Давление в шлангах при газорезке: Технология газовой резки металла – инструкция, давление в редукторах, вред для работника и техника безопасности
Содержание
Давление газа и кислорода при резке металла. Газовая резка металла. Подготовка поверхности и сама резка.
На сегодняшний день газовая резка является наиболее популярным методом, благодаря отсутствию строгих требований к месту проведения работы и простоте выполнения операций. В этой статье вы узнаете об особенностях технологии, достоинствах и недостатках этого способа, принципе работы оборудования и его видах.
Газовая резка металла — технология, которая на сегодняшний день используется широко, поскольку предполагает простоту выполнения операции, не требует дополнительных источников энергии и сложного оборудования. Именно эти методом пользуются специалисты в ремонтных, строительных и сельскохозяйственных работах. Практически все устройства, предназначенные для резки металла газом, мобильны, их легко транспортировать и использовать в другом месте.
Все операции по дуговой сварке должны быть экранированы для защиты других людей, работающих поблизости. Там, где работа выполняется на стационарных скамьях или в сварочных цехах, по возможности следует устанавливать постоянные экраны, в противном случае следует использовать временные экраны. Экраны должны быть непрозрачными из прочной конструкции и огнестойкого материала.
Экраны должны быть непрозрачными из прочной конструкции и огнестойкого материала.
Использование черных красок для внутренних стендов сварочных кабин стало общепринятой процедурой, но используемая краска должна производить матовую отделку. Должно быть обеспечено адекватное окружающее освещение, чтобы предотвратить деформацию глаз, приводящую к головным болям. Сварочные кабины и переносные экраны следует регулярно проверять, чтобы обеспечить адекватную защиту персонала, работающего поблизости.
Технология резки металла газом
Сущность процесса кислородной резки заключается в следующем. Нагреватель разогревает металл в среднем до температуры в 1100 градусов С. Затем в рабочую зону подается струя кислорода. Поток, соприкасаясь с нагретым металлом, воспламеняется. Горящая струя легко разрезает металлический лист, при условии постоянной и стабильной подачи газа.
Меры предосторожности, которые необходимо предпринять во время операций по резке дуги, существенно не отличаются от тех, которые требуются при дуговой сварке. Однако, поскольку используемые токи, как правило, выше, обычно требуется более тяжелая защитная одежда. Когда используется метод углеродной резки, хороший шлем должен быть предпочтительнее щита для рук. Для защиты ног от падения расплавленного металла следует надевать шкуры кожи или асбеста.
Однако, поскольку используемые токи, как правило, выше, обычно требуется более тяжелая защитная одежда. Когда используется метод углеродной резки, хороший шлем должен быть предпочтительнее щита для рук. Для защиты ног от падения расплавленного металла следует надевать шкуры кожи или асбеста.
Флюсы, содержащие фториды, часто используются при пайке серебра и сварке алюминия, магния и сплавов. Фторид водорода, если он получен в достаточной концентрации, будет раздражать и наносить вред сварщикам. Некоторая серебряная пайка может содержать кадмий. Материалы, которые были покрыты токсичными материалами, такими как свинец, кадмий, могут оказывать вредное воздействие при сварке любым процессом. Коричневые пары кадмия чрезвычайно опасны, производя тяжелые и смертельные повреждения легких при коротком воздействии.
У металла температура горения должна быть меньше, нежели температура плавления. В противном случае расплавленные, но не сгоревшие массы сложно удалить из рабочей зоны.

Таким образом, операция резки выполняется за счет сгорания материала в струе газа. Основным модулем инструмента газовой резки является резак. Он обеспечивает точную дозировку смешивание газов или паров жидкого топлива с кислородными массами в газовоздушную смесь. Также резак обеспечивает воспламенение получаемой смеси, и отдельную подачу кислорода к рабочему месту.
Лихорадка металлических паров может зависеть от воздействия цинковых паров в результате операций на оцинкованных материалах, латуни или бронзы, а иногда и от использования бронзового наполнителя. Сварка на цистернах и контейнерах любого типа, из которых содержимое не было тщательно удалено, может привести к ряду опасностей путем улетучивания или разложения остатка.
Ожоги глаз и обнаженные части тела могут возникать из-за высыпания раскаленных частиц металла. Интенсивное излучение от пламени и лампы накаливания в сварочной ванне может вызвать дискомфорт у оператора и человека в непосредственной близости от операции, и поэтому необходимы меры предосторожности. Чрезмерное воздействие ультрафиолетового излучения может также вызвать перегрев и жжение кожи и лица, затылка шеи и других открытых частей тела, которые должны быть соответственно защищены. Высокочастотная искра, используемая для обозначения дуги, может вызвать небольшие глубокие ожоги, сконцентрированные в точке на коже.
Чрезмерное воздействие ультрафиолетового излучения может также вызвать перегрев и жжение кожи и лица, затылка шеи и других открытых частей тела, которые должны быть соответственно защищены. Высокочастотная искра, используемая для обозначения дуги, может вызвать небольшие глубокие ожоги, сконцентрированные в точке на коже.
Резка газом относится к термическим способам обработки металла. Ее преимущества в том, что можно работать с материалом любой толщины, причем с высокой производительностью. Объемы ежедневной выработки сварщика может измеряться тоннами. Специалисты отмечают достоинства данной технологии в том, что полностью автономна и не зависит от наличия/отсутствия источников питания. Поскольку сварщик нередко должен вести работы в полевых условиях или у него нет возможности подключиться к источнику питания на конкретном объекте.
Ожоги, вызванные контактом с горячими материалами, также могут сохраняться, как правило, из-за отсутствия ухода или неспособности носить надлежащую защитную одежду, без масла и жира. Рабочее место должно быть аккуратным и необремененным с легковоспламеняющимися материалами. Руки и предплечья должны быть защищены подходящими перчатками или рукавами. При накладной сварке необходимы защитный плащ и колпачок.
Рабочее место должно быть аккуратным и необремененным с легковоспламеняющимися материалами. Руки и предплечья должны быть защищены подходящими перчатками или рукавами. При накладной сварке необходимы защитный плащ и колпачок.
Существует два типа излучений: ионизирующий и неионизирующий. Неионизирующие излучения связаны со сварочными работами. При сварке и резке интенсивные излучения испускаются нагретыми твердыми частицами или газами. Сильные ультрафиолетовые лучи способны вызывать сильные воспаления, похожие на солнечный ожог в глазах и на обнаженной коже. Чрезвычайно интенсивные видимые лучи могут вызывать напряжение глаз или даже временную слепоту. Инфракрасные лучи не поглощаются, а проникают в глаз. Предполагается, что они являются причиной катаракты, травм сетчатки и непрозрачности роговицы.
Ручная газокислородная резка металла доступна для работы с широким спектром материалов, за исключением латуни, нержавеющей стали, меди и алюминия.
Виды резки металла газом
Газорезка различных металлов классифицируется на несколько методов, в зависимости от используемых газов и некоторых других особенностей. Каждый из способов оптимален для выполнения тех или иных задач. Например, если есть возможность подключения к сети, то можно воспользоваться кислородно электрической дуговой резкой, или при работе с низкоуглеродистыми сталями лучше использовать газовоздушную смесь с пропаном. Наиболее востребованы на практике следующие методы:
Каждый из способов оптимален для выполнения тех или иных задач. Например, если есть возможность подключения к сети, то можно воспользоваться кислородно электрической дуговой резкой, или при работе с низкоуглеродистыми сталями лучше использовать газовоздушную смесь с пропаном. Наиболее востребованы на практике следующие методы:
Поскольку интенсивность этих излучений зависит от температуры источника сварки. Опасность от дуговой сварки больше, чем от газовой сварки или резки.
Свет, излучаемый электродной дугой, содержит высокую долю ультрафиолетового излучения. Некоторые процессы, такие как сварка при сварке и сварке под давлением, обычно приводят к незначительным количествам лучистой энергии.
При поглощении этих лучей линза может флуоресцировать, то есть сиять в темноте, что может нарушить зрение. Ультрафиолетовое излучение может воздействовать на глаз аналогично солнечному ожогу. Общим явлением «дугового глаза» можно объяснить эти лучи. Воздействие лучей на несколько секунд может вызвать ощущение песка в глазах с болью, полив глаз и, возможно, головную боль, и эти симптомы могут развиться через четыре-восемь часов. Восстановление завершено через 24-48 часов, и никаких постоянных эффектов не нужно опасаться.
Восстановление завершено через 24-48 часов, и никаких постоянных эффектов не нужно опасаться.
- Резка пропаном.
Резка металла пропаном и кислородом один из наиболее популярных способов работы, но она имеет некоторые ограничения. Операция выполнима для титановых сплавов, низкоуглеродистых и низколегированных сталей. Если содержание углерода или легирующего компонента в материале превышает 1%, необходимо искать другие способы кислородной эффективной резки металла. Этот метод предусматривает использование и других газов: метан, ацетилен, пропан и некоторые другие. - Воздушно-дуговая резка.
Кислородно электрическая дуговая резка является весьма эффективным методом. Металл расплавляется с помощью электрической дуги, а удаление остатков выполняет воздушная струя. Кислородно электрическая дуговая резка предполагает подачу газа непосредственно вдоль электрода. Недостатком данного способа являются неглубокие резы. Зато их ширина при выполнении работы кислородно электрической дуговой сварки может быть любая.
- Кислородно-флюсовая резка.
Особенностью кислородно флюсовой металлической резки является подача в рабочую зону дополнительного компонента. Это флюс, имеющий порошкообразную форму. Этот компонент обеспечивает большую податливость материала во время проведения кислородно флюсовой металлической резки. Метод используется для разрезания материалов, образующих твердоплавкие окислы. Использование метода кислородно флюсовой металлической резки позволяет создать дополнительный тепловой эффект. Так режущая струя выполняет операцию эффективно. Кислородно флюсовая металлическая резка применима для чугуна, легированных сталей, алюминия, меди и медных сплавов, зашлакованных металлов и железобетона. - Копьевая резка.
Кислородно копьевая металлическая резка используется для разделки габаритных массивов стали, технологических производственных отходов и аварийных скрапов. Ее особенность в том, что скорость выполнения операции значительно увеличивается. в этом случае заключается в использовании высокоэнергетичной струи, что снижает расход стальных копьев. Высокая скорость обеспечивается за счет полного и более быстрого сгорания металла.
Высокая скорость обеспечивается за счет полного и более быстрого сгорания металла.
Расход газа при резке металла
Расход газа к объемам резки зависит в первую очередь от выбранного метода проведения операции. Например, воздушно дуговая эффективная резка металла предполагает большее использование газа, нежели кислородно флюсовая металлическая резка. Также расход зависит от таких параметров:
Все сварщики должны быть защищены от лучей, создаваемых сварочной дугой, с помощью надлежащего защитного экрана или защитных очков, оснащенных подходящими цветными фильтрующими стеклами. Инфракрасные лучи обычно называют тепловыми лучами, потому что, когда они сталкиваются с любым материалом, который они не могут проникнуть, они поглощаются и превращаются в тепловые волны. Эти лучи создают ощущение тепла, когда они падают на кожу. Длительное воздействие на кожу приведет к состоянию солнечного ожога.
Медицинские авторитеты считают, что более 90% этих излучений попадают в сетчатку. Ирис может поглощать от 75% до 80% этих излучений. Следовательно, воздействие этих лучей на незащищенный глаз может быть серьезным — подобно солнечному ожогу в глазах. Поэтому очень важно защищать глаза от этого излучения.
Ирис может поглощать от 75% до 80% этих излучений. Следовательно, воздействие этих лучей на незащищенный глаз может быть серьезным — подобно солнечному ожогу в глазах. Поэтому очень важно защищать глаза от этого излучения.
- опытность сварщика, новичок затратит больший объем на метр, нежели мастер;
- целостность и технологические параметры используемого оборудования;
- марка металла, с которым предстоит работа, и его толщина;
- ширина и глубина выполняемого реза.
Ниже представлена таблица, если для резки металла используется пропан:
Все операции сварки и резки приводят к образованию определенного количества дыма и загрязнения атмосферы. Были случаи, когда сварщики, работающие внутри резервуаров, труб, туннелей или других закрытых и плохо вентилируемых мест, упали в обморок. В некоторых из этих случаев пары считались ответственными, тогда как истинной причиной было простое лишение воздуха. По этой причине желательно обеспечить средства для извлечения этих паров и улучшения вентиляции, особенно при сварке в таких замкнутых пространствах.
Пары могут вызывать такие симптомы, как тошнота, головные боли, головокружение и лихорадка металла. Возможность более серьезных последствий для здоровья существует, когда речь идет о высокотоксичных материалах, таких как марганец, кадмий и т.д. Количество и состав паров и газов, выделяемых при сварке, резке и смежных процессах, зависят от состава наполнителя и основного материала, процесса сварки, уровня тока, длины дуги и других факторов. Когда свариваются некоторые покрытые или обработанные металлы, могут возникать опасные пары, поэтому требуется хорошая вентиляция или защита органов дыхания.
Преимущества и недостатки технологии
Резка металла кислородом характеризуется следующими преимуществами:
- возможность разрезания листов и изделий значительной толщины;
- рез можно выполнять любой степени сложности;
- возможность поверхностной обработки материала;
- оптимальное соотношение стоимость работы и ее качества;
- достаточно быстрый способ и универсальный.

Среди недостатков следует отметить:
Особое внимание также должно уделяться вентиляции при сварке цветных металлов и содержанию легированных сталей, а также защите от опасностей озона, окиси углерода и фосгена, которые могут быть образованы. Сварочные пары Все сварочные процессы вызывают пары, но состав и концентрация паров могут широко варьироваться. Почти весь дым возникает из наполнителя и покрытий, содержащихся в расходуемых электродах. Самый большой компонент всех сварочных газов — оксид железа. В зависимости от процесса сварки и сварочного материала пары могут также содержать различные комбинации металлов, таких как алюминий; кадмий; хром; меди; фториды; вести; марганец; молибден; никель; банка; титан; ванадий; И цинк и другие химические соединения.
если у специалиста небольшой опыт работы, ему не следует браться за точные операции, поскольку для выполнения необходимы навыки и знания;
- метод не безопасен, поскольку возможен взрыв газовоздушной смеси;
- термическому воздействию подвергается значительный участок;
- низкая точность резания.

Деформация материала при резке газом
Поскольку резка металла газом предполагает термическое воздействие на материал, деформация является естественным последствием операции. Неравномерный нагрев и охлаждение могут измерить форму заготовки. Но существуют несколько способов устранения этого дефекта:
Медь, алюминий и другие металлы иногда легируются бериллием, который является очень токсичным металлом. Когда металл, подобный этому, сваривается или режется, высокая концентрация токсичного бериллия может привести к одышке, хроническому кашлю, потере веса, усталости и общей слабости. Если свариваемый металл окрашен или покрыт коррозией или ингибиторами коррозии, эти покрытия могут разлагаться. Например, сварочная оцинкованная сталь генерирует большое количество цинка или кадмия в дыме. Сварка окрашенными металлами может привести к высоким уровням свинцового дыма, если краска содержит свинец.
- использование отпуска или обжига;
- правка листовой стали на вальцах, после этого материал становится более стабильным;
- чтобы избежать коробления, можно закрепить изделие перед операцией;
- выполнять операцию на максимально допустимой скорости и другие.

Обратный удар при резке газом
При работе с газовым резаком существует возможность обратного удара. В этом случае газовый поток начинает гореть в обратном направлении, причем скорость процесса выше, нежели скорость истечения газа. Это эффект способен вывести из строя оборудование, взрыв баллонов или редуктора. Также существуют риски нанесения значительного ущерба здоровью сварщика и других людей, находящихся поблизости. Эффективным решением данных опасностей будет установка клапана.
Воздействие паров оксида цинка может привести к болезни, названной «лихорадка металла», а некоторые случаи могут быть фатальными. Наибольшую озабоченность вызывает потенциальное воздействие на здоровье от сварки, в центре на кадмий, хром, оксид железа, никель и цинк.
Большинство сварочных газов очень малы, поэтому их можно легко вдыхать. При воздействии этих паров некоторые частицы дыма могут растворяться в легких и транспортироваться кровью или лимфатической системой в другие части тела, где они могут оказывать токсическое действие. Потенциал воздействия на здоровье от сварочных газов зависит от общего количества дыма, который вдыхается, и от конкретных токсичных металлов или соединений, присутствующих в дыме. Дыхательная система человека имеет несколько способов удаления большей части осажденных частиц в течение периода от нескольких дней до многих месяцев.
Потенциал воздействия на здоровье от сварочных газов зависит от общего количества дыма, который вдыхается, и от конкретных токсичных металлов или соединений, присутствующих в дыме. Дыхательная система человека имеет несколько способов удаления большей части осажденных частиц в течение периода от нескольких дней до многих месяцев.
Еще некоторые особенности вы можете посмотреть на видео:
Данный вид резки металлов относится к термическим способам и широко используется при различных видах монтажных и ремонтных операций. Особенностью газовой резки (так как есть и другие) является то, что с ее помощью можно работать с заготовками значительной толщины, при этом производительность остается на довольно высоком уровне.
Исследователи обнаружили, что даже после продолжительной сварки необычно обнаруживать более нескольких граммов сварочных дымовых частиц в легких сварщиков. Сварочные газы Газы, образующиеся при сварке неперфорированных металлов, включают озон, оксиды азота, окись углерода и диоксид углерода.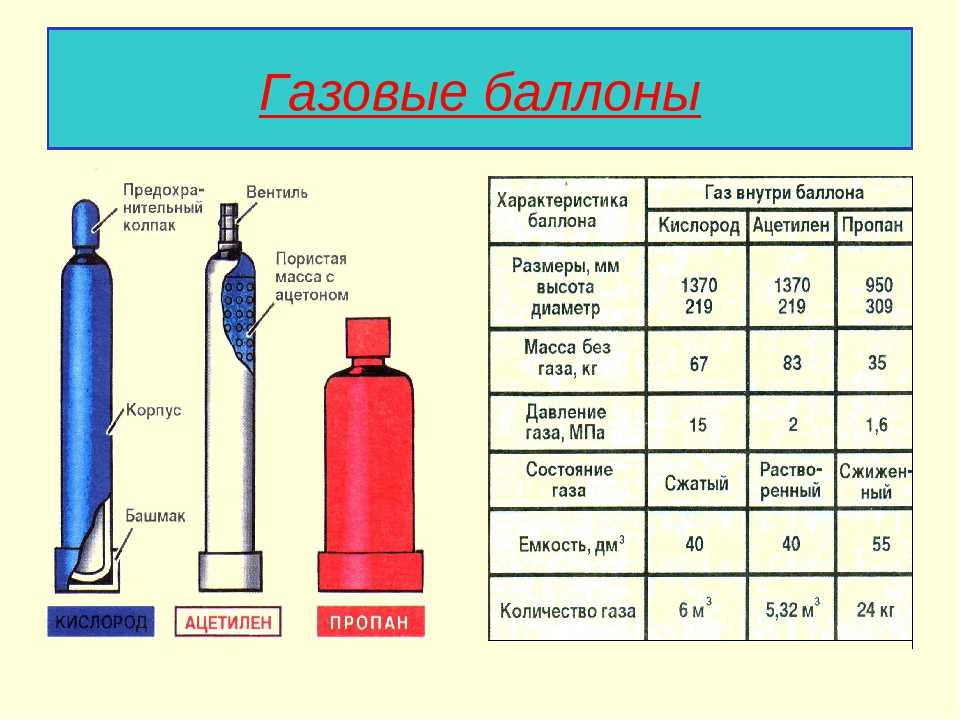 Озон и оксиды азота образуются под действием ультрафиолетового излучения сварочной дуги. Трудно контролировать воздействие этих газов, поскольку они образуются на расстоянии до нескольких метров от сварочной дуги.
Озон и оксиды азота образуются под действием ультрафиолетового излучения сварочной дуги. Трудно контролировать воздействие этих газов, поскольку они образуются на расстоянии до нескольких метров от сварочной дуги.
Сварка металлическим инертным газом создает более высокие уровни ультрафиолетового излучения, чем экранированная дуговая сварка металлов, что приводит к образованию большего количества озона и оксидов азота. Углекислый газ и монооксид углерода, образующийся при плавлении покрытий расходуемых электродов при высоких температурах сварочной дуги, могут представлять опасность для здоровья, только если сварка проводится в закрытых или замкнутых помещениях с недостаточной вентиляцией. Аналогичным образом, если газонепроницаемая дуговая сварка осуществляется в закрытых помещениях с недостаточной вентиляцией, тогда защитные газы, такие как диоксид углерода или аргон, могут вытеснять кислород в окружающем воздухе.
Специалисты отмечают и удобство использования этого вида резки, так как технология обеспечивает полную автономность, независимость от источников эл/питания. Нередко мастер оказывается в ситуации, когда на объекте «питание» есть, а подключиться к нему в месте производства работ не получается (не говоря уже о полевых условиях).
Нередко мастер оказывается в ситуации, когда на объекте «питание» есть, а подключиться к нему в месте производства работ не получается (не говоря уже о полевых условиях).
Прежде чем рассматривать технологию процесса, стоит дать общее понятие о газовой резке. С ее помощью можно разрезать заготовки такой толщины, для которых другой способ не подходит (но все-таки с увеличением этого параметра образцов скорость реза значительно падает). Еще один «плюс» – необходимый комплект оборудования является самым дешевым. Но стоит отметить и недостатки.
При обработке металлов вручную довольно сложно добиться высокой точности разреза, его качества. Это под силу только профессионалам высокой квалификации, имеющим большой практический опыт. Если мастер его не «наработал», то в подавляющем большинстве случаев кромки приходится обрабатывать дополнительно.
Выполнение более «тонкой» работы, например, по криволинейному шаблону или разрезании листа больших габаритов с соблюдением прямолинейности, производится с помощью специальных переносных агрегатов (газорезательных машин). Однако управляются они все-таки вручную.
Однако управляются они все-таки вручную.
В стационарных условиях, на больших предприятиях, для этого служат целые станки с ЧПУ. С их помощью можно, кроме того, запаивать ампулы, сваривать термопары, производить местный отжиг и ряд других операций, выполняя поистине «ювелирную» работу.
Какие металлы (сплавы) можно резать ручным способом? Практически все, за исключением – латунь, алюминий, медь, «нержавейка».
Рассмотрим основные виды газовой резки металлов:
Кислородная
Повышение температуры металла обеспечивается газом-нагревателем, а рез и удаление образовавшихся частиц оксидов осуществляется кислородной струей.
Кислородно-флюсовая
Отличие в том, что к участку реза дополнительно подается флюс (). Его химический состав влияет на свойства металла, делает его более «податливым». Это в значительной мере облегчает работу по разрезанию. Используется несколько реже.
Почему используется 2 вида газов? Подогрев материала (металла, сплава) производится ацетиленом или пропаном, а вот разрушение структуры (непосредственно разрез) обеспечивает чистый кислород.
После того, как «нагреватель» доводит температуру обрабатываемого участка до значения примерно в 1 000 – 1 100 ºС, на него подается кислородная струя, которая тут же воспламеняется. Процесс резки материала обеспечивается ее непрерывностью и равномерным перемещением вдоль обозначенной линии (контура). Резаки бывают разных моделей.
К ним может подходить или 3 шланга (2 для газа-нагревателя и 1 – для кислорода), или 2 (один из которых – кислородный). Точно так же и регулировочных вентилей может быть 1 или 2. Но принцип работы остается неизменным, и его несложно понять по этому рисунку.
С тем, как «вести» горелку (поступательно, без отклонений), понятно. Но почему так важна именно стабильность пламени? Если оно погаснет, то металл начнет резко остывать (особенно при работе вне помещения). Следовательно, прежде чем повторно приступить к резке, его придется снова разогревать.
Кислородное «копье»
Более совершенная методика. Суть процесса в том, что повышение температуры в области обрабатываемого участка обеспечивается так называемой «газовой трубой» (копьем). Одновременно через нее, под давлением, подается кислород. Что это дает? Резку металлов, имеющих температуру плавления ниже 600 0С, вышеуказанными способами производить не стоит. В этом случае весь процесс сведется к банальному удалению поверхностного слоя, и сквозного разреза не получится. А в некоторых случаях чрезмерный нагрев материала до высоких температур может привести к разрушению его структуры.
Одновременно через нее, под давлением, подается кислород. Что это дает? Резку металлов, имеющих температуру плавления ниже 600 0С, вышеуказанными способами производить не стоит. В этом случае весь процесс сведется к банальному удалению поверхностного слоя, и сквозного разреза не получится. А в некоторых случаях чрезмерный нагрев материала до высоких температур может привести к разрушению его структуры.
Поэтому сейчас нередко и используется данная усовершенствованная технология, при которой и разогрев, и резка осуществляются параллельно. Это обеспечивается применением резака со специфическим наконечником. В отличие от более «старых» аналогов, на нем расположены 3 сопла. Принцип его функционирования ясен из рисунка.
Какое оборудование необходимо
Резак газовый со смесителем. Как правило, для «кислородной» методики используются модели Р1-01П («старая», для сварных работ не применяется!), РП2 (или 3) -01 (более новые).
Редуктор. Служит для снижения давления поступающего газа до требуемого значения. На нем крепятся 2 манометра (измерение на входе и выходе приспособления).
Служит для снижения давления поступающего газа до требуемого значения. На нем крепятся 2 манометра (измерение на входе и выходе приспособления).
Устройство регулировки давления.
Баллоны с вентилями. В одном – кислород, в другом ацетилен или пропан. Иногда в качестве «нагревателя» используется и смесь этих двух газов, если необходимо резать материал повышенной прочности. Но такое оборудование стоит довольно дорого.
Шланги соединительные (высокого давления).
Как повысить качество разреза? Есть довольно простой и незатратный способ. Для этого опытные сварщики пользуются «трафаретками» (это слэнговое выражение, обозначающее специальные накладки). Они обеспечивают получение шва, близкого к идеальному.
В статье даны лишь общие понятия по газовой резке. Прежде чем приступать к работе, нужно и еще кое-что знать. Например, как правильно регулировать давление, на каком расстоянии держать резак, особенности работы с различными видами металлов и много других нюансов. Но это уже – тема для отдельного разговора.
Но это уже – тема для отдельного разговора.
Какое давление на редукторах при резке металла
Содержание
- 1 Инструкция по сбору газового резака
- 2 Как пользоваться — проверка инжекции (если имеется)
- 3 Как работать газовым резаком — правильное зажигание смеси
- 4 Вопрос выбора, какой лучше
- 5 Отзыв о резаке Harris
- 6 One thought on “ Как настроить газовый резак ”
- 6.1 Добавить комментарий Отменить ответ
- 7 Преимущества и недостатки
- 8 Необходимое оборудование
- 9 Подготовка к работе
- 10 Приступаем к работе
- 11 Нюансы резки по металлу
- 12 Поверхностная и фигурная резка
- 13 Меры предосторожности
- 14 Предназначение кислородного редуктора
- 15 Виды кислородных редукторов
- 16 Устройство и принцип работы кислородного редуктора
- 17 Редуктор кислородный характеристики и конструктивные особенности
- 18 Как работать с кислородным редуктором
- 19 Что еще следует знать при работе с редуктором
- 20 Причины поломок редукторов
- 21 Неисправности отдельных частей редуктора
- 22 Область применения
Как правильно собрать резак с баллонами (кислород+пропан), каков порядок подготовительных работ? Подскажите хорошую модель резака.
Резак МАЯК-2-01 газосварочный
Для корректной работы с подобным оборудованием одной только теории будет мало. Перед началом обязательно нужно попрактиковаться на постах с специалистами, которые имеют опыт. Неправильные действия могут привести даже к трагическому случаю. Техника безопасности здесь должна быть на первом месте.
Инструкция по сбору газового резака
- Устанавливаются редукторы: синий закручивается на баллон с кислородом (далее О2), красный — на пропановый. Перед закручиванием проверьте состояние резиновых прокладок. Осмотрите вентиль с О2. Не допускаются следы масла и жира на его поверхности (будьте внимательны, может привести к взрыву)
- Не допускается наличие дефектов на штуцере. Если присутствуют — их правят напильником. Если этого не сделать резиновая прокладка редуктора будет травить.
- Подберите шланги по резьбам (левосторонняя, правосторонняя).
Тоже внимательно осмотрите их на отсутствие повреждений. Они соединяются с резаком и редуктором хомутами.
По технике безопасности: нельзя продувать рукав для пропана кислородом или менять рукава между собой. - на штуцер с горюч. газом резака устанавливается клапан обратного удара.
Как пользоваться — проверка инжекции (если имеется)
- Рукав для О2 подсоединяется к соответствующему штуцеру, газовый — освобождается (откручивается)
- Открывается барашек кислородного редуктора
- Откручивается барашек кислорода и горюч. газ на резаке
- Проверяется инжекционная способность на штуцере с газом: обычно прислоняется палец, его должно притягивать
- если притягивает, значит, все вы собрали правильно, в обратную сторону не будет удара благодаря хорошей инжекции
Далее присоединяется шланг с пропаном.
Дается его давление 0.5. Соотношение газа к О2 считается как 1 к 10. Если, например, первого мы даем 5 атм., то пропана нужно задавать 0.5 атм.
Как работать газовым резаком — правильное зажигание смеси
- Открывается немножко барашек О2 и газовый (на полоборота), смесь поджигается.

- Теперь необходимо упереться в металл и добавить О2 до появления коронки – все готово к выполнению задач
- Закрываются вентили в обратном направлении. Первым всегда закрывается горючий газ, затем О2
Самое главное в работе помнить, если произошло затухание пламени, чтобы остановить работу и избежать обратного удара, необходимо перекрыть подачу пропана и добавить О2 на несколько секунд. Если закрыть О2 – может прогреметь взрыв.
Вопрос выбора, какой лучше
Сегодня популярностью пользуются:
- все тот же старый добрый Маяк (2-2Р РЫЧАЖНЫЙ; 2-01) и РЗП-02М
- Ацетиленовые Р1А LATION с удлиненной ручкой и РС-2А-100
- Универсальные (Р2-01 УШЛ; Р3 П; Р1П) с внутриголовочным смешением газов и смешением газов в мундштуке.
- Резак Р3-300К с клапаном КР – служит в десяток раз дольше, чем инжекторный
Отзыв о резаке Harris
- Ну и отдельно, хочется отметить Harris 62-5 c двумя наконечниками. Это дорогостоящий резак для профессиональных рабочих, которые любят себя «побаловать».

Имеет расширенные технические возможности. Вес побольше, чем у Маяков. Мундштуки имеет маленькие, можно сказать игрушечные, но при этом они продувают довольно большую глубину при удивительно низком давлении на манометрах.
Рез лучше, чем у Маяков и расход в разы уменьшается. Приятная экономия.
One thought on “ Как настроить газовый резак ”
Добавить комментарий
Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
По сравнению с газосварочными работами резка газом требует от человека гораздо меньших навыков. Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.
Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.
Резак пропановый предназначен для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.
Преимущества и недостатки
Преимущества резки металла пропаном перед другими способами очевидны:
Схема сборки ручного резака для резки стали.
- Применяется газовая резка, когда нужно разрезать довольно толстый металл или что-то вырезать по шаблонам, когда требуется криволинейный рез, который попросту невозможно сделать той же болгаркой. Газовый резак незаменим, если возникла необходимость вырезать диск из толстого металла или пробить глухое отверстие на 20-50 мм.
- Малый вес и удобство в использовании газового резака — еще одно неоспоримое достоинство.
 Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков.
Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков. - Кроме того, резка металла газом позволяет работать в 2 раза быстрее, нежели при использовании устройства с двигателем на бензине.
- Пропан стоит гораздо дешевле не только бензина, но и других газов. Поэтому его выгодно использовать при больших объемах работ, например, при резке стали на металлолом.
- Кромка среза при пропановой резке немного хуже, чем при использовании ацетиленовых резаков. Тем не менее срез получается гораздо чище, чем у бензиновых горелок или болгарки.
Единственным минусом газовых резаков (пропановых в том числе) можно считать ограниченность спектра металлов, которые с их помощью можно резать. Им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун.
Кислородно-пропановая установка для пайки и сварки.
Резать газом высокоуглеродистые стали невозможно, потому что температура их плавления довольно близка к температуре пламени. В результате окалина не выбрасывается в виде столпа искр с обратной стороны листа, а смешивается с расплавленным металлом по краям разреза. Это не дает кислороду добраться вглубь металла, чтобы его прожечь. При резке чугуна процессу мешают форма зерен и графит между ними. (Исключение составляет ковкий чугун). Алюминий, медь и их сплавы газовой резке тоже не поддаются.
Следует напомнить, что к низкоуглеродистым сталям относятся марки от 08 до 20Г, к среднеуглеродистым — марки от 30 до 50Г2. В обозначениях же марок углеродистых сталей впереди всегда ставится буква У.
Необходимое оборудование
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после — вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла. Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними — от 1 до 5.
Подготовка к работе
Схема вставного резака.
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) — к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность.
 Обнаружив утечку, подтяните гайки или смените уплотнители.
Обнаружив утечку, подтяните гайки или смените уплотнители. - Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом — 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Для работы резаком на редукторе ставим 5 атмосфер, на газовом — 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.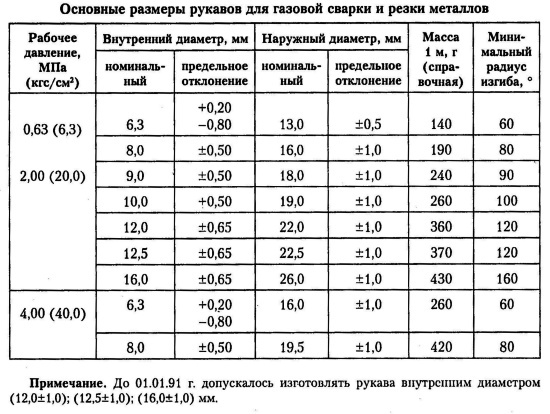
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Нюансы резки по металлу
Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Поверхностная и фигурная резка
Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко.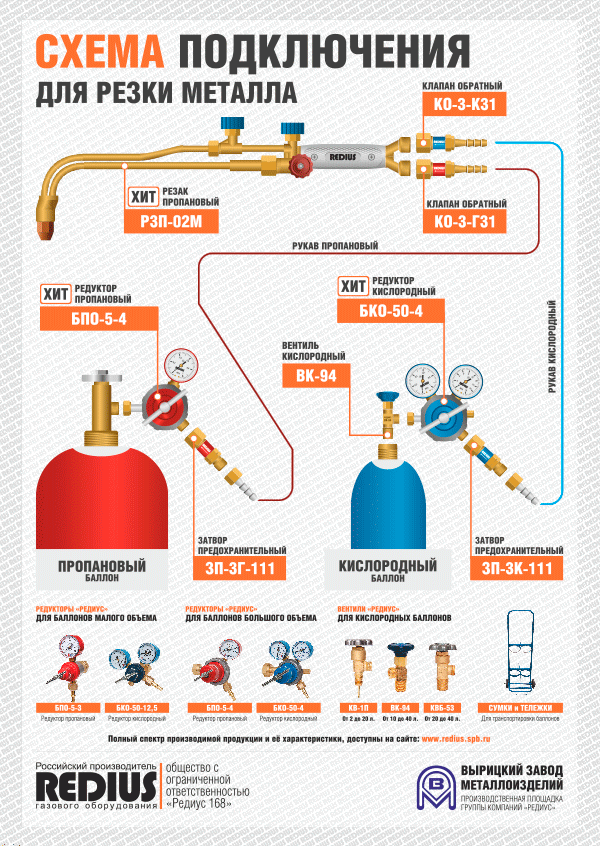 Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Оборудование, применяемое для понижения давления кислорода на выходе из сосуда для его хранения до рабочего, и поддержания его на необходимом уровне называют редуктором.
Для каждого типа технического газа, применяемого в промышленности и быту, существуют свои конструкции оборудования, для углекислого газа один тип, для ацетилена другой, для кислорода третий.
Ключевым документом, определяющим требования к газовым редукторам, является ГОСТ 13861-89. Этот документ определяет общие условия изделий этого типа.
Предназначение кислородного редуктора
Кислород – это неотъемлемый компонент так называемой газовой сварки или резки металла. К месту выполнения работ его доставляют в баллонах выполненных из стали и окрашенных в голубой цвет.
Для обеспечения подачи кислорода под рабочим давлением используют редукторы. В соответствии с ГОСТ 13861-89 эти устройства маркируются следующим образом – БКО, СКО, РКО. Первая аббревиатура обозначает то, что редуктор используют для установки на кислородные баллоны, одноступенчатый (Д – двухступенчатый). Вторая – это сетевое Изделие, и третья — рамповое.
Выпускают несколько видов этих устройств – БКО 25 и БКО 50. Первый тип обеспечивает подачу кислорода до 25 кубометров в час, второй 50. Предельный параметр рабочего давления первой модели равен 0,8 МПа, у второй 1,25 МПа.
Для присоединения кислородного редукционного устройства применяют накидную гайку.
Редуктор использует в работе следующие принципы:
- Газ проходит через фильтр и подается в камеру высокого давления. Вращение регулятора передает усилие установленной пружины посредством диска, мембраны и толкателя непосредственно на клапан.
 Именно он и регулирует поступление кислорода в рабочий объем.
Именно он и регулирует поступление кислорода в рабочий объем. - Узел, в котором происходит изменение давления, представляет собой отдельную сборочную единицу, состоящая из седла, клапана с пружиной и фильтрационного устройства ЭФ-5. Для повышения безопасности на корпусе устройства вмонтирован клапан, предназначенный для стравливания газа по достижении критического уровня давления в рабочей камере от 16,5 до 25 кгс на квадратный сантиметр.
Манометр кислородного редуктора
В составе кислородного редуктора применяют манометры, один показывает значение давления в баллоне (сети), а на второй его параметр на выходе. В зону сварки кислородную смесь подают через рукав диаметром 6 или более мм. Рукав подсоединяют к штуцеру, на другом конце устанавливают резак или горелку.
Виды кислородных редукторов
Редукторы можно разделить на два больших класса – рамповые и постовые. Первые отличает высокая пропускная способность газа, она достигает 120 кубометров в час. Именно поэтому их устанавливают для подачи кислорода на объединенные сварочные посты. Вторые кислородные редукторы предназначены для персонального использования. Они гарантируют расход газа в пределах от 5 до 25 кубометров в час. Следует помнить, что по внешнему виду кислородные редукторы похожи друг на друга.
Именно поэтому их устанавливают для подачи кислорода на объединенные сварочные посты. Вторые кислородные редукторы предназначены для персонального использования. Они гарантируют расход газа в пределах от 5 до 25 кубометров в час. Следует помнить, что по внешнему виду кислородные редукторы похожи друг на друга.
ГОСТ 13861-89 определяет такие виды исполнения изделий для снижения давления кислорода:
- На баллонах — БКО, БКД и БПО.
- В магистральной сети — СКО, САО, СПО, СМО.
- Универсальные — У.
- Рамповые — РКЗ, РАД, РПД.
- Центрального действия – ЦКЗ.
Ключевые параметры кислородного редуцирующего устройства – это способность пропускать определенные объем газа в единицу времени и поддержания заданного параметра давления газа в емкости.
Кислородный редуктор БКО 50-4
Так, БКО 50-4 обеспечивает подачу газа 50 кубометров в час и с давлением, составляющим 4 атм. БКО 50 – 12, при том же расходе, поддерживает давление в 12 атм. Кстати, устройства этих моделей чаще всего применяют для оснащения рабочих газосварочных постов.
Кстати, устройства этих моделей чаще всего применяют для оснащения рабочих газосварочных постов.
Кислородный редуктор РКЗ 500-2 (схема сбора)
РКЗ 500-2 (редуктор рамповый кислородный) предназначен для одновременной подачи газа на несколько газосварочных постов. Эти устройства работают в температурном диапазоне от -5 до +50 градусов Цельсия. Кстати, специалисты рекомендуют оснащать кислородные устройства этого класса дополнительными фильтрами.
Устройство и принцип работы кислородного редуктора
Массовое распространение в практической деятельности получили устройства обратного действия. Причиной этому служат – их минимальные размеры и конструктивная простота изделия.
Конструкция кислородного редуктора
В корпусе этого устройства расположены два последовательных сосуда. Первый – это емкость с высоким давлением, в нее поступает газ из баллона, или из сетевой линии подачи газа. Между емкостями вмонтирован клапан, управляемый посредством двух пружин, воздействующими на мембрану. Ход клапана напрямую зависит от усилия, развиваемое этими пружинами.
Ход клапана напрямую зависит от усилия, развиваемое этими пружинами.
Пружину, установленную в первую камере, настраивают с помощью регулировочного винта. Он настраивает величину хода регулировочного клапана. Для его перекрытия достаточно вывернуть винт до упора.
Камера с низким давлением напрямую связана с горелкой (резаком), то есть уровень давления в емкости определяет уровень давление газа на горелке (резаке). В случае если расход газа превышает объем его подачи, то давление в первой емкости упадет. При этом пружина будет давить на мембрану с большим усилием и в результате клапан раскроется на большую величину и объем подаваемого газа вырастет. Если же расход будет уменьшен, то пружина вернет клапан на место. Так, происходит автоматизированное регулирование рабочих параметров в редукционном устройстве.
На корпусе кислородного редуктора, смонтированы манометры. Первый датчик показывает его численное значение в баллоне, второй показывает на рабочем органе (резаке, горелке).
Редуктор кислородный характеристики и конструктивные особенности
Кроме, ключевых параметров в виде расхода и давления редукторы обладают следующими дополнительными характеристиками:
Редуктор кислородный характеристики
- Количество ступеней снижения давления. Производители выпускают устройства с одной или двумя ступенями регулирования. В первой основную роль играет пружина. В моделях с двумя ступенями регулировка осуществляется при помощи промежуточных воздушных камер. Эти изделия гарантируют работу газосварочного рабочего места в условиях когда температура ниже нуля. Кроме того, эти редукторы гарантируют стабильную подачу газа. Но они отличаются сложностью конструкции и соответственно стоимостью.
- Все кислородные редукторы присоединяют к источнику газа с помощью накидной гайки. Хомуты и другие крепежные приспособления использовать недопустимо. Это вызвано в первую очередь взрывоопасными свойствами кислорода, требующими качественной герметизации соединения.

- Еще один параметр кислородных редуцирующих устройств – это климатическое исполнение. Этот показатель имеет важное значение. Дело в том, что падение давления приводит к росту его объема. Это приводит к переохлаждению редуктора и газа, а это может привести к повреждению устройства.
Кислородный редуктор особенности устройства
Двухступенчатый редуктор для кислорода отличается клапаном, изготовленным с высокой точностью и мембраной, собранной из двух слоев материала.. Для ее изготовления применяют синтетические каучуки. Это позволяет сохранять работоспособность устройства при температурах ниже 0 и давлении до 200 атм.
Как работать с кислородным редуктором
При работе с кислородными редукторами надо обязательно провести несколько подготовительных операций.
- Проверить исправность и целостность датчиков давления. Стрелки должны быть установлены на нуле и не изменять свое положение при повороте редуктора.
- Перед тем как присоединить рукава для подачи газа необходимо проверить, вывернут ли рабочий винт, регулирующий закрытие клапана.

- После подсоединения шлангов необходимо настроить устройство на подачу необходимого для выполнения работ давления.
Работа с кислородным редуктором
Кроме перечисленных операций, необходимо проверить редуктор на герметичность. Для этого винт необходимо выкрутить до конца.
Проверить резьбовое соединение на предмет наличия следов масла и жира, в случае обнаружения их немедленно необходимо удалить с использованием растворителя.
Кстати, герметичность можно проверить нанеся на места резьбовых соединений мыльную пену. При появлении пузырей работы необходимо прекратить и редуктор сдать в ремонт.
Что еще следует знать при работе с редуктором
Как известно, из школьного курса химии, кислород – это сильнейший окислитель и поэтому работа с ним должны выполняться в строгом соответствии с требованиями правил безопасности и охраны труда. В частности, нельзя допускать контакта кислорода и масел, результатом такого контакта станет взрыв.
Часто газ привозят на рабочие места в баллонах, давление в которых составляет 14,7 МПа. Поэтому при обращении с ними необходимо соблюдать определенные правила безопасности. Кроме того, что баллон нельзя ронять, ударять по нему, хранить от огня и пр. Кислородный редуктор, установленный на нем, должен быть закрыт прочным кожухом.
Причины поломок редукторов
Как и любое техническое устройство, кислородный редуктор подвержен неполадкам, возникающим в процессе эксплуатации. Так, утечка кислорода может возникнуть из-за того, что нарушена герметичность между клапаном и камерами. Это может быть вызвано тем, что износилось уплотнение седла, выполненное из эбонита, или тем, что в механизм клапана попали посторонние частицы.
При работе в зимнее время кислородный редуктор может замерзнуть. Для предотвращения этого явления вентиль баллона необходимо закрыть и обдуть его теплым воздухом.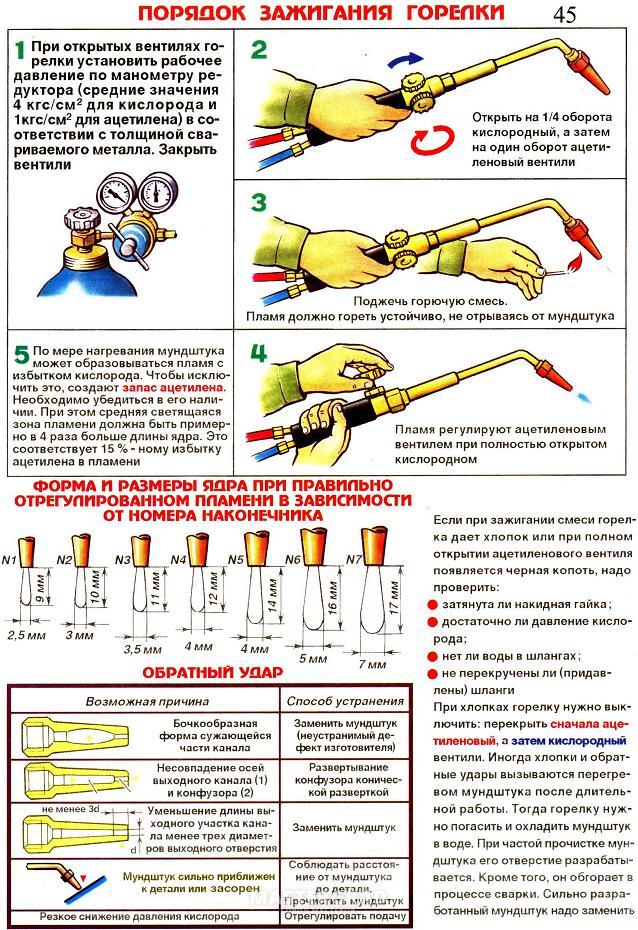 Это устранит и наледь, и лишнюю влагу. Кстати, огонь для отогрева редуктора применять категорически запрещено.
Это устранит и наледь, и лишнюю влагу. Кстати, огонь для отогрева редуктора применять категорически запрещено.
Нередки случаи, когда происходит засорение редуктора посторонними частицами. Для предотвращения этого необходимо фильтр периодически продувать или промывать.
Неисправности отдельных частей редуктора
К дефектам этого типа относят выход из строя нажимной пружины, дефект шпильки, поломка приборов измерения давления.
Эти неисправности можно определить по несущественному повышению давления при повороте регулирующего винта.
Область применения
Редукторы этого типа применяют практически во всех отраслях народного хозяйства. В промышленности – при сборке и разделке металлоконструкций, в медицине, для организации подачи газа в палаты и операционные.
Выполнение газопламенных работ
Кислородный редуктор используют в разных отраслях. В частности, при выполнении газопламенных работ. Редуктор обеспечивает постоянную подачу газа. В медицине редукторы устанавливают в систему подачи кислорода по палатам. Не обходятся без подобных устройств и системы подачи воздуха на авиационном транспорте и морском транспорте.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Шланг для резака кислородный 📖 Какое давление выдерживает? Диаметр и длина
Главная » Статьи » Характеристики и особенности кислородных шлангов для резака
Оглавление:
- Категории кислородных рукавов
- Какое давление может выдержать кислородный шланг?
- Какой диаметр кислородного шланга для газовой сварки, резки?
- Какую температуру выдерживает кислородный шланг?
- Какой длины должны быть шланги на резаке?
- На что ещё обратить внимание при выборе?
Газовая сварка широко используется для создания долговечных и высоконадежных неразборных соединений металлических деталей, а также для кислородной резки различных металлоконструкций. Чтобы подвести к горелке кислород и горючий газ используется специальный кислородный шланг. Он является резинотехническим изделием (РТИ), которое армировано хлопчатобумажной или синтетической полиэфирной нитью. Чтобы сварка или резка проходили безопасно, важно уметь правильно подбирать для резака кислородный шланг.
Рукав для газовой сварки по ГОСТ 9356-75
Несмотря на то, что ГОСТ 9356-75 официально уже утратил свою силу, производители используют этот документ, как основной, поскольку характеристики шлангов, изготовленных по ГОСТ 9356-75, соответствуют необходимым требованиям для безопасной работы с газосварочным оборудованием.
Кислородные рукава делятся на три категории:
- I – кислородный рукав, используемый для транспортировки горючих газов: ацетилен, природный газ, пропан, бутан;
- II – шланги для подачи жидких топливных смесей под давлением 0,63 МПа; подходят для керосина, бензина, уайт-спирита;
- III – шланги для кислорода, подаваемого под давлением от 2 до 4 МПа.

Для визуального определения, к какому классу относится рукав, используется цветная маркировка. У РТИ I-класса внешний слой окрашен красным цветом, II –класса – желтым, III-класса – синим. Допускается черная окраска рукавов, при условии, что на их поверхности будут нанесены две цветные полоски, указывающие на класс.
Какое давление может выдержать кислородный шланг?
Величина рабочего давления кислородного шланга I и II-класса составляет 0,63 МПа, а для рукавов III-класса оно находится в пределах 20…40 МПа. Что касается максимально допускаемого давления кислородного шланга, то оно рассчитывается следующим образом: для рукавов всех классов должна сохраняться герметичность при гидравлическом давлении, равном удвоенной величине рабочего давления. Допускается погрешность в ±10%.
Газовая горелка нормально функционирует в том случае, когда давление в шлангах резака составляет от 3 до 12 атмосфер. Конкретное значение зависит от толщины обрабатываемой металлической заготовки и величины диаметра используемого сопла. Чем выше давление, тем больше кислорода попадет на металлическую поверхность, повышая эффективность работы резака, но это длиться до определенного момента. При очень высоком давлении часть кислорода не будет использована по назначению, в таком случае происходит перерасход газа. Для каждого сопла и толщины заготовки рассчитывают, какое давление в шлангах резака будет оптимальным, регулируется оно посредством кислородного редуктора.
Какой диаметр кислородного шланга подойдет для газовой сварки, резки?
Выбирая кислородный рукав, следует определиться какой должен быть диаметр кислородного шланга для резака. Номинальная величина внутреннего диаметра РТИ, рассчитанных на давление 0,63-20 МПа может составлять от 6,3 до 16 мм, их внешние размеры составляют 13…26 мм. Диаметр кислородного рукава для резака с рабочим давлением 4 МПа может иметь диаметр 6,3 или 8 мм.
Для газовой сварки чаще всего пользуются шлангами с номинальным внутренним диаметром 6,3 или 9 мм, реже используется 12 мм. Выполняя специальные работы по газовой резке, могут использоваться рукава с диаметром 12 или 16 мм. Большее сечение обеспечивает увеличенный поток кислорода, что позволяет резать более толстые заготовки.
Чем меньше внутренний диаметр кислородного шланга для резака, тем больше его можно изгибать без последствий для целостности. Например, для рукавов с диаметром 6,3 мм минимальный радиус изгиба составляет 60 мм, а для шлангов диаметра 16 мм – 160 мм.
Соотношение между внутренним/внешним диаметром рукава, его рабочим давлением и минимально допускаемым радиусом изгиба представлено в таблице:
| Рабочее давление в МПа | Внутренний диаметр в мм | Внешний диаметр в мм | Минимальный радиус изгиба в мм |
|---|---|---|---|
| 0,63 | 6,3 | 13 | 60 |
| 2 | 8 | 16 | 80 |
| 9 | 18 | 90 | |
| 10 | 19 | 100 | |
| 12 | 22 | 120 | |
| 12,5 | 22,5 | 120 | |
| 16 | 26 | 160 | |
| 4 | 6,3 | 16 | 60 |
| 8 | 19,5 | 80 |
Какую температуру выдерживает кислородный шланг?
Кроме области применения, важно знать какую температуру выдерживает кислородный шланг. Для рукавов, используемых в регионах с тропическим и умеренным климатом, рабочий температурный диапазон составляет -35…+70°С, а для шлангов, эксплуатируемых в условиях холодного климата – от -55 до +70°С.
Какой длины должны быть шланги на резаке?
Номинальное значение длины шлангов для газовой резки и сварки составляет от 8 до 20 мм. Не рекомендуется применять РТИ, длина которых менее 5 мм или больше 20 м. Рукава большой длины допускается использовать в производственных цехах, где производится сборка корпусных металлоконструкций. В этих случаях длина шлангов может составлять 40 м и больше.
Для сращивания нескольких шлангов используют стальные или латунные ниппеля. Чтобы исключить срыв рукава с ниппеля, их фиксируют специальными хомутами. Минимальная длина соединяемых между собой участков кислородных рукавов составляет 3 м. Запрещено соединять между собой шланги с применением гладкоствольных трубок – такие соединения ненадежны, очень часто происходит срыв конца рукава с трубки. Перед тем, как присоединить рукав к газовой горелке нужно выполнить его продувку рабочим газом – кислородом или ацетиленом.
На что обращать внимание при покупке?
Выбирая шланги для сварочного оборудования, нужно учитывать ряд факторов. Это поможет качественно выполнить поставленную задачу и гарантировать безопасность работ. Рассмотрим основные параметры, которые нужно учитывать при покупке:
- рабочая среда – в зависимости от газа, подаваемого по шлангу, выбирается один из трех его видов согласно ГОСТ 9356-75;
- какой диаметр кислородного шланга должен быть – эта величина зависит от используемого газового оборудования (горелок и их сопел), а также толщины металлических заготовок, которые свариваются, разрезаются;
- радиус изгиба – в процессе работы шланги приходится изгибать, особенно это важно в тех случаях, когда работы проводятся в условиях с ограниченным пространством; чем меньше допускаемый радиус изгиба – тем шире возможности применения кислородного рукава;
- используемый материал – для производства рукавов используется каучук, в который могут добавляться различные примеси; их наличие улучшает химическую устойчивость изделий, защиту от ультрафиолетового излучения, повышается сопротивляемость износу, механическим повреждениям;
- емкость бухты – какой длины должны быть шланги на резке рассмотрено выше; важно, чтобы нагрузка на сварщика была как можно меньше, поэтому рекомендуется использовать рукава длиной до 20 м – их легче подтягивать, они меньше запутываются.
Рекомендации
В процессе эксплуатации кислородных шлангов нужно придерживаться рекомендаций завода-производителя. Важно всегда учитывать, на какое давление рассчитан кислородный шланг – это основное правило, исключающее разрыв рукава во время работы и обеспечивающее безопасность сварщика.
В выборе рукавов поможет их маркировка, которая наносится на их поверхность. В ней указывается информация о том, к какому классу принадлежит РТИ, значение его внутреннего диаметра, какое давление держит кислородный шланг, в каком климатическом исполнении он произведён.
Подобрать и купить кислородные шланги для газовой резки и сварки, выполненные в соответстветствии с ГОСТ 9356-75, можно в нашем каталоге.
<< Предыдущая статья Следующая статья >>
Как настроить резак с пропаном и кислородом
Как настроить газовый резак
Как правильно собрать резак с баллонами (кислород+пропан), каков порядок подготовительных работ? Подскажите хорошую модель резака.
Резак МАЯК-2-01 газосварочный
Для корректной работы с подобным оборудованием одной только теории будет мало. Перед началом обязательно нужно попрактиковаться на постах с специалистами, которые имеют опыт. Неправильные действия могут привести даже к трагическому случаю. Техника безопасности здесь должна быть на первом месте.
Инструкция по сбору газового резака
- Устанавливаются редукторы: синий закручивается на баллон с кислородом (далее О2), красный — на пропановый. Перед закручиванием проверьте состояние резиновых прокладок. Осмотрите вентиль с О2. Не допускаются следы масла и жира на его поверхности (будьте внимательны, может привести к взрыву)
- Не допускается наличие дефектов на штуцере. Если присутствуют — их правят напильником. Если этого не сделать резиновая прокладка редуктора будет травить.
- Подберите шланги по резьбам (левосторонняя, правосторонняя).
Тоже внимательно осмотрите их на отсутствие повреждений. Они соединяются с резаком и редуктором хомутами.
По технике безопасности: нельзя продувать рукав для пропана кислородом или менять рукава между собой. - на штуцер с горюч. газом резака устанавливается клапан обратного удара.
Как пользоваться — проверка инжекции (если имеется)
- Рукав для О2 подсоединяется к соответствующему штуцеру, газовый — освобождается (откручивается)
- Открывается барашек кислородного редуктора
- Откручивается барашек кислорода и горюч. газ на резаке
- Проверяется инжекционная способность на штуцере с газом: обычно прислоняется палец, его должно притягивать
- если притягивает, значит, все вы собрали правильно, в обратную сторону не будет удара благодаря хорошей инжекции
Далее присоединяется шланг с пропаном.
Дается его давление 0.5. Соотношение газа к О2 считается как 1 к 10. Если, например, первого мы даем 5 атм., то пропана нужно задавать 0.5 атм.
Как работать газовым резаком — правильное зажигание смеси
- Открывается немножко барашек О2 и газовый (на полоборота), смесь поджигается.
- Теперь необходимо упереться в металл и добавить О2 до появления коронки – все готово к выполнению задач
- Закрываются вентили в обратном направлении. Первым всегда закрывается горючий газ, затем О2
Самое главное в работе помнить, если произошло затухание пламени, чтобы остановить работу и избежать обратного удара, необходимо перекрыть подачу пропана и добавить О2 на несколько секунд. Если закрыть О2 – может прогреметь взрыв.
Вопрос выбора, какой лучше
Сегодня популярностью пользуются:
- все тот же старый добрый Маяк (2-2Р РЫЧАЖНЫЙ; 2-01) и РЗП-02М
- Ацетиленовые Р1А LATION с удлиненной ручкой и РС-2А-100
- Универсальные (Р2-01 УШЛ; Р3 П; Р1П) с внутриголовочным смешением газов и смешением газов в мундштуке.
- Резак Р3-300К с клапаном КР – служит в десяток раз дольше, чем инжекторный
Отзыв о резаке Harris
- Ну и отдельно, хочется отметить Harris 62-5 c двумя наконечниками. Это дорогостоящий резак для профессиональных рабочих, которые любят себя «побаловать».
Имеет расширенные технические возможности. Вес побольше, чем у Маяков. Мундштуки имеет маленькие, можно сказать игрушечные, но при этом они продувают довольно большую глубину при удивительно низком давлении на манометрах.
Рез лучше, чем у Маяков и расход в разы уменьшается. Приятная экономия.
One thought on “ Как настроить газовый резак ”
Добавить комментарий
Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
Источник: svarka-master. ru
Резка металла кислородно-пропановым резаком
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
- Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Нюансы резки по металлу
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр.
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону.
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз. Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Поверхностная и фигурная резка
В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки. Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Заключение
Несмотря на то что на фоне газосварочных работ резка газом имеет свои положительные стороны, подходить к выполнению этой работы следует с той же ответственностью. Помимо подготовки необходимого оборудования, следует ознакомиться с основными нюансами выполнения этой работы. И хотя эта операция и кажется достаточно простой, все же в случае допущения ошибок во время резки газом это может привести к серьезным проблемам, связанным с последующим использованием изделия.
Источник: stanok.guru
Как пользоваться газовым резаком – основы безопасной и качественной работы
Резка металла кислородно-ацетиленовым резаком требует соблюдения определенных мер предосторожности и правильной последовательности действий. Это газовое оборудование относится к разряду огне- и взрывоопасных.
1 Основы работы с газовым резаком
Процесс резки газовым резаком происходит за счет сжигания металла в струе кислорода, подаваемого под давлением. Предварительно сплав должен быть разогрет до нужной рабочей температуры с помощью горящей смеси ацетилена с кислородом. Единственные металлы, которые можно резать этим способом – различные марки углеродистой и нелегированной стали. Нержавейку, цветные металлы и сплавы разрезать кислородно-ацетиленовым резаком нельзя.
Для выполнения данного вида работ помимо соответствующего комплекта газового оборудования потребуется следующее:
- Огнетушитель.
- Защитная экипировка: специальные очки; перчатки из толстой кожи; крепкая рабочая обувь с кожаной подошвой.
- Соответствующая одежда – рекомендуется надевать огнестойкую, однако если ее нет, то подойдет хорошо облегающая хлопчатобумажная. Нельзя надевать вещи из синтетических и легковоспламеняющихся тканей, свободного кроя, с рваными или поношенными краями.
- Инструменты для измерений и разметки: линейка, угольник и карандаш, изготовленный из мыльного камня.
- Зажигалка для газового резака – предназначена для правильного зажигания пламени резака. Обычными спичками, зажигалками пользоваться очень опасно.
2 Подготовка места и условий безопасной и удобной работы
Для обеспечения безопасного проведения работ с использованием газового резака требуется следовать следующим правилам и рекомендациям:
- Для выполнения работы выбирают только место в идеально проветриваемом помещении либо на открытом воздухе.
- Резать можно вдали от легковоспламеняющихся веществ и материалов.
- Пол в помещении должен быть бетонным или земляным.
- Поверхность земли или бетона должна быть очищена от любых посторонних предметов и материалов в радиусе не менее 5 м, так как искры от разрезаемого металла разлетаются на несколько метров и могут поджечь сухие ветошь, стружку, бумагу, высохшие растения или листья.
- Разрезаемый металл кладут на подходящую опору, чтобы пользоваться резаком на удобной рабочей высоте. Для этих целей лучше всего использовать стальной стол.
- Нельзя допускать касаний пламенем бетона (особенно если он свежий) – это вызовет его расширение и последующее интенсивное растрескивание с вылетанием из него мелких осколков бетона.
- Категорически запрещено в качестве рабочих использовать легковоспламеняющиеся поверхности, или на которых разлиты огне-, взрывоопасные материалы.
- Место разреза металла размечают как показано на видео.
3 Подготовка и настройка газового оборудования для резки
Чтобы работать с газовым резаком было безопасно, важно не только грамотно подобрать соответствующий комплект оборудования, но и правильно его подключить и настроить. Сначала к баллонам с кислородом и ацетиленом подсоединяют соответствующие трубки. Кислородные шланги и емкости обычно зеленого цвета, ацетиленовые – красные.
На обоих концах шлангов следует установить предохранительные затворы (приспособление, задерживающее обратные удары пламени).
Следующий шаг – проверка исправной работы подачи ацетилена. Сначала закрывают клапан регулирования подачи – Т-образную ручку вращают несколько раз назад. На баллоне, в верхней его части, открывают вентиль – поворачивают на 1 поворот кисти. Делают это в целях безопасности. Нельзя допускать, чтобы давление ацетилена в баллоне превышало 1 атм – в случае высокого давления этот газ становится нестабильным и даже может самопроизвольно взорваться или воспламениться. Чтобы проверить, что давление ацетилена отрегулировано правильно, выполняют следующие действия:
- Главный клапан емкости отпирают, затем открывают регулирующий клапан, поворачивая ручку в направлении часовой стрелки. Делать это нужно очень медленно, следя за показаниями манометра, установленного на выходе низкого давления. Регулирующий клапан открывают, пока давление не станет 0,34–0,54 атм.
- Затем продувают воздух из шланга – открывают ацетиленовый клапан резака до появления звука выходящего газа. После этого смотрят на показания манометра низкого давления. При продувке величина давления должна быть стабильной (если нет, то убеждаются в правильности установки регулятора).
- Клапан на резаке закрывают.
Проверяют и настраивают подачу кислорода – отключают регулятор его подачи (скручивают вниз), а после этого настраивают давление. Для снижения подачи кислорода закручивают ручку манометра на несколько оборотов назад. Затем выполняют последовательность следующих шагов:
- На баллоне для кислорода полностью отпирают главный клапан. Он двухседельный и в случае его частичного открытия из-за высокого давления в баллоне (150 атм) кислород выходит вокруг кольца уплотнения соединения штока клапана.
- Медленно открывают регулятор подачи, следя за показаниями манометра, установленного на выходе низкого давления, до настройки давления кислорода в пределах 1,7–2,7 атм.
- Продувают из шланга атмосферу – на резаке открывают кислородный вентиль. У резака 2 вентиля для кислорода: один ближе к шлангу, контролирует подачу в камеру, где кислород смешивается с ацетиленом для подогрева стали (горения смеси), а также для подачи в кислородную дюзу для резки; другой расположен дальше и подает кислород в отдельную дюзу резки (пока не открыт этот вентиль или не отпущен специальный рычажок резки кислород не должен выходить из мундштука резака). Сначала открывают первый вентиль – его несколько раз поворачивают, обеспечивая достаточный приток кислорода для осуществления обеих функций. После этого немного открывают второй (передний) вентиль – на время пока не очистится шланг (3–5 с для трубки длиной 7,5 м).
- Передний вентиль закрывают.
4 Поджигание резака и нагревание металла
Перед зажиганием резака требуется:
- убедиться в герметичности всех соединений (клапанов, манометров, шлангов, другой арматуры) – любая протечка газа может моментально вызвать пожар;
- проверить еще раз место работы на предмет отсутствия легковоспламеняющихся материалов, посторонних людей (особенно детей), животных;
- убедиться в готовности к работе;
- надеть защитные очки и перчатки.
Затем открывают на резаке клапан ацетилена, позволяя выйти кислороду, который находится в камере-смесителе. На это достаточно нескольких секунд. Потом закручивают вентиль, пока не станет слышно, что ацетилен еле выходит. Перед резаком располагают специальную зажигалку для него как показано на видео, чтобы ее внутренняя часть касалась мундштука. Затем надавливают на рычаг зажигалки. Когда производимые искры подожгут ацетилен, перед мундштуком должно образоваться маленькое пламя желтого цвета.
Подкручивая клапан подачи газа, увеличивают длину пламени примерно до 25 см. Факел должен начинаться у самого мундштука резака. Пламя будет отрываться от него или прыгать, когда ацетилена подается чересчур много.
Медленно открывают передний кислородный вентиль. При этом пламя должно поменять цвет с желтого на голубой – в этот момент будет обеспечена подача такого количества кислорода, которого достаточно для полного сжигания ацетилена. Подачу кислорода следует увеличивать, пока внутренний язычок голубого пламени не уменьшится и сожмется в направлении мундштука.
Кислородный клапан открывают еще больше – увеличивают размер факела, пока у внутреннего пламени длина не станет едва больше толщины разрезаемой стали (для листовой холоднокатаной толщиной 9,5 мм достаточно превышения длины пламени на 1,3 мм). Когда слышно «сопение» или кажется, что голубое пламя перистое и неустойчивое, то это означает слишком большую подачу кислорода. Ее снижают, пока все пламя не стабилизируется, а внутреннее – не примет форму четкого конуса.
Внутреннее пламя самым кончиком подносят к поверхности обрабатываемой стали. Ее греют до образования в месте соприкосновения лужицы расплавленного светящегося металла. Кончик пламени надо держать неподвижно на расстоянии примерно 10 мм от поверхности стали как показано на видео, чтобы все тепло концентрировалось на одном участке.
5 Резка стали газовым резаком
Ручку клапана газовой резки медленно отпускают вниз – подают струю кислорода, поджигающую расплавленный металл. Если сразу начинает происходить бурная реакция, то сталь загорелась и можно продолжать постепенно увеличивать давление кислорода, пока его струя не прорежет материал насквозь. Когда реакция не идет – металл разогрет недостаточно, чтобы возгореться в струе кислорода. Необходимо в нагревающее пламя добавить кислорода и дать ему возможность разогреть сталь.
Когда струя кислорода начнет резать, мундштук резака начинают медленно передвигать вдоль линии реза. При этом почти все продукты обработки (расплавленный шлак, искры) сдуваются струей к задней стороне зоны разрезания как показано на видео. Если этот поток возвращается обратно или замедляется, то надо уменьшить скорость перемещения резака или остановить его и прогреть материал еще больше (работать лучше очень медленно, нежели пытаться резать слишком быстро). Резку продолжают до завершения намеченного отреза или разделения металла.
Источник: tutmet. ru
Резак кислородно-пропановый
Процесс демонтажа металлических конструкций потребует использования специализированного инструмента. Заготовка деталей осуществляется резкой, для этого используется рассекание металла как газовой установкой пропаново – кислородного типа, так и другими приспособлениями. Для обработки конструкций небольшой толщины подойдут механические устройства, толстые листы обрабатываются газовым резаком. Принцип эксплуатации установки одинаковый, вне зависимости от конструкции. Как правильно пользоваться механизмом, описывают различные технические задания, необходимо соблюдать требования безопасности, другие особенности.
Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.
Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
Конструкция
Наиболее распространенный тип устройства, применяемый при обработке стальных структур, это двухтрубный инжекторный резак. Горючая смесь разделяется на несколько потоков, что позволяет отрегулировать мощность пламени при соответствии с работами. Регулировочный механизм находится на внешней части корпуса, существуют приборы рычажного типа.
Поток движется по трубке к наконечнику через головку, высвобождение происходит при высокой скорости через центральное сопло. Мундштук отвечает за главную функциональность резака, режущую часть процесса. Часть газа переводится к инжектору, который выходя под высоким давлением, создает разряжение, тем самым подключается горючая смесь. Процессом смешивания определено выравнивание скорости потока, которым производится действие.
Формирование смеси осуществляется головкой наконечника, в которую попадает по нижней трубке. Факел образуется между наружном, внутренним мундштуком, следствием образования горючей смеси. Двухканальная система оснащена регулировочными вентилями, позволяющими производить настройку подачи как кислорода, так и вспомогательного газа к инжектору.
Конструкция газового резака
Конструкция без инжекторного типа более сложна, так как для двух потоков кислорода и отдельно для газа имеется трубки. Смесь горючего состава происходит непосредственно внутри головки, данная конструкция считается более безопасными действиями. Для выполнения действий потребуется более высокое давление подачи как кислорода, так и горючих газов.
Размеры резаков закреплены стандартами ГОСТа, для производства с мелкими деталями применяются модели Р1 с общей длинной не более 50 см. Более мощные конструкции выпускаются длиннее по форме, существуют специфичные удлиненные конструкции, предназначенные для выполнения задач при трудном доступе к месту резки.
Преимущества и недостатки
Газовая горелка предназначена для рассекания изделий в производственных условиях, при большом объеме задач. Перед тем, как применить устройство, важно понимать, какими ключевыми особенностями обладает резка металла пропаном и кислородом:
- Механизм действия удобен при выполнении криволинейных линий отреза. Стабильная мощность позволяет разделять на части металлические изделия различной толщины. В ситуациях, когда невозможно применение инструмента, такого как, углошлифовальная машинка, используется газовая горелка. Задача по изготовлению круглого изделия или отверстия глухого типа выполняется газовой горелкой, не требуя особых усилий.
- Газовый резак обладает преимуществом в отличие от бензиновых моделей. Помимо малого веса, механизм не издает повышенных шумов при функционировании, а также компактен.
- Использование аппарата, основанного на воздействии горючего газа, позволяет ускорить выполнение вдвойне, что не под силу механическим инструментам.
- Пропан, как газ в жидком состоянии, отличается низкой ценой. Поэтому применяется не только при обработке изделий в производственных нуждах, но и при утилизации металла и других действиях.
- Использование пропана в качестве горючей смеси позволяет выполнять качественный срез. Порезка осуществляется по узкой кроме, что является основным фактором качественной работы.
Недостатками можно отметить, что некоторые материалы невозможно обработать пропановым резаком, например чугун и высоколегированные стали.
Особенности использования
Стальные материалы с высоким содержанием углерода не рекомендуется резать газовым устройством. Причиной является высокая температура плавления, близкая к параметру очага. Вместо окалины, выбрасываемой от воздействия сопла, происходит реакция материала с краями кромок, результатом чего прекращается доступ кислороду, соединение невозможно обработать.
Работа с чугуном может вызвать некоторые трудности, такие как присутствие графита, форма зернистости. Также газовая резка пропаном не используется, в случаях обработки меди, алюминия, других легко плавящихся сталей.
Необходимое оборудование
Для выполнения различных задач по обработке стали, необходимо подготовить оборудование, соответствующие инструменты. Эксплуатация производятся с помощью:
- баллонов с кислородом и пропаном;
- инструмент для рассекания;
- мундштук определенного размера;
- шланги.
Техникой безопасности обусловлено наличие на каждом баллоне регулировочного вентиля. Пропановый баллон имеет резьбу обратного хода, вследствие этого установка дополнительного редуктора невозможна. Оборудование имеет схожие конструкции, как при домашнем использовании, так и производственными целями. Перед тем, как производить срез металла, необходимо проверить работоспособность, наличие всех регулировочных элементов.
Шланги для кислородно-пропанового резака
Поступление озона маркируется синим цветом, вентили расположены как непосредственно на баллоне, так и на резаке. Пропановый поток маркируется как все остальные газовые и взрывоопасные вещества, красным либо желтым цветом.
После подключения резака, начинается процесс, при котором кислород и пропан сливаются в смесительной камере, вследствие чего образуется горючая смесь. Конструкцией предусмотрена смена агрегатов, для планового ремонта и технического обслуживания, в случае выхода из строя одного из узлов, возможно его заменить, продолжить работу. Мундштук подбирается в зависимости от типа производимых задач, имеет различные показания и отличается по номерам.
Нюансы резки
Процесс рассекания предусматривает контроль скорости, подбор параметром происходит визуально, зависит от количества искр и их разлетания. Поток искр, образуемый процессом резки, должен образовываться под углом 90 ° по отношению к поверхности. Скорость регулируется, если поток изменяет направление, в этом случае скорость низка, требует настройки.
Толщина структуры влияет на процесс, в случае обрабатываемого листа, толщиной более 6 см, его необходимо разместить под небольшим углом для стекания шлака. При обработке толстых изделий, важно выдержать угол наклона больше на 15 °, контролировать скорость. В случае остановки рассекания на середине пути, процесс не возобновляется в данной точке, а происходит сначала. Во избежание переделки при действиях с толстым изделием, необходимо вести резак так, чтобы металл обрабатывался по всему периметру.
Резка металла газовым резаком
После завершения рассекания стали, отключается подача режущего газа. Затем перекрывается вентиль на баллоне, последней очередью закрывается подача горючей смеси.
Поверхностная и фигурная резка
Процесс создания рельефа на поверхности металла производится несколько другим способом. Резка выполняется соплом, а расплавленный шлак, подогревает нижнюю часть изделия. Подогрев производится до температуры, не превосходящей воспламенение материала.
Открытие режущего кислорода обеспечит определенный участок горения материала, благодаря чему производится чистая кромка и линия разреза.
Действие производится под углом до 80 °, после подачи газа, резак перемещается в углы от 18 до 45 °. Образование канавок необходимого размера осуществляется регулировкой скорости. Больший размер канавки достигается как изменением угла мундштука, так и замедлением скорости, регулировкой уровня кислорода. Ширина канавки изменяется путем настройки подачи струи через сопло, соотношение глубины, ширины канавки приравнивается 1 к 6. Ширина при этом условии преимущественный объект, т.к. возможно образование закатов на поверхности изделия.
На что обратить внимание при выборе газового резака
Подбор качественного инструмента напрямую зависит на результат. Если пренебречь некоторыми параметрами теряются определенные свойства резака, снижаются параметры безопасности. Пропан и кислород взрывоопасные вещества, которые требуют соблюдения некоторых требований при эксплуатации:
- Рукоятка выполняется из алюминиевых сплавов, пластик применяется более дешевыми инструментами, со временем плавиться, теряет форму.
- Латунный ниппель прослужит дольше алюминиевой структуры, так как имеет больший ресурс к деформациям.
- Вращение вентилей должно производится с небольшим усилием, для остановки процесса в случае возникновения нестандартной ситуации. Рекомендуемый размер вентиля – не менее 4 см.
- Наиболее надежные шпиндели изготавливаются из нержавейки, способны выдержать до 1500 циклов без замены, латунные не выдерживают подобного срока эксплуатации. Наиболее подходящим вариантом являются комбинированные шпиндели, имеющее благоприятное соотношение цена-качество.
- Конструкция резака должна быть разборной, для продления срока службы производится техническое обслуживание. Материал мундштука – медь.
Кислородно-пропановый резак вентильного типа
Необходимо обратить внимание на доступность ремонтных комплектов, запасных частей для резака. Если свободной продажей таковых не имеется, могут возникнуть проблемы при произведении ремонта.
Как пользоваться кислородно пропановым резаком
Функционирование пропаново – кислородным резаком требует соблюдения определенных правил. Перед тем, как пользоваться оборудованием с кислородным, пропановым резаком, важно ознакомиться со следующими требованиями:
- Соблюдение техники безопасности не пренебрегается, важно применять защитную маску или специализированные очки. Также одежда оператора должна быть изготовлена из огнеупорного материала.
- Пламя из резака должно отводиться от шлангов подачи газов противоположной стороной.
- Расположение баллонов с газами не допускается на расстоянии ближе пяти метров до места непосредственных работ.
- Рассекание производится на открытом воздухе, либо в помещении с исправной вентиляцией.
Длительный простой оборудования требует профилактики перед возобновлением работ. Перед началом испытания, отсоединяется пропановый шланг, подается давление газа. Инжектор проверяется пальцем у отверстия, если происходит всасывание, значит оборудование в исправном состоянии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: stankiexpert.ru
Как осуществлять резку металла газовым резаком: оборудование
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—45 0 .
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0 C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м 3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
Источник: svarka.guru
Какое давление пропана и кислорода при резке?
Какое давление пропана и кислорода при резке?
Дается его давление 0.
Что нужно для газовой резки?
Газовая сварка и резка в промышленных объемах требует более серьезного оборудования….Простейший комплект оборудования для газовой резки состоит из следующих компонентов:
- газовая горелка;
- регулятор давления;
- газовые баллоны;
- смеситель;
- шланги.
Что такое Газорезка?
Газовая резка – это один из способов обработки низколегированных марок стали, мягких сплавов с низким содержанием углерода и других металлов. Процесс газовой резки металла предполагает нагревание заготовок пламенем газа заданной температуры.
Для чего нужны резаки?
Для того чтобы быстро нарезать готовые листы продукции приобретается специальное бумагорезательное оборудование, которое называется резаком. Резаки для бумаги разрезают бумажную продукцию до нужного размера и в нужном количестве, вплоть до 1000 экземпляров за один запуск.
Почему стреляет резак?
Скорее всего, пропановый резак стреляет по одной из следующих причин: Неправильно отрегулировано давление пропана и кислорода при разжигании. Перегрето сопло или ствола резака. … Уменьшилось проходного сечения сопла резака из-за механического загрязнения.
Что такое резаки?
РЕЗАК — 1) инструмент для кислородной резки металлов, подающий горючий газ и кислород к месту резки. 2) Приспособление для разрезки и обрезки фото и кинопленки, фотобумаги.
Сколько градусов у резака?
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает».
Что такое автоген?
автоген — а, м. (стяжение словосочетаний автогенная сварка, резка). … Сварка или резка металла с использованием высокой температуры сгорания смеси горючих газов (ацетилена, водорода и др.) с кислородом.
Какие бывают резаки?
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
- Ацетиленовый В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). …
- Пропановый Рассчитан на применение пропана в качестве режущего газа. …
- Газовый резак универсальный
Как резать кислородным резаком?
Резка металла газовым резаком состоит из двух основных этапов:
- на первом – сплав разогревают до нужной рабочей температуры. Для этого используется пламя горящей смеси газа с кислородом;
- на втором – металл сжигается в струе кислорода.
Как правильно пользоваться кислородным резаком?
Для этого необходимо:
- открыть основной редуктор баллона с кислородом до упора;
- медленно поворачивать регулятор подачи, пока на манометре низкого давления не установится необходимое для работы давление;
- открыть кислородный вентиль резака и удалить воздух из шланга;
- закрыть передний вентиль.
Как правильно зажигать газовую горелку?
Любой источник огня способен разжечь горелку такого типа. Итак, подготовьте горелку, поднесите зажженный источник огня к излучателю, вентиль баллона (запорное устройство) приведите в открытое положение, чтобы обеспечить доступ газа к горелке. Когда на поверхности появится голубое пламя, уберите источник огня. Все!
Как отличить пропановый резак от ацетиленового?
Основное отличие пропановой горелки от ацетиленовой основано на разной теплотворной способности газов и разных пропорциях при создании рабочей смеси. Доли кислорода и ацетилена относятся как 1:1, кислорода с пропаном – 3,5:1. В горелке на ацетилене существенно выше и скорость сгорания смеси.
Что можно сделать с газовой горелкой?
Приготовить мясо, птицу, рыбу, полоски бекона или овощи с помощью газовой горелки вполне реально. Например, с её помощью можно подрумянить корочки стейка перед тем как поместить его в духовку. Овощам можно придать приятный дымный аромат и сделать вкус более насыщенным.
Как работать с газовой горелкой?
Практически все портативные бытовые приборы относятся к так называемым инжекционным горелкам, когда для поддержки пламени воздух засасывается внутрь горелки естественным путем. Внутри, в специальной камере, происходит смешивание топлива с воздухом, в результате чего горючее после подачи искры воспламеняется.
Как выключить горелку?
- Погасите горелку, как описано выше.
- Закройте вентиль горючего газа на баллоне, а затем закройте вентиль кислорода на баллоне.
- Опорожните линию горючего газа путем открывания вентиля горючего газа на горелке. …
- Опорожните линию кислорода путем открывания вентиля кислорода на горелке.
Для чего нужна газовая горелка?
Газовая горелка поможет избавиться от растрепанных концов. Уничтожение сорняков. Каждый владелец загородного дома знает, что это за напасть и рекомендуем запомнить, что газовая горелка может помочь справиться с сорняками иногда лучше, чем химические вещества.
Как правильно включить газовую горелку в печи?
Розжиг печи:
- Открыть кран на газопроводе перед отопительной горелкой.
- Поднести зажженный жгутик через смотровое отверстие к запальнику и нажать кнопку клапана и держать ее прижатой до тех пор пока рычаг зайдет на кнопку.
- Открыть газовый кран у горелки.
Как работает газовая печь?
Газовая плита функционирует за счет горения природного газа. Подключить плиту можно как к централизованному газопроводу, так и к автономному источнику. Поступающий в горелку газ, смешивается с кислородом из атмосферы и данная смесь выходит через рассекатель горелки, являясь горючей.
Что такое проскок пламени?
Проскок пламени — это перемещение фронта пламени из топки в горелку, при котором горение топлива начинается непосредственно в горелке. … Отрыв пламени от горелок любого типа происходит в том случае, когда скорость выхода газа или газовоздушной смеси больше скорости распространения пламени.
Что такое отопление форсунка?
Что такое отопление форсунка в доме Вообще, форсунка – устройство, позволяющее расщеплять основной поток вещества на несколько направленных второстепенных потоков. Топливная форсунка предназначена для направленного распыления топлива, что способствует его лучшему сгоранию.
ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА для газосварщиков
Распечатать
Скачать
Скопировать URL
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. При составлении инструкции учтены требования и положения «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», «Правил безопасности в газовом хозяйстве».
1.1. К газовой (кислородно-ацетиленовой) сварке допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, а также обученные безопасным методам и приемам работы при газосварке и газорезке. Рабочие газосварщики должны быть обучены безопасных методов работы с баллонами со сжатыми и сжиженными газами, а также иметь ежегодный пожарный талон. Группа допуска по электробезопасности должна быть не ниже второй.
1.2. Каждый газосварщик должен хорошо знать и строго соблюдать требования, изложенные в настоящей инструкции, администрация предприятия должна создавать нормальные условия труда и обеспечивать рабочие места сварщиков всем необходимым для безопасного ведения работ.
1.2. При сварочных работах на высоте (лесах и подмостках) необходимо покрыть настил листами железа или асбеста, во избежании падения расплавленного металла на людей, проходящих внизу.
1.3. При необходимости производства сварочных работ вблизи электропроводов, кабелей и других токоведущих частей электроустановок последние должны быть ограждены от возможного прикосновения.
1.4. Перед работой в резервуарах, колодцах и т.п. руководитель работ должен убедиться в отсутствии в них вредных или взрывоопасных газов и обеспечить соответствующую вентиляцию для их удаления. При неожиданном появлении вредного газа работы должны быть прекращены, а рабочие выведены из опасной зоны.
1.5. Необходимо соблюдать минимально допустимое расстояние от места сварки до легковоспламеняющихся материалов – 10м.
1.6. При ремонте тары из-под горючих и легковоспламеняющихся материалов следует:
а) предварительно произвести промывку сосуда горячей водой, 15-20% раствором каустической соды или продувку сухим паром.
б) подварку швов сосудов производить только при открытых пробках.
1.7. При очистке шва от шлака пользоваться защитными очками с прозрачными стеклами.
1.8. Рабочее место газосварщика должно быть хорошо освещено, где нельзя пользоваться общим освещением, следует пользоваться безопасной 12-ти вольтовой электролампочкой.
1.9. Газосварщик, находясь около кислородных баллонов должен не допускать случаев попадания масла на них, не прикасаться к ним руками, загрязненными маслом, жиром, так как соединение незначительной доли масла с кислородом может вызвать взрыв большой разрушительной силы.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ДО НАЧАЛА РАБОТЫ.
2.1. Перед началом работы должны быть приведены в порядок рабочее место и проходы возле него, а также проверено наличие и исправность оборудования, комплекта инструментов и приспособлений, защитных средств и др. предохранительных устройств.
2.2. Газосварочные работы должны производиться в спецодежде и рукавицах из огнестойкой ткани.
2.3. Для защиты лица и головы следует пользоваться специальными щитками или шлемом-маской. Спецодежду заправляют и застегивают так, чтобы не было висящих и развевающихся концов. Карманы у куртки нужно закрывать клапанами. Брюки следует носить навыпуск, рукавицы надевать так, чтобы они плотно перекрывали рукава куртки. Волосы должны быть убраны под головной убор. Заправлять куртку в брюки запрещается.
2.4. Необходимо тщательно осмотреть баллон, проверить не просрочена ли дата гидравлического испытания, нормально ли открываются вентили, не сбита ли резьба бокового штуцера и не запачкан ли вентиль маслом. Баллон с пропан-бутаном должен находиться только в вертикальном положении.
2.5. Газосварщик должен также убедиться в исправности шлангов манометров, редукторов, горелок, резаков. Проверить плотность и правильность соединения шлангов к баллонам, к редуктору и горелкам. Эксплуатация аппаратуры, имеющей газовые неплотности – запрещена.
2.6. Обо всех неисправностях сообщить мастеру и до их устранения к работе не приступать.
2.7. Проверить наличие и исправность противопожарных средств. Работать если они отсутствуют, запрещается.
2.8. Оградить место работы щитами при резке вблизи токоведущих устройств, чтобы избежать случайного прикосновения к ним. На ограждениях должны быть сделаны надписи, предупреждающие об опасности поражения электрическим током.
2.9. Проверить наличие и исправность вентиляции до начала газосварочных или газорезательных работ в помещениях. Работать при неисправной вентиляции запрещается.
2.10. Запрещается применение дефектных рукавов-шлангов, а также подмотка их изоляционной лентой. При ремонте рукавов испорченные места должны быть вырезаны, а отдельные куски соединены двусторонними ниппелями. Минимальная длина участка стыкуемых рукавов должна быть не менее 3м. Количество стыков на рукавах – не более двух.
2.11. Запрещается выполнять соединения отрезков рукавов при помощи гладких трубок.
2.12. Для закрепления шлангов на присоединительных ниппелях аппаратуры необходимо пользоваться специальными хомутами. Допускается обвязывание рукава мягкой отожженной проволокой.
2.13. Не разрешается сплющивание, скручивание и перегибание шлангов при их укладке.
2.14. Запрещается пользоваться замасленными шлангами.
2.15. Минимальное расстояние от баллонов с пропан-бутаном до колодцев, траншей и прочих углублений должно быть не менее 5м.
2.16. Установка баллонов у стен зданий должна предусматриваться не ближе 0,5м от дверей и окон первого этажа и 3-х метров от окон и дверей цокольных и подвальных этажей.
2.17. Баллоны с пропан-бутаном должны устанавливаться не ближе 1м от приборов отопления и не ближе 10м от нагревательных печей и др. сильных источников тепла.
2.18. На рабочем месте разрешается установка только одного пропан-бутанового и двух кислородных баллонов.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ.
3.1. Баллоны должны находиться в местах, удаленных от проходов и проезда транспорта. При установке в вертикальном положении они должны быть надежно закреплены.
3.2. Растительные, животные и минеральные жиры не должны допускаться к частям, где они могут соприкасаться с кислородом.
3.3. Для транспортировки баллонов необходимо использовать тележки или носилки. Перевозка баллонов должна производиться только с навинченными на них колпаками.
3.4. Присоединение редукторов к баллону следует производить специальными ключами (при непременном условии очистки рук от жиров и масла).
3.5. Открывать кислородный баллон нужно медленно, открывающий должен находиться в стороне от редуктора.
3.6. Для смазки кислородных баллонов можно пользоваться глицерином.
3.7. При испытании вентиля баллона на пропуск газа можно пользоваться мыльной водой, при этом пламя горелки должно быть закрыто.
3.8. При установке аппаратуры на баллоны необходимо твердо помнить, что кислородные баллоны могут иметь правую резьбу, а ацетиленовые – левую.
3.9. При работе на открытом воздухе баллоны можно держать в горизонтальном положении, при условии, чтобы вентиль был выше.
3.10. Все шланги, пропускающие газы, редукторы, вентили, водяные затворы и прочее оборудование должно немедленно заменяться на новое и предварительно испытанное.
3.11. Оцинкованные стальные трубы, детали и узлы должны соединяться, как правило, на
резьбе с применением оцинкованных стальных соединительных частей или не оцинкованных из ковкого чугуна. Допускаются соединение оцинкованных стальных труб, деталей и узлов электродуговой или газовой сварки при условии обеспечения местного отсека токсичных выделений и очистки цинкового покрытия на длину 20-30мм, со стыкуемыми концами труб с последующим покрытием наружной поверхности сварочного шва и околошовной зоны краской, содержащей 94% цинковой пыли и 6% синтетической связывающих веществ (полистерин, эпоксидная смола и др. )
3.12. До присоединения шлангов к горелке или резаку необходимо шланги продуть рабочим
газом. Кислородные – кислородом, ацетиленовые – ацетиленом. Места присоединения шлангов должны быть герметичными. При перерывах в работе, обрыве шлангов и всякого рода неисправностях нужно немедленно отключить питание. Во время работы запрещается натягивать и перегибать шланги.
3.13. Баллоны с кислородом должны иметь голубую окраску с надписью «кислород», а ацетиле-
новые баллоны – белую окраску с надписью «ацетилен».
3.14. При газосварочных работах на открытом воздухе, в дождливую, снежную погоду и при
ветре, рабочее место обязательно ограждать от воздействия ветра и атмосферных осадков.
3.15. При зажигании горелки первым должен быть немного приоткрыт вентиль кислорода, не
более чем на ¼ оборота, а затем открыт вентиль ацетилена и немедленно зажжена горючая смесь газов. После чего регулируется вентилями нормальное пламя для данного процесса. Не допускать, чтобы скорость движения ацетилена из горелки была меньше скорости его горения. При тушении горелки или резака первым закрываются вентиль горючего газа, а затем кислорода.
3.16. При длительных работах необходимо —
а) вентиль кислородного баллона закрыть,
б) нажимный винт редуктора ослабить.
3.16. ЗАПРЕЩАЕТСЯ:
3.16.1. Газосварщику запрещается производство сварки сосудов, находящихся под давлением.
3.16.2. Баллоны, заполненные кислородом и ацетиленом бросать и подвергать ударам, переносить на плечах, помещать около источников тепла и подвергать действию солнечных лучей. Также нельзя прислонять баллоны к токоведущим частям, проводам и прочей электроаппаратуре.
3.16.3. Переносить баллоны подъемными механизмами.
3.16.4. Транспортировка баллонов без предохранительных заглушек на штуцерах вентилей и без общих колпаков на баллонах.
3.16.5. При перекладывании баллонов вручную браться за вентиль. Не допускается хранение запасных баллонов на рабочем месте.
3.16.6. Снятие баллонного колпака ударами молотка, с помощью зубил или иными способами, могущими вызвать искру (то тем же причинам следует избегать ударов при открывании банок с карбидом).
3.16.7. Перегонка газов из одного баллона в другой.
3.16.8. Ремонтировать вентили баллонов своими средствами, а также разбирать их, когда баллоны заполнены газом.
3.16.9. Присоединять гайки редуктора при открытом вентиле баллона.
3.16.10.Переходить с зажженной горелкой или резаком вне пределов рабочего места.
3.16.11.Держать шланги под мышкой, на плечах или зажимать их ногами.
3.16.12.Выпускать горящую горелку или резак даже на короткое время. При перерывах в
работе горелка (резак) должна быть потушена и положена на специальную подставку.
3.16.13.Искать утечку газа с помощью огня (для этого используется мыльная эмульсия).
3.16.14.Производить работу при неисправном манометре, редукторе или повреждении аппарата.
3.16.15.Без специального разрешения мастера и инструктажа по технике безопасности производить резку и сварку тары, работать в колодцах, люках и емкостях, а также производить работы на высоте, что является особо опасным.
3.17. Перед началом работы –
3.17.1. Необходимо осмотреть горелку, прочистить ее конической деревянной палочкой или латунной проволокой (не применять для этого стальную проволоку).
3.17.2. Убедиться в исправности шлангов, не допускать перегибов и петель, защитить их от механических повреждений.
3.17.3. Рабочее место нужно очистить от острых предметов, могущих проколоть шланги.
3.17.4. При наличии вблизи сварки людей необходимо защитить место работы ширмой или щитками.
3.18. Во время работы —
3.18.1. Во время работы возле сварщика должен находиться сосуд с чистой холодной водой для замачивания горелок, в случае ее перегрева. При опускании горелки или резака в воду, необходимо закрыть краны подачи кислорода и ацетилена.
3.18.2. Баллоны должны находиться не ближе пяти метров от места сварки.
3.18.3. При обратном ударе (хлопке) немедленно закрыть кран горелки, идущей от ацетиленового баллона.
3.18.4. При перерывах работы надо следить чтобы краны горелки были плотно закрыты и не пропускали в атмосферу ацетилен и кислород.
3.18.5. Пользуйтесь защитными очками с темными стеклами и спецодеждой.
3.19. Запрещается:
3.19.1. Работать при отсутствии или неисправности манометра.
3.19.2. Пользоваться горелкой или молотком для обслуживания или выравнивания свариваемых деталей.
3.19.3. Производить сварку (ремонт) сосудов, находящихся под давлением, а также сосудов с горюче-смазочными и взрывоопасными материалами.
3.19.4. Одновременно производство сварочных работ с пневматическим инструментом на одной конструкции или на одном предмете.
3.19.5. Производить сварочные работы вблизи воспламеняющихся или огнеопасных материалов.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ СИТУАЦИЯХ.
4.1. В случае пожара или другой аварии сварщик должен прекратить работу, отключить оборудование и сообщить о случившемся ответственному лицу. Если возможно, воспользоваться подручными средствами пожаротушения или вызвать пожарную команду.
4.2. В случае недомогания или несчастного случая прекратить работу, известить мастера и обратиться в медпункт. Мастер или лицо, его замещающее обязано сообщить об этом администрации предприятия для составления акта о происшедшем несчастном случае и принятия мер, предупреждающих повторение подобных случаев.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПОСЛЕ ОКОНЧАНИЯ РАБОТЫ.
5. 1. Отпустить из шлангов воду, скопившуюся в них во время работы.
5.2. Закрыть вентиль кислородного баллона, ослабить нажимной винт редуктора и перекрыть
ацетилен.
5.3. Перенести кислородный баллоны в помещение для их хранения.
5.4. Убрать рабочее место, обо всех замеченных неполадках сообщить мастеру.
5.5. Снять и убрать спецодежду.
5.6. Вымыть руки теплой водой с мылом.
Главный инженер _______________/ /
СОГЛАСОВАНО:
Инженер по охране труда _______________/ /
курсов PDH онлайн. PDH для профессиональных инженеров. ПДХ Инжиниринг.
«Мне нравится широта ваших курсов HVAC; не только экологические курсы или курсы по энергосбережению
.»
Рассел Бейли, ЧП
Нью-Йорк
«Это укрепило мои текущие знания и научило меня нескольким новым вещам, кроме того
познакомив меня с новыми источниками
информации».
Стивен Дедак, ЧП
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они
очень быстро отвечали на вопросы.
Это было на высшем уровне. Буду использовать
снова. Спасибо».
Блэр Хейуорд, P.E.0003 «Веб-сайт прост в использовании. Хорошо организован. Я действительно буду пользоваться вашими услугами снова.
Я передам название вашей компании
другим сотрудникам.»
Рой Пфлейдерер, ЧП
Нью-Йорк
«Справочный материал был превосходным, и курс был очень информативным, особенно потому, что я думал, что уже знаком
с деталями Канзас
Авария в City Hyatt.»
Майкл Морган, ЧП
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится, что я могу просмотреть текст перед покупкой. Я обнаружил, что класс
Информативный и полезный
в моей работе. «
Уильям Сенкевич, P.E.
Флорида
познавательный. Вы
— лучшие, которые я нашел. «
Рассел Смит, P.E.
Pennsylvania
Я считаю, что подход упрощает для рабочего инженера.
материала». На самом деле
человек изучает больше
от неудач. «
Джон Скондры, P.E.
Пенсильвания
«. Курс был хорошо поставлен вместе, и используется.
Путь обучения. «
Jack Lundberg, P.E.
Висконсин
» Я очень увлекаюсь тем, как вы представляете курсы; т. е. позволяя
Студент. Для рассмотрения курса
Материал перед оплатой и
Получение викторины. «
Arvin Swanger, P.E.
Virgina
«. курсы. Я, конечно, многому научился и
получил огромное удовольствие».0002 «Я очень доволен предлагаемыми курсами, качеством содержания материалов и простотой поиска
онлайн-курсов
.»
Уильям Валериоти, ЧП
Техас
«Этот материал во многом оправдал мои ожидания. Курс был прост для изучения. Фотографии в основном давали хорошее представление о
обсуждаемых темах.»
Майкл Райан, ЧП
Пенсильвания
«Именно то, что я искал. Нужен 1 балл по этике, и я нашел его здесь.»
Джеральд Нотт, П.Е.
Нью-Джерси
«Это был мой первый онлайн-опыт получения необходимых кредитов PDH. Это было
информативно, выгодно и экономично.
Я настоятельно рекомендую это
всем инженерам. «
Джеймс Шурелл, P.E.
Ohio
Я ценю вопросы« Реальный мир »и соответствует моей практике. , и
не основаны на каком-то неясном разделе
законов, которые не применяются
к «нормальной практике».0005
Марк Каноник, ЧП
Нью-Йорк
«Большой опыт! Я многому научился, чтобы вернуться к своему медицинскому устройству
организации».
Иван Харлан, ЧП
Теннесси
«Материал курса имеет хорошее содержание, не слишком математический, с хорошим акцентом на практическое применение технологий».
Юджин Бойл, ЧП
California
«Это был очень приятный опыт. Тема была интересной и хорошо представленной,
, а онлайн -формат был очень
и простые в
. Благодарность.»
Патрисия Адамс, ЧП
Канзас
«Отличный способ добиться соответствия непрерывному обучению физкультуры в рамках временных ограничений лицензиата».
Джозеф Фриссора, ЧП
Нью-Джерси
«Должен признаться, я действительно многому научился. Это помогает иметь
обзор текстового материала. предоставлены
фактические случаи».
Жаклин Брукс, ЧП
Флорида
«Общие ошибки ADA в проектировании объектов очень полезны. Проверка
требовало исследования в
Документ , но Ответы были
. Проще говоря.»
Гарольд Катлер, ЧП
Массачусетс
«Это было эффективное использование моего времени. Спасибо за разнообразие выбора
в инженерии дорожного движения, который мне нужен
, чтобы выполнить требования
Сертификация PTOE. «
Джозеф Гилрой, стр. способ заработать CEU для моих требований PG в штате Делавэр. До сих пор все курсы, которые я посещал, были отличными.
Надеюсь увидеть больше 40%
Курсы с дисконтированием ». дополнительные
курсы. Процесс прост, и
намного эффективнее, чем
необходимость путешествовать.0004
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для инженеров-профессионалов
для получения единиц PDH
в любое время. Очень удобно.»
Пол Абелла, ЧП
Аризона
«Пока все было отлично! Поскольку я постоянно работаю матерью двоих детей, у меня не так много
времени, чтобы исследовать, куда
получить мои кредиты от.»
Кристен Фаррелл, ЧП
Висконсин
2 90 «Это было очень познавательно. Легко для понимания с иллюстрациями
и графиками; определенно облегчает
усвоение всех
теорий.»
Виктор Окампо, P.Eng.
Альберта, Канада
«Хороший обзор принципов полупроводников. Мне понравилось проходить курс по телефону
My Sope Pace во время моего Morning
Subway Commute 9000
до работы. .»
Клиффорд Гринблатт, ЧП
Мэриленд
«Просто найти интересные курсы, скачать документы и получить
викторина. Я буду Emong Рекомендовать
You To Every PE, нуждающийся в
CE. тем во многих областях техники».0004
«У меня перепроизводили вещи, которые я забыл. Я также рад получить финансово
на Ваше промо-электронное письмо , которая
на 40%. »
Conrado Casem, P.E.
Теннесси
«Отличный курс по разумной цене. Буду пользоваться вашими услугами в будущем.»
Чарльз Флейшер, П.Е.
Нью-Йорк
«Это был хороший тест, и я фактически проверил, что я прочитал кодексы профессиональной этики
и правила Нью-Мексико
».
Брун Гильберт, Ч.П.
Калифорния
«Мне очень понравились занятия. Они стоили времени и усилий.»
Дэвид Рейнольдс, ЧП
Канзас
«Очень доволен качеством тестовых документов. Будет использовать CEDengineerng
, когда потребуется дополнительная сертификация
.»
Томас Каппеллин, ЧП
Иллинойс
«У меня истек срок действия курса, но вы все равно выполнили обязательство и поставили
Me, за что я заплатил — много
! » для инженера». 0004
Хорошо расположено. «
Глен Шварц, P.E.
Нью -Джерси
Вопросы были подходящими для уроков, а материал урока —
.
для дизайна дерева.»
Брайан Адамс, ЧП
Миннесота
0004
Роберт Велнер, ЧП
New York
«У меня был большой опыт работы с прибрежным строительством — проектирование
Building и
High Рекомендую его».
Денис Солано, ЧП
Флорида
«Очень понятный, хорошо организованный веб-сайт. Материалы курса этики штата Нью-Джерси были очень
хорошо подготовлено. Мне нравится возможность загрузить учебный материал до
Обзор везде, где бы ни был и
всякий раз, когда ».
Тим Чиддикс, P.E.
Colorado
» Отлично! Сохраняйте широкий выбор тем на выбор».
Уильям Бараттино, ЧП
Вирджиния
«Процесс прямой, никакой чепухи. Хороший опыт.»
Тайрон Бааш, ЧП
Иллинойс
«Вопросы на экзамене были наводящими и демонстрировали понимание
материала. Тщательный
и всеобъемлющий. «
Майкл Тобин, P.E.
Аризона
» Это мой второй курс, и мне понравилось то, что мне предложил курс, что
помогу моя линия
работы. Я обязательно воспользуюсь этим сайтом снова.»
Анджела Уотсон, ЧП
Монтана
«Простота в исполнении. Никакой путаницы при подходе к сдаче теста или записи сертификата.»
Кеннет Пейдж, ЧП
Мэриленд
«Это был отличный источник информации о нагревании воды с помощью солнечной энергии.
Луан Мане, ЧП
Conneticut
«Мне нравится подход, позволяющий зарегистрироваться и иметь возможность читать материалы в автономном режиме, а затем
вернуться, чтобы пройти тест.»
Алекс Млсна, ЧП
Индиана
«Я оценил количество информации, предоставленной для класса. Я знаю
Это вся информация, которую я могу
В реальных жизненные ситуации. «
Натали Дриндер, P.E.
South Dakota
курс.»0004
«веб -сайт прост в использовании, вы можете загрузить материал для изучения, затем вернуться
и пройти тест. .»
Майкл Гладд, ЧП
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.»
Деннис Фундзак, ЧП
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать сертификат PDH
. Спасибо, что сделали этот процесс простым.»
Фред Шайбе, ЧП
Висконсин
«Положительный опыт. Быстро нашел курс, который соответствует моим потребностям, и закончил
PDH за один час за
Один час. «
Стив Торкильдсон, P.E.
Южная Каролина
» Мне нравилось загрузить документы для рассмотрения контента
и приготовимости.
наличие для оплаты
материалов.»
Richard Wymelenberg, P. E.0005
«Это хорошее пособие по ЭЭ для инженеров, не являющихся электриками.»
Дуглас Стаффорд, ЧП
Техас
«Всегда есть место для улучшения, но я не могу придумать ничего в вашем
процессе, который нуждается в
улучшении.»
Томас Сталкап, ЧП
Арканзас
«Мне очень нравится удобство прохождения онлайн-викторины и немедленного получения сертификата
.»
Марлен Делани, ЧП
Иллинойс
«Обучающие модули CEDengineering — это очень удобный способ доступа к информации по
многим различным техническим областям
3 за пределами
40003 Специализация самого Без
. 19 июля 2022 г.
Если вы хоть раз были в мастерской или на строительной площадке, где выполняются сварка, резка или пайка, вы, вероятно, видели множество шлангов разных цветов. сжатый воздух и газы. Что касается сварки, есть некоторые важные вещи, которые нужно знать о шлангах и способах их идентификации. Использование правильных шлангов для правильных применений имеет важное значение для хорошего производственного протокола. Также важно знать, как распознать когда шланг непригоден к использованию и как произвести его мелкий ремонт.
Нельзя определить назначение шланга только по его цвету. Вы должны принять во внимание, будет ли шланг использоваться для установки резака, сварочного аппарата или пневматического инструмента. Это всего лишь несколько примеров. Давайте посмотрим поближе.
Газовые шланги
Сварка
Когда дело доходит до фактического использования сварочного аппарата, вы не будете использовать кислород, за исключением конкретных случаев распыления MIG. Даже в таком случае кислород будет составлять лишь небольшой процент от общей смеси защитного газа. Но то, что вы увидите, обычно используется двуокись углерода, аргон, гелий или их комбинация. Кислород ни в коем случае нельзя использовать в качестве единственного защитного газа при сварке. Это вызовет всевозможные проблемы.
Это важно знать, потому что очень часто шланги для защитного газа имеют зеленый цвет. В то же время кислородные шланги, которые используются для других целей, также имеют зеленый цвет. Это может вызвать некоторую путаницу. Но хотя шланги защитного газа для сварочных аппаратов часто бывают зелеными, они также могут быть черными или белыми. Для сварочных аппаратов существует менее жесткое и быстрое правило.
Изображение предоставлено Pixabay
Кислородно-топливная установка
Для того, чтобы использовать резак, который для большинства производителей считается необходимым, вам необходимо использовать кислород в сочетании с другим топливом, чтобы создать окисляющее режущее пламя. При этом кислородный шланг неизменно зеленый, а топливный всегда красный. Типы используемого топлива различаются, но наиболее распространенными являются пропан и ацетилен. Также используются природный газ, метилацетилен-пропадиен (МАПП) и пропилен.
Чтобы случайно не перепутать два шланга на конце коллектора или на конце резака, производители намеренно делают их неразборными. Это означает, что все топливные шланги имеют левую резьбу с нарезной гайкой, а кислородный шланг имеет правую резьбу без насечки.
Количество газа и кислорода, выходящих из соответствующих баллонов, контролируется регуляторами. Это клапаны, которые помогают контролировать, сколько кислорода или топлива может выйти за один раз. Он контролирует PSIG (фунт-сила на квадратный дюйм). Регуляторы имеют решающее значение, потому что для такого газа, как ацетилен, который чрезвычайно летуч, избыточное давление может означать жизнь или смерть. Вот почему газовые баллоны всегда должны быть зафиксированы в безопасном положении, например, на тележке для баллонов.
Изображение предоставлено: Funtay, Shutterstock
Воздушные шланги
Воздушные шланги также необходимы для выполнения сварочных работ в магазине. Они обеспечивают давление, необходимое для работы пневматических (пневматических) инструментов. Шлифовальные машины, игольчатые пистолеты, угловые шлифовальные машины и ударные пистолеты — все это устройства, в которых используются воздушные шланги.
Воздушные шланги прикрепляются к коллектору и к пневматическим инструментам с помощью фитингов, отличных от газовых и кислородных шлангов. В то время как газовые и кислородные шланги имеют шестигранную головку, которую можно затянуть с помощью обычного серповидного ключа, воздушные шланги имеют муфту типа «папа-мама». Охватываемый конец имеет фитинг, который отступает, чтобы обеспечить возможность соединения охватываемого конца. Как только они будут вместе, вы можете отпустить отступающий фитинг.
Воздушные шланги часто красного цвета, но они также могут быть желтыми, черными или синими. Причина, по которой цвет не так важен для воздушных шлангов, заключается в уникальном фитинге. Их невозможно спутать с другими типами шлангов.
Изображение предоставлено Pixabay
Техническое обслуживание
Техническое обслуживание газовых шлангов, особенно горючих газов, является наиболее важным для безопасности в условиях магазина. Хотя рваные шланги, через которые протекает сжатый воздух, могут представлять угрозу безопасности, обычно они менее серьезны, чем утечка ацетилена в зону сварки. Вот как найти и устранить утечку в шланге.
Испытание на падение давления
Испытание на падение – это испытание кислородно-топливной системы на наличие утечек. Перед проведением испытания на падение сначала убедитесь, что все соединения и регуляторы затянуты и надежны (убедитесь, что горелка также подключена). Во-вторых, при закрытых клапанах регулятора и стоя в стороне от регулятора медленно (не более чем на пол-оборота для топлива) открыть клапаны цилиндров.
Затем установите регулирующие клапаны на надлежащее давление кислорода и используемого газа. Затем закройте вентили баллонов и подождите несколько минут. Вернитесь и посмотрите на регуляторы. Если у вас упало давление, значит, где-то в вашей системе есть утечка.
Изображение предоставлено Pixabay
Обнаружение утечки
Как только вы определили, что у вас есть утечка, начните искать очевидные признаки ее местонахождения. Это включает в себя запах топлива, звуки выпускаемого кислорода или газа, развевающуюся вокруг пыль и т. д. Если вы не видите явных сигналов, еще раз убедитесь, что все ваши фитинги затянуты.
Если вы все еще не можете найти утечку, возьмите пульверизатор с мыльной водой и опрыскайте всю систему. Это сделает очевидным, где находится ваша утечка, поскольку она начнет пузыриться в этом месте.
Устранение утечки
В большинстве случаев утечку можно временно устранить с помощью ленты, предназначенной для газовых шлангов. Существуют также комплекты для ремонта шлангов, которые можно приобрести в местном магазине сварочных материалов. Может потребоваться сращивание шланга и установка новых фитингов — все, для чего предназначены эти комплекты.
Воздушные шланги
Утечка в воздушном шланге будет гораздо более очевидной, поскольку давление, поступающее из коллектора сжатого воздуха, намного выше. Это потому, что вам нужно достаточное давление, чтобы убедиться, что ваши пневматические инструменты имеют достаточную мощность для правильного выполнения работы. Простой прокол в воздушном шланге может привести к тому, что он будет болтаться на земле и, как правило, будет громким.
Безопасность шлангов
Так как шланги подсоединяются к коллекторам, которые действительно могут наносить удар по давлению, и часто это давление может быть воспламеняющимся, чрезвычайно важно соблюдать осторожность при работе с воздушными и газовыми шлангами. Вот несколько общих правил безопасности при работе со шлангами.
Изображение предоставлено Pixabay
Никогда не используйте перчатки с газовыми шлангами
Вы можете подумать: «Какой вред в том, чтобы получить немного больше рычага и сцепления?» Проблема заключается не в самой перчатке, а в том, что рабочие перчатки склонны к загрязнению жиром, грязью и другими загрязнителями, которые являются случайным топливом для кислородно-топливной системы. Всегда затягивайте фитинги чистыми, голыми руками и с помощью разводного ключа.
Всегда выключайте клапаны при ремонте
Если вы вводите в свои газовые и кислородные трубопроводы такие вещества, как влажная эпоксидная смола, которая может быть включена в комплект для ремонта шланга, вы не хотите, чтобы газ мог смешиваться с незатвердевшим эпоксидная смола. Может показаться очевидным держать клапаны закрытыми при перемещении газовых линий в другую часть коллектора, выполнении ремонта и т. д., но вы можете быть удивлены тем, как часто этим пренебрегают. Работая с плотным производственным графиком, люди часто выбирают более короткие пути, даже если это может поставить под угрозу их собственную безопасность и безопасность других.
Отсоединение воздушных шлангов
Отсоединять или отключать клапаны нужно не только газовым и кислородным шлангам. Сжатый воздух, хотя и не обязательно горючий, как пропан или ацетилен, может быть опасен. Это особенно верно, если у вас есть свободный фитинг, который соединяет две секции шланга. Иногда муфта не закрывается полностью, и шланг может болтаться. В зависимости от размера шланга это может привести к серьезной травме. Лучше сначала перекрыть вентиль на коллекторе сжатого воздуха.
- См. также: Что такое замочная скважина при сварке?
Заключение
Вы не можете определить все о сварочном шланге по его цвету. Хотя цвет может помочь определить, является ли это газовой или кислородной линией, это зависит от контекста, в котором он используется. Частично это связано с тем, что цвета шлангов не обязательно регулируются. Прежде всего, важно быть внимательным к своему рабочему месту, сохраняя провода и линии прямыми и свободными от мусора, чтобы вы могли предотвратить любые ненужные повреждения.
Featured Image Credit: renjelharvey photography, Shutterstock
- Gas Hoses
- Welding
- Oxyfuel Setup
- Air Hoses
- Maintenance
- Pressure Drop Test
- Finding the Leak
- Repairing the Leak
- Air Шланги
- Безопасность шлангов
- Никогда не используйте перчатки с газовыми шлангами
- Всегда выключайте клапаны при ремонте
- Отсоедините воздушные шланги
- Заключение
Газокислородная резка и ваша безопасность
ПРЕДОСТЕРЕЖЕНИЕ: Перед проведением любых испытаний оборудования обязательно проконсультируйтесь с сертифицированным специалистом.
Надлежащее и ответственное использование кислородно-топливного оборудования имеет важное значение для безопасности предприятия, и всегда полезно прочитать и следовать всем инструкциям производителя по всему оборудованию перед использованием. Несчастные случаи могут произойти, когда оборудование неправильно обслуживается или используется, но, к счастью, большинство мер безопасности основаны на здравом смысле.
Безопасная эксплуатация кислородно-топливного оборудования требует четкого понимания устройства кислородно-топливной горелки, а также основ горения. Помните, неправильное использование газового резака может привести к серьезной травме или смерти . Эти горелки, вероятно, являются самым опасным элементом сварочного оборудования, а кислородно-ацетиленовый процесс дает пламя с температурой выше 3000 градусов по Цельсию.
Треугольник горения
контролировать их. В кислородно-топливных процессах возникают искры и пламя, поэтому чистое рабочее место необходимо. Этот процесс также производит небольшое количество инфракрасных лучей, поэтому обязательно наденьте соответствующие средства индивидуальной защиты или СИЗ, такие как полнолицевой щиток с защитными очками с линзами правильного оттенка под ним.
Если вы работаете в уличной одежде, носите плотную ткань из натуральных волокон. Шерсть, например, не поддерживает горение, как и джинсовая ткань. Идеально носить сварочную куртку, а для некоторых интенсивных работ требуются кожаные накладки и гетры для дополнительной защиты. Во время газокислородной резки следует надевать одежду с длинными рукавами и штанины (например, джинсы). Короткие рукава и шорты могут привести к ожогам. Кроме того, следует избегать воротников и подвернутых рукавов на рубашках с пуговицами и штанин с манжетами, поскольку они обеспечивают идеальные условия для улавливания и сбора падающего шлака и искр.
Идентификация баллона
Баллоны имеют цветовую маркировку , а не , чтобы указать конкретный газ, содержащийся внутри. Поставщики могут красить свои баллоны в любой цвет по своему выбору. Всегда читайте этикетки, чтобы быть уверенным, какой газ вы собираетесь использовать, и если этикетки нет, не используйте его. На этикетках всех баллонов будет указан идентификационный номер Организации Объединенных Наций. Некоторые общие номера: ООН 1072 для кислорода, ООН 1001 для ацетилена, ООН 1978 для пропана и ООН 1077 для пропилена.
Газ ацетилен
Наиболее широко используется ацетилен, а другие газы обычно называют «альтернативным топливом». К ним относятся пропан, пропилен, бутан, природный газ и метан.
Храните баллоны с ацетиленом в вертикальном положении и избегайте использования ацетилена под давлением выше 15 фунтов — они содержат пористую массу, насыщенную жидким ацетоном. Затем в цилиндр закачивается газообразный ацетилен, который, в свою очередь, поглощается ацетоном и высвобождается при использовании. Давление более 15 фунтов и ацетилен часто имеют тенденцию диссоциировать и вызывать химическую реакцию и самовозгорание.
Скорость отбора ацетилена имеет решающее значение – для безопасного использования никогда не отбирайте более 1/7 объема баллона в час.
Регуляторы
Баллоны оснащены регуляторами для газа, поскольку газы имеют разные объемы и требования к давлению. Осмотрите регулирующие клапаны, седла и резьбу, чтобы убедиться в отсутствии на них масла и мусора. Любые загрязненные детали должны быть очищены и осмотрены квалифицированным обслуживающим персоналом. Это особенно важно для кислородных клапанов; масло или смазка в сочетании с кислородом легко воспламеняются или даже взрывоопасны.
Не забывайте стоять в стороне от регулятора, когда медленно открываете вентиль баллона. Крайне маловероятно, что регулятор выйдет из строя, но если это произойдет, он, скорее всего, направит газ в направлении крышки регулятора. Полностью откройте кислородные клапаны, но для ацетиленовых клапанов идеально подходит поворот на ¾. Альтернативные газовые клапаны могут быть полностью открыты.
Когда регулятор не используется, убедитесь, что все давление сброшено, а стрелки манометра находятся на нуле, и не оставляйте регулировочные винты/T-образные рукоятки повернутыми. Давление изменится, и ваши настройки изменятся, что может привести к повреждению регулятора.
Шланги
Существует три класса шлангов: шланги класса R и RM для ацетилена и шланги класса T могут использоваться для любого типа топливного газа, и это единственный класс, разрешенный для использования с альтернативными топливными газами. .
Ацетиленовые шланги обычно красного цвета, с канавкой на одной гайке. Это указывает на то, что это левая резьба. Кислородные шланги обычно зеленого цвета и не имеют канавки, что означает, что это правая резьба. Проверьте шланги на наличие трещин и загрязнений. Всегда полезно промывать шланги перед использованием. Просто установите ручку регулятора примерно на 5 фунтов на квадратный дюйм и дайте газу течь в течение нескольких секунд. Это время может варьироваться в зависимости от длины шланга. После продувки закройте регулировочную ручку резака или регулировочный винт регулятора и повторите процедуру для других шлангов.
Осмотр фонаря
Фонари могут состоять из двух частей: рукоятки и различных насадок. Тем не менее, цельные или прямые резаки также довольно распространены.
Перед добавлением каких-либо насадок осмотрите посадочную зону резака, а также узел резьбы.
Всегда проверяйте насадки перед использованием; проверьте конус и убедитесь, что оба уплотнительных кольца все еще присутствуют и не повреждены. Для режущих насадок также проверьте посадочный конец наконечника — любые вмятины или царапины могут привести к утечке. Осмотрите режущие и нагревательные наконечники, чтобы убедиться, что отверстия чистые. Посадка режущих наконечников также должна быть проверена на наличие царапин и вмятин, и перед использованием убедитесь, что рычаг для режущего кислорода свободно перемещается.
Проверка герметичности
После подключения насадок и наконечников проверьте всю систему на наличие утечек. Полностью выверните регулятор регулятора и медленно открывайте газовый клапан горелки на баллоне до тех пор, пока показания манометра высокого давления не стабилизируются. Закройте клапан горелки. Следите за манометром на предмет падения давления. Если утечки нет, снова откройте вентиль баллона и отрегулируйте регулятор на подачу 20 фунтов на квадратный дюйм.
Повторите процесс с топливным газом, но убедитесь, что регулятор топливного газа обеспечивает только 10 фунтов на квадратный дюйм. После этого закройте клапаны на обоих цилиндрах. Поверните регулировочный винт на ½ оборота против часовой стрелки. Понаблюдайте за обоими манометрами в течение пары минут, и если показания не изменятся, ваша система не протекает.
Снова откройте клапаны горелки. Если стрелки манометра двигаются, это означает, что возможна утечка. Немедленно остановитесь и не используйте протекающее оборудование. Проверьте соединения, и если утечку обнаружить не удается, квалифицированный специалист должен осмотреть оборудование.
Вы также можете использовать утвержденный раствор для проверки герметичности, полностью пропитав все металлические соединения жидкостью для проверки герметичности и наблюдая за появлением пузырьков.
Продувка вашего резака
Ваш резак необходимо продуть, чтобы исключить возможность преждевременного смешивания газов. Это может привести к воспоминанию или чего-то похуже.
Полностью откройте кислородный клапан на рукоятке горелки и откройте кислородный клапан предварительного нагрева с помощью режущей насадки. Держите режущий рычаг открытым в течение 5 секунд, затем закройте кислородные клапаны и повторите то же самое для стороны топливного газа.
Резка
Для наилучшего качества резки убедитесь, что вы используете насадку соответствующего размера. Обратитесь к таблицам советов, прилагаемым к вашим наконечникам, для определения идеального давления газа. Скорость потока может варьироваться от марки к марке и размеру наконечника.
Чем длиннее шланг, тем больше падение давления на горелке. Увеличьте PSI на регуляторе для компенсации. Добавление дополнительных датчиков к ручке поможет вам контролировать свое давление.
Поддерживайте режущую руку свободной рукой и следите за высотой резака. Это снижает ущерб и/или травмы.
Отключение
Сначала отключите кислород, а затем топливный газ. Это еще одна проверка на утечку. Если вы слышите щелчок или щелчок , это означает, что у вас есть утечка кислородного клапана, но небольшое пламя на наконечнике будет означать, что это утечка топливного газа.
Для полного отключения закройте оба вентиля баллона, а затем сбросьте давление внутри системы, открывая кислородный вентиль на горелке до тех пор, пока давление не снизится. Повторите на стороне топливного газа. Затем ослабьте натяжение регулятора. Поворачивайте винты против часовой стрелки до тех пор, пока они не будут двигаться беспрепятственно. Убедитесь, что оба регулятора показывают показания нулевого давления.
Всегда полностью выключайте свои системы после завершения резки, даже если это будет короткий перерыв, и никогда не оставляйте кислородно-топливные системы под давлением и без присмотра. Негерметичный шланг или горелка могут привести к скоплению газа и создать опасность для жизни.
За безопасность в магазине отвечает каждый. Обращая внимание на свое оборудование и окружающую среду, вы минимизируете вероятность несчастного случая при использовании любого аппарата для кислородной резки. Вы также помогаете сделать магазин безопасной рабочей средой для вас и всех тех, кто работает вместе с вами или рядом с вами.
Возгорание шланга, вызванное обратным вспышкой в кислородном и ацетиленовом шлангах – IMCA
Участник сообщил о происшествии, в ходе которого лопнул и загорелся шланг для резки кислорода и ацетилена субподрядчика. Инцидент произошел, когда сварщик был готов зажечь головку резака. Ацетиленовый клапан на квадроцикле медленно открылся; Затем сварщик открыл кислородный и ацетиленовый клапаны на режущей головке и поджег наконечник. Мгновенно раздался хлопок, и из катушки кислородного и ацетиленового шлангов на палубе вырвалось пламя. Взрыв вызвал достаточное воспламенение и силу, чтобы шланг разорвался в трех разных местах. Разрезы располагались в местах соединения линейных шлангов. Пожар был немедленно потушен наблюдателем, который смог согнуть два шланга, таким образом предотвратив дальнейшую подачу газа. Подача газа была перекрыта в цилиндре, а шланги вентилированы. Травм не было.
Шланги, поврежденные после пожара.
- Основным условием безопасности, нарушенным в этом инциденте, было: всегда безопасно использовать правильный инструмент для безопасного выполнения работы;
- После инцидента при осмотре рукавов выявлены ломкие и прогнившие участки по всему рукаву;
- Подозревалось, что обратный клапан на резаке не работал, что приводило к «обратному воспроизведению» внутри шлангов;
- Предварительные проверки сварщиков показали, что они устанавливали оборудование без соединений для проверки герметичности перед использованием оборудования;
- У субподрядчика было подходящее вещество для обнаружения утечек, но его не было на месте происшествия, поэтому проверка баллонов и разъемов на герметичность не проводилась.
Наш участник извлек следующие уроки:
- Используйте запатентованный спрей или раствор для обнаружения утечек, подходящий для использования с кислородными/топливными системами, для проверки всех фитингов перед использованием. Мыльную воду или растворы, содержащие жир или масло, НЕ следует использовать в кислородных системах;
- Негерметичные или поврежденные компоненты следует немедленно заменить;
- Негерметичные шланги не следует ремонтировать, их следует укоротить, чтобы удалить поврежденные участки. Укорачивание и повторная установка должны проводиться с использованием подходящих и правильных инструментов и оборудования, предназначенных для этой задачи. Не следует использовать зажимы с винтовым затягиванием («юбилейные зажимы»), так как их использование увеличивает риск утечек из-за возможности чрезмерного или недостаточного затягивания;
- Все сварочное и режущее оборудование должно быть проверено перед использованием, в том числе:
- Состояние шлангов Поврежденные шланги следует немедленно заменить
- Пламегасители установлены на обоих манометрах
- Обратные клапаны или пламегасители, установленные на стороне горелки
- На всех фитингах используются правильные обжимные шланги
- Испытано на герметичность
- Манометры исправные
- Все фитинги не содержат масел и жиров
- Убедитесь, что на соединениях не используется лента с резьбой
- Ключ от баллона на месте ацетиленового баллона
- Цилиндры надежно хранятся в вертикальном положении
- Объемное хранилище газа имеет минимальное расстояние 3 метра.
Правильная настройка кислородно-ацетиленового оборудования
Наш член заключил:
- Воспоминания обычно вызываются обратным потоком кислорода в шланг для топливного газа (или топлива в кислородный шланг), в результате чего внутри шланга образуется взрывоопасная смесь. Затем пламя может вернуться через горелку в шланг и даже может достичь регулятора и цилиндра. Воспоминания могут привести к повреждению или разрушению оборудования и даже к взрыву цилиндра. Следующие меры предосторожности помогут предотвратить ретроспективные кадры:
- Используйте правильную процедуру розжига. Прочистите шланги перед зажиганием горелки, чтобы удалить все потенциально взрывоопасные газовые смеси. Используйте искровой запальник и быстро подожгите газ после его включения
- Убедитесь, что резак оснащен подпружиненными обратными клапанами
- Используйте правильное давление газа и размер сопла для работы
- Поддерживать оборудование в хорошем состоянии;
- Эти меры уменьшат риск воспоминаний, но не устранят их полностью. Невозвратные клапаны не остановят обратный выброс после того, как он произошел. Защита баллонов от воспоминаний:
- Установите пламегасители на шланги кислорода и топливного газа рядом с регуляторами. Для длинных шлангов установите ограничители как на горелке, так и на регуляторе
- Установка пламегасителя не является заменой безопасной работы. После обратного воспламенения тщательно проверьте горелку, шланги, регуляторы, пламегасители и другие компоненты на наличие повреждений. При необходимости замените детали.
.
Члены могут сослаться на предыдущие предупреждения по безопасности, касающиеся использования кислородно-ацетиленового оборудования, некоторые из которых указаны ниже:
- Истирание металлического корпуса
- Плохое техническое обслуживание и последующий отказ сварочного оборудования, который также включает удобный контрольный список сварки перед мобилизацией/демобилизацией
- Небольшой пожар и легкие травмы при газовой резке
- Пожар, вызванный огневыми работами
Событие безопасности
Опубликовано: 20 февраля 2014 г.
Загрузить: IMCA SF 14/02
Предохранительные вспышки IMCA
- 2022
- 2021
- 2020
- 2019
- 2018
- 2017
- 2016
- 2015
- 2014
- Подробнее…
Отправить отчет
Информационные бюллетени IMCA по безопасности обобщают ключевые вопросы безопасности и инциденты, позволяя легче усваивать уроки на благо всех. Эффективность системы IMCA Safety Flash зависит от обмена информацией между Участниками и предотвращения повторных инцидентов. Рассмотрите возможность добавления [email protected] во внутренний список рассылки, чтобы получать оповещения о безопасности или вручную отправлять информацию об инцидентах, которые, по вашему мнению, могут иметь значение. Вся информация анонимизируется или дезинфицируется, в зависимости от обстоятельств.
Условия магазина IMCA (https://www.imca-int.com/legal-notices/terms/) применяются ко всем загрузкам с веб-сайта IMCA, включая этот документ.
IMCA прилагает все усилия для обеспечения точности и надежности данных, содержащихся в публикуемых ею документах, но IMCA не несет ответственности за какие-либо указания, рекомендации и/или утверждения, содержащиеся в настоящем документе. Информация, содержащаяся в этом документе, не выполняет и не заменяет какие-либо юридические, нормативные или иные обязанности или обязательства какого-либо лица или члена в отношении их операций. Отдельные лица и участники несут единоличную ответственность за безопасное, законное и надлежащее ведение своей деятельности.
20 практических советов по безопасной газовой сварке и резке на судах
На грузовом судне возник пожар в мачте, где хранились баллоны с кислородом и ацетиленом. Для выполнения огневых работ на барабане брашпиля бригада установила две газовые горелки тандемно.
Обе горелки были подключены параллельно от одной пары газовых баллонов путем временной установки «стандартных» тройников на клапаны регулятора.
В какой-то момент во время огневых работ было принято решение использовать одну газовую горелку для проведения ремонтно-пайковых работ на другой горелке, пока она была подключена к газовым шлангам под давлением.
Воспламенение от нагретой горелки прошло через шланги до мачты, разорвав шланги на соединениях регулирующего клапана и вызвав пожар внутри.
К счастью, разрядники на регуляторах предотвратили крупный взрыв цилиндров.
Такие опасные аварии могут произойти на любом типе судов, если не будут приняты надлежащие меры предосторожности при проведении газовой сварки/резки на борту судов.
Баллоны со сжатым газом используются в машинном отделении и на палубе корабля для различных ремонтных и производственных операций. Двумя наиболее часто используемыми типами газовых баллонов для этой цели являются кислород и ацетилен.
При выполнении газовой сварки или резки необходимо учитывать следующие практические советы для обеспечения безопасности и эффективности операций, а также во избежание несчастных случаев при выполнении операций на палубе:
1. Закрепить в вертикальном положении
Баллоны со сжатым газом с ними следует обращаться с особой осторожностью и всегда закреплять в вертикальном положении, даже если они полные или пустые. Полные и пустые баллоны должны быть разделены и четко маркированы.
2. Хранить в нужных местах
По возможности никогда не храните баллоны с кислородом и ацетиленом вместе в одном месте. Храните их отдельно в хорошо проветриваемых помещениях. Убедитесь, что, когда они не используются, их колпачки всегда должны быть на них.
3. Не допускайте попадания смазки и масла
Регулирующие клапаны и фитинги не должны содержать масла и смазки. Никогда не работайте с клапанами и деталями цилиндров маслянистыми или жирными руками.
4. Убедитесь, что пламегасители установлены правильно
Убедитесь, что обратные клапаны и пламегасители установлены на линиях ацетиленовых и кислородных баллонов. Один пламегаситель обычно устанавливается на стороне низкого давления регулятора рядом с цилиндром, а другой — рядом с горелкой.
5. Поддерживайте повышенное давление кислорода
При выполнении газовой сварки убедитесь, что давление кислорода всегда выше давления ацетилена, чтобы ацетилен не возвращался в кислородную линию.
6. Осторожно обращайтесь с ацетиленом
Ацетилен нельзя использовать для сварки при давлении, превышающем 1 бар манометрического давления, поскольку он может взорваться даже в отсутствие воздуха при избыточном давлении.
7. Устранение причины обратной вспышки
В случае возникновения обратного пламени в первую очередь следует закрыть кислородный клапан, а затем немедленно закрыть ацетиленовый клапан. Запрещается выполнять какие-либо операции, пока не будет устранена причина обратного воспламенения.
8. Аккуратно обращайтесь с обратным клапаном
В случае обратного потока или взрыва газовых труб в первую очередь необходимо перекрыть вентили обоих цилиндров. Дальнейшие действия должны быть предприняты в соответствии с процедурами противопожарной подготовки корабля.
9. Убедитесь в правильности соединений
Соединения между шлангом и паяльной трубкой, а также между шлангами должны быть надежно закреплены с помощью фитингов в соответствии с нормативным стандартом.
10. Постоянно следите за температурой ацетиленового баллона. Если температура поднимается, это следует рассматривать как ситуацию воспоминаний или взрыва для принятия мер.
11. Предотвращение перепутывания шлангов
Соединения шлангов коллектора, включая впускные и выпускные соединения, должны быть такими, чтобы шланг нельзя было поменять местами между топливными газами и кислородными коллекторами и коллекторами.
12 Замена старых и неисправных шлангов
Любой шланг, в котором произошел прорыв, должен быть заменен новым.
13. Правильно обращайтесь со шлангами
При выполнении работ шланги должны быть правильно уложены и не должны касаться движущихся механизмов, острых углов, зон с высокой температурой и т. д. Убедитесь, что они не свисают, не переплетены и не опрокидываются.
14. Используйте только утвержденную жидкость для обнаружения утечек
Для обнаружения утечек из шланга или регулятора следует использовать только одобренную жидкость для обнаружения утечек. Если его нет в наличии, можно использовать мыло без моющих средств (цвет слоновой кости).
15. Никогда не используйте уплотнительную ленту
Никогда не используйте уплотнительную ленту из металлического соединительного материала для предотвращения утечки между металлическими газонепроницаемыми соединениями. С кислородным баллоном это может привести к возгоранию металла и кислорода.
16. Никогда не перетягивайте соединения
Никогда не пытайтесь перетянуть гайку соединения регулятора или шпинделя клапана баллона, чтобы остановить утечку. Это может привести к повреждению.
17. Примите соответствующие меры для технического обслуживания
Для очистки засорения паяльной трубки следует использовать только специальные инструменты. Перед выполнением любого технического обслуживания завершите систему, которую необходимо изолировать. Никогда не пытайтесь ремонтировать кислородно-ацетиленовое оборудование под давлением и не вносите несанкционированные изменения в оборудование для проведения огневых работ.
18. Используйте только безопасные воспламенители
Паяльную трубку следует поджигать только с помощью фрикционного воспламенителя или других генераторов стабильного пламени. Избегайте использования зажигалки в качестве внезапного пламени, иначе паяльная трубка может ударить о корпус зажигалки и взорваться.
19. Никогда не используйте кислород
Кислород никогда не следует использовать для вентиляции, охлаждения или для сдувания пыли с поверхности одежды.
20. Утилизация шлангов с обратным прорывом
Любой отрезок шланга, в котором произошел прорыв, должен быть немедленно утилизирован.
И последнее, но не менее важное: перед выполнением любых огневых работ убедитесь, что контрольный список огневых работ и формы оценки рисков заполнены должным образом. Также не забывайте соблюдать все меры безопасности при выполнении подобных работ в закрытых помещениях.
Баллоны с газом под высоким давлением, содержащие легковоспламеняющиеся материалы, представляют серьезную угрозу для корабля и его экипажа. Поэтому при обращении с таким оборудованием необходимо соблюдать особую осторожность и внимание, принимая во внимание все меры безопасности и примечания производителей.
Знаете ли вы какие-либо другие важные пункты, которые необходимо добавить в этот список? Дайте знать в комментариях ниже.
Отказ от ответственности: Мнения авторов, выраженные в этой статье, не обязательно отражают взгляды Marine Insight. Данные и диаграммы, если они используются в статье, были получены из доступной информации и не были подтверждены каким-либо установленным законом органом. Автор и компания Marine Insight не претендуют на точность и не несут за это никакой ответственности. Взгляды представляют собой только мнения и не представляют собой каких-либо указаний или рекомендаций относительно какого-либо курса действий, которым должен следовать читатель.
Related Posts
Ацетиленовая сварка, резка и нагрев
Приведены рекомендации по основным аспектам здоровья и безопасности при ацетиленовой сварке для обеспечения безопасных методов сварки.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Оксиацетиленовый процесс
Оксиацетиленовый процесс дает высокотемпературное пламя, превышающее 3000 градусов C, за счет сжигания чистого кислорода и ацетилена. Это единственная газовая смесь, достаточно горячая, чтобы расплавить сталь; другие газы (пропан, сжиженный нефтяной газ или водород) могут использоваться для обработки цветных металлов с более низкой температурой плавления, для пайки твердым припоем и серебряным припоем, а также в качестве газа для предварительного нагрева/прожига при резке.
Безопасное хранение
Газы обычно подаются под высоким давлением в стальных баллонах; в Великобритании цветовая кодировка баллонов находится в процессе согласования по всей Европе. Для ацетилена плечо баллона темно-бордовое, а для кислорода плечо белое, хотя черные кислородные баллоны еще какое-то время останутся в обращении. Баллон также должен иметь этикетку с указанием типа газа. Для предотвращения перестановки фитингов между баллонами, содержащими горючие и негорючие газы, кислородные баллоны имеют правую, а ацетиленовые — левую резьбу. Все цилиндры открываются поворотом ключа или ручки против часовой стрелки и закрываются поворотом их по часовой стрелке.
Кислород вызовет более сильное пламя, а смесь кислорода и горючего газа может вызвать взрыв. Поэтому важно, чтобы кислородные баллоны были отделены от баллонов с топливным газом и хранились в месте, свободном от горючих материалов.
Безопасность и предотвращение несчастных случаев
- Храните баллоны в хорошо проветриваемом помещении, предпочтительно на открытом воздухе
- Место хранения должно находиться вдали от источников тепла, искр и пожароопасности
- Баллоны следует хранить в вертикальном положении и надежно закрепить
- Баллоны с кислородом следует хранить на расстоянии не менее 3 м от баллонов с топливным газом или отделять их 30-минутным огнестойким барьером
- Зона магазина должна быть обозначена как «Не курить».
Работа со сжатыми газами
Баллоны оснащены регуляторами для снижения давления газа в баллоне до рабочего давления горелки. Регулятор имеет два манометра: манометр высокого давления для газа в цилиндре и манометр низкого давления для газа, подаваемого на горелку. Расход газа регулируется винтом регулировки давления, который устанавливает давление газа на выходе. Кодекс практики BCGA CP7 рекомендует ежегодно проверять датчики и заменять их каждые 5 лет.
Необходимо учитывать следующие факторы: газовая система соответствует номинальному давлению и шланги подсоединены без утечек. Перед ввинчиванием регулятора необходимо очистить резьбу клапана. Клапан ацетиленового баллона можно слегка приоткрыть, чтобы продуть резьбу, но резьбу кислородного баллона лучше всего чистить чистым сжатым воздухом (резьбу водородного баллона всегда следует продувать сжатым воздухом).
Поскольку кислород может бурно реагировать с маслами и смазками, нельзя использовать смазочные масла или герметик для резьбы.
Техника безопасности и предотвращение несчастных случаев
- Баллоны очень тяжелые и должны быть всегда надежно закреплены
- Клапаны баллонов или кожухи клапанов никогда нельзя ослаблять
- Проверить соответствие регулятора давлению в цилиндре
- При креплении регулятора к цилиндру стыки должны быть чистыми, герметик не должен использоваться
- Перед присоединением регулятора необходимо выкрутить винт регулировки давления для предотвращения нерегулируемого поступления газа в систему при открытом клапане баллона
Использование сжатых газов
Газы смешиваются в ручной горелке или паяльной трубке в правильных пропорциях. Шланги между регулятором и горелкой должны иметь цветовую маркировку; в Великобритании красный для ацетилена и синий для кислорода. Шланги должны быть как можно короче, и пользователи должны периодически проверять, не находятся ли они рядом с горячими или острыми предметами, которые могут повредить стенку шланга. Баллоны с ацетиленом всегда должны использоваться в вертикальном положении.
При подсоединении системы и, по крайней мере, в начале каждой смены шланги и горелку необходимо продуть для удаления горючих газовых смесей. Очень важно, чтобы поток кислорода не вступал в контакт с маслом, которое может самовозгораться. Продувку также нельзя проводить в закрытых помещениях.
Факел следует зажигать фрикционной зажигалкой или стационарным пилотным пламенем, чтобы не обжечь руки; нельзя использовать спички и нельзя повторно зажигать пламя от горячего металла, особенно при работе в замкнутом пространстве.
Цилиндры не должны нагреваться, например, при локальном нагреве стенок цилиндра пламенем горелки. Точно так же дуговая сварка слишком близко к цилиндру может привести к образованию дуги между цилиндром и заготовкой/электродом.
Несмотря на то, что излучается очень мало ультрафиолета, сварщик должен носить затемненные очки. Качество фильтра определяется интенсивностью пламени, которая зависит от толщины свариваемого металла; рекомендации для фильтров по расходу ацетилена приведены в таблице (BSEN 169:1992).
Марка фильтра, рекомендуемая по расходу ацетилена:
| Рабочий | расход ацетилена в л/ч | |||
|---|---|---|---|---|
| до 70 | 70 — 200 | 200 — 800 | свыше 800 | |
| Сварка и пайка тяжелых металлов, в т.ч. стали, меди и их сплавов | 4 | 5 | 6 | 7 |
| Сварка с эмиссионными флюсами (особенно легких сплавов) | 4а | 5а | 6а | 7а |
Техника безопасности и предотвращение несчастных случаев
- При очистке резьбы цилиндра, подсоединении регулятора и продувке шлангов защищайте лицо и глаза, надев соответствующий головной щиток
- Используйте подходящий сварочный щиток с соответствующим фильтром для защиты глаз
- Носить негорючую одежду
- Убедитесь, что цилиндр не нагревается пламенем или блуждающими дугами от соседнего электрического оборудования
Обнаружение утечек
Соединения и шланги должны быть проверены на наличие утечек перед попыткой сварки. В то время как ацетилен можно определить по характерному запаху (обычно при содержании менее 2%), кислород не имеет запаха.
Обнаружение утечек лучше всего проводить с помощью слабого (обычно 0,5%) раствора моющего средства в воде или раствора для обнаружения утечек от одной из газоснабжающих компаний. Его наносят на швы с помощью кисти, и выходящий газ образует пузырьки. После устранения течи область следует очистить, чтобы удалить остатки раствора для обнаружения утечек. Утечки в шлангах могут быть устранены, но должны использоваться утвержденные сменные шланги и муфты в соответствии с BSEN 560:1995 и BSEN 1256:19.96.
Обратный огонь и воспоминание
Обратный огонь (одиночный треск или «хлопок») возникает, когда пламя воспламеняет газы внутри сопла и гаснет. Это может произойти, если резак находится слишком близко к заготовке.
Воспоминание (пронзительный шипящий звук), когда пламя горит внутри факела, более серьезное. Пламя может проходить обратно через смесительную камеру горелки в шланг. Наиболее вероятной причиной является неправильное давление газа, что приводит к слишком низкой скорости газа. В качестве альтернативы ситуация может быть создана за счет подачи газа с более высоким давлением (ацетилена) в поток газа с более низким давлением (кислород). Это может произойти, если кислородный баллон почти пуст, но другими потенциальными причинами могут быть протечки шлангов, ослабление соединений или неспособность должным образом продуть шланги.
Обратные клапаны, установленные на шлангах, обнаруживают и останавливают обратный поток газа, предотвращая образование горючей смеси кислорода и ацетилена в шланге. Пламегаситель представляет собой автоматический пламегаситель, предназначенный не только для гашения пламени, но и для предотвращения попадания пламени в регулятор.
Процедура обратного возгорания или воспламенения
После непродолжительного обратного возгорания, при котором пламя погасло:
- закрыть контрольные клапаны нагнетательных трубок (сначала топливный газ)
- проверить герметичность форсунки
- проверить давление на регуляторах
- повторно зажечь горелку в соответствии с рекомендованной процедурой
Если пламя продолжает гореть:
- закрыть кислородный клапан на горелке (во избежание внутреннего возгорания)
- закрыть ацетиленовый клапан на горелке
- закрыть клапаны баллонов или запорные клапаны точек подачи газа как для кислорода, так и для ацетилена
- закрыть выходы регулируемых регуляторов давления, вывернув винты регулировки давления
- открыть оба клапана горелки, чтобы сбросить давление в оборудовании
- закрыть клапаны горелки
- проверить герметичность форсунок и давление на регуляторах
- повторно зажечь горелку в соответствии с рекомендованной процедурой
В случае обратного возгорания в шланге и оборудовании или пожара в шланге, соединениях регулятора или точках выхода газа:
- перекрыть подачу кислорода и топливного газа на вентилях баллонов или точках выхода газа (только если это возможно сделано безопасно)
- если нет риска получения травм, тушите пожар с помощью противопожарного оборудования первой помощи
- , если пожар невозможно потушить сразу, звоните в аварийно-спасательную службу
.
