Диффузионный отжиг это: Диффузионный отжиг (гомогенизация)
Содержание
Материаловедение (Арзамасов Б. Н.)
Материаловедение (Арзамасов Б. Н.)
Оглавление
|


 2. Основное оборудование для термической обработки
2. Основное оборудование для термической обработки 2. Конструкционная прочность материалов и критерии ее оценки
2. Конструкционная прочность материалов и критерии ее оценки



Диффузионный отжиг — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Схемы диффузионного ( кривая 2. | Режимы термической обработки слитков из различных сталей. | Режимы термической обработки слитков из различных сталей.
[31] |
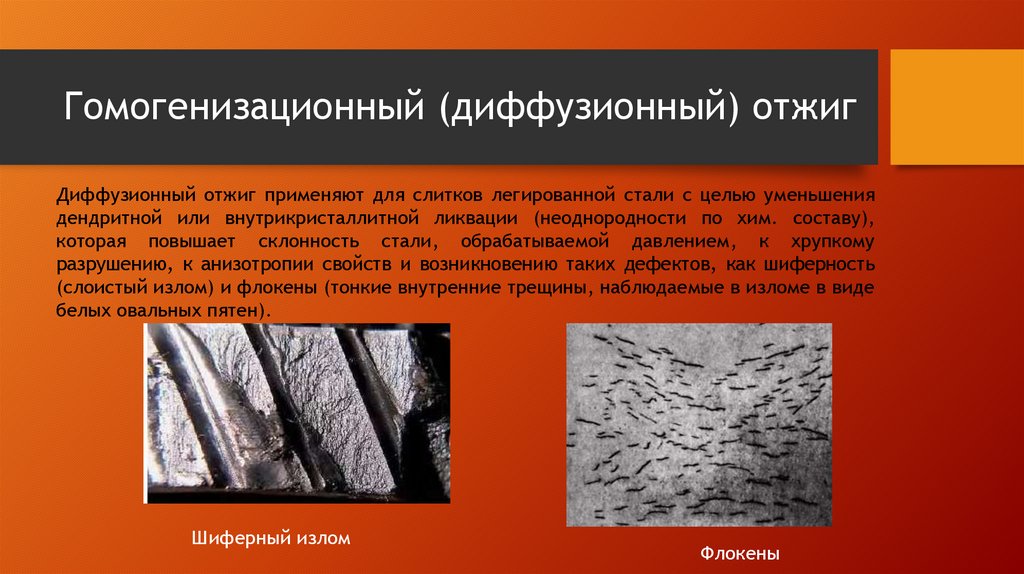
Диффузионный отжиг выравнивает дендритную ( внутрикри-сталлитную) ликвацию, но на зональную ( макроскопическую) ликвацию практически не влияет. В результате диффузионного отжига зерно растет. Этот недостаток микроструктуры устраняется тем, что слитки в дальнейшем подвергают ряду операций горячей обработки ( прокатке, ковке), в результате которых уничтожается крупнозернистая структура слитков. Поэтому после гомогенизации слитки не подвергают отжигу для улучшения структуры.
[32]
Диффузионный отжиг ( гомогенизация) — нагрев стали до температуры выше точки Ас9 на 150 — 300 С, продолжительная выдержка ( практически 8 — 15 час. Применяется преимущественно для круп ных стальных отливок из легированной стали с целью выравнивания ( путем диффузии) химической неоднородности зерен твердого раствора и уменьшения ликвации. Диффузионный отжиг вызывает увеличение размера зерна, вследствие чего необходимо применять дополнительный полный отжиг или нормализацию с целью измельчения структуры.
[33]
| Температуры нагрева для различных видов термической обработки.
[34] |
Диффузионный отжиг ( гомогенизация) характеризуется нагревом значительно выше верхней критической точки ( до 1100 — 1150) с длительной выдержкой ( несколько десятков часов) при этой температуре и последующим медленным охлаждением. Применяется для выравнивания химической неоднородности сплава путем диффузии в крупных фасонных стальных отливках и слитках, главным образом из легированной стали. Для размельчения выросших при этом зерен необходим последующий нормальный отжиг.
[35]
Диффузионный отжиг ( гомогенизация) — нагрев стали до температуры выше точки Лс3 на 150 — 300 С, продолжительная выдержка ( практически 8 — 15 час. Применяется преимущественно для круп ных стальных отливок из легированной стали с целью выравнивания ( путем диффузии) химической неоднородности зерен твердого раствора и уменьшения ликвации Диффузионный отжиг вызывает увеличение размера зерна, вследствие чего необходимо применять дополнительный полный отжиг или нормализацию с целью измельчения структуры.
[36]
Диффузионный отжиг повышает термостойкость покрытий. При этом в результате взаимной диффузии элементов на границе раздела металлов возникает промежуточный слой, обеспечивающий прочное сцепление покрытия с основой. Покрытие получается беспористым, плотным, пластичным.
[37]
Диффузионный отжиг ( гомогенизация) — нагрев стали до температуры значительно выше верхней критической точки ( на 150 — 300 С, практически до 1050 — 1200 С), продолжительная выдержка при этой температуре ( 8 — 15 час.
[38]
Диффузионный отжиг, при котором металл нагревают до 1100 С, выдерживают при этой температуре 12 — 15 ч и затем медленно охлаждают. Производится для выравнивания химической неоднородности зерен в стальных отливках. В результате длительной выдержки при высокой температуре происходит рост зерна.
[39]
Диффузионный отжиг способствует более благоприятному распределению некоторых неметаллических включений вследствие частичного растворения и коагуляции.
[40]
Диффузионный отжиг ( гомогенизация) состоит из нагрева стали до 1050 — 1150 С ( см. рис. 9.1), длительной выдержки ( 10 — 15 ч) при этой температуре и последующего медленного охлаждения. В результате диффузионного отжига происходит выравнивание неоднородности стали по химическому составу и уменьшение ликвации.
[41]
| Насыщение ниобия цирконием из твердой фазы ( Г1400 С, i3 часа. Увел. 70.
[42] |
Диффузионный отжиг проводился при температурах 1300 — 1700 С и выдержке от 30 мин.
[43]
Диффузионный отжиг повышает термостойкость покрытий и обеспечивает прочное сцепление алюминия со сталью.
[44]
| Температура нагрева стали при основных видах термообработки в зависимости от содержания углерода.
[45] |
Страницы:
1
2
3
4
5
Hanomag: Отжиг
Перейти к основному содержанию
Вы здесь:
Отжиг
Процесс отжига относится к обработке заготовки при определенной температуре с учетом определенного времени выдержки и последующего охлаждения.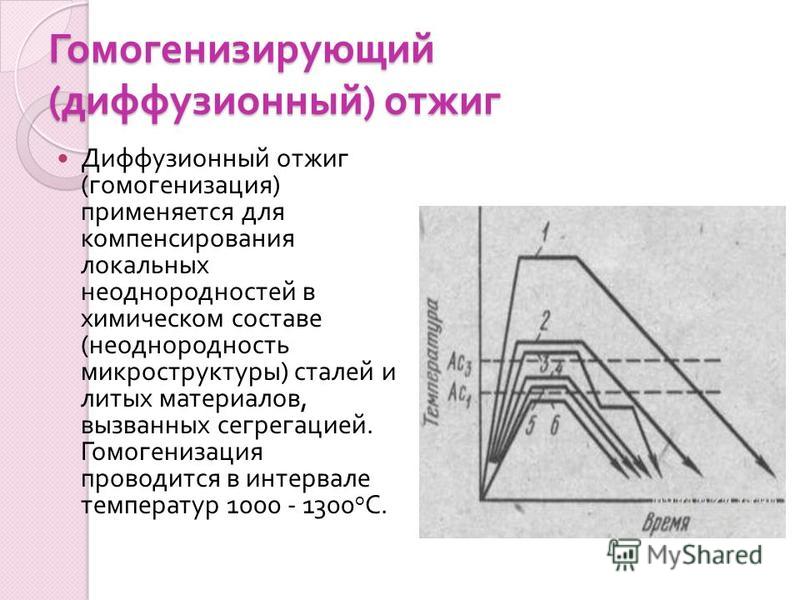 Различают следующие процессы отжига:
Различают следующие процессы отжига:
Нормальный отжиг проводят в основном после предшествующей горячей штамповки деталей. Нагрев происходит при температуре несколько выше температуры закалки с последующим охлаждением в спокойной атмосфере. Доведение до мелкозернистой структуры перлита-феррита должно быть достигнуто обычным отжигом. В результате крупнозернистые и нерегулярные структуры могут быть преобразованы в новые однородные и мелкозернистые структуры. Этот тип термообработки выполняется примерно на 20-50°С выше температуры перехода АС3, при которой происходит превращение аустенита в феррит. Отжиг без напряжения используется для снижения собственных напряжений в заготовках, возникающих при холодной штамповке, преобразовании структуры, термическом износе или машинной обработке. Отжиг без напряжения обычно проводят при температуре 450-650°С при достаточно длительном времени выдержки с последующим очень медленным охлаждением без каких-либо существенных изменений в структуре или механических свойствах.
Мягкий отжиг относится к отжигу при температуре чуть ниже точки конверсии с последующим медленным охлаждением для достижения мягкого состояния. В результате должен получиться зернистый перлит с мягкой микроструктурой, обеспечивающий оптимальную обрабатываемость в нережущих и режущих процессах. Это происходит в течение нескольких часов при температуре чуть ниже AC1. Отжиг на сферическом цементите также является процессом мягкого отжига с использованием маятникового отжига с последующим медленным охлаждением для достижения высокой степени формования его карбидов. Здесь целью является микроструктура, состоящая из зерен цементита в ферритной матрице и обеспечивающая наилучшие рабочие свойства. Эта обработка имеет решающее значение, например, для последующей холодной формовки массива.
Крупнозернистый отжиг, также называемый высоким отжигом, происходит при температуре выше температуры закалки с соответствующим охлаждением для получения более крупного размера зерна. Целью крупнозернистого отжига является улучшение обрабатываемости деталей, подвергающихся серьезной механической обработке. Это происходит при температуре от 950 до 1200 °C. Время выдержки должно быть достаточно продолжительным для достижения желаемого укрупнения зерна. Поскольку рост зерен сопровождается ухудшением свойств деталей, восстановление микроструктуры до мелкозернистого состояния должно происходить в ходе заключительных стадий термической обработки (закалка, закалка и отпуск, цементация и т. д.) путем фазового превращения. Диффузионный отжиг – это отжиг при очень высоких температурах в зоне рекристаллизации. Цель состоит, например, в том, чтобы частично или полностью обратить вспять изменения свойств и структуры, возникшие в результате холодной штамповки. Диффузионный отжиг проводят для компенсации локальных различий в химическом составе сталей и литых материалов, вызванных ликвацией, без каких-либо преобразований в микроструктуре. Это происходит путем отжига в диапазоне температур 1000 — 1300 °С.
Это происходит при температуре от 950 до 1200 °C. Время выдержки должно быть достаточно продолжительным для достижения желаемого укрупнения зерна. Поскольку рост зерен сопровождается ухудшением свойств деталей, восстановление микроструктуры до мелкозернистого состояния должно происходить в ходе заключительных стадий термической обработки (закалка, закалка и отпуск, цементация и т. д.) путем фазового превращения. Диффузионный отжиг – это отжиг при очень высоких температурах в зоне рекристаллизации. Цель состоит, например, в том, чтобы частично или полностью обратить вспять изменения свойств и структуры, возникшие в результате холодной штамповки. Диффузионный отжиг проводят для компенсации локальных различий в химическом составе сталей и литых материалов, вызванных ликвацией, без каких-либо преобразований в микроструктуре. Это происходит путем отжига в диапазоне температур 1000 — 1300 °С.
Отжиг на твердый раствор в основном используется для аустенитных сталей для растворения осажденных компонентов в твердых растворах и для устранения напряжений, вызванных предшествующим наклепом. Отжиг на раствор проводят для достижения единообразия и однородности микроструктуры и свойств материала. В случае черных металлов отжиг проводят в диапазоне температур от 950 до 1200 °С, а для цветных металлов в диапазоне 460-540 °С.
Отжиг на раствор проводят для достижения единообразия и однородности микроструктуры и свойств материала. В случае черных металлов отжиг проводят в диапазоне температур от 950 до 1200 °С, а для цветных металлов в диапазоне 460-540 °С.
Преимущества отжига
- Улучшение механических свойств
- Оптимизация механической обработки (нережущей и режущей)
- Улучшение микроструктуры для холодной штамповки
- Снижение рабочих и технологических напряжений
- Восстановление исходного состояния
Разные виды
Методы отжига
Перейти к основному содержанию
Отжиг — это метод термической обработки, который изменяет микроструктуру материала для изменения его механических или электрических свойств. Как правило, в сталях отжиг используется для снижения твердости, повышения пластичности и устранения внутренних напряжений. Отжиг может быть общим термином и должен относиться к докритическому, промежуточному или полному отжигу в атмосфере самого типа.
Отжиг может быть общим термином и должен относиться к докритическому, промежуточному или полному отжигу в атмосфере самого типа.
Процесс нагревания металла или сплава до приемлемой температуры в течение определенного времени и медленного охлаждения (обычно с охлаждением в камере) называется отжигом.
Сущность отжига заключается в превращении перлита при нагреве стали в аустенитизирующий. После отжига ткань близка к равновесной.
Цель отжига :
- Уменьшить твердость стали, улучшить пластичность и облегчить процесс механической обработки и холодной деформации.
- Химический состав и организация однородной стали, измельчение зерна для повышения производительности стали или для обеспечения вымирания.
- Устранение внутренних напряжений и метод закалки для предотвращения деформации и растрескивания.
- Отжиг и нормализация в основном используются для проведения готовой термической обработки.
Для компонентов с низким напряжением и низкой производительностью отжиг и нормализация могут использоваться даже в качестве окончательной термообработки.
В зависимости от температуры нагрева широко используемые методы отжига делятся на:
Фазовый переход рекристаллизационный отжиг Выше критической температуры:
- Полный отжиг
- Диффузионный отжиг
- Неполное отжиг
- Сферификация. Отжиг
Annealling ниже. metho d в основном имеет следующие принципы:
- Различные стали с доэвтектоидной структурой обычно выбирают полный отжиг.
- Для сокращения времени отжига будет использоваться изотермический отжиг.
- Сфероидизирующий отжиг в основном используется для заэвтектической стали.
- Если запрос невелик, вы можете не завершать отжиг.
- Инструментальная сталь, подшипниковая сталь обычно применяют сфероидизированный отжиг.

- Холодная экструзия и холодная осадка компонентов из низкоуглеродистой стали или среднеуглеродистой стали обычно используются при сферическом отжиге.
- Для исключения метода закалки применяют рекристаллизационный отжиг.
- Для устранения внутреннего напряжения, вызванного многочисленными процессами, используется отжиг под напряжением.
- Для усиления неоднородности структуры и химического состава высококачественной стали обычно применяют диффузионный отжиг.
Важность отжига :
Отжиг используется для устранения последствий наклепа, который может иметь место в таких процессах, как гибка, холодное формование или волочение. Если материал станет слишком твердым, это может сделать работу невозможной или привести к растрескиванию.
При нагревании материала выше температуры рекристаллизации он становится очень пластичным и, таким образом, может обрабатываться снова и снова. Отжиг также снимает напряжения, которые могут возникнуть после затвердевания сварных швов. Горячекатаный прокат подвергают дополнительному формованию и формованию путем нагрева выше температуры рекристаллизации. В то время как закалка стали и легированной стали является обычным явлением, этот метод также может принести пользу альтернативным металлам, таким как алюминий, латунь и медь.
Горячекатаный прокат подвергают дополнительному формованию и формованию путем нагрева выше температуры рекристаллизации. В то время как закалка стали и легированной стали является обычным явлением, этот метод также может принести пользу альтернативным металлам, таким как алюминий, латунь и медь.
Производители металлов используют отжиг для изготовления сложных компонентов, сохраняя работоспособность материала, возвращая его в исходное состояние. Этот метод жизненно важен для поддержания пластичности и снижения твердости после холодной обработки давлением. Кроме того, некоторые металлы закалены, чтобы увеличить их электропроводность.
Отжиг со сплавами :
Отжиг будет применяться со сплавами, при этом частичная или полная закалка являются единственными способами, используемыми для нетермообрабатываемых сплавов. Исключение составляют сплавы серии 5000, которые могут подвергаться низкотемпературной стабилизации.
Сплавы отжигают при температурах от 300 до 410°C , в зависимости от сплава, со временем нагрева от 0,5 до трех часов, в зависимости от размера заготовки и, следовательно, разновидности сплава. Сплавы следует охлаждать со скоростью не более 20°С в час до снижения температуры до 29°С.0°С, после чего скорость охлаждения не требуется.
Сплавы следует охлаждать со скоростью не более 20°С в час до снижения температуры до 29°С.0°С, после чего скорость охлаждения не требуется.
Преимущества :
Основные преимущества отжига заключаются в том, что этот метод улучшает обрабатываемость ткани, повышает прочность, снижает твердость и повышает пластичность и обрабатываемость металла.
Метод нагрева и охлаждения дополнительно снижает переносимость металлов, одновременно улучшая их магнитные свойства и электропроводность.
Недостатки :
Основным недостатком отжига является то, что это трудоемкая процедура, учитывая, что материалы отжигаются. Материалам, требующим высокой температуры, потребуется длительное время для достаточного охлаждения, особенно если они оставляются для естественного охлаждения внутри печи для отжига .
Отжиг используется в различных отраслях промышленности, где металлы необходимо перерабатывать в сложные структуры или обрабатывать много раз.
Мы в KERONE у нас есть команда экспертов, которые помогут вам с вашими потребностями в методах отжига в различных продуктах, основанных на нашем большом опыте.
Альтернативные белки Многообещающее будущее
14 марта 2023 г.
Biochar помогает сократить выбросы навоза
25 февраля 2023 г.
Процесс нагрева резины с серой
14 февраля 2023 г.

Промышленная революция в обрабатывающей промышленности
23 января 2023 г.
Важность и применение промышленных минералов
10 января 2023 г.
Различные методы отверждения металлов
16 декабря 2022 г.
Применение и популярное использование графита
6 декабря 2022 г.

