Цвет никелевого покрытия: Цвет матовый никель и матовый хром отличия – чем отличается хромирование от никелирования?
Содержание
Цвет матовый никель и матовый хром отличия – чем отличается хромирование от никелирования?
Хромирование или никелирование?
- admin
- Стройка и ремонт
- 0
Дверные ручки цвета матовый никель и хром
Обилие видов дизайнерского исполнения современного жилища и разные вкусовые предпочтения людей заставляют производителей фурнитуры создавать все больше новых моделей дверных ручек. В свою очередь компания D-handle, собрав воедино ассортимент лучших европейских торговых марок данного направления, предлагает широчайший диапазон продукции, чтобы Вам действительно было из чего выбрать. В разделе дверные ручки цвета матовый никель и хром представлены модели разных ценовых категорий от нескольких производителей. В изделии каждой отдельно взятой фабрики прослеживается свой собственный стиль исполнения. Melodia – это лаконичность и простота форм, Otero – блестящее торжество, Fimet Rossetti — присущий только ему футуристичный дизайн. Единственное, что объединяет каждую позицию этого раздела – сочетание разных комбинаций оттенков серебра – матового никеля и хрома. Если Вы хотите купить дверную ручку производства одной из вышеуказанных фирм, добавьте ее в корзину и оформите заказ прямо на нашем сайте. При возникновении вопросов Вы можете позвонить или написать нам указанный почтовый адрес.
Единственное, что объединяет каждую позицию этого раздела – сочетание разных комбинаций оттенков серебра – матового никеля и хрома. Если Вы хотите купить дверную ручку производства одной из вышеуказанных фирм, добавьте ее в корзину и оформите заказ прямо на нашем сайте. При возникновении вопросов Вы можете позвонить или написать нам указанный почтовый адрес.
Источник: https://sdf-handle.ru/category/dvernye-ruchki/furniture/color-matovyy_nikel_khrom/
Ручки дверные никель матовый
Никель и хром очень схожи по цвету. Более того некоторые мелкие производители фурнитуры присваивают эти названия одному и тому же цвету. Марки крупнее отличают никель от хрома.
В чем отличие никеля от хрома?
Как правило, никель это матовый цвет, он не отражает свет и не белстит на солнце. Хром – цвет блестящий, как привычный нам всем на сантехнике. Никель часто имеет немного желтоватый оттенок и смотрится не таким блестящим как хром.
Мы рекомендуем не погружаться в тонкости отличия этих цветов в теории и не ориентироваться на названия во избежание ошибки. Если вы хотите подобрать фурнитуру под какой либо цвет, уже существующий в вашем интерьере, то лучшим решением будет взять с собой в магазин образец и точно выбрать сочетания цветов визуально. Матовый никель сейчас очень популярен — он смотрится сдержанно и при этом очень дорого. Цвет не отражает от себя свет как хром и не создает световых ярких пятен, он подойдёт к интерьером как классического стиля так и hi tech.
Если вы хотите подобрать фурнитуру под какой либо цвет, уже существующий в вашем интерьере, то лучшим решением будет взять с собой в магазин образец и точно выбрать сочетания цветов визуально. Матовый никель сейчас очень популярен — он смотрится сдержанно и при этом очень дорого. Цвет не отражает от себя свет как хром и не создает световых ярких пятен, он подойдёт к интерьером как классического стиля так и hi tech.
Источник: http://DoorexMoscow.ru/kupit-dvernie-ruchki/ruchki-nikel-matovij
>Никелирование и хромирование (стр. 1 из 2) >ПЛАН
1. НИКЕЛИРОВАНИЕ. 2
2. ХРОМИРОВАНИЕ. 6
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ.. 10
1. НИКЕЛИРОВАНИЕ
Никелированные покрытия обладают рядом ценных свойств: они хорошо полируются, приобретая красивый долго сохраняющейся зеркальный блеск, отличаются стойкостью и хорошо предохраняют металл от коррозии.
Цвет никелевых покрытий серебристо-белый с желтоватым оттенком; они легко полируются, но со временем тускнеют. Покрытия характеризуются мелкокристаллической структурой, хорошим сцеплением со стальной и медной основой и способностью пассивироваться на воздухе.
Покрытия характеризуются мелкокристаллической структурой, хорошим сцеплением со стальной и медной основой и способностью пассивироваться на воздухе.
Никелирование широко применяют в качестве декоративного покрытия деталей светильников, предназначенных для освещения общественных и жилых помещений.
Для покрытия стальных изделий никелирование часто производят по промежуточному подслою из меди. Иногда применяют трехслойное покрытие никель-медь-никель. В отдельных случаях на слой никеля наносят тонкий слой хрома, при этом образуется покрытие никель-хром. На детали из меди и сплавов на ее основе никель наносят без промежуточного подслоя. Суммарная толщина двух и трехслойных покрытий регламентирована нормалями машиностроения, обычно она составляет 25–30 мкм.
На деталях, предназначенных для работы в условиях влажного тропического климата, толщина покрытия должна составлять не менее 45 мкм. При этом регламентируемая толщина слоя никеля не менее 12–25 мкм.
Для получения блестящих покрытий никелированные детали полируют. В последнее время широко применяют блестящее никелирование, при котором исключается трудоемкая операция механического полирования. Блестящее никелирование достигается при введении в электролит блескообразователей. Однако декоративные качества поверхностей, полированных механическим путем, выше, чем поверхностей, полученных способом блестящего никелирования.
В последнее время широко применяют блестящее никелирование, при котором исключается трудоемкая операция механического полирования. Блестящее никелирование достигается при введении в электролит блескообразователей. Однако декоративные качества поверхностей, полированных механическим путем, выше, чем поверхностей, полученных способом блестящего никелирования.
Осаждение никеля происходит при значительной катодной поляризации, которая зависит от температуры электролита, его концентрации, состава и некоторых других факторов.
Электролиты для никелирования относительно просты по своему составу. В настоящее время применяют сульфатные, борфтористоводородные и сульфамитные электролиты. На светотехнических заводах используют исключительно сульфатные электролиты, которые позволяют работать с высокими плотностями тока и получать при этом покрытия высокого качества. В состав этих электролитов входят соли, содержащие никель, буферные соединения, стабилизаторы и соли, способствующие растворению анодов.
Достоинствами этих электролитов являются недефицитность компонентов, высокая устойчивость и невысокая агрессивности. Электролиты допускают в своем составе высокую концентрацию соли никеля, что позволяет увеличивать катодную плотность тока и, следовательно, повышать производительность процесса.
Сульфатные электролиты обладают высокой электропроводностью и хорошей рассеивающей способностью.
Широкое применение получил электролит следующего состава, г/л:
NiSO4·7h3O240–250
NaCl*22,5
*Или NiCl2·6h3O – 45 г/л.
Никелирование проводят при температуре 60°C, pH=5,6÷6,2 и катодной плотности тока 3–4 A/дм2.
В зависимости от состава ванны и режима ее работы можно получить покрытия, обладающие различной степенью блескости. Для этих целей разработано несколько электролитов, составы которых приведены ниже, г/л:
для матового покрытия:
NiSO4·7h3O180–200
Na2SO4·10h3O80–100
h4BO330–35
NaCl5–7
Никелируют при температуре 25–30°C, на катодной плотности тока 0,5–1,0 A/дм2 и pH=5,0÷5,5;
для полублестящего покрытия:
Сернокислый никель NiSO4·7h3O200–300
Кислота борная h4BO330
2,6–2,7-Дисульфонафталиновая кислота5
Фтористый натрий NaF5
Хлористый натрий NaCl7–10
Никелирование ведут при температуре 20–35°C, катодной плотности тока 1–2 A/дм2 и pH=5,5÷5,8;
для блестящего покрытия:
Никель сернокислый (гидрат) 260–300
Никель хлористый (гидрат) 40–60
Борная кислота30–35
Сахарин0,8–1,5
1,4–бутиндиол (в пересчете на 100%) 0,12–0,15
Фталимид0,08–0,1
Рабочая температура никелирования 50–60°C, pH электролита 3,5–5, плотность катодного тока при интенсивном перемешивании и непрерывной фильтрации 2–12 A/дм2, плотность анодного тока 1–2 A/дм2.
Особенностью никелирования является узкий диапазон кислотности электролита, плотности тока и температуры.
Для поддержания состава электролита в требуемых пределах в него вводят буферные соединения, в качестве которых чаще всего используют борную кислоту или смесь борной кислоты с фтористым натрием. В некоторых электролитах в качестве буферных соединений используют лимонную, винную, уксусную кислоту или их щелочные соли.
Особенностью никелевых покрытий является их пористость. В отдельных случаях на поверхности могут появляться точечные пятна, так называемый «питтинг».
Для предотвращения питтинга применяют интенсивное воздушное перемешивание ванн и встряхивание подвесок с укрепленными на них деталями. Уменьшению питтинга способствует введение в электролит понизителей поверхностного натяжения или смачивающих веществ, в качестве которых применяют лаурилсульфат натрия, алкилсульфат натрия и другие сульфаты.
Отечественная промышленность выпускает хорошее антипиттинговое моющее средство «Прогресс», которое добавляют в ванну в количестве 0,5 мг/л.
Никелирование очень чувствительно к посторонним примесям, которые попадают в раствор с поверхности деталей или за счет анодного растворения. При никелировании стальных де-
талей раствор засоряется примесями железа, а при покрытии сплавов на основе меди – ее примесями. Удаление примесей осуществляют путем подщелачивания раствора карбонатом или гидроокисью никеля.
Органические загрязняющие вещества, способствующие питтингу, удаляют при кипячении раствора. Иногда применяют тонирование никелированных деталей. При этом получают цветные поверхности, обладающие металлическим блеском.
Тонирование осуществляют химическим или электрохимическим способом. Сущность его заключается в образовании на поверхности никелиевого покрытия тонкой пленки, в которой происходит интерференция света. Такие пленки получают путем нанесения на никелированные поверхности органических покрытий толщиной несколько микрометров, для чего детали обрабатывают в специальных растворах.
Хорошими декоративными качествами обладают черные никелевые покрытия. Эти покрытия получают в электролитах, в которые дополнительно к сульфатам никеля добавляют сульфаты цинка.
Эти покрытия получают в электролитах, в которые дополнительно к сульфатам никеля добавляют сульфаты цинка.
Состав электролита для черного никелирования следующий, г/л:
Сульфат никеля40–50
Сульфат цинка20–30
Роданистый калий25–32
Сернокислый аммоний12–15
Никелирование ведут при температуре 18–35°C, катодной плотности тока 0,1 A/дм2 и pH=5,0÷5,5.
2. ХРОМИРОВАНИЕ
Хромовые покрытия обладают высокими твердостью и износостойкостью, низким коэффициентом трения, стойки к действию ртути, прочно сцепляются с основным металлом, а также химически и нагревостойки.
При изготовлении светильников хромирование применяют для получения защитно-декоративных покрытий, а также в качестве отражающих покрытий при изготовлении зеркальных отражателей.
Хромирование производят по предварительно нанесенному подслою медь-никель или никель-медь-никель. Толщина слоя хрома при таком покрытии обычно не превышает 1 мкм. При изготовлении отражателей хромирование в настоящее время вытесняется другими способами покрытия, однако на некоторых заводах он еще применяется для изготовления отражателей зеркальных светильников.
Хром обладает хорошим сцеплением с никелем, медью, латунью и другими материалами, на которые выполняют осаждение, однако при осаждении других металлов на хромовое покрытие всегда наблюдается плохое сцепление.
Положительным свойством покрытий из хрома является то, что детали получаются блестящими непосредственно в гальванических ваннах, для этого не требуется их полировать механическим путем. Наряду с этим хромирование отличается от других гальванических процессов более жесткими требованиями к режиму работы ванн. Незначительные отклонения от требуемой плотности тока, температуры электролита и других параметров неизбежно приводят к ухудшению покрытий и массовому браку.
Рассеивающая способность хромовых электролитов невысокая, что приводит к плохому покрытию внутренних поверхностей и углублений деталей. Для повышения равномерности покрытий применяют специальные подвески и дополнительные экраны.
Для хромирования используют растворы хромового ангидрида с добавкой серной кислоты.
Промышленное применение нашли три типа электролитов: разбавленные, универсальные и концентрированные (табл.1). Для получения декоративных покрытий и для получения отражателей используют концентрированный электролит. При хромировании применяют нерастворимые свинцовые аноды.
Таблица 1 – Составы электролитов для хромирования
| компоненты | составы электролита, г/л | ||
| разбавлен- ного | универсаль- ного | концентри- рованного | |
| хромовый ангидрид серная кислота катодная плотность тока, А/дм2 температура раствора, °С | 150 1,5 45–100 55–60 | 250 2,5 15–60 45–55 | 350 3,5 10–30 35–45 |
В процессе работы концентрация хромового ангидрида в ваннах снижается, поэтому для восстановления ванн проводят ежесуточную корректировку путем добавления в них свежего хромового ангидрида.
Разработано несколько рецептур саморегулирующихся электролитов, в которых автоматически сохраняется соотношение концентрации
.
Состав такого электролита следующий, г/л:
Источник: https://mirznanii.com/a/325126/nikelirovanie-i-khromirovanie
Латунь
Самыми распространёнными смесителями являются латунные. Данный материал используется как для изготовления корпусов смесителей, так и для их покрытия. Латунь представляет собой сплав цинка с медью. Зачастую, в изделиях содержится около 60% меди. В незначительных количествах могут присутствовать цинк, никель, железо, олово, алюминий, марганец, а также свинец. Такая продукция неопасна для здоровья человека и наиболее устойчива к различным воздействиям окружающей среды. В среднем, латунные смесители служат 5-7 лет.
Нередко производители нарушает технологию процесса, меняя состав продукта. Например, для увеличения жидкотекучести получаемого сплава, в латунь добавляют свинец. Это облегчает процесс изготовления в плохо оборудованных условиях. Норма содержания свинца в сплаве — не более 2,5%. Уже при 3% появляются микротрещины и смеситель при эксплуатации может в любой момент дать течь. Более того, пользоваться таким смесителем просто опасно, так как вода из-под такого смесителя содержит свинец. При длительном употреблении такая вода может спровоцировать отравление, иногда онкологические заболевания.
Более того, пользоваться таким смесителем просто опасно, так как вода из-под такого смесителя содержит свинец. При длительном употреблении такая вода может спровоцировать отравление, иногда онкологические заболевания.
Также, плохо на качество продукции влияет слишком большое количество цинка в латуни. Добавляя данный металл в состав сплава, производитель снижает температуру литья и стоимость производства конечного продукта. Но полученные таким образом изделия плохо устойчивы к веществам, присутствующим в обычной водопроводной воде. Опознать подделку легко: на металле образуется белый налёт, что не свойственно латуни.
Цинк имеет меньшую температуру плавления, чем медь. Поэтому, во время плавки он выгорает, и в готовом продукте получаются характерные дефекты — маленькие царапины. Они редко заполировываются до конца, а тонкий слой хрома или никеля не способен их скрыть.
Есть ещё один способ продать некачественный товар под видом хорошего. Чтобы скрыть манипуляции с неправильным составом сплава или некачественными литьевыми формами, производитель обрабатывает проблемные детали лаком. Лаковое покрытие на время скрывает дефектную пористость поверхности, маленькие трещины. Первое время смеситель работает как положено.
Лаковое покрытие на время скрывает дефектную пористость поверхности, маленькие трещины. Первое время смеситель работает как положено.
Существует миф, что недорогие смесители делают из силумина (сплава кремния с алюминием). Действительно, из него изготавливают детали для различной мелкой бытовой техники, активно применяют в мото- и авиастроении. Но китайские силуминовые смесители являются городской легендой. Поэтому любые сравнения латунного и силуминового или медного и силуминового смесителей в магазине сантехники являются некорректными по той причине, что состав такого «силумина» неизвестен.
Хром
Хромирование — это процесс нанесения хрома (или его сплава) на поверхность предмета для повышения различных показателей: износостойкости, высокого сопротивления коррозии, жаростойкости и прочее.
Есть несколько методов нанесения хрома на поверхность:
- Гальванический, в свою очередь делящийся на диффузный и электролитический.
- Химический.

- Напыление.
Самым распространённым способом является электролитический, в частности водопроводную арматуру обрабатывают именно этим способом. Диффузный метод дешевле и экологичнее электролитического, так как в этом случае опасные электролиты не сливаются в окружающую среду.
Сантехника с хромом легко узнаваема по характерному глянцевому блеску, а также синевато-белому оттенку.
Толщина покрытия у качественного изделия должна быть не менее шести микрон. В противном случае на поверхности смесителя быстро появятся нежелательные разводы, известковая накипь и желтоватые пятна. Такие пятна невозможно вывести, так как именно в этих местах просвечивается металлическая основа изделия. Ещё одно негативное следствие тонкого и некачественного хромирования — отслаивание покрытия. В месте повреждения изделие покрывается ржавчиной, теряет товарный вид.
Никель
Никелирование — процесс нанесения никеля на поверхность изделия электролитическим или химическим способом. Никелированную поверхность смесителя легко узнать. В отличие от хрома, данное покрытие матовое. На этом тусклом металле почти не видно отпечатков пальцев или брызг воды.
Никелированную поверхность смесителя легко узнать. В отличие от хрома, данное покрытие матовое. На этом тусклом металле почти не видно отпечатков пальцев или брызг воды.
Электролитический и химический методы имеют ряд отличий. Первый способ обработки продукции более дешевый, поверхность обработанных изделий часто получается более пористой. Для повышения антикоррозийных свойств на поверхности изделия должны полностью отсутствовать поры. Это достигается несколькими способами. Либо проводится меднение поверхности смесителя, а затем никелирование, либо никель наносится в несколько слоёв. Финишным слоем нередко служит хром. Так как никелированные вещи со временем теряют первоначальный блеск, то сочетание никель-хром позволяет получить не только более устойчивую к агрессивным воздействиям окружающей среды, но и внешне привлекательную вещь.
В отличие от электролитического, химический метод обеспечивает равномерность толщины и качества покрытия на любых участках смесителя при условии доступа к ним раствора. Применение этого способа позволяет обрабатывать полости, зазоры, глубокие и узкие отверстия и прочие проблемные части изделий.
Применение этого способа позволяет обрабатывать полости, зазоры, глубокие и узкие отверстия и прочие проблемные части изделий.
Никелирование относится к катодному типу защиты изделия. Это означает, что металлическая поверхность предмета начинает реагировать с окружающей средой при любом повреждении целостности покрытия. Для улучшения защитных характеристик процесс никелирования должен проходить при соблюдении технологии и правильной последовательности действий. Если никель нанести на плохо подготовленную поверхность, с ржавчиной или грязью, то такое покрытие долго не продержится, начнёт отслаиваться и сыпаться.
Различия между покрытиями
- Цена. Никелированное изделие дешевле, его проще изготовить. Идеально подходит, если нужно сэкономить. Также смеситель с никелем можно рассматривать как временный вариант при ремонте помещения. Хромированный или латунный аналоги прослужат дольше, но стоят дороже.
- Гипоаллергенность. Никель является главной причиной аллергии на металлы, часто соприкасающиеся с кожей.
 Поэтому для людей склонных к контактному дерматиту использование никелированных смесителей не желательно.
Поэтому для людей склонных к контактному дерматиту использование никелированных смесителей не желательно. - Наоборот, хром не вызывает аллергию. Ещё одним несомненным плюсом хромированной поверхности является то, что на ней не выживают микроорганизмы.
- Долговечность. Хромированные смесители служат дольше других. Пористая поверхность никеля быстрее разрушается под воздействием агрессивной среды.
- Лёгкость ухода. На глянцевой поверхности хрома видны все загрязнения, даже самые маленькие брызги воды и разводы. Матовая поверхность никеля делает уход за ним более лёгким. Латунные смесители нуждаются в постоянной полировке или покрытии специальным лаком, в противном случае они покрываются окислами и патиной.
Какие бывают виды покрытий смесителей
- Хром-никелевое покрытие (хромированные)
- Сатин (матовый хром)
- Хром-цветное покрытие (бронзовые, золотые)
- Покрытие PVD
- Окрашенное покрытие
- Полированная сталь
Если говорить коротко, то все покрытия наносятся слоями на изделия и зависят от качества основы (хорошей обработки тела изделия) и материалов самого покрытия. Любое покрытие, нанесенное на изделия без подготовленной основы, имеет неровную поверхность. К тому же, из-за низкого качества самих материалов покрытия, покрытие плохо держится и может «слезть» спустя какое-то время.
Любое покрытие, нанесенное на изделия без подготовленной основы, имеет неровную поверхность. К тому же, из-за низкого качества самих материалов покрытия, покрытие плохо держится и может «слезть» спустя какое-то время.
Покрытие из качественных материалов на хорошо обработанных изделиях имеет однородную и гладкую поверхность.
Хром-никелевое покрытие
Самый распространенный вид покрытия смесителей — это, конечно же, хром-никелевое покрытие, которое имеет блестящую поверхность серебристого цвета.
Процесс хромирования поверхности смесителя происходит путем электролиза (изделие окунают во множество ванн с химическим раствором, на которую подан заряд электрического тока) многослойным нанесением никеля и хрома. За качество нанесения покрытия отвечают множество факторов (таких как сила тока, температура раствора и другие) и любое, даже незначительно нарушение или отклонение от норм приводит к разрушению поверхности.
Как понять, что хром нанесен хорошо?
Обратите внимание, что:
- на корпусе смесителя нет неровностей и потертостей;
- поверхность имеет практически зеркальный вид, а не матовый (за исключением сатина) или светлого оттенка;
- на поверхности нет микротрещин.
Также отметим, что многие именитые производители используют собственные технологии в нанесении хрома на поверхность. Такие технологии, как правило, сохраняют внешний вид от выцветания, облегчают уход за изделиями и лучше сопротивляются механическим повреждениям.
Хромированные смесители в интернет-магазине
Покрытие сатин (матовый хром)
Сатин также называют матовым хромом, который представляет собой матовую поверхность серебристого цвета. Это более практичная поверхность, в отличии от хромированной, на которой плохо видны разводы пятен и подтеки от воды.
Процесс нанесения хромированной поверхности сатина не отличается от обычного — все то же последовательное многослойное нанесение никеля и хрома с помощью процесса электролиза. Однако после того, как покрытие застывает, его обрабатывают специальными щетками с алмазным напылением, которые превращают зеркальную поверхность в матовую.
Результатом качественного нанесения и полировки сатина является однородная поверхность без потертостей, царапин и трещин.
Хром-цветное покрытие
Два основных вида данного покрытия – это бронза и золото. Естественно, производители не изготавливают смесители из бронзы или золота, ввиду сложности обработки этих материалов и их дороговизны. Вместо этого смесители подвергаются специальной обработке и приобретают бронзовое или золотое покрытие. Этот процесс называется бронзированием или позолотой.
Сам процесс схож с методом нанесения хрома — все то же погружение изделия в специальные ванны и воздействие тока. Цвет покрытия (он может быть светлым, темным) регулируется количеством сплава металлов, которые добавляются в раствор. Бронзирование и позолота может быть как глянцевым, так и матовым.
Несмотря на то, что покрытие может быть неоднородным и имитировать потертость, фактура смесителя должна быть идеально гладкой, без трещин и царапин. Имитация потертостей и старины не означает, что изделие должно быть обработано грубо.
PVD покрытие
PVD (от англ. Physical Vapor Deposition «Физическое осаждение пара») — это процесс вакуумной прессовки частиц различных металлов (золото, медь, хром, титан и др. ) на поверхность. Это антифрикционное, устойчивое к износу и эрозии покрытие, которое спустя долгие годы не теряет изначальный вид. Единственным минусом такого покрытия можно назвать лишь высокую стоимость, ввиду производственной сложности в его нанесении.
) на поверхность. Это антифрикционное, устойчивое к износу и эрозии покрытие, которое спустя долгие годы не теряет изначальный вид. Единственным минусом такого покрытия можно назвать лишь высокую стоимость, ввиду производственной сложности в его нанесении.
Такое покрытие наносится только на смесители премиум сегмента и если вы увидели смеситель с PVD покрытием по низкой цене, то, скорее всего, перед вами контрафакт или подделка брендовой продукции.
Качество такого PVD зависит от:
- материала на которое оно нанесено;
- толщины покрытия;
- и отсутствие нарушений в технологии нанесения.
От того как долго прослужит покрытие зависят условия эксплуатации и то, насколько агрессивной химической обработке будет подвергаться изделие.
Окрашенное покрытие
Окрашивание поверхности смесителя позволяет создавать модели сантехники с необычным дизайнерским оформлением для интерьера практически любой ванной комнаты.
Каждый производитель производит покраску моделей с использованием собственных технологий, поэтому мы опишем лишь два самых популярных метода покраски:
- Покраска и обжиг.
 Материал корпуса специальным образом обрабатывается и подготавливается к покраске. На корпус наносится акриловая краска несколькими слоями, а после того как она засыхает, корпус обжигается от 30 до 40 минут.
Материал корпуса специальным образом обрабатывается и подготавливается к покраске. На корпус наносится акриловая краска несколькими слоями, а после того как она засыхает, корпус обжигается от 30 до 40 минут. - Под давлением. Пылеобразная краска наносится на корпус смесителя в камере высокого давления. Этот способ чем-то схож с процессом нанесения PVD покрытия.
Покрытие может иметь как матовую, так и глянцевую поверхность. Это зависит от типа используемой краски.
Окрашенные смесители в интернет-магазине
Полированная сталь
Как уже было описано в статье про материалы изготовления смесителей, модели из нержавеющей стали, как правило, не покрываются декоративными слоями.
Это связано с тем, что такие изделия рассчитаны на повышенное механическое воздействие и обработку агрессивными составами чистящих средств. Ни одно из вышеперечисленных покрытий не способно спустя годы работы в таких условиях полноценно сохраниться.
По этой причине смесители из нержавеющей стали не покрывают дополнительными дополнительными слоями, а только полируются с помощью специальных щеток с алмазным напылением.
Смесители стального цвета в интернет-магазине
Нанесение цветов на никелирование
Где весь мир собирается для
гальванопокрытий, анодирования и отделки. Вопросы и ответы с 1989 года.
——
Текущий вопрос и ответы:
6 февраля 2022 г.
Здравствуйте,
Точно так же я хочу покрасить никелированные зажимы типа «крокодил» из углеродистой стали. Я кое-что читал о тонированном электрофорезном лаке (e-coat), но не могу найти никого в США через Google, кто бы это рекламировал. 9
Эд. примечание: как всегда, любезные читатели: технические ответы на всеобщее обозрение, пожалуйста; коммерческие ответы в приват (а? почему?)
Февраль 2022 г.
A. Привет, Мэтью. Я видел наборы торцевых ключей, сделанные таким образом, но, вероятно, их не делали в США. Если вы любитель делать одну или две заколки из кожи аллигатора, обычная влажная краска может быть столь же практичной. Но электрофоретический лак звучит хорошо для зажимов типа «крокодил», если на зубья не наносится покрытие, поскольку лак не является проводящим, как никелирование.
Удачи и С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
Предыдущие тесно связанные вопросы и ответы, самые старые сначала:
2004
В. У меня есть разные, небольшие, легкие детали из мягкой стали и растяжимая проволока, которые были никелированы до того, как я их приобрел. У меня есть сильное желание применить различные цвета к этим частям для студенческого проекта и для возможного будущего изготовления конечного продукта проекта. Существует ли установленный метод нанесения стойкого окрашивания на ранее никелированные детали? Большое спасибо за ваше время.
Существует ли установленный метод нанесения стойкого окрашивания на ранее никелированные детали? Большое спасибо за ваше время.
Брэндон Сенн
студент — Сан-Луис-Обиспо, Калифорния, США
«Справочник по технологии электроокрашивания»
от W. Machu
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
2004
А. Привет, Брэндон. Это может быть не то, что вы можете сделать самостоятельно, вам, возможно, придется пойти в мастерскую для этого, но электрофоретический лак обычно наносится на никелирование для имитации латуни, и он также доступен во многих других полупрозрачных цветах. Удачи.
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
2004
В. Какова типичная толщина электрофоретического лакового покрытия? (мое приложение требует, чтобы любые покрытия, которые я наношу, были в диапазоне ~ 1 мм или меньше).
Кроме того, знаете ли вы, сохранят ли гибкие (тонкие) металлические компоненты, окрашенные электрофоретически, свою гибкость, или они будут растрескиваться при отклонении?
Спасибо,
Брэндон Сенн
студент — Сан-Луис-Обиспо, Калифорния, США
А. Привет, Брэндон. Электрофорезный лак можно наносить довольно тонким слоем. Может 5-10 микрон.
Обладает разумной гибкостью.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
2005
В. Как электрофорезный лак наносится на ювелирные изделия.
Сайед Шафкат Накви
ювелиры — Лахор, Пакистан
«Электропокрытие: руководство для отделочников»
от Electrocoat Association
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing. com)
com)
2005
А. Привет, Сайед. Электрофоретическое лакирование выполняется в электрифицированном резервуаре, что очень похоже на гальваническое покрытие. Электричество превращает компоненты, находящиеся в растворе, в лак на поверхности деталей.
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
2004
A. Сульфат меди 10-12 г/л
ацетат свинца [аффил. ссылка на информацию/продукт на Amazon] или нитрат свинца 10-12 г/л
тиосульфат натрия 100-180 г/л
соль Рэйчел 15-20 г/л
температура 18-25 °C
погружение: 5 мин-желтый/ 7 мин-коричневый/10 мин-красный/ 13 мин-фиолетовый/ 17 мин-синий/ 20 мин-зеленый.
Думаю, тебе следует активировать свои части кислотой. Я попробовал это решение на только что нанесенном никеле, и все было в порядке.
Удачи
Khair Shishani
техническое обслуживание самолетов — Аль-Айн, ОАЭ
2004
В. Ваш процесс окрашивания никеля кажется достаточно простым, и большинство химикатов, похоже, я могу приобрести, но… процесс определенно будет пробным, и я нахожусь на студенческом бюджете.
Ваш процесс окрашивания никеля кажется достаточно простым, и большинство химикатов, похоже, я могу приобрести, но… процесс определенно будет пробным, и я нахожусь на студенческом бюджете.
Также — какое качество отделки вы получаете? Ваши ответы очень поучительны и очень ценны.
Брэндон Сенн
Студент — Калифорния
2004
A. У меня темно-синий, похожий на оружейно-синий, яркость как у основного металла.
Удачи
Khair Shishani
техническое обслуживание самолетов — Аль-Айн, ОАЭ
2004
В. Что именно вы подразумеваете под «солью Рэйчел»? Мне не удалось найти ни одной для моих целей. Спасибо.
Брэндон Сенн
Студент — Сан-Луис-Обиспо, Калифорния
| 2004 A. Я думаю, что в США правописание «соли Рошель». Джейсон Дейбл 2004 A. Джеймс Уоттс 2004 A. Mr Brandon Здравствуйте, Это тартрат калия-натрия, который можно приготовить путем смешивания винной кислоты с карбонатом натрия и калия NaKC4h5O6. В ОТНОШЕНИИ ДРУГОГО СОЛЬ МОЖЕТ ПРИГОТОВИТЬСЯ ДОБАВЛЕНИЕМ МЕТАЛЛИЧЕСКОГО СВИНЦА В АЗОТНУЮ КИСЛОТУ И МЕДИ ДОБАВЛЕНИЕМ В СЕРНУЮ КИСЛОТУ С НЕБОЛЬШИМ КОЛИЧЕСТВОМ АЗОТНОЙ (ОСТОРОЖНО ОТ ПАРОВ ОКСИДА АЗОТА, ТРЕБУЕТСЯ ВЕНТИЛЯЦИЯ). В ОТНОШЕНИИ ТИОСУЛЬФАТА НАТРИЯ ЭТО НЕМНОГО СЛОЖНО, НО ВЫ МОЖЕТЕ ПОПРОБОВАТЬ СУЛЬФИД ИЛИ ПОЛИСУЛЬФИД НАТРИЯ, РАСТВОРИВ СЕРУ В 200-400 Г/Л NaOH ПРИ КИПЯЧЕНИИ. Пожалуйста, будьте осторожны и обратитесь за помощью к химику и, пожалуйста, прочитайте паспорта безопасности материала MSDS. Желаю удачи, благослови тебя Бог. Пожалуйста, отправьте отзыв, если это возможно! Хайр Шишани |
 Попробуйте поискать Rochelle Salt. Один источник сказал, что это растворимый тартрат натрия и калия. Точную формулу не нашел, и ее нет в моем каталоге Fisher.
Попробуйте поискать Rochelle Salt. Один источник сказал, что это растворимый тартрат натрия и калия. Точную формулу не нашел, и ее нет в моем каталоге Fisher.2004
A. Бессвинцовая рецептура для различных цветов:
Бессвинцовая рецептура для различных цветов:
ацетат меди [аффил. ссылка на информацию/продукт на Amazon]…….25 г
тиосульфата натрия [аффил. ссылка на информацию/продукт на Amazon]……240 г
лимонная кислота………………30 г
температура 16 °C, 20-300 мин., по данным Fishlock’s Окраска металла Справочник. Может использоваться на никеле или никелевой пластине.
Горан Будия
— Загреб, Хорватия
6 апреля 2011 г.
В. Меня очень интересует процесс г-на Шишани по окрашиванию никеля. У меня есть номер алюминиевых отливок, которые мне нужно покрасить, и они не будут анодироваться. Я могу никелировать алюминий, а затем покрасить, если соображу, как сделать ванну. Я провел бессчетное количество часов в сети, изучая «никелевую окраску», и эта тема — моя единственная надежда. Я не химик, но четко следую указаниям. Я сделал несколько запросов поставщикам химикатов, и некоторые из предметов, которые он перечисляет, довольно проблематично закупить, но я терпелив и настойчив.
Мы будем очень признательны за любую помощь в этом процессе.
Фил Вагонер
Мастер по ремонту оружия – Маунт-Эйри, Северная Каролина, США
21 сентября 2012 г.
В. У меня есть вопросы по методу г-на Шишани.
В этом методе не используется электролиз?
Или какой тип анода следует использовать?
Пожалуйста, помогите. Спасибо
Уильям Уоллес
— Иран
4 августа 2016 г.
В. В настоящее время я пытаюсь сделать стальную деталь красной. Из-за других требований мне трудно найти варианты. Покрытие/обработка должны быть тонкими и устойчивыми к трению — эта часть представляет собой небольшую трубку (диаметром 5 дюймов, 75 дюймов), которая свободно скользит внутри другой стальной трубки, но слишком туго для порошкового покрытия. Стальная часть может быть изготовлена из нержавеющей или не нержавеющей стали, если это дает дополнительные возможности. PVD — самый близкий вариант, с которым я сталкивался, но я не могу найти красный цвет, только розовый или красный / бронзовый. Я прочитал на этом форуме, что никелированную сталь можно сделать красной с помощью описанного ниже метода, но у меня нет источника, чтобы проверить этот метод, чтобы увидеть результаты (и я не химик):
«Сульфат меди 10-12 г/л
ацетат свинца [аффил. ссылка на информацию/продукт на Amazon] или нитрат свинца 10-12 г/л
тиосульфат натрия 100-180 г/л
соль Рэйчел 15-20 г/л
температура 18-25 °C
погружение: 5 мин-желтый/ 7 мин-коричневый/ 10 мин-красный/ 13 мин-фиолетовый/ 17 мин-синий/ 20 мин-зеленый
Я думаю, вам следует активировать кислоту твои части».
Сталь, которая у меня есть, могла бы быть никелирована, если бы это позволило описанной выше процедуре работать с хорошим результатом, но я также не знаю, насколько прочной будет эта отделка. Любая помощь или руководство приветствуется!
Дрю Даддоно
дизайнер продукта — Тампа, Флорида, США
Серакоте (комплект)
Партнерская ссылка
(ваши покупки делают возможным использование Finishing. com)
com)
25 октября 2016 г.
А. Дрю,
Моей первой рекомендацией будет cerakote.
Обладает высокой стойкостью к истиранию, выпускается во многих цветах, как и в случае с любым покрытием, ключевым моментом является подготовка. Следуйте инструкциям, предоставленным cerakote, или, если вы не можете сделать это самостоятельно, отправьте его специалисту по нанесению покрытий, чтобы он сделал это.
—Рама
Рама Шунн
— Вудинвилль, Вашингтон, США
—-
Изд. примечание: Мы ценим это предложение, но, возможно, было бы лучше описать предлагаемое покрытие в общем, а не по торговой марке. Насколько мы понимаем, это распыляемое керамическое покрытие, доступное как в воздушной, так и в духовой версии.
2 января 2017 г.
A. Привет, Дрю,
Как насчет того, чтобы сделать деталь меньше размера волоса, чтобы можно было покрасить?
Блейк Нидлер
Feather Hollow англ. — Стоктон, Калифорния
— Стоктон, Калифорния
9 января 2018 г.
Очень интересно Срок действия патента истек:
Способ получения различных цветов поверхности путем гальванического покрытия оксидов цинка, никеля и сплава никеля
US 6800190 B1
Надеюсь, это поможет, и удачи!
Горан Будия
— Загреб; XXX, Хорватия
25 февраля 2021 г.
В. Здравствуйте,
У нас есть около 5000 никелевых этикеток для наших матрасов Chattam and Wells, которые мы пытаемся изменить на бронзовый цвет.
Не моя специализация, поэтому не уверены, какой процесс отделки мы ищем: гальваническое покрытие, порошковое покрытие или что-то другое?
Бренд обновляется, поэтому было бы здорово иметь возможность как-то использовать их повторно. Прикрепил несколько фотографий этикетки для справки. Дайте мне знать, если у вас есть какие-либо вопросы, спасибо!
Высота 2,25 дюйма, ширина 3,25 дюйма
Шад Ламберт
— Фресно, Калифорния
февраль 2021
А. Привет, Шад. Поскольку покрытие латунью и бронзой стало более дорогим или более сложным, поскольку оно основано на сильно ядовитом цианиде, стало обычным делом наносить тонированный электрофоретический лак (e-coat) поверх никелирования, чтобы имитировать латунь/бронзу. Многие «латунные» лампы на самом деле имеют тонированное электронное покрытие поверх никелирования. Учитывая, что компоненты уже никелированы, это звучит как идеальное применение.
Привет, Шад. Поскольку покрытие латунью и бронзой стало более дорогим или более сложным, поскольку оно основано на сильно ядовитом цианиде, стало обычным делом наносить тонированный электрофоретический лак (e-coat) поверх никелирования, чтобы имитировать латунь/бронзу. Многие «латунные» лампы на самом деле имеют тонированное электронное покрытие поверх никелирования. Учитывая, что компоненты уже никелированы, это звучит как идеальное применение.
Удачи и всего наилучшего,
Тед Муни, ЧП РЕТ 9
Февраль 2021 г.
A. Еще раз привет, Шад. Мы не публикуем рекомендации по брендам или источникам (почему?), но предлагаемые поставщики могут связаться с вами в частном порядке.
Тем не менее, для исследования, проведенного Finishing.com для IZA / ILZRO несколько лет назад, Molecular Technology Limited в Вулверхэмптоне, Англия (www.molclear.com), и PMA Photometals из Аризоны (photometals.com) были достаточно щедры, чтобы поставить образцы с гальваническим покрытием для испытаний на коррозию, поэтому я рад упомянуть их в качестве потенциальных источников 🙂
Удачи и С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish. com — Пайн-Бич, Нью-Джерси
com — Пайн-Бич, Нью-Джерси
Вопрос, ответ или комментарий в ЭТОЙ теме -или-
Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/контакты — Политика конфиденциальности — процесс
перейти к содержанию
Варианты цвета покрытия
Посмотреть увеличенное изображение
Варианты цвета покрытия
Что такое покрытие?
Покрытие, называемое гальванопокрытием, относится к цветному покрытию металлической поверхности. Он может выполнить любой металлический цвет на одном конкретном металле. и это важный процесс в Metal Crafts.
Он может выполнить любой металлический цвет на одном конкретном металле. и это важный процесс в Metal Crafts.
Цвета гальванического покрытия в основном включают:
- Золотое покрытие
- Серебряное покрытие
- Никелирование
- Медное покрытие
- Латунное покрытие
- Хромирование
- Черное никелирование
- Туманное золотое покрытие
- Туманное никелирование
- Туманное никелирование
- Туманное медное покрытие
- Туманное латунное покрытие
- Туманное черное никелирование
- Мисти Хром
- Античное золото
- Старинное серебро
- Никель под старину
- Старинная медь
- Античная латунь
- Пистолет и окрашенный в черный цвет.

Что такое гальванический процесс?
Гальваническое покрытие представляет собой вид химической реакции. Используя принцип электролиза на некоторых металлических поверхностях, покрытых тонким слоем другого металла, чтобы сделать продукты блестящими, антиокислительными и улучшить характеристики истирания. Мы настаиваем на использовании экологически чистого покрытия, которое соответствует требованиям ROHS и стандарту EN71-3.
На какие материалы можно наносить покрытие? А что нельзя?
В производстве сырьем, которое мы использовали, являются цинковый сплав, железо, латунь и медь, нержавеющая сталь и алюминий.
Среди них цинковый сплав, железо, латунь и медь могут быть со всеми вариантами цвета покрытия, в процессе литья под давлением, в процессе штамповки и в процессе фототравления.
В любом случае, НЕ на все материалы можно наносить покрытие, так как некоторые материалы имеют свои ограничения.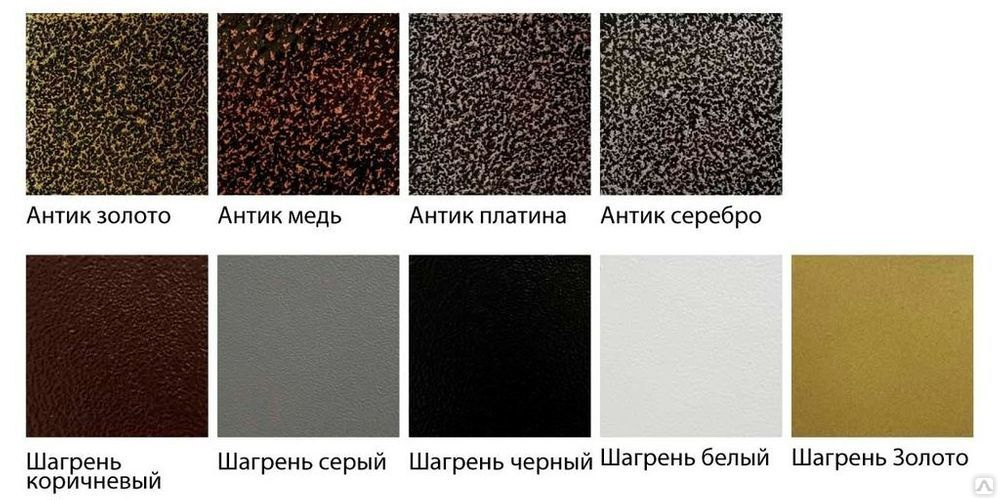 Такие, как нержавеющая сталь и алюминий, не могут.
Такие, как нержавеющая сталь и алюминий, не могут.
Давайте сначала поговорим о нержавеющей стали, поскольку она обладает более высокой прочностью и более высокими скоростями упрочнения, что затрудняет получение чистовой обработки поверхности.
Что касается алюминия, то это очень активный металл. На рынке мы видим некоторые красочные алюминиевые изделия, такие как алюминиевые открывалки для бутылок и некоторые металлические аксессуары, изготовленные по технологии анодированного алюминия.
В настоящее время, с развитием техники, нержавеющая сталь 304 и алюминий могут покрываться вакуумным способом. Из-за своей высокой стоимости он редко используется в индустрии наград и рекламных материалов.
Возможно ли иметь два разных цвета покрытия на одном изделии?
Конечно да, мы называем это «двойное покрытие». Если вы хотите узнать больше о двойном покрытии, пожалуйста, прочитайте, что такое двойное покрытие?
Различные покрытия по разным ценам.
