Центробежное литье миниатюр: Как SiOCAST революционизирует рынок миниатюр с помощью 3D мастер-моделей
Содержание
Как SiOCAST революционизирует рынок миниатюр с помощью 3D мастер-моделей
Formlabs Impact Awards – премия, которая присуждается пользователям Formlabs, состоящая из восьми номинаций и отмечающая различные инновации по всему миру в области производства, стоматологии, исследований и образования, устойчивого развития, здравоохранения, искусства и дизайна, проектирования и дизайна продукции, а также достижений пользователей.
В номинации «Устойчивое развитие» победила компания SioCast, которая разработала новую машину, устраняющую разрыв между литьем под давлением и литьем из смолы. Они также разработали формовочные литейные материалы, которые на 100% пригодны для вторичной переработки, что обеспечивает нулевой уровень отходов. А для создания высококачественных напечатанных моделей, SioCast использует 3D-принтеры Formlabs.
Компания SiOCAST намерена сформировать будущее производства миниатюр, поставляя собственную гибкую производственную систему, оборудование и материалы для изготовления высококачественных нетоксичных деталей на собственном производстве по разумной цене.
Используя 3D мастер-модели для изготовления силиконовых форм для уникального процесса, сочетающего преимущества 3D-печати, силиконового литья и литья под давлением, технология SiOCAST уже получила широкое распространение, от небольших студий до крупнейших производителей миниатюр в отрасли, таких как Monster Fight Club (The Witcher, Cyberpunk RED), Reaper Miniatures (Bones) и Warlord Games (Blood Red Skies, Bolt Action).
В этой статье Ферран Наварро, генеральный директор и соучредитель SiOCAST, рассказывает нам об их технологии производства миниатюрных и мелких деталей из термопластов, называемой системой Alemany, и о том, как они используют 3D-принтеры Formlabs в своем процессе.
Новая технология компании SiOCAST устраняет разрыв между 3D-печатью и литьем под давлением
Традиционные технологии производства больших объемов миниатюр могут быть дорогостоящими, недостаточно качественными и трудно масштабируемыми. Один из самых популярных таких процессов, литье под давлением, может достигать миллионных объемов, но он печально известен высокой стоимостью оснастки и длительным временем изготовления, что делает первоначальные инвестиции и большие объемы, необходимые для выхода на рынок, серьезным барьером для небольших компаний. Это также является серьезным барьером для более крупных игроков в сфере производства миниатюр из-за значительного риска, связанного с запуском новых миниатюрных конструкций.
Это также является серьезным барьером для более крупных игроков в сфере производства миниатюр из-за значительного риска, связанного с запуском новых миниатюрных конструкций.
Прямая 3D-печать миниатюр находится на противоположной стороне медали: с помощью таких технологий, как SLA 3D-печать, можно достичь чрезвычайно высокой детализации при низком барьере для входа. Однако 3D-печать не выдерживает конкуренции с литьем под давлением для создания больших объемов деталей. Производители миниатюр обычно используют 3D-печать для единичных экземпляров, очень малых партий или деталей, изготовленных по индивидуальному заказу.
Другие известные технологии изготовления миниатюр, такие как центробежное литье или литье из смолы, часто являются трудоемкими, грязными, трудно масштабируемыми и используют токсичные материалы, что делает их также сложными технологиями для адаптации к промышленному производству.
Компания SiOCAST была основана для решения этих проблем. Будучи дочерней компанией испанской группы Coniex, которая специализируется на решениях для литья под давлением и силиконовых форм уже более 35 лет, SiOCAST является результатом 8 лет внутренних исследований и разработок, направленных на преодоление разрыва в производительности между 3D-печатью и литьем под давлением, что позволяет достичь объемов производства от 50 до 50 000 уникальных деталей и даже до 400 000 деталей.
SiOCAST предлагает запатентованную систему впрыска термопластичной смолы, которая работает с формами из высокотемпературного вулканизированного силиконового каучука, изготовленными из высокодетализированных 3D-форм, для производства мелких деталей высокого качества из безопасного для игрушек прочного материала.
«Это новая технология, которая находится между центробежным литьем, литьем смолы и литьем под давлением. Мы добились большого прогресса, делая его максимально простым, чтобы каждый мог принять эту технологию. С помощью автоматизации мы можем достичь такой же производительности, как у очень большой машины для литья под давлением, с тем преимуществом, что наш силикон действительно недорогой, безопасный и производится на месте» — Ферран Наварро, генеральный директор и соучредитель Siocast.
Процесс изготовления силиконовых форм с помощью 3D-печати
Изготовление силиконовых форм исторически включает в себя разработку форм на основе физической эталонной модели или шаблона, которые традиционно изготавливались вручную, центрифугированием или обработкой на станках с ЧПУ.
Однако благодаря достижениям в области высококачественной и доступной SLA 3D-печати, например, как 3D-принтеры Formlabs, компания SiOCAST смогла надежно внедрить высокодетализированные 3D-модели в свой рабочий процесс.
Процесс формовки SiOCAST.
Процесс SiOCAST состоит из следующих этапов:
1. Цифровой дизайн пресс-формы
Дизайн 3D-модели от Broken Anvil Miniatures.
Используя программное обеспечение САПР, дизайнер моделирует как можно более детально, так как эти детали будут отражены в 3D-модели, а затем перенесены в пресс-форму SiOCAST и далее в формованную модель. Конструкции с большими поднутрениями также можно изготовить с помощью процесса SiOCAST. В настоящее время максимальная толщина конечных деталей, изготовленных с помощью SiOform1, составляет 40 мм. Во время процесса литники также добавляются из их стандартизированной библиотеки файлов.
2. 3D-печать мастер-моделей и бегунков
3D-шаблоны, напечатанные на Form 3+, и направляющие, напечатанные на Fuse 1.
После окончательной доработки цифровой модели компания SiOCAST использует программное обеспечение Formlabs для подготовки к печати — PreForm и SLA 3D-принтер Form 3+ для печати мастер-модели, используя смолу Model V2, поскольку она выдерживает высокие температуры и обеспечивает хорошие механические свойства в процессе вулканизации.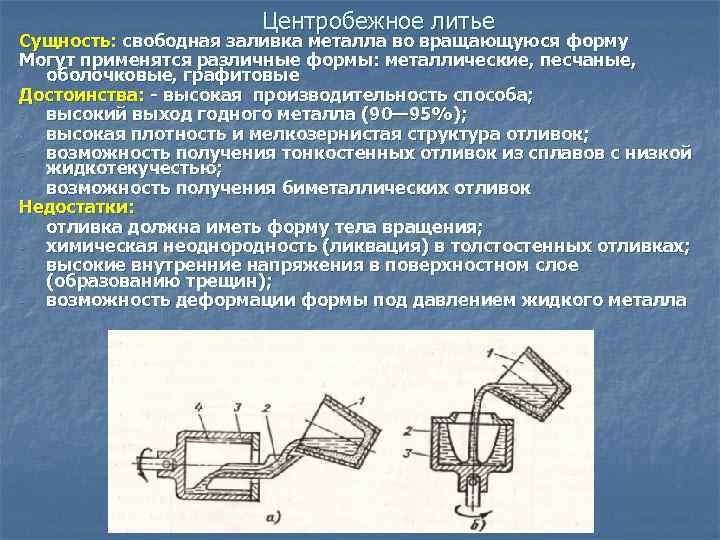
Они ориентируют детали под углом около 45 градусов. Когда плоские поверхности прикрепляются к платформе, они используют фаски по краям, чтобы шпатели не сломали детали.
«У нас четыре принтера Formlabs, и они работают непрерывно. Наши клиенты тоже — они приобретают систему SiOCAST, и им требуется один или два принтера Formlabs, чтобы покрыть спрос на мастер-модели. У некоторых клиентов до четырех принтеров Formlabs, поскольку у них огромный спрос на печать», — говорит Ферран.
С помощью SLA 3D-принтера Form 3+ изготовление недорогих и высококачественных мастер-моделей возможно всего за несколько часов. Чтобы получить максимальное количество деталей, компания печатает миниатюры при высоте слоя 25 микрон.
«Мы уже пробовали различные технологии и машины для 3D-печати: DLP, SLA и SLS. Некоторые клиенты обращаются к технологии DLP для получения более тонких деталей, но смолы могут быть не такими прочными. В основном мы используем SLA 3D-принтеры Formlabs для таких приложений, где требуется высокий уровень детализации и стойкость вулканизации. И теперь, когда мы расширяемся до технических деталей, слоев Form 3+ толщиной 25 микрон абсолютно достаточно для таких типов моделей» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
И теперь, когда мы расширяемся до технических деталей, слоев Form 3+ толщиной 25 микрон абсолютно достаточно для таких типов моделей» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
После печати, модели проходят пост-обработку с помощью Form Wash и Form Cure.
Напечатанные бегунки на Fuse 1.
Компания SiOCAST использует 3D-печать не только для изготовления мастер-моделей, но и для изготовления бегунков, необходимых в процессе литья. Для этого используется SLS 3D-принтер Formlabs Fuse 1. Бегунки SLS долговечны, а некоторые из них могут помещаться в рабочей камере без поддержек, что позволяет компании SiOCAST поставлять эти бегунки своим пользователям по всему миру.
«Fuse 1 ускоряет наши разработки, позволяя делать много итераций для бегунков. В рамках внутреннего проекта R&D за последние две недели мы продвинулись больше, чем за последние два года» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
Процесс SLS 3D-печати аналогичен процессу SLA: файл для печати подготавливается в PreForm, а затем печатается с помощью порошка Nylon 12 на 3D-принтере Fuse 1. Последующие этапы обработки выполняются с помощью Fuse Sift. В SiOCAST также используется решение Coniex Abrast для пост-обработки поверхности, разработанное для аддитивно изготовленных деталей.
3. Изготовление силиконовых форм с вулканизацией
Подготовка формы к вулканизации.
Следующим шагом, когда шаблоны и направляющие бегунки в руках, является создание форм из силиконового каучука SiOmold. Это твердый силиконовый материал SiOCAST с твердостью 65 или 80 единиц по Шору, изготовленный по заказу группы CONIEX из эластомера, обладающего исключительной термо- и механической прочностью. Силиконовый ламинат помещается внутрь жесткой и точной металлической рамы, изготовленной с помощью станков с ЧПУ, а затем напечатанные шаблоны равномерно укладываются поверх силикона и тщательно выравниваются, добавляя больше силикона вокруг него, чтобы найти желаемую линию разъема. Напечатанные на SLS 3D-принтере бегунки прессуются в формирующуюся плиту.
Напечатанные на SLS 3D-принтере бегунки прессуются в формирующуюся плиту.
Центрирующие направляющие добавляются для удержания двух частей пресс-формы вместе. Затем сверху насыпают тальк в качестве разделительного средства, которое предотвратит прилипание обеих сторон силикона друг к другу. Добавляется верхний слой силикона, и металлический каркас коробки закрывается. В зависимости от сложности формы этот процесс может занять от десяти минут до двух-трех часов.
Затем металлическая коробка помещается в вулканизационный пресс SiOpress, в котором силикон и напечатанные на 3D-принтере формы находятся под давлением 10 бар для выпуска воздуха и нагреваются до 120 градусов Цельсия.
В течение 40-60 минут процесса вулканизации, силикон становится жидким, и в этот момент он копирует каждую деталь с напечатанных форм, прежде чем соединить цепи эластомеров и превратиться в вулканизированную форму.
После охлаждения форму открывают, и напечатанные на 3D-принтере шаблоны извлекают из полостей, в результате чего получается окончательная форма, которая будет использоваться в машине SiOCAST. Затем напечатанные шаблоны могут быть повторно использованы в дополнительных раундах вулканизации.
Затем напечатанные шаблоны могут быть повторно использованы в дополнительных раундах вулканизации.
«Мы используем специальный разделительный агент, чтобы напечатанные на 3D-принтере шаблоны не прилипали к силикону после вулканизации, и их можно было повторно использовать для изготовления следующей формы. Как правило, напечатанная мастер-форма на 3D-принтере Formlabs способна выполнить три-четыре вулканизации или больше» — Ферран Наварро, генеральный директор и соучредитель Siocast.
4. Производство миниатюр с помощью SiOform1
В машине SiOform1 две половинки формы из вулканизированной резины соединяются вместе и помещаются внутрь, выбирается режим впрыска, и после нажатия одной кнопки машина уже работает: она удаляет воздух из формы и впрыскивает жидкую термопластичную смолу при температуре 240 градусов Цельсия.
Как только форма остынет, ее можно вынуть из машины. Вся эта часть процесса занимает всего около 30 секунд (до 1 минуты, если форма толстая), и сразу же можно установить новую форму для следующей партии.
После нескольких секунд остывания вне машины, первую партию миниатюр можно извлечь из формы и снять литник. Сочетание термопластичной смолы SiOCAST с силиконовым каучуком собственной разработки позволяет легко извлекать миниатюры из формы.
Из каждой отливки получается в среднем от 4 до 64 миниатюр, в зависимости от размера деталей и объема, который ограничен 100 г на один выстрел, а весь процесс происходит примерно в 10-20 раз быстрее, чем традиционное литье смолы.
«Вы можете чередовать формы, давая им остыть прежде, чем снова использовать их в машине. Обычно вы работаете с тремя-девятью различными вращающимися формами. Вы можете делать 25-40 отливок в час. А если есть система автоматизации, мы можем довести производительность до 60-80 впрысков в час, изготавливая от 100 до 1000 деталей в час и все это с тем же уровнем детализации, что и у исходного напечатанного на 3D-принтере образца» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
Каждая силиконовая форма имеет размеры 210 x 270 миллиметров и может иметь толщину до 50 миллиметров, что позволяет вместить конечные детали толщиной до 40 миллиметров. Формы выдерживают около 300-500 отливок, что делает их пригодными как для мелкосерийного, так и для серийного производства.
Клиенты SiOCAST могут либо купить окончательные силиконовые формы непосредственно у них с помощью службы readyCAST, либо изготовить свои собственные формы на месте, что является стандартным предпочтительным решением. Компания предлагает полный пакет обучения для новичков на каждом этапе пути.
Система, меняющая правила игры в отрасли
Непосредственное изготовление миниатюр с помощью 3D-печати по-прежнему является отличным вариантом для разовых или небольших партий, но компания SiOCAST установила стандарт для профессионального изготовления миниатюр.
Конечные потребители утверждают, что они получают более прочные, гораздо более детализированные и легко окрашиваемые детали, которые они не могут получить при литье смолы, металлических миниатюр или при литье под давлением.
Такие компании, как Monster Fight Club (The Witcher, Cyberpunk RED), Warlord Games (Blood Red Skies, Bolt Action), Reaper Miniatures (Bones USA), Titan Forge Miniatures, Corvus Belli (Infinity the Universe), Yedharo Models и Creature Caster — это лишь некоторые из игроков, принявших систему SiOCAST.
Миниатюры Ведьмака от Monster Fight Club.
Система SiOCAST была хорошо принята на рынке миниатюр, а также в индустрии аниме и манги.
Миниатюра Japan Weekend, сделанная с помощью SiOCAST.
Компания также выходит на рынок модельного ландшафта и уже работала с некоторыми из основных производителей ландшафтного моделирования.
Модель пейзажа от Miniatur Wunderland.
Некоторые производители ролевых игр, такие как Galladoria Games, распространяют преимущества системы SiOCAST на рынок ландшафтов и сценографии. Примеры компаний, переходящих на систему SiOCAST с рынка миниатюр, растут с каждым днем.
Местность Галладории в D&D.
Детали Dungeons & Dragons, сделанные с помощью SiOCAST.
Местное производство
Новая система производства действительно двигает колесо в отрасли. Ферран отмечает, что только несколько компаний в мире, занимающихся изготовлением миниатюр, могут на 100% обеспечить производство пластика собственными силами при использовании традиционных методов. Большинство компаний полагаются на поставки из Китая, что обычно сопровождается высокими логистическими расходами, а также длительными сроками изготовления и высокими минимальными объемами заказа (MOQ). Но теперь, благодаря SiOCAST, предприятия любого размера могут перенести производство на внутренний рынок.
Например, коллекция Bones USA компании Reaper Miniature не только перешла от изготовления металлических миниатюр к миниатюрам из термопластика с помощью SiOCAST, но и перенесла свою производственную линию из Китая в США.
Экологически чистое, безотходное производство
SiOCAST также подчеркивает тот факт, что их запатентованный пластик SiOres нетоксичен, сертифицирован EN-71 Toy Safe, а их производственная система является экологически чистой. Смола, из которой отливаются миниатюры, является многоразовой, поэтому все пропущенные отливки или бегунки измельчаются и смешиваются с новым материалом, что делает систему производства пластика безотходной.
Смола, из которой отливаются миниатюры, является многоразовой, поэтому все пропущенные отливки или бегунки измельчаются и смешиваются с новым материалом, что делает систему производства пластика безотходной.
Благодаря локальному производству и системе, адаптируемой к спросу, нет необходимости в складских запасах или отходах из-за непроданной продукции. Это, в сочетании с компактными машинами, необходимыми для производства миниатюр, позволяет занимать небольшую площадь.
Высококачественные миниатюры местного производства от Broken Anvil Miniature.
Ферран говорит, что в помещении площадью всего 10 квадратных метров «вы можете иметь собственные производственные мощности для крупносерийного производства. Вы не можете сделать это с помощью ручных машин для литья под давлением, которые являются действительно хорошими машинами, но ограничены по размеру или мощности».
«При литье под давлением у вас много отходов. Около 20% пластика идет в мусорное ведро. Миниатюры, как правило, производятся за границей, и их приходится везти в США. Кроме того, производитель должен сделать 20 000 штук и, возможно, продаст половину, остальное придется выбросить. Поэтому литье под давлением хорошо для больших объемов, оно экономически эффективно, но оно не так экологично и имеет большой углеродный след. В системах литья смолы образуется в 20 раз больше силиконовых остатков, чем в SiOCAST, а также 30-40% токсичной смолы уходит в виде бегунков, которые никогда не используются», — добавляет Ферран.
Миниатюры, как правило, производятся за границей, и их приходится везти в США. Кроме того, производитель должен сделать 20 000 штук и, возможно, продаст половину, остальное придется выбросить. Поэтому литье под давлением хорошо для больших объемов, оно экономически эффективно, но оно не так экологично и имеет большой углеродный след. В системах литья смолы образуется в 20 раз больше силиконовых остатков, чем в SiOCAST, а также 30-40% токсичной смолы уходит в виде бегунков, которые никогда не используются», — добавляет Ферран.
Высококачественные детали по разумной цене
Когда игроков спрашивают, что они хотят видеть в миниатюре, уровень детализации всегда является ответом номер один от потребителей.
Однако иметь такой уровень детализации по разумной цене — это «святой Грааль». Как объяснил Ферран, «то, чего все действительно хотят в любом приложении, — это иметь преимущества недорогой оснастки, очень высокую детализацию, которую можно скопировать с помощью силикона, но при этом производительность промышленных технологий, таких как литье под давлением».
Как объяснил Ферран, «то, чего все действительно хотят в любом приложении, — это иметь преимущества недорогой оснастки, очень высокую детализацию, которую можно скопировать с помощью силикона, но при этом производительность промышленных технологий, таких как литье под давлением».
Другим успешным примером является компания Warlord Games, которая смогла произвести более 400 000 единиц самолета для игры Blood Red Skies, используя процесс SiOCAST в 4 различных цветах. Традиционно такой тип крупносерийного производства был бы возможен только при литье под давлением, да и уровень детализации был бы не тот.
С SiOCAST было произведено более 400 000 самолетов Red Blood Skies.
«При литье под давлением, точка безубыточности будет находиться в районе 10-15 тысяч единиц одного изделия, поскольку пресс-форма может стоить от пяти до десяти тысяч евро. Конечно, пластмассы для литья под давлением действительно дешевы, но к этому нужно добавить время изготовления, доступность и уровень детализации. Даже если вы посмотрите на самых качественных производителей миниатюр на рынке, использующих литье под давлением, они не получат той детализации, которую вы получите при использовании силикона. Это довольно существенная разница»» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
Даже если вы посмотрите на самых качественных производителей миниатюр на рынке, использующих литье под давлением, они не получат той детализации, которую вы получите при использовании силикона. Это довольно существенная разница»» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
Расширение области применения
Система SiOCAST была хорошо принята и в других отраслях и сферах применения, таких как производство обуви, клавиатур, медицинских разъемов, компонентов для овермолдинга, а также различных типов мягких и прочных деталей. Например, один из клиентов изготовил колеса и переключатели для авиасимулятора, используя мастер-модели, напечатанные на Fuse 1 и Form 3+. Преимущества SiOCAST для этой компании позволяют производить конечные детали с отличным качеством поверхности по низкой цене при быстром обороте локального производства. Ни одна другая технология в настоящее время не отвечает этим требованиям.
Деталь для авиасимулятора от Aplica Design, изготовленная с помощью SiOCAST.
Овермолдинг с использованием пресс-форм SiOCAST.
Яндекс показать схему метро — Bitbucket
Created by
sarifallling1982
snippet.markdown
———————————————————
>>> СКАЧАТЬ ФАЙЛ <<<
———————————————————
Проверено, вирусов нет!
———————————————————
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Яндекс.Метро интерактивная карта метро Москвы с расчётом времени и прокладкой маршрутов с учётом данных о закрытии станций и вестибюлей. Яндекс.Метро интерактивная карта метро Санкт-Петербурга с расчётом времени и прокладкой маршрутов с учётом данных о закрытии станций и. Яндекс.Метро интерактивная карта метро Киева с расчётом времени и прокладкой маршрутов с учётом данных о закрытии станций и вестибюлей. Актуальная схема метро Москвы. в кольце новая схема метро Москвы. напишите комментарий или отправьте письмо на andkozinskiy@. Планируйте подземные поездки в Москве, Санкт-Петербурге, Киеве, Харькове, Минске и Стамбуле и узнавайте время поездок с учётом пересадок. Приложение поможет найти оптимальный маршрут в метро без интернета. Планируйте подземные поездки в Москве. Схема метро Оплата проезда МЦК О метрополитене Пассажирам Пресс- служба «Музыка в метро» «Ночь в метро» Обратная связь Центр. Схема метро Москвы обычно вывешена в наземных вестибюлях и на платформах станций. Рекомендуем распечатать данную карту, она пригодится. Интерактивная схема Московского метрополитена за 2017 год со станциями МЦК: расчет оптимального маршрута, связь с картой Москвы и. Интерактивная карта Московского метрополитена — привычный дизайн, простота и вся необходимая функциональность.
Яндекс.Метро интерактивная карта метро Киева с расчётом времени и прокладкой маршрутов с учётом данных о закрытии станций и вестибюлей. Актуальная схема метро Москвы. в кольце новая схема метро Москвы. напишите комментарий или отправьте письмо на andkozinskiy@. Планируйте подземные поездки в Москве, Санкт-Петербурге, Киеве, Харькове, Минске и Стамбуле и узнавайте время поездок с учётом пересадок. Приложение поможет найти оптимальный маршрут в метро без интернета. Планируйте подземные поездки в Москве. Схема метро Оплата проезда МЦК О метрополитене Пассажирам Пресс- служба «Музыка в метро» «Ночь в метро» Обратная связь Центр. Схема метро Москвы обычно вывешена в наземных вестибюлях и на платформах станций. Рекомендуем распечатать данную карту, она пригодится. Интерактивная схема Московского метрополитена за 2017 год со станциями МЦК: расчет оптимального маршрута, связь с картой Москвы и. Интерактивная карта Московского метрополитена — привычный дизайн, простота и вся необходимая функциональность.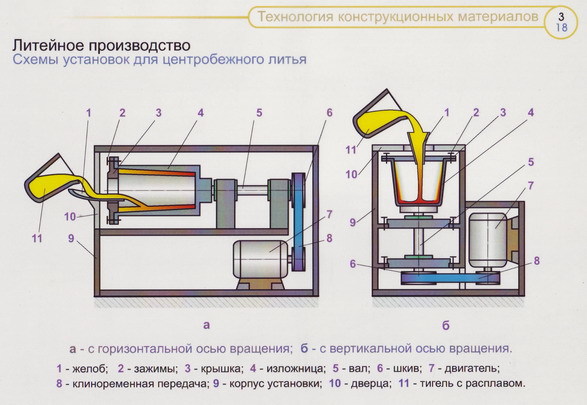 — тысячи обучающих роликов на нашем сайте бесплатно! В видеокурсе рассмотрены все возможности сервиса. Яндекс.Метро для Android — Служит для доступа к картам. Скачать Яндекс. Метро бесплатно на freeSOFT. показать все (1) / добавить отзыв. ПОХОЖИЕ ПРОГРАММЫ. Яндекс.Транспорт · Схемы станций метро Москвы · Яндекс. Карта (схема) метро Москвы с расчетом времени и возможностью проложить и посмотреть оптимальный маршрут на карте метро. Интерактивная. Московское центральное кольцо появилось на новой схеме московского метро. Об этом сообщает . Схема связала каждую из. Схема метрополитена · Интерактивная схема · Перспективная схема метрополитена · История метро в схемах. Схема метрополитена. схема метро. Схема Московского метро и Санкт-Петербурга от компании Яндекс скачать бесплатно без регистрации и смс. Карта метро Санкт-Петербурга, Москвы. Карта метро Киева (на украинском языке) Чтобы увеличить схему, необходимо. сервисом от компании Яндекс. Онлайн карта метро Киева схема с. Карта метро г.Нижний Новгород.
— тысячи обучающих роликов на нашем сайте бесплатно! В видеокурсе рассмотрены все возможности сервиса. Яндекс.Метро для Android — Служит для доступа к картам. Скачать Яндекс. Метро бесплатно на freeSOFT. показать все (1) / добавить отзыв. ПОХОЖИЕ ПРОГРАММЫ. Яндекс.Транспорт · Схемы станций метро Москвы · Яндекс. Карта (схема) метро Москвы с расчетом времени и возможностью проложить и посмотреть оптимальный маршрут на карте метро. Интерактивная. Московское центральное кольцо появилось на новой схеме московского метро. Об этом сообщает . Схема связала каждую из. Схема метрополитена · Интерактивная схема · Перспективная схема метрополитена · История метро в схемах. Схема метрополитена. схема метро. Схема Московского метро и Санкт-Петербурга от компании Яндекс скачать бесплатно без регистрации и смс. Карта метро Санкт-Петербурга, Москвы. Карта метро Киева (на украинском языке) Чтобы увеличить схему, необходимо. сервисом от компании Яндекс. Онлайн карта метро Киева схема с. Карта метро г.Нижний Новгород. deleted]]
deleted]]
[[/deleted]]
В мастерской: Spincasting — Основы
Реклама
Хотите знать, как вращать миниатюры? Новички Mindworm Games приглашает вас на экскурсию по фабрике:
Убери Mindworm:
Для вращения литых металлических миниатюр вам понадобятся пять основных элементов:
- Резина
- Металл
- Тепло
- Давление
- Центробежная сила
У меня плохое предчувствие по этому поводу…
Вам нужна резина для создания полостей формы и металл для заполнения этих полостей. Тепло и давление делают вашу форму. Давление, тепло и центробежная сила позволяют поместить металл в полости формы.
Большинство миниатюр для настольных игр изготавливаются с использованием форм из олова и органического каучука.
Реклама
Основная заготовка формы из органического каучука. Они приятно пахнут, особенно когда их готовишь!
Они приятно пахнут, особенно когда их готовишь!
Заготовки резиновых форм помещаются в рамку, которая сохраняет форму формы и позволяет применять тепло и давление. Резина плавится, обтекает миниатюры, а затем затвердевает. Слой смазки для пресс-формы предотвращает слипание двух половинок, поэтому вы можете разъединить пресс-форму и снять слепки.
Резина довольно податливая, поэтому, если вам лень, вы можете втиснуть в нее мини!
Отверстие в верхней половине формы позволяет заливать расплавленный металл в форму во время ее вращения, а центробежная сила вращения заставляет расплавленный металл вытекать из центра формы в полости. Когда металл остывает, он затвердевает, и у вас появляются новые миниатюры.
Вставить расплавленный металл в отверстие…
Реклама
Вот и все. Вы можете получить много модного оборудования, чтобы сделать все это, но вы также можете сделать это с помощью всего, что может применить соответствующие силы. Вам нужно около 2000 фунтов давления на форму и 250-350 градусов по Фаренгейту, чтобы приготовить его правильно. Ваша оловянная посуда должна быть нагрета до 500 градусов для литья, форма должна иметь давление от 10 до 30 фунтов, чтобы две половины не разделились, и она должна вращаться со скоростью более 500 об/мин.
Вам нужно около 2000 фунтов давления на форму и 250-350 градусов по Фаренгейту, чтобы приготовить его правильно. Ваша оловянная посуда должна быть нагрета до 500 градусов для литья, форма должна иметь давление от 10 до 30 фунтов, чтобы две половины не разделились, и она должна вращаться со скоростью более 500 об/мин.
Этот прекрасный кусок металла сохраняет форму формы, пока ее сжимают и плавят.
Джош Квалтьери (ZombieSmith Studios), например, с нуля построил свой первый центрифуг из деталей старой стиральной машины и вулканизированных форм в своей духовке с каркасом из металлолома и несколькими зажимами. Тем не менее, за 3000 долларов вы получите подержанную профессиональную установку, вы можете получить элегантную новую всего за 6000 долларов, и вы можете потерять более 10 000 долларов за высококачественную базовую установку, если у вас есть намного больше денег, чем у вас. необходимость.
Форма входит в литейную форму, пластина помещается сверху, поршень сжимает ее вместе, и электродвигатель очень быстро ее раскручивает. Это в основном ракетостроение.
Это в основном ракетостроение.
В течение следующих нескольких месяцев мы проведем вас через процесс спиннинга от начала до конца, более подробно, что вам, вероятно, будет небезразлично. У нас также будет много видео для тех из вас, кто предпочитает смотреть дерьмо на Youtube. Но нового компьютера еще нет, и у меня нет времени ждать 6 часов, пока видео отрендерится на моем ноутбуке, так что вам придется подождать, хорошо.
Реклама
Готово! Вот так это выглядит внутри!
Следуйте за нами на Facebook
В нашем Instagram обычно есть сюрпризы
Мы резервируем ленту Twitter для наших самых странных быков*#t!
Скоро будет больше «В мастерской»!
Автор: Ларри Вела
Папа, геймер, издатель, пилот, Техас. Все игры с младших классов.
Я основал BoLS Interactive в 2006 году. Я пожизненный энтузиаст настольных и ролевых игр, а также интернет-издатель, каждый день работающий над тем, чтобы развлекать и информировать своих читателей.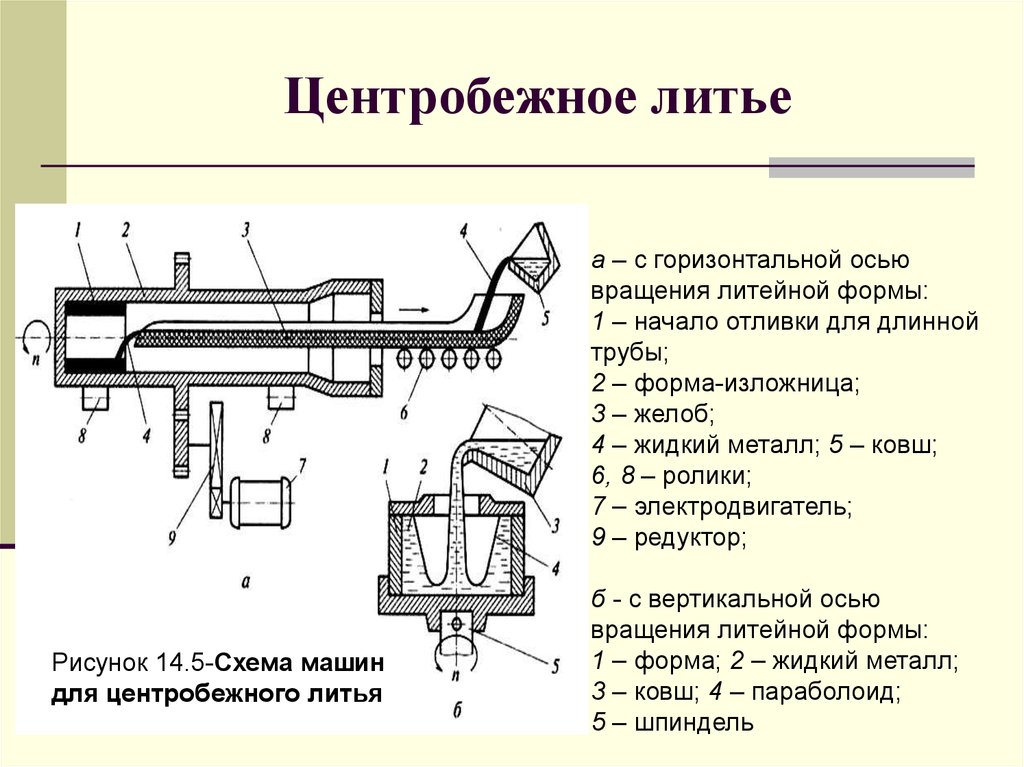
Я играю в РПГ и настольные игры с 19-го года.70-е годы. Я играю и освещаю Warhammer и Warhammer 40K уже более 35 лет.
Реклама
Обучение игре
Хобби
Игры разума
Миниатюры
Спиннинг
Мы являемся экспертами в области решений для центробежного литья.
В CONIEX мы более 35 лет работаем в литейной промышленности. центробежное литье . Наши знания и видение отрасли позволяют нам разрабатывать собственные силиконовые формы и продукты, адаптированные к самым требовательным потребностям каждого рынка.
В нашей работе мы делимся с клиентами опытом и знаниями, полученными в процессе центробежного литья, для развития совместной деятельности и улучшения их производственного процесса .
Силиконовая смесь
Небольшая лабораторная установка для смешивания позволяет нам создавать индивидуальные рецептуры в количестве 500 г. предоставлять ценные решения для наших клиентов. Гибкость и точность наших инструментов обеспечивают высокую степень контроля над смесями, что позволяет нам изучать даже малейшие различия.
Гибкость и точность наших инструментов обеспечивают высокую степень контроля над смесями, что позволяет нам изучать даже малейшие различия.
Резка силикона
Образцы вулканизированного силикона вырубаются в виде испытательных образцов стандартных размеров, чтобы их можно было изучить. Образцы на растяжение и разрыв создаются для последующего испытания.
Реометрия
В тесте на реометрию мы вводим сырой силикон, и он точно указывает на кривую вулканизации эластомера, где мы анализируем его свойства и характеристики на всех этапах процесса.
Силиконовая тяга
При испытаниях на растяжение можно увидеть кривую растяжения-деформации, которая указывает на механические свойства силикона. Мы можем детально изучить небольшие вариации свойств смесей и точно определить потребности формулы нашего клиента.
Тестовый контроль цвета
Подготовка образцов для микроскопии необходима для контроля хорошего рассеивания цвета и смешивания.
Твердость силикона
Твердость силикона по Шору-А измеряется после производства каждой партии для обеспечения стабильности наших продуктов.
Для наших клиентов важно, чтобы твердость силикона соответствовала требованиям для каждого типа формы и промышленного применения.
CONIEX имеет собственную технологию силиконовых составов, результат многолетних постоянных разработок и исследовательских проектов. Наши технические специалисты и команды высокоспециализированы в самых требовательных приложениях с использованием самого современного оборудования и при поддержке университетов и технологических центров.
I Лаборатория качества и НИОКР, Качество как сырья, так и произведенной продукции строго контролируется в соответствии с правилами, применимыми к каждому продукту и сектору.
Наша цель — создавать продукты, которые обслуживают приложения и процессы наших клиентов, повышая их конкурентоспособность и прибыльность.
Сферы применения
Пресс-формы для замак
Для производства деталей из замака требуется ряд пресс-форм с лучшими механическими свойствами и отличной термостойкостью , что гарантирует долгий срок службы пресс-формы.
Оловянные формы
Наш ассортимент SILCODISC-PE форм , характеризуется высокой механической устойчивостью к разрыву и истиранию, гарантирует очень долгий срок службы форм. Они специально разработаны и изготовлены для центробежного литья металлических сплавов с низкой температурой плавления, таких как Pewter и других сплавов олова.
Формы для оригиналов из смолы
Для изготовления форм с оригиналами из смолы мы производим ассортимент, который вулканизируется при 90ºC и 120ºC , что позволяет делать первые копии без повреждения оригиналов и с малой усадкой.
