Что такое коническая резьба: Резьба коническая дюймовая.
Содержание
Резьба коническая дюймовая.
1 2 3 4 5 6 7 8 9 10 11
Дюймовая коническая резьба предназначена для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Конические резьбы, применяемые, главным образом , в соединениях труб, ранее стандартизовались на основе дюймовой системы мер. Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°. В настоящее время в мировой практике все больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической, с внутренней цилиндрической метрической резьбой. Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с внедрением конической метрической резьбы.
Существенным недостатком конической дюймовой резьбы является то, что она не имеет согласованной с ней цилиндрической резьбы и, следовательно, не позволяет получить коническо-цилиндрические соединения.
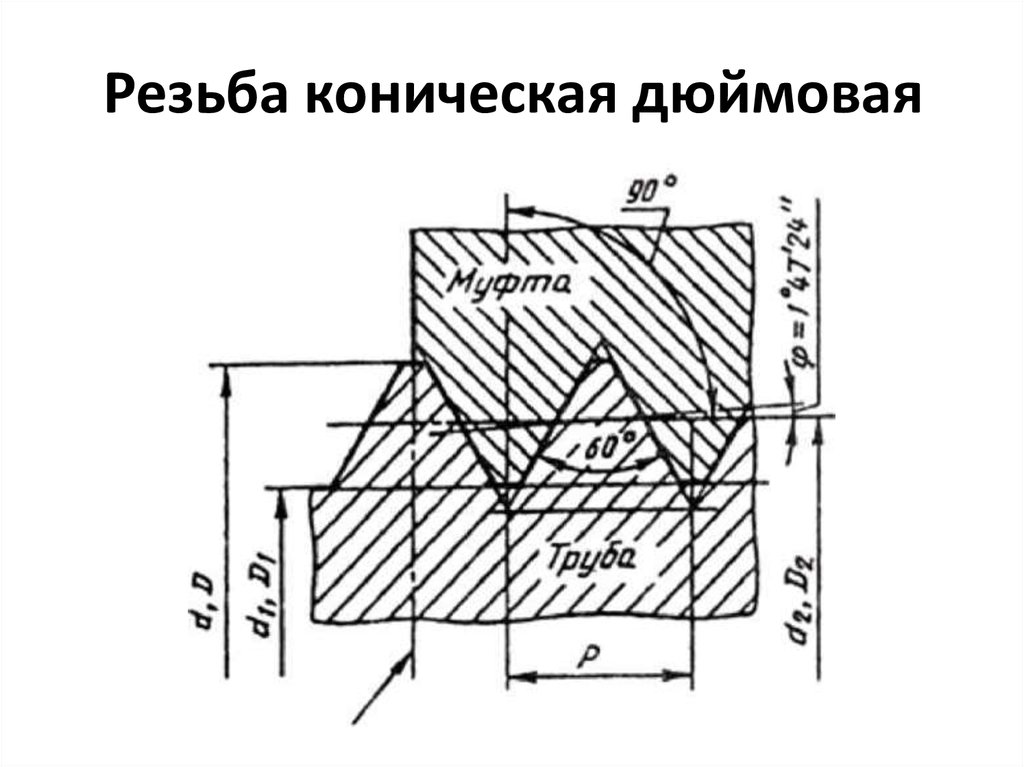
Угол профиля дюймовой конической резьбы равен 60°.
Биссектриса угла профиля перпендикулярна оси трубы.
Шаг резьбы задается числом ниток на 1° и измеряется параллельно оси трубы.
Угол наклона конуса φ/2 равен 1°47′ 24».
Основная плоскость трубы при свинчивании без натяга совпадает с торцом муфты.
Коническая дюймовая резьба имеет притупление вершины и впадины, притупления витков этой резьбы значительно меньше притуплений метрической крепежной резьбы, что способствует достижению непроницаемости.
Резьба коническая дюймовая с углом профиля 60° изготавливается по ГОСТ 6111-52. Принятый в стандартах номинальный профиль показан на рис. 1
Основные размеры резьбы указаны на рис.2 и в таблице 1.
Допуски размеров конической дюймовой резьбы с углом профиля 60°.
Согласно ГОСТ 6111-52 наружная резьба проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы при этом относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис.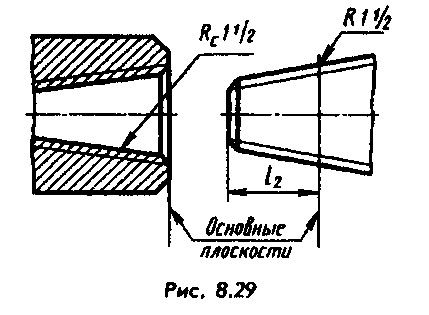 3.
3.
Внутренняя резьба проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис.4.
Разность размеров l1 и l2 должна быть не менее указанных в таблице 1 номинальных размеров l1 и l2.
Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh1 и dh2) рис.5, не должны превышать значений указанных в таблице 2.
Отклонение половины угла профиля, угла уклона (φ/2) и отклонения по шагу резьбы (отклонения расстояний между любыми витками) не должно превышать значений указанных в таблице 3.
Пример условного обозначения конической резьбы 1/8» : К 3/4» ГОСТ 6111-52.
Контроль конической дюймовой резьбы.
Средний диаметр наружной конической резьбы измеряется на универсальном микроскопе теневым способом или с помощью ножей.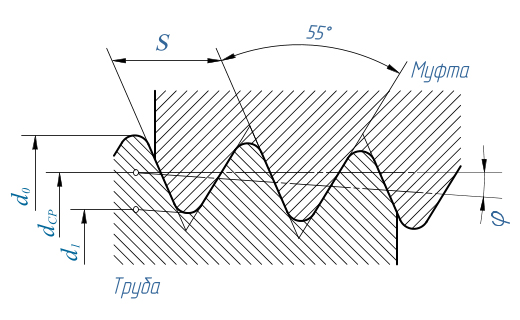
При измерении среднего диаметра калибр-пробку устанавливают на центрах микроскопа так, чтобы меньший торец находился справа. Визируют меньший торец по измерительному ножу и измеряют расстояние L1 от торца до вершины одного из витков, который визируется по сторонам профиля. Измеряют средний диаметр по правым и левым сторонам профиля этого витка. Размер среднего диаметра резьбы на расстоянии L1 от меньшего торца (dсрL1) подсчитывается по формуле (1).
где F-поправка, определяемая по формуле (2),
где К-конусность; &phi — угол уклона; α-угол профиля резьбы; S-шаг резьбы.
Средний диаметр в основной плоскости находится по формуле (3).
где L-расстояние от большого торца до меньшего (действительная высота калибра) в мм; а-расстояние от большого торца до основной плоскости в мм.
Конусность определяется по формуле (4)
где dсрL2 и dсрL1 – два диаметра на расстоянии L2 и L1 от меньшего торца. Овальность резьбы по среднему диаметру определяется разностью его значений в основной плоскости, измеренных в двух положениях с поворотом резьбы на 90°.
Овальность резьбы по среднему диаметру определяется разностью его значений в основной плоскости, измеренных в двух положениях с поворотом резьбы на 90°.
Калибры пробки конических резьб измеряются также методом проволочек рисунок 5. На пинольную трубку 5 горизонтального оптимитра или измерительной машины устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8. На столике прибора на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают прибор на нуль. Размер блока подсчитывается по формуле (5).
где dсрL1 – средний диаметр на расстоянии L1 от меньшего торца;
где dп – диаметр проволочки в мм, определяемый по формуле 7
Где S – шаг резьбы; α/2 – половина угла профиля.
На блок концевых мер 2 калибр устанавливают меньшим торцом. Столик прибора 4, устанавливают по блоку концевых мер, опускают так, чтобы против измерительных наконечников оказалась первая из впадин, отмеченных заранее риской (размер от этой впадины до торца должен быть предварительно измерен на универсальном микроскопе). Во впадину резьбы вкладывают проволочку и с противоположной стороны во впадину, расположенную выше отмеченной, вторую проволочку. Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.
Во впадину резьбы вкладывают проволочку и с противоположной стороны во впадину, расположенную выше отмеченной, вторую проволочку. Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.
Средний диаметр в основной плоскости подсчитывается по формуле 3.
Шаг конических резьб у калибров-пробок измеряют на универсальном микроскопе теневым способом или с помощью ножей. Измерения производят параллельно оси резьбы. Калибр устанавливают на центрах микроскопа. В случае измерения теневым способом перекрестие окулярной сетки накладывают на вершину изображения витка резьбы. Это достигается последовательным наложением центральной штриховой линии (при повороте окулярной пластины) на обе стороны профиля витка.
Если штриховая линия при повороте окулярной сетки накладывается без просвета на обе боковые стороны профиля, то это означает, что перекрестие сетки совмещено с вершиной угла профиля резьбы. Проделав эту операцию на двух витках и сняв при этом отсчеты по продольной шкале микроскопа, подсчитывают значение шага как разность этих отсчетов.
Проделав эту операцию на двух витках и сняв при этом отсчеты по продольной шкале микроскопа, подсчитывают значение шага как разность этих отсчетов.
Для исключения влияния перекоса резьбы относительно оси, измерения производят по правым и левым сторонам профиля и берут среднее арифметическое.
Угол профиля резьбы измеряют обычно одновременно с измерением шага теневым способом или с помощью ножей.
В заключении необходимо отметить, что применение резьбы по ГОСТ 6111-52, обязательно для изделий, на которые установлены стандарты, предусматривающие соединения с этой резьбой. Во всех других случаях допускается применение трубной конической резьбы.
Если у Вас есть вопросы можно задать их ЗДЕСЬ.
1 2 3 4 5 6 7 8 9 10 11
Список последних статей.
- Статья №1.Определение числовых значений предельных отклонений.
- Статья №2. Резьба коническая дюймовая с углом профиля 60°.
- Статья №3. Как в технологической документации обозначить опоры, зажимы и установочные устройства.

- Статья №4. Основы теории базирования.
- Статья №5. Базирование. Классификация баз.
- Статья №6. Классификация баз по лишенным степеням свободы.
- Статья №7. Основные формулы для расчета погрешностей базирования и закрепления заготовки.
- Статья №8. Примеры расчета погрешности базирования и закрепления заготовки.
- Статья №9. Назначение технологических баз.
- Статья №10. Примеры задач по назначению технологических баз.
- Статья №11. Основы размерного анализа. Размерные цепи.
Автор: Саляхутдинов Роман | «БОСК 8.0» Познай Все Cекреты КОМПАС-3D
>> Читать Полное Описание << |
Автор: Саляхутдинов Роман | «БОСК 5. Новый Видеокурс. «Твердотельное и Поверхностное Моделирование в КОМПАС-3D»
>> Читать Полное Описание << |
 0″
0″Автор: Саляхутдинов Роман | «Эффективная работа в SolidWorks» Видеокурс. «Эффективная работа в SolidWorks» поможет Вам:
>> Читать Полное Описание << |

Автор: Дмитрий Родин | «AutoCAD ЭКСПЕРТ» Видео самоучитель По AutoCAD
>> Читать Полное Описание << |
Коническая трубная резьба: обозначение, ГОСТ, применение
Ответственные узлы конструкций, механизмов имеют повышенные требования по обеспечению герметичности. Для этой цели используется коническая трубная резьба. Применение такого вида соединения гарантирует необходимую герметичность при сборке трубопроводов высокого давления, механизмов гидравлики. Выполняется такая резьба с помощью специальных инструментов, обеспечивающих нужный угол конуса, форму профиля. При соединении деталей обеспечивается более плотное их прилегание. Конические резьбовые соединения встречаются и в бытовых сантехнических приборах, системах водоснабжения и газовых коммуникациях.
При соединении деталей обеспечивается более плотное их прилегание. Конические резьбовые соединения встречаются и в бытовых сантехнических приборах, системах водоснабжения и газовых коммуникациях.
Содержание
Параметры конической трубной резьбы
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Если в обозначении стоят буквы LH, то значит направление вращения левое.
Конусность — 1° 47′ 24″. Это значение дает соотношение длины резьбы к разнице диаметров как 1:16.
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы. Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное. К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы. Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное. К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Скачать ГОСТ 6211-81
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон.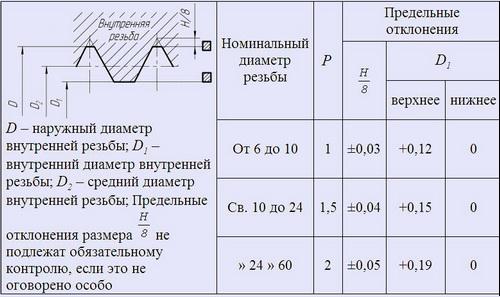 На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.
На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.
Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
Способы нарезки конической трубной резьбы
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков. При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника. Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.
Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков. При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника. Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.
Как нарезать резьбу самостоятельно? Прежде всего необходимо надежно зафиксировать деталь в тиски с таким расчетом, чтобы обеспечить доступ измерительного угольника. Если есть сверлильный станок, то достаточно без перекосов зажать ее. Когда используется дрель, то проконтролировать угол сложнее. Можно воспользоваться дополнительными приспособлениями, например, кондуктором или направляющей муфтой. Особую аккуратность следует проявить при чистовом проходе коническим сверлом или разверткой. Точно выполненное отверстие позволит метчику правильно сделать заход. Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.
Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.
Оборудование для нарезки
В практической деятельности обычному слесарю не часто приходится делать коническую резьбу, если специфика производства не связанна с изготовлением деталей с таким видом соединений. Домашний мастер сталкивается с этой операцией еще реже. Помощником в работе станет таблица определения диаметров.
| Размер в дюймах | Диаметр отверстия, мм | Глубина сверления, мм | |
| dc | do | ||
| ⅛ | 8,10 | 8,57 | 15 |
| ¼ | 10,80 | 11,45 | 20 |
| ⅜ | 14,30 | 14,95 | 24 |
| ½ | 17,90 | 18,63 | 29 |
| ¾ | 23,35 | 24,12 | 31 |
| 1 | 29,35 | 30,29 | 37 |
| 1¼ | 37,80 | 38,95 | 40 |
| 1½ | 43,70 | 44,85 | 42 |
| 2 | 55,25 | 56,66 | 44 |
Наибольший диаметр конуса обозначают do, а наименьший dc. Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
На плашках указано направление конуса. Если соответствующего значка нет, или есть непонятная аббревиатура, то нужно ее с обеих сторон замерить штангенциркулем.
Увидеть конус можно и по губкам для внутренних измерений. Достаточно их вставить вовнутрь и будет виден уклон на плашке относительно параллельных губок штангенциркуля. Конусные плашки шире обычных, поскольку они должны полностью перекрывать длину обрабатываемой детали. Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Конические соединения используется в ответственных узлах, поэтому требования в чистоте обработки поверхности высокие. Добиться ее можно только при использовании качественных смазочно-охлаждающих жидкостей. Выбор составов широк. Но если профессиональных материалов под рукой нет, то в домашних условиях можно для работы использовать животный жир. По своим характеристикам он отлично подходит для этой цели. Многие опытные мастера часто его используют в своей практике. Он гарантирует хорошее скольжение, качественную резку металла без сколов.
Скачать ГОСТ 6227-80
Скачать ГОСТ 6228-80
Режущий инструмент изготовляется из инструментальных, быстрорежущих сталей. В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.
Как обозначаются соединения деталей с резьбой
Все характеристики трубной конической резьбы указаны в ГОСТ 6211–81. Отечественные стандарты совместимы с зарубежными аналогами: ISO R7, DIN 2999, BS 21, JIS B 0203. Обозначается этот вид резьбы английскими буквами R (наружная) и Rc (внутренняя). В ГОСТе описывается профиль, размеры и допуски соединения. Детальный чертеж показывает характерные особенности соединения. Дополнительные приложения регламентируют подготовку деталей для работы. Сводная таблица основных параметров трубной резьбы является основанием для контроля качества и размеров изделия.
Особое внимание уделяется тому, как делается обозначение соединения. Если используется два вида резьбы, то записываются они в виде дроби. Числитель — это внутренняя, знаменатель наружная часть соединения. Например, Rp/R 3/4 LH. Это означает, что резьба левая, номиналом три четверти дюйма, внутренняя цилиндрическая, а наружная коническая трубная. Совмещение разных видов часто используется в ремонтной практике. Так восстанавливают работоспособность сантехнических, газовых приборов. Конусная резьба предпочтительнее там, где нужна надежная герметизация.
Коническая трубная резьба: конусная дюймовая труба по ГОСТ 6211 81
Классификация резьбовых соединений весьма обширна. Даже если рассматривать отдельный случай, например, трубную нарезку в форме конуса, то и здесь не обойтись без уточнения ее особенностей и типов. Конические резьбы используются достаточно широко, позволяя создавать надежные герметичные соединения без сварки. Их даже называют универсальными, поскольку это единственный тип винтовой нарезки, допускающий подключение к трубам других форм и сечений.
Редкая форма резьбы
Содержание
- Виды и классификация: дюймовая Fanuc и другие
- Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
- Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
- Обозначения: метчик, чертежи
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
- Метрическая (с углом профиля 60º) – наиболее распространенный вид соединений, применяемых в нашей стране при производстве нового оборудования.
- Дюймовая (α=55º), чей наружный диаметр и прочие параметры привязаны к английской системе мер, то есть выражаются в дюймах. Коническая дюймовая резьба отличается тем, что не имеет привязки к шагу нарезки. Вместо этого используется количество витков на единицу длины.
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.
- Нормальная
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
- Мелкая
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток при d от 1/16ʺ до 3/8ʺ.
Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
Коническая трубная резьба широко используется в создании трубопроводов, работающих под давлением (водопровод, отопление, топливные магистрали и газопроводы), поскольку обеспечивает герметичность соединений даже при напоре в десятки МПа.
Когда говорят об универсальности конической нарезки, имеют ввиду возможность ее монтажа совместно с цилиндрическими муфтами. К такому типу соединения приходится прибегать при подключении к трубам, у которых частично разрушилась или деформировалась внутренняя резьба, а заменить дефектный участок или решить проблему сваркой не представляется возможным.
Конечно, в этом случае контакт двух труб будет минимальным – только в той части, где диаметр конуса и цилиндра совпадут.
О надежности говорить не приходится, поэтому способ рассматривают только как временную меру.
Впрочем, при соблюдении установленных норм взаимозаменяемости по ГОСТ 6357-81 внутренняя трубная цилиндрическая резьба может идти в соединении с конической. Но в этом случае должна выдерживаться длина ввинчивания отдельных элементов, допуски по диаметру и класс точности исполнения.
Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
Давая классификацию соединений, мы сознательно не коснулись всего многообразия резьбовых профилей. Потому как для нарезки винта на конических трубах подходит только треугольная форма – самая надежная и прочная. Правда, она имеет несколько вариантов исполнения вершины и основания ниток в зависимости от применяемых стандартов. И вот здесь уже возможны отличия.
Так называемая британская трубная коническая резьба имеет профиль треугольника со скругленными зубцами и ответными впадинами (стандарт BSPT). Это позволяет использовать ее одновременно с жидкими герметиками и уплотняющими лентами. Кроме того, округлые кромки отлично держат динамические нагрузки. Угол α у вершины каждого треугольника составляет 55º, а все размеры задаются по стандартам дюймовой системы мер.
Кроме того, округлые кромки отлично держат динамические нагрузки. Угол α у вершины каждого треугольника составляет 55º, а все размеры задаются по стандартам дюймовой системы мер.
Отечественный аналог – ГОСТ 6211 81 жестко регламентирует параметры дюймового конического профиля:
- Уклон по отношению к осевой линии трубы (конусность) выдерживается на уровне 1:16. При этом ее длина и выбранный размер сечения роли не играют.
- Конусное соединение допускается только для труб, диаметр которых не превышает 6ʺ, так что резьба тоже имеет соответствующие ограничения по размеру.
В профиле NPT равнобедренные треугольные витки (α=60º) имеют плоские вершины с такими же ответными основаниями. Винтовая нарезка выполняется в соответствии с американскими стандартами UNS (с крупным шагом), UNF и UNEF (с мелким и особо мелким). Здесь более скромный выбор диаметра: от 1/16ʺ до 4 дюймов. У нас для такого типа соединений разработан отдельный ГОСТ на коническую резьбу 6111-52 (дюймовая) и ГОСТ 25229-82 (метрическая).
Винт с углом профилей в 60º работает на смятие, создавая герметичное, но неразъемное соединение. Применяется в машино- и станкостроении для трубопроводов, в которых циркулируют ГСМ, вода или газообразные рабочие среды под давлением. Коническая трубная резьба способна выдержать максимально-возможное давление.
Обозначения: метчик, чертежи
ГОСТ для конической резьбы предусматривает следующие обозначения:
- R или Rc – наружная или внутренняя. Следом обязательно указывается номинальный диаметр, выраженный в дюймах.
- LH – левая. Если конусная резьба имеет правое исполнение, в обозначении эта маркировка отсутствует (параметр по умолчанию).
- Rр – указывает на цилиндрическую форму внутренней нарезки, совместимую с наружной конусной.
Применяйте конусную резьбу по назначению
Американское обозначение трубной конической резьбы сложнее, но информативнее. Помимо уточнения положения нарезки (MNPT – наружная, FNPT – внутренняя) в маркировке указываются следующие параметры:
- номинальный диаметр;
- число витков на единицу длины;
- группа по типу исполнения профиля;
- класс точности для наружной (А) и внутренней нарезки (В).

ПОСМОТРЕТЬ ВИДЕО
Диаметр задается в дюймах дробью или по присвоенному номеру. Коническая трубная резьба часто применяется в соединениях комуникаций. Конусная дюймовая труба одна из самых популярных в использовании в местах с большим давлением.
Идентификатор потока — это просто. Узнайте все о различных типах потоков
- Главная
- Наш лучший совет
- Идентификатор потока легко. Узнайте все о различных типах резьбы
Для шланговых и трубных фитингов доступно несколько различных типов резьбы. Количество вариантов конца фитинга может сделать выбор наиболее подходящего типа резьбы фитинга сложной задачей. Надежность фитингового соединения зависит от выбора того, что является оптимальным для применения. Во-первых, мы познакомим вас с шестью типами распространенных типов резьбы. Во-вторых, мы проведем вас через процесс идентификации потока.
Во-первых, мы познакомим вас с шестью типами распространенных типов резьбы. Во-вторых, мы проведем вас через процесс идентификации потока.
Шесть наиболее распространенных типов резьбы
Когда речь идет о различных типах резьбы, большинство людей, работающих в гидроэнергетике, узнают американскую трубную резьбу (NPT/NPTF) , а также SAE или унифицированную резьбу. (ООН/УНФ) . Однако резьба и соединения делятся на шесть основных типов:
- UN/UNF
- НПТ/НПТФ
- БСПП (БСП, параллельный)
- BSPT (BSP, конический)
- метрическая параллельная
- метрическая коническая
Давайте узнаем разницу между каждым из них.
Как определить различные типы
резьбы в четыре простых шага
Прежде чем начать, убедитесь, что у вас есть два инструмента для идентификации резьбы:
- Шагомер
Шагомер — это инструмент, используемый для измерения расстояния между вершинами резьбы. Для NPT, UN/UNF, BSPP и BSPP мы измеряем количество витков резьбы на дюйм. Если у вас метрическая резьба, калибр шага определяет расстояние между каждым отдельным гребнем в миллиметрах.
Для NPT, UN/UNF, BSPP и BSPP мы измеряем количество витков резьбы на дюйм. Если у вас метрическая резьба, калибр шага определяет расстояние между каждым отдельным гребнем в миллиметрах.
- Суппорт
Штангенциркуль используется для измерения диаметра резьбы. Для наружной резьбы он измеряет наружный диаметр, для внутренней – внутренний диаметр соответственно. Опытные пользователи могут приобрести цифровой штангенциркуль у нескольких розничных продавцов. Это экономит ваше время и упрощает процесс.
ШАГ 1. Параллельная резьба и коническая резьба. Давайте узнаем разницу.
Параллельная резьба включает:
- UN/UNF
- BSPP
- метрическая параллельная
К коническим резьбам относятся:
- NPT/NPTF
- BSPT
- метрическая коническая
Чтобы определить, является ли резьба конической или цилиндрической, посмотрите на ее диаметр. Если диаметр резьбы становится тоньше к концу, вы смотрите на коническую резьбу.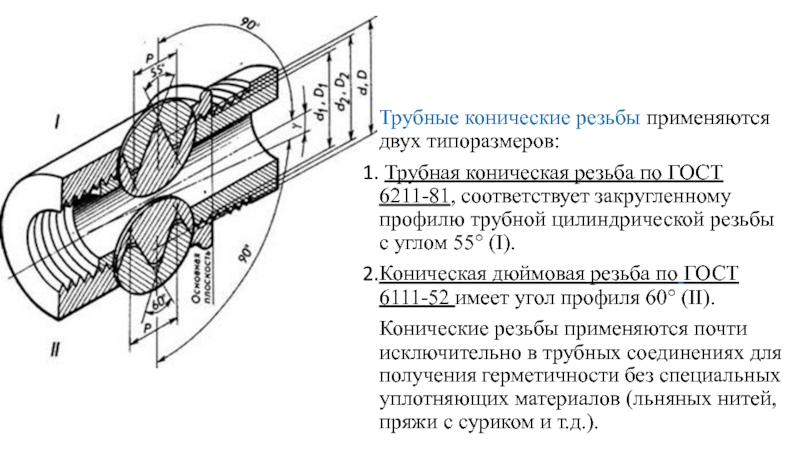 Наоборот, если диаметр резьбы одинаков вверху и внизу резьбы, у вас параллельная резьба. См. рисунок ниже, чтобы увидеть визуальную разницу между конической и параллельной резьбой. Использование известной параллели, например, штангенциркуля, может помочь определить, является ли фитинг коническим. Если резьба касается всей длины суппорта, она параллельна, но если она качается, у вас коническая резьба.
Наоборот, если диаметр резьбы одинаков вверху и внизу резьбы, у вас параллельная резьба. См. рисунок ниже, чтобы увидеть визуальную разницу между конической и параллельной резьбой. Использование известной параллели, например, штангенциркуля, может помочь определить, является ли фитинг коническим. Если резьба касается всей длины суппорта, она параллельна, но если она качается, у вас коническая резьба.
ШАГ 2. Определите шаг
Используйте инструмент для измерения шага резьбы, чтобы определить размер резьбы. Измеритель шага резьбы поможет вам точно измерить и рассчитать количество витков резьбы на заданном расстоянии.
Попробуйте несколько калибров из инструмента для измерения шага на белом фоне, прежде чем решить, какой из них лучше всего подходит для вашей резьбы. Посмотрите на общие размеры шага для каждого из различных типов резьбы в таблице ниже.
ООН/УНФ | 12, 14, 16, 18, 20, 24 |
НПТ/НПТФ | 11 ½, 14, 18, 27 |
БСПП | 11, 14, 19, 28 |
БСПТ | 11, 14, 19, 28 |
Метрическая параллель | 1,0, 1,5, 2,0 |
Метрическая коническая | 1,0, 1,5, 2,0 |
ШАГ 3.
 Размер резьбы имеет значение
Размер резьбы имеет значение
Когда дело доходит до определения размера резьбы, в вашем распоряжении есть два подхода. Прежде чем начать, определите, является ли ваша резьба трубной (NPT/NPTF, BSPT, BSPP) или нет (UN/UNF, метрическая параллельная, метрическая коническая). Помните, что коническая резьба может быть как трубной, так и нет.
Рисунок 1. Таблица размеров внутреннего диаметра трубной резьбы
Если у вас есть трубная резьба, сравните размер резьбы с профилем номинального размера, как показано на рисунке 1. Для нетрубной резьбы (UN/UNF, метрическая параллельная, метрическая коническая ), используйте штангенциркуль для измерения наружного диаметра протектора.
ШАГ 4. Обозначение резьбы
Этот шаг включает в себя обозначение резьбы в соответствии с отраслевыми стандартами для дальнейшего использования. Начните с определения размера протектора (номинального или фактического), затем запишите тип и шаг (если применимо). См. примеры в таблице ниже в ШАГЕ 4:
ООН/УНФ (SAE) | Параллельный | 12, 14, 16, 18, 20, 24 | Измерить штангенциркулем | Размер шага, тип 3/4-16 UN/UNF |
НПТ/НПТФ | Конический | 11 ½, 14, 18, 27 | Сравните с профилем | Размер шага, тип 1/4-18 NPT |
Параллельный | 11, 14, 19, 28 | Сравните с профилем | G, размер* G1/8 | |
Конический | 11, 14, 19, 28 | Сравните с профилем | R, размер* R1/2 | |
Метрическая параллель | Параллельный | 1,0, 1,5, 2,0 | Измерить штангенциркулем | M, размер X, шаг M14X1,5 |
Метрическая коническая | Конический | 1,0, 1,5, 2,0 | Измерить штангенциркулем | M, размер x шаг, бочонок или конус, M10 x 1 бочонок или конус |
Резюме
Подводя итог, можно сказать, что процесс идентификации потока состоит из четырех простых шагов. Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.
Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.
Сокращения трубной резьбы:
Британская стандартная труба | |
Трубная параллельная резьба Британского стандарта | |
Трубная коническая резьба Британского стандарта | |
Национальная трубная резьба | |
Топливная трубная резьба National |
Tagged: соединители жидкости
соединители жидкости
Резьба GAS и резьба NPT для промышленной арматуры
вернуться в блог
Обработка
Нарезание газовой резьбы и обработка NPT: основные характеристики, области применения и правила. Узнайте все подробности, прочитав эту статью.
Узнайте все подробности, прочитав эту статью.
07 июня 2022 г.
Обработка
Резьбовые фитинги занимают большую часть мира фитингов, поскольку они обладают характеристиками, которые делают их идеальными для быстрой сборки и разборки, что позволяет им справляться с отказами, неисправностями, обслуживанием, заменами и изменениями в проектах.
В частности, среди наиболее часто используемых резьб, особенно в гидравлике, есть резьба GAS и резьба NPT. В основе их различий, как это часто бывает в мире механики и действующих правил, лежит использование, основанное на географии производителя и пользователя. Фактически, резьба GAS более широко используется во всем мире, в то время как, что касается США и Канады, резьба NPT более распространена и используется для изготовления резьбовых фитингов. Такое географическое положение не должно удивлять: достаточно вспомнить все правила, которые различаются между Европой (и вообще другими континентами) и Северной Америкой.
Принципиальным аспектом этих типов резьбы является единица измерения: фактически классическая метрическая система не используется, а обозначение производится в дюймах.
Резьба ГАЗ
Резьба ГАЗ наиболее часто используется для соединения труб и гидрофитингов: она может быть как цилиндрической, так и конической.
— Цилиндрическая резьба GAS : она также определяется как «не туго натянутая на резьбу» и во всем мире регулируется стандартом ISO 228-1. Уплотнение, по сути, создается не формой наружной и внутренней резьбы (как цилиндрической, так и недостаточной для создания помех), а размещением подходящего уплотнительного материала, который гарантирует, что транспортируемая жидкость не вытекает, вызывая утечки, неудобства и неисправности.
— Коническая газовая резьба: также определяется как «натянутая на резьбу» и регулируется стандартом EN 10226-1. В этом случае наружная резьба имеет коническую форму, а внутренняя резьба — цилиндрическую: взаимодействие между ними создает уплотнение, и никаких дополнительных материалов не требуется, даже если на практике уплотнения всегда добавляются для повышения степени безопасности и минимальные неудобства.
Вне зависимости от резьбы, в любом случае, резьба GAS является резьбой Витворта с очень мелким шагом и, как таковая, характеризуется углом при вершине резьбы 55° (а не 60°, как у классической метрической резьбы) .
Резьба NPT
Резьба NPT (Nationale Pipe Thread) представляет собой американский стандарт, соответствующий стандарту AISI B1.20.1, и является вторым наиболее часто используемым в области гидравлических фитингов. По сравнению с резьбой GAS она имеет угол резьбы 60°, что приводит к большему шагу (что означает меньшее количество витков резьбы на дюйм). Другой важной особенностью является то, что этот тип резьбы является коническим, а не цилиндрическим: поэтому, как правило, это обеспечивает большую герметичность, даже если использование уплотнений все же рекомендуется.
Характерные параметры резьбы
Резьбы, как видно, могут быть различных типов в зависимости от углов резьбы и определяющих характеристик. Будь то GAS, NPT или любой другой тип резьбы (такой как, например, метрическая резьба, наиболее распространенная во всем мире в промышленном секторе), существуют важные различия, основанные на параметрах, определяющих их углы, размеры и спирали. В частности, фундаментальными переменными являются:
В частности, фундаментальными переменными являются:
— Угол резьбы: характеризует резьбу и ее форму, а также сильно влияет на механические и соединительные характеристики.
— Высота H: высота треугольника, образующего резьбу;
— Внешний диаметр: это обозначение соответствует диаметру по вершинам резьбы в случае винта, но также равно диаметру, полученному с учетом нижней части резьбы в гайке;
— Номинальный диаметр: диаметр, используемый для обозначения резьбы;
— Диаметр сердцевины: противоположен введенному ранее внешнему диаметру;
— Средний диаметр: как указано в самом названии, представляет собой средний диаметр винта или гайки;
— Шаг: представляет собой расстояние между двумя последовательными ребрами или основаниями резьбы. В частности, существует различие между мелким и крупным шагом, чтобы указать разницу этой характеристики, которую можно найти в резьбе;
— Количество витков: это количество витков винта;
— Количество заходов: представляет собой количество различных типов, которые можно найти на винте, чтобы увеличить шаг, но при этом сохранить прочное сечение, подходящее для сердечника;
— Направление вращения винта: фактически винт может быть правосторонним или левосторонним в зависимости от направления завинчивания, которое отличает его при сборке.
На этапе проектирования и выбора соединений важно оценить все эти параметры таким образом, чтобы сделать осознанный выбор, который сводит к минимуму риски поломки в процессе эксплуатации и позволяет продлить срок службы соединения, избегая рисков и отказов, которые могут нанести вред. к конструкциям и к системам. Как и все типы резьбы, резьба GAS и резьба NPT также подлежат этому процессу принятия решений в сочетании со структурными расчетами, которые всегда имеют решающее значение в проекте.
Процессы необходимые для реализации потоков
Реализация резьбы искусством в соответствии с действующими нормами требует структурированных производственных процессов, таких как механическая обработка для удаления стружки:
— Превращение;
— Фрезерование, как цилиндрическое, так и конусное;
— постукивание;
— Роллинг.
Выбор параметров процесса, подходящих для используемых материалов, имеет важное значение для получения качественно превосходного продукта с минимальными отходами и браком, что дает преимущества как с экономической точки зрения, так и с точки зрения стойкости и применения.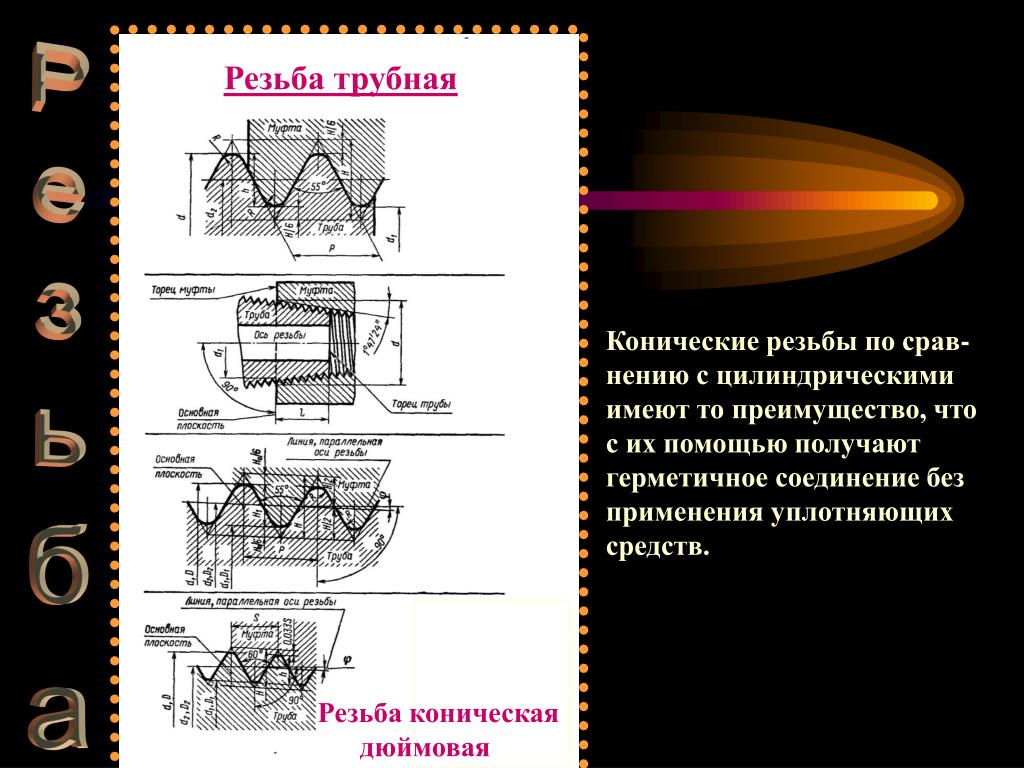
Вы также можете прочитать…
Общие сведения о фитингах с высокими эксплуатационными характеристиками — прямая и AN-резьба в сравнении с конической резьбой
Фитинги можно использовать для подключения топливопроводов к порту топливного насоса или регулятора давления топлива, а также для подключения манометров давления топлива к портам манометров.
Если вас смущает номенклатура шлангов и фитингов, связанных с сантехникой гоночных автомобилей, вы не одиноки. Фитинги часто измеряются в терминах, начинающихся с тире, например -6 или -8. Чтобы узнать больше о том, как работают эти системы, мы обратились к Fuelab, производителю топливных насосов, фильтров, регуляторов давления и аксессуаров, чтобы помочь разобраться в этом вопросе.
В этом выпуске «Tech Matters» будут описаны различные типы фурнитуры, обычно используемые для гоночных и уличных автомобилей высокого класса. Фитинги, которые мы обсудим, представляют собой переходные фитинги, также называемые стандартными или соединительными, фитинги для портов и фитинги для труб, а также типы резьбы и стандарты размеров, связанные с каждым из них.
Прежде чем мы перейдем к типам фитингов, давайте сначала определим типы резьбы, используемые в фитингах, и обсудим применимые стандарты AN.
Типы резьбы
Цилиндрическая резьба — резьба с прямой резьбой проходит параллельно цилиндрически друг другу. Фитинги портов и фитинги-переходники с прямой резьбой требуют использования техники уплотнения бобышки с уплотнительным кольцом для предотвращения утечек.
Коническая резьба
Коническая резьба, также известная как трубная резьба, обычно использует угол в 2 градуса на резьбе вместо параллельной. Это позволяет нитям мешать и герметизировать. Резьба должна быть чистой и точной, чтобы компенсировать зазоры между витками, допускающие утечку. В фитингах для труб с конической резьбой не используются уплотнительные кольца, а вместо этого должны использоваться компаунды или тефлоновая лента для герметизации резьбы. Национальная конусность трубной резьбы (NPT) — это стандарт США для конической резьбы, используемой на резьбовых трубах и фитингах.
Стандарты AN
Высококачественные гоночные и высокопроизводительные системы подачи топлива чаще всего оснащены топливопроводами и фитингами, изготовленными по стандартам AN. Во время Второй мировой войны военные США установили технические стандарты для крепежных деталей и фитингов, используемых на военной технике. Эти стандарты озаглавлены «AN», что является аббревиатурой от «армия-флот», но также известно как «авиационный стандарт ВВС — ВМФ». После войны многие излишки аэрокосмических деталей использовались для гонок, и, таким образом, стандарт AN был введен в мир гонок и производительности.
Стандарты AN для трубок и гибких шлангов для подачи жидкости
В случае труб и шлангов, используемых для подачи жидкости, «Размер AN» обозначает внешний диаметр шланга или трубки с шагом в шестнадцать дюймов. Например, размер AN -2 обозначает трубку с наружным диаметром в восемь дюймов (2 x 1/16 дюйма), наружный диаметр трубки размера AN -3 составляет 3/16 дюйма (3 x 1/16 дюйма).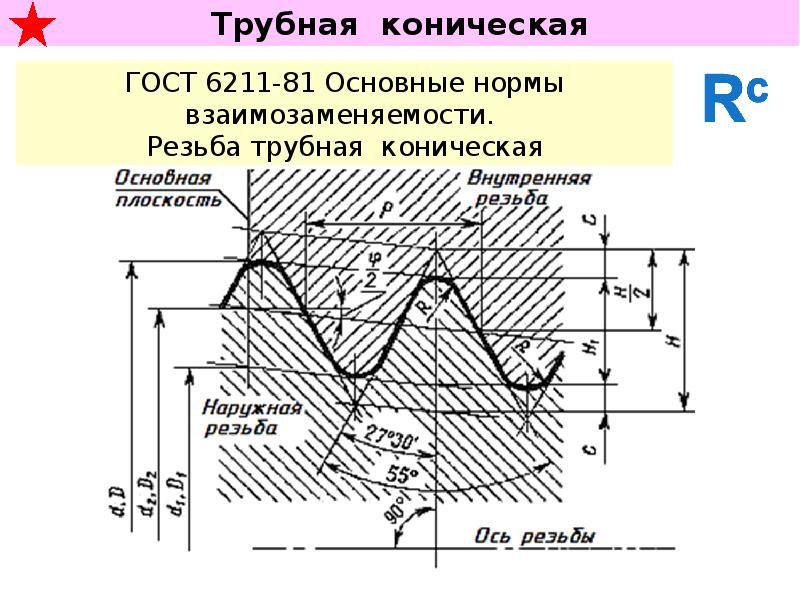 Номер размера AN правильно отображается с дефисом перед номером.
Номер размера AN правильно отображается с дефисом перед номером.
Каждый размер AN также относится к стандартным размерам наружной и внутренней резьбы, которые используются в фитингах, таких как фитинги на концах шлангов, адаптеры и портовые фитинги. Это известно как «Размер резьбы AN».
Фитинги AN имеют прямую резьбу и используют кольцевые уплотнения. Размер уплотнительного кольца обычно определяется стандартом «AS». Номера тире обычно назначаются в зависимости от размера. Уплотнительные кольца типа Boss Seal обычно входят в серию 900. Например -906 для портов -6AN, а -908 для портов -8AN.
Справочная таблица размера AN и размера резьбы AN
Размер AN | Трубка или шланг НД | Трубка или шланг ID | Размер резьбы фитинга (SAE) |
-2 | 1/8″ | . 062″ 062″ | 16-24.05 |
| -3 | 3/16″ | .125″ | 3/8-24 |
-4 | 1/4″ | .172″ | 16-20 июля |
| -5 | 5/16″ | .062″ | 1/2-20 |
-6 | 3/8″ | .297″ | 16-18 сентября |
| -8 | 1/2″ | .391″ | 3/4-16 |
-10 | 5/8″ | .484″ | 7/8-14 |
| -12 | 3/4″ | .609″ | 1-1/16-12 |
-16 | 1″ | .844″ | 1-5/16-12 |
| -20 | 1 1/4″ | 1,078″ | 1-5/8-12 |
-24 | 1 1/2″ | 1,312″ | 1-7/8-12 |
| -28 | 1 3/4″ | 1,547″ | 2-1/4-12 |
-32 | 2″ | 1,781″ | 2-1/2-12 |
Переходные фитинги
Переходные фитинги, также известные как стандартные или соединительные фитинги, обычно используются для соединения трубок и шлангов топливопроводов с топливными насосами, топливными регуляторами и топливными фильтрами. Переходные фитинги доступны в конфигурациях размера SAE, но в большинстве высококлассных гоночных и высокопроизводительных топливных систем используются те, которые изготовлены в соответствии со стандартами AN. В версиях AN фитинг обычно имеет 37-градусный конус на каждом конце. Стандарты AN требуют использования прямой резьбы для адаптеров, что требует использования уплотнительных колец. Специальная обработка порта выполняется для «захвата» и правильного сжатия уплотнительного кольца, поскольку слишком большое усилие может повредить уплотнительное кольцо, а слишком малое может привести к утечке. Эти стандарты портов предназначены для точной автоматической загрузки уплотнительного кольца во время установки. Использование уплотнительных колец позволяет добиться большей герметизирующей способности при высокой надежности монтажа по сравнению с конической резьбой, в которой используются герметизирующие составы или тефлоновая лента.
Переходные фитинги доступны в конфигурациях размера SAE, но в большинстве высококлассных гоночных и высокопроизводительных топливных систем используются те, которые изготовлены в соответствии со стандартами AN. В версиях AN фитинг обычно имеет 37-градусный конус на каждом конце. Стандарты AN требуют использования прямой резьбы для адаптеров, что требует использования уплотнительных колец. Специальная обработка порта выполняется для «захвата» и правильного сжатия уплотнительного кольца, поскольку слишком большое усилие может повредить уплотнительное кольцо, а слишком малое может привести к утечке. Эти стандарты портов предназначены для точной автоматической загрузки уплотнительного кольца во время установки. Использование уплотнительных колец позволяет добиться большей герметизирующей способности при высокой надежности монтажа по сравнению с конической резьбой, в которой используются герметизирующие составы или тефлоновая лента.
Трубные фитинги
Трубные фитинги можно использовать для подсоединения топливопроводов к порту топливного насоса или регулятора давления топлива, а также для подсоединения манометров давления топлива к портам манометров. Один конец, выходной конец фитинга, можно описать как открытый цилиндр с наружной резьбой с конической резьбой, также называемой трубной резьбой, на внешнем диаметре. Он подходит к порту с внутренней резьбой соответствующего размера и шага резьбы. На другом конце обычно используется конус под углом 37 градусов и прямая резьба. Коническая резьба на конце порта фитинга должна быть покрыта герметиком или тефлоновой лентой, чтобы избежать утечек. Однако в топливных системах высокого давления этот метод оказался более подверженным утечкам, чем метод с кольцевым уплотнением, используемый с фитингами с прямой резьбой. Кроме того, тефлоновая лента может оставлять мусор в топливной системе. Что приводит нас к фитингам порта.
Один конец, выходной конец фитинга, можно описать как открытый цилиндр с наружной резьбой с конической резьбой, также называемой трубной резьбой, на внешнем диаметре. Он подходит к порту с внутренней резьбой соответствующего размера и шага резьбы. На другом конце обычно используется конус под углом 37 градусов и прямая резьба. Коническая резьба на конце порта фитинга должна быть покрыта герметиком или тефлоновой лентой, чтобы избежать утечек. Однако в топливных системах высокого давления этот метод оказался более подверженным утечкам, чем метод с кольцевым уплотнением, используемый с фитингами с прямой резьбой. Кроме того, тефлоновая лента может оставлять мусор в топливной системе. Что приводит нас к фитингам порта.
Фитинги для портов
Фитинги для портов работают так же, как фитинги для труб, но со следующими отличиями. Фитинги портов соответствуют стандартам AN, обычно военному стандарту MS33649. На конце конуса используется прямая резьба и конус под углом 37 градусов.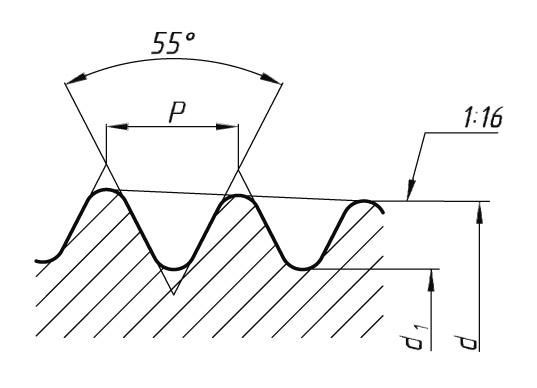 На конце порта фитинга с наружной резьбой используется прямая резьба, и он принимается портом с внутренней резьбой соответствующего размера и шага резьбы. Для портовых фитингов требуются уплотнительные кольца. Как и в адаптерах AN, для захвата и правильного сжатия уплотнительного кольца выполняется специальная обработка портов, что обеспечивает большую герметизирующую способность при очень высокой надежности установки по сравнению с конической резьбой с использованием герметиков или тефлоновой ленты. Эта надежность делает портовые фитинги предпочтительным выбором по сравнению с трубными фитингами для высококлассных гоночных и высокопроизводительных топливных систем. Следует отметить, что в то время как производители высокопроизводительных систем подачи топлива часто указывают штуцеры портов для соединений с топливными насосами и регуляторами топливного насоса, для соединений с манометрами топлива через порты манометров чаще всего используются фитинги. Это связано с тем, что в подавляющем большинстве имеющихся на рынке встроенных манометров для подключения используются трубные фитинги.
На конце порта фитинга с наружной резьбой используется прямая резьба, и он принимается портом с внутренней резьбой соответствующего размера и шага резьбы. Для портовых фитингов требуются уплотнительные кольца. Как и в адаптерах AN, для захвата и правильного сжатия уплотнительного кольца выполняется специальная обработка портов, что обеспечивает большую герметизирующую способность при очень высокой надежности установки по сравнению с конической резьбой с использованием герметиков или тефлоновой ленты. Эта надежность делает портовые фитинги предпочтительным выбором по сравнению с трубными фитингами для высококлассных гоночных и высокопроизводительных топливных систем. Следует отметить, что в то время как производители высокопроизводительных систем подачи топлива часто указывают штуцеры портов для соединений с топливными насосами и регуляторами топливного насоса, для соединений с манометрами топлива через порты манометров чаще всего используются фитинги. Это связано с тем, что в подавляющем большинстве имеющихся на рынке встроенных манометров для подключения используются трубные фитинги.