Чпу плазма: Купить плазменный станок с ЧПУ для резки металла по цене производителя
Содержание
ЧПУ станок ATLANT PLASMA DOMINATOR 3020
Обзор
ATLANT PLASMA – DOMINATOR 3020 — этот комплекс сочетает в себе высокую степень практичности, производительности и точности. Уникальная жесткая конструкция наряду с высокой динамикой позволяют использовать данные станки для решения высокого спектра задач от раскроя мелких деталей до обработки листов больших толщин до 150мм. сочетание нескольких технологий (опциональных модулей) позволяет нашим клиентам получить конкурентные преимущества по сравнению со стандартными машинами данного класса.
Применяемые технологии и модули
Благодаря сочетанию нескольких технологий (опциональных модулей) ATLANT PLASMA – DOMINATOR позволяет нашим клиентам получить конкурентные преимущества по сравнению со стандартными машинами данного класса.
Конструкционная платформа EMP 1 с технологией «Extension»
Водяной стол
Система безопасного крепления резака предотвращающая поломку «NO KINK»
Система автоматической проверки диагонали «Auto diagonal»
Модуль «Плазменный суппорт»
Вентилируемый зонный стол
Модуль «Газовый суппорт»
Модуль «Сверлильный суппорт»
Модуль раскроя труб «Rotary-4X»
Модуль 3D режущий суппорт «Orbital drive 3DP»
Особенности и преимущества
Функциональность
ATLANT PLASMA – DOMINATOR в своем арсенале имеет большие функциональные возможности позволяющие доминировать в своем классе станков.
Из основных характеристик можно отметить:
— Рабочая зона 2100 мм х 3200 мм;
— Максимальная разрезаемая толщина 170 мм;
— Максимальный диаметр обработки труб 650 мм.;
Надежность
В станках применяются только проверенные временем решения и комплектующие от мировых производителей. На заключительных этапах все комплексы проходят цикл проверочных испытаний для подтверждения надежности и работоспособности.
Высокая жесткость и детальная проработка конструкции
Комплекс разработан с применением CAE систем, что позволило разработать конструкцию с оптимальной степенью жесткости, для динамической резки и минимизации погрешности перемещения. Столы спроектированы для листов толщиной 200мм.
Независимая конструкция координатной системы и рабочего стола.
Независимая конструкция рабочего стола позволяет свести к минимуму влияния массы заготовки на точность станка.
Модульность
Комплекс разработан с помощью современных средств 3D проектирования. Детальная проработка конструкции и особое отношение к мелочам наших инженеров, позволило создать уникальную машину. В основе конструкции лежит концепция модульности и возможности расширения до желаемого типоразмера и функционала. По истечению времени, рабочую зону станка можно увеличить кратно 3 и 6 метрам, а так же дооснастится нужными модулями, расширив функциональные возможности.
Детальная проработка конструкции и особое отношение к мелочам наших инженеров, позволило создать уникальную машину. В основе конструкции лежит концепция модульности и возможности расширения до желаемого типоразмера и функционала. По истечению времени, рабочую зону станка можно увеличить кратно 3 и 6 метрам, а так же дооснастится нужными модулями, расширив функциональные возможности.
Интелектуальность
Все комплексы ATLANT PLASMA – DOMINATOR оснащаются высокоинтеллектуальной промышленной системой ЧПУ Российского производства ATLANT VISION 4.0 CNC CONTROL позволяющая управлять 6-ю осями одновременно. Система ЧПУ имеет возможность интеграции с производственной системой предприятия, отвечая стандартам концепции «Индустрии 4.0».
Производительность
Имея собственное производство в области термического раскроя, мы предлагаем только проверенные решения для производительной работы. Мы как ни как понимаем ценность производительного оборудования, так как от него зависит экономическая составляющая бизнеса, быстрая отдача от инвестиций и дальнейшее развитие. Мы учитываем каждую мелочь позволяющую увеличить производительность вашего производства.
Мы учитываем каждую мелочь позволяющую увеличить производительность вашего производства.
Описание комплекса
Комплекс газового и плазменного раскроя металла серии ATLANT PLASMA – DOMINATOR является оборудованием с числовым программным управлением, предназначенным для автоматизированного раскроя листового металла и профильных заготовок (трубного проката).
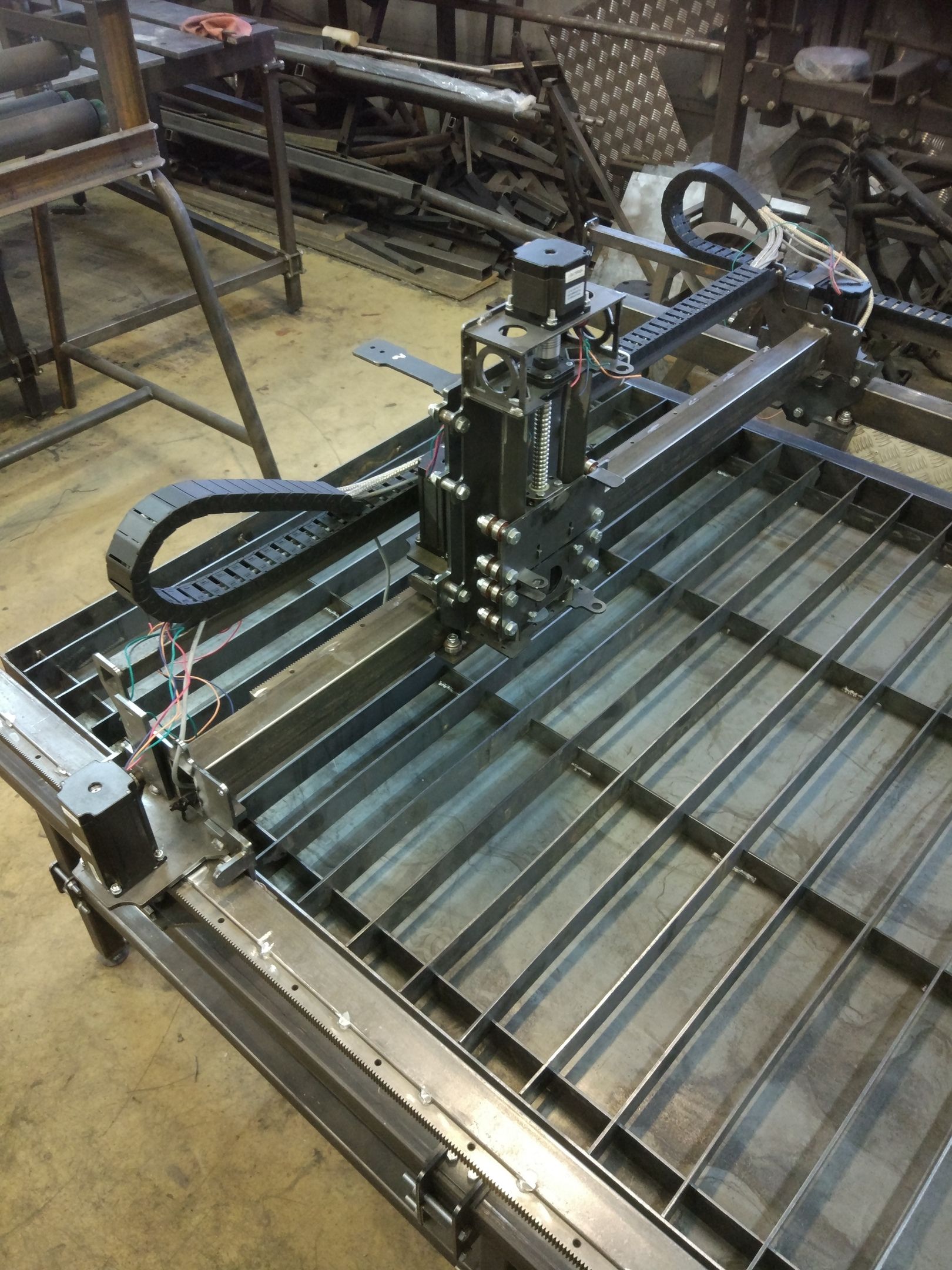
Комплекс представляет собой трех координатный станок портального типа модульного конструкции, управляемый от стойки управления с ЧПУ.
Система координатного перемещения (координатный стол)
Система координатного перемещения (координатный стол) построена на платформе EMP 1 с технологией «Extension». В основу которой заложено решение несколько функциональных задач. Координатный стол спроектирован как отдельный автономный агрегат который не связан с несущим рабочим столом. Отсутствие нагрузки на координатную систему возникающей от заготовок, позволяет производить точную и качественную обработку деталей.
Координатный стол имеет уникальную конструкцию сочетающую практичность и эргономичность. Направляющие изготовлены из высокопрочной закаленной стали производства фирмы HIWIN. Все направляющие защищены от попадания продуктов горения и от повреждений которые могут возникнуть при падении заготовок. Данный подход позволяет увеличить ресурс линейных блоков и направляющих в разы, позволяя нашим клиентам работать в многосменном режиме работы выполняя самые разнообразные задачи.
Технология «Extension» позволяет сохранить потенциал дальнейшего масштабирования, позволяя увеличить длину рабочего поля кратно 3-м и 6-ти метрам.
Дизайнерские решения от компании «EGT» являются уникальными и позволяют приобрести конструкции законченный монолитный вид в страиваясь в производственную систему наших клиентов как современное высокотехнологичное оборудование.
Портал
Портальная балка имеет высокую жесткость позволяя вести резку на быстрых скоростях без ухудшения качества обрабатываемых заготовок. Благодаря особой конструкции обеспечивается возможность размещения дополнительных функциональных узлов для газовой резки и сверления заготовок. Балка защищена от термического воздействия, что полностью нивелирует тепловое расширение.
Благодаря особой конструкции обеспечивается возможность размещения дополнительных функциональных узлов для газовой резки и сверления заготовок. Балка защищена от термического воздействия, что полностью нивелирует тепловое расширение.
В конструкции портала применен сдвоенный привод (с каждой стороны по приводу), обеспечивающий синхронное перемещение портальной балки, что позволяет избежать коробление конструкции и свести к минимуму погрешность позиционирования при обработке.
Для обеспечения высокой точности обработки портал оснащен системой автоматической проверки диагонали и авто калибровки.
Приводы
Станок оснащен высокопроизводительными промышленными сервоприводами, благодаря чему имеет отличительные динамические характеристики, плавность хода рабочих органов, отсутствие вибраций, (связанных с резонансными частотами присущими шаговым двигателям), Также оборудование защищено от набегающих погрешностей, и потери позиций имеющих место у шаговых двигателей.
Качественные приводы это гарант долговечной работы оборудования.
Электрическая система
В станках применяются высококачественные комплектующие от мелких элементов до крупных узлов. Не исключением стала и электрическая система станка построенная на исключительно качественных немецких проводах предназначенных для данного типа оборудования. Детальная проработка электрической части станка позволила нам создать уникальную и надежную установку с ЧПУ для интенсивного режима эксплуатации.
Стол
Комплекс ATLANT PLASMA – DOMINATOR изготавливаются с несколькими типами рабочих столов:
— Водянной
— Вентилируемый стол с зонной вытяжкой и выдвижными поддонами для сбора продуктов горения;
— Вентилируемый стол с зонной вытяжкой и погружными урнами для сбора продуктов горения.
Высокий ассортимент предлагаемых решений позволяет закрыть потребность любого клиента.
Конструкция вытяжного секционного стола представляют собой модульную систему, позволяющую скомпоновать стол необходимого размера обеспечив требуемую рабочую зону. Благодаря системе интеллектуального распознавания зоны резки, осуществляется вытяжка загрязненного воздуха непосредственно из зоны резки в результате требуется более низкая производительность фильтровентиляционной установки, что значительно оптимизирует производственные затраты и увеличивает эффективность удаления отходов горения. Стол имеет в верхней части легко удаляемую обрешетку. В качестве сборщика шлака и отходов горения применяются извлекаемые урны, это позволяет снизить период обслуживания (очистки рабочего стола). Отходы легко удаляются из накопителя и не требуют значительного времени для очистки.
Благодаря системе интеллектуального распознавания зоны резки, осуществляется вытяжка загрязненного воздуха непосредственно из зоны резки в результате требуется более низкая производительность фильтровентиляционной установки, что значительно оптимизирует производственные затраты и увеличивает эффективность удаления отходов горения. Стол имеет в верхней части легко удаляемую обрешетку. В качестве сборщика шлака и отходов горения применяются извлекаемые урны, это позволяет снизить период обслуживания (очистки рабочего стола). Отходы легко удаляются из накопителя и не требуют значительного времени для очистки.
Принцип работы заключается в следующем, портал по мере обхода контура заготовки производит подачу сигналов для рабочих органов открывающих и закрывающих заслонки вентиляционной системы стола.
Система безопасности
Все органы станка имеют системы безопасности и аварийной остановки, для предотвращения перемещения за рабочую зону оборудования. На подвижных элементах станка и стойку управления размещены устройства аварийной остановок. Аварийные выключатели располагаются в легко доступном месте для быстрого нажатия.
Аварийные выключатели располагаются в легко доступном месте для быстрого нажатия.
Для большей защиты резака используется система безопасного крепления резака «NO KINK». Данная система «NO KINK» предлагается клиенту в стандартной комплектации и позволяет сэкономить на покупке запчастей и плазматрона в целом. А так же предотвратить простой оборудования и обеспечить стабильную работу станка.
Дизайн станка
Особое внимание мы уделяем компоновке и дизайну производимого оборудования для резки металла. При разработке станков учитываются многочисленные факторы которые позволяют создать оборудование отвечающее самым изысканным запросам наших клиентов. В каждой детали оборудования включен смысл и функциональная принадлежность. Мы вдохновляем в наше оборудование дух победителя, доминирующего превосходства над конкурентами, что бы Ваш бизнес побеждал в секторе его влияния. Только совместными усилиями можно достичь результата. Современный дизайн позволяет вывести производственную систему на боле качественный уровень, повысить культуру производства, привлечь инвестиции ваших партнёров и внести положительный вклад в развитие всей организации в целом. 2
2
1500 (заготовка толщиной 200 мм)
Максимальная высота устанавливаемой заготовки, мм
150 / 200 (может быть увеличена)
Максимальная возможная толщина резки, мм
100 / 150
Параметры точности станка
Точность позиционирования по осям X,Y,Z мм/м
±0,1
Повторяемость позиционирования по осям X,Y,Z мм/м
±0,02-0,05
Динамические характеристики
Скорость позиционирования, м/мин
25-30
Тип привода осей
Ось Х
Два сервошаговых / серво привода
Ось Y
Сервошаговый / серво привод
Ось Z
Сервошаговый / серво привод
Система стабилизации расстояния между резаками и поверхностью заготовки
Система THC для плазменного суппорта (контроль высоты реза)
автоматическая
Емкостная система контроля высоты газового резака «СHC» (в комплектации с газовым суппортом)
автоматическая
Системы безопасности
Концевые выключатели по осям X,Y,Z
Есть
Защита плазматрона от поломки об заготовку (система «NO KINK»)
Автоматическая с концевым выключателем
Защита от потери позиции при аварийной остановки
Есть
Система автоматической проверки диагонали и авто калибровки
Есть
Система компенсации термического расширения
Есть
Габаритные размеры и вес станка
Длина, мм
3900-4200
Ширина, мм
2600
Высота, мм
1600
Вес, кг
1500-2000
Энергопотребление
Приводы со стойкой управления с ЧПУ
4 кВт
Параметры источников плазменной резки
HYPERTERM
| Модели | Диапазон обрабатываемых толщин с пробивкой, мм | Максимальная толщина реза с каря, мм | Дополнительные технологии | Применяемые газы | Потребляемая мощность |
|---|---|---|---|---|---|
| Powermax 45XP | 0,5 — 12 | 20 | FineCUT, Маркировка | воздух, азот, F5, аргон | 12. 5 кВт (10 кВт) для полного вывода 45 А 5 кВт (10 кВт) для полного вывода 45 А |
| Powermax 65 | 0,5 – 16 | 20-25 | FineCUT | воздух, азот | 15 кВт (12 кВт) для полного вывода 65 А |
| Powermax 85 | 0,5 –20 | 25-30 | FineCUT | воздух, азот | 20 кВт (15 кВт) для полного вывода 85 А |
| Powermax 105 | 0,5 –22 | 35-40 | FineCUT | воздух, азот | 30 кВт для полного вывода 105 А |
| Powermax 125 | 0,5 –25 | 44 | FineCUT | воздух, азот | 40 кВт для полного вывода 125 А |
| MAXPRO 200 | 0,5 –32 | 50 (75 кратковременно) | LongLife, CoolFlow, TrueFlow | воздух, азот, кислород | 33 кВт для полного вывода 200 А |
| HyPerformance HPR130XD | 0,5 –25 | 38 | LongLife, HyDefinition | 02/воздух, O2/02, Ar/воздух | 19,5 кВт для полного вывода 130 А |
| HyPerformance HPR260XD | 0,5 –38 | 64 | LongLife, HyDefinition, HDi | 02/воздух, O2/02, Ar/воздух | 46 кВт для полного вывода 260 А |
| HyPerformance HPR400XD | 0,5 –50 | 80 | LongLife, HyDefinition, HDi | 02/воздух, O2/02, Ar/воздух | 80 кВт для полного вывода 400 А |
| HyPerformance HPR800XD | 0,5 –50 низкоуглеродистая сталь 0,5 –100 нержавеющая сталь | 80 низкоуглеродистая сталь 160 нержавеющая сталь | LongLife, HyDefinition, HDi | 02/воздух, O2/02, Ar/воздух | 160 кВт для полного вывода 400 А |
HELVI
| Модели | Диапазон обрабатываемых толщин с пробивкой, мм | Максимальная толщина реза с каря, мм | Применяемые газы | Потребляемая мощность |
|---|---|---|---|---|
| HELVI PC103 | 0,5 –20 | 35-40 | воздух, азот | 20 кВт для полного вывода 100 А |
| HELVI PC123 | 0,5 –22 | 35-40 | воздух, азот | 25 кВт для полного вывода 100 А |
Kjellberg
| Модели | Диапазон обрабатываемых толщин с пробивкой, мм | Максимальная толщина реза с каря, мм |
|---|---|---|
| PA-S45W | 20 | 45 |
| HiFocus 80i | 15 | 25 |
| HiFocus 130 | 25 | 40 |
| HiFocus 161i Neo | 30 | 50 |
| HiFocus 280i Neo | 40 | 70 |
| HiFocus 360i Neo | 50 | 80 |
Базовое оснащение
| 1 | Система координатного перемещения (координатный стол) | 1 |
1. 1 1 | Платформа EMP 1 с технологией «Extension». | 1 |
| 1.2 | Система линейных направляющих из высокопрочной закаленной стали производства фирмы HIWIN | 1 |
| 1.3 | Комплект сервоприводов по всем осям. Ось Х с технологией DUAI DREIV | 1 |
| 1.4 | Система защиты направляющих. | 1 |
| 1.5 | Система автоматической проверки диагонали Auto diagonal | 1 |
| 2 | Рабочий стол с базирующими ребрами и водяным заслоном | 1 |
| 3 | Стойка числового программного управления (ЧПУ) «ATLANT VISION 4.0 CNC» | 1 |
| 3.1 | Система ЧПУ «ATLANT VISION 4.0 CNC», со встроенной библиотекой режимов обработки и возможностью управления 5-ю осями исполнительных органов в том числе и режущей головкой для 3D резки. | 1 |
3. 2 2 | Программный комплекс «SheetCam TNG» для подготовки карт раскроя и генерации управляющих программ | 1 |
| 3.3 | Дополнительно ПО для автораскроя | 1 |
| 3.4 | Постпроцессор для применяемых CAM систем | 1 |
| 4 | Система безопасности для предотвращения поломки режущего резака «No kink» | 1 |
| 5 | Система THC для контроля высоты плазменного резака (интегрированная в ATLANT VISION 4.0 CNC) | 1 |
| 6 | Комплект технической документации (паспорт, руководство схемы размещения) | 1 |
| 7 | Источники плазменного раскроя | |
| Серия Powermax 45, 65, 85, 105, 125 Серия MAXPRO 200 Серия XPR 300 Серия HPR 130, 260, 400 |
Комплекс стандартных опций
| 1 | Адаптация станка | |
В качестве дополнительных возможностей мы предлагаем нашим клиентам систему адаптации станка для дальнейшего расширения. Заблаговременно предусмотренная возможность позволяет в дальнейшем с меньшими затратами модернизировать Ваше оборудования получив новый функционал. Заблаговременно предусмотренная возможность позволяет в дальнейшем с меньшими затратами модернизировать Ваше оборудования получив новый функционал. | ||
| 1.1 | Адаптация под модуль «Rotary – 4X» | |
| 1.2 | Адаптация под модуль «Газовый суппорт» | |
| 1.3 | Адаптация под модуль «Сверлильный суппорт» | |
| 2 | Рабочий стол (спец исполнение) | |
| Для выбора нашим клиентам предлагается несколько вариантов рабочих столов. Каждая модификация стола позволяет найти оптимальное решение. | ||
| 2.1 | Вентилируемый стол с зонной вытяжкой и выдвижными поддонами для сбора продуктов горения (6-12 зон вытяжки) | 1 |
| 2.2 | Вентилируемый стол с зонной вытяжкой и погружными урнами для сбора продуктов горения (6-12 зон вытяжки) | 1 |
| 2. | Специальные базовые упоры | 5 |
| 2.4 | Система управления автоматикой вытяжной системы | 1 |
| 3 | Система дыма удаления СДУ 25 | 1 |
| система поставляется как дополнение к вентилируемому столу и позволяет клиенту получить законченное решение с силовым агрегатом для удаления дыма. | ||
| 3.1 | Дополнительная система воздуховодов и сводный коллектор | 1 |
| 3.2 | Промышленный вентилятор | 1 |
| 3.3 | Связь с системой ЧПУ «ATLANT VISION 4.0 CNC» для программного управления | 1 |
| 4 | Компрессор | 1 |
| Для удобства наших клиентов мы берем хлопоты по комплексному обеспечению всем вспомогательным оборудованием необходимым для работы станков ATLANT-PLASMA DOMINATOR | ||
| 5 | Система подготовки рабочего воздуха | 1 |
Для нормальной и качественной работы всех органов станка, мы рекомендуем использовать специальную систему подготовки воздуха. От данной системы зависит ресурс не только источника плазменной резки, но и самого станка. От данной системы зависит ресурс не только источника плазменной резки, но и самого станка. |
Комплекс опции расширенных возможностей
| 6 | Модуль «Газовый суппорт» | 1 |
| Модуль газовой резки позволяет значительно расширить возможности раскроечного центра по металлу, получив возможность резки листов больших толщин 100 – 150 мм. | ||
| 6.1 | Газовый резак Harris | 1 |
| 6.2 | Стартовый набор для резки Harris (3-и муштука, 3-и сопла) | 1 |
| 6.3 | Емкостная система контроля высоты газового резака «СHC» | 1 |
| 6.4 | Система автоматического поджога для газового резака (авторежим) | 1 |
| 6.5 | Комплект газовых редукторов для газа (пропан, кислород, кислород) | 1 |
| 6.6 | Комплект отсечных клапанов (система безопасности газовой системы) | 1 |
| 7 | Модуль «Сверлильный суппорт» | 1 |
это универсальный инструмент для сверления отверстий в заготовках. Благодаря данное опции клиенту открываются дополнительные уникальные возможности. Благодаря данное опции клиенту открываются дополнительные уникальные возможности. | ||
| 8 | Модуль раскроя труб ROTARY-4X | 1 |
| расширяет стандартные возможности станка. Благодаря интеграции дополнительной поворотной оси в комплекс 3-х или 5-и координатного раскроя металла получается экономически выгодный, многофункциональный комплекс по раскрою как листового, так и профильного металлопроката. Модуль позволяет обрабатывать диаметры труб от 20 до 400 и 650 мм. | ||
| 8.1 | Блок поворотной оси «А» с системой воздуховода для дыма улавливания (Высокомоментный привод с безлюфтовым редуктором для точного позиционирования) | 1 шт. |
| 8.2 | Трехкулачковый самоцентрирующий патрон D = 250-315 мм | 1 шт. |
| 8.3 | Регулируемые опоры для установи труб (Люнеты) | 1/2/3 шт. |
| 8.4 | Программное обеспечение для программирования ротационной оси Rotary-4X | 1 лиц. |
| 9 | Модуль 3D режущий суппорт «Orbital drive 3DP» | 1 |
| Данный модуль позволяет получить конкурентные преимущества благодаря расширенным возможностям для резки под углом, что позволяет уйти от трудоемких фрезерных операций при разделки фаски под сварку. |
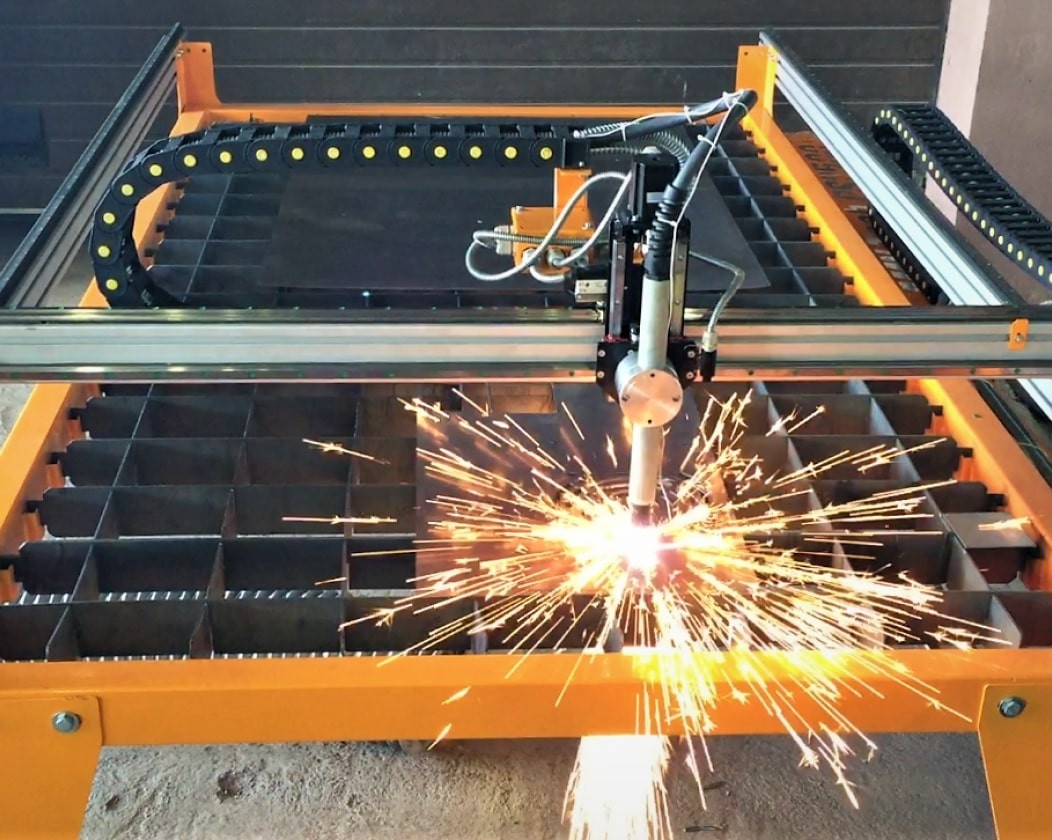
Благодаря высокой производительности, универсальности и доступной стоимости плазменная резка металлов пользуется огромным спросом во многих отраслях:
- — металлообрабатывающие предприятия и компании;
- — авиа-, судо- и автомобилестроение;
- — строительная промышленность;
- — предприятия сельхозтехники и тяжелого машиностроения;
- — изготовление навесного оборудования для тяжелой техники
- — металлургические заводы;
- — изготовление металлоконструкций.
- — Художественное оформление
- — Оказание услуг
Сферы использование наших станков на этом не заканчивается, Вы сами можете решить где и как применять наше оборудование. Ведь оно сводит к минимуму человеческий фактор, значительно повышает производительность и качество выполненной работы. Одним из основных преимуществ является сокращение расхода металлопроката благодаря возможности создания специальных программ. Высококвалифицированные технологи разрабатывают карты раскроя, представляющие собой виртуальный лист металла определенных размеров, на котором они максимально плотно укладывают заготовки с учетом ширины реза и многих других параметров процесса с целью более рационального использования металла.
Ведь оно сводит к минимуму человеческий фактор, значительно повышает производительность и качество выполненной работы. Одним из основных преимуществ является сокращение расхода металлопроката благодаря возможности создания специальных программ. Высококвалифицированные технологи разрабатывают карты раскроя, представляющие собой виртуальный лист металла определенных размеров, на котором они максимально плотно укладывают заготовки с учетом ширины реза и многих других параметров процесса с целью более рационального использования металла.
Atlant vision 4.0 cnc control
Весь функционал серии комплексов ATLANT PLASMA – DOMINATOR раскрывается благодаря высокотехнологичной системе управления с ЧПУ «ATLANT VISION 4.0 CNC CONTROL».
Разработанная и произведенная в России надежная система ЧПУ позволяет использовать технологию 3D резки и управлять 6-ю осями одновременно, что позволяет использовать модули:
- 3D режущий суппорт «Orbital drive 3DP»
- Модуль раскроя труб «Rotary-4X»
- Модуль «Газовый суппорт»
- Сочетание этих модулей максимально задействует все возможности станка для 6-и осевой обработки листового и трубного проката
Визуализация и контроль
Полноцветное, интерактивное графическое изображение позволяет исключить пробные прогоны и подтверждение программы детали перед её резкой. Делает возможным просмотр траектории резки в реальном времени и что особенно важно, отслеживает ход процесса при резке. Предоставляет средства для расстановки деталей с необходимыми интервалами и устранения деталей друг на друга с помощью функции масштабирования. возможного наложения
Делает возможным просмотр траектории резки в реальном времени и что особенно важно, отслеживает ход процесса при резке. Предоставляет средства для расстановки деталей с необходимыми интервалами и устранения деталей друг на друга с помощью функции масштабирования. возможного наложения
Встроенная библиотека режимов обработки
Система ЧПУ имеет библиотеку технологических режимов (параметров), что позволяет использовать накопленный опыт и оператору достаточно, только выбрать нужный материал и толщину заготовки, после чего ЧПУ автоматически подгрузит все необходимые параметры.
Функциональность
«ATLANT VISION 4.0 CNC CONTROL» имеет в своем арсенале обширный инструментарий для профессиональной обработки на станках термического раскроя.
Функция экономного прожига, позволяет улучшить процесс пробивки металла и сохранить ресурс расходных элементов.
Функция улучшенной обработки отверстий. Этот инструмент позволяет оптимизировать качество обрабатываемых элементов (отверстий, пазов и т. п.).
п.).
Умный режим обработки, позволяет сократить количество обнулении по оси Z для сокращения излишних холостых ходов. Система сама определяет где необходимо производить обмер заготовки.
Режим скоростной резки, позволяющей получать высокое качество обработки даже на высоких скоростях обработки.
ПО для программирования «ATLANT VISION 4.0 CNC CONTROL»
SheetCAM
SheetCAM входит в базовую поставку ATLANT VISION 4.0 CNC CONTROL, это один из лучших доступных CAM-пакетов для подготовки G-кодов для станков плазменного раскроя с числовым программным управлением.
Из достоинств данного программного обеспечения можно отметить.
- Простота освоения и легкость в работе
- Компоновка раскроя
- Обход острых углов
- Формирование отчетов
Подробнее
ProNest
ProNest — это специализированный программный продукт позволяющий получать карты раскроя с автоматическим размещение заготовок (Nesting) и генерации управляющего кода для ATLANT VISION 4. 0 CNC CONTROL. ProNest разработан лидером в отрасли плазменного раскроя HYPERTERM.
0 CNC CONTROL. ProNest разработан лидером в отрасли плазменного раскроя HYPERTERM.
Из ключевых особенностей можно отметить:
- Встроенная библиотека типовых деталей
- Автоматическая компоновка раскроя (Nesting)
- Смарт обработка с автоматическим назначением оптимальных режимов вырезки заготовок
Подробнее
CAMduct
CAMduct — это один из самых лучших продукт, предназначенных для изготовления воздуховодов. В его состав входят классифицированные по рабочему давлению библиотеки компонентов прямоугольного, круглого и овального сечений, а также инструменты контроля производства.
Подробнее
Lantek Expert
Lantek Expert — CAD/CAM система, разработанная специально для решения задач автоматизации программирования станков для резки листового металла, координатно-пробивных прессов и гильотинных ножниц.
Подробнее
ТЕХТРАН
Совместно с комплексом ATLANT PLASMA – DOMINATOR клиентам предлагается программное обеспечение «ТЕХТРАН». ТЕХТРАН это программа предназначена для комплексного решения задач раскроя листовых материалов. Она сочетает возможности системы подготовки управляющих программ с функциями организации производственного процесса. Комплекс имеет обширные возможности для решения задач в области программирования обработки на станках с ЧПУ.
ТЕХТРАН это программа предназначена для комплексного решения задач раскроя листовых материалов. Она сочетает возможности системы подготовки управляющих программ с функциями организации производственного процесса. Комплекс имеет обширные возможности для решения задач в области программирования обработки на станках с ЧПУ.
Подробнее
Типичные ошибки при плазменной резке металла
При выполнении работ связанных с резкой металла на станках с ЧПУ можно выделить наиболее типичные ошибки, которые гарантированно ведут к повышению итоговой стоимости таких работ:
1. Первой ошибкой зачастую является несвоевременная замена расходки плазмотрона (сопла, электроды, завихритель и т.п.).
Использование расходных частей с дефектами, выходящими за расчетные параметры — типичное нарушение, при запоздалой замене, ведет к ухудшению качества реза, неровной кромке, сокращению срока службы остальных деталей и самого резака. При преждевременной замене элементов(когда все параметры расходных частей ещё находятся в пределах нормы), нет абсолютно никаких негативных последствий для оборудования, но расходные части не отрабатывают свой полный ресурс, заложенный заводом производителем, что в свою очередь увеличивает себестоимость такой работы.
Опытный оператор оборудования в состоянии исключить ошибки такого характера, осматривая состояние расходных частей визуально, через регламентированные промежутки времени, оценивая пригодность и уровень выработки деталей для дальнейшей работы.
2. Вторая распространенная ошибка в условиях производства — применение не соответствующих режимов резки, что значительно сокращает срок службы расходки.
Крайне не рекомендуется долговременное использование оборудования, на тока превышающих 95% от максимального значения, заявленного производителем. Не стоит с попустительством относиться к состоянию плазменного источника в процессе работы — должны быть запланированы мероприятия по техническому обслуживанию, исходя из состояния оборудования и условий, в которых оно работает. В процессе работы узлы плазмотрона загрязняются нагаром от обрабатываемого металла, грязью, пылью, металлическими частицами и прочим, что при не своевременном уходе так же может привести к преждевременному выходу оборудования из строя, за счет электрического пробоя или недостатка охлаждения, при работе на режимах близких к максимальным. Для минимизации влияния внешних факторов на плазмотрон одевается защитный кожух, с последующей переодической ревизией.
Для минимизации влияния внешних факторов на плазмотрон одевается защитный кожух, с последующей переодической ревизией.
3. Отсутствующий контроль за расходом охлаждающего газа. Для стабильной работы оборудования плазмообразующий газ должен соответствовать расчетным характеристикам — по содержанию воды, масляной взвеси, давлению и количеству подачи (производительность подачи).
В случае большой влажности воздуха и/или присутствию обильных маслянных паров в подаваемом воздухе чрезвычайно повышается вероятность электрического пробоя внутри плазмотрона. При несоттветствии давления подачи газа, или производительности насоса (при длинном резе насос может не успевать подавать необходимое давление на плазмотрон, например при опустошенном рессивере) возникает чрезвычайная нестабильность диаметра дуги — диаметр дуги начинает «плавать», что отражается на точности и качестве реза, а так же получаемой кромки, значительно сокращает срок службы электродов и сопел. При существенном недостатке охлаждающего газа, либо при неправильно подключенном охладителе происходит перегрев плазмотрона, при котором с большой долей вероятности выйдут из строя раньше времени различные его части.
При существенном недостатке охлаждающего газа, либо при неправильно подключенном охладителе происходит перегрев плазмотрона, при котором с большой долей вероятности выйдут из строя раньше времени различные его части.
4. Неправильная сборка резака — плазмотрон должен быть собран так, чтобы все его части были выровненны относительно другдруга и плотно прилегали друг к другу, что обеспечит отличный контакт при работе с резаком.
Храните запасные и расходные части в чистом месте, чтобы избежать загрязнения металлической стружкой и пылью. При сборке стоит смазать уплотнительное кольцо — но лишь чтобы оно слегка блестело — это важно. Завихритель может забиться излишним количеством смазки, нанесенным при сборке, при том на смазку отлично налипает металлическая пыль, которая приводит к неконтролируемому процессу образования плазмы внутри резака, что грозит выходом плазмотрона из строя.
5. Непрорез — при неудачной пробивке металла и непрорезе брызги расплавленного металла устремляются вверх, в сопло плазмотрона.
При нормальном процессе резки металла все искры, расплавленный метал, окалины и металлосодержащая пыль должны быть сдуты вниз в поддерживающий стол или вбок, вдоль металла, кроме того, в то самое время, пока не зажглась стабильная плазменная дуга, плазмотрон работает на повышенных токах, что значительно сокращает срок его службы, срок службы расходных частей и может привести к значительным повреждениям высоковольтной части оборудования.
6. Слишком большая или малая скорость резки. При наличии трудноотделимого от заготовки грата на нижней кромке резки стоит задуматься о целесообразности подбора отличной от текущей скорости реза.
При слишком медленной резке листа значительно увеличивается ширина получаемого разреза, что приводит к снижению точности соответствия заготовки и чертежа, заложенного в программу ЧПУ. Завышение же скорости резки увеличивает шансы на «непрорез» металла доконца и приводит к «отставанию дуги» от плазмотрона, что может сместить получаемую кромку вырезаемой заготовки от заданных параметров (не перпендикулярность кромки реза оси плазмотрона). Увидеть слишком быстрый рез можно по направлению температурного рисунка на срезе металла. При слишком быстром резе металл не успевает выдуть из разреза и рез идет наискосок, как бы не поспевая за плазмотроном.
Увидеть слишком быстрый рез можно по направлению температурного рисунка на срезе металла. При слишком быстром резе металл не успевает выдуть из разреза и рез идет наискосок, как бы не поспевая за плазмотроном.
7. Растянутая дуга реза. При растяжении дуги возможно повреждения узлов плазмотрона нестабильно горящей дугой.
Дуга «растягивается», рез становится не перпендикулярным, увеличивается шероховатость поверхности, когда разрезаемая заготовка или лист металла имеет неровности, а станок с ЧПУ не имеет стабилизатора высоты и не может компенсировать подобные огрехи. Самое безобидное что может случиться — плазмотрон встретиться с разрезаемым листом металла, получая повреждения расходных частей, которые зачастую уносят с собой элементы крепления к плазмотрону, в худшем же случае он может отдалиться от разрезаемой заготовки на столько, что начнется нестабильное горение дуги, произойдет пробой, который выведет из строя плазмотрон.
Для устранения неполадок, связанных с изменением высоты плазмотрона над заготовкой целесообразно применять качественные контроллеры высоты, например датчик производства Hypertherm — «Система Sensor™ PHC» или «Система регулировки высоты резака Sensor», ведь из за высоких скоростей резки устройства низкого качества могут не успевать срабатывать, что повлечет за собой длительные простои для выявления поломки, определения перечня необходимых запасных частей (которые в таких случаях не всегда имеются на производстве) и устранение неисправности, что влечет за собой дополнительное удорожание цены производства конечного изделия.
8. Применение правильного угла резки для используемого типа расходных частей плазмотрона.
Для резки под прямым углом стоит использовать специальные расходые части Hypertherm — FineCut, при использовании которых стоит ожидать, что на поверхности металла останется менее 5 мм металла, оставшегося от срезанного профиля или проушины.
Вы всегда можете заказать новые запасные части, расходные материалы и сервисное обслуживание, обратившись к нашим Менеджерам, по телефону 8(800)775-08-50 или написать на почту [email protected]
Станок для плазменной резки с ЧПУ
Мы с гордостью можем сказать, что каждый стол STV®, изготовленный собственными силами на площади 50 000 кв. футов. Штаб-квартира в Лас-Вегасе имеет представление об истинном мастерстве с интегрированным списком из 3 ключевых элементов: достижение цели и видения, высочайшая степень качества обработки и постоянная приверженность поддержке клиентов. Ниже вы также сможете сравнить все таблицы, конверт для резки, функции, цены, дополнения, доставку и дополнительные детали.
Выберите тип стола STV®CNC:
Модульная серия
STV®R: требуется сборка. Выбрав желаемый размер стола ниже, вы увидите расширенный список функций и информации для каждого стола, а также покажет ряд надстроек, с помощью которых можно настроить ваш новый стол с ЧПУ. Важно: мусорная доска и шланг для удаления пыли в комплект не входят.
Фрезерный стол с ЧПУ STV®R4 $7499
Модульный фрезерный стол с ЧПУ 4×4. Трехосевой фрезерный стол с ЧПУ по дереву — идеальный помощник для быстрого выполнения работ. Базовая модель предназначена для настройки в соответствии с вашими предпочтениями и отраслевыми аксессуарами. Прочный маршрутизатор Router Table обладает отличными функциями и готов привлечь к себе всеобщее внимание. Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (4’ Д x 4’ Ш)
Фрезерный стол с ЧПУ STV®R5 7999 долларов США
Модульный фрезерный стол с ЧПУ 5×5. Призовая страсть курсирует через портал этого ЧПУ. STV®R5 предлагает более широкое игровое поле, список высококачественных функций и возможность расширения до гигантского фрезерного стола размером 5 x 10 футов, если ваше производство должно увеличиться после покупки. Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (5’ Д x 5’ Ш)
Призовая страсть курсирует через портал этого ЧПУ. STV®R5 предлагает более широкое игровое поле, список высококачественных функций и возможность расширения до гигантского фрезерного стола размером 5 x 10 футов, если ваше производство должно увеличиться после покупки. Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (5’ Д x 5’ Ш)
Фрезерный стол с ЧПУ STV®R8 8999 долларов США
Модульный фрезерный стол с ЧПУ 4×8. Верхний уровень производства достигается с STV®R8 с лучшим из обоих миров, определенным дублером поддержки, предлагая полное производство 4×8. Гладкие, скользящие линейные направляющие помогают улучшить качество результатов и оправдывают каждую вложенную копейку. Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (8’ Д x 4’ Ш)
Фрезерный стол с ЧПУ STV®R10 9 долл. США999
Модульный фрезерный стол с ЧПУ 5×10. Этот деревянный бегун STV®R10 в своей дикой природе имеет режущую оболочку шириной 5 футов и длиной 10 футов. Отправляйтесь в путешествие и исследуйте новые территории интенсивного ремесленного производства. С рамой, вырезанной лазером, прочной опорой и малошумным вертикальным шпинделем, мы создали это с учетом ваших потребностей. Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (10’ Д x 5’ Ш)
Отправляйтесь в путешествие и исследуйте новые территории интенсивного ремесленного производства. С рамой, вырезанной лазером, прочной опорой и малошумным вертикальным шпинделем, мы создали это с учетом ваших потребностей. Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (10’ Д x 5’ Ш)
ВЕРНУТЬСЯ НА ВЕРХ
Маршрутизатор STV®R серии PRO со сварной рамой не требует сборки; корабли к вам полностью построены. Выбрав желаемый размер стола ниже, вы увидите расширенный список функций, информации и дополнений для каждого стола, с помощью которых можно настроить новый стол ЧПУ. Важно: мусорная доска и шланг для удаления пыли в комплект не входят.
Фрезерный стол с ЧПУ STV®R4 PRO 9499 долларов США
4×4 PRO Фрезерный стол с ЧПУ со сварной рамой. Эра реформирования ЧПУ начинается здесь. Станьте значимой частью общества как владелец собственного продюсерского дома. Фрезерный стол с прикрепленным блоком управления и частотно-регулируемым приводом состоит из сварной трубчатой рамы, загруженных функций и закладывает ровную основу для вашей продукции. Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (4’ Д x 4’ Ш)
Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (4’ Д x 4’ Ш)
Фрезерный стол с ЧПУ STV®R5 PRO 9999 долларов США
5×5 PRO Фрезерный стол с ЧПУ со сварной рамой. STV®R5 PRO не для мягкотелых. Этот стол демонстрирует нецивилизованный подход к индивидуальной фрезеровке древесины. На этом уровне, с большим игровым полем и первоклассными функциями, это означает, что на этой открытой трассе нет никаких правил. Идите вперед с уверенностью. Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (5’ Д x 5’ Ш)
STV®R8 PRO Фрезерный стол с ЧПУ 10999 долларов США
4×8 PRO Фрезерный стол с ЧПУ со сварной рамой. Этот инструмент Rebel Router Weilding Tool года — лучший из всех. Модель среднего размера STV®R8 PRO, состоящая из длинного списка встроенных функций, была признана основным маршрутизатором для мастерских. Добейтесь стабильного производства 4×8 как лидер в своем сообществе. Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (8’ Д x 4’ Ш)
Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (8’ Д x 4’ Ш)
Фрезерный стол с ЧПУ STV®R10 PRO 119 долларов США99
5×10 PRO Фрезерный стол с ЧПУ со сварной рамой. Очевидно, что Savage STV®R10 PRO может укротить только настоящий мастер-лесоруб, также известный как «Whisperer Wood». Веретенообразный механизм, напоминающий томагавк, воплощает в жизнь каждое ваше желание с необузданной одержимостью, направленной на достижение стабильной производительности дома. Мусорная доска и шланг для удаления пыли в комплект не входят. Конверт для резки: (10’ Д x 5’ Ш)
ВЕРНУТЬСЯ НА ВЕРХ
Плазменный стол
STV®CNC SparX™ 510 — Плазменный стол 5X10 онлайн
Галерея
: различные изображения Modular SparX™510.
Предыдущий
Следующий
ВЕРНУТЬСЯ НА ВЕРХ
Особенности
: Базовая модель стола для плазменной резки SparX™510 поставляется с:
МОДУЛЬНАЯ РАМА УДЕРЖИВАЕТ ПЛАСТИНУ ДО 1,5 ДЮЙМА
ПОЛНЫЙ ПАКЕТ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ И ЛИЦЕНЗИИ
УДОБНОЕ РУКОВОДСТВО ПО СБОРКЕ
(THC) АВТОМАТИЧЕСКАЯ РЕГУЛИРОВКА ВЫСОТЫ ГОРЕЛКИ
СИСТЕМА ШАГОВОГО ДВИГАТЕЛЯ С КРЕПЛЕНИЯМИ
ПРОВОДКА АВТОМАТИЗАЦИИ, СДЕЛАННАЯ ВРУЧНУЮ С МАРКИРОВКОЙ
СОЕДИНЕНИЕ USB
ДВУХДЮЙМОВЫЙ ПОДДОН ДЛЯ ВОДЫ СТАЛЬНЫЕ ПЛАНКИ
ПЛАВАЮЩИЙ БЛОК УПРАВЛЕНИЯ (АВАРИЙНЫЙ ОСТАНОВ В КОМПЛЕКТЕ)
РАСШИРЕННАЯ УПРАВЛЕНИЕ КАБЕЛЕМ
РЕЗКА И АВТОМАТИЗАЦИЯ ПОВТОРЯЮЩИХСЯ ЗАДАЧ
ВОДЯНОЙ СТОЛ, ОПОРНЫЕ БАЛКИ И ОПОРНЫЕ ОПОРЫ ДЛЯ НОГ
ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ И КАРЕТКИ (ОСЬ X)
ПОРТАЛ И БОКОВЫЕ ПЛАСТИНЫ В СБОРЕ (ОСЬ Y)
ПРЕЦИЗИОННЫЙ ВИНТ С ШАРИКОВОЙ ЗАГОТОВКОЙ ПО ОСИ Z (ОСЬ Z)
МАГНИТНЫЙ ОТРЫВ
ОПОРНЫЕ ОПОРНЫЕ УСТРОЙСТВА ДЛЯ НОГ
1 ГОД ГАРАНТИИ (ДОСТУПНЫ ДОПОЛНИТЕЛЬНЫЕ ГОДЫ)
ПОЖИЗНЕННАЯ ПОДДЕРЖКА
ВЕРНУТЬСЯ НА ВЕРХ
Upgrades: Настройте свой стол с помощью надстроек Premium.
Plasma Guard STV® (антикоррозийный раствор)
Рекомендуется, если вы хотите уменьшить количество производственной пыли/мусора, защитить поддоны для воды и избежать любого окисления. Синий антикоррозийный раствор будет отправлен вам в 5-галлонном ведре с этикеткой с инструкциями по использованию. Думаете, вам может понадобиться второе ведро? Для получения сведений о степени разбавления Plasma Guard STV®: Нажмите здесь, чтобы получить информацию о продукте
Комплект автоматического возврата в исходное положение STV®CNC
При ежедневном использовании датчики приближения позволяют быстро, легко и беззаботно перемещать стол в исходное положение. Чтобы повысить эффективность использования времени, мы разработали комплект автоматического самонаведения STV®CNC собственного производства. Два датчика приближения в комплекте с кабелем, кронштейнами, крепежными элементами, разъемами блока управления и руководством для автоматической установки стола на X=0, Y=0.
Ноутбук Windows с программным обеспечением
Новый ноутбук Windows 10 с предустановленной программой Controller. Этот совершенно новый ноутбук с Windows 10 предназначен для «функциональности» и поставляется с установленным программным обеспечением, настройкой и USB-подключением. Лицензии будут включены в эту дополнительную функцию. Марка и модель ноутбука могут отличаться в зависимости от наличия.
Регулируемые ножки (противоскользящие)
Включает внутренние опорные кронштейны, крепежные элементы и поворотное винтовое основание. Наши устойчивые к скольжению выравнивающие ножки пригодятся при любых проблемах с выравниванием плана этажа, чтобы сохранить выровненный стол на вашей производственной площадке. Крепится к ножкам рамы STV®CNC; поднимите или опустите в пределах 2 дюймов до желаемой высоты.
Комплект зубчатого редуктора STV®CNC
Система зубчатого редуктора STV®CNC представляет собой 3 шаговых двигателя (X, Y и Z) с ременным приводом для повышения точности и плавности скольжения. Кабельная проводка ручной работы крепится к вашему плазменному столу. Комплект разработан, изготовлен, собран и испытан внутри компании. Щелкните здесь, чтобы просмотреть таблицу передаточных чисел.
Кабельная проводка ручной работы крепится к вашему плазменному столу. Комплект разработан, изготовлен, собран и испытан внутри компании. Щелкните здесь, чтобы просмотреть таблицу передаточных чисел.
ВЕРНУТЬСЯ НА ВЕРХ
ЗАКАЗАТЬ ТУР ПО STV®CNC
Лас-Вегас является домом для нашей семьи преданных своему делу сотрудников STV®CNC. Мы хотели бы, чтобы вы увидели нашу штаб-квартиру площадью 50 000 кв. футов. НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ЗАБРОНИРОВАТЬ ТУР.
Плазменные системы Hypertherm®: возможность формовки.
Hypertherm® В комплект поставки входят: система Plasma, кабель STV®CNC CPC (стоимостью 200 долларов США), рабочий зажим, набор стандартных расходных материалов и 25 футов. механизированный факел. ВАЖНАЯ ИНФОРМАЦИЯ. В зависимости от выбранной вами модели сроки выполнения заказов на системы плазменной резки попадают в список очереди для каждой серии моделей по мере того, как мы получаем их от Hypertherm® и отправляем вам. При 100% прозрачности мы стремимся предоставить всесторонний опыт. Не стесняйтесь звонить нам, чтобы обсудить время выполнения заказа. 1-888-701-7101.
Не стесняйтесь звонить нам, чтобы обсудить время выполнения заказа. 1-888-701-7101.
Hypertherm® Powermax 45XP
1/2″ дюйм
СМОТРЕТЬ PDF
Hypertherm® Powermax65 SYNC™
5/8 ″ дюймовый прожиг
ВИД
Hypertherm® Powermax85 SYNC™
3/4″ дюйм
VIEW
Hypertherm® Powermax105 SYNC™
7/8″ дюйм пирсинг
VIEW
Hypertherm ® Powermax 125
1-дюймовый прожиг
ПОСМОТРЕТЬ PDF
ВЕРНУТЬСЯ НА ВЕРХ
Адаптеры
: варианты, если в настоящее время у вас есть система Hypertherm®
Интерфейсный кабель STV®CNC CPC
Выберите «ТОЛЬКО», если вы уже являетесь владельцем плазменной системы Hypertherm® и вам требуется кабель CPC. Если вы покупаете у нас плазменный стол и решите использовать свою личную плазменную систему или решите приобрести ее в другом месте, вам необходимо будет приобрести этот элемент для подключения вашей плазменной системы к блоку управления STV®CNC.
Механизированный резак Hypertherm® (25 футов)
Выберите «ТОЛЬКО», если вы уже являетесь владельцем плазменной системы Hypertherm® и вам требуется механизированный резак. Этот предмет Hypertherm имеет длину 25 футов. Полноразмерные механизированные резаки Duramax работают с широким спектром режущих столов с ЧПУ, направляющих и труборезных станков.
Ручной резак Hypertherm® (25 футов)
Выберите «ТОЛЬКО», если вы уже являетесь владельцем плазменной системы Hypertherm® и вам требуется ручной резак. 25-футовый ручной резак Duramax® 75° хорошо подходит для различных операций, таких как строжка, резка мелких деталей, резка с увеличенным радиусом действия и резка заподлицо. Эргономичный дизайн резака 75° идеально подходит для обычной резки.
ВЕРНУТЬСЯ НА ВЕРХ
Важно! О чем следует помнить при оформлении покупки.
Получите некоторое представление о нескольких вещах, которые следует учитывать при покупке нового плазменного стола STVCNC, а также о том, что вам нужно знать и иметь на месте.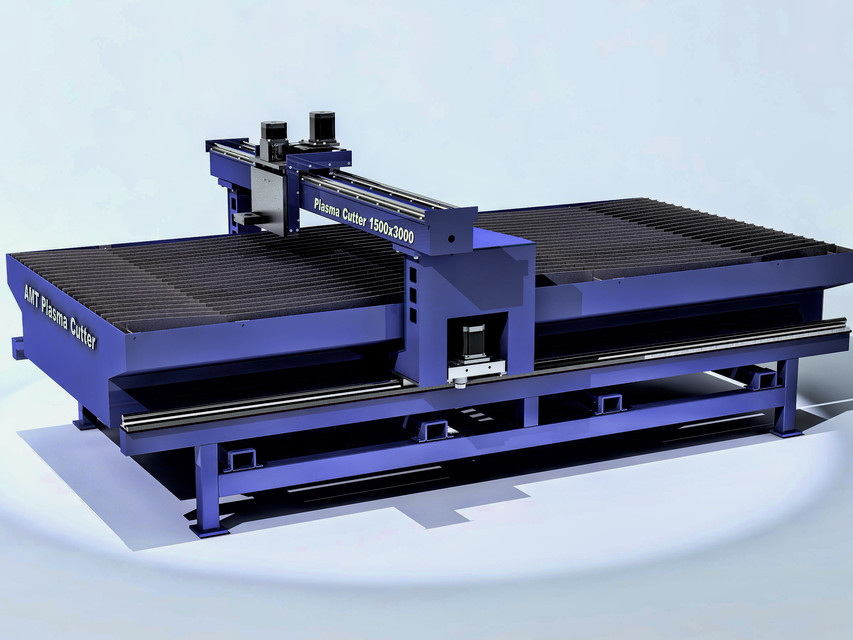
Ознакомьтесь с 20-шаговым руководством о том, как наши многочисленные отделы объединяются для создания вашего индивидуального заказа стола с ЧПУ.
ВЕРНУТЬСЯ НА ВЕРХ
Table Specs: База данных стандартных базовых моделей и размеров для гиков
Размеры конверта для резки | 5’(Ш) x 10’(Д). Разбивка XYZ: X = 60 дюймов, Y = 120 дюймов, перемещение по оси Z = 6 дюймов Максимум |
Линейная система | Все оси на прецизионных направляющих каретки с шарикоподшипником |
Система механического привода | Ось X и ось Y с зубчатой рейкой и шестерней, сделано в США |
Система механического привода | Ось Z — прецизионный шариковый ходовой винт с ЧПУ |
Системный интерфейс | ОС Windows |
Точность движения | 0,005 дюйма на 12 дюймов |
Разрешение шага | (+) или (-) 0,005 дюйма |
Максимальная скорость резки | 600 дюймов в минуту (рекомендуется) |
Регулятор высоты горелки | Автомат |
Поверхность стола | Поддоны для воды со сменными 1,5-дюймовыми стальными пластинами из плоской перекладины |
Входная мощность | 110 В для плазменного стола и 220 В для системы плазменной резки. |
Системный коэффициент | Передаточное число прямой передачи 1:1 |
Погрешность точности | Каждые 10 футов. хода = выкл. на 0,05–0,08 дюйма |
Должен ли я добавить комплект редуктора? | Нажмите здесь для просмотра (Стандарт) VS (редуктор) |

ВЕРНУТЬСЯ НА ВЕРХ
Финансирование: помощь через First Citizens Bank или доступных кредиторов
Получите свое снаряжение, когда оно вам понадобится.
Благодаря финансированию вы можете получить необходимое вам оборудование прямо сейчас и не платить сразу крупную сумму.
Знайте, сколько вы платите каждый месяц.
У вас будет предсказуемый ежемесячный платеж, который поможет вам планировать будущее и составлять бюджет для других потребностей вашего бизнеса.

Финансирование простое и быстрое.
Благодаря нашей простой онлайн-заявке, которую вы можете заполнить за считанные минуты, вы сможете быстро получить одобрение.
Держите ваши денежные резервы доступными.
Плата за ваше оборудование по прошествии времени означает, что вы можете не тратить свои деньги сразу.
Получите потенциальные налоговые выгоды.
Финансируемое оборудование может быть вычтено как операционные расходы в
период, в течение которого она оплачена и введена в эксплуатацию, — и это может уменьшить
общая стоимость. Платежи также учитываются как расходы на доход
лист, так что об амортизации можно не беспокоиться.
© 2023 First-Citizens Bank & Trust Company. Все права защищены. First Citizens Bank является зарегистрированным товарным знаком First Citizens BancShares, Inc. Не все заявители имеют право на получение финансирования. Все финансовые программы и тарифы подлежат окончательному утверждению First-Citizens Bank & Trust Company и могут быть изменены в любое время без предварительного уведомления. Скорость и производительность зависят от местного подключения заявителя и других факторов, неподконтрольных First-Citizens Bank & Trust Company. Для любой сделки с First-Citizens Bank & Trust Company может потребоваться подтверждающая финансовая документация. Если транзакция превышает 250 тысяч долларов, потребуется подтверждающая финансовая документация. Это не предназначено для предоставления каких-либо налоговых советов или других советов. Кандидаты должны проконсультироваться со своими налоговыми консультантами относительно своих конкретных налоговых ситуаций. Член FDIC. ММ#12935
Все финансовые программы и тарифы подлежат окончательному утверждению First-Citizens Bank & Trust Company и могут быть изменены в любое время без предварительного уведомления. Скорость и производительность зависят от местного подключения заявителя и других факторов, неподконтрольных First-Citizens Bank & Trust Company. Для любой сделки с First-Citizens Bank & Trust Company может потребоваться подтверждающая финансовая документация. Если транзакция превышает 250 тысяч долларов, потребуется подтверждающая финансовая документация. Это не предназначено для предоставления каких-либо налоговых советов или других советов. Кандидаты должны проконсультироваться со своими налоговыми консультантами относительно своих конкретных налоговых ситуаций. Член FDIC. ММ#12935
ВЕРНУТЬСЯ НА ВЕРХ
Общая информация о наших плазменных столах с ЧПУ собственного производства.
Самые прочные плазменные столы на рынке.
- Плазменные столы с высокотехнологичными функциями станка в небольшом корпусе.

- Автоматические плазменные резаки, которые могут обрабатывать металлы различной ширины.
- идеально подходит для предприятий любого размера.
Плазменный стол с ЧПУ
Если вам нужен лучший стол плазменной резки для вашей компании, обратите внимание на плазменный стол STV®CNC SparX™ 510. Этот автоматизированный плазменный стол может работать с металлом всех размеров, толщиной от полдюйма и выше. Все наши плазменные столы с ЧПУ оснащены высококачественным оборудованием, которое помогает сократить время, затрачиваемое на создание, при одновременном повышении стабильности. Этот плазменный резак промышленного уровня идеально подходит как для больших, так и для малых компаний, особенно для тех, кто ищет свой первый плазменный стол. Если вам нужен прочный и надежный автоматизированный плазменный резак, то стол для плазменной резки STV CNC SparX™ 510 идеально вам подойдет. Получите свой плазменный стол с ЧПУ онлайн уже сегодня.
- Использует интерфейс ОС Windows
- Несколько расширенных вложений включены
- Доступны варианты с сухим поддоном или поддоном для воды
- Выбираемая входная мощность