Что такое сплавы медные: Медные сплавы и их применение
Содержание
Низколегированные медные сплавы | Астринсплав СК
Результаты многолетних исследований, испытаний и разработок, связанные с промышленным освоением новых, более эффективных низколегированных медных сплавов.
АКТУАЛЬНОСТЬ
Вряд ли в настоящее время найдутся специалисты или предприятия машиностроения и металлургии, авиационной и космической техники, электроники и электротехники, которые бы не убедились в преимуществах низколегированных медных сплавов перед нелегированной медью.
Высокие прочностные свойства и жаропрочность, отсутствие водородной болезни и коррозионная стойкость, свойственная меди, незначительное снижение теплои электропроводности по сравнению с медью, высокая технологичность при обработке давлением, сварке и пайке — вот основные особенности низколегированных медных сплавов. Отсюда их высокая работоспособность и эффективность при использовании в качестве электродов сварки сопротивлением (контактной точечной, шовной, рельефной, стыковой), различных теплообменных агрегатов, в том числе камер сгорания жидкостных реактивных двигателей, радиаторов в машиностроении, кристаллизаторов полунепрерывного и непрерывного литья цветных и черных металлов и сплавов, троллейных проводов на транспорте, деталей электродвигателей, термостойких проводников электрического тока и кабелей, контактов и токопроводящих пружин, рамок интегральных микросхем, пресс-форм и штампов, штепсельных разъемов и др. [1]. Активно работая в этом направлении более 40 лет, институт «Гипроцветметобработка» — по сути, единственная организация в стране подобного направления научного и технического плана — проводил комплексные исследования, связанные с проблемами теоретических основ легирования таких сплавов, их всесторонними исследованиями и испытаниями, разработкой составов и технологии производства полуфабрикатов.
[1]. Активно работая в этом направлении более 40 лет, институт «Гипроцветметобработка» — по сути, единственная организация в стране подобного направления научного и технического плана — проводил комплексные исследования, связанные с проблемами теоретических основ легирования таких сплавов, их всесторонними исследованиями и испытаниями, разработкой составов и технологии производства полуфабрикатов.
В результате были оптимизированы составы известных композиций (например, медь-хром и медь-хром-цирконий), а также разработаны более 25 новых составов, большинство из которых были доведены до внедрения в промышленность. Для решения ряда конкретных задач, связанных с особенностями эксплуатации сплавов, в их составе, кроме известных базовых композиций с хромом, никелем, оловом, кремнием, цирконием и фосфором, использовали новые для медных низколегированных сплавов легирующие элементы. В их числе ниобий, ванадий, титан, литий, индий, бор, магний, кадмий, кобальт, железо, алюминий [1].
Абсолютное большинство разработанных сплавов относится к числу дисперсионно твердеющих, т. е. приобретают оптимальное сочетание механических, физических и эксплуатационных свойств после термической и термомеханической обработки. Термическая обработка включает в себя закалку от предельно высоких температур в воде и старение при средних температурах, в зависимости от состояния закаленного материала [2].
Очень важным положительным фактором является то обстоятельство, что все разработанные отечественные сплавы не содержат в своем составе чрезвычайно токсичного бериллия, и в этом плане они полностью удовлетворяют современным экологическим требованиям.
НАПРАВЛЕНИЯ РАЗВИТИЯ
Низколегированные медные сплавы, естественно, имеют особенности формирования химического состава, технологии производства, начиная от плавки сплава, литья слитков или непосредственно деталей, горячей и холодной деформации, термической или термомеханической обработки и кончая сочетанием свойств и особенностями изготовления изделий из них (сварки, пайки, формообразования, гальваники и т. д.) [1].
д.) [1].
Главная задача исследователя в этом плане должна сводиться к максимальной рациональности и эффективности, минимальной трудоемкости производства.
Известно [1], что абсолютное большинство примесей в меди повышают ее электросопротивление и температуру рекристаллизации (разупрочнения). Однако такой подход при синтезировании новых современных сплавов достаточно примитивен, хотя системы, такие как Cu-Cr, Cu-Zr, Cu-Ag, Cu-Cd, Cu-Ti, Cu-Te до сих пор занимают твердые позиции в ряду низколегированных медных сплавов.
Усложнение составов сплавов вместе с совершенствованием их структуры путем оптимизации термомеханической обработки (для дисперсионно-твердеющих сплавов) — вот наиболее современный и перспективный путь синтезирования новых эффективных сплавов [2].
Перед металловедами практически никогда не ставятся условия разработать оригинальную композицию сплава. Современное машиностроение, электротехника и другие области техники, перед которыми стоит задача снизить металлоемкость конструкций, повысить их надежность, долговечность, а также нагрузки и рабочие температуры изделий, выдвигают требования перед металлургами об организации производства полуфабрикатов с более высоким сочетанием свойств. Таким образом, главное в этой проблеме — реализация поставленных требований в промышленном масштабе. В современных условиях будет ли внедрен в промышленное производство новый или модифицированный сплав, покажет выполнение каждого из следующих условий: существенное преимущество в свойствах перед аналогами по применению, обоснованность усложнения состава или технологии обработки, хорошая воспроизводимость состава от плавки к плавке и свойств от партии к партии, достаточно широкие интервалы легирования и пределы параметров технологии, высокая рентабельность металлургического производства различных полуфабрикатов из сплава.
Таким образом, главное в этой проблеме — реализация поставленных требований в промышленном масштабе. В современных условиях будет ли внедрен в промышленное производство новый или модифицированный сплав, покажет выполнение каждого из следующих условий: существенное преимущество в свойствах перед аналогами по применению, обоснованность усложнения состава или технологии обработки, хорошая воспроизводимость состава от плавки к плавке и свойств от партии к партии, достаточно широкие интервалы легирования и пределы параметров технологии, высокая рентабельность металлургического производства различных полуфабрикатов из сплава.
При этом решение о разработке нового сплава следует принимать после всесторонней оценки других возможностей повышения свойств уже освоенных промышленностью сплавов, когда нельзя изменением обычной схемы термической и механической обработки дисперсионно твердеющих сплавов существенно повысить их прочность [3].
Конечно, низколегированные медные сплавы нельзя отнести к числу основных, если ориентироваться только на общий тоннаж медных сплавов, выпускаемых предприятиями цветной металлургии. Однако, если учитывать возрастающее с каждым годом потребление различными отраслями промышленности полуфабрикатов из меди, общее стремление к чистоте выпускаемой меди при одновременном увеличении технологических и рабочих температур изготовления и эксплуатации многих изделий, то значимость низколегированных медных сплавов резко возрастает. Связано это с тем большим эффектом, который оказывают сравнительно небольшие добавки легирующих элементов на такие важные свойства меди как температура рекристаллизации, прочностные свойства, жаропрочность и жаростойкость. В свою очередь это приводит к значительному увеличению долговечности изделий, изготовленных из сплавов, если сравнивать их с медными.
Однако, если учитывать возрастающее с каждым годом потребление различными отраслями промышленности полуфабрикатов из меди, общее стремление к чистоте выпускаемой меди при одновременном увеличении технологических и рабочих температур изготовления и эксплуатации многих изделий, то значимость низколегированных медных сплавов резко возрастает. Связано это с тем большим эффектом, который оказывают сравнительно небольшие добавки легирующих элементов на такие важные свойства меди как температура рекристаллизации, прочностные свойства, жаропрочность и жаростойкость. В свою очередь это приводит к значительному увеличению долговечности изделий, изготовленных из сплавов, если сравнивать их с медными.
В целом ряде случаев низколегированные медные сплавы являются единственными материалами, обеспечивающими необходимую работоспособность изделий и в принципе являются необходимым условием создания изделий новой техники. Дело в том, что важнейшим свойством этих сплавов (их привилегией) является высокие (соизмеримые с медью) тепло- и электропроводность. Поэтому заменить их другими медными сплавами или сплавами иных основ нельзя. Здесь целесообразно привести высказывание генерального конструктора ракетных двигателей академика Валентина Петровича Глушко: «Существенно более высокие характеристики ракетного двигателя были достигнуты лишь тогда, когда в местах огневой стенки, наиболее напряженных в тепловом отношении, использовали жаропрочную высокотеплопроводную бронзу, а в менее напряженных — сталь, титан, другие металлы» [4].
Поэтому заменить их другими медными сплавами или сплавами иных основ нельзя. Здесь целесообразно привести высказывание генерального конструктора ракетных двигателей академика Валентина Петровича Глушко: «Существенно более высокие характеристики ракетного двигателя были достигнуты лишь тогда, когда в местах огневой стенки, наиболее напряженных в тепловом отношении, использовали жаропрочную высокотеплопроводную бронзу, а в менее напряженных — сталь, титан, другие металлы» [4].
ЧТО ИМЕЕМ
Вернемся на четверть века назад, когда в Советском Союзе творил тысячный коллектив института «Гипро- цветметобработка», который возглавлял это направление и проводил комплексные работы, начиная от синтеза новых сплавов с параметрами свойств, продиктованными промышленностью, разработкой и внедрением на заводах технологии их производства, контроля качества этого производства и кончая решением вместе с многочисленными заказчиками всего комплекса проблем, возникающих при оформлении документации на использование новых сплавов, совместного контроля качества поставляемой с заводов ОЦМ продукции и ее рационального использования. В основном тремя заводами отрасли обработки цветных металлов (ОЦМ): — ЛПО «Красный Выборжец», Каменск-Уральским заводом ОЦМ (К.-У. ЗОЦМ) и «Экспериментальным заводом качественных сплавов» института «Гипроцветметобработка» (ЭЗКС) только в период с 1980 по 1989 гг. ежегодно производилось от 6 до 8 тысяч тонн проволоки, прутков, труб, лент, полос, листов и плит из низколегированных медных сплавов.
В основном тремя заводами отрасли обработки цветных металлов (ОЦМ): — ЛПО «Красный Выборжец», Каменск-Уральским заводом ОЦМ (К.-У. ЗОЦМ) и «Экспериментальным заводом качественных сплавов» института «Гипроцветметобработка» (ЭЗКС) только в период с 1980 по 1989 гг. ежегодно производилось от 6 до 8 тысяч тонн проволоки, прутков, труб, лент, полос, листов и плит из низколегированных медных сплавов.
Что же осталось на сегодняшний день? Институт (теперь ОАО «Институт Цветметобработка») «преобразуясь и сокращаясь», растерял квалификацию и профессионализм вместе с сотрудниками и, как говорится, «восстановлению не подлежит». Флагман отрасли обработки цветных металлов — завод «Красный Выборжец» также «преобразуясь многократно» и теряя профессионализм, производит, может быть, пятнадцатую или двадцатую часть былой продукции из таких сплавов. К.-У. ЗОЦМ, снизив качество продукции, растерял часть потребителей, но, однако, существует и потенциально, видимо, способен тряхнуть стариной. ЭЗКС сначала отделился от института, а затем, утрачивая кадры и заказчиков, прекратил свое существование.
ЭЗКС сначала отделился от института, а затем, утрачивая кадры и заказчиков, прекратил свое существование.
Вместе с реорганизацией промышленности уже Российской Федерации резко сократились как объемы потребления продукции из низколегированных медных сплавов, так и их производство. Многие предприятия перешли на использование полуфабрикатов и целых изделий импортного производства. Однако остались без металла необходимого высокого качества потребители продукции ЭЗКС. Потребность от десятков килограмм до нескольких тонн и все из наукоемких и зачастую сложных по составу и сочетанию свойств сплавов.
Решая проблему обеспечения Московской монорельсовой дороги износостойкими троллеями сложного профиля из одного из низколегированных медных сплавов, группа малых металлургических предприятий, руководствуясь желанием полностью воссоздать производство теперь уже бывшего «Экспериментального завода качественных сплавов» всех сложных сплавов и весь номенклатурный ряд металлопродукции, сохранить знания, накопленные поколениями ученых, технологов, рабочих, объединились в предприятие, организационно и экономически связанное в единую технологическую схему под общим идейным и профессиональным руководством.
Речь шла о полном металлургическом цикле получения полуфабрикатов (проволоки, прутков, сложных профилей, фольги, лент, полос, поковок, фасонного литья, плит), начиная с выплавки уникальных лигатур и собственно сплавов, литья слитков, их обработки и заканчивая горячим и холодным деформированием, термической и термомеханической обработкой.
Воссоздать, а практически начать заново такое производство оказалось делом весьма непростым. Нужно было сохранить оборудование, обеспечить производство продукции соответствующими площадями, привлечь для выполнения работ профессионалов, приобрести или арендовать новое или более совершенное оборудование [5]. На сегодняшний день производство бывшего ЭЗКС полностью восстановлено как в номенклатурном плане, так и в количественном. Участвуя активно в проблеме импортозамещения, металлургические предприятия готовы обеспечить отечественную промышленность металлопродукцией из рассматриваемых сплавов в полном объеме. А раз так, то настало время вновь обратиться к особенностям этих сплавов тем более, что процесс импортозамещения — это, судя по всему, не разовая акция, а серьезная и продолжительная во времени задача.
ТРЕБОВАНИЯ ПОТРЕБИТЕЛЕЙ
Большой экономический и технический эффект, который может обеспечить применение низколегированных медных сплавов в самых разнообразных отраслях промышленности, привлекает к ним огромное внимание исследователей во многих странах мира. Анализ научно-технической информации за последние 25 лет и патентной информации за последние 50 лет по данной теме показал, что к настоящему времени имеется более 1000 публикаций и около 800 патентов и авторских свидетельств. Только в СССР по 50 стандартам и техническим условиям серийно выпускалось более 40 различных сплавов такого типа. Наиболее широкое применение имеют хромовая, кадмиевая, хромо-циркониевая, кремний-никелевая, кобальт-бериллиевая и некоторые другие бронзы. Имеются сплавы и единичного назначения, выпускаемые в ограниченном объеме.
Чрезвычайно большая номенклатура сплавов является одной из причин имеющего место их дефицита, сложностей металлургического производства (трудности использования отходов непосредственно в плавку, большое количество холостых промывных плавок при переходе со сплава на сплав, сложность унифицирования и оптимизации технологии плавки и литья и т. д.), снижения рентабельности производства и потребления. С другой стороны, дефицит сплавов является причиной использования меди там, где наиболее рационально применение сплавов. Это влечет за собой перерасход меди — металла, само по себе чрезвычайно дефицитного, снижение ресурса работы изделий, их качества и надежности.
д.), снижения рентабельности производства и потребления. С другой стороны, дефицит сплавов является причиной использования меди там, где наиболее рационально применение сплавов. Это влечет за собой перерасход меди — металла, само по себе чрезвычайно дефицитного, снижение ресурса работы изделий, их качества и надежности.
Представляют интерес некоторые результаты достаточно представительного анкетного опроса мнений предприятий-потребителей различных отраслей промышленности, проведенного в конце 1980-х годов институтом «Гипроцветметобработка».
Почти 70% предприятий применяют или намереваются применять низколегированные медные сплавы как наиболее эффективные для данного назначения, в том числе 25% связывают прогресс в своей отрасли с этими сплавами (назначения сплавов — электроды сварки сопротивлением и другая арматура установок и автоматических линий контактной сварки — 40%; сварные, паяно-сварные и сборные конструкции различного рода теплообменников — 20%; проводники электрического тока, кабели, пружинные контакты, контактодержатели, детали электровакуумных приборов — 10% и др. ).
).
Только около 50% предприятий полностью обеспечиваются теми сплавами, которые им были рекомендованы как наиболее эффективные для данного назначения. В то же время более 70% предприятий планируют увеличение их потребления.
Качеством поставляемых полуфабриктов из низколегированных медных сплавов удовлетворены полностью лишь 33% предприятий. Остальные предъявляют претензии, связанные с отсутствием термической обработки, качеством поверхности, наличием неметаллических включений, расслоений, прессутяжин, неравномерности свойств по длине полуфабриката и т. д.
Большинство предприятий (около 80%) считают, что номенклатуру сплавов следует сократить. Однако, каждый второй ответ был связан с необходимостью разработки новых сплавов. Это же мнение преобладает, когда речь идет о целесообразности проведения соответствующих исследовательских работ. Кажущееся противоречие связано с тем, что, с одной стороны, много однотипных по свойствам и различных по составу сплавов, а с другой — есть области техники, не обеспеченные соответствующими материалами (имеется в виду не состав — потребителю все равно, а необходимый уровень свойства или сочетания свойств).
В то же время особо следует отметить, что удовлетворительно используют полуфабрикаты (коэффициенты использования более 80%) только 15% предприятий. Причем, 30% потребителей не без оснований связывают недопустимо низкий коэффициент с недостатками металлургической технологии производства полуфабрикатов (большие допуски на размеры, немерность заготовок, поставка необрезных плит и т. д.). Отрадно, что более 50% предприятий принимают меры по повышению эффективности использования материалов.
ОСОБЕННОСТИ ФОРМИРОВАНИЯ СВОЙСТВ
Как видно, положение с производством и потреблением низколегированных медных сплавов и основные проблемы, вытекающие из этого, являются типичными для большинства металлических материалов.
Однако в отличие от многих других, низколегированные медные сплавы имеют свои особенности, к числу основных из которых относятся технологичность при обработке давлением. Высокая пластичность в широком температурном интервале абсолютного большинства подобных сплавов обеспечивает практически беспрепятственную горячую и холодную прокатку, ковку и штамповку, прессование, волочение. Вообще, выбор таких параметров технологии как дробность деформации, степень деформации по проходам, суммарная степень деформации и т. д., в данном случае больше зависит от возможностей соответствующего оборудования, чем от состава сплава.
Вообще, выбор таких параметров технологии как дробность деформации, степень деформации по проходам, суммарная степень деформации и т. д., в данном случае больше зависит от возможностей соответствующего оборудования, чем от состава сплава.
Поэтому, когда обсуждаются вопросы технологии производства низколегированных медных сплавов или их технологичности в металлургическом производстве, имеется в виду, прежде всего, технологичность плавки, литья и термической обработки.
Технологичность, как способность к промышленному производству в данных конкретных условиях (наличие определенного оборудования, требования к качеству и стоимости полуфабрикатов, принятая схема производства, уровень производственной дисциплины и культуры и т. д.) и качество полуфабрикатов во всем многообразии его проявления, понятия взаимосвязанные.
Вообще, если говорить о низколегированных медных сплавах, то реализация полунепрервного литья слитков на канальных индукционных печах и ЭШП части из них решает основной комплекс принципиальных вопросов технологии плавки и литья [3].
Понятие качества полуфабрикатов в основном включает определенные требования к химическому составу по основным компонентам и примесям, чистоте поверхности и точности изготовления (регламентируются практически любой технической документацией), а также по отсутствию внутренних дефектов, свойствам (отдельная задача).
Специфика низколегированных медных сплавов и уровень развития дефектоскопии тяжелых цветных металлов в отечественной промышленности таков, что не позволяет, за редким исключением, проводить неразрушающий контроль качества слитков, толстого плоского проката, крупногабаритных труб и прутков и т. д., хотя брак по внутренним дефектам, например, в плоском прокате из хромовой бронзы (наиболее распространенном низколегированном медном сплаве) может составлять довольно значительную цифру — до 7%.
Если вопросы плавки и литья, контроля качества слитка и проката, выходов годного, производительности являются в какой-то части внутренним делом завода — поставщика полуфабрикатов, то уровень достигнутых сдаточных свойств определяет эксплуатационные свойства материала.
Как известно, наиболее перспективными из низколегированных сплавов являются дисперсионно твердеющие сплавы. Сплавы этого типа имеют наилучшее сочетание физических, механических, а, следовательно, и эксплуатационных свойств после термической либо термомеханической обработки (ТМО), важнейшими опе-
рациями в которых являются закалка на пересыщенный твердый раствор и старение. По существу, в справочной литературе приводятся свойства после такой обработки [1]. Однако на практике термическая обработка этих сплавов применяется далеко не всегда и на заводах-поставщиках, и на предприятиях потребителей. В отсутствие термической обработки (применение в холоднодеформированном, горячедеформированном, отожженном, нормализованном состояниях) свойства сплавов будут в 1,5–4 раза ниже того уровня, который в принципе может обеспечить тот или иной состав. Подобное положение является одной из причин нерационального расходования материалов, их дефицита.
При этом необходимо учитывать еще одну важную особенность низколегированных медных сплавов — хорошую корреляцию между многими физическими, механическими и эксплуатационными свойствами (связи являются статистически значимыми даже при доверительной вероятности 99,9%). Например, если сплав эксплуатируется при высоких температурах, то важнейшими в этом случае (эксплуатационными свойствами) являются одни из показателей жаропрочности (пределы прочности и текучести при повышенных температурах, кратковременная и длительная горячая твердость). В справочнике [1] показаны примеры графов корреляционной связи между свойствами, определенными при комнатной температуре, и показателями жаропрочности.
Например, если сплав эксплуатируется при высоких температурах, то важнейшими в этом случае (эксплуатационными свойствами) являются одни из показателей жаропрочности (пределы прочности и текучести при повышенных температурах, кратковременная и длительная горячая твердость). В справочнике [1] показаны примеры графов корреляционной связи между свойствами, определенными при комнатной температуре, и показателями жаропрочности.
Или полностью закореллированный граф между удельным электросопротивлением и теплопроводностью при комнатной температуре и удельным электросопротивлением, замеренным в интервале температур 200–700°С [1]. Это значит, что для указанных свойств, впрочем, как и для некоторых других (модули упругости и сдвига, показатели пластичности, коэффициенты линейного расширения и др.) по одному из определенных экспериментально свойств (например, при комнатной температуре) можно достаточно надежно и точно рассчитать все остальные.
То есть число определяемых физических и механических свойств сплавов, от которых зависят их эксплуатационные свойства, может быть значительно сокращено, вплоть до сдаточных свойств, регламентированных технической документацией.
Поэтому, повышая уровень сдаточных свойств путем изменения состава сплава, либо применяя тот или иной режим термической обработки, можно гарантировать в ряде случаев необходимую высокую работоспособность изделий.
ОПТИМИЗАЦИЯ РЕЖИМОВ
Особо следует остановиться на тех резервах свойств, которые таит в себе оптимизация режимов термической и термомеханической обработки.
Во-первых, совершенно очевидной является необходимость применять во всех случаях термическую обработку дисперсионно твердеющих сплавов по тем режимам, которые достаточно точно определены для каждого из них [1,2]. Можно утверждать, что, например долговечность сварных кристаллизаторов из хромовой бронзы существенно возрастет после того, как они будут после сварки (до механической обработки) закалены и состарены. То же самое можно сказать о заготовках под электроды сварки сопротивлением.
Во-вторых, в некоторых случаях при повышении требований к механическим свойствам таких полуфабрикатов как тонкая проволока, лента, фольга, можно обойтись без усложнения состава сплава или разработки новой композиции. Технология изготовления этих полуфабрикатов допускает осуществление довольно значительных степеней деформации при волочении или холодной прокатке. Поэтому имеется возможность за счет изменения обычной схемы термической и механической обработки дисперсионно твердеющих сплавов существенно повысить их прочность.
Технология изготовления этих полуфабрикатов допускает осуществление довольно значительных степеней деформации при волочении или холодной прокатке. Поэтому имеется возможность за счет изменения обычной схемы термической и механической обработки дисперсионно твердеющих сплавов существенно повысить их прочность.
В-третьих, необходимо развитие совмещенных способов производства термообработанных полуфабрикатов (совмещение закалки с горячей деформацией при прокатке или прессовании, совмещение закалки с литьем, например, на установках непрерывного литья, и деформации). В этих случаях из технологической схемы производства полуфабрикатов может быть исключена такая трудоемкая операция, как закалка, требующая к тому же и соответствующего, довольно сложного, печного оборудования. Здесь в первую очередь необходимо отдавать предпочтение таким сплавам, состав которых обеспечивает необходимое для дальнейшего распада при старении пересыщение твердого раствора в процессе охлаждения заготовок на воздухе после горячего деформирования. К таким сплавам можно отнести сплавы системы Cu-Cr-Zr-Mg и сплавы системы Cu-Ni-Si-Cr [1]. Последнее, кстати, является еще одним доказательством влияния состава сплавов на технологичность в производстве.
К таким сплавам можно отнести сплавы системы Cu-Cr-Zr-Mg и сплавы системы Cu-Ni-Si-Cr [1]. Последнее, кстати, является еще одним доказательством влияния состава сплавов на технологичность в производстве.
Таким образом, отсутствие термической обработки дисперсионно твердеющих сплавов или ее сравнительное несовершенство является одной из причин большой номенклатуры низколегированных медных сплавов. Повышение свойств удовлетворяется зачастую усложнением составов сплавов или разработкой новых вместо того, чтобы решать задачи за счет использования термической обработки или оптимизации ее режимов.
В заключение следует еще раз отметить, что полуфабрикаты из низколегированных медных сплавов, естественно, дороже медных и пока дефицитнее. Однако их преимущества компенсируют этот недостаток и позволяют эффективно решать многие технические задачи, связанные с экономией меди и развитием современной техники.
Литература
- Николаев А.
 К., Костин С. А. Медь и жаропрочные медные сплавы. Энциклопедический и терминологический словарь. Фундаментальный справочник. — М.: Издательство ДПК Пресс. 2012. – 720 стр.
К., Костин С. А. Медь и жаропрочные медные сплавы. Энциклопедический и терминологический словарь. Фундаментальный справочник. — М.: Издательство ДПК Пресс. 2012. – 720 стр. - Николаев А. К. Дисперсионное твердение — эффективное направление синтеза конструкционных сплавов.//РИТМ. 2011, № 3. – с. 31–35.
- Николаев А. К. Повышение качества полуфабрикавтов из цветных металлов. Низколегированные медные сплавы.//Цветные меаллы. 1982, № 3, стр. 50–53.
- Глушко В. П. Ракетные двигатели ГДЛ-ОКБ. М.: АПН. 1975, 56 с.
- А. Николаев, С. Костин. Нужны ли качественные сплавы?//Металлоснабжение и сбыт. 2006, № 1, с. 104–106.
Николаев А.К., профессор, д.т.н.,
журнал «РИТМ», ноябрь 2015 г.
Медные сплавы
Оглавление:
- Медный сплав Свойства меди. Медь-красноватый металл. Кристаллическая G1 (периодическая D = 0,3608 Нм K решетка, отсутствует полиморфная transformation. It является менее термостойким, чем железо, но имеет более высокую плотность (см.
 таблицу 1.5). С медью! Хорошее техно! Такое случается уже не в первый раз. Тонкий лист будет лентой. Тонкая проволока получается из меди, а медь легко полируется, хорошо паяется и сваривается.
таблицу 1.5). С медью! Хорошее техно! Такое случается уже не в первый раз. Тонкий лист будет лентой. Тонкая проволока получается из меди, а медь легко полируется, хорошо паяется и сваривается.
Характеристики меди высокая теплопроводность и электропроводность, пластичность и коррозионная стойкость. Примеси снижают все эти свойства. Согласно ГОСТ 859-78, по содержанию примесей различают медь следующих марок: М00 (99,99% Cu), МО (99,97% Cu), мл(99,9% Cu), м2 (99,7% Cu), м3(99,5% Cu).Наиболее распространенные примеси,
содержащиеся в меди подразделяются на визуальные группы.
Людмила Фирмаль
1.Растворимые элементы Al, Fe, Ni, Sn, Zn и Ag в меди повышают прочность и твердость меди (рис.9.6) и используются при легировании сплавов на основе меди. 2.Нерастворимые элементы Pb и Bi ухудшают механические свойства меди и ее однофазных сплавов на ее основе. Образование термоядерной эвтектики (при температуре 326 и 270°С соответственно), расположенной вдоль границ зерен основной фазы, вызывает красный цвет destruction.
In кроме того, растворимость висмута ограничена 0,001%, поэтому, если висмут содержит 1000 процентов 1 минуты, обнаруживаются вредные эффекты висмута. Вредное воздействие свинца проявляется даже при его низком содержании (<0,04%).Висмут-хрупкий металл и его сплав с хрупкой медью. Свинец, прочность которого невелика, снижает прочность медного сплава, но из-за его хорошей пластичности ns вызывает embrittlement. In кроме того, свинец улучшает антифрикционные свойства и обрабатываемость медных сплавов.、 Рис. 9.6.
- Влияние легирующих элементов на твердость меди Таблица 9.2.Механические свойства технической меди мл Условие<7н А0. 2 6 HB KCU, MJ / Медь МПа <м- Литье 160 35 25 400 Деформация* 450400 3 35 1250 Сгорело 220 75 50 75 550 от L-1.8 Характеристики 1 провода, 90%.Сформировано заранее Используется для легирования двухфазного медного сплава. 3.Нерастворимые примеси O, S, Se, T1 присутствуют в меди и ее сплавах в виде мезофаз(например, Cu2O, Cu2S).
 она образует эвтектику с высокой температурой плавления меди и не вызывает Красной хрупкости. Кислород при отжиге меди в водороде вызывает «водородную болезнь«.
она образует эвтектику с высокой температурой плавления меди и не вызывает Красной хрупкости. Кислород при отжиге меди в водороде вызывает «водородную болезнь«.
Это может разрушить металл во время обработки давлением или во время работы готовой детали. Механические свойства меди в значительной степени зависят от ее состояния (табл.9.2) и не столько от содержания примесей. Высокая пластичность чистой отожженной меди объясняется большим количеством скользящих поверхностей. Скольжение происходит преимущественно по октаэдрической плоскости{111}в направлении<110>. Холодная пластическая деформация (достигающая более 90%) увеличивает прочность, твердость
и предел упругости меди, но также снижает пластичность и проводимость.
Людмила Фирмаль
При пластической деформации возникает текстура, которая вызывает анизотропию механических свойств меди. Поскольку медь легко окисляется при нагревании, отжиг для удаления затвердевания происходит в восстановительной атмосфере 550-600°С. медь занимает 2-е место по электрической и тепловой проводимости, уступая только серебру. Проводник тока (стр. 17.1) и используется в различных теплообменниках, водо-охлаждаемых тепловых трассерах, поддонах и пресс-формах. Недостатки меди: высокая плотность, плохая обрабатываемость, низкая ликвидность. Общая характеристика
медь занимает 2-е место по электрической и тепловой проводимости, уступая только серебру. Проводник тока (стр. 17.1) и используется в различных теплообменниках, водо-охлаждаемых тепловых трассерах, поддонах и пресс-формах. Недостатки меди: высокая плотность, плохая обрабатываемость, низкая ликвидность. Общая характеристика
и классификация меди alloys. To сохраняют положительные качества меди (высокую теплопроводность и электропроводность, коррозионную стойкость и др.), медные сплавы обладают отличными механическими, технологическими и антифрикционными свойствами (см. Главу 10). Для легирования медных сплавов в основном используются растворимые элементы меди, Zn, Sn, Al, Be, Si, Mn и Ni. Повышение прочности медных сплавов фактически не приводит к уменьшению легирующих элементов, а некоторые
из них (Zn, Sn, Al) повышают их пластичность. Высокая пластичность характерна для медных сплавов. Относительное удлинение некоторых однофазных сплавов достигает 65%.In по прочности медные сплавы уступают стали. Временное сопротивление большинства медных сплавов находится в диапазоне 300-500 МПа, что соответствует характеристикам низкоуглеродистых нелегированных сталей в нормированном состоянии. И только временное сопротивление бериллиевой бронзы, которая является наиболее
Временное сопротивление большинства медных сплавов находится в диапазоне 300-500 МПа, что соответствует характеристикам низкоуглеродистых нелегированных сталей в нормированном состоянии. И только временное сопротивление бериллиевой бронзы, которая является наиболее
прочной после закалки и старения, находится на уровне среднеуглеродистой легированной стали с термическим улучшением (s = 16004-1200 МПа). По техническим характеристикам медные сплавы подразделяются на ковочные(обработка давлением) и casting. By способность затвердевать при термообработке-затвердевать и не затвердевать при термообработке. По химическому составу медные сплавы делятся на 2 основные группы: латунные и бронзовые. Латунь относится к сплавам меди и цинка. Они
являются Это двойной (простой) и многокомпонентный (сплав).Двойн-деформируемая латунь имеет диаграмму которая показывает среднюю пропорцию букв L (латуни) и меди. Латунь с содержанием Si более 90%、 tompac(L96), 80-85% Cu-Compac (L 80).в сплаве марки латуни, помимо рисунка, указывающего содержание меди, отображаются буквы и цифры, указывающие название и количество в пропорции легирующего элемента. Алюминий в медь
Алюминий в медь
сплав обозначена буквами A, никель-Н, олово-о, свинец-С, фосфор-Ф, железо-ж, кремний-К, марганец-МЦ, бериллий-Б, цинк-C. Например, ЛАН59-3-2 содержит 59%меди, 3% А1, 2% никеля. Марка латуни для литья указывает содержание цинка, а количество каждого легирующего элемента располагается сразу за буквами, обозначающими его название. Например, LC40MtsZA содержит 40%Zn, 3% Mn и 1% AI. Бронза — это медный сплав, который содержит все элементы, кроме цинка. Название бронзе дают основные элементы. Поэтому их делят на олово, Алюминий, Бериллий, кремний и др., а в бронзе цинк может присутствовать в качестве легирующей
добавки. Деформируемая бронза обозначается буквой Br (бронза), за которой следуют буквы, цифры, указывающие названия и пропорции легирующих элементов. Например, BrOCC4-4 2.5 содержит 4%олова, 4%цинка и 2,5% свинца. Медные и никелевые сплавы называются мельхиор, кунит и никель silver. In Марка отливки бронзы, содержание каждого литератора-I на элементе помещается сразу после буквы, обозначающей его название. Например, Brobczz содержит 6%Sn, 6% Zn и 3% Pb. Латунь. Медь и цинк образуют твердый раствор, максимальная концентрация
Например, Brobczz содержит 6%Sn, 6% Zn и 3% Pb. Латунь. Медь и цинк образуют твердый раствор, максимальная концентрация
цинка составляет 39% (рис. 9.7, а).При более высоком содержании цинка в кристаллической решетке Куба ядра тела образуется электронное соединение CuZn (Р-фаза). При температуре 454-468°с (пунктир на рисунке) происходит упорядочение Р-фазы (P ’фазы), что значительно повышает ее твердость. И еще vulnerabilities. In в отличие от равновесного состояния, P’фаза появляется в структуре латуни, с содержанием цинка около 30%.As изменяется структура, изменяются механические свойства латуни(рис. 9.7.6).Если латунь имеет структуру твердого раствора, то с увеличением содержания цинка прочность и пластичность возрастут. появление
фазы p ’ сопровождается резким падением пластичности, а прочность продолжает увеличиваться по мере увеличения цинка до 45%, в то время как латунь переходит в 2-фазное состояние. переход латуни со структурой Р ’-фазы в однофазное состояние приводит к резкому снижению прочности. Латунь с содержанием Zn до 45% имеет практическое значение. Высокий сплав цинка очень хрупок. Химический состав некоторых промышленных латуней (ГОСТ 15527-
Латунь с содержанием Zn до 45% имеет практическое значение. Высокий сплав цинка очень хрупок. Химический состав некоторых промышленных латуней (ГОСТ 15527-
70, ГОСТ 17711-80) и их механические свойства представлены в таблице. 9.3. Рис. 9.7. Диаграмма состояния Cu-Zn (а) и влияние цинка на механические свойства меди (б) один) Двойная латунная структура разделена в 2 группы. 1) одиночная фаза со структурой твердого раствора (рис. 9.8, е). один) б) Рис. 9.8.Микроструктура латуни: а-одиночная фаза; Б-две фазы(темная-0 фаза, светлая-а фаза) 2) (а + 0) 2-фаза со структурой фазы(рис. 9.8.6). Однофазная латунь подходит для холодной пластической деформации из-за своей высокой пластичности, что значительно повышает прочность и твердость. Рекристаллизационный отжиг проводят при 600-700°С. Должный к увеличению в цинке, латунные цены уменьшены,
и machinability увеличен сопротивлением к вырезыванию, ссадине и wear. At в то же время, тепловая и электрическая проводимость уменьшается, что составляет 20-50% свойств меди. Примеси повышают твердость латуни и снижают ее пластичность. Свинец и висмут, которые вызывают красную хрупкость в однофазной латуни, не особенно пострадали. Так, однофазная латунь выпускается преимущественно в виде холоднокатаных полуфабрикатов: полосы, ленты, проволоки, листа, детали из которых изготавливаются методом глубокой вытяжки (радиаторная трубка, гильза корпуса,
Примеси повышают твердость латуни и снижают ее пластичность. Свинец и висмут, которые вызывают красную хрупкость в однофазной латуни, не особенно пострадали. Так, однофазная латунь выпускается преимущественно в виде холоднокатаных полуфабрикатов: полосы, ленты, проволоки, листа, детали из которых изготавливаются методом глубокой вытяжки (радиаторная трубка, гильза корпуса,
сильфон, трубопровод), а также детали, требующие низкой (шайбовой) твердости. мы фабрика начала Китая высокоскоростных автозапчастей. Благодаря двухфазной латуни Р превращение легкоплавкой эвтектической фазы происходит не внутри оболочки, а внутри частиц твердого раствора, и не влияет на способность высокотемпературной пластической деформации. Свинец может быть добавлен для улучшения обрабатываемости и повышения антифрикционности. Благодаря своей низкой пластичности при низких температурах эти латуни выпускаются в виде горячекатаных полуфабрикатов, листов, прутков, труб и штамповки. Из них втулки, двутавровые гайки, тройники, фитинги, токопроводящие части электрооборудования и др. делаются. Должный к узкому ряду температуры кристаллизации, двойная латунь имеет низкую
делаются. Должный к узкому ряду температуры кристаллизации, двойная латунь имеет низкую
тенденцию дендритной сегрегации, высокой текучести, низкой усушки диффузии, хорошей герметичности. Но, тем не менее, они фактически не используются для фа Каротидное литье, поскольку наблюдается довольно большая концентрированная усадка оболочки. Этот недостаток не присущ легированной латуни. Легированная латунь применяется как для деформируемых полуфабрикатов, так и для формованных изделий. Ли. Латунь, как правило, содержит больше цинка и легирующих элементов. В дополнение к свинцу, AJ, Fe, Ni, Sn, Si используются для легирования латуни. Эти элементы
улучшают коррозионную устойчивость brass. So, сплавленная латунь широко используется в речном и морском судостроении (конденсаторная и калибровочная трубка и другие детали).Оловянная латунь (L070-1) называется Морской. Алюминий повышает прочность, твердость латуни. Высокая медная латунь (LA77-2) с добавлением до 4% алюминия имеет практическое применение, благодаря своей однофазной структуре, она хорошо обрабатывается давлением. Алюминиевая латунь может быть упрочнена закалкой и старением, поскольку растворимость твердого раствора дополнительно легируется различными никелем, железом, марганцем и кремнием. Временное сопротивление после этой обработки достигает 700 МПа. Хорошая пластичность в закаленных условиях позволяет
дополнительно упрочнять сплав за счет пластической деформации (перед старением). Низкий.) Обработка по схеме «упрочнение+ пластическая деформация+старение» увеличивает временное сопротивление до 1000 МПа. Кремний улучшает текучесть латуни, свариваемость, способность к горячей и холодной пластической деформации. Кремниевая латунь характеризуется высокой прочностью, пластичностью и ударной вязкостью не только при 20-25°С, но и при низких температурах (до −183°С).в случае легирования латуни для получения однофазной структуры используется
небольшое количество добавок (LK8O-3) кремния. Эти латуни используются в судостроении и общем машиностроении для изготовления арматуры, деталей приборов. Никель повышает растворимость цинка в меди и улучшает механические свойства латуни. Никелевая латунь (например, LN65-5) хорошо обрабатывается давлением в условиях низких и высоких температур. Бронза Оловянная бронза. Из диаграммы состояния Cu-Sn видно, что
Никель повышает растворимость цинка в меди и улучшает механические свойства латуни. Никелевая латунь (например, LN65-5) хорошо обрабатывается давлением в условиях низких и высоких температур. Бронза Оловянная бронза. Из диаграммы состояния Cu-Sn видно, что
предельная растворимость олова меди соответствует 15,8% (рис. 9.9, а).Сплавы этой системы характеризуют тенденцию неравновесной кристаллизации Рис. 9.9. Диаграмма состояния Cu-Sn (а) и влияние олова на механические свойства меди (0 а) 6) В результате в реальных условиях охлаждения площадь α-твердого раствора значительно сужается, и даже при снижении температуры его концентрация практически не изменяется, а эвтектоидное превращение 6 фаз отсутствует(см. пунктирные линии на рисунке). (а 4-8), фаза 8-Cu31Sng электронное соединение со сложной
кубической решеткой (рис. 9.10.6). обладает высокой твердостью и хрупкостью. При появлении в структуре бронзы 8 фаз ее вязкость и пластичность резко снижаются (рис. 9.9.6). поэтому, несмотря на увеличение прочности за счет увеличения количества олова до 25% в дальнейшем, бронза, содержащая только до 10% Sn, имеет практическое значение. Поскольку двойная Оловянная бронза стоит дорого, она редко используется. Из-за широкого температурного диапазона кристаллизации более вероятно возникновение дендритной сегрегации, пониженной текучести и диффузионно-усадочной диффузии, а следовательно, и более низкой герметичности
Поскольку двойная Оловянная бронза стоит дорого, она редко используется. Из-за широкого температурного диапазона кристаллизации более вероятно возникновение дендритной сегрегации, пониженной текучести и диффузионно-усадочной диффузии, а следовательно, и более низкой герметичности
отливок. Оловянные бронзы легируют цинком, свинца, никеля и П., Чтобы сэкономить на более дорогих олова, 2-15% цинка добавляют в бронзу. Столько цинка пол Растворимость в твердом растворе α для улучшения механических свойств. Сократите интервал кристаллизации бронзы олова, цинка улучшите текучесть, плотность отливки, заварки и паяя способности. Свинец, разрезая оловянную бронзу, улучшает антифрикционные свойства и улучшает обрабатываемость. Фосфор, являющийся оловянным раскислителем бронзы, повышает текучесть и повышает износостойкость за счет
появления твердых включений меди cu3p, phosphide. In кроме того, он увеличивает временное сопротивление, упругие пределы и долговечность бронзы. Никель способствует утончению структуры и улучшает ее механические свойства. Бронза хорошо обрабатывается, паяется и, что еще хуже, сваривается. Среди медных сплавов Оловянная бронза имеет самую низкую линейную скорость усадки (0,8% при отливке в грунт,1,4% при отливке в форму), поэтому ее используют для получения отливок сложной формы. Двойная низколегированная Литейная бронза содержит 10%Sn. In для того
Бронза хорошо обрабатывается, паяется и, что еще хуже, сваривается. Среди медных сплавов Оловянная бронза имеет самую низкую линейную скорость усадки (0,8% при отливке в грунт,1,4% при отливке в форму), поэтому ее используют для получения отливок сложной формы. Двойная низколегированная Литейная бронза содержит 10%Sn. In для того
чтобы уменьшить цену бронзы олова, содержание олова некоторой стандартной бронзы бросания было уменьшено до 3-6%.Большое количество Zn и Pb увеличится Рисунок 9. 10.Бронзы микроструктура: а-деформированная одиночная фаза при 5%Sn после перекристаллизации. 10% SN b-слепки Текучесть YH улучшает плотность, трение и обрабатываемость отливок. Структура бронзы олова (BrOZTs12S5, BrO4Ts4S17, BrOYuTs2, etc) ностую отвечает требованиям структуры антифрикционных сплавов( См. раздел 10.4.Атмосферные условия, высокая коррозионная стойкость в пресной и морской воде способствуют широкому применению
литой бронзы для паровых и гидравлических клапанов. Поврежденная пористость не препятствует этому、 Это связано с тем, что на поверхности отливок имеются зоны плотных и мелкозернистых структур. С улучшением технологии Получается отливка, выдерживающая давление до 30 МПа. Этаж Деформируемые бронзы содержат до M%Sn (табл.9.4). в равновесном состоянии они имеют однофазную структуру твердого раствора (см. рис. 9.10, в). в неравновесном состоянии они имеют однофазную структуру твердого раствора. В дополнение к твердому раствору при
С улучшением технологии Получается отливка, выдерживающая давление до 30 МПа. Этаж Деформируемые бронзы содержат до M%Sn (табл.9.4). в равновесном состоянии они имеют однофазную структуру твердого раствора (см. рис. 9.10, в). в неравновесном состоянии они имеют однофазную структуру твердого раствора. В дополнение к твердому раствору при
затвердевании образуется небольшое количество электронной фазы. Снятие и улучшая разделение дендритов и выравнивание химического Кочча воздуха Мачинабилиты давлением, отжигом диффузии used. It бежит на 700-750°C. Во время холодной пластической деформации, бронза обожжена на 55 (X7°C). Помимо хорошей электропроводности, коррозионной стойкости и антифрикционных свойств, кованая бронза обладает высокой эластичностью и износостойкостью. Они используются при изготовлении круглых и пластинчатых пружин в точном
машиностроении, электротехнике, химическом машиностроении и других отраслях промышленности. Алюминиевая бронза. Они отличаются высокими механическими свойствами, антикоррозионными и антифрикционными свойствами. Преимущества перед оловянной бронзой включают низкую стоимость, механические свойства и некоторые технические характеристики. Например, короткий интервал кристаллизации обеспечивает высокую текучесть, концентрированную усадку и хорошую алюминиевую бронзу Таблица 9.4.Химический состав и механические свойства оловянной бронзы Содержание бронзы елеше (С для остальных).Механический Повышенная герметичность, низкая тенденция дендритной сегрегации. Однако из-за большой
Преимущества перед оловянной бронзой включают низкую стоимость, механические свойства и некоторые технические характеристики. Например, короткий интервал кристаллизации обеспечивает высокую текучесть, концентрированную усадку и хорошую алюминиевую бронзу Таблица 9.4.Химический состав и механические свойства оловянной бронзы Содержание бронзы елеше (С для остальных).Механический Повышенная герметичность, низкая тенденция дендритной сегрегации. Однако из-за большой
усадки может быть затруднено получение отливок сложной формы. Медь и алюминий образуют α-твердый раствор (рис.9.11), содержание которого повышается с 1035 до 565°С, когда температура падает с 7,4 до 9,4% AI. При 565°с (1 фаза подвергается эвтектоидному превращению: 0 — » АЧ-У2, где У2-промежуточная фаза переменного состава со сложной кубической решеткой. При фактическом охлаждении (в отличие от равновесного состояния) в структуре сплава появляется эвтектоид с содержанием 6-8% AI. Наличие эвтектоида приводит к резкому падению пластичности алюминиевой бронзы. При увеличении пластичности она резко падает, а при содержании алюминия до 10-11% прочность продолжает
При увеличении пластичности она резко падает, а при содержании алюминия до 10-11% прочность продолжает
увеличиваться (рис. 9.11.6), однофазные бронзы (BrA5, BrA7) с хорошей пластичностью будут деформироваться. Долговечность (st * = = 400 -?450 МПа) и пластичности (6 = = 60%) 2-фазная бронза выпускается в виде деформируемых полуфабрикатов, которые также используются в производстве. Рис. 9.11. Диаграмма состояния системы Cu-AI ( » ) и алюминиевый эффект! Механические характеристики \ Медь(6) Я / З? Форма castings. In при наличии большого количества кодеосаждения бронза подвергается высокотемпературной обработке давлением, а не низкотемпературной. Двухфазная бронза характеризуется высокой прочностью (st, −600 МПа) и твердостью (HB> 1000).Они могут подвергаться упрочняющей термообработке.
Быстрое охлаждение (быстрое охлаждение) вызывает ФЛ этап пройти соосаждение и мартенситного превращения. К недостаткам двойной алюминиевой бронзы относятся, помимо большой усадки, склонность к газонасыщению и окислению при плавке, образование крупных кристаллических столбчатых структур, а также трудность пайки. Эти недостатки практически устраняются легированием алюминиевой бронзы железом, никелем и марганцем. В фазе а алюминиевой бронзы растворяется до 4% железа, в результате чего образуются включения Al3Fe с более высоким содержанием. Дополнительное легирование никелем и 3-месячным муравьем способствует
Эти недостатки практически устраняются легированием алюминиевой бронзы железом, никелем и марганцем. В фазе а алюминиевой бронзы растворяется до 4% железа, в результате чего образуются включения Al3Fe с более высоким содержанием. Дополнительное легирование никелем и 3-месячным муравьем способствует
появлению этих включений с низким содержанием железа. Железо оказывает изменяющее влияние на структуру алюминиевой бронзы, повышая прочность, твердость и антифрикционные свойства, а также уменьшая тенденцию к 0-фазному эвтектоидному распаду и хрупкости 2-фазной бронзы за счет измельчения γ2-фазы, образующейся в результате этого распада. Лучшие пластичные алюминий-железо-бронза (например, Браж9-4), после термообработки, частично или полностью подавляют эвтектоидное превращение Р-фазы (нормализация при 600 700°С или упрочнение от 950°С). Отпуск бронзы при 250-300°С приводит к распаду Р-фазы с образованием мелкодисперсной эвтектики (a + y2) и увеличению
твердости (HB 1750-1800). Никель улучшает технологичность и механические свойства алюминиево-железной бронзы при комнатной и высокой температуре. temperatures. In кроме того, при понижении температуры площадь твердого раствора резко сужается. Это позволяет легировать бронзу железом и никелем(Бражн10-4 4), что позволяет дополнительно упрочнять ее после закалки старением. Например, в отожженном (мягком) состоянии механические свойства Бражн 10-4-4 составляют: Ач= 650 МПа; 5 = 35%; НВ 1400-1600. При закалке от 98°C и выдержке при 400 ° C в течение 2 часов твердость увеличивается до HB 4000.Алюминиево-железоникелевая бронза применяется при изготовлении деталей, работающих в тяжелых
temperatures. In кроме того, при понижении температуры площадь твердого раствора резко сужается. Это позволяет легировать бронзу железом и никелем(Бражн10-4 4), что позволяет дополнительно упрочнять ее после закалки старением. Например, в отожженном (мягком) состоянии механические свойства Бражн 10-4-4 составляют: Ач= 650 МПа; 5 = 35%; НВ 1400-1600. При закалке от 98°C и выдержке при 400 ° C в течение 2 часов твердость увеличивается до HB 4000.Алюминиево-железоникелевая бронза применяется при изготовлении деталей, работающих в тяжелых
условиях износа при высоких температурах (400-500°с).Алюминиевая железная бронза, легированная дешевым марганцем вместо никеля, обладает высокими механическими, антикоррозионными и техническими характеристиками (Бражмц1о-3-1,5). Кремнистая бронза. Они характеризуются хорошими механическими, упругими и антифрикционными свойствами. Кремниевая бронза содержит до 3% Si. Согласно диаграмме состояния CU’si (рис.9.12), двойная Кремниевая бронза имеет однофазную структуру-твердый раствор медного кремния. При увеличении содержания кремния более чем на 3% в структуре сплава появляется твердая и хрупкая γ-фаза. Один. Фазовая структура твердого раствора обеспечивает Кремниевую
При увеличении содержания кремния более чем на 3% в структуре сплава появляется твердая и хрупкая γ-фаза. Один. Фазовая структура твердого раствора обеспечивает Кремниевую
бронзу с высокой пластичностью и хорошей обрабатываемостью за счет давления. Они хорошо свариваются и паяются, хорошо обрабатываются резанием. Литейные свойства кремниевой бронзы ниже, чем олова, алюминиевой бронзы и латуни. Цинковое легирование способствует улучшению литейных свойств этих бронз из-за более коротких интервалов между кристаллизациями. Добавки марганца и никеля увеличивают прочность и твердость кремниевой бронзы. Марганец увеличивает предел упругости. Никель может вылечить бронзы кремния никеля путем твердеть и стареть потому что растворимость участка а переменна. После закалки от 800°C и выдержки при 500°C эти бронзы имеют * > 700 МПа, 8l 8%.Свинец улучшает антифрикционные свойства и обрабатываемость.
Кремниевая бронза изготавливается в виде лент, полос, стержней и проводов. Он редко используется в молдингах.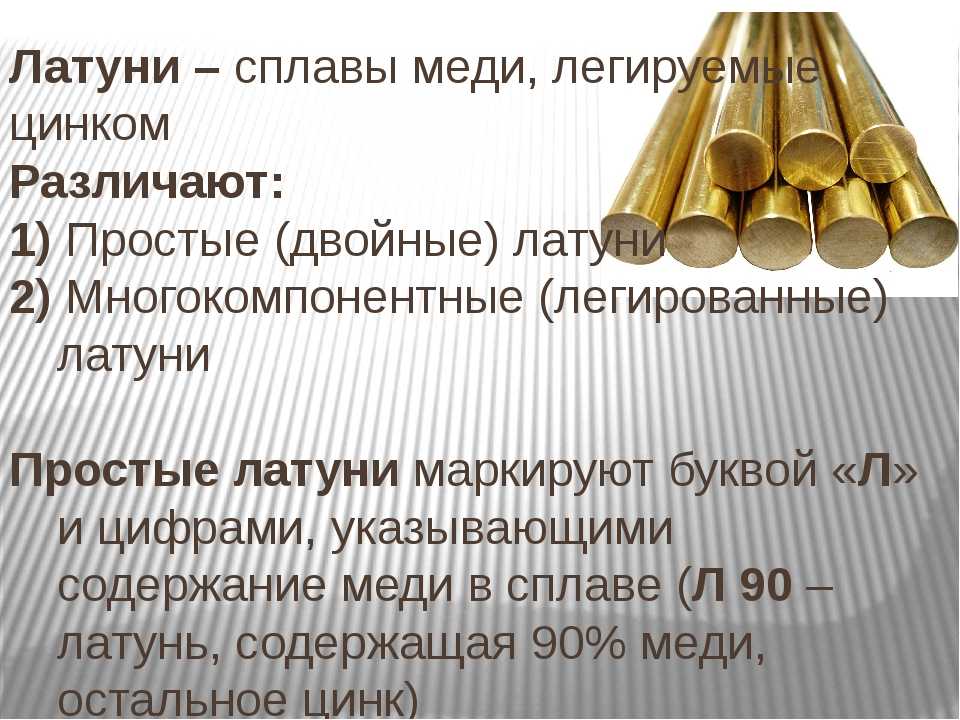 Он используется вместо дорогой оловянной бронзы при изготовлении антифрикционных деталей (Бркн1-3), (Бркмцз-1), а также используется для замены бериллиевой бронзы при изготовлении пружин, мембран и других компонентов устройств, работающих в пресной и морской воде.
Он используется вместо дорогой оловянной бронзы при изготовлении антифрикционных деталей (Бркн1-3), (Бркмцз-1), а также используется для замены бериллиевой бронзы при изготовлении пружин, мембран и других компонентов устройств, работающих в пресной и морской воде.
Смотрите также:
Материаловедение — решение задач с примерами
Медь и медные сплавы | Металлопрокат
Медь
Медь — пластичный металл розовато-красного цвета. Медь первичная в зависимости от чистоты подразделяется на М1, М2, М3.
Медный прокат
Прутки
Прутки (круглые, квадратные, шестигранные) холоднодеформированными (тянутые ), горячедеформированными ( прессованные) изготовляют в соответствии с требованиями ГОСТ 1535-91 из меди марок Ml , Mlp , M 2, М2р, МЗ, МЗр по ГОСТ 859.
Прутки выпускают мягкими, полутвердыми, твердыми.
Ленты
Ленты медные холоднодеформированные изготовляются в соответствии с требованиями ГОСТ 1173-93 из меди марок Ml , Mlp , M 2, М2р, МЗ, МЗр по ГОСТ 859.
По точности изготовления: нормальной точности по толщине и ширине; нормальной точности по толщине и повышенной точности по ширине; нормальной точности по толщине и высокой точности по ширине; повышенной точности по толщине и нормальной точности по ширине.
Проволока, шины
Проволока медная и шины изготовляются мягкими и твердыми согласно ГОСТ 434-78 из меди не ниже марки М1 по ГОСТ 859.
Трубы
Медные трубы изготовляются согласно требованиям ГОСТ 617-90 из меди марок M 1, M 1р, M 2, М2р, М3, М3р с химическим составом по ГОСТ 859, томпака марки Л96 с химическим составом по ГОСТ 15527, нормальной и повышенной точности мерной и немерной длины в пределах от 1 до 6м.
Трубы могут быть холоднодеформированными (тянутыми) и прессованными; мягкими, полутвердыми, твердыми.
Листы и полосы
Листы и полосы медные изготовляются согласно ГОСТ 495-92 из меди марок Ml , М1р, М2, М2р, М3 и М3р по ГОСТ 859.
Холоднокатаные листы и полосы изготовляют нормальной и повышенной точности изготовления.
Горячекатаные листы изготовляют: шириной от 600 до до 3000мм ; длиной от 1000 до 6000мм.
Полосы — мерной и немерной длин от 500 до 2000мм.
По состоянию материала холоднокатаные листы и полосы изготовляют мягкими, полутвердыми и твердыми
Латунь
Латунь — сплав меди с цинком. С введением третьего, четвертого и более компонентов латуни именуют сложными, или специальными, и они получают название алюминиевой латуни, железомарганцевой латуни, марганцево- оловянно-свинцовой латуни и т.д. По сравнению с медью они обладают большими прочностью, коррозионной стойкостью, упругостью и лучшей обрабатываемостью (литьем, давлением, резанием).
Прокат латунный
Прутки
Прутки латунные изготовляются согласно ГОСТ 2060-90 тянутыми и прессованными круглого, квадратного и шестигранного сечений мерной и немерной длины, в бухтах.
Точность изготовления: нормальная; повышенная ; высокая .
Состояние: мягкое, полутвердое , твердое.
Особые условия: автоматный, антимагнитный — пруток с обрезанными концами, мягкое состояние повышенной пластичности, полутвердое состояние повышенной пластичности, твердое состояние повышенной пластичности, прессованное состояние обычной пластичности.
Проволока
Латунную проволоку изготовляют согласно требованиям ГОСТ 1066-90 из латуни марок Л80, Л68, Л63 и ЛС59-1 с химическим составом по ГОСТ 15527 нормальной точности по диаметру.
Латунная проволока по состоянию материала изготовляется мягкой, полутвердой и твердой.
Лента
Лента латунная холоднокатаная изготовляется согласно ГОСТ 2208-91 из латуней марок Л90, Л85,Л80, Л68, Л63, ЛС59-1, ЛМц58-2 с химическим составом по ГОСТ 15527 в мягком, полутвердом, твердом, особо-твердом и пружинно-твердом состоянии.
Точность изготовления: нормальная точность по толщине и ширине, нормальная точность по толщине и повышенная точность по ширине, повышенная точность по толщине и нормальная точность по ширине.
Особые условия исполнения: для штамповки , антимагнитная , повышенной точности по серповидности , с нормированной глубиной выдавливания, выдерживающая испытания на изгиб.
Трубы
Латунные трубы изготовляются согласно :
ГОСТ 494-90 тянутыми, холоднокатаными и прессованными: тянутые и холоднокатаные трубы — из латуни марок Л63 и Л68, прессованные — из латуни марок Л60, Л63, ЛС59-1, ЛЖМц59-1-1 с химическим составом по ГОСТ 15527 мерной и немерной длины от1 до 6м, в бухтах длиной не менее 10м.
Точность изготовления: нормальная ; повышенная ; высокая.
Состояние: мягкое, мягкое повышенной пластичности, четвертьтвердое, полутвердое, полутвердое повышенной пластичности.
Особые условия: трубы повышенной точности, трубы повышенной точности по кривизне, трубы антимагнитные.
ГОСТ 21646-76 тянутыми и холоднокатаными. мерной и кратной мерной длины от 1,5 до 12м из латуни марок Л70, Л68, Л070-1, ЛА77- 2, ЛМш68 -0,05, ЛАМш77-2-0,05 и ЛОМш70-1-005 по ГОСТ 15527.
Трубы, в зависимости от марок сплавов, изготовляют в мягком и полутвердом состоянии
Листы и полосы
Листы и полосы латунные изготовляются согласно ГОСТ 931-90 из латуней марок по ГОСТ 15527. Листы выпускаются холодно и горячекатаными, полосы — холоднокатаными длиной от 500 до 2000мм мерной, кратной мерной и немерной длины.
По состоянию материала листы и полосы изготовляют: мягкими , полутвердыми, твердыми, особотвердыми.
Бронза
Бронза — сплав меди (кроме латуней и медно-никелевых сплавов) с оловом (оловянные бронзы) и сплавы меди с алюминием, бериллием, марганцем и другими компонентами, которые являются главными и в соответствии с которыми бронзы получают название. Бронзы по сравнению с латунью обладают лучшими механическими , антифрикционными свойствами и коррозионной стойкостью.
Бронзовый прокат, в том числе:
Прутки
Прутки бронзовые: тянутые (круглые, квадратные и шестигранные), прессованные (круглые) и горячекатаные (круглые) прутки из безоловянных бронз, изготовляются согласно ГОСТ 1628-78мерной и немерной длины в пределах от 0,5 до 5м в полутвердом и твердом состоянии.
Точность изготовления: нормальная; повышенная; высокая.
Труба прессованная
Изготовляется согласно ГОСТ 1208 из бронзы марок БрАЖМц 10-3-1,5 и БрАЖН 10-4-4 с химическим составом по ГОСТ 18175 мерной и немерной длины в пределах от 0,5 до 6м.
2. Медные сплавы. Материаловедение: конспект лекций [litres]
2. Медные сплавы
Медь относится к числу металлов, известных с глубокой древности. Раннему знакомству человека с медью способствовало то, что она встречается в природе в свободном состоянии в виде самородков, которые иногда достигают значительных размеров. В настоящее время медь широко используется в электромашиностроении, при строительстве линий электропередач, для изготовления оборудования телеграфной и телефонной связи, радио—и телевизионной аппаратуры. Из меди изготовляют провода, кабели, шины и другие токопроводящие изделия. Медь обладает высокой электропроводностью и теплопроводностью, прочностью вязкостью и коррозионной стойкостью. Физические свойства ее обусловлены структурой. Она имеет кубическую гра—нецентрированную пространственную решетку. Ее температура плавления – +1083 °C, кипения – +2360 °C. Средний предел прочности зависит от вида обработки и составляет от 220 до 420 МПа (22–45 кгс/мм 2), относительное удлинение – 4—60 %, твердость – 35—130 НВ, плотность – 8,94 г/см 3. Обладая замечательными свойствами, медь в то же время как конструкционный материал не удовлетворяет требованиям машиностроения, поэтому ее легируют, т. е. вводят в сплавы такие металлы, как цинк, олово, алюминий, никель и другие, за счет чего улучшаются ее механические и технологические свойства. В чистом виде медь применяется ограниченно, более широко – ее сплавы. По химическому составу медные сплавы подразделяют на латуни, бронзы и медноникелевые, по технологическому назначению – на деформируемые, используемые для производства полуфабрикатов (проволоки, листа, полос, профиля), и литейные, применяемые для литья деталей.
Обладая замечательными свойствами, медь в то же время как конструкционный материал не удовлетворяет требованиям машиностроения, поэтому ее легируют, т. е. вводят в сплавы такие металлы, как цинк, олово, алюминий, никель и другие, за счет чего улучшаются ее механические и технологические свойства. В чистом виде медь применяется ограниченно, более широко – ее сплавы. По химическому составу медные сплавы подразделяют на латуни, бронзы и медноникелевые, по технологическому назначению – на деформируемые, используемые для производства полуфабрикатов (проволоки, листа, полос, профиля), и литейные, применяемые для литья деталей.
Латуни – сплавы меди с цинком и другими компонентами. Латуни, содержащие, кроме цинка, другие легирующие элементы, называются сложными, или специальными, и именуются по вводимым, кроме цинка, легирующим компонентам. Например: томпак Л90 – это латунь, содержащая 90 % меди, остальное – цинк; латунь алюминиевая ЛА77–2 – 77 % меди, 2 % алюминия, остальное – цинк и т. д. По сравнению с медью латуни обладают большой прочностью, коррозионной стойкостью и упругостью. Они обрабатываются литьем, давлением и резанием. Из них изготовляют полуфабрикаты (листы, ленты, полосы, трубы конденсаторов и теплообменников, проволоку, штамповки, запорную арматуру – краны, вентили, медали и значки, художественные изделия, музыкальные инструменты, сильфоны, подшипники).
д. По сравнению с медью латуни обладают большой прочностью, коррозионной стойкостью и упругостью. Они обрабатываются литьем, давлением и резанием. Из них изготовляют полуфабрикаты (листы, ленты, полосы, трубы конденсаторов и теплообменников, проволоку, штамповки, запорную арматуру – краны, вентили, медали и значки, художественные изделия, музыкальные инструменты, сильфоны, подшипники).
Бронзы – сплавы на основе меди, в которых в качестве добавок используются олово, алюминий, бериллий, кремний, свинец, хром и другие элементы. Бронзы подразделяются на безоловянные (БрА9Мц2Л и др.), оловянные (БрО3ц12С5 и др.), алюминиевые (БрА5, БрА7 и др.), кремниевые (БрКН1–3, БрКМц3–1), марганцевые (БрМц5), бериллиевые бронзы (БрБ2, БрБНТ1,7 и др.). Бронзы используются для производства запорной арматуры (краны, вентили), различных деталей, работающих в воде, масле, паре, слабоагрессивных средах, морской воде.
Данный текст является ознакомительным фрагментом.
Медь и сплавы
Медь и сплавы
Довольно часто домашние слесари отдают предпочтение меди (удельный вес 9,0 г/см2), поскольку ее мягкость и пластичность позволяют добиваться точности и высокого качества при изготовлении всевозможных деталей и изделий.Чистая (красная) медь – прекрасный
ЛЕКЦИЯ № 5. Сплавы
ЛЕКЦИЯ № 5. Сплавы
1. Строение металлов
Металлы и их сплавы – основной материал в машиностроении. Они обладают многими ценными свойствами, обусловленными в основном их внутренним строением. Мягкий и пластичный металл или сплав можно сделать твердым, хрупким, и наоборот.
3. Алюминиевые сплавы
3. Алюминиевые сплавы
Название «алюминий» происходит от латинского слова alumen – так за 500 лет до н. э. называли алюминиевые квасцы, которые использовались для протравливания при крашении тканей и дубления кож.По распространенности в природе алюминий занимает третье
э. называли алюминиевые квасцы, которые использовались для протравливания при крашении тканей и дубления кож.По распространенности в природе алюминий занимает третье
4. Титановые сплавы
4. Титановые сплавы
Титан – металл серебристо—белого цвета. Это один из наиболее распространенных в природе элементов. Среди других элементов по распространенности в земной коре (0,61 %) он занимает десятое место. Титан легок (плотность его 4,5 г/см 3), тугоплавок
5. Цинковые сплавы
5. Цинковые сплавы
Сплав цинка с медью – латунь – был известен еще древним грекам и египтянам. Но выплавка цинка в промышленных масштабах началась лишь в XVII в.Цинк – металл светло—серо—голубоватого цвета, хрупкий при комнатной температуре и при 200 °C, при нагревании до
«Медные яблоки солнца»[22]
«Медные яблоки солнца»[22]
Планы компании «Рио-Тинто цинк» начать карьерную добычу медной руды в Сноудонском национальном заповеднике вызвали множество протестов (New Scientist, 12, 1970, p. 317). Однако нам, по-видимому, предстоит все чаще сталкиваться с подобными явлениями по мере
317). Однако нам, по-видимому, предстоит все чаще сталкиваться с подобными явлениями по мере
Огонь, вода и медные трубки
Огонь, вода и медные трубки
Потери на трение при движении судна по воде возрастают пропорционально кубу скорости, а когда подводная часть судна обрастает ракушками, становятся еще больше. Дедал размышляет над тем, какую экономию принесло бы устранение этого трения.
Сплавы золота
Сплавы золота
Для изготовления ювелирных и других изделий далеко не всегда используют чистые металлы. Происходит это из-за высокой стоимости драгоценных металлов, недостаточной твердостью их и износоустойчивости, поэтому на практике чаще всего употребляют сплавы,
7.4. Сплавы меди, имитирующие золотые и серебряные сплавы
7. 4. Сплавы меди, имитирующие золотые и серебряные сплавы
4. Сплавы меди, имитирующие золотые и серебряные сплавы
С целью удешевления художественных изделий при производстве недорогих украшений широко используются томпак, латунь, мельхиор, нейзильбер; при изготовлении художественных изделий – бронзы.Сплавы меди с цинком,
10. Серебро и его сплавы
10. Серебро и его сплавы
Серебро – химический элемент, металл. Атомный номер 47, атомный вес 107,8. Плотность 10,5 г/см3. Кристаллическая решетка – гранецентрированная кубическая (ГЦК). Температура плавления 963 °C, кипения 2865 °C. Твердость по Бринеллю 16,7.Серебро – металл белого
11. Золото и его сплавы
11. Золото и его сплавы
Золото – химический элемент, металл. Атомный номер 79, атомный вес 196,97, плотность 19,32 г/см3. Кристаллическая решетка – кубическая гранецентрировапная (ГЦК). Температура плавления 1063 °C, кипения 2970 °C. Твердость по Бринеллю – 18,5.Золото – металл желтого
Твердость по Бринеллю – 18,5.Золото – металл желтого
11.1. Двухкомпонентные сплавы золота
11.1. Двухкомпонентные сплавы золота
В ювелирной промышленности иногда применяют двухкомпонентные сплавы: золото – медь и золото – серебро.
Рис. 11.1. Диаграмма состояния Сu – Аu.Золото и медь обладают неограниченной растворимостью в жидком, а при высоких температурах и в
11.2. Многокомпонентные сплавы золота
11.2. Многокомпонентные сплавы золота
В ювелирной промышленности для изготовления золотых изделий используют в большинстве случаев сплавы системы золото – серебро – медь, которые могут содержать добавки других металлов: никеля, палладия, цинка, платины. Химический
11.6. Золотые сплавы для припоев
11.6. Золотые сплавы для припоев
При изготовлении ювелирных и художественных изделий из сплавов золота используется пайка. Состав и интервал температур плавки ювелирных припоев для пайки сплавов золота приведен в табл. 11.9. Маркировка золотых припоев осуществляется так
Состав и интервал температур плавки ювелирных припоев для пайки сплавов золота приведен в табл. 11.9. Маркировка золотых припоев осуществляется так
46. Магний и его сплавы
46. Магний и его сплавы
Магний является химически активным металлом: образующаяся на воздухе оксидная пленка МдО в силу более высокой плотности, чем у самого магния, растрескивается и не имеет защитных свойств; порошок и стружка магния легко воспламеняются; горячий и
47. Титан и его сплавы
47. Титан и его сплавы
Титан и сплавы на его основе обладают высокой коррозионной стойкостью и удельной прочностью. Недостатки титана: его активное взаимодействие с атмосферными газами, склонность к водородной хрупкости.Азот, углерод, кислород и водород, упрочняя титан,
НИЗКОЛЕГИРОВАННЫЕ МЕДНЫЕ СПЛАВЫ
АКТУАЛЬНОСТЬ
Вряд ли в настоящее время найдутся специалисты или предприятия машиностроения и металлургии, авиационной и космической техники, электроники и электротехники, которые бы не убедились в преимуществах низколегированных медных сплавов перед нелегированной медью.
Высокие прочностные свойства и жаропрочность, отсутствие водородной болезни и коррозионная стойкость, свойственная меди, незначительное снижение тепло- и электропроводности по сравнению с медью, высокая технологичность при обработке давлением, сварке и пайке — вот основные особенности низколегированных медных сплавов. Отсюда их высокая работоспособность и эффективность при использовании в качестве электродов сварки сопротивлением (контактной точечной, шовной, рельефной, стыковой), различных теплообменных агрегатов, в том числе камер сгорания жидкостных реактивных двигателей, радиаторов в машиностроении, кристаллизаторов полунепрерывного и непрерывного литья цветных и черных металлов и сплавов, троллейных проводов на транспорте, деталей электродвигателей, термостойких проводников электрического тока и кабелей, контактов и токопроводящих пружин, рамок интегральных микросхем, пресс-форм и штампов, штепсельных разъемов и др. [1]. Активно работая в этом направлении более 40 лет, институт «Гипроцветметобработка» — по сути, единственная организация в стране подобного направления научного и технического плана — проводил комплексные исследования, связанные с проблемами теоретических основ легирования таких сплавов, их всесторонними исследованиями и испытаниями, разработкой составов и технологии производства
полуфабрикатов.
В результате были оптимизированы составы известных композиций (например, медь-хром и медь-хром-цирконий), а также разработаны более 25 новых составов, большинство из которых были доведены до внедрения в промышленность. Для решения ряда конкретных задач, связанных с особенностями эксплуатации сплавов, в их составе, кроме известных базовых композиций с хромом, никелем, оловом, кремнием, цирконием и фосфором, использовали новые для медных низколегированных сплавов легирующие элементы. В их числе ниобий, ванадий, титан, литий, индий, бор, магний, кадмий, кобальт, железо, алюминий [1].
Абсолютное большинство разработанных сплавов относится к числу дисперсионно твердеющих, т.е. приобретают оптимальное сочетание механических, физических и эксплуатационных свойств после термической и термомеханической обработки. Термическая обработка включает в себя закалку от предельно высоких температур в воде и старение при средних температурах, в зависимости от состояния закаленного материала [2]. Очень важным положительным фактором является то обстоятельство, что все разработанные отечественные сплавы не содержат в своем составе чрезвычайно токсичного бериллия, и в этом плане они полностью удовлетворяют современным экологическим требованиям.
НАПРАВЛЕНИЯ РАЗВИТИЯ
Низколегированные медные сплавы, естественно, имеют особенности формирования химического состава, технологии производства, начиная от плавки сплава, литья слитков или непосредственно деталей, горячей и холодной деформации, термической или термомеханической обработки и кончая сочетанием свойств и особенностями изготовления изделий из них (сварки, пайки, формообразования, гальваники и т. д.) [1]. Главная задача исследователя в этом плане должна сводиться к максимальной рациональности и эффективности, минимальной трудоемкости производства. Известно [1], что абсолютное большинство примесей в меди повышают ее электросопротивление и температуру рекристаллизации (разупрочнения). Однако такой подход при синтезировании новых современных сплавов достаточно примитивен, хотя системы, такие как Cu-Cr,
Cu-Zr, Cu-Ag, Cu-Cd, Cu-Ti, Cu-Te до сих пор занимают твердые позиции в ряду низколегированных медных сплавов.
Усложнение составов сплавов вместе с совершенствованием их структуры путем оптимизации термомеханической обработки (для дисперсионно-твердеющих сплавов) — вот наиболее современный и перспективный путь синтезирования новых эффективных сплавов [2]. Перед металловедами практически никогда не ставятся условия разработать оригинальную композицию сплава. Современное машиностроение, электротехника и другие области техники, перед которыми стоит задача снизить металлоемкость конструкций, повысить их надежность, долговечность, а также нагрузки и рабочие температуры изделий, выдвигают требования перед металлургами об организации производства полуфабрикатов с более высоким сочетанием свойств. Таким образом, главное в этой проблеме — реализация поставленных требований в промышленном масштабе. В современных условиях будет ли внедрен в промышленное производство новый или модифицированный сплав, покажет выполнение каждого из следующих условий: существенное преимущество в свойствах перед аналогами по применению, обоснованность усложнения состава или технологии обработки, хорошая воспроизводимость состава от плавки к плавке и свойств от партии к партии, достаточно широкие интервалы легирования и пределы параметров технологии, высокая рентабельность металлургического производства различных полуфабрикатов
Перед металловедами практически никогда не ставятся условия разработать оригинальную композицию сплава. Современное машиностроение, электротехника и другие области техники, перед которыми стоит задача снизить металлоемкость конструкций, повысить их надежность, долговечность, а также нагрузки и рабочие температуры изделий, выдвигают требования перед металлургами об организации производства полуфабрикатов с более высоким сочетанием свойств. Таким образом, главное в этой проблеме — реализация поставленных требований в промышленном масштабе. В современных условиях будет ли внедрен в промышленное производство новый или модифицированный сплав, покажет выполнение каждого из следующих условий: существенное преимущество в свойствах перед аналогами по применению, обоснованность усложнения состава или технологии обработки, хорошая воспроизводимость состава от плавки к плавке и свойств от партии к партии, достаточно широкие интервалы легирования и пределы параметров технологии, высокая рентабельность металлургического производства различных полуфабрикатов
из сплава.
При этом решение о разработке нового сплава следует принимать после всесторонней оценки других возможностей повышения свойств уже освоенных промышленностью сплавов, когда нельзя изменением обычной схемы термической и механической обработки дисперсионно твердеющих сплавов существенно повысить их прочность [3].
Конечно, низколегированные медные сплавы нельзя отнести к числу основных, если ориентироваться только на общий тоннаж медных сплавов, выпускаемых предприятиями цветной металлургии. Однако, если учитывать возрастающее с каждым годом потребление различными отраслями промышленности полуфабрикатов из меди, общее стремление к чистоте выпускаемой меди при одновременном увеличении технологических и рабочих температур изготовления и эксплуатации многих изделий, то значимость низколегированных медных сплавов резко возрастает. Связано это с тем большим эффектом, который оказывают сравнительно небольшие добавки легирующих элементов на такие важные свойства меди как температура рекристаллизации, прочностные свойства, жаропрочность и жаростойкость. В свою очередь это приводит к значительному увеличению долговечности изделий, изготовленных из сплавов, если сравнивать их с медными.
В свою очередь это приводит к значительному увеличению долговечности изделий, изготовленных из сплавов, если сравнивать их с медными.
В целом ряде случаев низколегированные медные сплавы являются единственными материалами, обеспечивающими необходимую работоспособность изделий и в принципе являются необходимым условием создания изделий новой техники. Дело в том, что важнейшим свойством этих сплавов (их привилегией) является высокие (соизмеримые с медью) тепло- и электропроводность. Поэтому заменить их другими медными сплавами или сплавами иных основ нельзя. Здесь целесообразно привести высказывание генерального конструктора ракетных двигателей академика Валентина Петровича Глушко: «Существенно более высокие характеристики ракетного двигателя были достигнуты лишь тогда, когда в местах огневой стенки, наиболее напряженных в тепловом отношении, использовали жаропрочную высокотеплопроводную бронзу, а в менее напряженных — сталь, титан, другие металлы» [4].
ЧТО ИМЕЕМ
Вернемся на четверть века назад, когда в Советском Союзе творил тысячный коллектив института «Гипроцветметобработка», который возглавлял это направление и проводил комплексные работы, начиная от синтеза новых сплавов с параметрами свойств, продиктованными промышленностью, разработкой и внедрением на заводах технологии их производства, контроля качества этого производства и кончая решением вместе с многочисленными заказчиками всего комплекса проблем, возникающих при оформлении документации на использование новых сплавов, совместного контроля качества поставляемой с заводов ОЦМ продукции и ее рационального использования. В основном тремя заводами отрасли обработки цветных металлов (ОЦМ): — ЛПО «Красный Выборжец», Каменск-Уральским заводом ОЦМ (К.-У. ЗОЦМ) и «Экспериментальным заводом качественных сплавов» института «Гипроцветметобработка» (ЭЗКС) только в период с 1980 по 1989 гг. ежегодно производилось от 6 до 8 тысяч тонн проволоки, прутков, труб, лент, полос, листов и плит из низколегированных медных сплавов.
В основном тремя заводами отрасли обработки цветных металлов (ОЦМ): — ЛПО «Красный Выборжец», Каменск-Уральским заводом ОЦМ (К.-У. ЗОЦМ) и «Экспериментальным заводом качественных сплавов» института «Гипроцветметобработка» (ЭЗКС) только в период с 1980 по 1989 гг. ежегодно производилось от 6 до 8 тысяч тонн проволоки, прутков, труб, лент, полос, листов и плит из низколегированных медных сплавов.
Что же осталось на сегодняшний день? Институт (теперь ОАО «Институт Цветметобработка») «преобразуясь и сокращаясь», растерял квалификацию и профессионализм вместе с сотрудниками и, как говорится, «восстановлению не подлежит». Флагман отрасли обработки цветных металлов — завод «Красный Выборжец» также «преобразуясь многократно» и теряя профессионализм, производит, может быть, пятнадцатую или двадцатую часть былой продукции из таких сплавов. К.-У. ЗОЦМ, снизив качество продукции, растерял часть потребителей, но, однако, существует и потенциально, видимо, способен тряхнуть стариной. ЭЗКС сначала отделился от института, а затем, утрачивая кадры и заказчиков, прекратил свое существование.
Вместе с реорганизацией промышленности уже Российской Федерации резко сократились как объемы потребления продукции из низколегированных медных сплавов, так и их производство. Многие предприятия перешли на использование полуфабрикатов и целых изделий импортного производства. Однако остались без металла необходимого высокого качества потребители продукции ЭЗКС. Потребность от десятков килограмм до нескольких тонн и все из наукоемких и зачастую сложных по составу и сочетанию свойств сплавов. Решая проблему обеспечения Московской монорельсовой дороги износостойкими троллеями сложного профиля из одного из низколегированных медных сплавов, группа малых металлургических предприятий, руководствуясь желанием полностью воссоздать производство теперь уже бывшего «Экспериментального завода качественных сплавов» всех сложных сплавов и весь номенклатурный ряд металлопродукции, сохранить знания, накопленные поколениями ученых, технологов, рабочих, объединились в предприятие, организационно и экономически связанное в единую технологическую схему под общим идейным и профессиональным руководством.
Речь шла о полном металлургическом цикле получения полуфабрикатов (проволоки, прутков, сложных профилей, фольги, лент, полос, поковок, фасонного литья, плит), начиная с выплавки уникальных лигатур и собственно сплавов, литья слитков, их обработки и заканчивая горячим и холодным деформированием, термической и термомеханической обработкой. Воссоздать, а практически начать заново такое производство оказалось делом весьма непростым. Нужно было сохранить оборудование, обеспечить производство продукции соответствующими площадями, привлечь для выполнения работ профессионалов, приобрести или арендовать новое или более совершенное оборудование [5].
На сегодняшний день производство бывшего ЭЗКС полностью восстановлено как в номенклатурном плане, так и в количественном. Участвуя активно в проблеме импортозамещения, металлургические предприятия готовы обеспечить отечественную промышленность металлопродукцией из рассматриваемых сплавов в полном объеме. А раз так, то настало время вновь обратиться к особенностям этих сплавов тем более, что процесс импортозамещения — это, судя по всему, не разовая акция, а серьезная и продолжительная во времени задача.
ТРЕБОВАНИЯ ПОТРЕБИТЕЛЕЙ
Большой экономический и технический эффект, который может обеспечить применение низколегированных медных сплавов в самых разнообразных отраслях промышленности, привлекает к ним огромное внимание исследователей во многих странах мира. Анализ научно-технической информации за последние 25 лет и патентной информации за последние 50 лет по данной теме показал, что к настоящему времени имеется более 1000 публикаций и около 800 патентов и авторских свидетельств. Только в СССР по 50 стандартам и техническим условиям серийно выпускалось более 40 различных сплавов такого типа. Наиболее широкое применение имеют хромовая, кадмиевая, хромо-циркониевая, кремний-никелевая, кобальт-бериллиевая и некоторые другие бронзы. Имеются сплавы и единичного назначения, выпускаемые в ограниченном объеме.
Чрезвычайно большая номенклатура сплавов является одной из причин имеющего место их дефицита, сложностей металлургического производства (трудности использования отходов непосредственно в плавку, большое количество холостых промывных плавок при переходе со сплава на сплав, сложность унифицирования и оптимизации технологии плавки и литья и т. д.), снижения рентабельности производства и потребления.
д.), снижения рентабельности производства и потребления.
С другой стороны, дефицит сплавов является причиной использования меди там, где наиболее рационально применение сплавов. Это влечет за собой перерасход меди — металла, само по себе чрезвычайно дефицитного, снижение ресурса работы изделий, их качества и надежности.
Представляют интерес некоторые результаты достаточно представительного анкетного опроса мнений предприятий-потребителей различных отраслей промышленности, проведенного в конце 1980-х годов институтом «Гипроцветметобработка».
Почти 70% предприятий применяют или намереваются применять низколегированные медные сплавы как наиболее эффективные для данного назначения, в том числе 25% связывают прогресс в своей отрасли с этими сплавами (назначения сплавов — электроды сварки сопротивлением и другая арматура установок и автоматических линий контактной сварки — 40%; сварные, паяно-сварные и сборные конструкции различного рода теплообменников — 20%; проводники электрического тока, кабели, пружинные контакты, контактодержатели, детали электровакуумных приборов — 10% и др. ). Только около 50% предприятий полностью обеспечиваются теми сплавами, которые им были рекомендованы как наиболее эффективные для данного назначения. В то же время более 70% предприятий планируют увеличение их потребления. Качеством поставляемых полуфабриктов из низколегированных медных сплавов удовлетворены полностью лишь 33% предприятий. Остальные предъявляют претензии, связанные с отсутствием термической обработки, качеством поверхности, наличием неметаллических включений, расслоений, прессутяжин, неравномерности свойств по длине полуфабриката и т. д.
). Только около 50% предприятий полностью обеспечиваются теми сплавами, которые им были рекомендованы как наиболее эффективные для данного назначения. В то же время более 70% предприятий планируют увеличение их потребления. Качеством поставляемых полуфабриктов из низколегированных медных сплавов удовлетворены полностью лишь 33% предприятий. Остальные предъявляют претензии, связанные с отсутствием термической обработки, качеством поверхности, наличием неметаллических включений, расслоений, прессутяжин, неравномерности свойств по длине полуфабриката и т. д.
Большинство предприятий (около 80%) считают, что номенклатуру сплавов следует сократить. Однако, каждый второй ответ был связан с необходимостью разработки новых сплавов. Это же мнение преобладает, когда речь идет о целесообразности проведения соответствующих исследовательских работ. Кажущееся противоречие связано с тем, что, с одной стороны, много однотипных по свойствам и различных по составу сплавов, а с другой — есть области техники, не обеспеченные соответствующими материалами (имеется в виду не состав — потребителю все равно, а необходимый уровень свойства или сочетания свойств). В то же время особо следует отметить, что удовлетворительно используют полуфабрикаты (коэффициенты использования более 80%) только 15% предприятий. Причем, 30% потребителей не без оснований связывают недопустимо низкий коэффициент с недостатками металлургической технологии производства полуфабрикатов (большие допуски на размеры, немерность заготовок, поставка необрезных плит и т. д.). Отрадно, что более 50% предприятий принимают меры по повышению эффективности использования материалов.
В то же время особо следует отметить, что удовлетворительно используют полуфабрикаты (коэффициенты использования более 80%) только 15% предприятий. Причем, 30% потребителей не без оснований связывают недопустимо низкий коэффициент с недостатками металлургической технологии производства полуфабрикатов (большие допуски на размеры, немерность заготовок, поставка необрезных плит и т. д.). Отрадно, что более 50% предприятий принимают меры по повышению эффективности использования материалов.
ОСОБЕННОСТИ ФОРМИРОВАНИЯ СВОЙСТВ
Как видно, положение с производством и потреблением низколегированных медных сплавов и основные проблемы, вытекающие из этого, являются типичными для большинства металлических материалов. Однако в отличие от многих других, низколегированные медные сплавы имеют свои особенности, к числу основных из которых относятся технологичность при обработке давлением. Высокая пластичность в широком температурном интервале абсолютного большинства подобных сплавов обеспечивает практически беспрепятственную горячую и холодную прокатку, ковку и штамповку, прессование, волочение. Вообще, выбор таких параметров технологии как дробность деформации, степень деформации по проходам, суммарная степень деформации и т. д., в данном случае больше зависит от возможностей соответствующего оборудования, чем
Вообще, выбор таких параметров технологии как дробность деформации, степень деформации по проходам, суммарная степень деформации и т. д., в данном случае больше зависит от возможностей соответствующего оборудования, чем
от состава сплава.
Поэтому, когда обсуждаются вопросы технологии производства низколегированных медных сплавов или их технологичности в металлургическом производстве, имеется в виду, прежде всего, технологичность плавки, литья и термической обработки. Технологичность, как способность к промышленному производству в данных конкретных условиях (наличие определенного оборудования, требования к качеству и стоимости полуфабрикатов, принятая схема производства, уровень производственной дисциплины и культуры и т. д.) и качество полуфабрикатов во всем многообразии его проявления, понятия взаимосвязанные.
Вообще, если говорить о низколегированных медных сплавах, то реализация полунепрервного литья слитков на канальных индукционных печах и ЭШП части из них решает основной комплекс принципиальных вопросов технологии плавки и литья [3]. Понятие качества полуфабрикатов в основном включает определенные требования к химическому составу по основным компонентам и примесям, чистоте поверхности и точности изготовления (регламентируются практически любой технической документацией), а также по отсутствию внутренних дефектов, свойствам (отдельная задача).
Понятие качества полуфабрикатов в основном включает определенные требования к химическому составу по основным компонентам и примесям, чистоте поверхности и точности изготовления (регламентируются практически любой технической документацией), а также по отсутствию внутренних дефектов, свойствам (отдельная задача).
Специфика низколегированных медных сплавов и уровень развития дефектоскопии тяжелых цветных металлов в отечественной промышленности таков, что не позволяет, за редким исключением, проводить неразрушающий контроль качества слитков, толстого плоского проката, крупногабаритных труб и прутков и т. д., хотя брак по внутренним дефектам, например, в плоском прокате из хромовой бронзы (наиболее распространенном низколегированном медном сплаве) может составлять довольно значительную цифру — до 7%. Если вопросы плавки и литья, контроля качества слитка и проката, выходов годного, производительности являются в какой-то части внутренним делом завода — поставщика полуфабрикатов, то уровень достигнутых сдаточных свойств определяет эксплуатационные свой-
ства материала. Как известно, наиболее перспективными из низколегированных сплавов являются дисперсионно твердеющие сплавы. Сплавы этого типа имеют наилучшее сочетание физических, механических, а, следовательно, и эксплуатационных свойств после термической либо
Как известно, наиболее перспективными из низколегированных сплавов являются дисперсионно твердеющие сплавы. Сплавы этого типа имеют наилучшее сочетание физических, механических, а, следовательно, и эксплуатационных свойств после термической либо
термомеханической обработки (ТМО), важнейшими операциями в которых являются закалка на пересыщенный твердый раствор и старение. По существу, в справочной литературе приводятся свойства после такой обработки [1]. Однако на практике термическая обработка этих сплавов применяется далеко не всегда и на заводах-поставщиках, и на предприятиях потребителей. В отсутствие термической обработки (применение в холоднодеформированном, горячедеформированном, отожженном, нормализованном состояниях) свойства сплавов будут в 1,5–4 раза ниже того уровня, который в принципе может обеспечить тот или иной состав. Подобное положение является одной из причин нерационального расходования материалов, их дефицита. При этом необходимо учитывать еще одну важную особенность низколегированных медных сплавов — хорошую корреляцию между многими физическими, механическими и эксплуатационными свойствами (связи являются статистически значимыми даже при доверительной вероятности 99,9%). Например, если сплав эксплуатируется при высоких температурах, то важнейшими в этом случае (эксплуатационными свойствами) являются одни из показателей жаропрочности (пределы прочности и текучести при повышенных температурах, кратковременная и длительная горячая твердость). В справочнике [1] показаны примеры графов корреляционной связи между свойствами, определенными при комнатной температуре, и показателями жаропрочности. Или полностью закореллированный граф между удельным электросопротивлением и теплопроводностью при комнатной температуре и удельным электросопротивлением, замеренным в интервале температур
Например, если сплав эксплуатируется при высоких температурах, то важнейшими в этом случае (эксплуатационными свойствами) являются одни из показателей жаропрочности (пределы прочности и текучести при повышенных температурах, кратковременная и длительная горячая твердость). В справочнике [1] показаны примеры графов корреляционной связи между свойствами, определенными при комнатной температуре, и показателями жаропрочности. Или полностью закореллированный граф между удельным электросопротивлением и теплопроводностью при комнатной температуре и удельным электросопротивлением, замеренным в интервале температур
200–700°С [1]. Это значит, что для указанных свойств, впрочем, как и для некоторых других (модули упругости и сдвига, показатели пластичности, коэффициенты линейного расширения и др.) по одному из определенных экспериментально свойств (например, при комнатной температуре) можно достаточно надежно и точно рассчитать все остальные. То есть число определяемых физических и механических свойств сплавов, от которых зависят их эксплуатационные свойства, может быть значительно сокращено, вплоть до сдаточных свойств, регламентированных технической документацией. Поэтому, повышая уровень сдаточных свойств путем изменения состава сплава, либо применяя тот или иной режим термической обработки, можно гарантировать в ряде случаев необходимую высокую работоспособность изделий.
Поэтому, повышая уровень сдаточных свойств путем изменения состава сплава, либо применяя тот или иной режим термической обработки, можно гарантировать в ряде случаев необходимую высокую работоспособность изделий.
ОПТИМИЗАЦИЯ РЕЖИМОВ
Особо следует остановиться на тех резервах свойств, которые таит в себе оптимизация режимов термической и термомеханической обработки. Во-первых, совершенно очевидной является необходимость применять во всех случаях термическую обработку дисперсионно твердеющих сплавов по тем режимам, которые достаточно точно определены для каждого из них [1,2]. Можно утверждать, что, например долговечность сварных кристаллизаторов из хромовой бронзы существенно возрастет после того, как они будут после сварки (до механической обработки) закалены и состарены. То же самое можно сказать о заготовках под электроды сварки сопротивлением.
Во-вторых, в некоторых случаях при повышении требований к механическим свойствам таких полуфабрикатов как тонкая проволока, лента, фольга, можно обойтись без усложнения состава сплава или разработки новой композиции. Технология изготовления этих полуфабрикатов допускает осуществление довольно значительных степеней деформации при волочении или холодной прокатке. Поэтому имеется возможность за счет изменения обычной схемы термической и механической обработки дисперсионно твердеющих сплавов существенно повысить их прочность.
Технология изготовления этих полуфабрикатов допускает осуществление довольно значительных степеней деформации при волочении или холодной прокатке. Поэтому имеется возможность за счет изменения обычной схемы термической и механической обработки дисперсионно твердеющих сплавов существенно повысить их прочность.
В-третьих, необходимо развитие совмещенных способов производства термообработанных полуфабрикатов (совмещение закалки с горячей деформацией при прокатке или прессовании, совмещение закалки с литьем, например, на установках непрерывного литья, и деформации). В этих случаях из технологической схемы производства полуфабрикатов может быть исключена такая трудоемкая операция, как закалка, требующая к тому же и соответствующего, довольно сложного, печного оборудования. Здесь в первую очередь необходимо отдавать предпочтение таким сплавам, состав которых обеспечивает необходимое для дальнейшего распада при старении пересыщение твердого раствора в процессе охлаждения заготовок на воздухе после горячего деформирования. К таким сплавам можно отнести сплавы системы Cu-Cr-Zr-Mg и сплавы системы Cu-Ni-Si-Cr [1]. Последнее, кстати, является еще одним доказательством влияния состава сплавов на технологичность в производстве.
К таким сплавам можно отнести сплавы системы Cu-Cr-Zr-Mg и сплавы системы Cu-Ni-Si-Cr [1]. Последнее, кстати, является еще одним доказательством влияния состава сплавов на технологичность в производстве.
Таким образом, отсутствие термической обработки дисперсионно твердеющих сплавов или ее сравнительное несовершенство является одной из причин большой номенклатуры низколегированных медных сплавов. Повышение свойств удовлетворяется зачастую усложнением составов сплавов или разработкой новых вместо того, чтобы решать задачи за счет использования термической обработки или оптимизации ее режимов. В заключение следует еще раз отметить, что полуфабрикаты из низколегированных медных сплавов, естественно, дороже медных и пока дефицитнее. Однако их преимущества компенсируют этот недостаток и позволяют эффективно решать многие технические задачи, связанные с экономией меди и развитием современной техники.
А. К. Николаев, профессор, д. т.н.
ЗАО «Астринсплав СК»
e-mail: nikolaevak 1937@gmail. com
com
Литература
1. Николаев А. К., Костин С. А. Медь и жаропрочные медные сплавы. Энциклопедический и терминологический словарь. Фундаментальный справочник. — М.: Издательство ДПК Пресс. 2012. – 720 стр.
2. Николаев А. К. Дисперсионное твердение — эффективное направление синтеза конструкционных сплавов.//РИТМ. 2011, № 3. – с. 31–35.
3. Николаев А. К. Повышение качества полуфабрикавтов из цветных металлов. Низколегированные медные сплавы.//Цветные меаллы. 1982, № 3, стр. 50–53.
4. Глушко В. П. Ракетные двигатели ГДЛ-ОКБ. М.: АПН. 1975, 56 с.
5. А. Николаев, С. Костин. Нужны ли качественные сплавы?//Металлоснабжение и сбыт. 2006, № 1, с. 104–106.
Медные сплавы по ценам производителя
Производство сплавов и лигатур
8 (812) 438 40 91
8 (499) 110 38 71
Обратный звонок
188304, Ленинградская
область, г. Гатчина,
ул. Солодухина, д. 2а, стр. 8
2а, стр. 8
[email protected]
RUS
ENG
Запросить цену
Задать вопрос
В современном литейном производстве широко востребованы медные сплавы. Компания «Орион-Спецсплав-Гатчина» предлагает к продаже такую продукцию по приемлемым ценам.
Медь отличается повышенной пластичностью, хорошей электропроводностью и стойкостью к окислению. В литейном производстве востребованы медные сплавы с содержанием олова, алюминия, кремния и других элементов. Введением до 43 % цинка получают латунь. Она хорошо обрабатывается штамповкой, ковкой, прокаткой. Ее отличает от меди — большая прочность и меньшая стоимость. Для производства отливок используются специальные латуни. Для улучшения характеристик они легируются оловом, алюминием, свинцом, марганцем, кремнием, железом и т. д.
Она хорошо обрабатывается штамповкой, ковкой, прокаткой. Ее отличает от меди — большая прочность и меньшая стоимость. Для производства отливок используются специальные латуни. Для улучшения характеристик они легируются оловом, алюминием, свинцом, марганцем, кремнием, железом и т. д.
В литье также применяют медные сплавы на основе олова (оловянистые бронзы) и многокомпонентные безоловянистые сплавы. В последних в качестве добавок выступают алюминий, железо, никель, кремний, марганец. Оловянистые бронзы характеризуются повышенной жидкотекучестью, стойкостью к коррозии и превосходными антифрикционными свойствами (могут применяться в трущихся деталях и узлах). Специальные аналоги также обладают высокой прочностью, коррозионной устойчивостью, стойкостью к высоким температурам и антифрикционностью. Эти материалы используются в сфере машиностроения и являются превосходными заменителями дорогостоящих оловянистых бронз.
Получение медных сплавов и продукции из них
Основной метод получения медных сплавов — сплавление меди с лигатурами или с легирующими элементами. Для восстановления окислов (раскисления) обычно используют технологию введения в расплав небольших добавок фосфора (не более десятых долей процента).
Для восстановления окислов (раскисления) обычно используют технологию введения в расплав небольших добавок фосфора (не более десятых долей процента).
Медные сплавы подразделяются на литейные и деформируемые. Из последних отливают в изложницы плоские и круглые слитки. Их подвергают холодной и горячей обработке давлением, включая прокатку, прессование через матрицу или волочение. Слитки используются для изготовления лент, листов, прутков, труб, профилей и проволоки. Из литейных сплавов меди получают декоративно-прикладные изделия и фасонные детали методом отливки в металлические или земляные формы.
Использование медных сплавов
Медные сплавы востребованы в качестве конструкционных, пружинных, антифрикционных и коррозионностойких материалов. Они применяются для производства деталей с высокой тепло- и электропроводностью, с низким термическим коэффициентом электросопротивления. Такие материалы востребованы в производстве термопар, посуды и художественного литья.
Медные сплавы активно применяются в машиностроении, авто-, авиа- и судостроении, приборостроении, электротехнической промышленности и в других сферах народного хозяйства.
Мы учитываем потребности всех категорий наших покупателей. В нашем каталоге имеются медные сплавы, изготовленные в соответствии с требованиями как отечественных, так и международных стандартов. Ассортимент этой продукции представлен в таблице ниже.
Купить медные сплавы можно, обратившись в нашу компанию. Для этого достаточно позвонить по телефону 8 (812) 438-40-91 или отправить письмо на электронный адрес [email protected].
| CW500L | CuZn5 | 94,0-96,0 | Ост. | 0.05 | 0.30 | 0.05 | 0.10 | 0.02 | 0.10 | ||||||
| CW505L | CuZn30 | 69,0-71,0 | Ост. | 0.05 | 0.30 | 0. 05 | 0.10 | 0.02 | 0.10 | ||||||
| CW708R | CuZn31Si1 | 66,0-70,0 | Ост. | 0.80 | 0.50 | 0.40 | 0,7-1,3 | 0.50 | |||||||
| CW600N | CuZn35Pb1 | 62,0-64,0 | Ост. | 0,8-1,6 | 0.30 | 0.10 | 0.10 | 0.05 | 0.10 | ||||||
| CW450K | CuSn4 | Ост. | 0.20 | 0. 020 | 0.20 | 0.10 | 3,5-4,5 | 0,01-0,4 | 0.20 | ||||||
| CW456K | CuSn4Pb4Zn4 | Ост. | 3,5-4,5 | 3,5-4,5 | 0.20 | 0.10 | 3,5-4,5 | 0,01-0,4 | 0.20 | 0.20 | |||||
| CW458K | CuSn5Pb1 | Ост. | 0.30 | 0,5-1,5 | 0.20 | 0.10 | 3,5-5,5 | 0,01-0,4 | 0.20 | ||||||
| CC491K | CuSn5Zn5Pb5-C | 83,0-87,0 | 4,0-6,0 | 4,0-6,0 | 2. 00 | 4,0-6,0 | 0.25 | 0.25 | |||||||
| CW452K | CuSn6 | Ост. | 0.20 | 0.02 | 0.20 | 0.10 | 5,5-7,0 | 0,01-0,4 | 0.20 | ||||||
| CC492K | CuSn7Zn2Pb3-C | 85,0-89,0 | 1,5-3,0 | 2,5-3,5 | 2.0 | 0.20 | 6,0-8,0 | 0.01 | 0.10 | 0.25 | 0.10 | 0.01 | |||
| CC493K | CuSn7Zn4Pb7-C | 81,0-85,0 | 2,0-5,0 | 5,0-8,0 | 2. 0 | 0.20 | 6,0-8,0 | 0.01 | 0.10 | 0.30 | 0.10 | 0.01 | |||
| CW453K | CuSn8 | Ост. | 0.20 | 0.020 | 0.20 | 0.10 | 7,5-8,5 | 0,01-0,4 | 0.20 | ||||||
| CC480K | CuSn10-C | 88,0-90,0 | 0.50 | 1.00 | 2.00 | 0.20 | 9,0-11,0 | 0.01 | 0.10 | 0.20 | 0.20 | 0.05 | 0.02 | ||
| CC482K | CuSn11Pb2-C | 83,5-87,0 | 2. 0 | 0,7-2,5 | 2.0 | 0.20 | 10,0-12,5 | 0.01 | 0.20 | 0.40 | 0.20 | 0.08 | 0.01 | ||
| CC483K | CuSn12-C | 85,0-88,5 | 0.50 | 0.70 | 2.0 | 0.20 | 11,0-13,0 | 0.01 | 0.20 | 0.60 | 0.15 | 0.05 | 0.01 | ||
| CC484K | CuSn12Ni2-C | 84,5-87,5 | 0.40 | 0.30 | 1,5-2,5 | 0.20 | 11,0-13,0 | 0.01 | 0.20 | 0,05-0,4 | 0.10 | 0.05 | 0.01 | ||
| CC490K | CuSn3Zn8Pb5-C | 81,0-86,0 | 7,0-9,5 | 3,0-6,0 | 2. 0 | 0.50 | 2,0-3,5 | 0.01 | 0.05 | 0.30 | 0.10 | 0.01 | |||
| CW454K | CuSn3Zn9 | Ост. | 7,5-10,0 | 0.10 | 0.20 | 0.10 | 1,5-3,5 | 0.20 | 0.20 |
Литейные и деформируемые сплавы на медной основе по ГОСТ 15527-70, ГОСТ 5017-74, ГОСТ 613-79, ГОСТ 17328-78, ГОСТ 18175-78
| ГОСТ № | Марка сплава | Cu | Be | Pb | Fe | Mn | Al | Sn | Si | Ni | Ti | Mg | Zn | P | Pb | Fe | Sb | Bi | P | Mn | Sn | As | Al | Ni | Si | Zn | Всего примесей, % |
| ГОСТ 15527-70 | Л96 | 95,0-97,0 | — | — | — | — | — | — | — | — | — | — | Ост. | 0.03 | 0.10 | 0.01 | 0 | 0.01 | — | — | — | 0.20 | |||||
| ГОСТ 15527-70 | Л90 | 88,0-91,0 | — | — | — | — | — | — | — | — | — | — | Ост. | 0.03 | 0.10 | 0.01 | 0 | 0.01 | — | — | — | 0.20 | |||||
| ГОСТ 15527-70 | Л85 | 84,0-86,0 | — | — | — | — | — | — | — | — | — | — | Ост. | 0.03 | 0.10 | 0.01 | 0 | 0.01 | — | — | — | 0.30 | |||||
| ГОСТ 15527-70 | Л80 | 79,0-81,0 | — | — | — | — | — | — | — | — | — | — | Ост. | 0.03 | 0.10 | 0.01 | 0 | 0.01 | — | — | — | 0.30 | |||||
| ГОСТ 15527-70 | Л68 | 67,0-70,0 | — | — | — | — | — | — | — | — | — | — | Ост. | 0.03 | 0.10 | 0.01 | 0 | 0.01 | — | — | — | 0.30 | |||||
| ГОСТ 15527-70 | Л63 | 62,0-65,0 | — | — | — | — | — | — | — | — | — | — | Ост. | 0.07 | 0.20 | 0.01 | 0 | 0.01 | — | — | — | 0.50 | |||||
| ГОСТ 15527-70 | Л60 | 59,0-62,0 | — | — | — | — | — | — | — | — | — | — | Ост. | 0.3 | 0.20 | 0.01 | 0 | 0.01 | — | — | — | 1.0 | |||||
| ГОСТ 15527-70 | ЛА77-2 | 76,0-79,0 | — | — | — | — | 1,7-2,5 | — | — | — | — | — | Ост. | 0.07 | 0.07 | 0.01 | 0 | 0.01 | — | — | — | 0.30 | |||||
| ГОСТ 15527-70 | ЛАЖ60-1-1 | 58,0-61,0 | — | — | 0,75-1,5 | 0,1-0,6 | 0,7-1,5 | — | — | — | — | — | Ост. | 0.40 | — | 0.01 | 0 | 0.01 | — | — | — | 0.70 | |||||
| ГОСТ 15527-70 | ЛАН59-3-2 | 57,0-60,0 | — | — | — | — | 2,5-3,5 | — | — | 2,0-3,0 | — | — | Ост. | 0.10 | 0.50 | 0.01 | 0 | 0.01 | — | — | — | 0.90 | |||||
| ГОСТ 15527-70 | ЛЖМц59-1-1 | 57,0-60,0 | — | — | 0,6-1,2 | 0,5-0,8 | 0,1-0,4 | 0,3-0,7 | — | — | — | — | Ост. | 0.20 | — | 0.01 | 0 | 0.01 | — | — | — | 0.25 | |||||
| ГОСТ 15527-70 | ЛН65-5 | 64,0-67,0 | — | — | — | — | — | — | — | 5,0-6,5 | — | — | Ост. | 0.03 | 0.15 | 0.01 | 0 | 0.01 | — | — | — | 0.30 | |||||
| ГОСТ 15527-70 | ЛМц58-2 | 57,0-60,0 | — | — | — | 1,0-2,0 | — | — | — | — | — | — | Ост. | 0.10 | 0.50 | 0.01 | 0 | 0.01 | — | — | — | 1.2 | |||||
| ГОСТ 15527-70 | ЛМцА57-3-1 | 55,0-58,5 | — | — | — | 2,5-3,5 | 0,5-1,5 | — | — | — | — | — | Ост. | 0.20 | 1.0 | 0.01 | 0 | 0.01 | — | — | — | 1.3 | |||||
| ГОСТ 15527-70 | ЛО90-1 | 88,0-91,0 | — | — | — | — | — | 0,2-0,7 | — | — | — | — | Ост. | 0.03 | 0.10 | 0.01 | 0 | 0.01 | — | — | — | 0.20 | |||||
| ГОСТ 15527-70 | ЛО70-1 | 69,0-71,0 | — | — | — | — | — | 1,0-1,5 | — | — | — | — | Ост. | 0.07 | 0.07 | 0.01 | 0 | 0.01 | — | — | — | 0.30 | |||||
| ГОСТ 15527-70 | ЛО62-1 | 61,0-63,0 | — | — | — | — | — | 0,7-1,1 | — | — | — | — | Ост. | 0.10 | 0.10 | 0.01 | 0 | 0.01 | — | — | — | 0.30 | |||||
| ГОСТ 15527-70 | ЛО60-1 | 59,0-61,0 | — | — | — | — | — | 1,0-1,5 | — | — | — | — | Ост. | 0.03 | 0.10 | 0.01 | 0 | 0.01 | — | 0.20 | — | 1.0 | |||||
| ГОСТ 15527-70 | ЛС63-3 | 62,0-65,0 | — | 2,4-3,0 | — | — | — | — | — | — | — | — | Ост. | — | 0.10 | 0.01 | 0 | 0.01 | — | 0.10 | — | 0.25 | |||||
| ГОСТ 15527-70 | ЛС74-3 | 72,0-75,0 | — | 2,4-3,0 | — | — | — | — | — | — | — | — | Ост. | — | 0.10 | 0.01 | 0 | 0.01 | — | — | — | 0.25 | |||||
| ГОСТ 15527-70 | ЛС64-2 | 63,0-66,0 | — | 1,5-2,0 | — | — | — | — | — | — | — | — | Ост. | — | 0.10 | 0.01 | 0 | 0.01 | — | — | — | 0.30 | |||||
| ГОСТ 15527-70 | ЛС60-1 | 59,0-61,0 | — | 0,6-1,0 | — | — | — | — | — | — | — | — | Ост. | — | 0.15 | 0.01 | 0 | 0.01 | — | 0.20 | — | 0.50 | |||||
| ГОСТ 15527-70 | ЛС59-1 | 57,0-60,0 | — | 0,8-1,9 | — | — | — | — | — | — | — | — | Ост. | — | 0.50 | 0.01 | 0 | 0.02 | — | 0.30 | — | 0.75 | |||||
| ГОСТ 15527-70 | ЛС59-1В | 57,0-61,0 | — | 0,8-1,9 | — | — | — | — | — | — | — | — | Ост. | — | 0.50 | 0.01 | 0 | 0.02 | — | — | — | 1.5 | |||||
| ГОСТ 15527-70 | ЛС63-2 | 62,0-65,0 | — | 0,7-2,3 | — | — | — | — | — | — | — | — | Ост. | — | 0.02 | 0.02 | — | — | — | 0.10 | — | 0.50 | |||||
| ГОСТ 15527-70 | ЛС60-2 | 59,0-62,0 | — | 1,0-2,5 | — | — | — | — | — | — | — | — | Ост. | — | 0.20 | 0.02 | — | — | — | 0.20 | — | 0.60 | |||||
| ГОСТ 15527-70 | ЛС59-3 | 57.0 | — | 2.0 | — | — | — | — | — | — | — | — | Ост. | — | 0.50 | 0.02 | — | — | — | 0.30 | — | 1.0 | |||||
| ГОСТ 15527-70 | ЛЖС58-1-1 | 56,0-58,0 | — | 0,7-1,3 | 0,7-1,3 | — | — | — | — | — | — | — | Ост. | — | — | 0.01 | 0 | 0.02 | — | — | — | 0.50 | |||||
| ГОСТ 15527-70 | ЛК80-3 | 79,0-81,0 | — | — | — | — | — | — | 2,5-4,0 | — | — | Ост. | 0.10 | 0.60 | 0.05 | 0 | 0.02 | 0.50 | 0.20 | 0.10 | 1.5 | ||||||
| ГОСТ 15527-70 | ЛАНКМц75- 2-2,5-0,5-0,5 | 73,0-76,0 | — | — | — | 0,3-0,7 | 1,6-2,2 | — | 0,3-0,7 | 2,0-3,0 | — | — | Ост. | 0.05 | 0.10 | 0.01 | 0 | 0.01 | — | — | — | 0.50 | |||||
| ГОСТ 5017-74 | БрОФ8,0-0,3 | Ост. | — | — | 7,5-8,5 | 0,1-0,2 | — | — | — | 0,26-0,35 | 0.02 | 0.02 | 0 | 0 | — | 0 | 0 | 0.03 | 0.10 | ||||||||
| ГОСТ 5017-74 | БрОФ7-0,2 | Ост. | — | — | 7,0-8,0 | — | — | — | — | 0,1-0,25 | 0.02 | 0.05 | 0 | 0 | — | 0 | 0 | — | 0. 10 | ||||||||
| ГОСТ 5017-74 | БрОФ6,5-0,4 | Ост. | — | — | 6,0-7,0 | 0,1-0,2 | — | — | — | 0,26-0,4 | 0.02 | 0.02 | 0 | 0 | — | 0 | 0 | 0.03 | 0.10 | ||||||||
| ГОСТ 5017-74 | БрОФ6,5-0,15 | Ост. | — | — | 6,0-7,0 | — | — | — | — | 0,1-0,25 | 0.02 | 0.05 | 0 | 0 | — | 0 | 0 | — | 0. 10 | ||||||||
| ГОСТ 5017-74 | БрОФ4-0,25 | Ост. | — | — | 3,5-4,0 | — | — | — | — | 0,2-0,3 | 0.02 | 0.02 | 0 | 0 | — | 0 | 0 | — | 0.10 | ||||||||
| ГОСТ 5017-74 | БрОФ2-0,25 | Ост. | — | — | 1,0-2,5 | — | — | — | — | 0,02-0,3 | 0.03 | 0.05 | — | — | — | — | — | 0. 30 | 0.30 | ||||||||
| ГОСТ 5017-74 | БрОЦ4-3 | Ост. | — | — | 3,5-4,0 | — | — | — | 2,7-3,3 | — | 0.02 | 0.05 | 0 | 0 | 0.03 | 0 | 0 | — | 0.20 | ||||||||
| ГОСТ 5017-74 | БрОЦС4-4-2,5 | Ост. | — | 1,5-3,5 | 3,0-5,0 | — | — | — | 3,0-5,0 | — | — | 0.05 | 0 | 0 | 0. 03 | 0 | — | — | 0.20 | ||||||||
| ГОСТ 5017-74 | БрОЦС4-4-4 | Ост. | — | 3,5-4,5 | 3,0-5,0 | — | — | — | 3,0-5,0 | — | — | 0.05 | 0 | 0 | 0.03 | 0 | — | — | 0.20 | ||||||||
| ГОСТ 613-79 | БрО3Ц12С5 | Ост. | — | 3,0-6,0 | 2,0-3,5 | — | — | — | 8,0-15,0 | — | — | 0. 40 | 0.50 | 0.05 | 0.02 | 0.02 | — | 1.3 | |||||||||
| ГОСТ 613-79 | БрО3Ц7С5Н1 | Ост. | — | 3,0-6,0 | 2,5-4,0 | 0,5-2,0 | — | — | 6,0-9,5 | — | — | 0.40 | 0.50 | 0.05 | 0.02 | 0.02 | — | 1.3 | |||||||||
| ГОСТ 613-79 | БрО4Ц7С5 | Ост. | — | 4,0-7,0 | 3,0-5,0 | — | — | — | 6,0-9,0 | — | — | 0. 40 | 0.50 | 0.10 | 0.05 | 0.05 | — | 1.3 | |||||||||
| ГОСТ 613-79 | БрО4Ц4С17 | Ост. | — | 14,0-20,0 | 3,5-5,5 | — | — | — | 2,0-6,0 | — | — | 0.40 | 0.50 | 0.10 | 0.05 | 0.05 | — | 1.3 | |||||||||
| ГОСТ 613-79 | БрО5Ц5С5 | Ост. | — | 4,0-6,0 | 4,0-6,0 | — | — | — | 4,0-6,0 | — | — | 0. 40 | 0.50 | 0.10 | 0.05 | 0.05 | — | 1.3 | |||||||||
| ГОСТ 613-79 | БрО5С25 | Ост. | — | 23,0-26,0 | 4,0-6,0 | — | — | — | — | — | — | 0.20 | 0.50 | 0.05 | 0.02 | 0.02 | 0.50 | 1.2 | |||||||||
| ГОСТ 613-79 | БрО6Ц6С3 | Ост. | — | 2,0-4,0 | 5,0-7,0 | — | — | — | 5,0-7,0 | — | — | 0. 40 | 0.50 | 0.05 | 0.05 | 0.02 | — | 1.3 | |||||||||
| ГОСТ 613-79 | БрО8Ц4 | Ост. | — | — | 7,0-9,0 | — | — | — | 4,0-6,0 | — | 0.50 | 0.30 | 0.30 | 0.05 | 0.02 | 0.02 | — | 1.0 | |||||||||
| ГОСТ 613-79 | БрО10Ф1 | Ост. | — | — | 9,0-11,0 | — | — | — | — | 0,4-1,1 | 0. 30 | 0.20 | 0.30 | — | 0.02 | 0.02 | 0.30 | 1.0 | |||||||||
| ГОСТ 613-79 | БрО10Ц2 | Ост. | — | — | 9,0-11,0 | — | — | — | 1,0-3,0 | — | 0.50 | 0.30 | 0.30 | 0.05 | 0.02 | 0.02 | — | 1.0 | |||||||||
| ГОСТ 613-79 | БрО10С10 | Ост. | — | 8,0-11,0 | 9,0-11,0 | — | — | — | — | — | — | 0. 20 | 0.30 | 0.05 | 0.02 | 0.02 | 0.50 | 0.9 | |||||||||
| ГОСТ 17328-78 | БрА10Ж3р | Ост. | — | 2,0-4,0 | — | 8,5-10,5 | 1.0 | — | — | 0.1 | 0.1 | 0.05 | 0.5 | 0.02 | 0.05 | 0.02 | 1.0 | 1.7 | |||||||||
| ГОСТ 17328-78 | БрА10Ж3 | Ост. | — | 2,0-4,0 | — | 8,5-10,5 | 1. 0 | — | — | 0.1 | 0.3 | 0.05 | 0.5 | 0.02 | 0.05 | 0.02 | 1.3 | 2.4 | |||||||||
| ГОСТ 17328-78 | БрА10Ж3Мц2 | Ост. | — | 2,0-4,0 | 1,3-3,0 | 9,0-11,0 | 0.5 | — | — | 0.03 | 0.1 | 0.05 | — | 0.01 | 0.01 | 0.02 | 1.0 | 1.7 | |||||||||
| ГОСТ 18175-78 | БрА5 | Ост. | — | — | — | 4,0-6,0 | — | — | — | — | — | — | — | 0.03 | 0.5 | 0.01 | 0.5 | 0.1 | — | — | 0.1 | 0.5 | 1.1 | ||||
| ГОСТ 18175-78 | БрА7 | Ост. | — | — | — | — | 6,0-8,0 | — | — | — | — | — | — | — | 0.03 | 0.5 | 0.01 | 0.5 | 0.1 | — | — | 0. 1 | 0.5 | 1.1 | |||
| ГОСТ 18175-78 | БрАМц9-2 | Ост. | — | — | — | 1,5-2,5 | 8,0-10,0 | — | — | — | — | — | — | — | 0.03 | 0.5 | 0.01 | — | 0.1 | — | — | 0.1 | 1.0 | 1.5 | |||
| ГОСТ 18175-78 | БрАМц10-2 | Ост. | — | — | — | 1,5-2,5 | 9,0-11,0 | — | — | — | — | — | — | — | 0.03 | 0. 5 | 0.01 | — | 0.1 | — | — | 0.1 | 1.0 | 1.7 | |||
| ГОСТ 18175-78 | БрАЖ9-4 | Ост. | — | — | 2,0-4,0 | — | 8,0-10,0 | — | — | — | — | — | — | — | 0.03 | — | 0.01 | 0.5 | 0.1 | — | — | 0.1 | 1.0 | 1.7 | |||
| ГОСТ 18175-78 | БрАЖМц10-3-1,5 | Ост. | — | — | 2,0-4,0 | 1,0-2,0 | 9,0-11,0 | — | — | — | — | — | — | — | 0. 03 | — | 0.01 | — | 0.1 | — | — | 0.1 | 0.5 | 0.7 | |||
| ГОСТ 18175-78 | БрАЖН10-4-4 | Ост. | — | — | 3,5-5,5 | — | 9,5-11,0 | — | — | 3,5-5,5 | — | — | — | — | 0.02 | — | 0.01 | 0.3 | 0.1 | — | — | 0.1 | 0.3 | 0.6 | |||
| ГОСТ 18175-78 | БрБ2 | Ост. | 1,8-2,1 | — | — | — | — | — | — | 0,2-0,5 | — | — | — | — | 0. 005 | 0.15 | — | — | — | 0.15 | — | 0.15 | — | 0.5 | |||
| ГОСТ 18175-78 | БрБНТ1,9 | Ост. | 1,85-2,1 | — | — | — | — | — | — | 0,2-0,4 | 0,10-0,25 | — | — | — | 0.005 | 0.15 | — | — | — | 0.15 | — | 0.15 | — | 0.5 | |||
| ГОСТ 18175-78 | БрБНТ1,9Мг | Ост. | 1,85-2,1 | — | — | — | — | — | — | 0,2-0,4 | 0,10-0,25 | 0,07-0,13 | — | — | 0. 005 | 0.15 | — | — | — | 0.15 | — | 0.15 | — | 0.5 | |||
| ГОСТ 18175-78 | БрКМц3-1 | Ост. | — | — | — | 1,0-1,5 | — | — | 2,7-3,5 | — | — | — | — | — | 0.03 | 0.3 | — | — | 0.25 | — | 0.2 | — | 0.5 | 1.0 | |||
| ГОСТ 18175-78 | БрКН1-3 | Ост. | — | — | — | 0,1-0,4 | — | — | 0,6-1,1 | 2,4-3,4 | — | — | — | — | 0. 15 | 0.1 | — | — | 0.1 | 0.02 | — | — | 0.1 | 0.4 | |||
| ГОСТ 18175-78 | БрМц5 | Ост. | — | — | — | 4,5-5,5 | — | — | — | — | — | — | — | — | 0.03 | 0.35 | 0.01 | — | 0.1 | — | — | 0.1 | 0.4 | 0.9 | |||
| ГОСТ 18175-78 | БрАЖНМц9-4-4-1 | Ост. | — | — | 4,0-5,0 | 0,5-1,2 | 8,8-10,0 | — | — | 4,0-5,0 | — | — | — | — | 0. 02 | — | 0.01 | — | 0.1 | — | — | 0.1 | 0.5 | 0.7 | |||
| ГОСТ 18175-78 | БрМг0,3 | Ост. | — | — | — | — | — | — | — | — | — | 0,2-0,5 | — | — | — | — | — | — | — | — | — | — | — | 0.2 |
Что такое медные сплавы. Определение
Медь высокой чистоты представляет собой мягкий, ковкий и пластичный металл с очень высокой тепло- и электропроводностью. Свежая открытая поверхность чистой меди имеет красновато-оранжевый цвет. Медь используется как проводник тепла и электричества, как строительный материал и как составная часть различных металлических сплавов, таких как стерлинговое серебро, используемое в ювелирных изделиях, мельхиор, используемый для изготовления морского оборудования и монет, и константан, используемый в тензодатчиках и термопарах. для измерения температуры. Медь высокой чистоты имеет предел прочности около 210 МПа и предел текучести 33 МПа, что ограничивает ее использование в промышленности. Но так же, как и другие сплавы, медь можно упрочнять. Основной механизм усиления легирование в сплавы на основе меди .
Медные сплавы – сплавы на основе меди, в которых основными легирующими элементами являются Zn, Sn, Si, Al, Ni. Сплавы на основе меди представляют собой в основном твердые растворы замещения, в которых растворенные или примесные атомы замещают или замещают атомы-хозяева. Несколько особенностей атомов растворенного вещества и растворителя определяют степень, в которой первый растворяется во втором. Они выражены в виде правил Юма-Розери . Их целых 400 различных медных и медных сплавов составы свободно сгруппированные по категориям: медь, сплавы с высоким содержанием меди, латуни, бронзы, медно-никелевые сплавы, медь-никель-цинк (нейзильбер), освинцованная медь и специальные сплавы. Кроме того, ограниченное количество медных сплавов можно упрочнить термической обработкой; следовательно, для улучшения этих механических свойств необходимо использовать холодную обработку давлением и/или легирование в твердом растворе.
Свойства меди
Медь — мягкий, прочный, пластичный и податливый материал. Эти свойства делают медь чрезвычайно подходящей для формовки труб, волочения проволоки, прядения и глубокой вытяжки. К другим ключевым свойствам меди и ее сплавов относятся:
- Отличная теплопроводность . Медь имеет показатель теплопроводности на 60% выше, чем алюминий, поэтому она лучше способна уменьшать точки перегрева в системах электропроводки. Электро- и теплопроводность металлов происходят из того факта, что их внешних электрона делокализованы .
- Отличная электропроводность . Электропроводность меди составляет 97% от проводимости серебра. Из-за гораздо более низкой стоимости и большей распространенности медь традиционно была стандартным материалом, используемым для передачи электроэнергии. Однако алюминий обычно используется в воздушных высоковольтных линиях электропередачи, потому что он имеет примерно половину веса и более низкую стоимость по сравнению с медным кабелем сопоставимого сопротивления. При заданной температуре тепловая и электрическая проводимость металлов пропорциональны , но повышение температуры увеличивает теплопроводность при уменьшении электропроводности.
 Это поведение количественно выражено в законе Видемана-Франца .
Это поведение количественно выражено в законе Видемана-Франца . - Хорошая коррозионная стойкость . Медь не реагирует с водой, но медленно реагирует с кислородом воздуха, образуя слой коричнево-черного оксида меди, который, в отличие от ржавчины, образующейся на железе во влажном воздухе, защищает нижележащий металл от дальнейшей коррозии (пассивация). Медно-никелевые сплавы, алюминиевая латунь и алюминий демонстрируют превосходную стойкость к коррозии в морской воде.
- Хорошая устойчивость к биообрастанию
- Хорошая обрабатываемость . Возможна механическая обработка меди, хотя сплавы предпочтительнее из-за хорошей обрабатываемости при создании сложных деталей.
- Сохранение механических и электрических свойств при криогенных температурах
- Диамагнетик
Использование меди и медных сплавов
Исторически сложилось так, что сплав меди с другим металлом, например оловом, для получения бронзы впервые начали практиковать примерно через 4000 лет после открытия плавки меди и примерно через 2000 лет после того, как «природная бронза» войти во всеобщее употребление. Древняя цивилизация определяется как находящаяся в Бронзовый век либо путем производства бронзы путем выплавки собственной меди и сплавления с оловом, мышьяком или другими металлами. Основными областями применения меди являются электрические провода (60%), кровля и водопровод (20%), а также промышленное оборудование (15%). Медь используется в основном в чистом виде, но когда требуется большая твердость, ее вводят в такие сплавы, как латунь и бронза (5% от общего использования). Медь и сплавы на ее основе, включая латуни (Cu-Zn) и бронзы (Cu-Sn), широко используются в различных промышленных и общественных целях. Некоторые из распространенных применений латунных сплавов включают бижутерию, замки, петли, шестерни, подшипники, гильзы для боеприпасов, автомобильные радиаторы, музыкальные инструменты, электронную упаковку и монеты. Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. до сих пор широко используется для пружин, подшипников, втулок, направляющих подшипников автомобильных трансмиссий и аналогичных фитингов, и особенно распространен в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
Типы медных сплавов
Как уже было сказано, существует до 400 различных составов меди и медных сплавов, свободно сгруппированных по категориям: медь, сплав с высоким содержанием меди, латунь, бронза, медно-никелевый сплав, медь-никель-цинк (никель серебра), свинцовистой меди и специальных сплавов. В следующих пунктах мы суммируем основные свойства выбранных материалов на основе меди.
- Электролитно-стойкий пек (ЭТП) медный . Медь электролитического вязкого пека, UNS C11000, представляет собой чистую медь (с максимальным содержанием примесей 0,0355 %), рафинированную в процессе электролитического рафинирования, и является наиболее широко используемой маркой меди во всем мире. ETP имеет минимальный рейтинг электропроводности 100% IACS и должен быть чистотой 99,9%. Он имеет содержание кислорода от 0,02% до 0,04% (обычно). Электропроводка является наиболее важным рынком для медной промышленности. Это включает структурную силовую проводку, кабель распределения питания, проводку прибора, кабель связи, автомобильный провод и кабель, а также магнитный провод. Примерно половина всей добываемой меди используется для производства электрических проводов и кабелей. Чистая медь обладает лучшей электропроводностью и теплопроводностью среди всех промышленных металлов. Электропроводность меди 97% от серебра. Из-за гораздо более низкой стоимости и большей распространенности медь традиционно была стандартным материалом, используемым для передачи электроэнергии.
- Латунь . Латунь — это общий термин для ряда медно-цинковых сплавов . Латунь может быть легирована цинком в различных пропорциях, в результате чего получается материал с различными механическими, коррозионными и термическими свойствами. Повышенное количество цинка придает материалу повышенную прочность и пластичность. Латуни с содержанием меди более 63 % являются наиболее пластичными из всех медных сплавов и формуются сложными операциями холодной штамповки. Латунь имеет более высокую пластичность, чем бронза или цинк. Относительно низкая температура плавления латуни и ее текучесть делают ее относительно легким материалом для литья. Латунь может иметь цвет поверхности от красного до желтого в зависимости от содержания цинка. Некоторые из распространенных применений латунных сплавов включают бижутерию, замки, петли, шестерни, подшипники, шланговые муфты, гильзы для боеприпасов, автомобильные радиаторы, музыкальные инструменты, электронную упаковку и монеты. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
- Бронза . Бронзы представляют собой семейство сплавов на основе меди, традиционно легированных оловом, но могут относиться к сплавам меди и других элементов (например, алюминия, кремния и никеля). Бронза несколько прочнее латуни, но все же обладает высокой степенью коррозионной стойкости. Как правило, они используются, когда в дополнение к коррозионной стойкости требуются хорошие свойства при растяжении. Например, бериллиевая медь достигает наибольшей прочности (до 1400 МПа) среди всех сплавов на основе меди.
- Медно-никелевый сплав . Мельхиор — это медно-никелевые сплавы, обычно содержащие от 60 до 90 процентов меди и никеля в качестве основного легирующего элемента. Два основных сплава 90/10 и 70/30. Также могут содержаться другие укрепляющие элементы, такие как марганец и железо. Мельхиоры обладают отличной стойкостью к коррозии, вызванной морской водой. Несмотря на высокое содержание меди, мельхиор имеет серебристый цвет. Добавление никеля к меди также повышает прочность и коррозионную стойкость, но сохраняет хорошую пластичность.
- Нейзильбер . Нейзильбер, известный также как нейзильбер, никелевая латунь или альпака, представляет собой сплав меди с никелем и часто цинком. Например, медный сплав UNS C75700 из нейзильбера 65-12 обладает хорошей устойчивостью к коррозии и потускнению, а также высокой формуемостью. Нейзильбер назван из-за его серебристого цвета, но он не содержит элементарного серебра, если только не покрыт металлом.
Медь и обращение с отходами
В настоящее время предпочтительным вариантом окончательного захоронения высокорадиоактивных отходов является глубинное геологическое хранилище (ГГР) , представляющее собой подземную выкладку в устойчивых геологических формациях. Кристаллическая порода (гранит, спаянный туф и базальт), соли и глины являются наиболее подходящими образованиями для геологического захоронения. В однократном цикле отработавшее ядерное топливо считается высокоактивными отходами (ВАО) и, следовательно, оно непосредственно захоранивается в хранилище, не подвергаясь каким-либо химическим процессам, где оно будет безопасно храниться миллионы лет. лет, пока его радиотоксичность не достигнет уровня природного урана или другого безопасного эталонного уровня.
Один из возможных вариантов — заключить это отработавшее топливо в медные (сплав CuOFP — бескислородная фосфорсодержащая медь) ампулы и разместить эти канистры в слое бентонитовой глины, в круглой яме глубиной восемь метров и диаметром двухметровой скважины, пробуренной в пещере на глубине 500 метров в кристаллической породе. Месторождения самородной (чистой) меди в мире доказали, что медь, используемая в контейнере для окончательного захоронения, может оставаться неизменной в коренной породе в течение очень длительного периода времени, если геохимические условия являются подходящими (низкий уровень потока грунтовых вод). Находки древних медных инструментов, которым много тысяч лет, также демонстрируют долговременную коррозионную стойкость меди, что делает ее заслуживающим доверия контейнерным материалом для долгосрочного хранения радиоактивных отходов.
Электролитически-стойкий пек (ETP) медь
Электролитически-стойкий пек-медь , UNS C11000, представляет собой чистую медь (с максимальным содержанием примесей 0,0355%), рафинированную в процессе электролитического рафинирования, и это наиболее широко используемый сорт меди. по всему миру. ETP имеет минимальный рейтинг электропроводности 100% IACS и должен быть чистотой 99,9%. Он имеет содержание кислорода от 0,02% до 0,04% (обычно). Электропроводка является наиболее важным рынком для медной промышленности. Это включает структурную силовую проводку, кабель распределения питания, проводку прибора, кабель связи, автомобильный провод и кабель, а также магнитный провод. Примерно половина всей добываемой меди используется для производства электрических проводов и кабелей. Чистая медь обладает лучшей электропроводностью и теплопроводностью среди всех промышленных металлов. Электропроводность меди 97% от серебра. Из-за гораздо более низкой стоимости и большей распространенности медь традиционно была стандартным материалом, используемым для передачи электроэнергии.
По данным Ассоциации развития меди:
«Термин «твердый пек» происходит от того времени, когда расплавленную медь после рафинирования заливали в изложницы. Во время рафинирования медь окислялась для удаления примесей, а затем восстанавливалась водородом до нужного уровня кислорода. Для наблюдения за этим процессом брали небольшой образец и наблюдали за поверхностью затвердевания. Если поверхность опускалась, кислорода было слишком много; если он был поднят, было слишком много водорода. Если он был ровным (правильный тон), кислород был правильным, и свойства были хорошими; другими словами, «жесткий», следовательно, жесткая подача».
Источник: https://copperalliance.org.u
Латунь
Латунь — это общий термин для ряда медно-цинковых сплавов. Латунь может быть легирована цинком в различных пропорциях, в результате чего получается материал с различными механическими, коррозионными и термическими свойствами. Повышенное количество цинка придает материалу повышенную прочность и пластичность. Латуни с содержанием меди более 63 % являются наиболее пластичными из всех медных сплавов и формуются сложными операциями холодной штамповки. Латунь имеет более высокую пластичность, чем бронза или цинк. Относительно низкая температура плавления латуни и ее текучесть делают ее относительно легким материалом для литья. Латунь может иметь цвет поверхности от красного до желтого, от золотого до серебряного в зависимости от содержания цинка. Некоторые из распространенных применений латунных сплавов включают бижутерию, замки, петли, шестерни, подшипники, шланговые муфты, гильзы для боеприпасов, автомобильные радиаторы, музыкальные инструменты, электронную упаковку и монеты. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
Например, патронный латунный сплав UNS C26000 (70/30) относится к серии желтой латуни, обладающей самой высокой пластичностью. Патронные латуни в основном изготавливаются методом холодной штамповки, а также легко поддаются механической обработке, что необходимо при изготовлении гильз. Его можно использовать для радиаторных сердечников и резервуаров, корпусов фонарей, светильников, крепежных деталей, замков, петель, компонентов боеприпасов или сантехнических аксессуаров.
Бронза
Бронза представляет собой семейство сплавов на основе меди, традиционно легированных оловом, но может относиться к сплавам меди и других элементов (например, алюминия, кремния и никеля). Бронза несколько прочнее латуни, но при этом обладает высокой степенью коррозионной стойкости. Как правило, они используются, когда в дополнение к коррозионной стойкости требуются хорошие свойства при растяжении. Например, бериллиевая медь достигает наибольшей прочности (до 1400 МПа) среди всех сплавов на основе меди.
Исторически сложилось так, что сплав меди с другим металлом, например оловом, для получения бронзы впервые начали практиковать примерно через 4000 лет после открытия выплавки меди и примерно через 2000 лет после того, как «природная бронза» стала широко использоваться. Древняя цивилизация находится в бронзовом веке либо путем производства бронзы путем выплавки собственной меди и сплавления с оловом, мышьяком или другими металлами. Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. до сих пор широко используется для пружин, подшипников, втулок, направляющих подшипников автомобильных трансмиссий и аналогичных фитингов, и особенно распространен в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
Типы бронзы
Как уже было сказано, бронза представляет собой семейство сплавов на основе меди, традиционно легированных оловом, но может относиться к сплавам меди и других элементов (например, алюминия, кремния и никеля).
- Оловянная и фосфористая бронза. В общем, бронзы представляют собой семейство сплавов на основе меди, традиционно легированных оловом, обычно с содержанием олова около 12–12,5%. Добавление небольшого количества (0,01–0,45) фосфора дополнительно повышает твердость, сопротивление усталости и износостойкость. Добавление этих сплавов приводит к таким применениям, как пружины, крепежные детали, крепления для кирпичной кладки, валы, шпиндели клапанов, шестерни и подшипники. Бронза также является предпочтительным металлом для колоколов в виде бронзового сплава с высоким содержанием олова, известного в просторечии как колокольный металл, который содержит около 23% олова. Сплавы из бронзы с высоким содержанием олова обычно используются также в зубчатых передачах, а также в высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки. Другими областями применения этих сплавов являются рабочие колеса насосов, поршневые кольца и паровые фитинги. Например, медный литейный сплав UNS C9.0500 — это литейный сплав меди с оловом, также известный как оружейный металл. Первоначально использовавшийся в основном для изготовления оружия, он был в значительной степени заменен сталью.
- Кремниевая бронза. Кремниевая бронза обычно содержит около 96 процентов меди. Кремниевая бронза имеет состав Si: 2,80–3,80%, Mn: 0,50–1,30%, Fe: макс. 0,80%, Zn: макс. 1,50%, Pb: макс. 0,05%. Кремниевые бронзы обладают хорошим сочетанием прочности и пластичности, хорошей коррозионной стойкостью и легкой свариваемостью. Кремниевые бронзы изначально были разработаны для химической промышленности из-за их исключительной устойчивости к коррозии во многих жидкостях. Они используются в архитектурных продуктах, таких как:
- Дверная фурнитура
- Перила
- Церковные двери
- Оконные рамы
- Алюминий Бронза. Алюминиевые бронзы представляют собой семейство сплавов на основе меди, обладающих сочетанием механических и химических свойств, не имеющих себе равных ни в одной другой серии сплавов. Они содержат от 5 до 12% алюминия. Кроме того, алюминиевые бронзы также содержат никель, кремний, марганец и железо. Они обладают превосходной прочностью, аналогичной прочности низколегированных сталей, и отличной коррозионной стойкостью, особенно в морской воде и аналогичных средах, где сплавы часто превосходят многие нержавеющие стали. Их превосходная коррозионная стойкость обусловлена алюминием в сплавах, который вступает в реакцию с кислородом воздуха с образованием тонкого прочного поверхностного слоя оксида алюминия (оксида алюминия), который действует как барьер против коррозии богатого медью сплава. Встречаются в кованом и литом виде. Алюминиевые бронзы обычно имеют золотистый цвет. Алюминиевые бронзы используются в приложениях с морской водой, которые включают:
- Общие услуги, связанные с морской водой
- Подшипники
- Трубная арматура
- Компоненты насосов и клапанов
- Теплообменники
- Бериллиевая бронза. Медно-бериллий, также известный как бериллиевая бронза, представляет собой сплав меди с содержанием бериллия 0,5—3%. Медный бериллий является самым твердым и прочным из всех медных сплавов (UTS до 1400 МПа) в полностью термообработанном и нагартованном состоянии. Он сочетает в себе высокую прочность с немагнитными и искробезопасными свойствами, по своим механическим свойствам близок ко многим высокопрочным легированным сталям, но по сравнению со сталями обладает лучшей коррозионной стойкостью. Обладает хорошей теплопроводностью (210 Вт/м°С) в 3-5 раз больше, чем инструментальная сталь. Эти высокоэффективные сплавы уже давно используются для искробезопасных инструментов в горнодобывающей (угольные шахты), газовой и нефтехимической промышленности (нефтяные вышки). Для этих сред доступны отвертки из бериллиевой меди, плоскогубцы, гаечные ключи, холодные долота, ножи и молотки. Из-за отличной усталостной прочности бериллий-медь широко используется для изготовления пружин, пружинной проволоки, тензодатчиков и других деталей, которые должны сохранять свою форму при циклических нагрузках.
- Bell Metal (бронза с высоким содержанием олова). В общем, колокольные металлы обычно относятся к бронзам с высоким содержанием олова, которые представляют собой семейство сплавов на основе меди, традиционно легированных оловом, обычно с более чем 20% олова (обычно 78% меди, 22% олова по массе). Колокольный металл используется для литья высококачественных колоколов. Более высокое содержание олова увеличивает жесткость металла и увеличивает резонанс. Было обнаружено, что увеличение содержания олова увеличивает время затухания удара колокола, что делает колокол более звонким. Бронзы с высоким содержанием олова также используются в зубчатых передачах, а также в высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки.
Свойства медных сплавов
Свойства материалов являются интенсивными свойствами , это означает, что они не зависят от количества массы и могут варьироваться от места к месту в системе в любой момент. В основу материаловедения входит изучение структуры материалов и их связь с их свойствами (механическими, электрическими и т. д.). Как только материаловед узнает об этой корреляции структуры и свойств, он может приступить к изучению относительных характеристик материала в данном приложении. Основными факторами, определяющими структуру материала и, следовательно, его свойства, являются входящие в его состав химические элементы и то, каким образом он был обработан до конечной формы.
Механические свойства медных сплавов
Материалы часто выбирают для различных применений, поскольку они имеют желаемое сочетание механических характеристик. Для структурных применений свойства материалов имеют решающее значение, и инженеры должны их учитывать.
Прочность медных сплавов
В механике материалов прочность материала — это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации. Прочность материалов в основном рассматривает взаимосвязь между внешними нагрузками , приложенными к материалу, и результирующей деформацией или изменением размеров материала. Прочность материала — это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации.
Предел прочности при растяжении
Предел прочности при растяжении электролитно-вязкого пека (ЭТП) меди составляет около 250 МПа.
Предел прочности при растяжении картридж латунный – UNS C26000 составляет около 315 МПа.
Предел прочности при растяжении алюминиевой бронзы – UNS C95400 составляет около 550 МПа.
Предел прочности при растяжении оловянной бронзы – UNS C – оружейного металла составляет около 310 МПа.
Предел прочности при растяжении меди бериллия – UNS C17200 составляет около 1380 МПа.
Предел прочности при растяжении мельхиора – UNS C70600 составляет около 275 МПа.
Предел прочности при растяжении нейзильбера – UNS C75700 составляет около 400 МПа.
Предел прочности при растяжении является максимальным на инженерной кривой напряжения-деформации. Это соответствует максимальному напряжению , которое может выдержать конструкция при растяжении. Предельная прочность на растяжение часто сокращается до «предельной прочности» или даже до «предельной». Если это напряжение применяется и поддерживается, произойдет разрушение. Часто это значение значительно превышает предел текучести (на 50–60 % превышает предел текучести для некоторых типов металлов). Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; поэтому его значение не зависит от размера испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочных сталей.
Предел текучести
Предел прочности электролитически-вязкой смолы (ETP) меди находится в пределах 60-300 МПа.
Предел текучести алюминиевой бронзы – UNS C95400 составляет около 250 МПа.
Предел текучести оловянной бронзы – UNS C – оружейного металла составляет около 150 МПа.
Предел текучести меди из бериллия – UNS C17200 составляет около 1100 МПа.
Предел текучести мельхиора – UNS C70600 составляет около 105 МПа.
Предел текучести нейзильбера – UNS C75700 составляет около 170 МПа.
Точка текучести — это точка на кривой напряжения-деформации, которая указывает предел упругого поведения и начало пластического поведения. Предел текучести или предел текучести — это свойство материала, определяемое как напряжение, при котором материал начинает пластически деформироваться, тогда как предел текучести — это точка, в которой начинается нелинейная (упругая + пластическая) деформация. До предела текучести материал будет упруго деформироваться и вернется к своей первоначальной форме, когда приложенное напряжение будет снято. Как только предел текучести пройден, некоторая часть деформации будет постоянной и необратимой. Некоторые стали и другие материалы демонстрируют явление, называемое явлением предела текучести. Пределы текучести варьируются от 35 МПа для низкопрочного алюминия до более 1400 МПа для очень высокопрочных сталей.
Модуль упругости Юнга
Модуль упругости Юнга электролитически-вязкой смолы (ETP) меди составляет около 120 ГПа.
Модуль упругости Юнга патронной латуни – UNS C26000 составляет около 95 ГПа.
Модуль упругости Юнга алюминиевой бронзы – UNS C95400 составляет около 110 ГПа.
Модуль упругости Юнга оловянной бронзы – UNS C – оружейного металла составляет около 103 ГПа.
Модуль упругости Юнга медь бериллий – UNS C17200 составляет около 131 ГПа.
Модуль упругости Юнга мельхиора – UNS C70600 составляет около 135 ГПа.
Модуль упругости Юнга нейзильбера – UNS C75700 составляет около 117 ГПа.
Модуль упругости Юнга представляет собой модуль упругости при растяжении и сжатии в режиме линейной упругости при одноосной деформации и обычно оценивается испытаниями на растяжение. Вплоть до предельного напряжения тело сможет восстановить свои размеры при снятии нагрузки. Приложенные напряжения заставляют атомы в кристалле перемещаться из своего положения равновесия. Все атомы смещены на одинаковую величину и сохраняют свою относительную геометрию. Когда напряжения снимаются, все атомы возвращаются в исходное положение, и остаточная деформация не возникает. Согласно Закон Гука, напряжение пропорционально деформации (в упругой области), а наклон модуль Юнга . Модуль Юнга равен продольному напряжению, деленному на деформацию.
Твердость медных сплавов
Твердость по Виккерсу электролитно-вязкого пека (ETP) меди сильно зависит от состояния материала, но находится в пределах 50 – 150 HV.
Твердость по Бринеллю патронной латуни – UNS C26000 составляет приблизительно 100 МПа.
Твердость по Бринеллю алюминиевой бронзы – UNS C95400 составляет примерно 170 МПа. Твердость алюминиевых бронз увеличивается с содержанием алюминия (и других сплавов), а также с напряжениями, вызванными холодной обработкой.
Твердость по Бринеллю оловянной бронзы – UNS C – оружейного металла составляет примерно 75 BHN.
Твердость по Роквеллу меди бериллия – UNS C17200 составляет примерно 82 HRB.
Твердость по Бринеллю мельхиора – UNS C70600 составляет приблизительно HB 100.
Твердость по Роквеллу нейзильбер – UNS C75700 составляет приблизительно 45 HRB.
Испытание на твердость по Роквеллу. В отличие от теста Бринелля, тестер Роквелла измеряет глубину проникновения индентора при большой нагрузке (большая нагрузка) по сравнению с проникновением, сделанным при предварительном нагружении (незначительная нагрузка). Незначительная нагрузка устанавливает нулевое положение. Прикладывается основная нагрузка, затем ее снимают, сохраняя при этом второстепенную нагрузку. Разница между глубиной проникновения до и после приложения основной нагрузки используется для расчета Число твердости по Роквеллу . То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является возможность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла.
Испытание Rockwell C выполняется с пенетратором Brale ( алмазный конус 120° ) и основной нагрузкой 150 кг.
Термические свойства медных сплавов
Термические свойства материалов относятся к реакции материалов на изменения их температуры и на воздействие тепла. Когда твердое тело поглощает энергию в виде тепла, его температура повышается, а размеры увеличиваются. Но различных материалов реагируют на приложение тепла по-разному .
Теплоемкость, тепловое расширение и теплопроводность являются свойствами, которые часто имеют решающее значение при практическом использовании твердых тел.
Температура плавления медных сплавов
Температура плавления электролитически-вязкой смолы (ETP) меди составляет около 1085°C.
Температура плавления картриджной латуни – UNS C26000 составляет около 950°C.
Температура плавления алюминиевой бронзы – UNS C95400 составляет около 1030°C.
Температура плавления оловянной бронзы – UNS C – оружейного металла составляет около 1000°C.
Температура плавления меди бериллия – UNS C17200 составляет около 866°C.
Температура плавления мельхиора – UNS C70600 составляет около 1100°C.
Температура плавления нейзильбера – UNS C75700 составляет около 1040°C.
В общем, плавление является фазовым переходом вещества из твердого состояния в жидкое. точка плавления вещества — это температура, при которой происходит это фазовое превращение. Точка плавления также определяет состояние, при котором твердое тело и жидкость могут существовать в равновесии.
Теплопроводность медных сплавов
Теплопроводность электролитически стойкой смолы (ETP) меди составляет 394 Вт/(м·К).
Теплопроводность патронной латуни – UNS C26000 составляет 120 Вт/(м.К).
Теплопроводность алюминиевой бронзы – UNS C95400 составляет 59 Вт/(м·К).
Теплопроводность оловянной бронзы – UNS C – оружейного металла составляет 75 Вт/(м.К).
Теплопроводность медь бериллий – UNS C17200 составляет 115 Вт/(м.К).
Теплопроводность мельхиора – UNS C70600 составляет 40 Вт/(м.К).
Теплопроводность нейзильбера – UNS C75700 составляет 40 Вт/(м.К).
Характеристики теплопередачи твердого материала измеряются свойством, называемым теплопроводностью , k (или λ), измеряемой в Вт/м·К . Это мера способности вещества передавать тепло через материал за счет теплопроводности. Обратите внимание, что Закон Фурье применим ко всей материи, независимо от ее состояния (твердое, жидкое или газообразное), поэтому он также определен для жидкостей и газов.
Теплопроводность большинства жидкостей и твердых тел зависит от температуры. Для паров это также зависит от давления. В общем случае:
Большинство материалов почти однородны, поэтому обычно мы можем написать k = k (T) . Аналогичные определения связаны с теплопроводностями в направлениях y и z (ky, kz), но для изотропного материала теплопроводность не зависит от направления переноса, kx = ky = kz = k.
Электропроводность медных сплавов
Электропроводность электролитически вязкого пека (ETP) меди составляет 101% IACS (около 58,6 МС/м).
Электропроводность патронной латуни – UNS C26000 составляет около 30% IACS (около 17 МС/м).
Удельное электрическое сопротивление и обратное ему значение, электропроводность , является фундаментальным свойством материала, которое количественно определяет, насколько сильно он сопротивляется или проводит поток электрического тока. Низкое удельное сопротивление указывает на то, что материал легко пропускает электрический ток. Символ удельного сопротивления обычно представляет собой греческую букву ρ (ро). Единицей удельного электрического сопротивления в системе СИ является ом-метр (Ом⋅м). Обратите внимание, что удельное электрическое сопротивление — это не то же самое, что электрическое сопротивление. Электрическое сопротивление выражается в Омах. В то время как удельное сопротивление является свойством материала, сопротивление является свойством объекта.
Ссылки:
Материаловедение:
Министерство энергетики США, материаловедение. Справочник по основам Министерства энергетики, том 1 и 2. Январь 1993 г.
Министерство энергетики США, материаловедение. Справочник по основам Министерства энергетики, том 2 и 2. Январь 1993 г.
Уильям Д. Каллистер, Дэвид Г. Ретвиш. Материаловедение и инженерия: введение, 9-е издание, Wiley; 9 издание (4 декабря 2013 г.), ISBN-13: 978-1118324578.
Эберхарт, Марк (2003). Почему все ломается: понимание мира по тому, как он разваливается. Гармония. ISBN 978-1-4000-4760-4.
Гаскелл, Дэвид Р. (1995). Введение в термодинамику материалов (4-е изд.). Издательство Тейлор и Фрэнсис. ISBN 978-1-56032-992-3.
Гонсалес-Виньяс, В. и Манчини, Х.Л. (2004). Введение в материаловедение. Издательство Принстонского университета. ISBN 978-0-691-07097-1.
Эшби, Майкл; Хью Шерклифф; Дэвид Себон (2007). Материалы: инженерия, наука, обработка и дизайн (1-е изд.). Баттерворт-Хайнеманн. ISBN 978-0-7506-8391-3.
Дж. Р. Ламарш, А. Дж. Баратта, Введение в ядерную технику, 3-е изд., Prentice-Hall, 2001, ISBN: 0-201-82498-1.
Мы надеемся, что эта статья Медные сплавы поможет вам. Если это так, дайте нам лайк на боковой панели. Основная цель этого веб-сайта — помочь общественности узнать интересную и важную информацию о материалах и их свойствах.
Сплавы на основе меди — Belmont Metals
Сплавы на основе меди — Belmont Metals
Аноды: гальванические
Широкий выбор сплавов и форм для всех процессов гальванического покрытия, включая никель INCO, высококачественный цинк, медь CDA 101.
Посмотреть больше
Бериллиевая медь
Сплавы бериллия и меди в различных формах; 4% бериллиевой меди, сплавы бериллиевой меди: 20C, 10C, 70C, 165C, 275C и другие
Посмотреть больше
Латунь и бронза
С кремниевой бронзой Everdur, кремниевой бронзой, кремниевой латунью Special H, латунью Art Casters, белой бронзой и многими другими сплавами латуни, соответствующими спецификациям CDA
Посмотреть больше
Твердые припои
Сплавы Holtite и сплавы Mitre-Al-Braze для соединения алюминия с металлом
Посмотреть больше
Медные сплавы
Широкий выбор сплавов на основе меди, соответствующих спецификациям CDA, латуни и бронзы для ювелирных изделий и скульптур, лигатур на основе меди и сплавов на заказ
Посмотреть больше
Медные лигатуры
с: бериллий, бор, кадмий, хром, железо, литий, магний, марганец, никель, фосфор, кремний, теллур, титан, цинк, цирконий
Посмотреть больше
Раскислители и дегазаторы
Содержит 2% бор-медных и 2% литий-медных отвердителей, лигатур, раскислителей и дегазаторов.
Посмотреть больше
Ювелирные сплавы
Включает в себя: латунь Art Caster, бериллиевую медь, бриттанию, электролитическую медь, Everdur, ювелирную марганцевую бронзу, нейзильбер, олово, цинковые сплавы Superdie и белую бронзу
Посмотреть больше
Порошковые металлы
Включает в себя: Holtite Alsil Grit, железный порошок, высококачественный цинк, олово и медь-алюминий
Посмотреть больше
Скульптурные сплавы
С кремниевой бронзой Everdur, латунью Art Caster, кремниевой бронзой Special H, бериллиевой медью, ювелирной марганцевой бронзой и белой бронзой.
Посмотреть больше
Рекомендуемые продукты
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчасЗамак 5
Замак 5
- Обзор
- Номинальный состав
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос ценАноды из чистого олова
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос ценПорошок марганца
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас30% ферромедь
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен30% кремний Медь
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен10% кобальт-медь
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас2% литий-медь
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос ценМарганцевая бронза
- Обзор
- Номинальный состав
- Техническая информация
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос ценМАБ ОБЫЧНЫЙ
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос ценХОЛТАЙТ
ХОЛТАЙТ
- Обзор
- Номинальный состав
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос ценХудожественные ролики из латуни
- Обзор
- Номинальный состав
- Техническая информация
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчасБелая бронза
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас2% борсодержащая медь
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос ценКадмиевый анод
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас99,99% цинковые аноды
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос ценОлово класса M
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос ценHoltite Alsil Grit
- Обзор
- Номинальный состав
- Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос цен
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
Свяжитесь с нами
Медь и медные сплавы
Лицензионное соглашение ASTM
ВАЖНО – ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ЗАГРУЗКОЙ ЭТОГО ДОКУМЕНТА.
Загружая документ ASTM, вы заключаете договор и признаете, что
у вас есть
читать
настоящего Лицензионного соглашения, что вы понимаете его и соглашаетесь соблюдать его
условия.
Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу.
без
скачивание
документ ASTM.
Пожалуйста, , нажмите здесь , чтобы просмотреть лицензионное соглашение для образовательных учреждений.
Собственность.
Этот документ защищен авторским правом ASTM International (ASTM), 100
Барр Харбор Драйв, Западный Коншохокен, Пенсильвания, 19428-2959, США.
Все права защищены. Вы (Лицензиат) не имеете прав собственности или других прав на Документ ASTM.
Это не продажа; все права, право собственности и интересы в документе ASTM (как в электронном файле
и печатная копия) принадлежат ASTM.
Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM.
Документ.
Ограниченная лицензия.
ASTM предоставляет вам ограниченную лицензию без права передачи следующим образом:
Право на загрузку электронного файла настоящего документа ASTM для временного хранения на одном
компьютер для просмотра и/или печати одной копии документа ASTM
для отдельных
использовать.
Ни электронный файл, ни одиночная распечатка не могут быть воспроизведены каким-либо образом.
Кроме того, электронный файл не может распространяться где-либо еще по компьютерным сетям или
в противном случае.
То есть электронный файл нельзя отправить по электронной почте, скачать на диск, скопировать на другой жесткий диск.
диск или иным образом общий доступ. Одна печатная копия может быть распространена только среди других
сотрудники для их внутреннего использования в вашей организации; его нельзя копировать.
Этот документ ASTM не может быть продан или перепродан, сдан в аренду, сдан в аренду, одолжен или
сублицензия. Абонент будет нести ответственность за весь контроль доступа и безопасность
меры, необходимые для того, чтобы IP-адреса Абонента не использовались для
получать доступ к журналам, кроме авторизованных Пользователей.
ASTM International предоставляет подписчикам и авторизованным
Пользователи у Абонента Авторизованы
Сайт , онлайн-доступ к журналу ASTM, для которого Подписчик поддерживает текущую
подписка
к печатной или онлайн-версии. Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; Эл. адрес:
[email protected]
Проверка:
ASTM имеет право проверять соблюдение настоящей Лицензии.
Соглашение за свой счет и в любое время в течение обычного рабочего дня. Для этого
ASTM привлечет независимого консультанта при условии соблюдения соглашения о конфиденциальности для рассмотрения
использование вами документов ASTM. Вы соглашаетесь разрешить доступ к вашей информации и компьютерным системам
для этой цели. Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
в рабочее время и таким образом, чтобы необоснованно не мешать вашей деятельности. Если
проверка выявляет нелицензионное использование документов ASTM, вы должны возместить ASTM расходы
понесенные при проверке и возмещении ASTM за любое нелицензионное использование. Вызывая эту процедуру,
ASTM не отказывается от каких-либо прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности.
собственности иными способами, разрешенными законом.
Пароли.
Вы должны немедленно уведомить ASTM о любом известном или предполагаемом
несанкционированное использование вашего пароля или любое известное или предполагаемое нарушение безопасности, в том числе
потеря, кража или несанкционированное раскрытие вашего пароля или любой несанкционированный доступ или использование
документа ASTM. Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Определения.
Для целей настоящей Лицензии авторизованным сайтом является
локализованный сайт
(одно географическое местоположение), находящееся под единым управлением в одном месте. Для
Подписчик с местонахождением более чем в одном городе, каждый город считается отдельным сайтом.
Для Подписчика, имеющего несколько местоположений в одном городе, каждое место считается
другой сайт. (Если вам нужен онлайн-доступ к нескольким сайтам, свяжитесь с Кэти
Hooper, ASTM International, по адресу [email protected] или по телефону: 610-832-9.634). Авторизованный
Пользователь означает
только сотрудники, преподаватели, сотрудники и студенты, официально связанные с Подписчиком в
Авторизованный сайт, а также лица, имеющие законный доступ к фондам и объектам библиотеки.
на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
Прекращение.
Настоящее Соглашение действует до момента расторжения. Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Применимое право, место проведения, юрисдикция.
Настоящее Соглашение должно толковаться и толковаться в соответствии с законодательством
Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения в штате
и федеральные суды Пенсильвании для разрешения любых споров, которые могут возникнуть в связи с настоящим Соглашением. Ты
также соглашаетесь отказаться от любых претензий на неприкосновенность, которыми вы можете обладать.
Интеграция.
Настоящее Соглашение представляет собой полное соглашение между вами и ASTM в отношении его предмета. Это
заменяет все предыдущие или одновременные устные или письменные сообщения, предложения,
заявлений и гарантий и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого
цитата, заказ, подтверждение или другое сообщение между сторонами, относящееся к его предмету
вопрос в течение срока действия настоящего Соглашения. Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Отказ от гарантии.
Если не указано иное в настоящем Соглашении, все явные или подразумеваемые условия, заявления и
гарантии, включая любые подразумеваемые гарантии товарного состояния, пригодности для определенной цели
или ненарушение прав, за исключением случаев, когда эти отказы считаются
юридически недействительным.
Ограничение ответственности.
В той мере, в какой это не запрещено законом, ASTM ни при каких обстоятельствах не будет нести ответственность за любые потери, повреждения, утерю
данных или за особый, косвенный, косвенный или штрафной ущерб, независимо от того,
теория ответственности, возникающая в связи с использованием или загрузкой ASTM
Документ. Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную вами по настоящей Лицензии.
Соглашение.
Эти документы защищены авторским правом ASTM International, 100 Barr Harbour Drive, PO Box C700, West.
Коншохокен, Пенсильвания 19428-2959 США. Все права защищены.
Медно-титановый сплав ― лучшая альтернатива бериллиевой меди
Лента из медного сплава
Сравнение функций и типовых приложений
Медно-титановый сплав
Титановая медь представляет собой медный сплав, основным элементом которого является титан. Преимущества включают высокую прочность наряду с превосходной устойчивостью к релаксации напряжений и гибкостью при изгибе. Его свойства превосходят свойства медно-бериллиевого сплава, долгое время являвшегося репрезентативным стандартом для высокофункциональных медных сплавов.
Среди основных применений — разъемы и модули камер в электронных устройствах, таких как смартфоны и персональные компьютеры, с использованием преимуществ высокой прочности и технологичности. Благодаря выдающейся устойчивости к релаксации напряжений в последние годы возросло использование в автомобильных разъемах.
По мере того, как области применения расширяются, а свойства, требуемые клиентами, становятся более совершенными, мы продолжим разработку наших технологий для улучшения свойств и расширения нашей линейки сплавов, чтобы такие потребности можно было удовлетворить своевременно.
動画を再生する
| Название сплава | Композиция | Особенности | приложений |
|---|---|---|---|
| Cu-3Ti | Высокая прочность, превосходная устойчивость к релаксации напряжений | Соединители, выключатели, розетки |
| Cu-3Ti | Прочность и формуемость при изгибе выше, чем у обычной титановой меди | Соединители, выключатели, розетки |
| Cu-3Ti | Продукт из фольги Hyper Titanium Copper, обладающий самым высоким уровнем прочности среди всех медных сплавов | Разъемы, модули камеры |
| Cu-3Ti | Электропроводность выше, чем у обычной титановой меди | Соединители, переключатели, аккумуляторные клеммы, разъемы |
| Cu-3. 2Ti-0.2Fe | Прочность (предел текучести) 1 ГПа или выше, а также отличная формуемость при изгибе | Соединители, выключатели, розетки |
Сравнить состав и свойства
Состав и свойства медно-титанового сплава
Химический состав (мас.%)
| Медный сплав Название | TiCu | |||
|---|---|---|---|---|
| С1990 | C1990HP | C1990HC | НКТ322 | |
| Химический состав (мас.%) | Cu : Бал. Ти: 3,0 | Cu : Бал. Ти: 3,0 | Cu : Бал. Ти: 3,0 | Cu : Бал. Ти: 3,0 Fe : 0,2 |
Физические свойства
| Название медного сплава | TiCu | |||
|---|---|---|---|---|
| С1990 | C1990HP | К1990ХК | НКТ322 | |
| Удельный вес (г/см 3 ) | 8,70 | 8,70 | 8,70 | 8,70 |
| Модуль упругости (ГПа) | 127 | 127 XSH:115 | 127 | 120 |
| Электропроводность (%IACS@20℃) | 12 | 12 | 20 | 12 |
| Коэффициент Пуассона | 0,33 | 0,33 | 0,33 | 0,33 |
Механические свойства
| Название медного сплава | TiCu | ||||
|---|---|---|---|---|---|
| С1990 | C1990HP | C1990HC | НКТ322 | ||
| Прочность на растяжение (МПа) | 1/4H | 735-930 | — | — | — |
| Н | — | — | — | 900-1000 | |
| ЕН | 885-1080 | 885-1080 | (950) | 920-1020 | |
| Ш | — | 910-1110 | — | 970-1100 | |
| ЭШ | — | 1000-1180 | — | 1010-1200 | |
| ЭШ (HB) | — | — | — | 1010-1200 | |
| ХШ | — | 1050-1400 | — | — | |
| XSH (HB) | — | — | — | 1050-1250 | |
| ГШ | — | 13:00-16:00 (толщина ≦ 0,1 мм) | — | — | |
| 0,2% Предел текучести (МПа) | 1/4H | — | — | — | — |
| Н | — | — | — | 800-900 | |
| ЕН | 800-900 | 820-920 | (900) | 850-950 | |
| Ш | — | 850-950 | — | 900-1000 | |
| ЭШ | — | 940-1040 | — | 950-1050 | |
| ЭШ (HB) | — | — | 950-1050 | ||
| XSH | — | (1120) | — | — | |
| XSH (HB) | — | — | — | 10:00-11:00 | |
| ГШ | — | (1390) | — | — | |
| Удлинение (%) | 1/4H | 10 мин | — | — | — |
| Н | — | — | — | 12мин | |
| ЕН | 5мин | 10 мин | (2. 0) | 10 мин | |
| Ш | — | 8мин | — | 6мин | |
| ЭШ | — | (3.0) | — | 3мин | |
| ЭШ (HB) | — | — | — | — | |
| XSH | — | — | — | — | |
| XSH (HB) | — | — | — | — | |
| ГШ | — | — | — | — | |
| Твердость по Виккерсу (Hv) | 1/4H | 250мин | — | — | — |
| Н | — | — | — | (300) | |
| ЕН | 280мин | (300) | (300) | (310) | |
| Ш | — | (320) | — | (320) | |
| ЭШ | — | (340) | — | (340) | |
| ЭШ (HB) | — | — | — | (340) | |
| XSH | — | (340) | — | — | |
| XSH (HB) | — | — | — | (350) | |
| ГШ | — | (400) | — | — | |
- Стандартные характеристики. (Типичные значения)
Способность к изгибу
| Название медного сплава | TiCu | |||||
|---|---|---|---|---|---|---|
| С1990 | C1990HP | C1990HC | НКТ322 | |||
| Минимальный изгиб Радиус/т Badway | Х | — | — | — | 0,0 | 0,5 |
| — | — | — | — | т ≦ 0,15 | 0,15 < t ≦ 0,25 | |
| ЕН | 4,0 | 1,0 | 0,0 | 0,5 | 1,0 | |
| — | — | — | (t ≦ 0,1 мм) | т ≦ 0,15 | 0,15 < t ≦ 0,25 | |
| Ш | — | 2,0 | — | 1,0 | 2,0 | |
| — | — | — | — | т ≦ 0,12 | 0,12 < t ≦ 0,22 | |
| ЭШ | — | ≧5,0 | — | 2,0 | 3,0 | |
| — | — | — | — | т ≦ 0,10 | 0,10 < t ≦ 0,20 | |
- Плохая форма 90°W-образная ширина изгиба = 10 мм
| Разъяснение технических терминов |
|
|---|
Сплавы на основе меди – обзор
Насколько прочна медь? В зависимости от того, какой сплав на основе меди вы выбрали, вы можете достичь прочности стали, превосходной коррозионной стойкости и/или долговечности в тех случаях, когда требуется сопротивление износу и истиранию. Но сначала давайте проведем различие между латунью и бронзой, потому что в некоторых отраслях промышленности эти термины используются взаимозаменяемо.
В чем разница между латунью и бронзой?
Латуни представляют собой сплавы на основе меди, содержащие цинк в качестве основного легирующего элемента. Они также могут содержать небольшое количество других элементов, таких как железо, никель, кремний или алюминий. Типичным примером является желтая латунь 60-40, обозначенная как C85500. Этот сплав содержит 59-63% меди, 0,8% алюминия, а остальное около 40% приходится на цинк. Именно из-за высокого содержания цинка материал классифицируется как латунь.
Бронзы, говоря простым языком, представляют собой сплавы на основе меди, в которых основным легирующим элементом не является цинк или никель. Первоначально термин «бронза» описывал медные сплавы, в которых олово использовалось в качестве единственного или основного легирующего элемента. Однако эта номенклатура развивалась. Термин «бронза» теперь используется с предшествующим модификатором, который описывает тип бронзы, указывая на основной легирующий элемент (элементы). Например, MTEK 175/C95400 называют алюминиевой бронзой, потому что он состоит из 11% алюминия, а также 85% меди и 4% железа. МТЭК 83-7-7-3/С93200 — это оловянная бронза с высоким содержанием свинца, поскольку она содержит 7% олова и 7% свинца в дополнение к 83% меди и 3% цинка. Эти образцы соответствуют критериям бронзы. Основным легирующим элементом не является цинк или никель, и его модифицирующие слова полностью описывают сплавы как содержащие значительное количество алюминия в случае алюминиевой бронзы и свинца и олова в бронзе с высоким содержанием свинца.
После установления различия между латунью и бронзой наши обсуждения будут в основном ограничены семейством бронзовых сплавов. Бронзовые сплавы уникально подходят для широкого спектра промышленных применений. Эти группы не предназначены для работы с конкретными приложениями; скорее, они предназначены для информирования об универсальности применения семейства бронзовых сплавов.
Алюминиевая бронза
Алюминиевые бронзы представляют собой семейство сплавов, содержащих алюминий в качестве основного легирующего элемента, хотя они могут также содержать железо и никель. Алюминий значительно улучшает свойства сплава до такой степени, что его прочность аналогична прочности среднеуглеродистой стали. Хотя алюминиевые бронзы обладают многими другими ценными характеристиками, первоначальное применение было связано в основном с прочностными и коррозионно-стойкими свойствами материала. Признание других свойств привело к использованию алюминиевых бронз для различных деталей, требующих твердости, устойчивости к износу и истиранию, низкой магнитной проницаемости, устойчивости к кавитации, эрозии, размягчению и окислению при повышенных температурах. Эти свойства вместе с легкостью свариваемости значительно расширили области их применения.
В семействе алюминиевой бронзы есть несколько основных групп: алюминиевая бронза и никель-алюминиевая бронза (а также версии, в которых используется больше марганца и кремния). Алюминиевая бронза содержит приблизительно 9-14% алюминия и 4% железа, в то время как никель-алюминиевая бронза содержит приблизительно 9-11% алюминия, 4% железа и 5% никеля. Добавление никеля в последний еще больше улучшает коррозионную стойкость материала, который и без того силен в этой области.
Чувствительность к термической обработке позволяет сплавам этой группы с содержанием алюминия менее 10% значительно повышать коррозионную стойкость для использования в агрессивных средах. Сплавы с содержанием алюминия более 12% обладают отличной прочностью на сжатие и превосходными характеристиками защиты от истирания. Благодаря этим свойствам сплавы идеально подходят для глубокой вытяжки и формовки нержавеющих сталей. Эта группа бронз обладает высокими механическими свойствами и используется для зубчатых колес, изнашиваемых пластин, коррозионностойких изделий, подшипников, сальников и конструкционных деталей.
Некоторые типичные алюминиевые бронзы включают: MTEK 125/C95200, MTEK 175/C95400, MTEK 275/C95900 и MTEK 375. требуется прочность, коррозионная стойкость и стойкость к кавитационному и эрозионному повреждению. У них есть история надежной работы в морской воде. Они особенно хорошо работают в условиях стагнации, потому что стойкость к точечной и щелевой коррозии выше, чем у нержавеющих сталей серии 300. Сплавы прочнее, чем нержавеющие стали серии 300.
Сплавы как семейства алюминиевой бронзы, так и семейства никель-алюминиевой бронзы обладают отличной обрабатываемостью, легко поддаются сварке и могут быть успешно соединены со многими другими разнородными сплавами. Эта универсальность позволяет использовать их в различных приложениях.
Типичные сплавы этой группы включают: MTEK 230/C95500 и MTEK 230-N/C95800.
Оловянная бронза
Эта группа сплавов состоит из меди, основным легирующим элементом которой является олово. Наличие олова обеспечивает высокие механические свойства за счет более высокой стоимости металла. Однако бронзы с высоким содержанием олова особенно подходят для определенных применений, для которых менее дорогие бронзы не подходят. Изменения в химическом составе, особенно добавление свинца, в первую очередь предназначены для улучшения характеристик обрабатываемости и герметичности. Сплавы этой группы особенно устойчивы к коррозии, вызванной некоторыми специфическими материалами.
Как правило, эти сплавы могут работать в качестве подшипников при максимальных температурах до 500°F / 260°C и нагрузках до 4000 фунтов. на квадратный дюйм. Однако подшипники из этих сплавов должны быть очень тщательно выровнены и хорошо смазаны, и для них требуются более твердые валы, чем для бронз с высоким содержанием свинца.
Сплавы на основе оловянной бронзы регулярно используются при тяжелых нагрузках и низких скоростях, поскольку они являются лучшими сплавами для зубчатых передач с длительным сроком службы при больших нагрузках. Они используются для втулок поршневых пальцев, направляющих клапанов, подшипников прокатных станов, червячных подшипников, опорных подшипников и втулок рычажных механизмов для станкостроения. Они также используются для паровых фитингов, рабочих колес насосов и уплотнительных колец.
Некоторые популярные сплавы в группе оловянной бронзы: MTEK оловянная бронза/C, MTEK 65/C
, Navy G 1% Lead/C
и MTEK освинцованная оловянная бронза/C92700.
Оловянная бронза с высоким содержанием свинца (бронза для подшипников)
Четыре сплава, перечисленные ниже, содержат до 25% свинца и представляют собой репрезентативную группу оловянных бронз с высоким содержанием свинца, наиболее широко используемых для подшипников и втулок. Их грузоподъемность напрямую зависит от содержания в них олова, хотя на нее также будет влиять присутствие небольшого количества других легирующих элементов, таких как никель и фосфор. Свинец в сплаве нерастворим и механически тонко диспергирован в медно-оловянной матрице. Эта комбинация обеспечивает хорошую несущую способность и ударную вязкость благодаря содержанию меди и олова, а также обеспечивает смазывающую способность, прилегаемость и способность к заливке благодаря свободному свинцу, вмороженному в сплав.
Эти сплавы являются превосходными сплавами для подшипников, если учитывать все свойства и стоимость. Они варьируются от максимальных рабочих температур 450 ° F / 230 ° C и грузоподъемности 4000 фунтов. на квадратный дюйм для изделий с самым высоким содержанием олова, до максимальных рабочих температур 400°F / 200°C и грузоподъемности 3500 фунтов. на квадратный дюйм для продуктов с самым низким содержанием олова.
Типичные подшипниковые бронзы этого семейства: MTEK 83-7-7-3/C93200, MTEK 80-10-10/C93700, MTEK 79-6-15 Hi Lead/C93900 и МТЭК 943/C94300.
Bearium Alloys
Уже более 60 лет Bearium® Metals выбирают за эффективность в самых тяжелых условиях эксплуатации. Это сплавы оловянной бронзы с высоким содержанием свинца, содержащие первичную медь, олово и специально обработанный свинец. Металлы Bearium® можно использовать там, где другие материалы подшипника могут выйти из строя из-за скорости, нагрузки, температуры или там, где смазка затруднена, невозможна или просто игнорируется.
Доступны четыре сорта: B-4, B-8, B-10, B-11. B-4 имеет самое высокое содержание свинца и лучше всего подходит для более мягких сопрягаемых деталей. В-11 имеет самое низкое содержание свинца и чаще используется, когда важнее высокая прочность.
Сам по себе химический состав не полностью объясняет превосходные фрикционные свойства медвежьего металла. Повышенная производительность также в значительной степени связана с обработкой используемых ингредиентов. Это приводит к металлургической структуре, которая превосходит структуру других подшипниковых материалов, даже если они могут иметь идентичный химический состав.
Существует четыре марки сплавов Bearium®. Основное различие между сортами заключается в количестве содержащегося свинца. Bearium® B-4 содержит 26 % свинца, B-8 – 22 %, B-10 – 20 %, а B-12 – 18 %.
Марганцевая бронза
Семейство марганцевых бронз прежде всего известно своей чрезвычайно высокой прочностью и способностью противостоять коррозионному воздействию морской воды и рассола. Прочность на растяжение в диапазоне от 60 000 фунтов на квадратный дюйм до 110 000 фунтов на квадратный дюйм легко достигается в зависимости от состава выбранного сплава. Следует соблюдать большую осторожность при использовании этих сплавов в качестве подшипников, потому что марганцевая бронза и сталь плохо изнашиваются вместе. Износ быстрый, а при высоких нагрузках и скорости может произойти заедание. Выравнивание должно быть точным, обязательна смазка.
И алюминиевая бронза, и марганцевая бронза требуют тщательного контроля литейного процесса. На обе группы сплавов могут отрицательно воздействовать небольшие количества примесей, поэтому очень важны отличные литейные технологии и чистота в процессе плавки. Там, где разливаются сплавы оловянной бронзы, оловянной бронзы с высоким содержанием свинца, марганцевой бронзы и алюминиевой бронзы, необходим строгий внутренний контроль и дисциплина.
Марганцевые бронзы используются для подшипников цапф, сильно нагруженных зубчатых колес, вилок переключения передач, рабочих колес, морских гребных винтов, стержней клапанов, червячных передач и червяков. Он также используется для высоконагруженных деталей машин.
Типичные марганцевые бронзы: MTEK Hi Tensile/C86300, MTEK Leaded Marganese/C86400, MTEK Low Tensile/C86500 и MTEK Med Tensile/C86200.
Заключение
Зная об окружающей среде, можно выбрать сплав на основе меди, который обеспечит наилучшие эксплуатационные характеристики при минимальных затратах.
Преимущества медных сплавов — Mac Metals
ASTM и SAE разработали унифицированную систему нумерации металлов и сплавов. CDA управляет разделом по меди и ее сплавам. Эта система основана на кованых сплавах с номерами от C10000 до C79.999. Номера литейных сплавов варьируются от C80000 до C99999.
Поскольку цвет является доминирующим фактором при принятии решения (после основных рабочих характеристик), CDA сгруппировала архитектурные сплавы различных форм (экструзии, листы и плиты, отливки и т. д.) для целей подбора цвета. Широкое разнообразие медных сплавов доступно для использования в архитектурных приложениях. Различия в цвете связаны, прежде всего, с различиями в химическом составе. Методы производства и формовки могут повлиять на выбор сплава. Дополнительная информация доступна по запросу. Публикация CDA Copper Brass Bronze – Architectural Applications описывает процесс выбора более подробно.
С технической точки зрения сплавы, в основном из меди и олова, считаются бронзами, а сплавы, в основном из меди и цинка, — латунями. Однако на практике термин «бронза» обычно используется для различных медных сплавов, в том числе сплавов с небольшим содержанием олова или без него. Это потому, что они напоминают настоящую бронзу как в естественных, так и в выветренных цветах.
Нейзильберы обычно обозначаются как «белая бронза» и не содержат серебра, но содержат различное количество никеля, придающего серебристый цвет.
Несмотря на то, что терминология может сбивать с толку, Mac Metals предлагает полный спектр сплавов, отвечающих требованиям к производительности и цвету для любого архитектурного применения.
Содержимое вторичной переработки
Латунь, бронза и нейзильбер — это медные сплавы, которые выигрывают от хорошо развитой инфраструктуры переработки и экономической ценности, которая стимулирует восстановление, переработку и повторное использование. «Зеленые» инициативы, включая LEEDS, требуют возможности вторичной переработки, переработанного содержимого, устойчивости и энергоэффективности — всех характеристик медных сплавов, которые производит Mac Metals.
Устойчивость к атмосферным воздействиям
Сплавы архитектурной бронзы, латуни и нейзильбера устойчивы к атмосферной коррозии и имеют неограниченный срок службы. Он образует прочную оксидную пленку (патину) и обладает свойством самовосстановления, которое скрывает или маскирует поверхностные царапины.
Низкие эксплуатационные расходы
Уход за латунью, бронзой и нейзильбером уникален тем, что этим металлам можно восстановить их первоначальный вид даже после многих лет небрежного обращения.
Экономичность
Базовая цена латуни, бронзы и нейзильбера может быть выше, чем у некоторых альтернатив, но это лишь малая часть общей стоимости. Экструзия Mac Metals устраняет большую часть затрат, необходимых для производства готовых компонентов. Когда стоимость лома включена, общая цена может быть дешевле, чем другие более дешевые материалы. Примите во внимание характеристики износа, коррозионную стойкость, затраты на оснастку и жесткие допуски, чтобы оценить общую экономическую эффективность латунных профилей.
Уникальный цвет, текстура
Ни одна другая группа металлов не обладает такими захватывающими визуальными возможностями и эстетической красотой, которые предлагают медные сплавы, производимые Mac Metals.
Обработка поверхности, допускающая зеркальное покрытие
Все производственные и специальные сплавы Mac Metals могут быть успешно отполированы либо до зеркального блеска, либо до зеркального блеска. Для поддержания полированной поверхности рекомендуется использовать защитные лаки и покрытия.
Отличные характеристики обработки
Хотя все латуни легко поддаются механической обработке, добавление небольшого количества свинца в латуни улучшает это свойство. C36000 общепризнан как стандарт обрабатываемости. Все медные сплавы Mac Metals обладают превосходными характеристиками механической обработки. Это обеспечивает более высокие скорости обработки и более низкий уровень износа инструмента при сохранении допусков и чистоты поверхности.
Хорошая прочность и пластичность
Прессованные профили изготавливаются под давлением. И иметь прочность на растяжение свыше 45000 фунтов. на квадратный дюйм.
Искростойкость
Латунь не искрит при ударе и одобрена для использования в опасных средах.
Термостойкость
Латунь, бронза и нейзильбер не размягчаются при высоких температурах и не становятся хрупкими при низких температурах.
Стойкий к коррозии
Атмосферное воздействие на латуни приводит к образованию поверхностной пленки. Воздействие на открытом воздухе в конечном итоге приведет к образованию тонкой защитной «патины», которая часто рассматривается как визуально привлекательная особенность зданий, но латунь останется практически неизменной в течение неограниченного периода времени.
Магнитная проницаемость
Поскольку латуни немагнитны, они обычно используются в электрооборудовании и приборостроении.
Изготовление
Латунь легко соединяется сама с собой и со всеми другими медными сплавами с помощью мягкой пайки и пайки твердым припоем. Изготовление сложных изделий из латуни намного проще, чем из некоторых других металлов, и приводит к более чистым линиям благодаря отсутствию винтов, заклепок и других соединительных устройств.
Декоративные и защитные покрытия
Современные декоративные технологии позволяют тонировать латунь практически в любой желаемый цвет: от золотисто-желтого до янтарно-коричневого, шоколадно-коричневого и черного. Все эти цвета имеют длительный срок службы даже в рабочих условиях.
