Для чего служат т образные пазы на фрезерном станке: Для чего служат Т-образные пазы на фрезном стонке
Содержание
Обработка Т-Образных Пазов На Фрезерном Станке
Главная / Фрезерный станок с ЧПУ / Обработка Т-Образных Пазов На Фрезерном Станке
Т-образные пазы (рис. 1) в столах фрезерных, сверлильных и других станках имеют двойное назначение. Они служат для размещения в них головок крепежных болтов, а также для выверки приспособлений на столе станка.
Такие пазы характеризуются шириной A (узкой верхней части) и Б (нижней части), общей глубиной Н, высотой В и размерами фасок α.
Т-образные пазы должны удовлетворять следующим характерным требованиям: иметь достаточно высокую точность ширины узкой части паза на всей длине и перпендикулярность ее боковых сторон к верхней базовой поверхности детали. Это обеспечивается правильной наладкой станка и соблюдением надлежащих приемов работы.
Все пазы этого вида обусловлены стандартом. Каждому номинальному размеру А соответствуют строго определенные остальные размеры паза.
Рис. 1. Общий вид т-образного паза
Фрезерование Т-образных пазов
Количество деталей в партии определяет выбор способов обработки т-образных пазов и применяемых режущих инструментов. Так, при фрезеровании единичных деталей Т-образный паз целесообразно обрабатывать на вертикально-фрезерном станке. Первоначально концевой фрезой фрезеруют прямоугольный паз шириной А и глубиной Н (см. рис. 1).
Так, при фрезеровании единичных деталей Т-образный паз целесообразно обрабатывать на вертикально-фрезерном станке. Первоначально концевой фрезой фрезеруют прямоугольный паз шириной А и глубиной Н (см. рис. 1).
Внутреннюю часть шириной Б и высотой В (см. рис. 1) обрабатывают специальной концевой фрезой для Т-образных пазов (рис. 2). Такая фреза состоит из рабочей части 1 с элементами и геометрией дисковых пазовых фрез с разнонаправленными зубьями, конического хвостовика 3 с конусом Морзе и гладкой шлифованной цилиндрической шейки 2, диаметр которой равен ширине узкой части паза.
Рис. 2. Фреза для обработки Т-образных пазов
При обработке партии деталей с Т-образными пазами последовательность может быть иной. Прямоугольные пазы на глубину фрезеруют дисковыми трехсторонними фрезами или набором этих фрез на горизонтально-фрезерных станках, а нижнюю часть каждого паза — фрезами для Т-образных пазов на вертикально-фрезерных станках.
Последовательность, в которой выполняется фрезерование Т-образных пазов на станке рассмотрим на примере обработки двух пазов в одной детали (рис.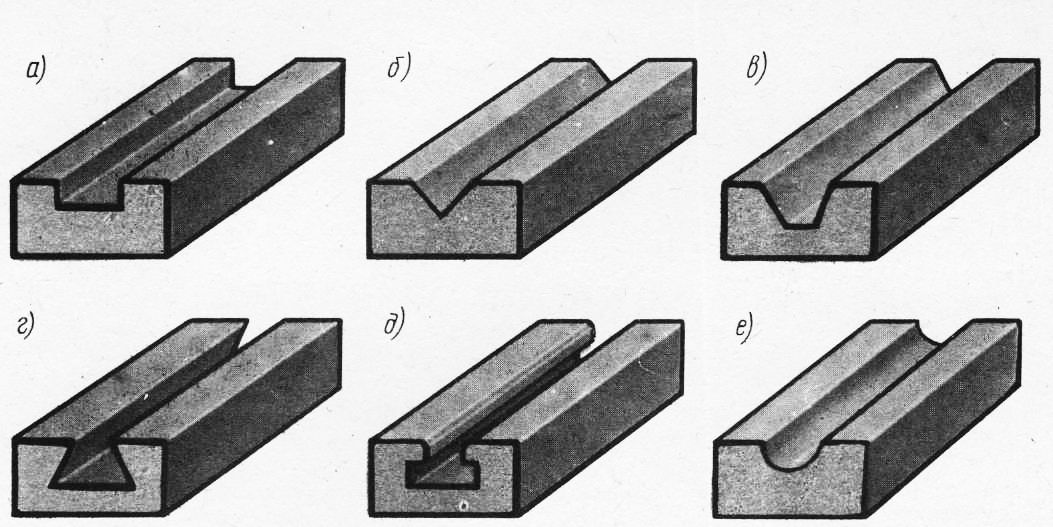 3, а). Первоначально концевой фрезой диаметром 14 мм фрезеруют первый прямоугольный паз шириной 14 мм и глубиной 21 мм. Затем возвращают стол с заготовкой в исходное положение, по лимбу поперечной подачи перемещают его на величину, равную шагу между пазами (в данном случае на 90 мм), и фрезеруют второй паз (рис. 3, б).
3, а). Первоначально концевой фрезой диаметром 14 мм фрезеруют первый прямоугольный паз шириной 14 мм и глубиной 21 мм. Затем возвращают стол с заготовкой в исходное положение, по лимбу поперечной подачи перемещают его на величину, равную шагу между пазами (в данном случае на 90 мм), и фрезеруют второй паз (рис. 3, б).
Внутреннюю часть паза шириной 24+1,5 мм и глубиной 11 мм обрабатывают специальной концевой фрезой для Т-образных пазов. В рассматриваемом примере необходимо применить фрезу диаметром 24 мм, шириной 11 мм и диаметром шейки 14 мм. При настройке станка на глубину фрезерования для этого перехода заготовку подводят к фрезе так, чтобы ее режущие кромки на торцовой части коснулись дна прямоугольного паза, обработанного на предыдущем переходе. Медленно подводя стол с заготовкой к фрезе, врезаются в нее, включают механическую продольную подачу стола и фрезеруют внутренний паз на необходимую длину.
Рис. 3. Последовательность обработки двух Т-образных пазов
Возвратив стол с заготовкой в исходное положение, поперечной подачей перемещают его на 90 мм и, убедившись, что цилиндрическая шейка фрезы оказалась точно против прямоугольной части паза, включают продольную подачу стола и фрезеруют нижнюю часть второго паза (рис.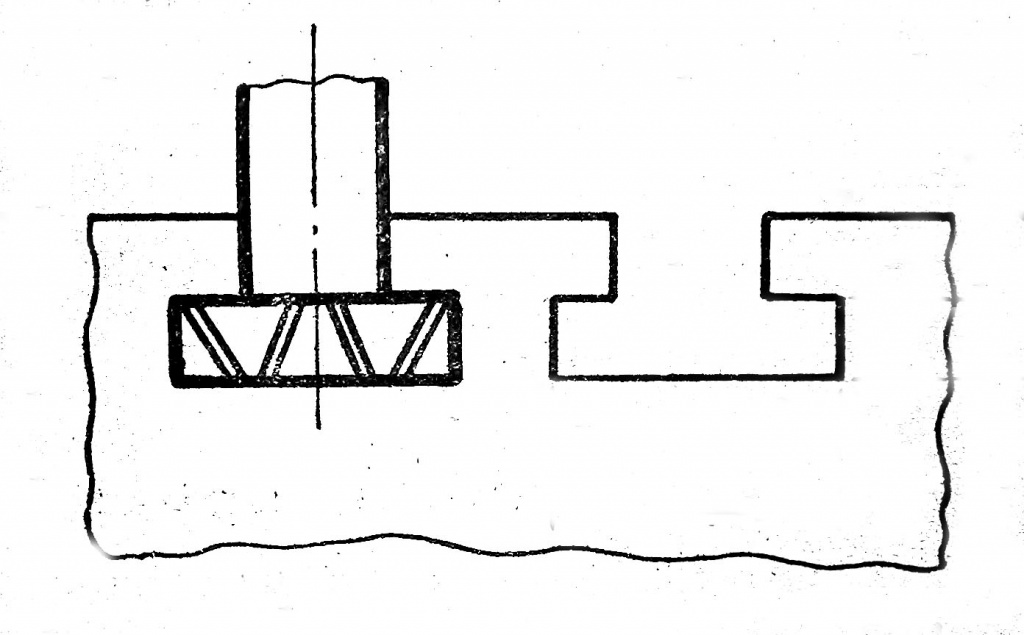 3, в).
3, в).
В Т-образных пазах предусматриваются фаски, которые обрабатывают (рис. 3, г) концевыми одноугловыми (с обратным конусом) или двух угловыми фрезами.
Для обработки Т-образных пазов подача на зуб не должна превышать 0,02 мм/зуб при скорости резания 20…25 м/мин.
Контроль размеров Т-образных пазов производится штангенциркулями или специальными шаблонами.
Виды и причины брака при обработке Т-образных пазов
При фрезеровании Т-образных пазов могут быть следующие виды брака:
- Ширина узкой части превышает заданную. Это происходит вследствие неправильного выбора диаметра концевой фрезы или ширины дисковой фрезы, а также в случае биения режущей части фрез.
- Ширина внутренней части паза и его высота меньше заданных размеров. Причиной брака является работа фрезой, размеры которой по диаметру и ширине меньше заданных (в результате большого числа переточек).
- Высота паза по всей длине детали не одинакова, что происходит в случае, если фрезеровщик не выверил заготовки в горизонтальной плоскости.
Фрезерование специальных пазов
Фрезерование специальных пазов
В машиностроении широко применяют детали со специальными пазами. Рассмотрим два наиболее распространенных паза, метод их обработки и инструмент, необходимый при выполнении фрезерных работ.
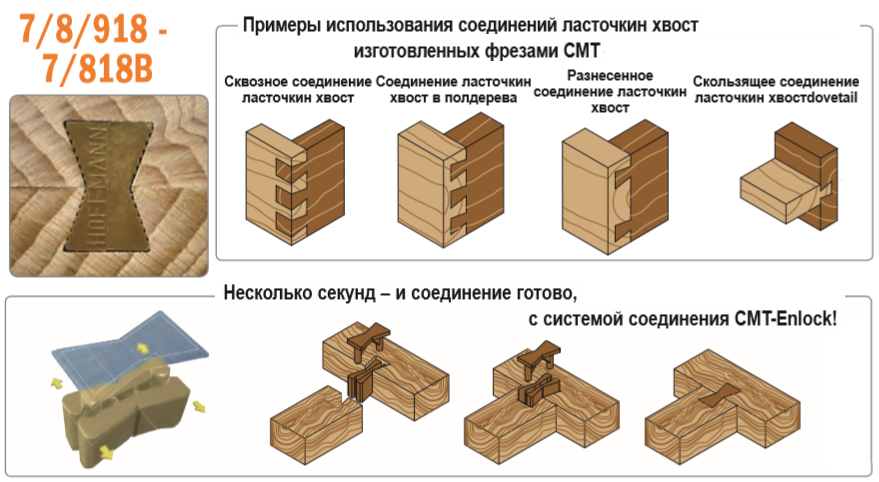
Фрезерование пазов типа «ласточкин хвост»
Паз типа «ласточкин хвост» служит, в основном, в качестве направляющей для подвижных элементов машин – это консоли, салазки стола, направляющие суппорта токарных станков, серьги фрезерных станков… Основной инструмент для получения подобного паза — концевая угловая фреза названная по типу паза «ласточкин хвост». Фрезы «ласточкин хвост» изготавливаются одноугловыми (режущая кромка, как правило, только на конической части фрезы) или двухугловыми (режущая кромка с двух смежных сторон). Нагрузка на двухугловые фрезы распределяется более равномерно, поэтому они работают более плавно и более долговечны. Фрезы «ласточкин хвост» изготавливаются из быстрорежущих сталей Р6М5, Р9 и твердых сплавов ВК8, Т5К10 и Т15К6.
Фрезы «ласточкин хвост» изготавливаются из быстрорежущих сталей Р6М5, Р9 и твердых сплавов ВК8, Т5К10 и Т15К6.
Фрезерование паза «ласточкин хвост» является завершающей операцией фрезерной обработки детали поэтому очень важен подбор инструмента и правильное закрепление заготовки . Выверка заготовки производится непосредственно в станочных тисках или, если деталь крупная, на столе фрезерного станка с помощью штангенрейсмаса, угольников и индикаторов относительно направления подачи.
Обработка паза производится в два этапа:
Первый – фрезеруется прямоугольный паз концевой фрезой или, если позволяют условия, трехсторонней фрезой.
Второй – угловой фрезой(«ласточкин хвост») поочередно обрабатываются боковые стороны.
Учитывая тяжелые условия резания подачу инструмента необходимо несколько занизить – приблизительно до 40% от обычных условий работы (при данном материале, ширине срезаемого материала, подачи охлаждающей жидкости и т.д.).
Измерение производятся с помощью штангенинструмента, угловые размеры – универсальным угломером(сама фреза), шаблонами от базовой поверхности детали, двумя калиброванными цилиндрическим роликами по специальным формулам.
При фрезеровании паза типа «ласточкин хвост» необходимо обратить на следующие проблемы, которые могут возникнуть:
— глубина паза и углы наклона боковых сторон не одинаковы по всей длине – причина неточная выверка детали в горизонтальной плоскости;
— угол наклона боковых сторон не соответствует заданной величине – неправильный расчет угла фрезы, износ фрезы вследствие несоответствия режима обработки и материала инструмента;
— разная ширина паза по всей длине – смещение стола станка в направляющих консолях;
— шероховатость поверхности – работа с неправильно заточенным инструментом, несоответствие подачи.
— поломка фрезы – вследствие большой нагрузки при обработке данного паза на сопрягаемые режущие кромки ломается верхушка фрезы – необходимо ее предварительно закруглять, делать с небольшим радиусом.
Фрезерование Т-образных пазов
Т-образные пазы применяют, в основном, в машиностроении для крепления деталей. Их щироко применяют в столах станков различного назначения(шлифовальные, сверлильные, фрезерные, строгальные и т.д.). Они служат для размещения в них головок крепежных болтов, а также для выверки приспособления на столе станка. Т-образные пазы характеризуются общей глубиной, толщиной между пазом и рабочей поверхностью стола, а также шириной узкой верхней и широкой нижней части. Пазы этого типа регламентированы стандартом. Каждому размеру соответствуют строго определенные другие размеры, т.к. под них в промышленных масштабах изготавливаются специальные болты, крепежные приспособления, оснастка.
Их щироко применяют в столах станков различного назначения(шлифовальные, сверлильные, фрезерные, строгальные и т.д.). Они служат для размещения в них головок крепежных болтов, а также для выверки приспособления на столе станка. Т-образные пазы характеризуются общей глубиной, толщиной между пазом и рабочей поверхностью стола, а также шириной узкой верхней и широкой нижней части. Пазы этого типа регламентированы стандартом. Каждому размеру соответствуют строго определенные другие размеры, т.к. под них в промышленных масштабах изготавливаются специальные болты, крепежные приспособления, оснастка.
Для изготовления Т-образного паза требуются:
— концевая фреза диаметром равной узкой ширине паза или меньшего диаметра при нескольких проходах;
— при производстве нескольких пазов удобнее работать трехсторонней фрезой толщиной равной узкой части Т-образного паза. Паз получается точнее и скорость обработки выше чем концевой фрезой, да и процент брака ниже;
— специальная Т-образная концевая фреза. Фреза для Т-образных пазов состоит из рабочей части с элементами и геометрией дисковых пазовых фрез, конического или цилиндрического хвостовика и гладкой цилиндрической шлифованной шейки, диаметр которой обычно подбирают равной ширине узкой части паза( можно и меньше). Рабочая часть фрезы может быть с разнонаправленными зубьями и изготавливается из быстрорежущих сталей Р6М5, Р18 или оснащаться твердосплавными пластинами ВК8, Т5К10, Т15К6 и др.;
Фреза для Т-образных пазов состоит из рабочей части с элементами и геометрией дисковых пазовых фрез, конического или цилиндрического хвостовика и гладкой цилиндрической шлифованной шейки, диаметр которой обычно подбирают равной ширине узкой части паза( можно и меньше). Рабочая часть фрезы может быть с разнонаправленными зубьями и изготавливается из быстрорежущих сталей Р6М5, Р18 или оснащаться твердосплавными пластинами ВК8, Т5К10, Т15К6 и др.;
— фреза типа «ласточкин хвост» или зенковка для снятия внутренней и наружной фасок.
Последовательность фрезерования Т-образного паза похожа на фрезеровку пазов типа «ласточкин хвост».Первоначально фрезеруют прямоугольный паз шириной равной или меньшей узкой части паза и глубиной равной глубине паза.
Далее подбирают фрезу для Т-образных пазов. В зависимости от размеров паза принимают решениео проходе одной фрезой или несколькими, т.к. при большой глубине и ширине паза рабочий инструмент испытывает большие нагрузки, подбирают одну или несколько фрез с одинаковой высотой рабочей части и, желательно, с соответствующим размером шейки. Таким образом, достигается более щадящий режим обработки, т.к. уменьшается толщина срезаемого слоя в заготовке. При работе нужно обратить особое внимание на удаление стружки, т.к. в закрытом пазу это приобретает очень важное значение и предусмотреть обязательную подачу СОЖ(смазочно-охлаждающей жидкости) для отвода лишнего тепла во избежание перегрева рабочей фрезы. Скорость подачи при данном виде работ необходимо максимально уменьшить.
Таким образом, достигается более щадящий режим обработки, т.к. уменьшается толщина срезаемого слоя в заготовке. При работе нужно обратить особое внимание на удаление стружки, т.к. в закрытом пазу это приобретает очень важное значение и предусмотреть обязательную подачу СОЖ(смазочно-охлаждающей жидкости) для отвода лишнего тепла во избежание перегрева рабочей фрезы. Скорость подачи при данном виде работ необходимо максимально уменьшить.
Завершающая операция предусматривает снятие наружных и внутренних фасок. При этом применяются концевые одноугловые или двухугловые фрезы. Для наружной фаски – возможно применение зенковок, для внутренней – фрезы типа «ласточкин хвост». Основное условие – диаметр угловой фрезы должен быть больше размера узкой части Т-образного паза для получения более ровной фаски и большей производительности труда.
Измерение и контроль размеров Т-образного паза производят штангенциркулем, штангенрейсмасом, нутромером, индикаторами, а также специальными шаблонами.
При фрезеровании Т-образных пазов могут быть следующие виды брака:
— высота паза по все длине детали неодинакова — — заготовка не выверена при установке в горизонтальной плоскости;
— ширина внутренней части паза в конце меньше размера в начале заготовки – несвоевременное удаление стружки, вследствие чего — повышенный износ инструмента;
— ширина узкой части превышает заданный размер – неправильная заточка инструмента, биение режущей части фрезы, недостаточная жесткость(люфт) стола станка.
Удачи всем и успехов!
Изготовление (прямых) Т-образных пазов | john f’s Workshop
вернуться на главную страницу
вернуться на страницу выше «Ссылки на Т-образные пазы»
Изготовление (прямых) Т-образных пазов
До появления станков с ЧПУ Т-образные пазы были стандартом способ удержания заготовки, зажимных приспособлений или приспособлений на станке. Альтернативой, используемой на станках с ЧПУ, являются резьбовые отверстия. Для любителя преимущество Т-образных пазов в том, что их легко чистить.
Для любителя преимущество Т-образных пазов в том, что их легко чистить.
93 Т-образные пазы на фрезерном столе
рис Т-образные пазы на столе фрезерного станка
Как будет видно, всегда бывает так, что прямой Т-образный паз имеет один или два конца. Это делается для того, чтобы можно было установить Т-образную гайку. Но это также означает, что разрез Т-образного паза можно прорезать, вставив в него фрезу Т-образного паза напрямую. (В отличие от круглого Т-образного паза).
729 окончание Т-образных пазов на фрезерном столе
Изготовление прямых Т-образных пазов
Первым шагом на любом Т-образном пазу является вырезание хвостовика Т-образного профиля. Это можно сделать с помощью сверла или концевая фреза на вертикальном станке. В качестве альтернативы его можно разрезать с помощью бокового и торцевого резака на горизонтальном станке. Важно, чтобы прорези были прямыми, имели точную и постоянную ширину с разумной отделкой. Это связано с тем, что помимо использования для удержания заготовок и т.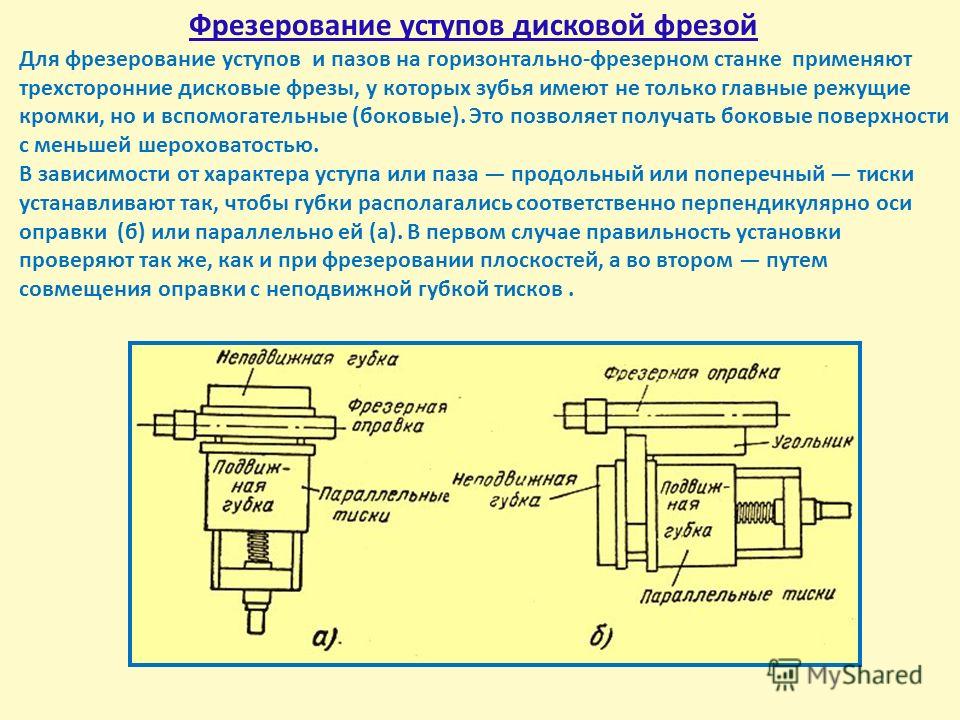 д., Т-образный паз часто используется для выравнивания заготовки или удерживающего устройства.
д., Т-образный паз часто используется для выравнивания заготовки или удерживающего устройства.
Глубина этого пропила должна быть немного больше, чем крестовина Т-образного паза. Если болт ввинчивается в нижнюю часть Т-образного паза и образует заусенец, он не зацепится за гайку Т-образного паза.
Два верхних угла Т-образного паза имеют две небольшие фаски. Это можно сделать с помощью заточенного сверла для вырезания фасок под углом 45 º. Это снижает риск того, что заготовка и т. д. случайно заденет угол.
Когда хвостовик Т-образного выреза отрезан, можно отрезать поперечину Т-образного ключа. Это необходимо сделать с помощью фрезы для Т-образных пазов
рис a Фреза для Т-образных пазов
Существует аналогичный тип фрезы, который бесполезен для резки Т-образных пазов. Это резак Вудраффа.
11 Фреза по дереву
Основное отличие состоит в том, что узкая часть хвостовика фрезы с Т-образным пазом прямая, тогда как у фрезы по дереву она представляет собой часть небольшого круга.
Иногда может показаться, что фреза для Т-образных пазов может отрезать слишком много за один проход. Но, немного подумав, должно быть ясно, что фреза должна иметь возможность вырезать Т-образный паз, где вершина Т соответствует размеру фрезы за один проход.
Существует не только некоторая гибкость в отношении размера паза, но и некоторая гибкость в отношении резака. После того, как хвостовик Т-образного профиля отрезан, фреза для Т-образных пазов должна быть в состоянии разрезать поперечный элемент Т-образного профиля за один проход. Но нет никаких причин, по которым он не может сделать больше надрезов, чтобы расширить или углубить крестовину Т. Это означает, что существует большая вероятность того, что существует метрическая фреза, которая прорежет дюймовый паз и наоборот.
Из этого следует, что даже если резец был заточен и диаметр режущей части меньше, чем был, это не помешает ему резать, и поэтому его все еще можно использовать для резки нужного размера T -слот.
Очистка Т-образных пазов
Самый простой способ удалить большую часть стружки из Т-образных пазов с помощью пылесоса. Однако это никогда не выводит все наружу. Что необходимо, так это инструмент, форма которого соответствует Т-образному пазу.
4100 Очиститель Т-образных пазов
см. «Стандарты Т-образных пазов»
см. «Вырезание круглых Т-образных пазов»
Вот так:
Like Загрузка…
Дом › Блог › Фрезы для Т-образных пазов › Выполнение специальной операции фрезерования с помощью фрез для Т-образных пазов
Опубликовано Admin 05 февраля 2015 г.
Фрезы для Т-образных пазов широко используются в промышленности для резки на рабочем месте. Его размер зависит от размера болтов с Т-образным пазом, которые используются во время операции. Размеры Т-образных пазов и болтов стандартизированы для определенных диаметров болтов. Для фрезерования Т-образных пазов обычно требуются две фрезы, а именно фрезы для Т-образных пазов, а также боковые или концевые фрезы. Боковые или концевые фрезы используются для вырезания в заготовке определенного паза, который равен ширине горловины Т-образного паза, но имеет одинаковую глубину уступа и может быть даже меньше. Экспортеры фрез с Т-образными пазами делают доступными фрезы с Т-образными пазами, которые используются для резки пространства головы до точно заданных размеров. Положение фрезы адекватно отнесено к рабочему месту, и именно заготовка определяет глубину канавки, допуская минимальные и максимальные размеры.
Боковые или концевые фрезы используются для вырезания в заготовке определенного паза, который равен ширине горловины Т-образного паза, но имеет одинаковую глубину уступа и может быть даже меньше. Экспортеры фрез с Т-образными пазами делают доступными фрезы с Т-образными пазами, которые используются для резки пространства головы до точно заданных размеров. Положение фрезы адекватно отнесено к рабочему месту, и именно заготовка определяет глубину канавки, допуская минимальные и максимальные размеры.
- Работа фрез для Т-образных пазов?
Фрезы для Т-образных пазов работают только после выбора фрезы для боковой или концевой фрезы, и необходимо выбрать фрезу подходящего размера для выполнения процесса резки. Фреза надлежащего размера может фрезеровать паз, который эквивалентен ширине горловины, как предписано желаемым размером Т-образного паза. Экспортеры и производители фрез с Т-образными пазами изготавливают их идеального диаметра и ширины, чтобы свободное пространство над головкой вырезалось в соответствии с требованиями. Компания стала одним из крупнейших производителей промышленных резаков, которые могут работать наиболее профессионально.
Компания стала одним из крупнейших производителей промышленных резаков, которые могут работать наиболее профессионально.
- Для чего используются фрезы с Т-образными пазами?
Фрезы для Т-образных пазов используются на станках с ЧПУ, а также на станках специального и обычного назначения различной производительности. Они играют ключевую роль в создании Т-образных пазов, а также шпоночных пазов и шпонок в металлах. Фрезы для Т-образных пазов удобны для использования со сменными пластинами, цельными твердосплавными пластинами, твердосплавными напайками и развертками из быстрорежущей стали.
- Зачем выбирать экспортеров фрез с Т-образными пазами?
Компания разработала множество режущих инструментов для различных промышленных применений. Их продукция известна своим качеством и включает в себя такие инструменты, как торцевые фрезы, концевые фрезы, развертки, зубчатые фрезы, фрезы с Т-образными пазами, которые доступны по невероятно надежным ценам.
