Цекование отверстия: что это такое, ГОСТ 26258-87
Содержание
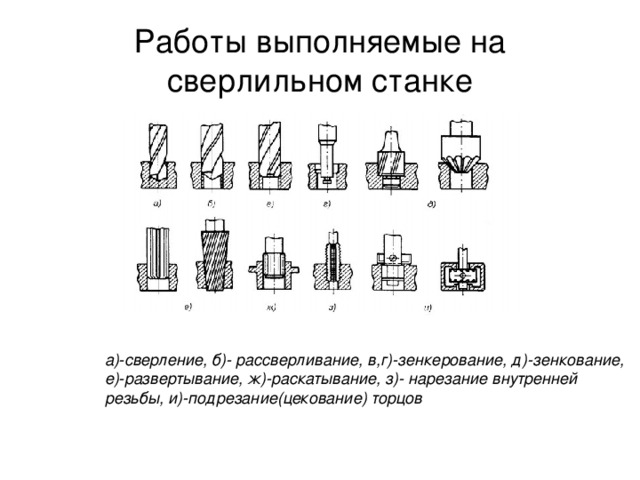
Зенкерование зенкование цекование отверстий
Обработка зенкерами отверстий в деталях, изготовленных методами литья, штамповки или сверления, используется тогда, когда необходимо существенно снизить степень шероховатости поверхности, а также ликвидировать такие дефекты, как эллипсность, овальность и пр.
В отличие от сверл, такой режущий инструмент, как зенкер, имеет более двух режущих поверхностей (обычно – три или четыре, а довольно часто и более), и поэтому с его использованием можно получить отверстия, имеющие не только хорошее качество поверхности, но и высокую точность геометрических размеров в той части. которая касается диаметра. Зенкеры не имеют перемычек между рабочим поверхностями, что обеспечивает их повышенную жесткость при обработке.
В ходе зенкерования скорость подач в несколько раз больше, чем скорость сверления, и поэтому во многих случаях для увеличения исходного диаметра отверстий этот технологический процесс предпочтительнее, чем рассверливание.
В подавляющем большинстве случаев при механической обработке деталей операция зенкерования производится после сверления и перед развертыванием. По этой причине в каждом конкретном случае диаметр зенкера подбирается таким, чтобы он был несколько меньше того, который должно иметь отверстие в итоге (разница называется в технике припуском на развертывание).
Для изготовления зенкеров чаще всего используется инструментальная углеродистая сталь У12А, легированная сталь 9ХС или быстрорежущая сталь Р9.
С точки зрения конструкции зенкеры подразделяются на цельные и те, которые оборудуются вставными режущими пластинами. Что касается количества режущих элементов, то большая часть этого инструмента бывает трех- или четырехлезвийным.
В тех случаях, когда необходимо обрабатывать отверстия, имеющие диаметры от 12 до 20 миллиметров, используются цельные зенкеры. Они имеют или три, или четыре режущие кромки (последний вариант – со вставными пластинами).
Если технологический процесс изготовления деталей предполагает обработку отверстий, имеющих диаметр более 20 миллиметров, то используются зенкеры со вставными пластинами. Эти режущие части инструмента соединяются с оправкой при помощи специальных вырезов и выступов. В промышленности сейчас используются зенкеры, которые имеют до восьми и более режущих поверхностей.
Для того чтобы обеспечить выполнение нескольких операций зенкерования одновременно, используются комбинированные зенкеры. Они бывают ступенчатыми или сборными, причем последние нередко комбинируются с инструментами других видов: развертками, сверлами, расточными пластинами и т.п.
Цекование отверстий
Цекование представляет собой технологическую операцию, с помощью которой крепежные отверстия обрабатываются таким образом, чтобы обеспечить получение опорных поверхностей под винты.
Для этого используются цековки. Они представляют собой насадные головки, снабженные цилиндрическими выступами, обеспечивающими должное направление режущего инструмента, и имеющие торцевые зубцы.
Цековки, имеющие небольшие размеры, выпускаются, как правило, хвостовыми, а имеющие размеры достаточно значительные – насадными. Чтобы точно направить их в соответствующие отверстия, используются цапфы, а сам режущий инструмент изготавливается из быстрорежущей стали и нередко оснащается пластинами из твердых сплавов.
Зенкование отверстий
В технике под зенкованием подразумевается технологическая операция, состоящая в снятии фасок с уже готовых отверстий, удалении заусенцев, получении отверстий определенной конфигурации на основе уже имеющихся.
Технологическая операция зенкования осуществляется при помощи такого инструмента, как зенковки. Для обработки опорных поверхностей под крепежные винты они делаются или со съемной цапфой, или цельными, а что касается размеров, то в каждом конкретном случае они подбираются технологами металлообрабатывающего производства отдельно.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Главная > Каталог > Зенкера, зенковки, цековки > Цековка для металла > Цековка для металла к/х HSS Ruko | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| «Мастер-Экспер» © 2012 — 2022 Создание сайта Stormweb.  PRO PRO | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Настоящий сайт носит исключительно информационный характер и не является публичной офертой. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 организаций по запросу
организаций по запросуЧто такое зенковки и их применение?
Что такое цековки и их применение?
Мы сталкиваемся со многими вопросами, касающимися производственного процесса, но один из наиболее часто задаваемых вопросов касается зенковки. Зенковка является важной операцией сверления, с которой вы должны быть знакомы. Итак, давайте углубимся во все, что вам нужно знать о зенковках.
Зенковки представляют собой плоскодонные расширения в основании цилиндрического отверстия. Они используются для расширения отверстия существующего отверстия и удержания крепежа. Отверстие предназначено для предотвращения разделения двух заготовок и удержания крепежа.
Некоторые причины, по которым инженеры предпочитают использовать расточенные отверстия, заключаются в том, чтобы устранить любые зазоры, которые могут вызвать проблемы в процессе производства или придать продукту эстетичный вид. На этой странице мы углубимся в зенковку и зенковку.
На этой странице мы углубимся в зенковку и зенковку.
Что подразумевается под рассверливанием?
Зенковка — это процесс использования зенковки на фрезерном станке для создания отверстия поверх зазора винта. Это недавно сформированное отверстие предназначено для того, чтобы винт оставался на своем месте и не торчал.
Создание цековок достигается с помощью фрезерного станка, в котором используются сверла с наконечником. Создание цековок относительно просто. Тем не менее, вы должны знать, когда остановиться. В противном случае вы можете сделать слишком широкое отверстие и не сможете правильно закрепить застежку.
Отверстие позволяет полностью скрыть крепеж под поверхностью. Таким образом, головка застежки не мешает дизайну изделия и может сделать готовое изделие более эстетичным.
Как сделать зенковку?
Если вы хотите сделать зенковку, вот как это сделать:
- Первое, что вам нужно сделать, это поместить заготовку в тиски фрезерного станка.

- Далее вам нужно будет заменить сверло на зенковку требуемых размеров.
- Теперь вам нужно поместить направляющую в отверстие вашей заготовки.
- Включите шпиндель и дайте фрезерному станку поработать.
- Продолжайте работать, пока не достигнете требуемых размеров.
- Поместите головку винта вверх дном в расточенное отверстие и проверьте, подходит ли он без дополнительного зазора.
Зенковка – это специализированное сверло. Вы можете использовать его, чтобы легко создать отверстие для тела и головки застежки.
Как определить размер зенковки?
Если вы хотите узнать, каких размеров должна быть ваша цековка, вы можете измерить глубину и диаметр отверстия для винта и сравнить их с этой полезной таблицей прямо здесь .
В чем разница между зенковкой и зенковкой?
Зенковка используется для винтов с коническими головками. С другой стороны, зенкерование используется для винтов с плоской головкой.
Зенковка обеспечивает надежную посадку винтов с плоской головкой в заготовке. Зенковка создаст коническое отверстие, которое позволит головке винта хорошо сидеть на поверхности или под поверхностью. Некоторые распространенные углы для зенкеров: 82, 90 и 100.
Зенковка создаст коническое отверстие, которое позволит головке винта хорошо сидеть на поверхности или под поверхностью. Некоторые распространенные углы для зенкеров: 82, 90 и 100.
Зенковка, как мы уже говорили, используется для расширения существующего отверстия, чтобы винт с конусом мог войти в отверстие и закрепить заготовки. Цековка имеет угол патронника 0 градусов.
Итак, когда вам нужно сделать выбор между зенкерованием и зенкерованием, помните, с каким типом шурупов вы работаете. Это, по сути, то, что поможет вам принять правильное решение.
Заключительные мысли
На данный момент это все, что нужно для зенковки. Если вы новичок в механической обработке, вам нужно знать больше, чем просто зенковки. Вы также должны помнить обо всех правилах охраны здоровья и безопасности и находиться под наблюдением профессионала, если вы новичок в этом процессе.
Свяжитесь с нами, чтобы узнать больше о нашем ассортименте.
Как просверлить отверстие
В этой полезной статье объясняется, как лучше всего просверлить отверстие. В нем объясняются электрические дрели, сверла, концепция зенковки и многое другое.
В нем объясняются электрические дрели, сверла, концепция зенковки и многое другое.
Сверление отверстий является необходимой задачей при различных видах ремонта и усовершенствования. Вам нужно просверлить отверстия для шурупов, болтов, дюбелей, замков, петель, крепежных элементов для кирпичной кладки, проводов, труб и многого другого. Электрические дрели используются для заворачивания винтов и других работ. Пилотное отверстие для раззенковки винта на самом деле состоит из трех отверстий.
Электрическая дрель классифицируется по самому большому хвостовику сверла, который может быть установлен в ее патроне (кулачках), чаще всего 1/4 дюйма, 3/8 дюйма или 1/2 дюйма. Чем больше размер патрона, тем выше выходная мощность или крутящий момент.
Электродрели бывают легкие, средние и тяжелые. Сверхмощная модель нужна только в том случае, если вы будете использовать ее ежедневно или для длительных непрерывных сеансов. В дополнение к односкоростным сверлам существуют модели с регулируемой скоростью, которые позволяют использовать скорость, подходящую для работы, что очень удобно при сверлении отверстий, сверлении металлов или заворачивании шурупов. Реверсивные шестерни хороши для удаления винтов и застрявших бит.
Реверсивные шестерни хороши для удаления винтов и застрявших бит.
Для большинства работ лучше всего подойдет 3/8-дюймовая дрель с регулируемой скоростью, поскольку она может работать с широким спектром бит и принадлежностей. Каталоги инструментов и хозяйственные магазины пестрят специальными сверлами, направляющими и аксессуарами для электродрелей. Если вы просверливаете большие отверстия в каменной кладке, вам понадобится дрель на 1/2 дюйма или перфоратор; оба можно арендовать.
При работе с электродрелью зажимайте материалы, когда это возможно, особенно при использовании сверла на 3/8 или 1/2 дюйма. Надевайте защитные очки, особенно при сверлении каменной кладки или металла. Если ваша дрель позволяет, подбирайте скорость в соответствии с работой, используя самые высокие скорости для мелких сверл или мягких пород дерева и более низкие скорости для больших сверл при сверлении твердых пород дерева или металлов.
Не нажимайте слишком сильно во время сверления и не выключайте двигатель, пока не извлечете сверло из материала.
При сверлении твердого металла смазывайте его смазочно-охлаждающей жидкостью. Если вы хотите остановиться на определенной глубине, купите стопорное кольцо, специально предназначенное для этой цели, используйте пилотное долото или оберните долото лентой на нужной глубине, чтобы оно служило визуальным ориентиром.
Если вы просверливаете большие отверстия в твердой древесине или металле, особенно с помощью спиральных сверл большого размера, или вкручиваете обычные шурупы во все породы дерева, кроме самых мягких, сначала сделайте направляющее отверстие меньшего размера. Время от времени вынимайте сверло, чтобы охладить его и очистить от отходов.
Направляющее отверстие должно иметь правильный размер, чтобы оно позволяло шурупу входить в древесину без особого сопротивления, но было достаточно маленьким, чтобы резьба шурупа была прочной, чтобы за нее можно было зацепиться и удержаться.
Чтобы расточить винт с плоской головкой, вам потребуется просверлить три отдельных отверстия, как показано на рисунке, если только вы не используете специальное «пилотное сверло», которое просверливает все три отверстия — для зенковки, хвостовика и резьбы. все сразу.
все сразу.
Винт с потайной головкой
Нет, цековка – это не нудный бармен. Хотя термин «зенковка» иногда используется как существительное, чаще это глагол, который описывает увеличение диаметра отверстия путем сверления отверстия большего диаметра на одном конце, чтобы освободить место для головки винта или болта.
В некоторых случаях расточенное отверстие заполняется декоративной деревянной заглушкой, чтобы скрыть головку крепежного элемента. Зенковка отверстия немного отличается: это означает просверлить неглубокое отверстие, которое позволит головке винта сидеть на одном уровне с поверхностью.
Чтобы расточить отверстие, проще всего сначала просверлить отверстие большего диаметра, а затем просверлить более глубокое отверстие для стержня крепежа. Вы должны использовать лопаточное сверло или, лучше, сверло Форстнера, которое создаст отверстие с плоским дном.
Трудно сказать, откуда взялся термин «цековка». В начале 17-го века во Франции контр-или contre — термин фехтования, используемый для описания кругового парирования вокруг острия меча соперника.