Дип 300 токарный станок технические характеристики: Токарно винторезный станок ДИП-300 — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
Токарный станок 163: технические характеристики, паспорт, схемы
Токарно-винторезный станок 163 был разработан в 1956 году на Рязанском станкостроительном заводе и выпускался в различных модификациях на протяжении шестнадцати лет. В настоящее время на этом предприятии производится его модернизированная версия под индексом 1М63Н. С начала шестидесятых и до конца восьмидесятых годов токарный станок 163 под индексом 1Д63 также выпускал Тбилисский станкостроительный завод им. Кирова.
У рязанских и тбилисских токарных станков одинаковые технологические характеристики, но они отличаются некоторыми конструктивными особенностями, которые зависят, в том числе, и от года выпуска.
Технические характеристики
Как и большинство токарного оборудования, 160-е токарно-винторезные станки выпускались в двух модификациях, у которых максимальная длина продольной обработки отличалась в два раза. В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
В укороченной версии — соответственно 1400 и 1260 мм.
Предельные диаметры обточки (по паспорту) у этого станка составляют:
- над направляющими — 630 мм;
- над кареткой — 350 мм.
Проходное отверстие в шпинделе у ранних моделей было Ø70 мм, позднее его увеличили до 80 и 90 мм. Диаметр трехкулачкового зажимного патрона – 320 мм Паспортная мощность двигателя привода шпинделя — 14 кВт.
Назначение и область применения
Токарно-винторезный станок мод. 163 — это крупногабаритное токарное оборудование, которое создавалось для обработки тел вращения весом до двух тонн. Он имеет виброустойчивую конструкцию и электродвигатель большой мощности, что позволяет вести точение с большими глубинами резания. Станок способен выполнять весь спектр технологических операций, характерных для универсального токарного оборудования, в том числе точение спиральных поверхностей и длинных конусов.
Модель 163 применялась в машиностроении (и до сих пор применяется) для единичного и мелкосерийного изготовления большеразмерных деталей. Кроме того, этими станками были оснащены многие ремонтными подразделения предприятий, эксплуатирующих крупногабаритное производственное оборудование. Одним из его самых важных достоинств является высокая скорость быстрых ходов режущего инструмента (для этого на нем установлен отдельный электродвигатель), что значительно сокращает время вспомогательных переходов и, соответственно, общее время обработки детали.
Кроме того, этими станками были оснащены многие ремонтными подразделения предприятий, эксплуатирующих крупногабаритное производственное оборудование. Одним из его самых важных достоинств является высокая скорость быстрых ходов режущего инструмента (для этого на нем установлен отдельный электродвигатель), что значительно сокращает время вспомогательных переходов и, соответственно, общее время обработки детали.
Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности;
- порядок установки, монтажа и первого пуска;
- наладка и режимы работы;
- регулировка;
- система смазки;
- спецификация быстроизнашивающихся деталей.
Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Описание паспорта и руководства на 163 (Тбилиси)
Паспорт на станок 163 (Тбилиси)
Завод изготовитель: Станкостроительный завод имени С.М.Кирова (Тбилиси)Год документации: —
Описание станка
Универсальный токарно-винторезный станок модели 163 (Тбилиси) предназначен для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб. Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (13 квт) дают возможность использовать его как скоростной с применением резцов из быстрорежущей стали и твердых сплавов. Использование механизма увеличения шага дает возможность увеличения подач: при оборотах шпинделя до 80 об/мин — в 16 раз, при оборотах шпинделя от 100 — 315 об/мин — в 4 раза.
Руководство по эксплуатации.
Содержание: Паспорт и руководство по эксплуатации 1. Назначение и область применения станка 2. Распаковка и транспортировка станка — Указания по распаковке и транспортировке — Схема транспортировки станка 3. Фундамент станка, монтаж, установка — Указания по установке станка — Установочный чертёж 4. Паспорт станка — Общие сведения, основные данные, характеристика узлов, дополнительные данные о станке — Общий вид станка — Спецификация органов управления станка — Габарит рабочего пространства. Посадочные и присоединительные базы станка. — Механика главного движения — Механика подач — Таблица нарезаемых резьб — Сведения о ремонте станка — Изменения в станке 5. Краткое описание конструкции и работы станка — Спецификация основных групп станка — Список шестерён станка, корригированных сдвигом инструмента — Кинематическая схема станка — Спецификация зубчатых и червячных колёс, червяков винтов и гаек — Описание кинематической схемы станка — Специфические особенности отдельных узлов — Схема расположения подшипников — Спецификация подшипников качения 6. Электрооборудование станка — Принципиальная электросхема — Условные обозначения на принципиальной электросхеме — Монтажная электросхема — Монтажная схема панели электрошкафа — Размещение электрооборудования на станке — Описание электросхемы станка — Указания по эксплуатации и обслуживанию электрооборудования станка — Спецификация электрооборудования 7. Смазка станка — Указания по обслуживанию смазочной системы станка — Схема смазки — Спецификация к схеме смазки 8. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности. 9. Настройка и наладка станка и режимы работы 10. Регулирование станка и устранение нарушений в нормальной работе Приложение: 1. Акт приёмки 2. Ведомость комплектации станка 3. Материалы по запасным деталям
Электрооборудование станка — Принципиальная электросхема — Условные обозначения на принципиальной электросхеме — Монтажная электросхема — Монтажная схема панели электрошкафа — Размещение электрооборудования на станке — Описание электросхемы станка — Указания по эксплуатации и обслуживанию электрооборудования станка — Спецификация электрооборудования 7. Смазка станка — Указания по обслуживанию смазочной системы станка — Схема смазки — Спецификация к схеме смазки 8. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности. 9. Настройка и наладка станка и режимы работы 10. Регулирование станка и устранение нарушений в нормальной работе Приложение: 1. Акт приёмки 2. Ведомость комплектации станка 3. Материалы по запасным деталям
Габариты рабочего пространства
Геометрические ограничения по возможности обработки детали определяются техническими характеристиками токарного оборудования, главными из которых являются межцентровое расстояние, а также высота центральной оси над направляющими и кареткой суппорта. У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
Кроме того зона точения заготовки над направляющими лимитируется габаритами и предельными ходами суппорта, а также возможностями обработки без заднего упора. Еще одним параметром, напрямую ограничивающим размеры обработки, является максимально допустимая масса заготовки (для этого станка она равняется двум тоннам).
Как заказать
Чтобы заказать это руководство к станку, воспользуйтесь одним из этих способов связи с нами:
Мы ответим на вашу заявку в течении часа, а по телефону вы сможете получить информацию немедленно
В Советском Союзе наибольшее практическое применение заслужил . А токарно-винторезный станок 163 является предшествующей ему версией. Это оборудование предназначено для токарной обработки крупных и средних заготовок. Данная модель также пользовалась огромной популярностью, как в самом СССР, так и за его пределами. Ведь это неприхотливая машина, нуждающаяся в минимальном внимании со стороны человека.
Конструктивные особенности станка
Особенность токарно-винторезных станков 163-ей серии заключается в том, что они производились на разных станкостроительных предприятиях. По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
Из базовых отличий рязанских и тбилисских станков следует отметить то, что у первых обе направляющие были призматические, а у вторых — одна призматическая, а вторая плоская. Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.
Расположение основных узлов
Токарный станок 163 имеет стандартную для такого вида оборудования компоновку. Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Главный рабочий орган станка — это крестообразный суппорт с резцедержателем, который перемещается по направляющим с помощью нижних салазок. Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.
Модификации токарного винторезного станка
163 – первая модель серии, начало выпуска 1956 год.
1Д63А – станок выпускался станкостроительным заводом им. Кирова (г. Тбилиси)
1М63 — следующее поколение серии, станок заменил модель 163
1М63Ф306 — токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год
1М63Ф101 – токарно-винторезный станок с УЦИ, начало серийного выпуска 1976 год
1М63Б, 1М63БГ, 1М63БФ101 – станки повышенной мощности
1М63Д, 1М63ДФ101 – станки выпускались станкостроительным заводом им. Кирова (г. Тбилиси)
Кирова (г. Тбилиси)
1М63М, 1М63МФ101, 16Р30 — станки повышенной мощности
1М63РФ3 — токарно-винторезный станок с ЧПУ
Назначение и область применения
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком, (назначенным для выполнения разнообразных токарно-винторезных работ по черным и цветным метал- , включая точение конусов и нарезание метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250 об/мин) и сравнительно большая мощность привода (15 кВт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
При распаковке станка надо следить за тем, чтобы не повредить станок распаковочным инструментом. Поэтому рекомендуется вначале снимать верхнюю часть обшивки и верхние поперечные брусья, а затем боковые и торцевые части обшивки ящика.
Транспортирование станка в упакованном и распакованном виде надо производить согласно схеме транспортировки (рис. 10).
10).
При разгрузке и выгрузке ящика со станком нельзя наклонять его в стороны, допускать удары дном или боками. Следует избегать сильных сотрясений и рывков при опускании и подъеме ящика. Необходимо следить за тем, чтобы канатами не были повреждены выступающие части станка и обработанные поверхности, для чего в соответствующих местах надо подкладывать войлочные прокладки.
Перед подъемом распакованного станка необходимо суппорт переместить в левое положение, а неподвижный люнет и заднюю бабку — в крайнее правое положение.
Диаметр штанг для подъема станка должен быть не менее 50 мм, длина — не менее 1300 мм, а диаметр стальных канатов — не менее 25 мм.
Перед установкой станок нужно очистить от антикоррозийных покрытий, нанесенных на открытые и закрытые поверхности, и во избежание коррозии покрыть тонким слоем масла.
Очистка станка производится сначала деревянной лопаткой, а оставшаяся смазка удаляется с наружных поверхностей чистыми салфетками, смоченными в бензине Б-70 ГОСТ 1012-72.
Кинематическая схема
Кинематическая схема токарного станка 163 состоит из нескольких взаимосвязанных компонентов, главными среди которых являются следующие кинематические цепи:
- управления режимами работы и скоростью вращения шпинделя;
- резьбонарезания;
- продольных и поперечных подач;
- скоростных ходов суппорта.
Началом кинематической схемы является приводной шкив фрикционного вала коробки скоростей.
Механизм переключения скоростей
На токарном станке 163 задание скорости вращения шпинделя производится двумя рукоятками: вращающейся и поворотной. С помощью первой происходит управление подвижными блоками шестерней, при этом задаваемая скорость вращения шпинделя указано на лимбе этой рукоятки. Поворотная рукоятка предназначена для фиксации выбранной шестеренчатой передачи.
Электрическая схема
В электрической схеме токарного станка 163 производитель этого оборудования выделяет следующие отдельные цепи:
- главного выключателя и блокировки дверей;
- питания элементов управления;
- главного шпинделя;
- привода системы СОЖ;
- подач и перемещений каретки и суппорта.

Цепи управления переменного тока питаются от напряжения 110 В, постоянного тока — от напряжения 24 В. Асинхронные двигатели запитаны от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.
СА600
СА600
+7 (49133) 9-33-38 +7 (49133) 9-33-48
Eng
Каталог станков
Средние токарные станки
- СА600
Описание конструкции
- Жесткая чугунная цельнолитая станина, подвергнутая процессу искусственного старения для снятия внутренних напряжений, гарантирует длительную стабильность геометрической точности станка.

- Широкие призматические направляющие скольжения, закаленные на глубину 1,5-2 мм до твердости 52HRC и отшлифованные, обеспечивают высокую стойкость.
- Поверхности перемещающихся узлов (каретки, задней бабки) отшабрены.
- Цельнометаллический шпиндель собран на высокоточных радиально-упорных подшипниках (один сдвоенный спереди и один сзади), имеет пониженное биение в осевом и радиальном направлении даже при тяжелых режимах резания.
Технические характеристики
|
ЗОНА ОБРАБОТКИ |
|
|
|
Наибольший диаметр детали, устанавливаемой над станиной |
550 |
мм |
|
Наибольший диаметр детали, устанавливаемой над ГАП |
770* |
мм |
|
Наибольший диаметр детали, обрабатываемой над суппортом |
340 |
мм |
|
Наибольшая длина обрабатываемой детали в центрах |
1000 1500 2000 3000 |
мм |
|
Максимальная масса устанавливаемой детали в патроне в центрах |
300 2000 |
кг |
|
ШПИНДЕЛЬ |
|
|
|
Частота вращения шпинделя |
16-1600 |
об/мин |
|
Регулирование частоты вращения |
ступенчатое |
|
|
Количество скоростей шпинделя |
21 |
|
|
Мощность главного двигателя |
11 |
кВт |
|
Максимальный крутящий момент |
1000 |
Нм |
|
Диаметр патрона |
315 (400, 500*) |
мм |
|
Торец шпинделя по DIN55027 |
A11 | |
|
Диаметр отверстия в шпинделе под пруток |
95 |
мм |
|
УСКОРЕННЫЕ ПЕРЕМЕЩЕНИЯ |
|
|
|
Ускоренное перемещение по оси X |
1900 |
мм/мин |
|
Ускоренное перемещение по оси Z |
3800 |
мм/мин |
|
ПОДАЧИ |
|
|
|
Диапазон продольных подач |
0,05-2,8 |
мм/об |
|
Диапазон поперечных подач |
0,025-1,4 |
мм/об |
|
Диапазон метрических резьб |
0,5-112 |
мм |
|
Диапазон модульных резьб |
0,5-112 |
модуль |
|
Диапазон дюймовых резьб |
56-0,5 |
ниток на дюйм |
|
Диапазон питчевых резьб |
56-0,5 |
питч |
|
РЕЗЦЕДЕРЖАТЕЛЬ |
|
|
|
Количество инструментальных позиций |
4 |
|
|
Сечение резца |
25х25 |
мм |
|
ЗАДНЯЯ БАБКА |
|
|
|
|
180 |
мм |
|
Диаметр пиноли |
80 |
мм |
|
Конус пиноли |
Морзе 5 |
|
|
МАССА И ГАБАРИТЫ |
|
|
|
Длина |
2800 3380 3880 4880 |
мм |
|
Ширина |
1295 |
мм |
|
Высота |
1610 |
мм |
|
Масса |
3100 3600 4100 4600 |
кг |
*опционально
Комплектация станка
Стандартная комплектация:
- Центр упорный для шпиндельной бабки
- Патрон 3-х кулачковый самоцентрирующий
- Ограждение патрона с блокировкой
- Упор микрометрический продольного перемещения
- Механизированный привод резцовых салазок суппорта
- 4-х позиционный резцедержатель
- Защитный кожух резцедержателя со смотровым окном
- Освещение зоны резания
- Задняя бабка на пневмоподушке в комплекте с упорным и вращающимся центрами
- Система подачи СОЖ
- Поддон для стружки
- Комплект деталей для выставки станка
Опции:
- Патроны 3-х кулачковые самоцентрирующие, ручные
- Патроны 4-х кулачковые с независимым перемещением кулачков, ручные
- Исполнение станины с ГАП
- Патрон поводковый
- Люнет подвижный
- Люнет неподвижный
- Люнет-поддержка выносной
- Комплект сменных зубчатых колес
- Линейка конусная
- Резьбоуказатель метрический
- 2-х координатное УЦИ
1340ВС | Прецизионный токарный станок
Поворот x Центр. | 13 x 40 дюймов |
|---|---|
| Скорость шпинделя | 40 – 2000 об/мин вари. скорость |
| Отверстие, л.с. | 1,6 дюйма, Д1-4, 3 л.с. |
Запросить цену
Обзор
Функции
Аксессуары
Обзор
13-дюймовый прецизионный токарный станок с поворотным механизмом предлагает простое и легкое управление для выполнения легких работ со всеми функциями токарного станка с большим двигателем. Экономичное значение идеально подходит для школ, подготовки следующего поколения квалифицированных рабочих. Этот ручной токарный станок идеально подходит для индивидуальных домашних механических мастерских. Электрика принимает однофазное питание.
- Двигатель 3 л.с.
- Цифровой регулятор скорости (DVS) (40–2000 об/мин)
- Управление перемещением поперечных салазок на перроне
- Шпиндель эксцентрикового типа D1-4 с отверстием 1 ½”
- Щелевая кровать
- Закаленные и отшлифованные хромомолибденовые шестерни
Видео о продукте
Характеристики
Ручка Push-Pull на фартуке для управления движением поперечных салазок. Более эффективная конструкция, чем контроль в области передней бабки. Верхняя часть поперечной направляющей закалена и отшлифована для долговечности направляющих. Станина с зазором позволяет обрабатывать большую поворотную, но короткую заготовку рядом с передней бабкой, не переходя на более крупный поворотный станок.
Более эффективная конструкция, чем контроль в области передней бабки. Верхняя часть поперечной направляющей закалена и отшлифована для долговечности направляющих. Станина с зазором позволяет обрабатывать большую поворотную, но короткую заготовку рядом с передней бабкой, не переходя на более крупный поворотный станок.
Модели с регулируемой скоростью позволяют легко менять скорость, поворачивая циферблат вместо того, чтобы переключать рычаги в разные положения. Выбор высокой/низкой передачи в передней бабке обеспечивает более высокий крутящий момент для тяжелых операций резания.
Станок доступен в комплекте с 2-осевой цифровой системой считывания, защитным кожухом патрона с концевым выключателем, люнетом, люнетом и рабочим освещением по фиксированной цене.
Все технические характеристики могут быть изменены без предварительного уведомления. Пожалуйста, позвоните, чтобы убедиться.
Аксессуары
Стандартные аксессуары
- 3-й чек 8 ″ патрон, устойчивый отдых
- Съемный разрыв, задняя пластина
- Система охлаждающей жидко , набор инструментов
- проводной 220 В, для 440 В требуется новый двигатель или трансформатор
- Может работать с однофазным двигателем
Дополнительные принадлежности
- 3-х кулачковый патрон, разные размеры
- 4-х кулачковый патрон, разные размеры
- Защита патрона с концевым выключателем
- Следовать за остатком
- Комплект роликовых захватов для люнета
- Коническая насадка
- Набор быстросменных держателей инструмента (7 шт.
 Держатель) • Подвижный центр – MT#3
Держатель) • Подвижный центр – MT#3 - Сверла и оправки • Лицевая пластина (12″)
- 4-сторонний стопор каретки
- Защитная крышка упора каретки микрометра на конце шпинделя
- Галогенный рабочий фонарь
- защита инструмента (перед составным ползунком с концевым выключателем)
- Крышка ходового винта (гармошкой)
- Набор цанг 5C (от 1/8″ до 1-1/16″ на 1/16″) 16 шт.
- 5C цанговый доводчик
Сопутствующие товары
Вам также может понравиться…
Токарные станки
1440F
Поворот x Центр Расст. 14 x 40 дюймов Скорость шпинделя 45 – 1800 об/мин (16) Отверстие, л.с. 1,5 дюйма, Д1-4, 3 л.с. Токарные станки
1440 В
Поворот x Центр Расст. 
14 x 40 дюймов Скорость шпинделя 30 – 2200 об/мин, регулируемая скорость Отверстие, л.с. 1,5 дюйма, Д1-4, 3 л.с. Токарные станки
1640л
Качели 16 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, л.с. 3,1 дюйма, Д1-8, 7,5 л.с. Скорость шпинделя 40 – 2000 об/мин (12) Токарные станки
1660л
Качели 16 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, л.с. 3,1 дюйма, Д1-8, 7,5 л.с. Скорость шпинделя 40 – 2000 об/мин (12) Токарные станки
1860л
Качели 18 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, л.  с.
с.3,1 дюйма, Д1-8, 7,5 л.с. Скорость шпинделя 40 – 2000 об/мин (12) Токарные станки
1880л
Качели 18 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, л.с. 3,1 дюйма, Д1-8, 7,5 л.с. Скорость шпинделя 40 – 2000 об/мин (12) Токарные станки
1640LV
Качели 16 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, л.с. 3,1 дюйма, Д1-8, 7,5 л.с. Скорость шпинделя 20 – 2000 об/мин (2), вари. Токарные станки
1660LV
Качели 16 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, л.  с.
с.3,1 дюйма, Д1-8, 7,5 л.с. Скорость шпинделя 20 – 2000 об/мин (2), вари. Токарные станки
1860LV
Качели 18 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, л.с. 3,1 дюйма, Д1-8, 7,5 л.с. Скорость шпинделя 20 – 2000 об/мин (2), вари. Токарные станки
1880LV
Качели 18 дюймов Расстояние до центра 40, 60 и 80 дюймов Отверстие, л.с. 3,1 дюйма, Д1-8, 7,5 л.с. Скорость шпинделя 20 – 2000 об/мин (2), вари.
Начните печатать и нажмите Enter для поиска
Поиск …
Al Mufilh — Механический цех с ЧПУ
ВЫПОЛНЯЙТЕ ВАШУ РАБОТУ ТОЧНО
НАШ ОПЫТНЫЙ ПЕРСОНАЛ СДЕЛАЕТ ЭТО ЗА ВАС
Свяжитесь сейчас
ЧАСТИ ПРОМЫШЛЕННЫХ МАШИН
КОММЕРЧЕСКОЕ ПРОИЗВОДСТВЕННОЕ ПРЕДПРИЯТИЕ
Свяжитесь сейчас
ПРОИЗВОДСТВО ПРОМЫШЛЕННЫХ ЧАСТЕЙ И КОМПОНЕНТОВ
РЕШЕНИЯ ПОД КЛЮЧ
Связаться сейчас
НОВЕЙШИЕ МАШИНЫ С ЧПУ
ОБСЛУЖИВАНИЕ ЛЮБОЙ ОТРАСЛИ
Связаться сейчас
ИНЖЕНЕРНОЕ РЕШЕНИЕ
ДЛЯ КАЖДОЙ ОТРАСЛИ
Связаться сейчас
О НАС
Нашим наивысшим приоритетом является предоставление исключительного обслуживания клиентов с качеством, точностью,
конкурентоспособные цены и своевременная доставка. Чтобы поддержать нашу приверженность исключительным клиентам
Чтобы поддержать нашу приверженность исключительным клиентам
обслуживания, мы сертифицированы по стандарту ISO и используем передовые высокотехнологичные процессы и оборудование, чтобы сократить
производственные циклы, сокращение отходов и снижение затрат.
Служба обеспечения качества и удовлетворенности клиентов: —
«ЭТО ТО, ЧТО НАС ОТЛИЧАЕТ ОТ ДРУГИХ»
Наша цель – создать и поддерживать клиентскую базу на основе взаимного доверия и сотрудничества. К
достигать
это компания активно поощряет внимательное отношение к клиентам и их понимание
нуждаться
в
для установления позитивных деловых отношений. Цель состоит в том, чтобы удержать клиента на
а
длинный
срок с полным удовлетворением. Al Mufilh стремится постоянно улучшать внутреннюю
процесс
и инвестиции в новейшие машины в нашем стремлении оставаться на переднем крае
производство
Индустрия
Мы гордимся своей репутацией в предоставлении оперативных и надежных услуг нашим
клиенты
поскольку это аспект нашей деловой этики, который, по нашему мнению, больше всего отличает нас от наших
конкурентов и заставляет наших клиентов возвращаться к нам с доверием и уверенностью.
НАШИ УСЛУГИ
ТОКАРНАЯ ЧПУ
ФРЕЗЕРОВАНИЕ С ЧПУ
ШЛИФОВАНИЕ И СВЕРЛЕНИЕ
ПРОИЗВОДСТВО
Преимущества выбора Al Mufilh в качестве надежного субподрядчика/поставщика.
- Опытная и квалифицированная команда по планированию, проектированию, производству, качеству
контроль
и
услуги по продажам. - Все работы оцениваются и проверяются отделом контроля качества. Таким образом гарантирует
нуль
процент отказа. - Используйте только лучшие материалы, доступные на рынке.
- Рентабельные и экономичные услуги.
- Своевременная доставка
Здоровье и безопасность
Инженеры и операторы Al Mufilh стараются играть активную роль в обеспечении здоровья и безопасности,
все
персонал
прошли программы обучения технике безопасности на объекте и поощряются на всех уровнях к повышению
здоровье
и
вопросы безопасности. Копию нашей политики в области охраны труда и техники безопасности и руководства можно получить по запросу.
Копию нашей политики в области охраны труда и техники безопасности и руководства можно получить по запросу.
Мы работаем для всех отраслей
и решения
точность для устойчивого прогресса.
Наша профессиональная команда работает над повышением производительности и экономической эффективности
на рынке
ОТРАСЛИ
НЕФТЬ И ГАЗ
Компания Al Mufilh сертифицирована по стандарту ISO 9001:2015 и зарегистрирована
с некоторыми известными
Нефтяные и газовые компании в Абу-Даби и Дубае. Наш
проектирование, производство и качество
команда знает о производстве
процесс и проверка
методы, используемые в нефтегазовой отрасли
отрасли. Так как мы работаем с разными компаниями, наша команда имеет опыт
в
разработка широкого спектра нефтегазовых компонентов. Мы занимаемся изготовлением
единственное количество и производство нескольких компонентов. Наш отдел качества
оснащен проектором профиля и другими качественными инструментами для проверки
особенный
резьба для нефтегазовых компонентов. Мы следуем утвержденной процедуре выпуска
Мы следуем утвержденной процедуре выпуска
заказы, документация, такая как рабочие карты, маршрутная карта, лист параметров процесса, рабочие
отчет о качестве и т. д. обеспечивает полное отслеживание каждой работы с момента подачи материала
изданный. Каждая работа маркируется и нумеруется после поступления в мастерскую. Один раз
готовый
для доставки каждая работа выгравирована в соответствии с требованиями заказчика, так что каждый отдельный
кусок
можно отследить в любое время. Мы следуем ISO 9001:2015 Система менеджмента качества, которая
делает
наша система следует определенным процедурам и методам для каждого отдела, который
повсеместно исключены.
ИНЖИНИРИНГ
Al Mufilh работает и поддерживает все виды общего проектирования
такие компании, как HVAC, DUCT,
Пищевая промышленность и производство, Насосы и клапаны, огонь
и продукты безопасности и т. д.
СТРОИТЕЛЬСТВО
Al Mufilh работает со всеми видами производственных компаний, которые
поддерживать строительство
сектор в ОАЭ.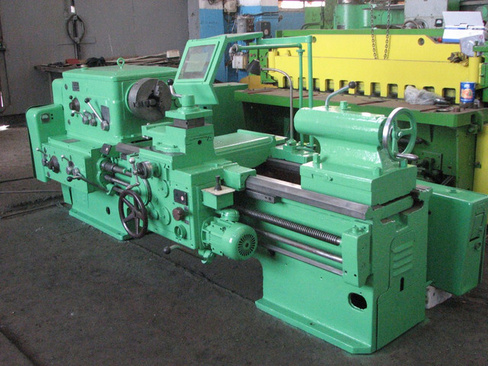 Наш опыт варьируется от производства
Наш опыт варьируется от производства
и разработка различных компонентов
для строительных производств. Мы работаем с
некоторые из самых известных производителей, которые
построить/совместно построить несколько культовых зданий и построек в Дубае. Наш
команда
работать в тесном контакте с дизайнерами и инженерами наших клиентов, чтобы дать им лучшее
решения. Наши расценки всегда экономичны, так как обработанные детали для готовых
конструкции будут производиться в огромных объемах. Мы также можем помочь нашим клиентам
с
все виды покрытий.
АВТОМОБИЛЬ
Существует множество успешных предприятий по производству бронетехники
базируется в ОАЭ. Большинство
компании полностью изготавливают детали в ОАЭ и занимаются сборкой. И если вы
см. широкий спектр продуктов, предлагаемых этими компаниями для международного
рынок. Мы изготавливаем детали для всех видов транспортных средств по желанию заказчика.
требования.
Наша команда также имеет очень хороший опыт работы с широким спектром материалов, используемых для автомобилей.
отрасли. Мы также можем получить материал с международного рынка, если он недоступен.
в
ОАЭ.
АЭРОНАВТИКА
ОАЭ еще не видели много компаний, которые разрабатывают и производят
запчасти для АВИАЦИОННОЙ
компании. Мы производим и поддерживаем существующие компании с нашим оборудованием и
возможности.
Мы работаем с
Качество и
Точность для стабильного прогресса.
Мы гордимся своей репутацией в предоставлении оперативных и надежных услуг нашим
клиенты.
СЕРТИФИКАТЫ
Преимущества выбора Al Mufilh в качестве надежного субподрядчика/поставщика.
- Опытная и квалифицированная команда по планированию, проектированию, производству, контролю качества
и
услуги по продажам. - Все работы оцениваются и проверяются отделом контроля качества. Таким образом гарантирует
нуль
процент отказа. - Используйте только лучшие материалы, доступные на рынке.
- Рентабельные и экономичные услуги.

