Что обозначает в маркировке электродов буква э и цифры следующие за ней: Электроды: обозначения и расшифровки
Содержание
Электроды: обозначения и расшифровки
Когда начинающий сварщик впервые подходит к витрине с расходными материалами, он может впасть в легкий ступор. Дело в том, что на коробке с электродами модель довольно редко обозначается лишь парой букв и одной цифрой. Гораздо чаще неопытный мастер встречает целый набор символов, не вызывающий у него совершенно никаких ассоциаций. Если вы тоже пока не разбираетесь в маркировке электродов, этот текст поможет вам выбрать правильный продукт.
Итак, чаще всего обозначение, нанесенное на коробку и сам электрод соответствует ГОСТам 9466-75 и 9467-75. То есть, призвано сообщить нам сведения о главных характеристиках изделия. Для примера возьмем такое обозначение, как:
Э46А — УОНИ 13/15 — 5.0 — УД2 Е 412(4) — Б20
Для удобства разобьем обозначения на части:
- Э46А
- УОНИ 13/15 — 5.0
- УД2 Е
- 412(4)
- Б
- 2
- 0
- Э46А — тип электрода.
 Если вам предстоит работа с легированными сталями, то маркировка нужных вам изделий будет иметь как раз такой вид, как у нас в примере. Э — электрод, 46 — максимально допустимая нагрузка на сварной шов в кгс/мм2. Если в маркировке после цифры есть литера «А», это означает, что шов будет устойчив к ударным и пластичным воздействиям. Если вы будете соединять детали из термоустойчивой или высоколегированной стали, то нужны будут электроды с другой маркировкой. Начинаться она будет с сочетания Э-09, Э-10 и т.д. «Э» здесь означает «электрод», а цифра после тире — количество углерода. Буквы и цифры после говорят о конкретном химическом составе: М — молибден, А — азот, Ф — ванадий и т. д.
Если вам предстоит работа с легированными сталями, то маркировка нужных вам изделий будет иметь как раз такой вид, как у нас в примере. Э — электрод, 46 — максимально допустимая нагрузка на сварной шов в кгс/мм2. Если в маркировке после цифры есть литера «А», это означает, что шов будет устойчив к ударным и пластичным воздействиям. Если вы будете соединять детали из термоустойчивой или высоколегированной стали, то нужны будут электроды с другой маркировкой. Начинаться она будет с сочетания Э-09, Э-10 и т.д. «Э» здесь означает «электрод», а цифра после тире — количество углерода. Буквы и цифры после говорят о конкретном химическом составе: М — молибден, А — азот, Ф — ванадий и т. д. - УОНИ 13/15 — марка. У каждого производителя может быть свой собственный «набор» марок. 5.0 — диаметр электрода. Обозначение также может иметь вид d=5.0. Общий принцип такой: чем толще ваши детали, тем толще должен быть электрод.
- Назначение. У — сварка низколегированных сталей, В — высоколегированных с особыми свойствами, Т — для термоустойчивых сплавов, Л — для конструкционных сталей с легирующими элементами, Н — для наплавки (и только).
 Д — коэффициент толщины обмазочного слоя. М — тонкое, С — среднее, Д — толстое, Г — максимально толстое. 2 — группа качества электродов. Может быть 1, 2 или 3. Выше группа — выше качество. Е — говорит о том, что перед нами электрод, который плавится при работе.
Д — коэффициент толщины обмазочного слоя. М — тонкое, С — среднее, Д — толстое, Г — максимально толстое. 2 — группа качества электродов. Может быть 1, 2 или 3. Выше группа — выше качество. Е — говорит о том, что перед нами электрод, который плавится при работе. - 412(4) — индексы, указывающие на комплекс характеристик шва. 4 — стойкость к образованию коррозии. Тут может быть число 0, 2, 3, 4, 5. Чем выше число, тем лучше. 1 — максимальное значение температуры, при которой соединение сохраняет жаропрочность. Измеряется значениями от 1 до 9, где 1 — 500 °С, а 9 — выше 850 °С. 2 — максимальная рабочая температура шва, при которой в металле не начнутся изменения. Может обозначаться цифрами от 1 (600 °С) до 9 (1100 °С). В нашем случае температура 650 °С. (4) — содержание ферритной фазы в металле. Измеряется цифрами от 1 (0.5%–4.0%) до 8 (10% –20%). Более подробную информацию об этом индексе можно найти в специальных таблицах. ⃣
- Тип обмазки. А — это кислое покрытие, Б — для сварки с помощью постоянного тока с обратной полярностью, Р — рутиловая обмазки, Ц — целлюлозное покрытие.
 Могут встречаться также смешанные варианты — АЦ и РБ.
Могут встречаться также смешанные варианты — АЦ и РБ. - Положение в пространстве. 1 — допустимо любое положение, 2 — любое, кроме вертикального сверху вниз, 3 — хорошая сварка по вертикали и горизонтали, но не для потолочной сварки, 4 — для нижних обычных и угловых соединений.
- 0 — вид сварочного тока. 0 — постоянный ток с обратной полярностью. Существует также еще обозначения от 1 до 9. Их можно разделить на 3 группы 50 В, 70 В и 90 В с любой полярностью, прямой и обратной.
 Если вам предстоит работа с легированными сталями, то маркировка нужных вам изделий будет иметь как раз такой вид, как у нас в примере. Э — электрод, 46 — максимально допустимая нагрузка на сварной шов в кгс/мм2. Если в маркировке после цифры есть литера «А», это означает, что шов будет устойчив к ударным и пластичным воздействиям. Если вы будете соединять детали из термоустойчивой или высоколегированной стали, то нужны будут электроды с другой маркировкой. Начинаться она будет с сочетания Э-09, Э-10 и т.д. «Э» здесь означает «электрод», а цифра после тире — количество углерода. Буквы и цифры после говорят о конкретном химическом составе: М — молибден, А — азот, Ф — ванадий и т. д.
Если вам предстоит работа с легированными сталями, то маркировка нужных вам изделий будет иметь как раз такой вид, как у нас в примере. Э — электрод, 46 — максимально допустимая нагрузка на сварной шов в кгс/мм2. Если в маркировке после цифры есть литера «А», это означает, что шов будет устойчив к ударным и пластичным воздействиям. Если вы будете соединять детали из термоустойчивой или высоколегированной стали, то нужны будут электроды с другой маркировкой. Начинаться она будет с сочетания Э-09, Э-10 и т.д. «Э» здесь означает «электрод», а цифра после тире — количество углерода. Буквы и цифры после говорят о конкретном химическом составе: М — молибден, А — азот, Ф — ванадий и т. д. Рассмотрим ещё пример, чтобы, так сказать, закрепить материал.
Э46-МР-3-Ø 3,0-УД Е 431 (3)-РЦ23
- Э — электрод;
- 46 — максимальная нагрузка на шов 46 кгс/мм2;
- МР-3 — марка;
- 3-Ø — диаметр 3.0. мм;
- У — для сварки низколегированных сталей;
- Д — средний коэффициент толщины обмазочного слоя;
- Е — электрод плавится при работе;
- 4 — шов стойкий к образованию коррозии;
- 3 — жаропрочность шва до 600 °С;
- 1 — жаростойкость шва до 600 °С;
- (3) — содержание ферритной фазы 2.
 0%–5.5%;
0%–5.5%; - РЦ — рутилово-целлюлозное покрытие;
- 2 — положение в пространстве любое, кроме вертикального сверху вниз;
- 3 — ток обратной полярность с напряжением холостого хода 50 В.
Надеемся, что рассказ вышел не слишком путанным, и с его помощью вы будете лучше разбираться в электродах. Как бы то ни было, наши консультанты всегда рады прийти вам на помощь в любом из наших магазинов.
Страница не найдена
Страница не найдена
|
|
Сайт Ассоциации «РОП»
Цветовая маркировка электродов ЭКГ
Электроды электрокардиограммы – это устройства, которые соединяют пациента с электрокардиографом, позволяя получать электрический сигнал.
Для того, чтобы отличить один электрод от другого и облегчить выполнение электрокардиограммы, каждый электрод имеет свой цвет, и для их быстрого различения были добавлены некоторые буквы.
Электрокардиографические электроды имеют два различных цветовых и буквенных обозначения.
Международная электротехническая комиссия (IEC) Цветовая маркировка электродов
Электроды для конечностей:
- Правый рычаг: красный, с буквой R .
- Левый рычаг: желтый, с буквой L .
- Левая ножка: зеленая, обозначена буквой F .
- Правая нога: черная, отмечена буквой N для нейтрального положения.
Мнемоники для запоминания цветов периферийных электродов IEC:
Самая простая мнемоника — помнить, что цвет электродов конечностей этой системы кодирования подобен цветам светофора. Начиная с правой руки по часовой стрелке: красный, желтый, зеленый и, наконец, черный (нейтральный) электрод на правой ноге.
Еще один ресурс — мнемоника « Ride Your Green Bike ». Начиная с красного (Ride) электрода на правой руке, затем двигайтесь вокруг туловища пациента по часовой стрелке, желтый ( Ваш ), зеленый ( зеленый ) и черный ( велосипед ).
Прекардиальные электроды
Все прекардиальные электроды могут быть белого цвета или каждый может иметь свой цвет.
- V1: красный, маркировка буквами C1.
- V2: желтый (C2).
- V3: зеленый (C3).
- V4: коричневый (C4).
- V5: черный (C5).
- V6: фиолетовый (C6).
Цветовая маркировка электродов Американской кардиологической ассоциации (AHA)
Электроды для конечностей:
- Правый рычаг: белый, маркировка буквами RA .
- Левый рычаг: черный, с буквенной маркировкой r LA .
- Левая нога: красная, отмечена буквой LL .

- Правая ножка: зеленая, обозначена буквой RL .
Мнемоники для запоминания цветов периферийных электродов AHA:
Чтобы запомнить расположение этих электродов, используется следующая мнемоника:
«Белый справа, дым (черный) над огнем (красный), снег (белый) над травой (зеленый)».
Другая мнемоника, начиная с правой руки по часовой стрелке: « соль, перец, кетчуп, салат » (белый, черный, красный, зеленый).
Прекардиальные электроды
Все прекардиальные электроды могут быть коричневыми или иметь свой цвет.
- V1: красный, отмечен буквами V1.
- V2: желтый (V2).
- V3: зеленый (V3).
- V4: синий (V4).
- V5: оранжевый (V5).
- V6: фиолетовый (V6).
В чем разница между двумя системами цветового кодирования?
В чем на практике разница между двумя системами цветового кодирования? кроме цветов и букв никакой.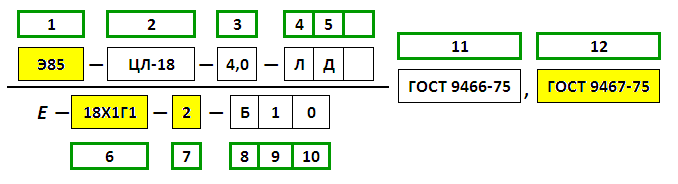
Цвета электродов зависят от электрокардиографа, с которым вы работаете. Неважно, какую цветовую кодировку вы используете.
Важно, чтобы персонал, проводящий электрокардиограмму, знал систему цветовой маркировки электродов электрокардиографа, чтобы избежать ошибок при размещении электродов.
Вы также должны знать, что цветовая кодировка отличается от той, которую вы знаете.
Наконец, мы рекомендуем вам прочитать правильное расположение электродов ЭКГ.
Si te ha gustado… Compártelo.
Сравнить на Facebook
Твитнуть
Нельзя пропустить
Как читать ЭКГ
Расчет оси сердца
Электроды ЭКГ
Волны ЭКГ
Блок правой ножки пучка Гиса
Блокада правой ножки пучка Гиса
Помощь в принятии решений
Система нумерации электродов помогает сварщикам принимать решения о том, когда, почему и как использовать три широко используемых стержневых электрода: E6010, E6011 и E7018.
Когда вы берете в руки держатель для электродуговой сварки в среде защитного газа (SMAW), вы сталкиваетесь с широким выбором электродов. Но не все расходные материалы для SMAW, также известные как стержни, подходят для любого материала или работы.
Решение о том, какой из них использовать, и предотвращение каких-либо дефектов сварки или отказов в результате вашего решения зависит от множества факторов. Выбирая сварочную проволоку для работы, вы должны убедиться, что она соответствует составу основного металла, толщине и прочности на растяжение. Вам также необходимо учитывать посадку соединения, длину сварного шва, направление движения и положение сварного шва.
Американское общество сварщиков (AWS) упростило процесс с помощью системы нумерации, которая может рассказать вам о конкретных электродах, о том, какие области применения лучше всего подходят для них и как их следует использовать для достижения максимальной производительности. Давайте посмотрим, как это работает и что это означает для трех часто используемых сварочных электродов: E6010, E6011 и E7018.
Понимание системы нумерации
В системе нумерации AWS все классификации электродов для сварки электродами начинаются с буквы «E». Эта буква означает, что это электрод для дуговой сварки.
Первые две цифры после буквы «Е» обозначают прочность электрода на растяжение. Предпоследняя цифра указывает позицию. Цифра «1» означает, что это всепозиционный электрод; «2» указывает на то, что электрод следует использовать в плоском и горизонтальном положениях; а «4» означает, что он лучше всего подходит для плоского, горизонтального, вертикального вниз и над головой. Последняя цифра обозначает тип флюсового покрытия электрода, будь то постоянный ток (DC) или переменный ток (AC), а также уровень проплавления, необходимый для получения качественного сварного шва.
Разборка часто используемых электродов
Эта буква «Е» и последующие четыре или пять цифр довольно много говорят об электроде. Как сварщик, вы обнаружите, что постоянно используете определенные электроды, в первую очередь популярные стержневые электроды E6010, E6011 и E7018.
Электроды E6010 и E6011. Первые два электрода похожи тем, что оба являются универсальными расходными материалами, идеально подходящими для прокладки трубопроводов, производства, строительства, ремонта и технического обслуживания. Это электроды E60XX, что означает, что они имеют предел прочности при растяжении 60 000 фунтов на квадратный дюйм при стандартных условиях сварки.
Оба сварочных материала с целлюлозным покрытием; около 30% веса покрытия этих целлюлозных электродов приходится на это органическое соединение. Газовый щит, создаваемый при сжигании этих электродов, содержит угарный газ, двуокись углерода и водород. Водород придает электродам E6010 и E6011 жесткую дугу, высокую скорость наплавки и более глубокое проникновение в основной металл, прорезая грязные, ржавые, окрашенные, жирные или масляные поверхности.
Сварщики-новички обычно избегают быстрозамерзающих электродов E6010 и E6011. Шлак, образующийся в результате использования электродов, быстро затвердевает и сдерживает расплавленный металл при удалении от лужи расплавленного металла, что позволяет выполнять сварку на высоте с минимальным вытеканием металла из шва. Это усложняет использование этих расходных материалов для менее опытных сварщиков в плане получения качественных результатов, поскольку необходимо правильно выполнить сварку при укладке валика в стык.
Это усложняет использование этих расходных материалов для менее опытных сварщиков в плане получения качественных результатов, поскольку необходимо правильно выполнить сварку при укладке валика в стык.
И наоборот, это дает специалистам преимущество, предотвращая значительное смещение сварочной ванны до ее затвердевания, что особенно важно при сварке во всех положениях. Оба электрода также образуют плоские наплавленные валики с легким образованием шлака, который легко удаляется и очищается.
Выбор правильного стержневого электрода выходит за рамки стоимости и предпочтений. Вы также должны учитывать основной металл, который вы свариваете, состояние этого металла, тип сварки и доступный источник питания.
Какими бы похожими ни были эти два стержневых электрода, у них есть различия. Наряду с целлюлозой покрытие E6010 содержит натрий, а E0611 — калий. Электрод E6010 подходит только для источников питания постоянного тока и имеет более плотную дугу и более глубокое проплавление, чем электрод E6011, который предназначен для машин как постоянного, так и переменного тока. Это учитывает бюджет, поскольку для сварки только постоянным током требуется более мощный (и более дорогой) источник питания.
Это учитывает бюджет, поскольку для сварки только постоянным током требуется более мощный (и более дорогой) источник питания.
Многие сварщики сообщают, что E6010 работает более плавно, чем E6011, особенно на очень грязных или ржавых поверхностях. Он может легко пробить ржавчину, жир или другую грязь, в то время как 6011 может потребоваться небольшая очистка перед зажиганием дуги.
Сварщики труб любят использовать электроды E6010 для нанесения корневого валика на внутреннюю часть трубы, для корневых и горячих проходов, а также для заполнения и закрытия труб класса X52. Электроды Э6010 хорошо подходят для сварки трубопроводов большого диаметра в положении вертикально вниз («печка-трубопровод»). Эти электроды также способны выполнять сварные швы рентгеновского качества в неустановленном положении.
Однако следует помнить, что если прочность трубы выше, вам также потребуются более прочные целлюлозные электроды, которые имеют такие же сварочные характеристики, как E6010, например E7010 или E8010.
Электроды E6011 создают мощную дугу распылительного типа с превосходными механическими свойствами при использовании с источниками питания переменного или постоянного тока с положительным электродом (DCEP). Они, как правило, являются расходным материалом первого выбора для ремонта и технического обслуживания, когда оборудование постоянного тока недоступно, и они хорошо работают при сварке листового металла и применениях с низким содержанием кремния. Электроды
E6011 могут использоваться со средне- и высокоуглеродистой и низколегированной сталью в таких областях, как общее производство, судостроение и ремонт, железнодорожные вагоны, фитинги для сосудов под давлением и оцинкованная сталь.
Поскольку электроды E6011 могут прорезать грязь, жир и ржавчину почти так же, как E6010, и работать на более доступных машинах переменного тока, они популярны среди путешествующих сварщиков, фермеров и других лиц, которым нужны экономичные решения для технического обслуживания и ремонтной сварки. рабочие места.
рабочие места.
E7018 Электроды. Пожалуй, самым популярным электродом на сегодняшний день является электрод с низким содержанием водорода E7018, который позволяет получать качественные сварные швы с превосходной ударной вязкостью и высокой пластичностью. Он используется для сварки металлов с повышенным риском растрескивания наплавленного валика при определенных условиях, таких как вибрационная нагрузка. Этот электрод снижает риск растрескивания из-за водородного охрупчивания, которое может возникнуть при сварке толстых участков основного материала.
«70» в номенклатуре означает, что электрод имеет предел прочности при растяжении 70 000 фунтов на квадратный дюйм, а «1» в третьем разряде снова означает, что этот сварочный материал имеет ровную дугу и четкую ванну практически во всех положениях. Единственное направление, в котором E7018 не работает, — вертикально вниз.
E7018 может работать от любого источника питания постоянного или переменного тока, хотя лучше всего он работает от источника постоянного тока. Маломощное оборудование может быть не в состоянии работать с большими диаметрами (3/16 дюйма или выше).
Маломощное оборудование может быть не в состоянии работать с большими диаметрами (3/16 дюйма или выше).
Несмотря на то, что на рынке представлен широкий выбор вариантов электродов E7018, не все они созданы равными. Обычно за E7018 следует номер «H» (H8, h5, h5R). Число после «H» описывает количество водорода, присутствующего в сварном шве, когда электрод хранится и сваривается в стандартных условиях.
Например, h5 означает менее 4 мл водорода на 100 г металла сварного шва. Что касается числа H: чем оно ниже, тем лучше.
Буква «R» после номера H (т. е. h5R) означает, что электрод соответствует требованиям AWS по влагопоглощению. Электрод можно использовать в течение девяти часов после вскрытия герметичной упаковки, после чего его необходимо повторно высушить в условиях, указанных производителем.
В то время как E7018 идеально подходит для многих типов сварки, для большинства применений требуются именно электроды E7018 h5R: конструкционная сталь, производство электроэнергии, нефтехимия, сосуды под давлением, трубопроводы и мягкая сталь. Он позволяет получить более однородный металл шва, обладающий лучшими ударными характеристиками при отрицательных температурах.
Он позволяет получить более однородный металл шва, обладающий лучшими ударными характеристиками при отрицательных температурах.
Наконец, если у вас есть особые требования для низкотемпературных применений, убедитесь, что вы используете электрод E7018-1 h5R. «-1» в конце указывает на лучшие механические характеристики при низких температурах (-40 градусов по Фаренгейту в случае E7018-1).
Какой стержневой электрод подходит именно вам?
При выборе подходящего стержневого электрода помимо стоимости и предпочтений необходимо учитывать множество факторов. Вы также должны учитывать тип основного металла, который вы свариваете, состояние этого металла, тип сварки, которую вы выполняете, и доступный источник питания.
Понимание того, как работает каждый из этих трех стержневых электродов и в чем они превосходны, в конечном итоге поможет вам сделать выбор. И помните, что не все стержневые электроды производятся в соответствии со строгими стандартами, поэтому вам также следует помнить о качестве.
