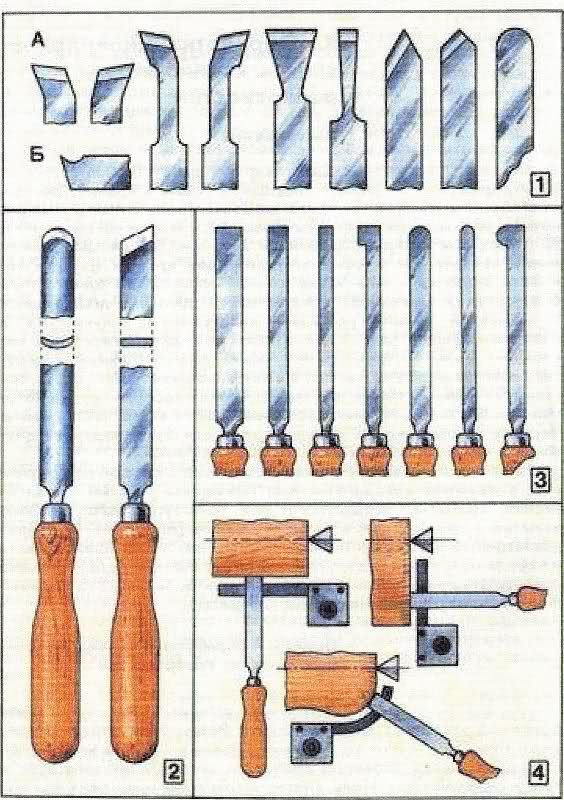 Точно так же и в любом другом отделе, в котором вы работаете. И очень важно, чтобы люди сосредоточились на местной команде, на людях, выполняющих ту же функцию, что и они, и на том, как они могут сделать свою работу лучше, проще или прибыльнее, какими бы ни были их цели для этого отдела.
Точно так же и в любом другом отделе, в котором вы работаете. И очень важно, чтобы люди сосредоточились на местной команде, на людях, выполняющих ту же функцию, что и они, и на том, как они могут сделать свою работу лучше, проще или прибыльнее, какими бы ни были их цели для этого отдела.
А потом вы приходите к индивидуальным целям, и это классические. Сколько производит отдельный продавец определенным образом? Или кто-то выполняет своевременную доставку в смысле операции? Или целый ряд метрик, с которыми, я думаю, знакомы многие. Наличие этих трех уровней метрик и все более широких уровней — это то, что, по моему мнению, абсолютно необходимо для того, чтобы заставить людей работать вместе для достижения чего-то, что, в конечном счете, является стратегически важным для компании, но в противном случае они потеряются в куче дел. отражать индивидуальные показатели.
КУРТ НИКИШ: Когда вы говорите об уровнях, вы не говорите о том, что вам нужно сначала сделать это, а затем что-то, что является вторым, вторым или третьим уровнем. Это не приоритеты. Это все общие приоритеты, которые могут быть по-разному взвешены в вашей структуре бонусов или поощрений.
Это не приоритеты. Это все общие приоритеты, которые могут быть по-разному взвешены в вашей структуре бонусов или поощрений.
ХАЙДИ ГАРДНЕР: Или это могут быть другие действия, которые кто-то может предпринять. В случае с продавцом у них может быть квота, которую им нужно выполнить.
КУРТ НИКИШ: И это старая модель.
ХАЙДИ ГАРДНЕР: Это старая модель.
КУРТ НИКИШ: Простое, единственное, на что вы ориентируетесь.
ХАЙДИ ГАРДНЕР: Единственная вещь, по которой вас оценивают, это то, выполняете ли вы свою квоту или нет? И опять же, важно, чтобы все знали, что все остальные тянут их вес. Следующий уровень — представьте, что продавец является частью команды по работе с ключевыми клиентами. Они несут ответственность за выполнение своей квоты на продажу продукта X, но от них больше ждут, что клиент, которого они обслуживают, приносит прибыль и растет. И это будет стимулировать продавца, когда он продает продукт X, держать ухо востро и следить за тем, чтобы он передал эти другие возможности другим членам этой команды по работе с ключевыми клиентами. И это будет стимулировать их делать больше, чем просто перекрестные продажи: «Эй, у меня есть продукт X, а у нее продукт Y, так что позвольте мне передать лидерство и перебросить его через стену», но в гораздо более стратегическом ключе. способ взаимодействия с клиентом.
И это будет стимулировать их делать больше, чем просто перекрестные продажи: «Эй, у меня есть продукт X, а у нее продукт Y, так что позвольте мне передать лидерство и перебросить его через стену», но в гораздо более стратегическом ключе. способ взаимодействия с клиентом.
Позвольте мне понять, что им нужно. Позвольте мне понять личные приоритеты человека, которому я служу. Как мы помогаем им продвигаться по карьерной лестнице? Как мне узнать больше об этой отрасли, чтобы я мог дать более индивидуальный совет этому клиенту? Много вещей, которые я мог бы сделать как продавец, которые выходят далеко за рамки простой продажи продукта X. И если у меня есть командная цель, в которой я помогаю всем развивать наш бизнес с этой учетной записью, это мотивирует меня взять на себя другой набор действий. действия. Это второй уровень, это цель команды.
Кроме того, мне может понадобиться, чтобы отдел продаж работал с операторами, которые будут разрабатывать продукт и настраивать его для этого клиента.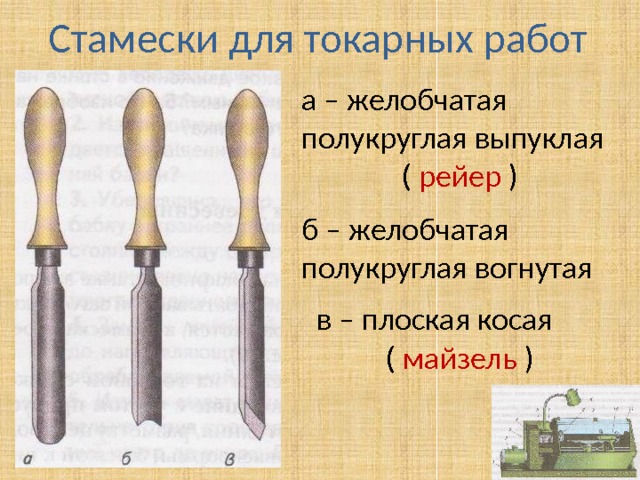 И мне, возможно, придется работать с командой установки, чтобы убедиться, что у них есть вся информация о том, что действительно хочет этот клиент.
И мне, возможно, придется работать с командой установки, чтобы убедиться, что у них есть вся информация о том, что действительно хочет этот клиент.
Возможно, мне придется поработать с функцией обучения, потому что они помогут покупателю действительно узнать, как использовать этот продукт, и, в конечном счете, с командой обслуживания клиентов, которая будет нести ответственность за долгосрочное обслуживание и обслуживание этого продукта. клиент. И у меня, как у продавца, должны быть определенные цели относительно того, насколько этот клиент будет удовлетворен в долгосрочной перспективе, потому что то, что я продаю им с самого начала, повлияет на то, насколько они будут довольны всей нашей компанией в будущем. И у меня должна быть шкура в игре, чтобы клиент остался доволен решениями, которые мы принимаем с самого начала. И эта всеохватывающая цель удовлетворенности клиентов в долгосрочной перспективе не является чем-то, на что я напрямую влияю изо дня в день, но я играю достаточную роль, помогая другим людям делать свою работу лучше, поэтому я должен быть заинтересован в том, чтобы помогать в этом. произойдет.
произойдет.
КУРТ НИКИШ: Как вы их взвешиваете? Откуда вы знаете, как их взвесить?
ХАЙДИ ГАРДНЕР: Мы рекомендуем, чтобы самая важная цель была самой важной, потому что она является наиболее важной со стратегической точки зрения для компании.
КУРТ НИКИШ: Вы говорите о клиенте?
ХАЙДИ ГАРДНЕР: Например, удовлетворенность клиентов. Если у вас нет довольных постоянных клиентов, у вас действительно нет бизнеса в долгосрочной перспективе. И вы хотите, чтобы люди во всей организации просыпались каждый день и спрашивали: «Как мы можем повысить удовлетворенность клиентов?» В идеале они читают газету, замечают какую-то тенденцию и говорят: «Вау, это действительно повлияет на наших клиентов в будущем. Что мы собираемся с этим делать?» И они приходят в офис или в виртуальную комнату, где бы они ни находились, и говорят: «Эй, мы думали об этом? Я знаю, что сейчас это никак не связано с продажами, но это может сказаться на продажах через три года». Кто об этом думает? Есть ли что-то в сегодняшней системе поощрения, что заставило бы кого-то завязать этот разговор? Во многих местах ответ отрицательный.
КУРТ НИКИШ: И одна из интересных вещей, которую вы предлагаете, — это отделить ваш разговор о вознаграждении, которое приходит в качестве бонуса или вознаграждения за вашу работу, от разговора о личном развитии. Почему именно это вы рекомендуете?
ХАЙДИ ГАРДНЕР: Думаю, каждый может вспомнить разговор с менеджером, который в течение 20 минут говорил о возможностях развития и карьерного роста. А на 21-й минуте сказал: «И, кстати, твой бонус в этом году — Х».
КУРТ НИКИШ: Это то, о чем вы собираетесь пойти домой и поговорить с супругом или партнером в первую очередь.
ХАЙДИ ГАРДНЕР: Единственное, что ты помнишь, это X.
КУРТ НИКИШ: Да.
ХАЙДИ ГАРДНЕР: И вы, вероятно, в предвкушении попыток понять, что будет Х, почти ничего не слышали о тех первых 20 минутах. Может быть, вы слышали это, но не поняли, потому что сильно беспокоились и действительно были сосредоточены на X. Сколько денег я собираюсь заработать в этом году? Наша рекомендация по этой и некоторым другим причинам состоит в том, чтобы разделить эти разговоры и обсудить компенсацию. Вот насколько изменится ваша зарплата или нет. Вот получили ли вы бонус или нет, и вот сколько он составляет. И вы можете связать это с чьим-то выступлением и резюмировать, я надеюсь, серию разговоров в течение года о том, как кто-то выступал. Это подведение итогов. Вот насколько хорошо вы справились с этой корзиной метрик, и, следовательно, вот сколько вам заплатят. И, честно говоря, это не должно быть сюрпризом.
Вот насколько изменится ваша зарплата или нет. Вот получили ли вы бонус или нет, и вот сколько он составляет. И вы можете связать это с чьим-то выступлением и резюмировать, я надеюсь, серию разговоров в течение года о том, как кто-то выступал. Это подведение итогов. Вот насколько хорошо вы справились с этой корзиной метрик, и, следовательно, вот сколько вам заплатят. И, честно говоря, это не должно быть сюрпризом.
Еще одна вещь, о которой следует подумать, это то, что вы делаете во втором разговоре? Если у вас есть один разговор о компенсации, то во втором разговоре вы можете искренне сосредоточиться на том, каковы стремления человека? Какие карьерные шаги они надеются сделать? Действительно ли они хотят продвигаться дальше по пути, на котором они находятся, или они ищут что-то другое?
И что нужно, чтобы они осуществили эти стремления? Нужно ли им развивать различные виды навыков? Нужно ли им участие в разных проектах или разных лидерах? И, проводя этот разговор отдельно, он позволяет каждому искренне подготовиться к нему и вести честный разговор о том, что кто-то ищет.
И иногда мы знаем, что вполне реально, когда два разных человека ведут эти разговоры. Во многих организациях у кого-то просто есть главный руководитель, и даже в этих случаях мы по-прежнему рекомендуем вам устанавливать разное время, может быть, даже разные части года, когда вы проводите эти два разных разговора, чтобы люди действительно знали, что мы интересует второй разговор по их разработке. Куда они пытаются пойти? Вы можете дать совет о том, где, по вашему мнению, их сильные стороны будут лучше всего проявляться, но держите это отдельно от денег.
КУРТ НИКИШ: Еще один момент: вы рекомендуете людям отказаться от числовых оценок и использовать качественные. Вы можете это объяснить?
ХАЙДИ ГАРДНЕР: Никто не хочет быть сведенным к числу. Когда мы провели исследование с различными организациями, которые отказались от числовых оценок, нас и руководителей этих организаций удивило, насколько более мотивированными были люди, чтобы понять, где они находятся по сравнению с их собственными результатами, а не мучиться и ломать голову.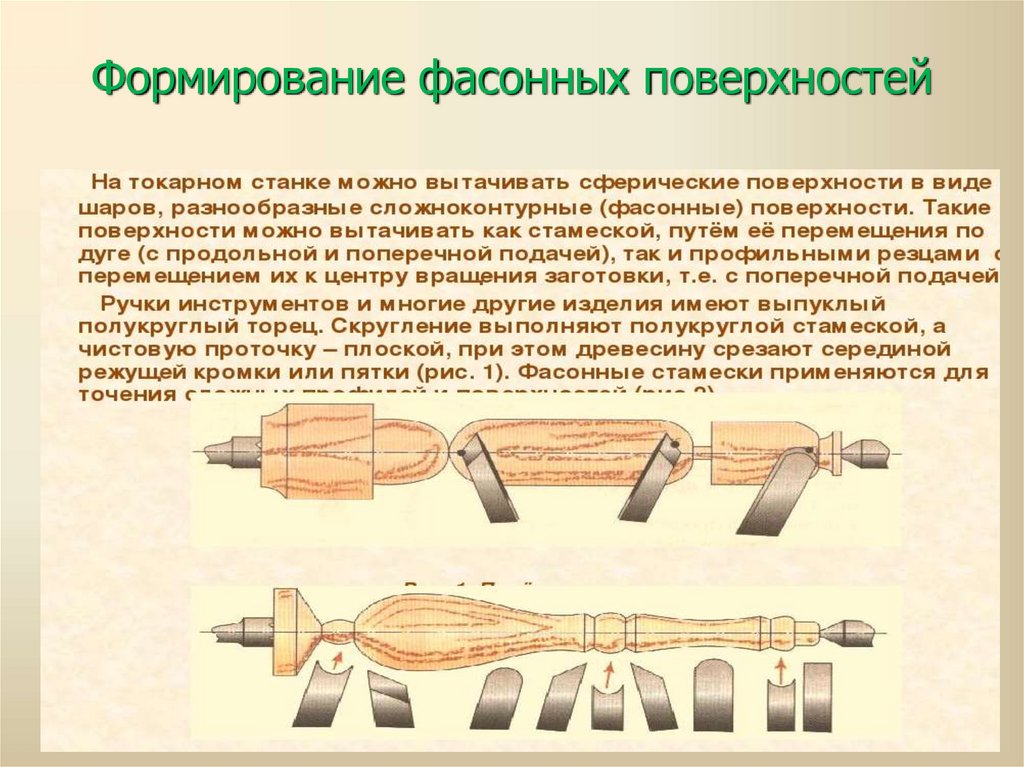 сложены и пронумерованы на основе некоторой конкурентной системы.
сложены и пронумерованы на основе некоторой конкурентной системы.
КУРТ НИКИШ: В любом случае у вас нет надзора. Трудно на самом деле…
ХАЙДИ ГАРДНЕР: Людям трудно понять, что значит быть тройкой.
КУРТ НИКИШ: Из пяти или около того.
ХАЙДИ ГАРДНЕР: Пять или больше. А принудительные ранговые системы абсолютно убивают не только сотрудничество, но и моральный дух. И если мы будем складывать людей друг с другом и заставлять их конкурировать друг с другом за место в иерархии, и, следовательно, все последствия будут зависеть от того, сколько им заплатят, получат ли они прибавку и так далее, тогда мы не должны удивляться, когда это соперничество вызывает довольно плохое поведение.
И даже если у вас нет принудительной кривой, числовая система рейтинга может быть довольно деморализующей для людей. Вместо этого оценивайте людей по тому, улучшаются ли они в ключевых областях, которые действительно важны. Опять же, это сложнее, потому что у вас должна быть матрица возможностей, которая показывает людям, как это выглядит, если вы улучшаете свою работу? Как это выглядит для вас, чтобы иметь более глубокие навыки решения проблем? Что вы демонстрируете, когда у вас лучше развиты коммуникативные навыки? Но если вы разместите это в сетке компетенций, людям должно быть относительно просто увидеть, добиваются ли они прогресса или нет. И в конечном счете, это то, за что мы хотим вознаграждать людей.
И в конечном счете, это то, за что мы хотим вознаграждать людей.
КУРТ НИКИШ: Можете ли вы рассказать мне историю успеха организации, которая внедрила это?
ХАЙДИ ГАРДНЕР: Я думаю о консалтинговой фирме, с которой мы работали, которая перешла от очень разрозненных показателей. Например, у них был ряд специализированных консалтинговых областей, и у них был руководитель в каждой из этих областей. И все в этих, они называли их тренировочными группами, все в каждой из этих тренировочных групп знали, что их премия зависит от успеха их конкретной тренировочной группы. И все же организация поддерживала ценность сотрудничества и полного обслуживания своих клиентов. Что произошло в этой старой системе, так это то, что каждый в основном сначала наполнял свое ведро, а в октябре, ноябре, когда было совершенно ясно, что они собирались достичь своих показателей для себя и своей тренировочной группы, тогда они начинали думать шире. картинка вроде: «Хорошо, а как нам привлечь больше наших услуг для клиентов, которых я обслуживаю прямо сейчас?» Но это было в значительной степени задним числом.
Они перешли на систему управления эффективностью, которая больше ориентировалась на результаты для конкретных клиентов. Они организовались в ключевые клиентские команды. Они устанавливают показатели не только для лидера ключевого клиента, но и для всех, кто обслуживал этого клиента. И это были показатели, которые в какой-то мере основывались на доходах. Насколько мы развиваем клиента? Но это было качество дохода, а не только сумма.
Таким образом, они хотели убедиться, что они получают доход из множества различных источников, что клиент действительно доволен. И им потребовалось много времени, чтобы понять удовлетворенность клиентов на основе качественных и количественных показателей. И они также включали другие виды KPI, такие как разнообразие команд, обслуживающих клиента, потому что они действительно стремились к развитию устойчивых, лояльных отношений с клиентами, которые будут длиться годами, независимо от того, была ли у них текучка в организации.
Таким образом, они сосредоточились на институционализации этих отношений с клиентами и мотивировали людей действительно помнить об интересах клиента. И это резко изменило организацию. Мы увидели, что показатели удовлетворенности клиентов значительно выросли. Они увеличили выручку и прибыльность клиентов. И они смогли создать эталонные кейсы. Они начали делать действительно интересную, сложную, ориентированную на будущее работу для этих клиентов. А затем они могли выйти на рынок и сказать: «Эй, мы обслуживаем этого клиента по очень сложным вопросам, и вы хотите узнать об этом больше».
И это резко изменило организацию. Мы увидели, что показатели удовлетворенности клиентов значительно выросли. Они увеличили выручку и прибыльность клиентов. И они смогли создать эталонные кейсы. Они начали делать действительно интересную, сложную, ориентированную на будущее работу для этих клиентов. А затем они могли выйти на рынок и сказать: «Эй, мы обслуживаем этого клиента по очень сложным вопросам, и вы хотите узнать об этом больше».
Это изменило организацию во всех аспектах, о которых я только что говорил, о стратегическом и финансовом. Но с точки зрения таланта это также имело огромное значение. Люди были гораздо активнее. Вы можете измерить показатели вовлеченности, но вы также можете почувствовать их в воздухе. Люди были в восторге от того, что они делали. Они гордились тем, что работают там, хотя уже некоторое время этого не было.
КУРТ НИКИШ: Хайди, большое спасибо, что пришли на шоу, чтобы рассказать о своих исследованиях и работе.
ХАЙДИ ГАРДНЕР: Большое спасибо, что пригласили меня. Ценить это.
Ценить это.
КУРТ НИКИШ: Это Хайди Гарднер. Она заслуженный научный сотрудник Гарвардской школы права и соавтор статьи HBR «Управление эффективностью не должно убивать сотрудничество».
Если вы узнали что-то из сегодняшнего выпуска, у нас есть больше подкастов, которые помогут вам управлять своей командой, управлять организациями и управлять своей карьерой. Найдите их на hbr.org/podcasts или выполните поиск HBR в подкастах Apple, Spotify или где бы вы ни слушали.
Продюсером этого эпизода выступила Мэри Ду. Мы получаем техническую помощь от Роба Экхардта. Нашим менеджером по аудио продуктам является Ян Фокс. А Ханна Бейтс — наш помощник по звукозаписи. Спасибо за внимание к HBR IdeaCast. Мы вернемся с новой серией во вторник. Я Курт Никиш.
Точная настройка предварительно обученной модели
Присоединяйтесь к сообществу Hugging Face
и получите доступ к расширенной документации
Совместная работа над моделями, наборами данных и пространствами
Более быстрые примеры с ускоренным выводом
Переключение между темами документации
для начала работы
Использование предварительно обученной модели дает значительные преимущества. Это снижает затраты на вычисления, ваш углеродный след и позволяет вам использовать самые современные модели без необходимости обучать их с нуля. 🤗 Transformers предоставляет доступ к тысячам предварительно обученных моделей для широкого круга задач. Когда вы используете предварительно обученную модель, вы обучаете ее на наборе данных, специфичном для вашей задачи. Это известно как тонкая настройка, невероятно мощная тренировочная техника. В этом руководстве вы настроите предварительно обученную модель с выбранной вами структурой глубокого обучения:
Это снижает затраты на вычисления, ваш углеродный след и позволяет вам использовать самые современные модели без необходимости обучать их с нуля. 🤗 Transformers предоставляет доступ к тысячам предварительно обученных моделей для широкого круга задач. Когда вы используете предварительно обученную модель, вы обучаете ее на наборе данных, специфичном для вашей задачи. Это известно как тонкая настройка, невероятно мощная тренировочная техника. В этом руководстве вы настроите предварительно обученную модель с выбранной вами структурой глубокого обучения:
- Настройте предварительно обученную модель с помощью 🤗 Transformers Trainer.
- Тонкая настройка предварительно обученной модели в TensorFlow с помощью Keras.
- Тонкая настройка предварительно обученной модели в родном PyTorch.
Подготовьте набор данных
Перед точной настройкой предварительно обученной модели загрузите набор данных и подготовьте его для обучения. В предыдущем руководстве показано, как обрабатывать данные для обучения, а теперь у вас есть возможность проверить эти навыки!
Начните с загрузки набора данных Yelp Reviews:
>>> из наборов данных импортировать load_dataset
>>> набор данных = load_dataset("yelp_review_full")
>>> набор данных["поезд"][100]
{'метка': 0,
'text': 'Мои ожидания от McDonalds не всегда бывают высокими. Но для того, чтобы один так эффектно потерпел неудачу... это требует чего-то особенного!\\nКассир принял заказ моих друзей, а затем тут же проигнорировал меня. Мне пришлось заставить себя перед кассиром, который открыл свою кассу, обслужить человека, стоящего позади меня. Я ждал более пяти минут гигантского заказа, который включал ровно одно детское блюдо. Увидев, как двум людям, заказавшим после меня, принесли еду, я спросил, где моя. Менеджер начал кричать на кассиров за то, что они \\"обслуживали заказы\\", когда у них не было еды. Но ни один из кассиров не находился рядом с этими элементами управления, а менеджер раздавал еду клиентам и очищал доски.\\nМенеджер был груб, отдавая мне мой заказ. Она не позаботилась о том, чтобы все было у меня в чеке, и даже не хватило приличия извиниться за плохое обслуживание.\\nЯ ел в разных ресторанах McDonalds более 30 лет. Я работал более чем в одном месте. Я ожидаю плохих дней, плохого настроения и случайной ошибки. Но у меня еще не было приличного опыта в этом магазине.
Но для того, чтобы один так эффектно потерпел неудачу... это требует чего-то особенного!\\nКассир принял заказ моих друзей, а затем тут же проигнорировал меня. Мне пришлось заставить себя перед кассиром, который открыл свою кассу, обслужить человека, стоящего позади меня. Я ждал более пяти минут гигантского заказа, который включал ровно одно детское блюдо. Увидев, как двум людям, заказавшим после меня, принесли еду, я спросил, где моя. Менеджер начал кричать на кассиров за то, что они \\"обслуживали заказы\\", когда у них не было еды. Но ни один из кассиров не находился рядом с этими элементами управления, а менеджер раздавал еду клиентам и очищал доски.\\nМенеджер был груб, отдавая мне мой заказ. Она не позаботилась о том, чтобы все было у меня в чеке, и даже не хватило приличия извиниться за плохое обслуживание.\\nЯ ел в разных ресторанах McDonalds более 30 лет. Я работал более чем в одном месте. Я ожидаю плохих дней, плохого настроения и случайной ошибки. Но у меня еще не было приличного опыта в этом магазине. Это останется местом, которого я избегаю, если только кому-то из моей группы не нужно избегать болезни из-за низкого уровня сахара в крови. Возможно, мне лучше вернуться к расово предвзятому сервису Steak n Shake!»}
Это останется местом, которого я избегаю, если только кому-то из моей группы не нужно избегать болезни из-за низкого уровня сахара в крови. Возможно, мне лучше вернуться к расово предвзятому сервису Steak n Shake!»} Как вы теперь знаете, вам нужен токенизатор для обработки текста и включения стратегии заполнения и усечения для обработки любой последовательности переменной длины. Чтобы обработать набор данных за один шаг, используйте метод 🤗 Наборы данных на карте , чтобы применить функцию предварительной обработки ко всему набору данных:
>>> из трансформаторов импортировать AutoTokenizer
>>> tokenizer = AutoTokenizer.from_pretrained("bert-base-cased")
>>> def tokenize_function (примеры):
... вернуть токенизатор (примеры ["текст"], padding="max_length", truncation=True)
>>> tokenized_datasets = dataset.map(tokenize_function, batched=True) Если хотите, вы можете создать меньший подмножество полного набора данных для тонкой настройки, чтобы сократить время, необходимое:
>>> small_train_dataset = tokenized_datasets["train"].shuffle(seed=42).select (диапазон (1000)) >>> small_eval_dataset = tokenized_datasets["test"].shuffle(seed=42).select(range(1000))
Тренироваться
На этом этапе вы должны следовать разделу, соответствующему фреймворку, который вы хотите использовать. Вы можете использовать ссылки
на правой боковой панели, чтобы перейти к нужному, и если вы хотите скрыть все содержимое для данной структуры,
просто используйте кнопку в правом верхнем углу блока этого фреймворка!
Питорч
Скрыть содержимое Pytorch
Тренируйтесь с PyTorch Trainer
🤗 Transformers предоставляет класс Trainer, оптимизированный для обучения 🤗 Модели Transformers, упрощающие начало обучения без написания собственного тренировочного цикла вручную. Trainer API поддерживает широкий спектр вариантов и функций обучения, таких как ведение журнала, накопление градиента и смешанная точность.
Начните с загрузки вашей модели и укажите количество ожидаемых этикеток. Из карточки набора данных Yelp Review вы знаете, что есть пять меток: 9.0005
Из карточки набора данных Yelp Review вы знаете, что есть пять меток: 9.0005
>>> из импорта трансформаторов AutoModelForSequenceClassification
>>> model = AutoModelForSequenceClassification.from_pretrained("bert-base-cased", num_labels=5) Вы увидите предупреждение о том, что некоторые из предварительно обученных весов не используются, а некоторые веса выбраны случайным образом
инициализирован. Не волнуйтесь, это совершенно нормально! Предварительно обученный заголовок модели BERT отбрасывается и заменяется случайно инициализированным заголовком классификации. Вы настроите эту новую головку модели на свою задачу классификации последовательностей, передав ей знания предварительно обученной модели.
Гиперпараметры обучения
Затем создайте класс TrainingArguments, содержащий все гиперпараметры, которые вы можете настроить, а также флаги для активации различных вариантов обучения. Для этого руководства вы можете начать с гиперпараметров обучения по умолчанию, но не стесняйтесь экспериментировать с ними, чтобы найти оптимальные настройки.
Укажите, куда сохранять чекпоинты из вашего обучения:
>>> из трансформаторов импортировать TrainingArguments >>> training_args = TrainingArguments(output_dir="test_trainer")
Оценивать
Тренажер не оценивает производительность модели автоматически во время обучения. Вам нужно будет передать Trainer функцию для вычисления показателей и отчета о них. Библиотека 🤗 Evaluate предоставляет простую функцию с точностью , которую вы можете загрузить с помощью функции Assessment.load (дополнительную информацию см. в этом кратком обзоре):
>>> import numpy as np
>>> импорт оценить
>>> metric = Assessment.load("точность") Вызов вычисление на метрике , чтобы рассчитать точность ваших прогнозов. Перед передачей ваших прогнозов в вычислите , вам нужно преобразовать прогнозы в логиты (помните, что все модели 🤗 Transformers возвращают логиты):
>>> def calculate_metrics(eval_pred): ... логиты, метки = eval_pred ... прогнозы = np.argmax (логиты, ось = -1) ... return metric.compute(predictions=predictions, references=labels)
Если вы хотите отслеживать показатели оценки во время тонкой настройки, укажите Evaluation_strategy параметр в аргументах обучения, чтобы сообщать о метрике оценки в конце каждой эпохи:
>>> из импорта трансформаторов TrainingArguments, Trainer >>> training_args = TrainingArguments(output_dir="test_trainer", Assessment_strategy="epoch")
Тренер
Создайте объект Trainer с вашей моделью, аргументами обучения, обучающими и тестовыми наборами данных и функцией оценки:
>>> Trainer = Trainer( ... модель=модель, ... аргументы = обучающие_аргументы, ... train_dataset = small_train_dataset, ... eval_dataset=маленький_eval_dataset, ...compute_metrics=compute_metrics, ... )
Затем настройте свою модель, вызвав train():
>>> Trainer.train()
ТензорФлоу
Скрыть содержимое TensorFlow
Обучите модель TensorFlow с помощью Keras
Вы также можете обучать модели 🤗 Transformers в TensorFlow с помощью Keras API!
Загрузка данных для Keras
Если вы хотите обучить модель 🤗 Transformers с помощью Keras API, вам необходимо преобразовать набор данных в формат, который
Керас понимает. Если ваш набор данных небольшой, вы можете просто преобразовать все это в массивы NumPy и передать их в Keras.
Если ваш набор данных небольшой, вы можете просто преобразовать все это в массивы NumPy и передать их в Keras.
Давайте сначала попробуем это, прежде чем делать что-то более сложное.
Сначала загрузите набор данных. Мы будем использовать набор данных CoLA из теста GLUE,
так как это простая задача классификации двоичного текста, и пока просто возьмите тренировочный сплит.
из наборов данных импортировать load_dataset
набор данных = load_dataset ("клей", "кола")
dataset = dataset["train"] # Пока просто возьмем тренировочный раздел Затем загрузите токенизатор и разметьте данные как массивы NumPy. Обратите внимание, что метки уже представляют собой список 0 и 1,
поэтому мы можем просто преобразовать это напрямую в массив NumPy без токенизации!
импорт трансформаторов AutoTokenizer
tokenizer = AutoTokenizer.from_pretrained("bert-base-cased")
tokenized_data = tokenizer (набор данных ["текст"], return_tensors = "np", padding = True)
labels = np.array(dataset["label"]) # Метка уже представляет собой массив из 0 и 1 Наконец, загрузите, скомпилируйте и подгоните к модели:
from transforms import TFAutoModelForSequenceClassification из tensorflow.keras.optimizers импортирует Адама # Загрузите и скомпилируйте нашу модель модель = TFAutoModelForSequenceClassification.from_pretrained("в корпусе bert") # Более низкие скорости обучения часто лучше подходят для точной настройки преобразователей. model.compile (оптимизатор = Адам (3e-5)) model.fit(tokenized_data, метки)
Вам не нужно передавать аргумент потерь вашим моделям, когда вы их компилируете() ! Автоматическое обнимание моделей лица
выберите потерю, соответствующую их задаче и архитектуре модели, если этот аргумент оставлен пустым. Вы всегда можете
отмените это, указав потерю самостоятельно, если хотите!
Этот подход отлично подходит для небольших наборов данных, но для больших наборов данных вы можете столкнуться с проблемой. Почему?
Поскольку токенизированный массив и метки должны быть полностью загружены в память, а NumPy не обрабатывает
«зубчатые» массивы, поэтому каждый токенизированный образец должен быть дополнен до длины самого длинного образца во всем
набор данных. Это сделает ваш массив еще больше, и все эти жетоны заполнения также замедлят обучение!
Это сделает ваш массив еще больше, и все эти жетоны заполнения также замедлят обучение!
Загрузка данных в виде tf.data.Dataset
Если вы хотите избежать замедления обучения, вы можете вместо этого загрузить свои данные как tf.data.Dataset . Хотя вы можете написать свой собственный
tf.data конвейер, если хотите, у нас есть два удобных метода для этого:
- prepare_tf_dataset(): это метод, который мы рекомендуем в большинстве случаев. Потому что это метод
в вашей модели, он может проверить модель, чтобы автоматически определить, какие столбцы можно использовать в качестве входных данных модели, и
откажитесь от остальных, чтобы сделать набор данных более простым и эффективным. - to_tf_dataset: этот метод является более низкоуровневым и полезен, когда вы хотите точно контролировать, как
ваш набор данных будет создан, если точно указать, какие столбцыlabel_colsнужно включить.
Прежде чем вы сможете использовать prepare_tf_dataset(), вам необходимо добавить выходные данные токенизатора в набор данных в виде столбцов, как показано на
следующий пример кода:
def tokenize_dataset(data):
# Ключи возвращенного словаря будут добавлены в набор данных в виде столбцов
вернуть токенизатор (данные ["текст"])
набор данных = набор данных. карта (tokenize_dataset)
карта (tokenize_dataset) Помните, что наборы данных Hugging Face по умолчанию хранятся на диске, поэтому это не приведет к увеличению использования памяти! Однажды
добавлены столбцы, вы можете выполнять потоковую передачу пакетов из набора данных и добавлять отступы к каждому пакету, что значительно
уменьшает количество токенов заполнения по сравнению с заполнением всего набора данных.
>>> tf_dataset = model.prepare_tf_dataset(dataset, batch_size=16, shuffle=True, tokenizer=tokenizer)
Обратите внимание, что в приведенном выше примере кода вам нужно передать токенизатор на prepare_tf_dataset , чтобы он мог корректно дополнять пакеты по мере их загрузки.
Если все выборки в вашем наборе данных имеют одинаковую длину и заполнение не требуется, вы можете пропустить этот аргумент.
Если вам нужно сделать что-то более сложное, чем просто заполнить образцы (например, испортить токены для маскированного языка
моделирование), вместо этого можно использовать аргумент collate_fn для передачи функции, которая будет вызываться для преобразования
список образцов в партию и примените любую предварительную обработку, которую вы хотите.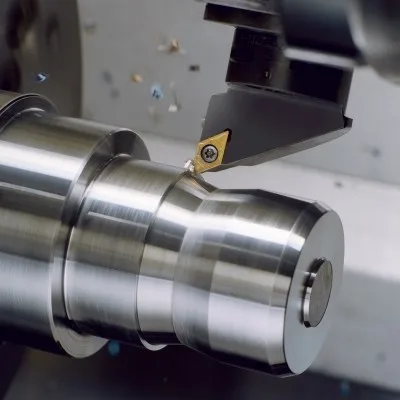 Смотрите наши
Смотрите наши
примеры или
ноутбуки, чтобы увидеть этот подход в действии.
После того, как вы создали tf.data.Dataset , вы можете скомпилировать и подогнать модель, как и раньше:
model.compile(optimizer=Adam(3e-5)) model.fit(tf_dataset)
Тренируйтесь в родном PyTorch
Питорч
Скрыть содержимое Pytorch
Trainer позаботится о цикле обучения и позволяет настроить модель с помощью одной строки кода. Для пользователей, которые предпочитают писать свой собственный цикл обучения, вы также можете настроить модель 🤗 Transformers в родном PyTorch.
На этом этапе вам может потребоваться перезагрузить ноутбук или выполнить следующий код, чтобы освободить память:
del model дель pytorch_model дель тренер torch.cuda.empty_cache()
Затем вручную постобработайте tokenized_dataset , чтобы подготовить его к обучению.
Удалите столбец
text, поскольку модель не принимает необработанный текст в качестве входных данных:>>> tokenized_datasets = tokenized_datasets.
 remove_columns(["текст"])
remove_columns(["текст"]) Переименуйте столбец
labelвlabels, поскольку модель ожидает, что аргумент будет называтьсяlabels:>>> tokenized_datasets = tokenized_datasets.rename_column("метка", "метки")Установите формат набора данных для возврата тензоров PyTorch вместо списков:
>>> tokenized_datasets.set_format("факел")
Затем создайте меньший набор данных, как показано ранее, чтобы ускорить тонкую настройку:
>>> small_train_dataset = tokenized_datasets["train"].shuffle(seed=42).select(range(1000)) >>> small_eval_dataset = tokenized_datasets["test"].shuffle(seed=42).select(range(1000))
DataLoader
Создайте DataLoader для обучающих и тестовых наборов данных, чтобы вы могли перебирать пакеты данных:
>>> from torch.utils.data import DataLoader >>> train_dataloader = DataLoader (small_train_dataset, shuffle = True, batch_size = 8) >>> eval_dataloader = DataLoader(small_eval_dataset, batch_size=8)
Загрузите вашу модель с количеством ожидаемых меток:
>>> из импорта трансформаторов AutoModelForSequenceClassification >>> model = AutoModelForSequenceClassification.from_pretrained("bert-base-cased", num_labels=5)
Оптимизатор и планировщик скорости обучения
Создайте оптимизатор и планировщик скорости обучения для точной настройки модели. Используем оптимизатор AdamW от PyTorch:
>>> from torch.optim import AdamW >>> оптимизатор = AdamW(model.parameters(), lr=5e-5)
Создайте планировщик скорости обучения по умолчанию из Trainer:
>>> from transforms import get_scheduler >>> число_эпох = 3 >>> num_training_steps = num_epochs * len(train_dataloader) >>> lr_scheduler = get_scheduler( ... имя = "линейный", оптимизатор = оптимизатор, num_warmup_steps = 0, num_training_steps = num_training_steps ... )
Наконец, укажите устройство для использования графического процессора, если у вас есть к нему доступ. В противном случае обучение на CPU может занять несколько часов вместо пары минут.
>>> импортный фонарь
>>> устройство = torch.device("cuda") if torch.cuda. is_available() else torch.device("cpu")
>>> model.to(device)
is_available() else torch.device("cpu")
>>> model.to(device) Получите бесплатный доступ к облачному графическому процессору, если у вас его нет, с размещенным ноутбуком, таким как Colaboratory или SageMaker StudioLab.
Отлично, теперь вы готовы к тренировке! 🥳
Тренировочный цикл
Чтобы отслеживать прогресс обучения, используйте библиотеку tqdm, чтобы добавить индикатор выполнения по количеству шагов обучения:
>>> из tqdm.auto импортировать tqdm
>>> progress_bar = tqdm (диапазон (num_training_steps))
>>> модель.поезд()
>>> для эпохи в диапазоне (num_epochs):
... для партии в train_dataloader:
... пакет = {k: v.to(устройство) для k, v в batch.items()}
... выходы = модель (** партия)
... потери = выходы. потери
... потеря.назад()
... оптимизатор.шаг()
... lr_scheduler.step()
... оптимизатор.zero_grad()
... progress_bar.update(1) Оценивать
Точно так же, как вы добавили функцию оценки в Trainer, вам нужно сделать то же самое, когда вы пишете свой собственный цикл обучения. Но вместо того, чтобы вычислять и сообщать метрику в конце каждой эпохи, на этот раз вы будете накапливать все пакеты с
Но вместо того, чтобы вычислять и сообщать метрику в конце каждой эпохи, на этот раз вы будете накапливать все пакеты с add_batch и вычислять метрику в самом конце.
>>> оценка импорта
>>> метрика = оценить.загрузить("точность")
>>> модель.eval()
>>> для партии в eval_dataloader:
... пакет = {k: v.to(устройство) для k, v в batch.items()}
... с torch.no_grad():
... выходы = модель (** партия)
... логиты = выходы.логиты
... прогнозы = torch.argmax(logits, dim=-1)
... metric.add_batch (прогнозы = прогнозы, ссылки = пакет ["метки"])
>>> metric.compute() Дополнительные ресурсы
Дополнительные примеры тонкой настройки см. по адресу:
🤗 Преобразователи Примеры включают скрипты
для обучения общим задачам НЛП в PyTorch и TensorFlow.🤗 Записные книжки Transformers содержат различные записные книжки по тонкой настройке модели для конкретных задач в PyTorch и TensorFlow.
←Предварительная обработка
Распределенное обучение с 🤗 Accelerate→
Fine-Tuning Movement | Колледж наук о здоровье и реабилитации: Колледж Сарджента
Функциональная спектроскопия ближнего инфракрасного диапазона (fNIRS) направляет неинвазивный свет в голову для визуализации мозга.
Любой родитель, который пытался уговорить извивающегося, кричащего ребенка надеть подгузник или наблюдал, как его любимый ребенок высвобождается из якобы надежной пеленки, мог бы поклясться, что каждое его движение было направлено на то, чтобы расстроить их. Битву воль малыш побеждает снова и снова.
Но эти извивающиеся младенцы так же невинны, как и выглядят. Младенцам требуются месяцы, чтобы понять, как управлять своим телом: большинство ранних движений являются непроизвольными или рефлекторными. И даже те, которые они собираются приготовить, бывают вялеными, часто сбивая с толку младенца не меньше, чем их родителей.
Клаудио Л. Ферре использует технологию fNIRS, чтобы узнать, как младенцы учатся контролировать свое тело.
В лаборатории Сарджента «Развитие, опыт и двигательное восстановление» нейробиолог Клаудио Л. Ферре изучает, как младенцы, особенно дети с церебральным параличом или с риском развития церебрального паралича, учатся совершенствовать свои двигательные навыки.
Недавно он начал проект, финансируемый Национальным институтом неврологических расстройств и инсульта, который использует портативную технологию оптической визуализации для наблюдения за тем, что происходит в мозге младенца, когда он начинает лучше контролировать движения. С помощью функциональной спектроскопии в ближнем инфракрасном диапазоне (fNIRS), которая излучает неинвазивный свет в голову, Ферре отслеживает, какие области мозга работают больше всего — или работают не так, как ожидалось, — когда младенцы пытаются превратить рефлекторные покачивания в целеустремленные хватки.
«Идея состоит в том, чтобы проспективно отслеживать младенцев с высоким риском развития церебрального паралича и видеть, что отличается от их движений, их способности испытывать ощущение движения», — говорит Ферре, доцент трудотерапии. «Одна из уникальных особенностей этого проекта заключается в том, что мы хотим понять его с точки зрения развития мозга».
Цель Ферре — лучше понять, как мы учимся управлять своим телом — развитие цепей, соединяющих мозг и конечности, — и использовать эту информацию для улучшения терапии и результатов лечения детей с двигательными нарушениями.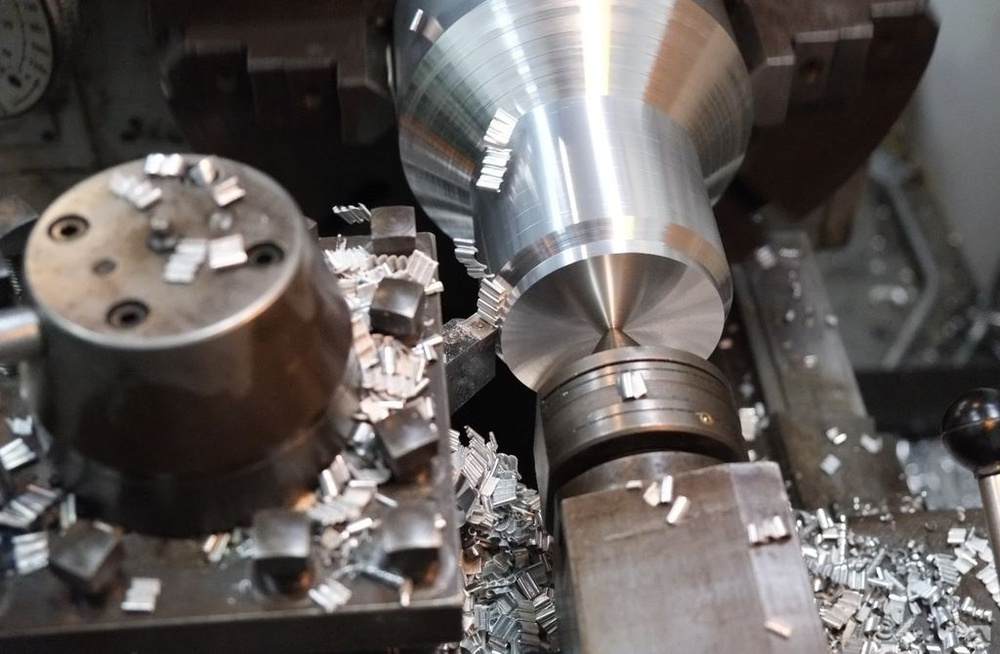
Картирование активности мозга
По данным Центров по контролю и профилактике заболеваний, примерно у одного из 345 детей в США церебральный паралич. Группа двигательных расстройств, часто вызванных травмой головного мозга до, во время или вскоре после рождения — и чаще встречающаяся у недоношенных детей — церебральный паралич, может привести к скованности мышц, плохой координации или неконтролируемым спазмам. Лекарства нет, но показано, что раннее вмешательство помогает.
«Повреждение головного мозга при церебральном параличе происходит на очень раннем этапе развития, а это означает, что у мозга есть много времени для реорганизации», — говорит Ферре, который недавно опубликовал статью в Neurorehabilitation & Neural Repair о том, как различные типы травм головного мозга новорожденных влияют на функцию рук. Детский церебральный паралич может быть врожденным или вызван травмой, инфекцией или снижением притока крови или кислорода. «Это сильно отличается от инсульта у взрослых, например, когда обычно поражается очень один очаг.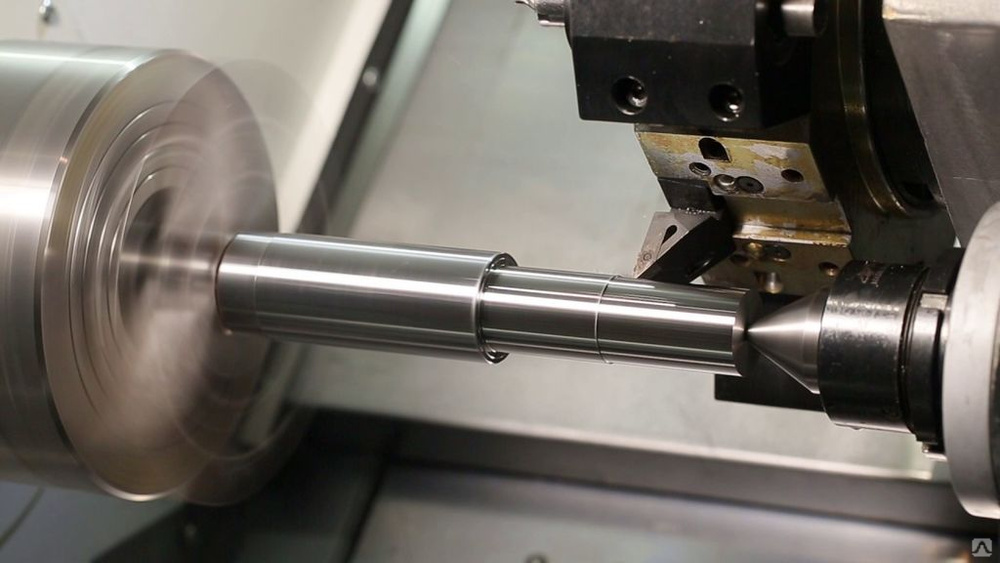 Изменения, которые мы наблюдаем в мозгу у детей с церебральным параличом, как правило, более распространены, что также означает большую изменчивость».
Изменения, которые мы наблюдаем в мозгу у детей с церебральным параличом, как правило, более распространены, что также означает большую изменчивость».
«На самом деле мы многого не знаем об интеграции двигательного и сенсорного развития у типично развивающихся младенцев». —Клаудио Л. Ферре
В последнем проекте Ферре использует аппарат fNIRS для изучения активности мозга, когда младенцы двигают руками. Младенцы в исследовании носят небольшую шапочку, покрытую оптодами — оптическими датчиками, которые передают и принимают инфракрасный свет, который проходит примерно от 5 до 10 миллиметров под черепом. Отслеживая, сколько света поглощается и сколько отражается обратно, он может увидеть, какие части мозга потребляют больше всего кислорода для силовой активности, а какие нет.
«Свет проникает, просто рассеивается через скальп и череп в мозг и поглощается гемоглобином», — говорит Дэвид Боас, профессор биомедицинской инженерии BU и пионер fNIRS, который работает с Ферре. «Когда есть мозговая активность, она модулирует концентрацию гемоглобина, и мы можем получить карты мозговой активности».
«Когда есть мозговая активность, она модулирует концентрацию гемоглобина, и мы можем получить карты мозговой активности».
Поскольку fNIRS не требует, чтобы субъекты лежали неподвижно, за ними можно наблюдать во время выполнения рутинных действий; младенцы в проекте Ферре лежат на игровом коврике или сидят на коленях у воспитателя.
Эту технологию Боас использует и с другими исследователями Сарджента, создавая карты мозга во время восстановления после инсульта и лечения болезни Паркинсона. Он также сотрудничает со Свати Кираном, заместителем декана по исследованиям, и Терри Эллисом, заведующим кафедрой физиотерапии и спортивной подготовки, над разработкой новой, еще более портативной технологии fNIRS. Существующие версии по-прежнему требуют, чтобы субъекты были привязаны к машине, хотя и с использованием очень длинных кабелей, но они работают над универсальной носимой системой, которая, по словам Боаса, «позволит проводить нейровизуализацию в повседневном мире».
Сопоставление движения с мыслью
Ферре начинает типичный сеанс fNIRS, измеряя пять минут спонтанных движений у младенцев, некоторые из которых находятся в группе риска церебрального паралича, некоторые нет, и все в возрасте от двух до шести месяцев.
«Они еще не тянутся к предметам, они мало что делают своими конечностями — это не то, что мы бы назвали умелым двигательным поведением», — говорит он. «То, что они делают, — это своего рода ерзание, и поэтому мы собираемся использовать несколько носимых датчиков на запястьях и чуть ниже плеча, которые, по сути, отслеживают эти движения и наблюдают за активностью мозга с помощью fNIRS».
Он также разработал новые устройства, в том числе одно, созданное в сотрудничестве со студентом инженерного колледжа BU Мануэлем Соболем (ENG’22), для стимуляции рук младенцев и контроля их подергиваний и ощущений. Он говорит, что сопоставление действий с активностью мозга особенно полезно для младенцев с черепно-мозговой травмой.
«Обычно при повреждении нервной системы части мозга, которые должны были бы контролировать движение, перестают быть активными или становятся менее активными», — говорит Ферре, который также имеет опыт психологии и кинезиологии и ведет курс по функциональным движениям. . Наблюдение за тем, как начинают действовать незатронутые области мозга, поможет ему увидеть, как мозг реорганизуется после травмы.
. Наблюдение за тем, как начинают действовать незатронутые области мозга, поможет ему увидеть, как мозг реорганизуется после травмы.
Через год Ферре снова свяжется с детьми из группы риска, чтобы подтвердить все диагнозы церебрального паралича и снова проверить их активность. Он надеется, что исследование раскроет взаимосвязь между двигательным и сенсорным развитием не только у детей с расстройствами, но и у населения в целом.
«На самом деле мы многого не знаем об интеграции двигательного и сенсорного развития у типично развивающихся младенцев, — говорит Ферре. Текущая теория состоит в том, что ранние неконтролируемые извивающиеся движения и рефлекторные движения учат мозг тому, как работает движение, обеспечивая основу для более преднамеренного и точного контроля над конечностями. «В начале развития спонтанные движения генерируются подкорковыми и спинальными путями. Но каждый раз, когда происходят эти движения, они дают младенцу возможность узнать, как его конечности перемещаются в пространстве».
Несмотря на потенциал исследования, есть одна вещь, в которой Ферре и Боас не смогут помочь семьям в их исследовании: как засунуть машущего ногами младенца в этот подгузник.
Читать другие истории от Внутри Сарджента
Тонкая настройка законов природы
Только для подписчиков
Войти
или Подпишитесь сейчас на аудиоверсию
Наш «древний инстинкт удивления», как предполагает Г.К. Честертон, пробуждается, когда мы думаем, что мир мог быть совсем другим. Возможности существования исследуются в сказках и вызывают у детей бесконечные вопросы о том, почему Вселенная такая, какая она есть. Такое любопытство, если его не остановить в юности, может легко перерасти в карьеру физика.
В самых глубоких теориях космоса физиков есть несколько нерешенных вопросов. Они оставляют открытым набор возможностей — способов, которыми наша вселенная могла быть .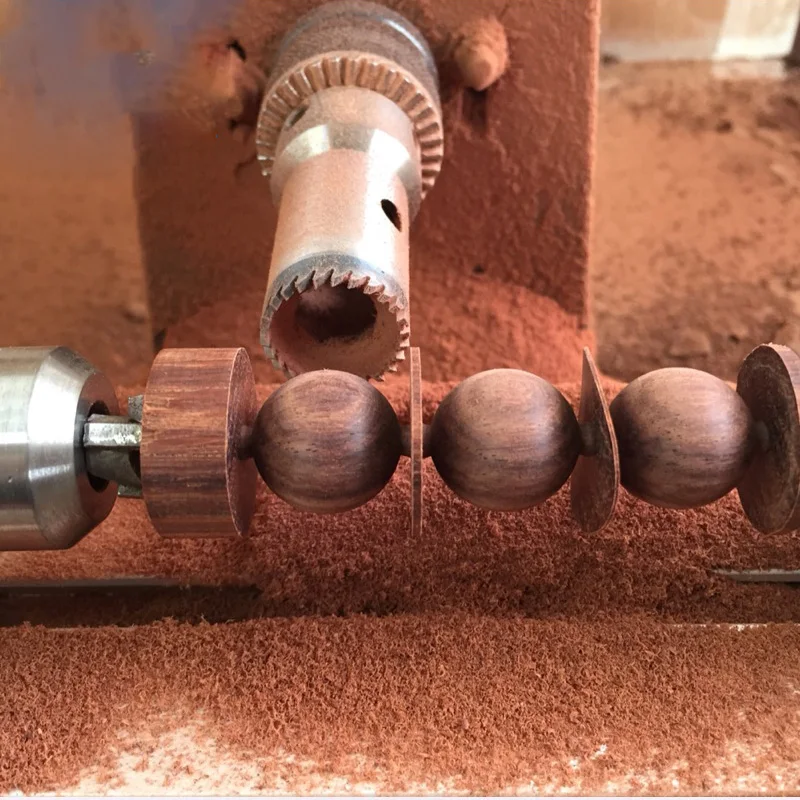 Они описывают нашу вселенную, но с такой же легкостью могут описывать и вселенные, которые начинались иначе или имеют другие фундаментальные свойства. Если мы хотим знать, почему вселенная такая, какая она есть, нам нужно знать, почему из всех возможных наша вселенная является настоящей. Точно так же, как наука осветила наше место в Солнечной системе, галактике и Вселенной в целом, мы должны рассмотреть наше место в законах природы.
Они описывают нашу вселенную, но с такой же легкостью могут описывать и вселенные, которые начинались иначе или имеют другие фундаментальные свойства. Если мы хотим знать, почему вселенная такая, какая она есть, нам нужно знать, почему из всех возможных наша вселенная является настоящей. Точно так же, как наука осветила наше место в Солнечной системе, галактике и Вселенной в целом, мы должны рассмотреть наше место в законах природы.
Физики склонны представлять себе развитие науки двояко. Экспериментатор мечтает о новых данных, опровергающих наши нынешние теории. Например, в 1905 году Анри Пуанкаре назвал элемент радий «великим революционером современности», веществом, которое месяцами светилось без видимого источника энергии. Возможно, энергия не сохраняется, или, возможно, атомы имеют огромный внутренний резервуар энергии. В любом случае, что-то в физике должно было измениться.
Теоретик, с другой стороны, ищет творческого понимания, которое объясняет мир более простым, элегантным и единым способом. Например, когда астронавт программы «Аполлон» Дэвид Скотт уронил на Луну молоток и перо, они упали на землю одновременно. Это была яркая иллюстрация давно понятной, но все еще противоречащей здравому смыслу истины о том, что вес не определяет скорость падения объекта. Но потребовался гений Эйнштейна, рассуждающего теоретически, чтобы показать, что гравитация — это искривление пространства и времени, и что это объясняет, почему молоток и перо падают вместе — искривление пространства и времени, вызванное массой Луны, одинаково для обоих, и поэтому оба движутся по одним и тем же локально прямым траекториям вдоль кривизны пространства-времени.
Например, когда астронавт программы «Аполлон» Дэвид Скотт уронил на Луну молоток и перо, они упали на землю одновременно. Это была яркая иллюстрация давно понятной, но все еще противоречащей здравому смыслу истины о том, что вес не определяет скорость падения объекта. Но потребовался гений Эйнштейна, рассуждающего теоретически, чтобы показать, что гравитация — это искривление пространства и времени, и что это объясняет, почему молоток и перо падают вместе — искривление пространства и времени, вызванное массой Луны, одинаково для обоих, и поэтому оба движутся по одним и тем же локально прямым траекториям вдоль кривизны пространства-времени.
Экспериментаторы все еще изучают сложные явления, такие как турбулентность и сверхпроводники, все еще проводят новые наблюдения с помощью суперколлайдеров, космических телескопов и других инструментов, все еще находят всевозможные необъяснимые данные, над которыми теоретики должны ломать голову. Однако в основе всех этих усилий лежит вопрос, который беспокоил физиков с тех пор, как Фалес впервые постулировал, что вода является объединяющим принципом космоса: каковы самые фундаментальные законы и принципы природы?
Сегодня наше глубочайшее понимание законов природы суммировано в наборе уравнений. Используя эти уравнения, мы можем производить очень точные расчеты самых элементарных физических явлений, расчеты, которые подтверждаются экспериментальными данными. Но чтобы сделать эти предсказания, мы должны добавить некоторые числа, которые сами по себе не могут быть рассчитаны, но получены из измерений некоторых из самых основных характеристик физической вселенной. Эти числа определяют такие важнейшие величины, как массы элементарных частиц и силы их взаимодействий. После обширных экспериментов в самых разных условиях физики обнаружили, что эти числа не меняются в разное время и в разных местах, поэтому их называют фундаментальными константами природы.
Используя эти уравнения, мы можем производить очень точные расчеты самых элементарных физических явлений, расчеты, которые подтверждаются экспериментальными данными. Но чтобы сделать эти предсказания, мы должны добавить некоторые числа, которые сами по себе не могут быть рассчитаны, но получены из измерений некоторых из самых основных характеристик физической вселенной. Эти числа определяют такие важнейшие величины, как массы элементарных частиц и силы их взаимодействий. После обширных экспериментов в самых разных условиях физики обнаружили, что эти числа не меняются в разное время и в разных местах, поэтому их называют фундаментальными константами природы.
Эти константы представляют край наших знаний. Ричард Фейнман назвал одну из них — постоянную тонкой структуры, характеризующую величину электромагнитной силы между заряженными элементарными частицами, такими как электроны, — «одной из 90 509 величайших 90 510 чертовых загадок физики: 90 509 магического числа , которое приходит к нам ни с того, ни с сего. понимание человеком». Инновационная, элегантная физическая теория, действительно предсказывающая значения этих констант, могла бы стать одним из величайших достижений физики двадцать первого века.
понимание человеком». Инновационная, элегантная физическая теория, действительно предсказывающая значения этих констант, могла бы стать одним из величайших достижений физики двадцать первого века.
Многие пытались и потерпели неудачу. Постоянная тонкой структуры, например, приблизительно равна 1/137, числу, которое вдохновило многих бесполезных нумерологов даже у некоторых серьезных ученых. Большинство физиков получили незапрошенные электронные письма и рукописи от чрезмерно возбужденных любителей, которые провозглашают, часто ВСЕМИ ЗАГЛАВНЫМИ буквами и используя школьную алгебру, что открыли тайны Вселенной, объяснив константы природы.
Поскольку физики не обнаружили глубокой причины того, почему эти константы такие, какие они есть, мы вполне можем задать, казалось бы, простой вопрос: что, если бы они были другими? Что произошло бы в гипотетической Вселенной, в которой фундаментальные константы природы имели бы другие значения?
Нет ничего математически неправильного в этих гипотетических вселенных. Но есть одна вещь, которой им почти всегда не хватает — жизни. Или вообще что-то отдаленно напоминающее жизнь. Или даже сложность, от которой зависит жизнь, чтобы хранить информацию, собирать питательные вещества и размножаться. Вселенная, которая имеет лишь небольшие изменения в фундаментальных константах, может не иметь никаких химических связей, которые дают нам молекулы, поэтому попрощайтесь с ДНК, а также с камнями, водой и планетами. Другие настройки могут сделать невозможным образование звезд или даже атомов. А при некоторых значениях физических констант Вселенная исчезла бы за долю секунды. То, что все константы устроены так, что, с математической точки зрения, это очень невероятная комбинация, которая делает возможной нашу огромную, сложную, содержащую жизнь Вселенную, — это то, что физики имеют в виду, когда говорят о «тонкой настройке» Вселенной для жизни.
Настройка констант
Давайте рассмотрим несколько примеров многочисленных и разнообразных последствий вмешательства в фундаментальные константы природы, начальные условия Вселенной и математическую форму самих законов.
Вы состоите из клеток; клетки состоят из молекул; молекулы атомов; и атомы протонов, нейтронов и электронов. Протоны и нейтроны, в свою очередь, состоят из кварков. Мы не видели никаких доказательств того, что электроны и кварки состоят из чего-то более фундаментального (хотя помимо кварков и электронов были обнаружены и другие фундаментальные частицы, такие как недавний знаменитый бозон Хиггса). Результаты всех наших исследований фундаментальных строительных блоков материи и энергии суммированы в Стандартной модели физики элементарных частиц, которая по существу представляет собой одно длинное внушительное уравнение. В этом уравнении есть двадцать шесть констант, описывающих массы пятнадцати элементарных частиц, а также значения, необходимые для расчета сил между ними, и некоторые другие. Мы измерили массу электрона примерно в 90,1 x 10 90 540 -28 90 541 грамм, что на самом деле очень мало — если бы каждый электрон в яблоке весил столько же, сколько песчинка, яблоко весило бы больше, чем гора Эверест. Две другие фундаментальные составляющие атома, верхний и нижний кварки, немного крупнее: 4,1 х 10 90 540 -27 90 541 и 8,6 х 10 90 540 -27 90 541 грамма соответственно. Эти числа относительно друг друга и других констант Стандартной модели представляют собой загадку для физики. Как и константа тонкой структуры, мы не знаем, почему они такие, какие они есть.
Тем не менее, мы можем рассчитать все случаи, когда Вселенная могла бы стать катастрофически непригодной для жизни, если бы массы этих частиц были другими. Например, если бы масса нижнего кварка была 2,6 x 10 90 540 -26 90 541 грамма или больше, то прощай, периодическая таблица! Был бы только один химический элемент и никаких химических соединений, что резко контрастирует с примерно 60 миллионами известных химических соединений в нашей Вселенной.
С еще меньшими корректировками этих масс мы можем создать вселенные, в которых единственным стабильным элементом будет водородоподобный. Еще раз попрощайтесь со своим учебником по химии, так как у нас останется один тип атома и одна химическая реакция. Если бы верхний кварк весил 2,4 x 10 -26 грамм, все было бы еще хуже — вселенная, состоящая только из нейтронов, без элементов, без атомов и вообще без химии.
Вселенная, которую мы имеем, настолько удивительна в Стандартной модели, потому что элементарные частицы, из которых состоят атомы, по словам космолога Леонарда Сасскинда, «абсурдно легки». По сравнению с диапазоном возможных масс, которые могли бы иметь частицы, описываемые Стандартной моделью, диапазон, позволяющий избежать катастроф такого рода, уничтожающих сложность, чрезвычайно мал. Представьте себе огромную классную доску, каждая точка на которой представляет возможное значение масс верхнего и нижнего кварков. Если бы мы хотели раскрасить части доски, которые поддерживают химию, лежащую в основе жизни, и сделать так, чтобы наши работы были видны человеческому глазу, доска должна была бы иметь высоту около десяти световых лет (сто триллионов километров).
И это только для масс некоторых элементарных частиц. Есть также фундаментальные силы, которые объясняют взаимодействие между частицами. Сильное ядерное взаимодействие, например, — это клей, который скрепляет протоны и нейтроны в ядрах атомов. Если в гипотетической вселенной оно слишком слабое, то ядра нестабильны и периодическая таблица снова исчезает. Если оно слишком сильное, то сильное тепло ранней Вселенной могло превратить весь водород в гелий, а это означает, что воды не могло быть и что 99,97% из 24 миллионов открытых нами соединений углерода также были бы невозможны. И, как показывает диаграмма справа, силы, как и массы, должны находиться в правильном равновесии. Если электромагнитная сила, отвечающая за притяжение и отталкивание заряженных частиц, слишком сильна или слишком слаба по сравнению с сильным ядерным взаимодействием, все, от звезд до химических соединений, будет невозможно.
Звезды особенно привередливы, когда дело доходит до фундаментальных констант. Если массы элементарных частиц не чрезвычайно малы, то звезды выгорают очень быстро. Звезды в нашей Вселенной также обладают замечательной способностью производить как углерод, так и кислород, два наиболее важных элемента в биологии. Но изменения всего на несколько процентов масс верхних и нижних кварков или сил, удерживающих атомы вместе, достаточно, чтобы нарушить эту способность — звезды сделают либо углерод или кислород, но не оба.
Что, если мы подкорректируем только две фундаментальные константы? На этом рисунке показано, как выглядела бы Вселенная, если бы сила сильного ядерного взаимодействия (которое удерживает атомы вместе) и значение постоянной тонкой структуры (которая представляет силу электромагнитного взаимодействия между элементарными частицами) были выше или ниже, чем они в этой вселенной. Маленькая белая полоска показывает, где жизнь может использовать всю сложность химии и энергию звезд. Внутри этой области маленький «x» отмечает место, где эти константы установлены в нашей собственной вселенной.
Похоже, что числа, характеризующие нашу вселенную в целом, точно настроены. В 1998 году астрономы обнаружили, что в нашем космосе существует форма энергии с необычным свойством «отрицательного давления», которая действует как отталкивающая форма гравитации, вызывая ускорение расширения Вселенной. В наборе возможных значений этой «темной энергии» подавляющее большинство либо заставляют Вселенную расширяться так быстро, что никакая структура никогда не сможет сформироваться, либо заставляют Вселенную схлопываться обратно в себя через несколько мгновений после возникновения.
За пределами констант
Отсутствие объяснения фундаментальных констант в Стандартной модели предполагает, что предстоит еще много работы. Физик элементарных частиц Дэвид Гросс любит цитировать Уинстона Черчилля своим коллегам-ученым, когда дело доходит до объяснения кажущихся произвольными констант природы в Стандартной модели: «никогда, никогда, никогда не сдавайся!»
Возможно, когда-нибудь, если Стандартная модель будет заменена более совершенной теорией, физикам не придется задумываться об этих константах, потому что они будут заменены математическими формулами, полученными из глубокого закона природы. Если — или когда — физики смогут с уверенностью сказать, почему константы природы не могли быть иными, тогда больше не будет смысла говорить о последствиях изменения их значений, и тогда точная настройка будет гораздо менее таинственной.
Опять же, даже теория, свободная от произвольных констант, не обязательно объясняет, почему Вселенная порождает живых существ, подобных нам. Если эти вожделенные более глубокие уравнения хоть чем-то похожи на все уравнения физики до сих пор, то они тоже потребуют начальных условий. Законы определяют, как материя Вселенной ведет себя в данном сценарии; они не определяют сценарий.
Более фундаментально, самое большее, что следует из теории отсутствия констант, заключается в следующем: если вы хотите рассматривать разные вселенные, вам нужно рассматривать разные законы, а не просто разные константы в одних и тех же законах. Таким образом, вместо того, чтобы говорить о тонкой настройке констант, мы должны рассмотреть тонкую настройку симметрий и абстрактных принципов. Может быть, это просто счастливое совпадение, что они создают в нашей Вселенной свойства и взаимодействия, необходимые для сложных структур, таких как жизнь? По словам Фрэнка Вильчека, который разделил Нобелевскую премию по физике 2004 года с Дэвидом Гроссом, это понятие «действительно вызывает недоверие». И, как написали Бернард Карр и Мартин Рис в заключении влиятельной ранней статьи о проблеме тонкой настройки, «все равно было бы замечательно, если бы соотношения, продиктованные физической теорией, оказались также благоприятными для жизни».
Другие вселенные?
Другой подход к проблеме точной настройки исходит из дисциплины космологии, изучающей происхождение и структуру Вселенной. Одной из наиболее важных ранних современных наук была космология, а именно работа Коперника, Кеплера и Галилея по открытию структуры Солнечной системы. В 1596 году Кеплер представил прекрасную математическую теорию для объяснения некоторых важных космических чисел: расстояний до шести (известных) планет. В его модели планеты перемещались по набору вложенных друг в друга небесных сфер с центром на Солнце. Внутри каждой сферы находилось одно из пяти платоновых тел — октаэдр, икосаэдр, додекаэдр, тетраэдр и куб. Правильно устроенные, эти шесть сфер, разделенных пятью Платоновыми телами, правильно разнесли планеты, насколько мог сказать кто-либо в конце шестнадцатого века, и, более того, это объясняло, почему планет было только шесть. Увы, эта красивая гипотеза была убита безобразными фактами: в Солнечной системе более шести планет, и, во всяком случае, планеты не следуют круговым орбитам, описанным Кеплером. Эта модель была слишком простой, слишком идеализированной; реальная солнечная система сформирована частично случайно и случайно, образовавшись из коллапсирующего, турбулентного диска газа и пыли, окружающего молодое солнце. Факты о нашей солнечной системе, такие как расстояния между нашим солнцем и нашими планетами и форма их орбит, являются локальными переменными, а не глубокими истинами, записанными в законах природы. Они могли быть другими; в тысячах других планетных систем, которые мы наблюдали в последние десятилетия, они отличаются от .
Ну и что, если поиски золотой формулы для таких характеристик нашей Вселенной, как постоянная тонкой структуры, так же обречены, как платоновская Солнечная система Кеплера? Что, если эта «константа» на самом деле всего лишь локальная переменная среды, а не что-то неизменное, записанное в законах природы? Мы исследовали фундаментальные константы, используя наблюдения далекой Вселенной, и обнаружили, что они не изменились. Но, конечно, мы можем видеть так далеко и так подробно только с помощью наших телескопов. Было бы удивительно, если бы нет из двух десятков наших констант оказались переменными?
Подумайте, что это означает для вопроса тонкой настройки. Если «константы» на самом деле меняются от места к месту и время от времени, то правильная комбинация констант для жизни обязательно окажется 90 509 где-то 90 510. И, конечно, жизнь может существовать только в благоприятных для жизни регионах. Такое объяснение имеет аналогию в Солнечной системе: почему Земля, планета, на которой мы живем, вращается вокруг Солнца в узкой полосе, что позволяет ее температуре оставаться в основном на уровне, необходимом для жидкой воды? Потому что вокруг много планет и звезд, и гораздо более вероятно, что живые существа эволюционировали, чтобы задавать эти вопросы на планетах с жидкой водой.
Другие планеты — это одно; другие вселенные совсем другие. Некоторые из наших теорий о самых ранних состояниях нашего космоса могут подразумевать, что мы живем в большой, разнообразной «мультивселенной». Кроме того, некоторые теории, расширяющие Стандартную модель, показывают, как константы могли перетасовываться в ранней Вселенной. Но физика гипотезы мультивселенной спекулятивна, как и ее экстраполяция на вселенную в целом. И нет никакой надежды на то, что прямые наблюдения подтвердят эти идеи и помогут превратить их в зрелые научные теории.
Тем не менее, конкретных мультивселенных гипотез могут быть проверены, по крайней мере, до некоторой степени. Рассмотрим следующий пример в качестве аналогии: Алиса предсказывает, что некая фабрика будет производить девяносто девять красных изделий и одно синее изделие. Боб предсказывает обратное: девяносто девять синих и один красный. С фабрики приходит один пакет, и они открывают его, чтобы найти красный виджет. Хотя ни одна из теорий не подтверждена и не опровергнута окончательно, факты явно благоприятствуют Алисе. Теперь сравните две теории мультивселенной: первая предсказывает, что из ста вселенных, содержащих жизнь, девяносто девять будут также содержать темную энергию, а вторая предсказывает, что только одна из ста будет содержать темную энергию. Наше наблюдение, что наша собственная Вселенная содержит темную энергию, подтверждает первую теорию. Хотя единственная вселенная, которую мы можем наблюдать, пригодна для жизни, мы все же можем проверить теории мультивселенной, задав вопрос, является ли наша вселенная девятой.0509 типичных допускающих жизнь вселенных в теории.
Это наука? С одной стороны, гипотезы мультивселенной — это физические теории, которые делают предсказания о нашей Вселенной, а именно о константах природы. Именно эти константы — это то место, где наши нынешние теории исчерпали идеи, поэтому разработка теории, которая предсказывала бы их, даже в виде статистического ансамбля, была бы впечатляющим достижением. С другой стороны, главное преимущество теории мультивселенной — все эти другие вселенные с другими фундаментальными константами — навсегда останется за пределами подтверждения наблюдениями. И даже если мы постулируем существование мультивселенной, нам все равно потребуется более фундаментальная теория, объясняющая, как генерируются все эти вселенные, что может привести к тем же самым проблемам тонкой настройки.
Статистика и особенности
Очевидная тонкая настройка вселенной для жизни также поднимает множество интересных философских вопросов. В других областях науки обычно можно получить больше доказательств — просто проведите эксперимент еще раз или продолжайте искать явления, предсказываемые теорией. Но в космологии наши телескопы могут видеть только так далеко. Возможно, отчаянные научные вопросы требуют отчаянных научных мер.
За последние несколько десятилетий развитие математических исследований вероятности дало ученым новые инструменты для проверки физических теорий. Прежние взгляды на вероятность основывались на так называемой частотной статистике. При таком ортодоксальном взгляде на статистику слово «вероятность» означает что-то вроде фактической частоты события в эксперименте; утверждение, что вероятность того, что монета упадет орлом, равна 50 %, просто означает, что если вы подбросите монету 100 раз, частота выпадения орла будет около 50. Новый взгляд на вероятность называется байесовским, по имени Томаса Байеса, восемнадцатого. теолог и математик века, чья давно забытая работа легла в основу байесовской теории вероятности. Вместо того, чтобы рассматривать вероятность как частоту событий в эксперименте, байесовцы рассматривают вероятность с точки зрения степени правдоподобия. С помощью байесовской вероятности мы можем сравнить, насколько вероятны различные теории в свете имеющихся данных.
Имея в руках байесовский набор инструментов, нам не нужно настаивать на строгом разграничении между ответственной экстраполяцией и безрассудными предположениями. Если «успешных» теорий мультивселенной — тех, которые правильно предсказывают наши фундаментальные константы — пруд пруди, то ни одна из них не будет особенно вероятной в свете имеющихся у нас данных. Подумайте о детективе, исследующем мертвое тело, безупречно чистом месте преступления и комнате, полной подозреваемых; без дополнительных доказательств дело останется нераскрытым. В качестве альтернативы, если фундаментальные теории пространства, времени и материи обеспечивают простой и хорошо обоснованный в известной физике механизм создания разнообразного ансамбля вселенных, тогда мультивселенная может найти место в науке как разумная экстраполяция хорошо проверенная теория. Или, что не менее важно, его можно отбросить не как непроверенное предположение, а как научную ошибку. В настоящее время ни одна теория мультивселенной не может претендовать на то, чтобы быть проверенной в такой степени.
Более того, ничто в байесовском подходе не ограничивает его применение утверждениями о физическом мире. Вероятности — это степени правдоподобия, и в принципе их можно применять везде, куда ведет человеческое любопытство. Даже если точные расчеты числовых значений невозможны, мы можем задать правильные вопросы.
При рассмотрении этих проблем важен наш подход к вероятности. Тонкая настройка Вселенной для жизни предлагает нам представить, что наше случайное космическое окружение равно невероятно . Кажется, что случайное вращение космических циферблатов почти наверняка приведет к тому, что вселенная не сможет создать и поддерживать сложность, необходимую для жизни. Но если вероятности должны диктоваться физическими теориями и относиться к физическим событиям, как полагает частотник, то мы не можем сказать, что наши константы маловероятны. У нас нет физической теории, стоящей над константами и сообщающей нам, что они маловероятны.
Однако в рамках байесовского подхода вероятности не ограничиваются физическими теориями. Мы можем заявить, что, например, натурализм — идея о том, что физические вещи — это все, что в основе своей существует, — не дает нам оснований ожидать, что какая-то конкретная вселенная или набор законов или констант более вероятны, чем какие-либо другие, потому что не существует истинных фактов. о Вселенной, которые стоят выше окончательных законов природы. Согласно натурализму, нет объяснения, почему именно этот, а не какой-либо другой окончательный закон, почему вообще какой-либо закон, почему математический закон; никакого объяснения, говоря словами Стивена Хокинга, того, что «вдыхает огонь в уравнения и создает вселенную, которую они могут описать». Подобно неосведомленному сыщику в большой комнате подозреваемых, вероятность натурализма находится во власти любого возможного способа, которым могла бы быть конкретная реальность.
А что, если однажды перед нами раскроется Абсолютный Закон Природы, словно разгаданный кроссворд? Что бы мы ни думали об этом законе, оно должно быть, так сказать, глубже физики. Мы будем думать о науке, то есть будем заниматься философией. Даже если единственным фактом о том, что находится за пределами физики, является то, что «нет ничего за пределами физики», мы должны помнить, что это утверждение о физике, а не о физике.
Натурализм — не единственная игра в городе, когда дело доходит до объяснения того, почему какой-то закон природы может быть высшим. Его конкуренты включают аксиархизм , точка зрения, что моральная ценность, такая как добродетель воплощенных, свободных, сознательных моральных агентов, таких как мы, может объяснить существование одного типа вселенной, а не другого; или, по словам Джона Лесли, главного сторонника теории, это «теория о том, что мир существует, потому что он должен». Теизм — еще одна альтернатива, согласно которой Бог создал вселенную, ее фундаментальные законы и константы. Эти две точки зрения могут сократить список возможных объяснений фундаментальных законов природы, отдавая предпочтение тем возможным вселенным, которые допускают существование таких ценных форм жизни, как мы. Предполагая, что фундаментальные физические принципы откалиброваны, чтобы сделать возможным существование таких существ, как мы, исследования тонкой настройки, похоже, подтверждают такого рода теории. Полная оценка их достоинств также должна учитывать их относительную простоту и другие аспекты человеческого существования, такие как добро, красота и страдание.
Мы особенные? Это не тот вопрос, которым обычно задается наука, и не зря — у нас нет спецометра. И все же некоторые наблюдения занимают особое место в науке. Слабые помехи, обнаруженные в 1964 году антенной Арно Пензиаса и Роберта Уилсона, казались ничем не примечательными; все научные приборы страдают от шума. Только когда этот эксперимент привлек внимание Роберта Дике и его коллег из Принстонского университета, стало понятно, что они открыли космический микроволновый фон, реликт ранней Вселенной.
Факты могут иметь особое значение для теории. То есть они могут быть особенными из-за того, что мы можем сделать из них вывод. Тонкая настройка показывает, что в этом смысле жизнь может быть необычайно особенной. Способность нашей Вселенной создавать и поддерживать жизнь действительно редка; вполне объяснимый, но пока необъяснимый факт. Это может указать путь к более глубокой физике, или за пределы этой вселенной, или даже к принципам, лежащим за пределами окончательных законов природы.
Тонкая настройка внеклеточной среды ускоряет получение почечных органоидов из плюрипотентных стволовых клеток человека
Abstract
Создание органоидов является одним из крупнейших научных достижений в области регенеративной медицины. Здесь, удлиняя время, в течение которого человеческие плюрипотентные стволовые клетки (hPSCs) подвергались воздействию трехмерной микросреды, и применяя определенные почечные индуктивные сигналы, мы создали почечные органоиды, которые транскриптомически соответствовали почкам плода человека во втором триместре. Мы подтвердили эти результаты, используя анализы ex vivo и in vitro, моделирующие развитие почек. Кроме того, мы разработали метод трансплантации, в котором используется хориоаллантоисная мембрана цыпленка. Этот подход создал мягкую микросреду in vivo, которая способствовала росту и дифференцировке имплантированных почечных органоидов, а также обеспечила сосудистый компонент. Жесткость микроокружения хориоаллантоисной мембраны in ovo была воспроизведена in vitro путем изготовления податливых гидрогелей. Эти биоматериалы способствовали эффективному образованию почечных везикул и структур нефрона, демонстрируя, что мягкая среда ускоряет дифференцировку почечных органоидов, происходящих из hPSC.
Это предварительный просмотр содержимого подписки, доступ через ваше учреждение
Соответствующие статьи
Статьи открытого доступа со ссылками на эту статью.
Васкулогенез в органоидах почек при трансплантации
- Марий Конинг
- , Себастьен Дж.
 Дюма
Дюма - … Тон Дж. Рабелинк
npj Регенеративная медицина
Открытый доступ
19 августа 2022 г.Производство почечных органоидов, расположенных вокруг отдельных почек мочеточников и содержащих эндогенные кровеносные сосуды, исключительно из эмбриональных стволовых клеток.
- Анвар А. Палаккан
- , Джулия Тарник
- … Джейми А. Дэвис
Научные отчеты
Открытый доступ
22 июля 2022 г.Органоиды человека в фундаментальных исследованиях и клинических применениях
- Сяо-Ян Тан
- , Шаньшань Ву
- … Ян Лю
Передача сигналов и таргетная терапия
Открытый доступ
24 мая 2022 г.
Варианты доступа
Подписаться на журнал
Получить полный доступ к журналу на 1 год
118,99 €
всего 9,92 € за выпуск
Подписаться
Расчет налогов будет завершен во время оформления заказа.
Купить статью
Получите ограниченный по времени или полный доступ к статье на ReadCube.
32,00 $
Купить
Все цены указаны без учета стоимости.
Рис. 1: Эффективное получение почечных органоидов в 3D-культуре. Рис. 2: Органоиды почек моделируют органогенез почек человека in vitro. Рис. 3: Васкуляризация органоидов почек in vivo с использованием САМ цыплят. Рис. 4: Мягкие гидрогели ускоряют дифференцировку почечных органоидов.
Наличие кода
Коды MATLAB можно запросить у соответствующего автора.
Доступность данных
Данные RNA-Seq общедоступны в Gene Expression Omnibus (GEO, http://www.ncbi.nlm.nih.gov/geo) под номерами доступа GSE108349, GSE108350 и GSE108351. Все оставшиеся наборы данных, подтверждающие результаты, описанные здесь, доступны в статье и ее дополнительных информационных файлах. Кроме того, данные доступны от соответствующего автора по обоснованному запросу.
Ссылки
Taguchi, A. et al. Переопределение in vivo происхождения метанефрических предшественников нефрона позволяет генерировать сложные почечные структуры из плюрипотентных стволовых клеток. Cell Stem Cell 14 , 53–67 (2014).
КАС
СтатьяGoogle ученый
Lam, A.Q. et al. Быстрая и эффективная дифференцировка плюрипотентных стволовых клеток человека в промежуточную мезодерму, которая образует канальцы, экспрессирующие маркеры проксимальных канальцев почек. J Am Soc Нефрол. 25 , 1211–1225 (2014).
КАС
СтатьяGoogle ученый
Morizane, R. et al. Органоиды нефрона, полученные из плюрипотентных стволовых клеток человека, моделируют развитие и повреждение почек.
Нац. Биотехнолог. 33 , 1193–1200 (2015).КАС
СтатьяGoogle ученый
Фридман Б.С. и др. Моделирование заболевания почек с помощью CRISPR-мутантных почечных органоидов, полученных из плюрипотентных сфероидов эпибласта человека. Нац. коммун. 6 , 8715 (2015).
КАС
СтатьяGoogle ученый
Тойохара, Т. и др. Клеточная терапия с использованием индуцированных человеком плюрипотентных стволовых клеток, полученных из тенальных клеток-предшественников, улучшает острое повреждение почек у мышей. Стволовые клетки Перевод. Мед. 4 , 980–992 (2015).
КАС
СтатьяGoogle ученый
Имберти, Б. и др. Почечные предшественники, полученные из ИПСК человека, приживаются и восстанавливают функцию в мышиной модели острого повреждения почек.
Науч. Респ. 5 , 8826 (2015).Артикул
Google ученый
Xia, Y. et al. Направленная дифференцировка плюрипотентных клеток человека в клетки-предшественники зачатка мочеточника. Нац. Клеточная биол. 15 , 1507–1515 (2013).
КАС
СтатьяGoogle ученый
Такасато, М. и др. Направление дифференцировки эмбриональных стволовых клеток человека в сторону почечной линии приводит к самоорганизующейся почке. Нац. Клеточная биол. 16 , 118–126 (2014).
КАС
СтатьяGoogle ученый
Такасато, М. и др. Органоиды почек из iPS-клеток человека содержат несколько клонов и моделируют нефрогенез человека. Природа 526 , 564–568 (2015).
КАС
СтатьяGoogle ученый
Musah, S. et al. Зрелые подоциты человека, полученные из индуцированных плюрипотентных стволовых клеток, восстанавливают функцию гломерулярной капиллярной стенки почек на чипе. Нац. Биомед. англ. 1 , 0069 (2017).
Артикул
Google ученый
Cruz, N.M. et al. Органоидный кистогенез выявляет критическую роль микроокружения при поликистозе почек человека. Нац. Матер. 16 , 1112–1119 (2017).
КАС
СтатьяGoogle ученый
Руст, М. С. и др. KeyGenes, инструмент для исследования дифференцировки тканей с использованием транскрипционного атласа плода человека.
Stem Cell Rep. 4 , 1112–1124 (2015).КАС
СтатьяGoogle ученый
Lindström, N. O. et al. Консервативные и дивергентные черты органогенеза почек человека и мыши. Дж. Ам. соц. Нефрол. 29 (3), 785–805 (2018).
Google ученый
Unbekandt, M. & Davies, J.A. Диссоциация эмбриональных почек с последующей реагрегацией позволяет сформировать почечную ткань. Почки Междунар. 77 , 407–416 (2010).
Артикул
Google ученый
Дэвис, Дж. А., Унбекандт, М., Инесон, Дж., Лусис, М. и Литтл, М. Х. Диссоциация эмбриональной почки с последующей реагрегацией как метод химерного анализа. Методы Мол. биол. 886 , 135–146 (2012).
КАС
СтатьяGoogle ученый
Де Бок, К. и др. Роль гликолиза, управляемого PFKFB3, в прорастании сосудов. Cell 154 , 651–663 (2013).
Артикул
Google ученый
Нараянан, К. и др. Эмбриональные стволовые клетки человека дифференцируются в функциональные клетки, подобные проксимальным почечным канальцам. Почки Междунар. 83 , 593–603 (2013).
КАС
СтатьяGoogle ученый
Шармин С. и др. Индуцированные человеком плюрипотентные подоциты, полученные из стволовых клеток, созревают в васкуляризированные клубочки при экспериментальной трансплантации. Дж. Ам. соц. Нефрол.
27 , 1778–1791 (2016).КАС
СтатьяGoogle ученый
Van den Berg, C.W. et al. Почечная подкапсульная трансплантация почечных органоидов, происходящих из ПСХ, индуцирует неоваскулогенез и значительное созревание клубочков и канальцев in vivo. Stem Cell Rep. 10 , 751–765 (2018).
Артикул
Google ученый
Ribatti, D. Хориоаллантоисная мембрана куриного эмбриона как полезный инструмент для изучения ангиогенеза. Междунар. Рев. ячейка Мол. биол. 270 , 181–224 (2008).
КАС
СтатьяGoogle ученый
Cimpean, A.M., Ribatti, D. & Raica, M. Хориоаллантоисная мембрана куриного эмбриона как модель для изучения метастазирования опухоли. Ангиогенез 11 , 311–319 (2008).
Артикул
Google ученый
Вининг, К. Х. и Муни, Д. Дж. Механические силы управляют поведением стволовых клеток при развитии и регенерации. Нац. Преподобный Мол. Клеточная биол. 18 , 728–742 (2017).
КАС
СтатьяGoogle ученый
Пжибыла, Л., Лакинс, Дж. Н. и Уивер, В. М. Механика тканей управляет Wnt-зависимой дифференцировкой эмбриональных стволовых клеток человека. Cell Stem Cell 19 , 462–475 (2016).
КАС
СтатьяGoogle ученый
Ахмед, К. и др. Глобальная архитектура хроматина отражает плюрипотентность и детерминацию клонов у ранних эмбрионов мышей.
PLoS One 5 , e10531 (2010 г.).Артикул
Google ученый
Theunissen, T.W. & Jaenisch, R. Механизмы регуляции генов в человеческих эмбрионах и плюрипотентных стволовых клетках. Девелопмент 144 , 4496–4509 (2017).
КАС
СтатьяGoogle ученый
Эндрюс, С. FastQC: инструмент контроля качества для высокопроизводительных данных последовательностей. http://www.bioinformatics.babraham.ac.uk/projects/fastqc (2010 г.).
Jiang, H., & Lei, R. & Ding, S.W. & Zhu, S. Skewer: Быстрый и точный адаптер-триммер для секвенирования парных концов нового поколения. БМК Биоинформ. 15 , 182 (2014).
Артикул
Google ученый
Добин А. и др. STAR: сверхбыстрый универсальный выравниватель RNA-seq.
Биоинформатика 29 , 15–21 (2013).КАС
СтатьяGoogle ученый
Лав, М. И., Хубер, В. и Андерс, С. Модерированная оценка изменения кратности и дисперсии для данных секвенирования РНК с помощью DESeq2. Геном Биол. 15 , 550 (2014).
Артикул
Google ученый
Лик, Дж. Т. Свасек: удаление пакетных эффектов и других нежелательных шумов из данных секвенирования. Нукл. Кислоты рез. 42 , e161 (2014).
Артикул
Google ученый
Куэ, К.С., Тан, К.Ю., Лам, М.Л. и Ли, Х.Б. Хориоаллантоисная мембрана куриного эмбриона (САМ): альтернативная прогностическая модель в острых токсикологических исследованиях противораковых препаратов. Экспл. Аним. 64 , 129–138 (2015).
КАС
СтатьяGoogle ученый
Yeung, T. et al. Влияние жесткости субстрата на морфологию клеток, структуру цитоскелета и адгезию. Сотовый Motil. Цитоскелет. 60 , 24–34 (2005).
Артикул
Google ученый
Пжибыла, Л., Лакинс, Дж. Н., Суньер, Р., Трепат, X. и Уивер, В. М. Мониторинг распределения сил развития в восстановленном эмбриональном эпителии. Методы 94 , 101–113 (2016).
КАС
СтатьяGoogle ученый
Монтсеррат, Н. и др. Генерация индуцированных плюрипотентных стволовых клеток из клеток проксимальных канальцев почек человека только с двумя факторами транскрипции, OCT4 и SOX2.
Дж. Биол. хим. 287 , 24131–24138 (2012).КАС
СтатьяGoogle ученый
O’Rahilly, R. & Müller, F. Стадии развития человеческих эмбрионов: пересмотренные и новые измерения. Клетки Ткани Органы 192 , 73–84 (2010).
Артикул
Google ученый
Тагучи А. и Нишинакамура Р. Органогенез почки высшего порядка из плюрипотентных стволовых клеток. Cell Stem Cell 21 , 730–746 (2017).
КАС
Статья
Google ученый
Lindström, N. O. et al. Интегрированная передача сигналов β-катенина, BMP, PTEN и Notch формирует нефрон. eLife 3 , e04000 (2014).
Google ученый
Baiguera, S., Macchiarini, P. & Ribatti, D. Хориоаллантоисная мембрана для исследования биосовместимости тканеинженерных конструкций in vivo. Дж. Биомед. Матер. Рез. B 100 , 1425–1434 (2012).
Артикул
Google ученый
Lee, D., Rahman, M.M., Zhou, Y. & Ryu, S. Метод вдавливания трехмерной конфокальной микроскопии для измерения эластичности гидрогеля. Ленгмюр 31 , 9684–9693 (2015).
КАС
Статья
Google ученый
Скачать ссылки
Благодарности
Мы благодарны сотрудникам лаборатории Н. Монтсеррат за содержательные обсуждения и критическое прочтение рукописи. Мы благодарим Д. О’Кифа и М. Шварца за административную помощь, Л. Бардию, А. Льядо и Дж. Коломбелли из Центра усовершенствованной цифровой микроскопии Института исследований в области биомедицины за помощь в получении изображения с помощью конфокальной микроскопии и электронной крио- Подразделению микроскопии Научно-технического центра Барселонского университета за техническую помощь. Мы особенно хотели бы поблагодарить пациентов и Банк эмбриональных тканей Биобанка университетской больницы Валь-д’Эброн (PT13/0010/0021), входящего в Испанскую национальную сеть биобанков, за их сотрудничество. Эта работа получила финансирование от Европейского исследовательского совета (ERC) в рамках исследовательской и инновационной программы Европейского союза Horizon 2020 (StG-2014-640525_REGMAMKID для EG, PP, CT и N.M. и CoG-616480 для XT), Европейской комиссии (проект h3020-FETPROACT-01-2016-731957 до Х.Т. и P.R.-C.), Министерство экономики и конкурентоспособности Испании/FEDER (от BFU2016-77498-P до L.F. и EM, BFU2015-65074 до X.T., BFU2016-79916-P до P.R.-C., SAF2015-72617-EXP до NM, SAF2017-89782-R для NM и RYC-2014-16242 для NM), программа Generalitat de Catalunya и CERCA (2014-SGR-927 для XT и 2017 SGR 1306 для NM), Asociación Española contra el Cáncer (AECC CI2016 до LF и EM, от LABAE16006 до N.M.). Р.О. поддерживается стипендией FI (Generalitat de Catalunya). P.R.-C. также поддерживается Obra Social La Caixa. J.C.I.B. поддерживается Благотворительным фондом Г. Гарольда и Лейлы И. Мазерс, Благотворительным фондом Леоны М. и Гарри Б. Хелмсли (2012-PG-MED002), Фондом Мокси, Национальными институтами здравоохранения (5R21AG0559). 38), Католический университет Сан-Антонио-де-Мурсия и Фонд доктора Педро Гильена. Т. Х. П. поддерживается проектом Bioengineering Excellence of Scientific Training, софинансируемым из программы исследований и инноваций Horizon 2020 Европейского Союза в рамках соглашения о гранте Марии Склодовской-Кюри №. 712754 и от Министерства экономики и конкурентоспособности Испании в рамках гранта Severo Ochoa SEV-2014-0425 (2015–2019). NM также поддерживается CardioCel (TerCel, Instituto de Salud Carlos III). МБЭС является лауреатом премии Severo Ochoa Award of Excellence от MINECO.
Информация об авторе
Примечания автора
Эти авторы внесли равный вклад: Елена Гаррета, Патрисия Прадо.
Авторы и организации
Плюрипотентность для регенерации органов, Институт биоинженерии Каталонии (IBEC), Барселонский технологический институт (BIST), Барселона, Испания
Елена Гаррета, Патриция Прадо, Каролина Уртадо, Кармен Тарантино дель Посо и Нурия Монтсеррат
Институт биоинженерии Каталонии (IBEC), Барселонский технологический институт (BIST), Барселона, Испания
Роджер Ориа, Добрына Залвидеа, Ксавьер Трепат и Пере Рока-Кусачс
Университет Барселоны, Барселона, Испания
Roger Oria, Xavier Trepat и Pere Roca-Cusachs
Институт молекулярной биологии Барселоны (IBMB-CSIC), Научный парк Барселоны, Барселона, Испания
Lucia Fanlo & Elisa Martí
Centro de Investigación Biomédica en Red En Bioingeniería, Biomateriales Y Nanomedicina, Madrid, Испания
Ксавье Трепат и Nuria Montserrata
Catalan Entertance и Advance Research и Advance Research и Advance Research.
Nuria MontserratДепартамент биохимии и молекулярной биомедицины, Институт биомедицины (IBUB), Университет Барселоны и CIBER Fisiopatología de la Obesidad y Nutricion, Барселона, Испания
Aleix Gavaldà-Navarro
Центр геномной регуляции (CRG), Барселонский институт науки и технологий, Барселона, Испания
Luca Cozzuto
Госпитальная клиника, Университет Барселоны, IDIBAPS, Барселона, Испания
Josep M. Campistol
Лаборатория экспрессии генов, Институт биологических исследований Солка, Ла-Хойя, Калифорния, США
Juan Carlos Izpisúa Belmonte
Авторы
- Елена Гаррета
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Patricia Prado
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Carolina Tarantino
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Roger Oria
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Lucia Fanlo
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Elisa Martí
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Добрына Залвидя
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Xavier Trepat
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Pere Roca-Cusachs
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Алекс Гавальда-Наварро
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Luca Cozzuto
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Josep M. Campistol
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Хуан Карлос Изписуа Бельмонте
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Carmen Hurtado del Pozo
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Нурия Монтсеррат
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar
Вклады
Е.Г. и Н.М. задумали и разработали эксперименты. Э.Г., П.П., К.Т. и Т.Х.П. проводил опыты. Э.Г., П.П., К.Т. и Р.О. охарактеризовали клеточные линии и внесли свой вклад в разработку протокола. А.Г.-Н. и Т.Х.П. провел анализ морского конька. Л.К. участвовал в транскриптомном анализе. E.G., PP, C.T., R.O., L.F., E.M., D.Z., X.T., P.R. -C., J.M.C., J.C.I.B., C.H.P. и Н.М. способствовали интерпретации данных. НАПРИМЕР. и Н. М. написали рукопись. Все авторы прокомментировали рукопись и внесли в нее свой вклад. Н. М. курировал проект.
Автор, ответственный за переписку
Переписка с
Нурия Монтсеррат.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Примечание издателя: Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Дополнительная информация
Дополнительная информация
Дополнительные рисунки 1–17, дополнительная таблица 6, дополнительные пояснения к видео 1–3
Сводка отчетов
Дополнительная таблица 1
Дополнительная информация, относящаяся к значениям РНК-seq в образцах в указанные временные рамки для анализа Keygenes.
Дополнительная таблица 2
Дополнительная информация, относящаяся к нормализованным значениям секвенирования РНК в образцах в указанные временные рамки для кластерного анализа после поправки на влияние партий.
Дополнительная таблица 3
Дополнительная информация, относящаяся к генам, экспрессия которых значительно снижена или активизирована в чЭСК, выращенных в течение 24 ч (день –4) на мягких (1 кПа) гидрогелях по сравнению с жесткими (60 кПа) полиамидными гидрогелями.
Дополнительная таблица 4
Дополнительная информация, относящаяся к генам, экспрессия которых значительно снижена или активизирована в чЭСК, дифференцированных на мягких (1 кПа) по сравнению с жесткими (60 кПа) гидрогелями ПА на 3-й и 2-й день процесса дифференцировки.
Дополнительная таблица 5
Дополнительная информация, относящаяся к списку первичных антител, используемых в иммуноцитохимии и иммуногистохимии.
Дополнительная таблица 7
Сводная статистика и информация о воспроизводимости.
Дополнительное видео 1
Доказательства циркуляции куриной крови в органоиде имплантированной почки на 3-й день периода имплантации. Видеозапись была проведена в n = 3 биологически независимых имплантированных почечных органоидах с аналогичными результатами.
Дополнительное видео 2
Доказательства циркуляции куриной крови в органоиде имплантированной почки на 5-й день периода имплантации. Белая стрелка указывает на кровеносный сосуд, проходящий через органоид почки. Видеозапись была проведена в n = 2 биологически независимых имплантированных почечных органоидах с аналогичными результатами.
Дополнительное видео 3
Доказательства циркуляции куриной крови в органоиде имплантированной почки на 5-й день периода имплантации после прижизненной инъекции декстрана-FITC в сосудистую сеть САМ. Прижизненную инъекцию декстран-ФИТЦ выполняли в n = 3 биологически независимых имплантированных почечных органоида с аналогичными результатами.
Права и разрешения
Перепечатка и разрешения
Об этой статье
Дополнительная литература
Экспериментальные модели острого повреждения почек для трансляционных исследований
- Нил А. Хукриде
- Даниэль Э. Соранно
- Марк П. де Кестекер
Nature Reviews Нефрология (2022)
Раковые органоиды следующего поколения
- Бауэр Л. Лесэвидж
- Райли А. Сухар
- Сара С. Хейлсхорн
Природные материалы (2022)
- Бауэр Л.
Производство почечных органоидов, расположенных вокруг отдельных почек мочеточников и содержащих эндогенные кровеносные сосуды, исключительно из эмбриональных стволовых клеток.
- Анвар А. Палаккан
- Юлия Тарник
- Джейми А. Дэвис
Научные отчеты (2022)
Органоиды человека в фундаментальных исследованиях и клинических применениях
- Сяо-Янь Тан
- Шаньшань Ву
- Ян Лю
Трансдукция сигнала и таргетная терапия (2022)
Биомиметические модели клубочка
- Марта Г. Вальверде
- Луис С. Милле
- Ю Шрайк Чжан
Nature Reviews Нефрология (2022)
- Марта Г.
Обзор исследований тонкой настройки — Фонд Джона Темплтона
Представьте себе, что вы стоите перед расстрельной командой, а 50 обученных стрелков целится вам в сердце из винтовок. Вы уверены, что это ваш последний момент, но каким-то образом все пули промахиваются, и вы выживаете. Это могло быть просто очень удачным совпадением; повторите событие достаточное количество раз, и по статистике отряд пропустит несколько раз. Но есть вероятность, что вы будете озадачены своим выживанием и захотите найти ответы о том, как это произошло. Эта метафора была предложена Джоном Лесли, чтобы продемонстрировать Тонкую Настройку и то, как существование жизни во Вселенной аналогичным образом зависит от невероятных космических условий, когда физические переменные, по-видимому, идеально согласуются, чтобы обеспечить эволюцию разумных существ (Лесли, 19).89).
Хотя наша гостеприимная Вселенная может быть просто случайностью, для нас вполне естественно пытаться копнуть глубже. За последние несколько десятилетий тема тонкой настройки привлекала самые острые умы физиков. Исследуя физические законы Вселенной и точно определяя значения физических констант, таких как массы элементарных частиц, физики обнаружили, что удивительно малые вариации этих значений могли помешать образованию компонентов, необходимых для жизни в космосе, в том числе планеты, звезды и галактики.
Научное изучение проблемы тонкой настройки имеет долгую историю, насчитывающую столетие. В новом исследовательском обзоре, подготовленном Институтом фундаментальных вопросов, научный писатель Мириам Франкель исследует сложную историю исследований тонкой настройки, включая возможные объяснения — такие как антропный принцип, теория струн и мультивселенная — ключевые составляющие жизни. и тестирование объяснений для тонкой настройки.
Ингредиенты для жизни
Исследования по тонкой настройке включают в себя изучение того, какие ингредиенты действительно необходимы для развития жизни. Например, одно из утверждений состоит в том, что массы субатомных частиц точно настроены так, чтобы позволить атомам оставаться стабильными — необходимое условие для химии жизни. Физики также обнаружили свидетельства тонкой настройки всех четырех фундаментальных сил природы — электромагнитного взаимодействия, гравитации, сильного и слабого ядерных взаимодействий, влияющих на субатомные частицы. Они утверждали, что если бы они имели немного разные силы, звезды не могли бы образоваться. Звезды — это фабрики, производящие тяжелые элементы во Вселенной, в том числе углерод. А поскольку жизнь — по крайней мере, в том виде, в каком мы ее знаем, — основана на углероде, без звезд любая вселенная была бы лишена органической жизни.
Объяснение тонкой настройки
В третьей главе обзора описывается структура мультивселенной и развитие теории струн — нашей наилучшей модели-кандидата на объединение физики, которая постулирует, что элементарные частицы состоят из крошечных вибрирующих энергетических струн. Взятые вместе, они обеспечивают физическое объяснение того, почему наш космос должен быть таким гостеприимным; в бесконечной мультивселенной время от времени будут появляться благоприятные для жизни космосы. И мультивселенная, и теория струн являются спекулятивными, хотя и уважаемыми моделями. Однако оказалось, что их физические предсказания трудно проверить, и они могут (или не могут) навсегда остаться за пределами эмпирической проверки.
Проверка Объяснения
Естественно задаться вопросом, существуют ли эксперименты, наблюдения или измерения, которые могли бы помочь нам установить, действительно ли Вселенная приспособлена для жизни. Какие тесты проводятся в настоящее время или предлагаются в ближайшем будущем, которые могли бы подтвердить или, по крайней мере, поддержать теорию струн или представление о мультивселенной? Франкель фокусируется на таких экспериментах в четвертой главе обзора исследований.
Тонкая настройка — иллюзия?
Многие физики скептически относятся к тому, что наша Вселенная идеально приспособлена для жизни, а некоторые утверждают, что любая кажущаяся тонкая настройка является иллюзией. Некоторые ученые утверждают, что в отсутствие распределения вероятностей для возможных значений параметров невозможно с уверенностью утверждать, что наши измеренные значения на самом деле странные или «удачные». Еще одна важная проблема заключается в том, что многие доказательства, подтверждающие идею о том, что наша Вселенная идеально приспособлена для жизни, в значительной степени основаны на изучении того, как изменения параметров Вселенной теоретически повлияют на эволюцию биологически благоприятного космоса, такого как наш. . Но нельзя исключать возможность того, что какая-то жизнь могла возникнуть даже во Вселенной с совершенно другими свойствами. В пятой главе Франкель объясняет, что в некоторых случаях, если разрешить одновременное изменение многих параметров, это может облегчить очевидные проблемы с тонкой настройкой. Это говорит о том, что Вселенная, возможно, не так точно настроена — она может создавать жизнь в более широком диапазоне обстоятельств, чем предполагалось ранее.
