Что такое зенкование отверстий: Технология зенкования и зенкерования отверстий
Содержание
Зенкерование отверстий на токарном станке
С целью увеличения диаметра, предварительно просверленных или полученных другим способом отверстий, используют зенкеры. Этот режущий инструмент изготавливают как в цельном исполнении, так и в составном.
Цельные зенкеры, аналогично сверлу, устанавливают в пиноли задней бабки с коническим отверстием. Цельные зенкеры с ответным крепёжным хвостовиком изготовляют с тремя спиральными канавками. Этим распространённым видом инструмента обрабатывают отверстия, диаметр которых не превышает 35 мм.
Насадные зенкеры выполняют ту же функцию что и цельные зенкеры. Конструктивным отличием насадных зенкеров является то, что они не имеют хвостовика, а крепятся на специальную оправку с двумя выступами которые входят в пазы устанавливаемого съёмного инструмента, предохраняющие его от прокручивания. Насадные зенкеры имеют четыре режущие кромки на окончаниях спиральных канавок, которые позволяют обрабатывать отверстия с диаметром от 32 мм.
При зенкеровании рабочая подача на порядок выше, нежели при сверлении. Объясняется это тем, что зенкер благодаря своим геометрическим параметрам прочнее сверла при тех же значениях диаметра. При обработке зенкером съём стружки значительно тоньше, чем у сверла за счет большего количества режущих кромок, в результате чего уменьшаются показатели шероховатости. При выполнении технологического процесса зенкерования точность обработки соответствует 11-му квалитету.
Скорость резания при зенкеровании во многом зависит от свойств обработанного материала, поэтому её величина для сырой стали при использовании СОЖ находится в пределах от 40 до 150 м/мин, а при обработке чугуна без охлаждающей жидкости от 50 до 175 м/мин.
То время, за которое инструмент способен справляться с функциями резания находится в пределах от 15 до 80 минут с учётом его диаметра.
Значение припуска оставляемого под зенкерование составляет от 0,5 до 3 миллиметров на сторону.
Зенкерование может быть выполнено как предварительная операция перед развёртыванием, так и окончательно, если соответствует техническим требованиям.
Следует всегда помнить, что при неравномерном припуске, при неоднородности обрабатываемого материала, а также при разной твёрдости возможен осевой увод зенкера. Такой эффект часто наблюдается при обработке чугунных заготовок. Возникающие биение при уводе зенковки возможно также в начале обработки отверстий полученных литьём или прошитых. Для того чтобы предотвратить увод зенкера рекомендуется выполнять растачивание подобных отверстий до диаметра равного самому зенкеру и на глубину достигающую почти половины длинны его рабочей части.
Качество отверстия, обработанного с применением зенкера, получается несколько выше, чем при операциях сверления и последующего рассверливания.
Необходимая точность диаметра отверстия получаемого с помощью зенкера для последующего развёртывания, достигается на порядок проще, чем при обычном растачивании, в виду ряда технологических особенностей процесса.
Зенкерование отверстий
1.Общие сведения. Зенкера
Зенкерованием
называется процесс обработки
зенкерами цилиндрических и конических
необработанных отверстий
в деталях, полученных литьем, ковкой
или штамповкой, либо отверстий,
предварительно просверленных с целью
увеличения их Д«3‘
метра,
улучшения качества поверхности, повышения
точности (уменьшения
конусности, овальности).
Зенкерование
является либо окончательной обработкой
отверстия, либо
промежуточной операцией перед
развертыванием отверстия, поэтому
при зенкеровании оставляют еще небольшие
припуски для окончательной
отделки отверстия разверткой (так же,
как и после сверления оставляют
припуск под зенкерование).
Зенкерование
обеспечивает точность обработки
отверстий в пределах
8… 13-го квалитетов шероховатость
обработанной поверхности Ra
10.5…2.5.
Зенкерование
— операция более производительная, чем
сверление, так
как при равных (примерно) скоростях
резания подача при зенкеровании
допускается в 2,5.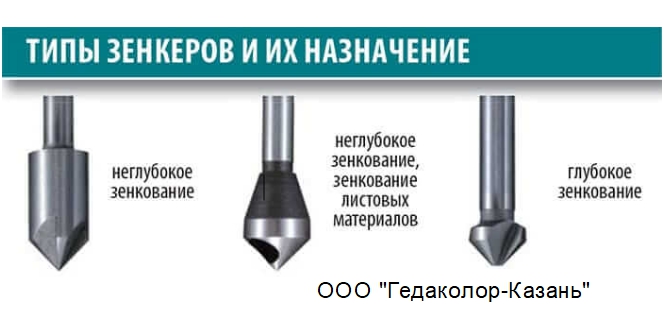 ..3 раза большая, чем при
..3 раза большая, чем при
сверлении.
Зенкеры.
Инструментом, которым выполняют
зенкерование, является
зенкер, который, как и сверло, закрепляют
в коническом отверстии шпинделя
станка. Работает зенкер так же, как и
сверло, совершая вращательное
движение вокруг оси, а поступательное
— вдоль оси отверстия.
По
внешнему виду цельный зенкер также
напоминает сверло и состоит
из тех же основных элементов, но имеет
больше режущих кромок (три-четыре) и
спиральных канавок. Три-четыре режущие
кромки (зенкеры называются соответственно
трех- и четырехперыми) лучше центрируют
инструмент в отверстии, придают ему
большую жесткость, чем
обеспечивается получение высокой
точности. Зенкер состоит
из рабочей части 2,
шейки
4,
хвостовика
5
и
лапки 6.
Рабочая
часть 2,
в
свою очередь, состоит из режущей
(заборной) и
калибрующей 3
частей.
Основные элементы зенкера
Во время зенкерования
режущая часть выполняет основную работу
«о
снятию металла, а направляющая служит
для направления зенкера отверстии,
зачистки поверхности, придания отверстию
правильной цилиндрической
формы и получения требуемого размера
отверстия.
-зенкеры изготовляют из быстрорежущей
стали; они бывают двух —
цельные с коническим хвостовиком и
насадные. Первые для предварительной,
а вторые — для окончательной обработки
отверстий.
Безопасность
труда.
При
зенкеровании следует выполнять те же
требования безопасности, что и при
сверлении.
1.Общие сведения. Зенковки
Зенкование
—
это процесс обработки специальным
инструментом цилиндрических или
конических углублений и фасок просверленньк
отверстий
под головки болтов, винтов и заклепок.
Инструмент
для зенкования.
Основной
особенностью зенковок по сравнению
с зенкерами является наличие зубьев на
торце и направляющих
цапф, которыми зенковки вводятся в
просверленное отверстие.
По форме режущей части
зенковки подразделяют на цилиндрические,
конические и торцовые (цековки).
Цилиндрическая
зенковка
состоит из рабочей части, на
которой имеется
от 4 до 8 торцовых зубьев, и
хвостовика.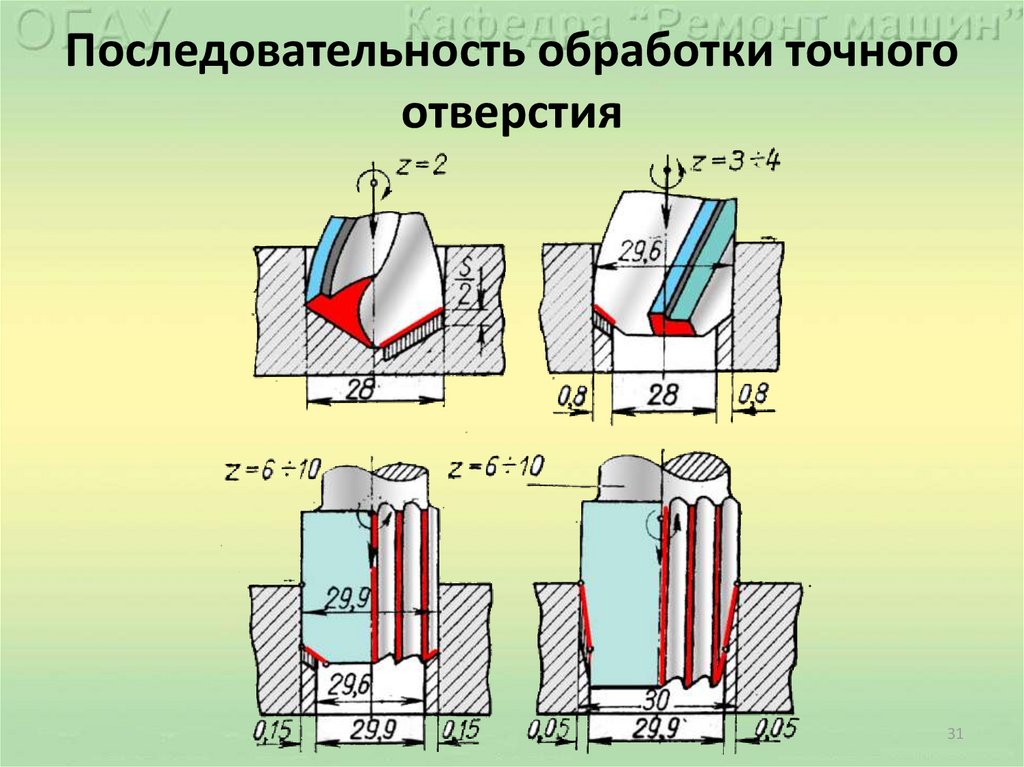 Цилиндрические
Цилиндрические
зенковки имеют направляющую цапфу,
которая входит в просверленное
отверстие, что обеспечивает совпадение
оси отверстия и образованного
зенковкой цилиндрического углубления.
Цилиндрические зенковки
бывают с постоянной направляющей и
цилиндрическим
хвостовиком ф
23—12
мм) со сменной направляющей
и коническим хвостовиком ф
11…40
мм . Материал — сталь
Р6М5.
Зенковки,
как и другие режущие инструменты, имеют
углы.
Коническая
зенковка
также
состоит из рабочей
части и хвостовика. Рабочая часть имеет
конус при вершине с углом.
Наибольшее
распространение получили конические
зенковки с
углом конуса при вершине 30, 60,90 и 120°.
Державка
с зенковкой
и вращающимся ограничителем
имеет хвостовик 7,< на одном конце
которого закреплена
по резьбе зенковка 3
с направляющей шпилькой
1. Упор
2 соединен
с зенковкой винтами 4.
Зенковка
с втулкой 6
легко
вращаете* благодаря
шарикам 5,
размещенным
между втулкой 6
и
упором *•
Зенковка
выступает из упора на глубину зенкуемого
отверстия.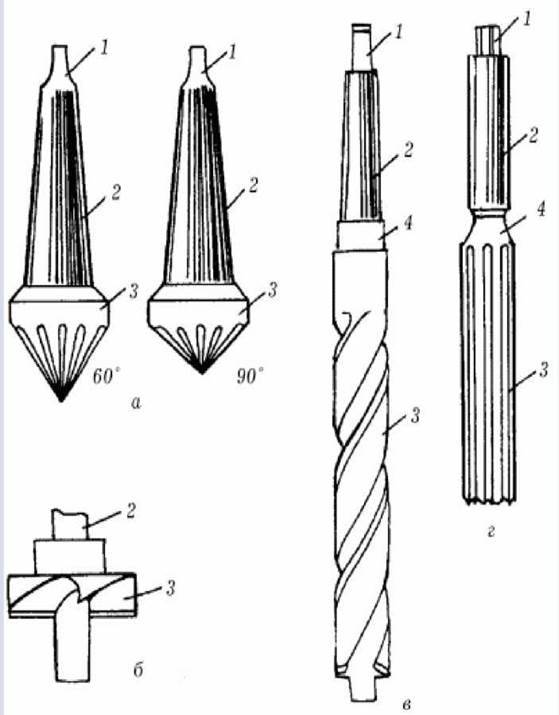 * читель
* читель
позволяет зенковать отверстия на
одинаковую глубину, что но
достичь при пользовании обычными
зенковками.
3.Безопасность
труда. При
зенковании необходимо выполнять те же
требования
безопасности, что и при сверлении.
План-конспект
урока производственного обучения
Занятие №10
Выбор правильной зенковки для следующей работы
Для чего используются зенкеры?
Зенковка — это режущий инструмент, который прорезает коническое отверстие в основном материале и может использоваться для различных целей. Основное использование зенкеров — вырезать отверстие, чтобы головка винта или болта с потайной головкой при закреплении в отверстии располагалась ниже или заподлицо с поверхностью основного материала. Они также используются после сверления и нарезания резьбы для удаления оставшихся заусенцев.
Почему следует выбирать зенкеры Champion?
Champion Cutting Tool производит широкий ассортимент зенкеров из быстрорежущей стали, предназначенных для выполнения ряда различных операций, каждая из которых имеет свои преимущества в определенных ситуациях. Зенкеры Champion обеспечат пользователям бесшумную работу и плавное и быстрое удаление стружки. Зенковки можно использовать в ручных дрелях, сверлильных станках, фрезерных станках и токарных станках. Зенкеры Champion, широко используемые в стекольной, оконной и дверной промышленности, режут металл, пластик и дерево.
Зенкеры Champion обеспечат пользователям бесшумную работу и плавное и быстрое удаление стружки. Зенковки можно использовать в ручных дрелях, сверлильных станках, фрезерных станках и токарных станках. Зенкеры Champion, широко используемые в стекольной, оконной и дверной промышленности, режут металл, пластик и дерево.
* Рекомендуется использовать Brutelube для повышения производительности и продления срока службы инструментов Champion Countersicks *
Наиболее популярные стили контактов
Зоровые счетчики флейты
Золо зенкеры представляют собой зенкеры с поперечным отверстием, конусообразные режущие инструменты имеют режущую кромку, образованную отверстием, которое проходит через боковую сторону конуса. Режущая кромка образуется из пересечения отверстия и конуса. Обычно его называют зенковкой типа Weldon. Зенкеры с нулевой канавкой лучше всего подходят для более мягких материалов, включая алюминий, дерево и пластик, для зенкерования и удаления заусенцев. Они предлагаются в 2 стилях:
Они предлагаются в 2 стилях:
- С пилотом: Для винтов диаметром от 1/4″ до 1/2″ рекомендуются зенкеры с пилотом
- Беспилотный зенкер: рекомендуется использовать беспилотные зенкеры для болтов размером от 0,073″ до 1-15/32″ и винтов диаметром №4 – №10
Однолезвийные зенкеры
Однолезвийные зенкеры
Однолезвийные зенкеры предназначены для использования, когда отверстие слишком маленькое для многолезвийных зенкеров или когда многолезвийные зенкеры вибрируют. Широко используется для машинных и переносных работ на высоких скоростях.
Зенкеры с тремя и четырьмя канавками
Как и зенкеры с одной канавкой, зенкеры с несколькими канавками разработаны для работы без вибрации и в основном используются в портативных приложениях.
Комбинированные сверла и зенкеры
Многозубые зенкеры
Комбинированные сверла и зенкеры предназначены для изготовления точных конических отверстий в компонентах, требующих механической обработки между центрами.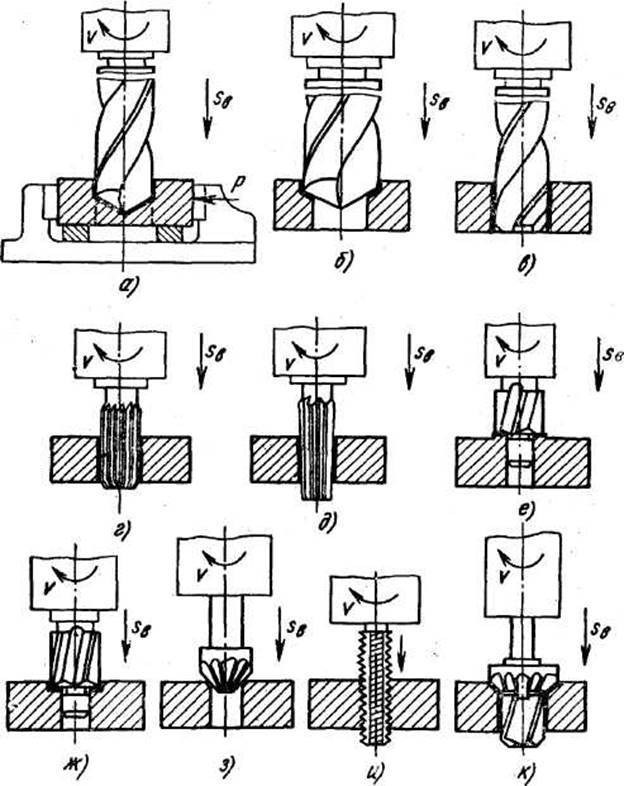
Как правильно выбрать диаметр зенковки
Вам нужно выбрать зенкер, который больше, чем размер отверстия под болт. Диаметр зенковки = 1,5 x диаметр отверстия под размер болта.
Пример: Болт 1/4″-20 – Умножьте диаметр (0,250) x 1,5 = 0,375. Вы захотите использовать зенкер 3/8″.
Как рассчитать скорость вращения зенковки
Зенковка обычно выполняется на 1/3 скорости сверления. Сначала вы захотите рассчитать скорость, используя приведенную ниже формулу, затем вам нужно будет разделить эту скорость на 3, чтобы получить скорость зенкерования.
Формула: SFM (фут/минута поверхности) x 3,82 / диаметр фрезы (десятичный эквивалент) / 3
| Материал | Поверхностные футы в минуту (SFM) | Пример расчета скорости зенкерования 1/4 дюйма (об/мин) |
| Алюминий | 200 – 250 | (225 (SFM) x 3,82 / 0,2500) /3 = 1146 об/мин |
| Мягкая сталь | 100 – 110 | (115 (SFM) x 3,82 / 0,2500) /3 = 586 об/мин |
| Нержавеющая сталь | 30 – 100 | (65 (SFM) x 3,82 / 0,2500) /3 = 381 об/мин |
август
15,
2019
Непрерывные петли по индивидуальному заказу — зенковка отверстий
Непрерывные петли
изменить тип петли
отверстия
изменение операции
Зенковка
Отверстия: Зенковка
См. размерные таблицы ниже.
размерные таблицы ниже.
Отверстия
имеют зенкер, добавленный к ним, когда плоская головка
шуруп или заклепку, чтобы головка шурупа не выступала над поверхностью листа.
Это требование часто предъявляется к петлям, потому что когда петля
закрывается, часто остается мало места для торчащих головок крепежа
с поверхности шарнира. Особенно это актуально, когда отверстия на обоих
листья расположены прямо напротив друг друга.
Например, на полуобжатых петлях,
нет места для головок крепежа, когда петля закрывается. Потайные отверстия являются общими в этой конфигурации.
Отверстия с потайной головкой
Размеры винтов с плоской головкой пронумерованы. Допустимо указывать размеры отверстий по этому номеру, например: «Отверстие для винта с плоской головкой № 8»
Стандартные уголки с зенковкой
Вы также можете назвать размеры по
угол и диаметр. Самые популярные угловые вызовы — 82 и 100 градусов, но доступны и другие углы.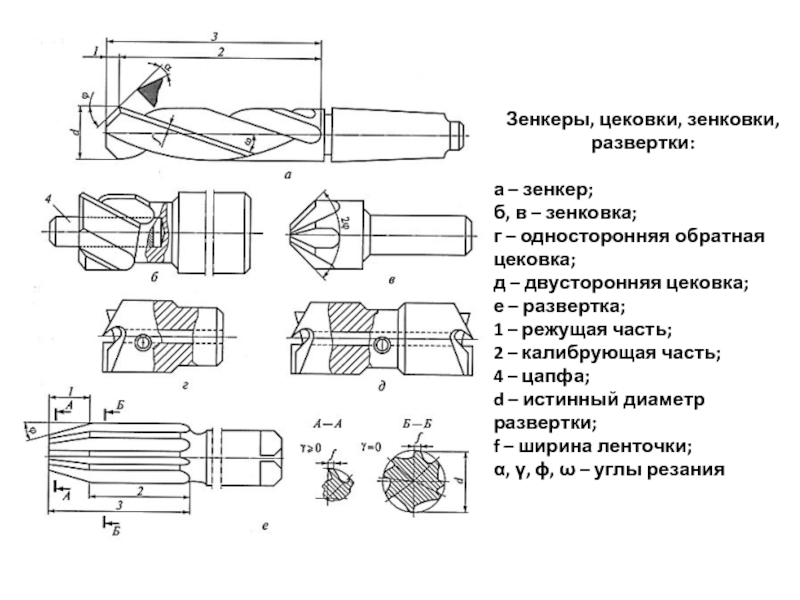
Размеры зенковки
Также можно назвать размеры по верхнему и нижнему диаметру.
Минимальный остаточный материал
Обратите внимание, что важно спроектировать хотя бы небольшое количество
материал оставаться неразрезанным.
Если это не предусмотрено, инструменты, используемые для нарезки зенковки, будут образовывать недопустимый заусенец на обратной стороне петли.
Схема зенковки
Почему диаметр нашего отверстия обычно больше диаметра корпуса
При пробивке отверстия в листовом металле при подготовке к
зенкеруя, мы пробиваем отверстие, достаточно большое, чтобы оставить минимум 0,005 дюйма.
на дне отверстия, чтобы не образовался заусенец. Диаграмма
выше показан этот минимум 0,005 дюйма. Мы рассчитали отверстие
диаметр, необходимый для ряда популярных размеров винтов, и перечислили
размеры в таблицах ниже.
Стол для зенкеров 82 градуса
| Винт, размер | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
Макс. Диаметр головки Диаметр головки | 0,225 | 0,252 | 0,279 | 0,332 | 0,385 | 0,438 | 0,507 |
| Мин. Диаметр головки | 0,207 | 0,232 | 0,257 | 0,308 | 0,359 | 0,410 | 0,477 |
| Топ Ццк. Диаметр | 0,216 | 0,242 | 0,268 | 0,320 | 0,372 | 0,424 | 0,492 |
| Диаметр корпуса | 0,112 | 0,125 | 0,138 | 0,164 | 0,190 | 0,216 | 0,250 |
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
| Толщина | Размеры отверстий перед зенковкой для Винты 82 градуса (+/-. 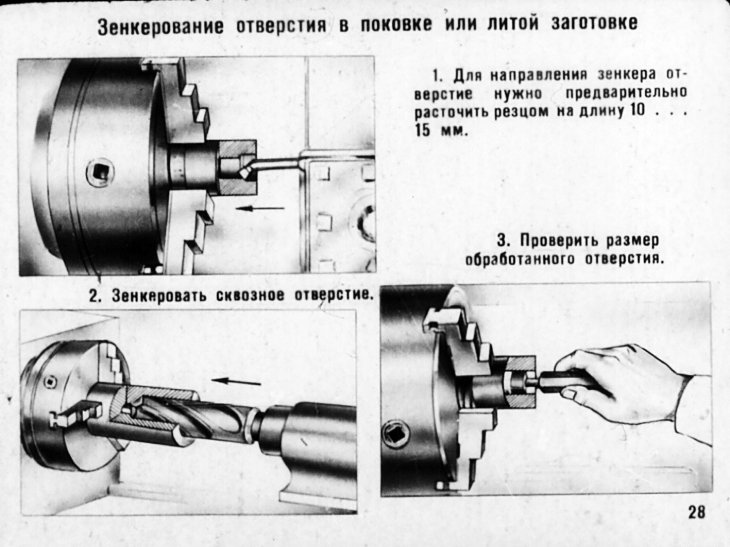 005) 005) | ||||||
| 0,020 | 0,1950 | 0,2220 | 0,2490 | 0,3020 | 0,3550 | 0,4060 | 0,4770 |
| 0,025 | 0,1870 | 0,2130 | 0,2400 | 0,2930 | 0,3460 | 0,4060 | 0,4680 |
| 0,030 | 0,1760 | 0,2010 | 0,2280 | 0,2810 | 0,3340 | 0,4060 | 0,4560 |
| 0,035 | 0,1660 | 0,1960 | 0,2210 | 0,2740 | 0,3280 | 0,4060 | 0,4490 |
| 0,042 | 0,1600 | 0,1870 | 0,2130 | 0,2630 | 0,3170 | 0,4060 | 0,4370 |
| 0,050 | 0,1410 | 0,1700 | 0,1960 | 0,2500 | 0,3030 | 0,3830 | 0,4240 |
| 0,060 | 0,1280 | 0,1520 | 0,1790 | 0,2320 | 0,2850 | 0,3830 | 0,4060 |
| 0,074 | 0,1250 | 0,1280 | 0,1560 | 0,2080 | 0,2630 | 0,3680 | 0,3830 |
| 0,090 | 0,1250 | 0,1280 | 0,1560 | 0,1940 | 0,2500 | 0,3360 | 0,3680 |
| 0,120 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,3030 | 0,3120 |
| 0,179 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,250 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
Наш стандарт диаметра верхней части
зенкер должен принять середину диапазона для номинального размера
с допуск плюс или минус .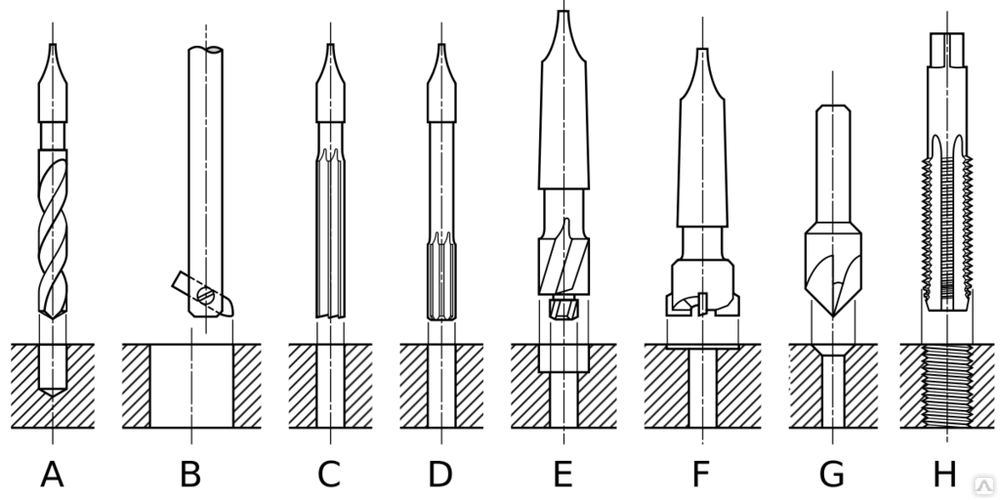 010 . Например, для плоской головки #8.
010 . Например, для плоской головки #8.
ввинчивая материал толщиной 0,042, мы пробивали бы отверстие диаметром 0,263 и
зенковать до 0,320 (0,332 плюс 0,308 разделить на 2) плюс или минус 0,010. Любой
размер верхней части зенковки от 0,310 до 0,330 будет учитываться
в пределах допуска.
Отверстие, пробитое в листовом металле,
спроектирован так, чтобы оставить стенку толщиной не менее 0,005 после завершения зенковки. Этот
предотвратит образование заусенцев на нижней стороне листового металла. Для
В приведенном выше примере мы проделали бы отверстие диаметром 0,263, хотя диаметр корпуса
винт .164. Часть головы будет выступать под поверхностью листа
металл.
Стол для 100-градусных зенкеров
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
Макс. Диаметр головки Диаметр головки | 0,231 | 0,257 | 0,283 | 0,335 | 0,387 | 0,439 | 0,507 |
| Мин. Диаметр головки | 0,201 | 0,227 | 0,253 | 0,305 | 0,357 | 0,409 | 0,477 |
| Топ Ццк. Диаметр | 0,216 | 0,242 | 0,268 | 0,320 | 0,372 | 0,424 | 0,492 |
| Диаметр корпуса | 0,112 | 0,125 | 0,138 | 0,164 | 0,190 | 0,216 | 0,250 |
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
| Толщина | Размеры отверстий перед зенковкой Винты 100 градусов (+/-.  005) 005) | ||||||
| 0,020 | 0,1870 | 0,2130 | 0,2490 | 0,3020 | 0,3460 | 0,4060 | 0,4770 |
| 0,025 | 0,1870 | 0,2130 | 0,2320 | 0,2930 | 0,3460 | 0,4060 | 0,4680 |
| 0,030 | 0,1760 | 0,1960 | 0,2210 | 0,2740 | 0,3360 | 0,3830 | 0,4560 |
| 0,035 | 0,1600 | 0,1870 | 0,2130 | 0,2630 | 0,3120 | 0,3680 | 0,4370 |
| 0,042 | 0,1410 | 0,1760 | 0,1960 | 0,2500 | 0,3130 | 0,3680 | 0,4240 |
| 0,050 | 0,1250 | 0,1280 | 0,1760 | 0,2320 | 0,2850 | 0,3360 | 0,4060 |
| 0,060 | 0,1250 | 0,1280 | 0,1560 | 0,2130 | 0,2850 | 0,3830 | 0,4060 |
| 0,074 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,090 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,120 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,179 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,250 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
Наш стандарт диаметра для
вершину зенковки следует принять за номинальную середину диапазона
размер с допуском плюс или минус 0,015 .
