Для токарного станка центровка: Центрование на токарном станке — Токарное дело
Содержание
Роликовая центровка деталей в токарном патроне :: АвтоМотоГараж
Роликовая центровка деталей в токарном патроне
Во время работы за токарном станком, очень часто возникает необходимость в центровке цилиндрических заготовок. Биение порой такое, что диву даёшься, как такое может вообще быть, ведь она же круглая? И здесь не всегда дело в геометрии заготовки, хотя и это исключать нельзя. Часто мы сами того не желая, фиксируем заготовку немного не соосно (криво). При установке материала этого не видно, пока не включишь станок или не провернёшь рукой токарный патрон. Конечно же бывает так, что зажмёшь заготовку и хоть «стреляй» из неё — биения практически никакого нет, но это редкость.
Как выйти из такой ситуации? Первый вариант. Переустановить заготовку в токарном патроне. Иногда это помогает.
Второй вариант. Ослабляем кулачки токарного патрона так, чтобы заготовка не выпадала, но могла быть скорректирована под действием небольшого усилия. Поправляем центровку лёгкими ударами металлическим предметом, периодически контролируя её положение. Центровку лучше контролировать при помощи стрелочного индикатора, установленного на стойку. Этот вариант хоть и хлопотный, но вполне работоспособный.
Центровку лучше контролировать при помощи стрелочного индикатора, установленного на стойку. Этот вариант хоть и хлопотный, но вполне работоспособный.
Третий вариант. Как достоверно называется этот метод неизвестно, но он очень эффективен. В этом поможет приспособление, уникально ещё и тем, что с ним не только удобно работать, но оно и просто в изготовлении. Нужна всего лишь оправка и небольшой подшипник.
Перейдём к изготовлению этого приспособления. Иной раз многие вещи можно сделать самим, но очень часто для этого отсутствует нужный материал. Здесь какого-то специального материала не потребуется. Мы будем использовать то, что лежит под рукой и то, что ещё не успели утилизировать. В нашем случае это: небольшой алюминиевый брусочек и отбракованные детали электроинструмента. Брусочек будет оправкой — держателем, а с узлов от электроинструмента нам понадобятся подшипники, их мы уже частично демонтировали.
Начнём с того, что укоротим одну из сторон будущей оправки. Чрезмерно длинным приспособление быть не должно.
Чрезмерно длинным приспособление быть не должно.
Далее, под внутренний диаметр подшипника вытачиваем две небольших оси.
С одной из сторон, ось должна иметь небольшую «шляпку». Она будет ограничителем для подшипника.
Часть деталей готова.
Теперь в оправке в одном из углов необходимо выбрать технологический паз.
Поскольку отправка в резцедержалку помещается почти впритык, то винты, фиксирующие её, слишком сильно выступают и не позволят ослабить поворотную часть резцедержателя. Тем самым в процессе работы у нас не будет возможности (если это потребуется) скорректировать рабочий угол приспособления. Чтобы этого избежать, для винтов сверлим углубления.
Далее установив отправку в резцедержалке, сверлим отверстия для установки осей.
Отверстия сверлим диаметром 7 мм, чуть меньше, чем внутренний посадочный диаметр подшипника, это нужно для последующей доработки деталей и запрессовки осей.
Отверстия готовы. Устанавливаем на ось подшипник, а сверху подшипника на ось надеваем резиновую манжету. Здесь необходимо отметить длину, на которую будет запрессована ось в оправку.
Устанавливаем на ось подшипник, а сверху подшипника на ось надеваем резиновую манжету. Здесь необходимо отметить длину, на которую будет запрессована ось в оправку.
Протачиваем ось под плотную запрессовку.
Первый подшипник установлен переходим ко второму.
Смонтировав второй подшипник, переходим к работе с оправкой дальше. Устанавливаем её в резцедержалку и фиксируем. Крепящие болты оставят следы где нужно будет сделать новые углубления. Вот здесь отчётливо видно на сколько выступает крепёж.
Немного укоротив заготовку, приступаем к фрезеровке. Конфигурация этой стороны будет отличаться от той, которую мы уже сделали. Здесь установим один ролик, но побольше, его немного утопим внутрь заготовки.
Далее, для винтов резцедержателя просверлим три углубления.
Теперь вытачиваем ось подшипника.
Также, как и в предыдущем случае, с обратной стороны вытачиваем «шляпку».
Все основные детали готовы, осталось их немного доработать.
Сверлим в оправке отверстие для оси ролика.
Далее дорабатываем ось, и хотим заметить, что технологические проточки в кулачках позволяют зажать деталь, не повредив ранее созданную «шляпку».
Подгоняем диаметр оси под запрессовку.
Все детали готовы.
Единственное, перед завершением последней операции, необходимо просветить маленькое сквозное отверстие.
Это не позволит создать воздушное напряжение после запрессовки оси с подшипником.
После запрессовки, наше приспособление можно считать готовым.
Теперь возьмём несколько разных цилиндрических заготовок и опробуем наше изделие в работе.
Иной раз бывает так, что даже ранее обработанная заготовка при повторной установке может требовать корректировку. Это может быть в двух случаях, первое из-за износа кулачков патрона и второе, из-за нарушения симметрии при установке заготовки и её фиксации. Как с первым моментом, так и со вторым, данное приспособление поможет исправить ситуацию. Возможно, при чрезмерном износе токарного патрона идеального результата не добиться, но избыточное или критическое биение точно можно будет убрать.
Возможно, при чрезмерном износе токарного патрона идеального результата не добиться, но избыточное или критическое биение точно можно будет убрать.
Устанавливаем приспособление в резцедержалку и подводим ролик к заготовке. Силу зажима заготовки нужно чуть-чуть ослабить. Рукой прокручиваем токарный патрон, прокатывая роликом по заготовке и контролируем процесс центровки. По необходимости подаём или отводим ролик. Ниже представлен принцип работы центрующего приспособления на большой заготовке двумя роликами.
Большая сложность центровки возникает тогда, когда в работе используются заготовки, отлитые в консервные банки. Они в большинстве случаев имеют неправильную геометрию. Тут точно можно потерять драгоценное время, пока удастся приемлемо зажать заготовку.
Длинные заготовки более капризны, нарушить их соосность при установке достаточно просто. Здесь тоже на выручку придёт роликовая центровка.
Совет: при установке и фиксации деталей/заготовок следите за чистотой как кулачков, так и самого зажимаемого материала.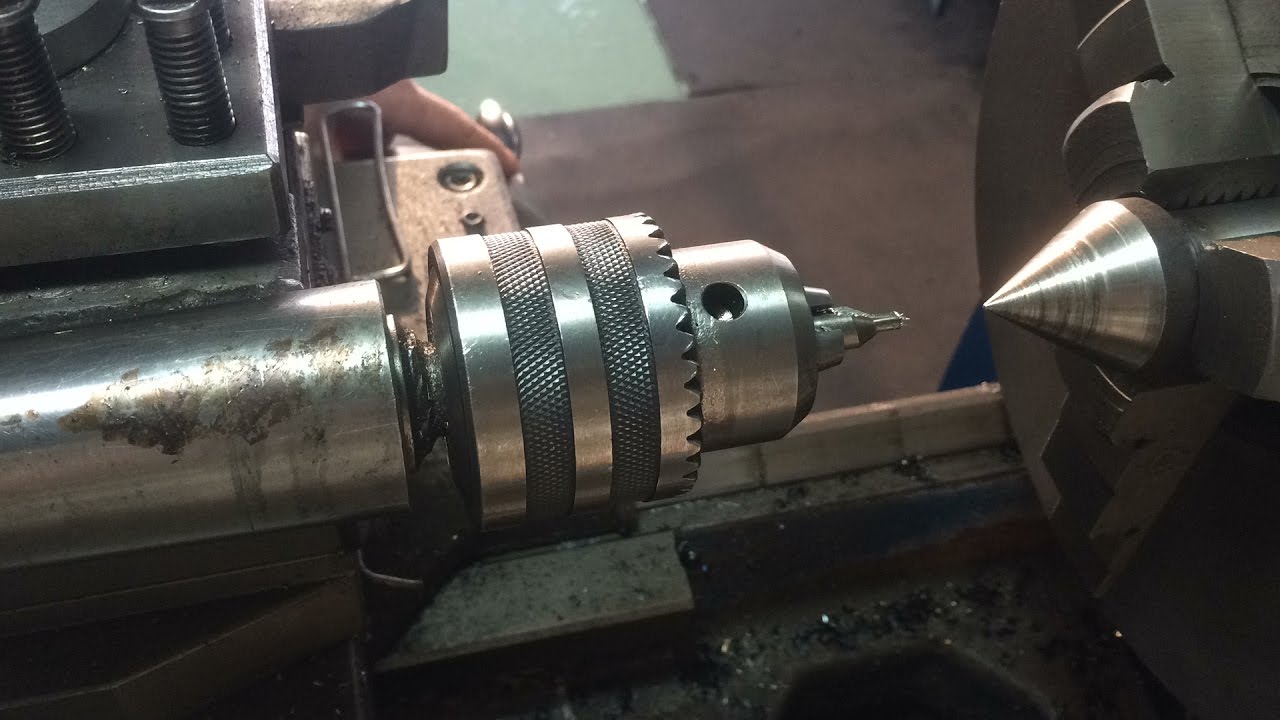
Комментарии
Написать комментарий
Ваше имя/ник
Ваш e-mail
Подписаться на уведомления о новых комментариях к этой странице
Ваше сообщение
Прикрепить изображение к сообщению
Максимальный размер загружаемого файла: 5 Мб
Подписаться на рассылку о публикациях новых статей
Роликовая центровка деталей в токарном патроне. Вариант 2. :: АвтоМотоГараж
Роликовая центровка деталей в токарном патроне. Вариант 2.
Продолжаем тему спецприспособлений. В предыдущей статье мы рассмотрели вариант изготовления двусторонней центровки цилиндрических заготовок в токарном патроне, и, сами того не ожидая, по ходу работ, вышли на вторую версию. От части к этому подтолкнул ряд неудобств эксплуатации той самой центровки первой версии. Но, всё равно, несмотря на это устройство хорошо себя зарекомендовало и очень облегчило работу.
Но, всё равно, несмотря на это устройство хорошо себя зарекомендовало и очень облегчило работу.
Теперь о недостатках. Их два: если необходимо отцентровать деталь, и при этом в резцедержателе установлено два резца которыми ведётся работа, то один из резцов придётся снимать. Второй недостаток, это достаточно толстое основание. В нём мы просверлили углубления, чтобы из резцедержателя не торчали фиксирующие болты. В связи с этим частично крепёж приходится гонять в холостую, а на это затрачивается время. Интуитивно в процессе работ задумались, что можно придумать, чтобы было ещё удобнее.
В ходе размышлений удалось разработать такой конструктив, который ликвидирует оба недостатка одновременно. И что самое главное, решение тоже очень простое. Принцип его основан на установки и фиксации приспособления перпендикулярно по центру резцедержателя.
Стартом к началу процесса изготовления был случайно найденный подшипник от какого-то электродвигателя ручного инструмента. Похоже, что тоже от УШМ, на это указывал резиновый демпфер, который имелся на самом подшипнике. Интересно то, что в качестве материала основания, будем использовать ранее отрезанный кусочек алюминиевого профиля от предыдущей заготовки. В итоге получится, что практически весь материал пошёл в дело.
Интересно то, что в качестве материала основания, будем использовать ранее отрезанный кусочек алюминиевого профиля от предыдущей заготовки. В итоге получится, что практически весь материал пошёл в дело.
Устанавливаем заготовку в резцедержалку и размечаем её. Отпечаток фиксирующего винта, покажет, до какого места требуется фрезеровка.
Далее в качестве инструмента для разметки центра оси подшипника, задействуем длинный метчик М6. Им делаем риску, которая определит горизонтальную плоскость. После этого от края заготовки отметим 10 мм и накерним отверстие.
Деталь размечена, теперь можно приступать к металлообработке.
Сперва фрезеруем паз. При помощи него приспособление будет фиксироваться в резцедержателе. В месте съёма металла толщина тела заготовки составляет ровно 12 мм. Это соответствует номиналу толщины державок резцов, применяемых на станке.
Далее приступаем к рассверливанию отверстия под штифт. Чтобы точно соблюсти положение отверстия воспользуемся центровочным сверлом. При работе его не уведёт в сторону и отверстие будет там, где нужно.
При работе его не уведёт в сторону и отверстие будет там, где нужно.
Из-за отсутствия заточенного короткого сверла диаметром 8 мм, окончательное рассверливание завершили в токарном станке.
Штифт для подшипника (под внутренний диаметр) подходит точь-в-точь. Заготовку достаточно укоротить по ширине основания.
Фрезеруем основание под установку подшипника. Фрезеровку выполняем строго по центру с запасом в один миллиметр. В последствии, этот миллиметр заполним медными шайбочками.
Теперь, чтобы немного «открыть» подшипник, на заготовке сделаем скосы. Снизу …
… сверху …
… и ещё немного снимем с торца …
Сняв фаски и подогнав в размер шайбы можно считать работу практически завершённой. Осталось только зафиксировать штифт в заготовке.
Фиксацию штифта осуществим при помощи двух медных заклёпок. Чтобы штифт во время работ не смещался его зафиксируем суперклеем.
Вот и результат.
Переходим к испытаниям. Устанавливаем резец и фиксируем заготовку в патроне.
Устанавливаем приспособление. Его фиксируем перпендикулярно по центру резцедержателя. Таким образом нам даже не приходиться крутить резцедержалку.
Выполнив центровку, чуть-чуть отводим суппорт в сторону, ослабляем крепление приспособления и вынимаем его. Теперь действительно эти манипуляции стали гораздо проще и их быстрее выполнять.
Есть желание доработать экземпляр центровки первой версии, но идея пока до конца не сформирована, так что торопиться не будем.
Комментарии
Написать комментарий
Ваше имя/ник
Ваш e-mail
Подписаться на уведомления о новых комментариях к этой странице
Ваше сообщение
Прикрепить изображение к сообщению
Максимальный размер загружаемого файла: 5 Мб
Подписаться на рассылку о публикациях новых статей
Токарные центры
Токарные центры
Поиск по категориям
- Абразивы и шлифовальные материалы
- Клеи
- Аксессуары для воздуха
- Воздушные компрессоры
- Автомобильное оборудование
- Ленточнопильные станки по дереву
- Ленточные пилы по металлу
- Книги, чертежи и DVD
- Расточные станки
- Колесики
- Зажимы
- Комбинация токарно-фрезерных станков
- Подрядчик, Дом и Магазин
- Столовые приборы
- Режущие инструменты
- Сверлильные станки
- Сверление и растачивание
- Аксессуары для сбора пыли
- Пылесборники
- Крепеж
- Отделка
- Подарки
- Оружейное дело и стрельба
- Ручной инструмент
- Оборудование
- Приспособления и приспособления
- Фуганки
- Токарные станки
- Принадлежности для мастеров
- Аксессуары для машин
- Транспортировка материалов
- Измерительные инструменты
- Металлообрабатывающие станки-Разное
- Фрезерные станки
- Мобильные основания и стойки
- Двигатели, переключатели и электрооборудование
- Гвоздезабиватели и степлеры
- Запчасти
- Строгальные станки
- Пневматические инструменты
- Электроинструменты
- Прессы
- Фрезы
- Оборудование для обеспечения безопасности
- Пескоструйные аппараты
- Сандерс
- Пилы
- Охранное оборудование
- Формовочные фрезы
- Формирователи
- Машины для обработки листового металла
- Магазин аксессуаров
- Аксессуары Саут-Бенд
- Настольные пилы
- Ящики для инструментов
- Инструменты
- Тиски
- Принадлежности для сварки
- Колеса
- Изделия из дерева
- Деревообрабатывающие станки — Разное
- Верстаки
×
{{bucket.
 label}}
label}}
$ {{bucket.label === ‘Цена’ ? option.label[0].slice(0, option.label[0].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , «$&,») : option.label}} {{option.label[0].slice(option.label[0].indexOf(‘.’)+1)}} {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? ‘ to ‘ : Bucket.label === ‘Цена’ ? ‘+’ : » }} $ {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? option.label[1].slice(0, option.label[1].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , «$&,») : »}} {{option.label[1].slice(option.label[1].indexOf(‘.’)+1)}}
Показать больше…
{{result.values.instock === ‘true’ ? «Готово к отправке»: «Еще в пути»}}
{{результат. значения.название}}
значения.название}}
parseFloat(result.values.price.replace(‘,’,»))) || (result.values.outlet === ‘true’ && parseFloat(result.values.msrp.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’,»)) )»> $ {{result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’, »)) ? result.values.catalogprice.slice(0, result.values.catalogprice.indexOf(‘.’)) : result.values.msrp.slice(0, result.values.msrp.indexOf(‘.’))}} {{ result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’,») ) ? result.values.catalogprice.slice(result.values.catalogprice.indexOf(‘.’)+1) : result.values.msrp.slice(result.values.msrp.indexOf(‘.’)+1)}} $ {{result.values.price.slice(0, result. values.price.indexOf(‘.’))}} {{result.values.price.slice(result.values.price.indexOf( ‘.’)+1)}}
values.price.indexOf(‘.’))}} {{result.values.price.slice(result.values.price.indexOf( ‘.’)+1)}}
= 50 && isFreeEligible.isEligible) || isFreeEligible.eligibleOrderTotal >= 50)»>Бесплатная доставка!
Руководство по выравниванию токарного станка для начинающих
Выравнивание токарного станка — советы и руководство для начинающих
Большинство токарных станков, как бы плохо они ни были настроены, могут выполнять некоторую полезную работу. Но для выполнения любой серьезной работы важно, чтобы токарный станок был правильно настроен.
На практике не всегда удается сделать это идеально. Поэтому важно понимать, как каждая регулировка влияет на точность токарного станка.
При настройке токарного станка каждый процесс должен выполняться в порядке, указанном ниже. В общем, нет смысла переходить к следующему шагу, пока текущий не будет завершен удовлетворительно. Ну, это идея. Но становится очевидным, что даже первый шаг будет для многих проблемой. Вывод должен заключаться в том, что шаги должны выполняться в следующем порядке, и каждый шаг должен быть выполнен как можно лучше.
В общем, нет смысла переходить к следующему шагу, пока текущий не будет завершен удовлетворительно. Ну, это идея. Но становится очевидным, что даже первый шаг будет для многих проблемой. Вывод должен заключаться в том, что шаги должны выполняться в следующем порядке, и каждый шаг должен быть выполнен как можно лучше.
Любопытный момент
Следует заметить, что много говорится о выравнивании, например, оси передней бабки с осью задней бабки, что упоминается только со ссылкой на выравнивание в вертикальной плоскости. Дело не в том, что горизонтальная плоскость не имеет значения. Причина в том, что если режущая кромка находится сбоку от заготовки, положение этой кромки в горизонтальной плоскости имеет решающее значение, тогда как положение в вертикальной плоскости очень важно, но не так важно.
В связи с этим высота и горизонтальность шпинделя и бочки задней бабки обычно определяются и устанавливаются при изготовлении токарного станка. Можно предположить, что они всегда достаточно хороши.
Этапы установки станка
1. Установка станка на пол
2. Выравнивание станка
3. Выравнивание передней бабки
Установка станины по уровню
9 0142 Что на самом деле происходит, когда станина токарного станка должна быть ровной, это то, что поверхность плоская, т. е. не скрученная. вряд ли скрутится.
Очень маленькие токарные станки, например, используемые часовщиками, могут поддерживаться только в одной точке. Большие токарные станки, такие как Myford, поддерживаются только в двух точках.
Токарные станки большего размера часто поддерживаются двумя болтами на каждом конце. Настроить их не так просто, как можно себе представить. Один из подходов состоит в том, чтобы предположить, что один болт установлен в соответствии с требованиями. Сделайте это самым труднодоступным болтом. Это заблокировано. Осталось настроить три. Очень легко настроить токарный станок очень близко к тому, что требуется. Установите кровать в продольном направлении, чтобы она была примерно ровной.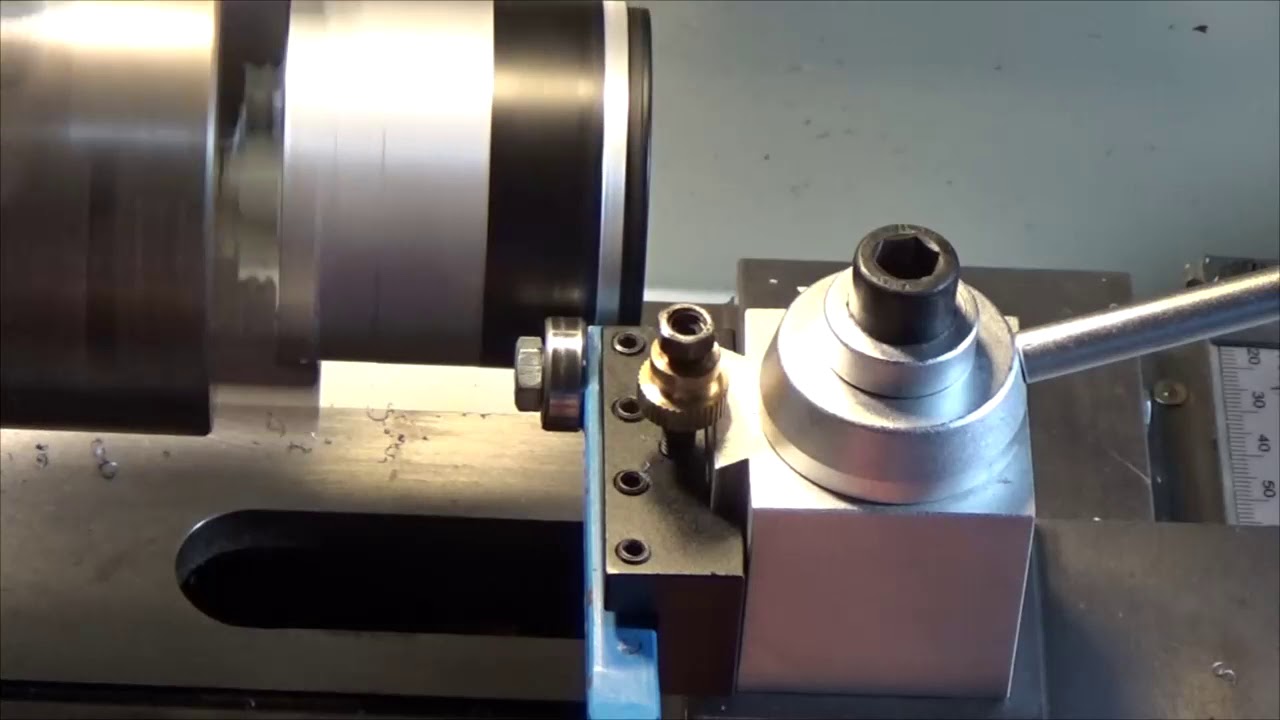 Установите кровать примерно ровно поперек кровати.
Установите кровать примерно ровно поперек кровати.
Для большинства токарных станков меньшего размера требуется уровень, который может определить разницу в 0,1 мм на 1 метре. Если станина имеет перевернутую V-образную форму для направления седла и задней бабки, то с обеих сторон станины можно положить параллели или одинаковую толщину, а поверх них положить уровень, чтобы проверить станину на плоскостность.
Регулировка любого из этих болтов повлияет на все остальные. Это означает, что процесс является итеративным. Нужно ходить по кругу, пока кровать не станет ровной в обоих направлениях. Каждая итерация будет включать все меньшую и меньшую корректировку. На больших токарных станках станина настолько жесткая, что ее вполне можно отрегулировать так, чтобы запертый болт поднимался в воздух.
Когда все это будет сделано, все болты должны быть заблокированы. В этот момент часто обнаруживается, что это само по себе вызывает легкое движение токарного станка. Некоторая умелая настройка должна быть в состоянии решить эту проблему.
На очень больших токарных станках невозможно изготовить станину, способную выдержать собственный вес. Примером этого является небольшой токарный станок DSG. Большая часть веса приходится на конец передней бабки. Это решается наличием четырех болтов, чтобы выдержать вес передней бабки, и двух, чтобы выдержать вес остальной части станины. Вероятно, это делается так же. Зафиксируйте один болт, затем отрегулируйте остальные так, чтобы они были примерно правильными, а затем вращайте и вращайте, делая небольшие регулировки, пока они не станут плоскими вдоль кровати и поперек кровати.
Регулировка подшипников
Подшипники шпинделя на большинстве токарных станков регулируются с помощью пары гаек на левой стороне передней бабки.
фиг. гайки для регулировки подшипников шпинделя
Гайку справа необходимо отрегулировать так, чтобы не было радиального или осевого зазора, измеряемого с помощью dti на шпинделе, и чтобы шпиндель мог свободно вращаться. Кроме того, это вращательное движение должно быть плавным на всем протяжении. Не должно быть никаких различий в его сопротивлении вращению в любой точке, когда он поворачивается вручную. Эта гайка должна быть заблокирована гайкой слева от нее после регулировки. Всегда необходимо снова проверить регулировку после блокировки. Нет смысла двигаться дальше этой точки, пока это условие не будет выполнено. Как только это будет достигнуто, шпиндель получит определенную ось вращения. Это не значит, что к нему можно приспособить что угодно, и тогда он будет квадратным, концентрическим или каким-либо еще.
Не должно быть никаких различий в его сопротивлении вращению в любой точке, когда он поворачивается вручную. Эта гайка должна быть заблокирована гайкой слева от нее после регулировки. Всегда необходимо снова проверить регулировку после блокировки. Нет смысла двигаться дальше этой точки, пока это условие не будет выполнено. Как только это будет достигнуто, шпиндель получит определенную ось вращения. Это не значит, что к нему можно приспособить что угодно, и тогда он будет квадратным, концентрическим или каким-либо еще.
Выравнивание передней бабки
Чтобы станок мог обтачивать параллельные детали, ось шпинделя должна быть параллельна станине станка. На некоторых токарных станках это определяется конструкцией станка при его изготовлении. На токарных станках, где это можно отрегулировать, это необходимо отрегулировать. Если бы коническая втулка на шпинделе была идеальной, то можно было бы установить на эту втулку испытательный стержень с конусом. Независимо от того, выровнена ли передняя бабка или нет, такой тестовый стержень, если его коснуться dti, должен показывать нулевое биение.![]() Если это не так, то сокет, вероятно, поврежден. Можно было бы почистить его с помощью конусной развертки. Метод 1 – использование испытательного стержня в конической втулке шпинделя. Испытательный стержень вставляется в гнездо шпинделя и ударяется молотком с мягкой головкой. DTI устанавливается напротив дальнего конца испытательного стержня. Шпиндель вращается вручную. Изменение показания DTI не должно превышать 0,01 мм на 100 мм. Это просто проверяет, что ось испытательного стержня соосна с осью шпинделя. Если это не так, то либо тестовый стержень неисправен, либо конусное гнездо в шпинделе может быть испорчено. Попробуйте метод 2. Метод 2 В конце концов, большинство токарных станков не используют конус ни для чего, кроме удержания центра для точения между центрами. В этих случаях центр всегда можно установить на шпиндель, забить и проверить с помощью dti.
Если это не так, то сокет, вероятно, поврежден. Можно было бы почистить его с помощью конусной развертки. Метод 1 – использование испытательного стержня в конической втулке шпинделя. Испытательный стержень вставляется в гнездо шпинделя и ударяется молотком с мягкой головкой. DTI устанавливается напротив дальнего конца испытательного стержня. Шпиндель вращается вручную. Изменение показания DTI не должно превышать 0,01 мм на 100 мм. Это просто проверяет, что ось испытательного стержня соосна с осью шпинделя. Если это не так, то либо тестовый стержень неисправен, либо конусное гнездо в шпинделе может быть испорчено. Попробуйте метод 2. Метод 2 В конце концов, большинство токарных станков не используют конус ни для чего, кроме удержания центра для точения между центрами. В этих случаях центр всегда можно установить на шпиндель, забить и проверить с помощью dti.
точение центра так, чтобы он был концентричным
Если центр не близок к идеальному, его обычно можно обточить с помощью твердосплавной фрезы. Это создаст поверхность, идеально концентрическую с осью шпинделя. однако, если центр нужно обработать таким образом, нельзя быть уверенным, что он снова будет точным после того, как он будет снят со шпинделя.
Это создаст поверхность, идеально концентрическую с осью шпинделя. однако, если центр нужно обработать таким образом, нельзя быть уверенным, что он снова будет точным после того, как он будет снят со шпинделя.
Выравнивание задней бабки
Если передняя бабка параллельна станине, а центр шпинделя соосен со шпинделем, то это можно использовать для выравнивания задней бабки. Это можно сделать с помощью тестового стержня. Он помещается между центром шпинделя и центром задней бабки. Затем край тестового стержня проверяется по всей длине с помощью dti. Это должно быть правильно до 0,01 на 100 мм. У нас есть тестовые бруски для токарных станков 1MT, 2MT, 3MT и 4MT, которые вы можете купить здесь.
Контрольный стержень между центром передней бабки и центром задней бабки
Что делать, если гнездо в задней бабке серьезно повреждено? Если в гнездо вставлен хороший центр, оно всегда будет оставаться таким же, как бы оно ни входило. Из-за этого задняя бабка всегда отображается правильно, используя метод тестового стержня. Из этого также следует, что вращающийся центр в задней бабке всегда достаточно правильный. Следует заметить, что на самом деле можно было бы ожидать, что высота вдоль контрольной полосы будет одинаковой. Но это не было проверено. во-первых потому, что он фиксируется высотой оси вращения шпинделя и высотой оси центра в задней бабке. Ни один из них не регулируется. В любом случае, поскольку вся резка выполняется сбоку заготовки, очень небольшие различия в высоте не будут иметь значения для диаметра заготовки. Ошибки могут быть вызваны износом задней бабки вдоль станины станка и износом втулки задней бабки. Если задняя бабка направляется вдоль станины в виде перевернутой буквы V, вполне вероятно, что она будет двигаться по прямой линии. Если задняя бабка направляется плоскими и вертикальными поверхностями, если они изношены, она может не двигаться по прямой линии. В этом случае заднюю бабку можно установить так, чтобы она была правильной, но это будет верно только в одном конкретном положении.
Из этого также следует, что вращающийся центр в задней бабке всегда достаточно правильный. Следует заметить, что на самом деле можно было бы ожидать, что высота вдоль контрольной полосы будет одинаковой. Но это не было проверено. во-первых потому, что он фиксируется высотой оси вращения шпинделя и высотой оси центра в задней бабке. Ни один из них не регулируется. В любом случае, поскольку вся резка выполняется сбоку заготовки, очень небольшие различия в высоте не будут иметь значения для диаметра заготовки. Ошибки могут быть вызваны износом задней бабки вдоль станины станка и износом втулки задней бабки. Если задняя бабка направляется вдоль станины в виде перевернутой буквы V, вполне вероятно, что она будет двигаться по прямой линии. Если задняя бабка направляется плоскими и вертикальными поверхностями, если они изношены, она может не двигаться по прямой линии. В этом случае заднюю бабку можно установить так, чтобы она была правильной, но это будет верно только в одном конкретном положении.
