Цековка и зенковка отличие: В чем отличие зенковки от цековки
Содержание
В чем отличие зенковки от цековки
При сборке конструкций и механизмов часто возникает необходимость в подготовке и высокоточной обработке опорных поверхностей под головки крепежных болтов или винтов. Для этого существует специальный металлорежущий и металлообрабатывающий инструмент – зенковки и цековки. Несмотря на схожую геометрию, они имеют разное предназначение.
Что такое зенкование?
Зенкование – расширение входной части круглого отверстия для винтов с цилиндрическими или коническими (потайными) головками. Этот технологический процесс выполняется зенковкой соответствующей формы. Конические создают опорную поверхность с углом скоса 60, 75, 90, 120 градусов. Как подобрать коническую зенковку по размеру крепежа, можно узнать из предыдущей статьи.
Цилиндрические зенковки формируют углубление в форме цилиндра под винты с внутренним шестигранником DIN 912 или под винты с полукруглыми и шестигранными головками, которые согласно проекту должны быть утоплены в теле детали. Инструмент имеет зубья на торце и направляющую цапфу для точного центрирования режущей части относительно оси отверстия.
Инструмент имеет зубья на торце и направляющую цапфу для точного центрирования режущей части относительно оси отверстия.
Что такое цекование?
Цекование – это следующий этап подготовки отверстия, который заключается в чистовой обработке (выравнивание, зачистка) плоского дна уже сформированного углубления в теле детали. Цековка тоже имеет торцевые зубцы и цапфу, а на боковой поверхности стружечные канавки. Цапфа может быть сменной или постоянной.
Цекование позволяет получить абсолютно гладкие, ровные опорные плоскости под упорные кольца, плоские шайбы или головки крепежных деталей, а также позволяет добиться идеальной перпендикулярности между опорной плоскостью и осью отверстия.
По сути цековка по металлу выполняет ту же работу, что и зенкер, только зенкер обрабатывает стенки отверстия, а цековка – торцы. Именно поэтому ее часто называют торцевым зенкером. Еще ее применяют для проточки клапанов, подрезания и зачистки торцов бобышек под шайбы, упорные кольца, гайки. Ею можно подравнивать заглубленные уступы, сформированные в результате сверления ступенчатых отверстий.
Ею можно подравнивать заглубленные уступы, сформированные в результате сверления ступенчатых отверстий.
Вывод:
— Если нужно расширить входную часть просверленного отверстия для посадки головок крепежа – используйте цилиндрическую зенковку.
— Если необходимо повысить качество обработки торцевой части изготовленного углубления – выбирайте цековку.
Какова оптимальная скорость резания?
При зенковании или цековании скорость резания устанавливается в зависимости от обрабатываемого материала. Оптимальные значения приведены ниже.
Источник – «Энциклопедия по машиностроению XXL».
|
Сталь HB ≤ 180 |
10-18 м/мин |
|
Сталь HB ≥ 180 |
7-12 м/мин |
|
Чугун твердый |
7-12 м/мин |
|
Чугун средней твердости, бронза |
12-23 м/мин |
|
Алюминиевые сплавы |
40-65 м/мин |
Примечание: Наименьшие значения скорости соответствуют инструменту большего диаметра, а наибольшие значения – меньшему диаметру.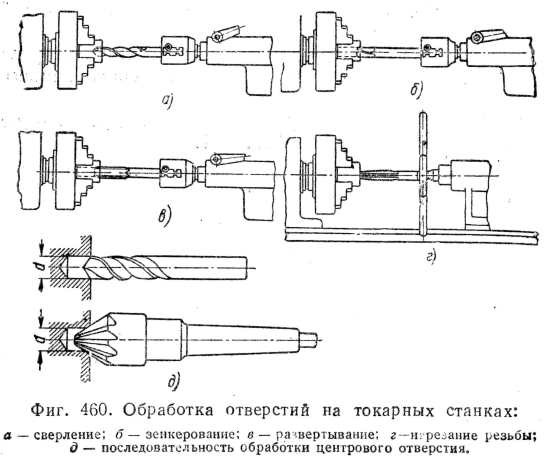 При использовании твердосплавных зенковок и цековок возможно увеличение скорости в 1.8-2 раза.
При использовании твердосплавных зенковок и цековок возможно увеличение скорости в 1.8-2 раза.
Другие параметры, задаваемые на обрабатывающем станке, такие как глубина резания, подача, поправочные коэффициенты, мощность, являются расчетными и определяются по табличным данным из действующих в отрасли нормативных документов.
Полезные советы
Обновлено: 16.11.2020 12:41:55
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Что такое цековка по металлу. Виды и назначение инструмента
Цековку по металлу используют при вторичной обработке отверстий в конструкциях промышленного оборудования. Это позволяет получить опорную или контактную область с высокой точностью сопряжения. Обработанные отверстия используют для монтажа различных крепежных элементов: болтов, винтов или шпилек. Надежное крепление элементов конструкции – основа качественной сборки, поэтому цекование применяют во всех отраслях промышленности с высокими технологическими требованиями к производственному процессу.
Надежное крепление элементов конструкции – основа качественной сборки, поэтому цекование применяют во всех отраслях промышленности с высокими технологическими требованиями к производственному процессу.
Что такое цековка и зачем она нужна?
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки.
Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование. Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки.
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?
Сферы применения цековок
Цековки используют для работы по чугуну, стали, цветным металлам. Инструмент повышает качество обрабатываемой поверхности и гарантирует строгую перпендикулярность отверстия оси готового изделия.
Цековка используется для создания опорных плоскостей в отверстиях под винты, шайбы, болты, кольца. Также инструмент необходим для зачистки торцов закладных частей конструкций.
Для обратной цековки (развертывания) используют инструменты с большим количеством лезвий (до 14). Эта операция позволяет сделать выемку цилиндрической формы максимально точной.
Автомобилисты применяют цековки для проточки поршней. Самостоятельное проведение операции позволяет с использованием цековки проточить клапаны, не обращаясь к токарям. Желательно перед ремонтом изучить чертежи и потренироваться на старых поршнях.
Желательно перед ремонтом изучить чертежи и потренироваться на старых поршнях.
Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать. Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.
Получение отверстий
Для того чтобы досконально разобраться в том, что такое зенкерование, необходимо иметь представление, как делают отверстия в деталях. Допустим, в заготовке необходимо просверлить отверстие пятого класса точности диаметром 12 мм.
Допустим, в заготовке необходимо просверлить отверстие пятого класса точности диаметром 12 мм.
Важный показатель, который влияет на максимальные и минимальные значения — это требуемый квалитет. Например, необходимо выполнить чистовое зенкерование отверстия на диаметр 85 мм с квалитетом Н11. Исходя из таблиц полей допусков отверстий при номинальных размерах от 1 до 500 мм, для 11 квалитета (для диаметров от 80 мм до 120 мм) поле допуска составляет: верхнее значение — «+220», а нижнее -«0», то есть 85 +220 мм. Максимальный диаметр рассверливаемого отверстия не может превышать 85,22 мм, а минимальный — 85 мм.
При этом допуск на размер — это разница между D max и D min , то есть он будет составлять 0,22 мм. Если же говорить о браке, то для отверстия неисправимым будет считаться диаметр выше значения 85,22 мм, а исправимым — меньше 85 мм.
Зенковка – это металлорежущий инструмент с несколькими рабочими лезвиями, предназначенный для обработки предварительно просверленных отверстий цилиндрической или конической формы. С помощью зенковки, при выборе необходимого типа инструмента, можно получить различные по конфигурации углубления в отверстиях обрабатываемых деталей. Не следует путать зенковку с зенкерованием, рассверливанием отверстий на всю длину для повышения качества поверхности.
С помощью зенковки, при выборе необходимого типа инструмента, можно получить различные по конфигурации углубления в отверстиях обрабатываемых деталей. Не следует путать зенковку с зенкерованием, рассверливанием отверстий на всю длину для повышения качества поверхности.
Разновидности
В России изготавливают следующие разновидности:
- С цилиндрическим литым или сварным хвостиком, который скрепляется вместе с цапфой-фиксатором. Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов.
- С коническим хвостиком, который имеет подвижное сочленение с цапфой-фиксатором. При необходимости цапфу можно снять и заменить на другую, что позволяет увеличить точность обработки. Подобные цековки обычно используются, если нужна очень высокая точность обработки. Например, при работе с цветными металлами и пластичными сплавами.

- Также существуют цековки насадного типа, со сменными хвостиками и/или цапфами. Они встречаются достаточно редко, поскольку первые две разновидности деталей почти полностью покрывают все основные случаи применения. Однако все-таки нестандартные цековки все еще можно встретить — при обработке дорогих металлов и сплавов, где требуется минимальный выход стружки, при работе со сверхпрочными металлами, при работе с нестандартными инструментами.
Также различают две разновидности цековок в зависимости от типа режущих поверхностей:
- Цековки, выполненные из стали целиком. Обладают хорошей прочностью и твердостью. Хорошо режут все основные металлические сплавы за исключением сверхпрочных разновидностей стали. Не требуют какого-либо специфического ухода или осмотра, долго сохраняют свою прочность.
- Цековки со сверхпрочными напайками. Обладают сверхвысокой прочностью, поэтому хорошо режут все металлы включая сплавы повышенной прочности. Имеют ограниченный срок действия, поскольку напайки со временем теряют свою прочность.
 Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Применение скребковых конвейеров
Область применения рассматриваемого механизма весьма обширна. Часто механизм устанавливается в нижеприведенных случаях:
- Транспортировка породы. Примером можно назвать горнодобывающую промышленность, в которой нужно проводить транспортировку материала на дальнее расстояние или проводить ее подъем.
- Выступает в качестве опоры при перемещении струга.
Рассматривая область применения скребка не стоит забывать о том, что она ограничена. Это связано с тем, что скребковый конвейер не может применяться для перемещения хрупких материалов и деталей. Это связано с существенным воздействием, которое оказывается на поверхность.
Конструктивные особенности
Цековка относится к металлообрабатывающим приспособлениям осевого типа. Она включает в себя три составляющие:
- Рабочая часть.
 На конце инструмента расположена контактная зона с режущими лезвиями для обработки металлической поверхности. К ней также относят направляющую цапфу.
На конце инструмента расположена контактная зона с режущими лезвиями для обработки металлической поверхности. К ней также относят направляющую цапфу. - Хвостовая часть. Находится с противоположной стороны, фиксируется в патроне станка.
- Соединительная часть. Расположена между вышеуказанными элементами. Ее предназначение – передача крутящего момента от станка к режущим кромкам.
Цековка может представлять собой монолитное приспособление или сборную конструкцию в зависимости от типа исполнения.
Особенность инструмента – торцевое расположение лезвий.
В процессе выполнения работ очень важен механизм удаления снятой металлической стружки. В цековках эту функцию выполняют винтовые каналы, расположенные в боковой части приспособления.
Направляющая цапфа отвечает за качество обработки и угол наклона цековки в процессе выполнения работ. Это достигается благодаря надежной фиксации цапфы после погружения инструмента в отверстие. Таким образом работы ведутся в заданной плоскости, без осевого смещения.
Процесс монтажа цековки не отличается от действия прочих приспособлений осевого типа: хвостовик зажимается патроном станка.
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.

- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.
Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
Требования государственных стандартов к изготовлению цековок
Требования к производству цековок определяет ГОСТ 26258-87. Так, согласно этому документу, инструмент насадного типа, а также тот, диаметр рабочей части которого не больше 8 мм, а хвостовик имеет цилиндрическую форму, производится в цельном виде. Инструменты, диаметр режущей части которых составляет более 8 мм, со всеми типами хвостовиков, должны иметь сварную конструкцию. К качеству сварных швов, при помощи которых изготавливается такой инструмент, предъявляются высокие требования. В этих швах исключается наличие трещин и прожогов, они не должны содержать следов окисления, трубчатых полостей и пор.
Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.
- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.

- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
Твердосплавные пластины на рабочей части инструмента фиксируются при помощи припоя марок МНМц 68-4-2, латуни марок Л63 или Л68. Толщина припоя должна составлять не менее двух десятых миллиметра.
Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.
Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Скребковый штанговый конвейер
Особой разновидностью скребкового конвейера можно назвать штанговую конструкцию. Она получила широкое распространение в механообрабатывающих цехах. Конструктивными особенностями можно назвать следующее:
- Основа представлена металлическим желобом.
- Внутри расположена штанга, которая снабжается специальными шипами.
- Для обеспечения фиксации штанги при ее перемещении устанавливаются специальные направляющие.
- В качестве привода устанавливается гидравлический толкатель, совершающий возвратно-поступательное движение.
Ключевыми особенностями можно назвать простоту конструкции, а также возможность выполнения ремонта и обслуживания своими руками. Устанавливается скребковый конвейер в производственных цехах. Места загрузки перекрываются люками с решетками. Недостатком можно назвать повышенный износ, а также отсутствие возможности транспортировки вещества мелкой фракции.
Устанавливается скребковый конвейер в производственных цехах. Места загрузки перекрываются люками с решетками. Недостатком можно назвать повышенный износ, а также отсутствие возможности транспортировки вещества мелкой фракции.
Отличие цекования от других металлообрабатывающих операций
Цекование – чистовая операция, которая следует после зенкерования и обычно перед развёрткой. В процессе устраняются незначительные дефекты предыдущей обработки. Мастер убирает шероховатости с поверхности отверстия и придаёт ему правильную геометрию. При цековании вырезаются конические и цилиндрические выемки под головки крепёжных элементов и получается гладкая поверхность для качественного контакта детали с ними.
Все операции из цикла создания отверстий в заготовке: сверление, зенкерование, расточка и цекование (зенкерование) выполняются на одинаковом оборудовании. Применяют для этого сверлильные, фрезерные, токарные и расточные станки.
Боковые поверхности цилиндрических углублений под болты должны соответствовать установленным чертежами размерам и требованиям по качеству. Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Параметры, задаваемые на станке при обработке являются расчётными и определяются по действующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, эффективная и потребная мощность, а также коэффициент рациональности, рассчитываемый для выбранного режима работы.
Цековка и зенковка: отличия
Цековка от зенковки имеет меньше отличий, чем кажется непосвященному человеку. А именно: цековками называют торцевые зенковки. Так что, если вам необходимо выровнять торцевые части уже сформированного углубления, требуется цековка. Для снятия фасок, удаления заусенцев и изменения конфигурации отверстий купите зенковку по металлу.
Назначение инструмента
Принцип действия цековки схож с работой другого обрабатывающего инструмента – зенкера.
Зенкер предназначен для расширения готовых отверстий круглого сечения путем резания лезвиями инструмента.
При этом толщина удаляемого слоя металла невелика.
Цековку очень редко используют вручную ввиду низкой точности такого метода обработки. В зависимости от характера работ ее устанавливают на следующие станки:
- сверлильные;
- фрезерные;
- расточные;
- токарные.
Наибольшее распространение инструмент получил в качестве средства обработки на станках сверлильного типа.
Острые элементы цековки расположены в торцевой части. Они равномерно распределены по периметру основного вала, который вращается вокруг своей оси. Такая конструкция послужила причиной распространения инструмента для применения на сверлильных установках.
Цекование металла может преследовать следующие цели:
- получение идеально ровной опорной плоскости, расположенной под углом 90° относительно отверстия;
- устранение дефектов внутренней поверхности отверстий;
- снятие фаски на кромке;
- шлифовка наплывов и заусенцев металла;
- создание многоступенчатых отверстий.

У инструмента отсутствуют требования к материалу обрабатываемой детали. Он одинаково хорошо справляется со всем видами черных и цветных металлов, а также сплавов на их основе.
Точность работы соответствует современным стандартам, применяемым при производстве деталей точного машиностроения до 2 класса точности.
Операция цекования
Процессом цекования называют специальную обработку сложных отверстий в металлоизделиях с помощью цековки. С помощью цековальных работ можно осуществить подготовку проймы перед другими операциями и процессами металлообработки и улучшить качество обрабатываемых внутренних элементов металлической детали. Цекование отверстий мастер делает на станке в режиме резания. Процесс выполняется, как правило, на небольшой скорости из-за сложности. В ходе процесса зенкования пройм осуществляется не только цековка внутреннего отверстия заготовки. Также цекованием можно выровнять торцевые элементы с внутренней стороны изделия, удалить наплывы и заусенцы с деталей, снять фаски с кромок, сформировать ступенчатые проймы и обработать углубления сложной конфигурации.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.

- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.
Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
- При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.

- При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
- Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
- Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
Скребковые конвейера ТСЦ 50 тонн в час
Этот вариант исполнения предназначен для транспортировки материалов, которые получаются при обработке дерева. Примером можно назвать опилки или щепу различной фракции. Располагается короб в горизонтальной плоскости и под углом до 45 градусов. Есть возможность установки других углов.
Подобный механизм применяется в промышленности на протяжении достаточно длительного периода. Первая модель уже устанавливалась в 1988 году. Транспортировка материала осуществляется по верхнему желобу, также есть возможность использования нижнего. При изготовлении основной части применяется нержавеющая сталь, которая покрывается лакокрасочным материалом для повышения степени защиты. Минимальная мощность двигателя составляет 4 кВт.
Первая модель уже устанавливалась в 1988 году. Транспортировка материала осуществляется по верхнему желобу, также есть возможность использования нижнего. При изготовлении основной части применяется нержавеющая сталь, которая покрывается лакокрасочным материалом для повышения степени защиты. Минимальная мощность двигателя составляет 4 кВт.
Зенковка и цековка отверстий в механической обработке: различия и применение
Зенковка и цековка обычно используются при механической обработке. Помимо формы, в которой зенковки имеют цилиндрическую форму, а зенкеры имеют коническую форму, между ними есть несколько ключевых отличий. Тип используемого отверстия будет зависеть от конкретного применения.
Как правило, зенкерные отверстия используются для изготовления конических отверстий, соответствующих углу винта. Это позволяет винту плотно прилегать к поверхности детали и полностью входить в зацепление. Зенковки можно использовать для самых разных целей и они бывают под разными углами, включая 60°, 82° и 9°. 0°. Отверстия с цековкой используются для увеличения раскрытия отверстия и получения плоского дна. В результате винты с головкой под торцевой ключ могут плотно прилегать к поверхности детали. Зенковки обычно служат одной цели. Для обеспечения надежной сборки можно использовать стопорные шайбы. Зенковка представляет собой отверстие со стенками, расположенными под углом 90° к поверхности металла. После этого можно определить углы зенковки.
0°. Отверстия с цековкой используются для увеличения раскрытия отверстия и получения плоского дна. В результате винты с головкой под торцевой ключ могут плотно прилегать к поверхности детали. Зенковки обычно служат одной цели. Для обеспечения надежной сборки можно использовать стопорные шайбы. Зенковка представляет собой отверстие со стенками, расположенными под углом 90° к поверхности металла. После этого можно определить углы зенковки.
В этой статье далее обсуждаются различия между зенковкой и цековкой, а также их конкретное использование.
Что такое зенковка?
Отверстие с потайной головкой представляет собой коническое или коническое отверстие, просверливаемое в материале. Конусообразная часть отверстия шире, чем остальная часть отверстия. Он используется для того, чтобы в него можно было вставить винт или болт. Угол зенкерного отверстия обычно составляет около 90°, но может варьироваться от 60° до 120°. Угол отверстия важен, потому что он определяет, насколько глубоко винт или болт будут погружены в материал. Чем глубже утоплен шуруп или болт, тем надежнее он будет.
Чем глубже утоплен шуруп или болт, тем надежнее он будет.
Зенкованные отверстия обычно используются в деревообработке или при работе с более мягкими материалами. Их можно использовать, чтобы сделать соединение прочнее или позволить быстрее лучше контактировать с материалом. Отверстие с потайной головкой полезно, потому что оно позволяет вставлять винт или болт под меньшим углом, что снижает вероятность повреждения материала. Существуют специальные инструменты, которые можно использовать для создания зенкерных отверстий, но дрель также можно использовать в сочетании с головкой Phillips для создания зенкерного отверстия. Важно создать отверстие подходящего размера и формы для винта или болта, который будет вставлен в него.
Что такое расточенное отверстие?
Расточенное отверстие — это тип обработанного отверстия, которое создается для посадки винта или болта заподлицо с поверхностью заготовки или под ней. Отверстие с зенковкой обычно мельче, чем отверстие с зенковкой, и имеет прямые стороны, а не конические стороны.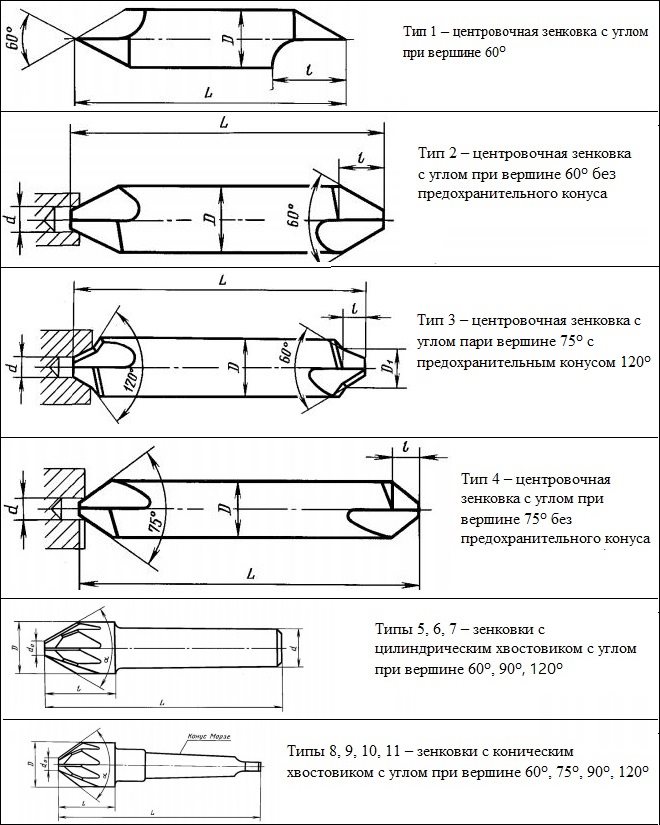 Если осмотреть зенковку, можно заметить, что она имеет плоскую головку. И верхняя часть головы, и нижняя часть головы плоские.
Если осмотреть зенковку, можно заметить, что она имеет плоскую головку. И верхняя часть головы, и нижняя часть головы плоские.
Использование расточенного отверстия имеет несколько преимуществ, в том числе большую прочность крепления. Зенковка обычно имеет большую удерживающую способность по сравнению с зенковкой, потому что сила, прилагаемая головкой винта с головкой под торцевой ключ, параллельна оси. Сила, прилагаемая винтом или болтом, распределяется равномерно по большей площади поверхности. Это не относится к потайному отверстию, которое имеет конические стороны. В результате сила, прикладываемая винтом или болтом, распределяется не равномерно, а рассредоточивается под углом или по наклону отверстия.
Цековку также можно сделать достаточно большой, чтобы можно было поместить шайбу над отверстием, что обеспечивает еще большую удерживающую силу. Зенковка обычно имеет большую удерживающую способность по сравнению с зенковкой, потому что сила, прилагаемая головкой винта с головкой под торцевой ключ, параллельна оси. Отверстия с цековкой изготавливаются путем просверливания пилотного отверстия сверлом небольшого диаметра. Следующим шагом является увеличение отверстия с помощью фрезы с раззенковкой, которая является разновидностью концевой фрезы. Этот инструмент имеет режущий конец необходимого диаметра, который создает отверстие с плоским дном.
Отверстия с цековкой изготавливаются путем просверливания пилотного отверстия сверлом небольшого диаметра. Следующим шагом является увеличение отверстия с помощью фрезы с раззенковкой, которая является разновидностью концевой фрезы. Этот инструмент имеет режущий конец необходимого диаметра, который создает отверстие с плоским дном.
Зенковка и зенковка: Размер
Зенковки обычно используются для шурупов по дереву и металла, а зенковки обычно используются для более крупных крепежных изделий, таких как болты с защелкой. Как зенковка, так и зенковка имеют направляющее сверло, которое определяет размер соответствующего отверстия зенковки. Размер пилотной версии является одним из факторов, определяющих, какой инструмент следует использовать для данного приложения. Для зенкеров требуются пилотные отверстия меньшего размера, чем для зенковки, поэтому их можно использовать для винтов меньшего размера. Инструменты с зенковкой предназначены для изготовления отверстий с плоским дном, которые обеспечивают больше места для надежной затяжки металлических винтов и стопорных шайб.
Размеры зенковки и зенковки обычно выражаются их диаметром, глубиной и углом зенковки. Диаметр — это ширина зенковки или зенковки, а глубина — это расстояние от поверхности просверливаемого материала до верха пилотного отверстия. Размеры зенковки обычно варьируются от 3/16 дюйма до 1 дюйма, а размеры зенковки могут быть от 1/16 дюйма до 1/2 дюйма. Рекомендуется сверяться со стандартной таблицей размеров зенковки и зенковки на предмет точности измерений.
Зенковка и зенковка: форма
Зенковка представляет собой конусообразное отверстие. Цековка, с другой стороны, представляет собой цилиндрическое отверстие с плоским дном, созданное для размещения винта с головкой под торцевой ключ или шестигранной головкой. Другими словами, отверстие с зенковкой имеет конусообразную форму, а отверстие с цековкой — цилиндрическую.
Зенковка и зенковка: угол сверления
В зависимости от области применения для изготовления зенкеров доступны сверла различных размеров и углов сверления.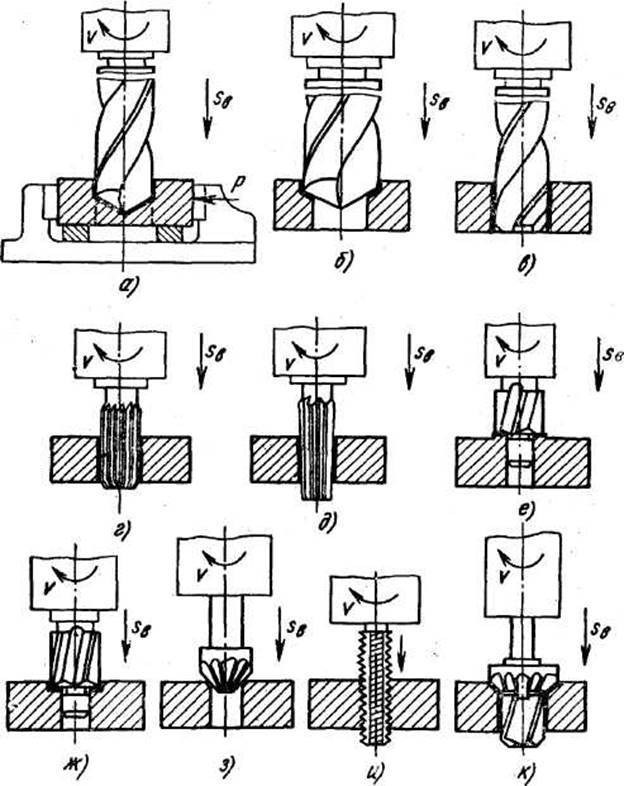 Некоторые из применяемых углов включают углы 120°, углы 110°, углы 100°, 9Углы 0°, углы 82° и углы 60°. Однако наиболее часто применяемыми углами сверления являются углы 82° и 90°. Для достижения наилучшего результата угол зенковки должен совпадать с коническим углом на нижней стороне головки крепежа. С другой стороны, отверстие с раззенковкой имеет стороны, параллельные друг другу, и поэтому не требует сужения.
Некоторые из применяемых углов включают углы 120°, углы 110°, углы 100°, 9Углы 0°, углы 82° и углы 60°. Однако наиболее часто применяемыми углами сверления являются углы 82° и 90°. Для достижения наилучшего результата угол зенковки должен совпадать с коническим углом на нижней стороне головки крепежа. С другой стороны, отверстие с раззенковкой имеет стороны, параллельные друг другу, и поэтому не требует сужения.
Зенковка в сравнении с цековкой: условное обозначение
Обозначение для отверстия с зенковкой — «⌵», а условное обозначение отверстия с цековкой — «⌴». Символы пытаются изобразить формы поперечного сечения различных типов отверстий после создания зенковки или зенковки.
Зенковка или зенковка: применение
Выбор зенковки или зенковки зависит от требований к конструкции. Зенковка или зенковка могут использоваться в каждом из указанных приложений: деревообработка, печатные платы (PCB), листовой металл и пластик. Однако инструменты с раззенковкой предназначены для создания отверстий с плоским дном, которые обеспечивают больше места для надежной затяжки металлических винтов и стопорных шайб. В результате зенковки обычно используются для тяжелых условий эксплуатации, включая машиностроение, строительство и автомобилестроение.
В результате зенковки обычно используются для тяжелых условий эксплуатации, включая машиностроение, строительство и автомобилестроение.
Другие типы отверстий при механической обработке
Другие типы отверстий, используемые при механической обработке, кроме зенковки и зенковки, включают:
- Глухое отверстие: Глухое отверстие может быть создано с помощью операции механической обработки, такой как сверление, развертывание или фрезерование . Однако отверстие достигает заданной глубины и не прорывается и не проходит через другую сторону заготовки. Кроме того, глухое отверстие также является отверстием с цековкой, поскольку оно имеет цилиндрическую форму и позволяет винту с плоской головкой плотно прилегать к нему.
- Простое отверстие: Под простым отверстием в операции обработки понимается отверстие одного диаметра, которое проходит через всю толщину материала. Эти отверстия можно использовать для различных целей, например, для скрепления компонентов друг с другом.

- Зенковка Отверстие: Отверстие с зенковкой — это отверстие с зенковкой, утопленной под поверхностью.
- Резьбовое отверстие: Резьбовое отверстие создается в процессе нарезания резьбы в стенках отверстия. Это удобно в тех случаях, когда нельзя использовать болты и гайки.
- Spotface: Spotface представляет собой неглубокое расточенное отверстие. Механическая обработка обеспечивает гладкую и качественную поверхность верхней части или поверхности отверстия.
Резюме
В этой статье представлены отверстия для зенковки и цековки, объяснено, что они из себя представляют, и обсуждено, когда каждое из них используется при механической обработке. Чтобы узнать больше об обработке отверстий, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Team Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Зенковка VS Зенковка — в чем разница между ними?
Адам Дэвис
•
Факты, проверенные Николь PAV
Новички в мир резания и обработки часто переключают счетчики VS. Несмотря на то, что эти два слова очень похожи, все же есть некоторая разница.
Эти различия влияют на использование винтов и болтов и форму отверстий, которые они делают. Следовательно, эта статья направлена на то, чтобы выделить основные различия между этими двумя стилями сверления отверстий.
Кроме того, к концу этого чтения мы надеемся, что вы научились успешно делать отверстия, используя оба метода.
Содержание
- 1. Что такое зенковка и зенковка?
- Что такое цековка?
- Что такое зенковка?
- 2. Существует ли много стилей зенковки?
- Фреза для поперечных отверстий
- Плоская зенковка
- Наконечник
- 3.
 В чем разница между зенковкой и зенковкой?
В чем разница между зенковкой и зенковкой?- 3.1 Форма
- 3.2 Тип крепежа
- 3.3 Применение
- 4. Зенковка VS Зенковка – Какие инструменты могут сделать зенковку?
- 4.1 Когда нужна зенковка?
- 5. Зенковка VS Зенковка – Когда следует использовать зенковку?
- 5.1 Какими инструментами можно производить зенковку?
- 6. Зенковка VS Зенковка — какой способ проще?
- 7. Зенковка VS Зенковка – частые вопросы и ответы
- 7.1 Что означает снятие заусенцев?
- 7.2 Как определить размер зенковки VS зенковки?
- Резюме
Рис. 1: Поперечное сечение зенковки и зенковки
1. Что такое зенковка и зенковка?
Эти два метода создают отверстия, но поскольку они различаются по форме, то и соответствующий крепеж. Вы должны понимать эти два, чтобы знать, какой вариант подходит для вашего проекта.
Зенковка или зенкер одновременно относится к режущему инструменту и самому отверстию. Таким образом, вам следует рассмотреть динамическое использование обоих терминов в следующей части этой статьи.
Таким образом, вам следует рассмотреть динамическое использование обоих терминов в следующей части этой статьи.
Что такое цековка?
Цековка позволяет получить цилиндрическое отверстие с увеличенной плоской головкой, чтобы головка крепежа подходила заподлицо. Долото Форстнера просверливает отверстие определенной глубины и диаметра.
Отличительной особенностью зенковки является то, что диаметр отверстия немного меньше диаметра головки крепежного элемента. Зенковка обычно имеет два различных радиуса резания.
Один предназначен для фактической зенковки, а другой — для выемки. Интересной особенностью зенковки является то, что она помогает скрыть застежку при соединении деталей.
Что такое зенковка?
Зенковка создает коническое отверстие под углом, совпадающим с углом головки винта, что обеспечивает посадку заподлицо. Точно так же посадка заподлицо осуществляется либо на поверхность заготовки, либо немного ниже.
Существует несколько видов зенкеров для различных целей и областей применения. Кроме того, зенкер может помочь снять заусенцы или создать фаски на заготовке.
Отличительной чертой зенковки является то, что она имеет V-образную форму. Как правило, чтобы использовать винт с конической головкой, у вас уже должна быть установлена зенковка. Многие свойства определяют зенковку, например; диаметр, глубина и угол.
Рис. 2. Зенковка крупным планом.
2. Существует много стилей зенковки?
Да, из-за спроса на различные области применения зенкеров существует множество стилей. Эти стили различаются конкретно из-за угла разреза.
Кроме того, каждый стиль имеет свои явные преимущества перед другими. Ниже приведены различные стандартные угловые зенкеры, имеющиеся на рынке сегодня, с соответствующими областями применения:
- 60° для снятия заусенцев
- 75° для головок заклепок
- 82° для винтов с потайной головкой по стандарту США
- 90° для винтов с потайной головкой
- 120° для зенкования заклепок из листового металла
- 180° для винтов и гаек с цилиндрической и шестигранной головкой.

Кроме того, подробное рассмотрение различных стилей зенковки представлено ниже:
Фреза для поперечного отверстия
Эта зенковка уникальна благодаря своему уникальному отверстию в зенкере. Он имеет отверстие под углом 45° к оси зенковки, но угол зенковки составляет 90°.
Отверстие под углом 45° способствует быстрому удалению стружки. Предотвращает заедание и сохраняет заготовку в чистоте. Они также являются лучшим выбором зенковки для снятия заусенцев.
Рис. 3: Зенковка с отверстием для удаления стружки.
Плоская зенковка
Вырезает цилиндрическую форму под углом 180° для винтов и гаек с цилиндрической и шестигранной головкой на конце этой зенковки. Направляющая сначала входит в предварительно просверленное отверстие для точности.
Существуют две широкие категории плоских зенкеров. Это сквозные и резьбовые отверстия. Отличаются они способом скрепления между собой двух отдельных заготовок.
Только второй материал продевается через отверстия, в то время как оба материала находятся в отверстии стержня резьбы. Опять же, диаметр фиксированной направляющей для сквозного отверстия часто больше, чем диаметр резьбового отверстия.
Раковинное грузило
Раковинное грузило имеет зенковку, установленную на спиральном сверле. Настройка такова, что начальное сверление и зенкование происходят за один рабочий шаг.
3. В чем разница между зенковкой и зенковкой?
Существуют определенные различия между зенковкой и зенковкой. Мы выделили некоторые из этих отличий, вот они:
3.1 Форма
Форма отверстия, производимого зенковкой, прямая, а зенковки – V-образная. Также можно сказать, что зенковка цилиндрическая, а зенковка каноническая.
Основное различие между зенковками и зенковками заключается в их форме. Таким образом, при физическом осмотре вы должны распознать оба типа отверстий.
Следует отметить, что зенкер производит более узкое отверстие, чем его головка. С другой стороны, цековка имеет одинаковый диаметр на всем протяжении.
С другой стороны, цековка имеет одинаковый диаметр на всем протяжении.
Рисунок 4: Зенковка с канонической/V-образной формой.
Рис. 5. Цековка с резьбой и без нее, демонстрирующая цилиндрическую форму.
3.2 Тип крепежа
В зависимости от характера зенковки или зенковки тип используемого крепежа автоматически различается. Зенковка всегда будет иметь крепеж с канонической головкой f, в то время как цековка имеет крепеж с плоским дном.
Примерами крепежных деталей с потайной головкой являются винты и болты с шестигранной головкой, гайки с торцевыми болтами и т. д.
3.3 Применение
Чаще всего дерево как материал довольно легко вставляется в канонические крепежные детали с головкой. Это автоматически делает зенкерование бесполезным в работе с деревом.
Следовательно, зенкерование лучше всего подходит для металлов, печатных плат и других менее гибких материалов; цековка более синонимична дереву и ее труднее выполнить.
Причина этого в том, что цековка обычно имеет гораздо большие головки.
4. Зенковка VS Зенковка – Какие инструменты могут сделать зенковку?
Простой инструмент, используемый для формирования зенковки, также называется зенковкой. Однако его иногда называют инструментом зенковки, чтобы избежать путаницы.
Эти инструменты бывают ручными или механическими. Ваше использование и приложение должны определять, какую версию вы покупаете. Тяжелые работы требуют большей мощности для более глубокого въезда.
Все, что вам нужно сделать, это учесть сложность вашей работы и приобрести хороший набор разных размеров.
4.1 Когда нужна зенковка?
В первую очередь, если вы выбрали коническую застежку, зенковка обязательна. Кроме того, идеальное прилегание головки крепежа к поверхности заготовки всегда придает вашей работе безупречный вид.
Более того, зенкер гарантирует, что ваш крепежный элемент войдет в заготовку на всю длину. Это обеспечит идеальную посадку и прочное соединение без нарушения поверхности заготовки.
Это обеспечит идеальную посадку и прочное соединение без нарушения поверхности заготовки.
Несомненно, зенковка добавляет эстетики вашей работе и предотвращает возможные порезы или разрывы кожи или одежды.
5. Зенковка VS Зенковка – Когда следует использовать зенковку?
Редкий случай, когда крепеж недостаточно длинный, можно легко решить с помощью зенковки. При креплении двух заготовок они имеют толщину больше доступной длины крепежа.
Раззенковка предлагает решение, гарантируя, что отверстия достаточно только для крепления. С зенковкой можно крепить, не позволяя головке крепежа мешать.
Несмотря на то, что раззенковка не увеличивает длину крепежа, она все же помогает достичь конечной цели. Это происходит, когда отверстие совпадает с резьбовым концом крепежа, а головка остается ниже поверхности заготовки.
5.1 Какими инструментами можно производить зенковку?
В отличие от зенковки, сверло Форстнера производит зенковку. Эти биты бывают разных диаметров и делают точные отверстия с прямыми краями. Типичный размер биты на рынке варьируется от ¼’’ до 1’’.
Эти биты бывают разных диаметров и делают точные отверстия с прямыми краями. Типичный размер биты на рынке варьируется от ¼’’ до 1’’.
6. Зенковка VS Зенковка – какой способ проще?
Честно говоря, нет самого простого метода; зенкерование и зенковка требуют одинаковых усилий. Это можно сделать вручную или с помощью электроинструмента.
Ручной метод удобен только для леса. Другие материалы потребуют использования электроинструмента.
Помните, что древесина мягче, нежнее и ее легче разрушить, поэтому ручной инструмент лучше, чем механический. Ручной подход дает вам больше контроля над сверлением;
Однако он нужен вам больше, чем электроинструмент. Для удобства сделайте зенковку для застежки с конической головкой и цековку для застежки с Т-образной головкой.
7. Зенковка VS Зенковка – частые вопросы и ответы
Узнайте о некоторых важных вопросах, которые чаще всего задают о зенковке и зенковке ниже
7.1 Что означает снятие заусенцев?
Результат Purdue из мелких кусочков материалов, оставшихся после сверления сквозного отверстия. Заусенцы опасны, особенно если они металлические.
Заусенцы опасны, особенно если они металлические.
Поэтому процесс удаления этих заусенцев называется удалением заусенцев. Зенковка с углом 60° помогает успешно удалить заусенцы.
Удаление заусенцев помогает расширить входную область отверстия за счет зенкерования и облегчает нарезание внутренней резьбы в отверстии.
7.2 Как определить размер зенковки или зенковки?
Как для зенковки, так и для зенковки выполните следующие шаги, чтобы определить ее размеры:
- Измерьте диаметр винта и разделите его на два, чтобы получить радиус.
- Вычислить площадь круга через ℼ× (радиус)2.
- Из результата в пункте (b) выше снова умножьте его на длину винта.
- Результат (c) дает необходимую глубину зенковки.
Кроме того, для зенковки можно использовать долото Форстнера. Конструкция такова, что пилот имеет меньший диаметр, чем рифленый конец. Для зенковки используйте ту, которая соответствует желаемому углу.
