Дорнирование отверстий: что это такое, обработка стволов и труб
Содержание
Устройство для дорнирования деталей
— l) 5I3840
ОПИСАН И Е
ИЗОЫЕтЕН ИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Сею Саеетскнк
Социалнстнческнк
Республик (61) Дополнительное к авт. свид-ву (22) Заявлено 07.04.75 (21) 2121446/27 с присоединением за»:âêè № (23) Приоритет
Опубликовано 15.05,76. Бюллетень № 18
Дата опубликования описания 24.06.76 (51) М. Кл.- В 248 39/02
Государстеенньй комитет
Совета Министров СССР (53 > ДК 621.923.5.02 (088.8) ло делам нзабретеннй н аткрытнй (72) Авторы изобретения
А, М. Карамзин, Л. П. Зайцев, И. Я. Колтунов и В. М. Взнуздаев (71) Заявитель (54) УСТРОЙСТВО ДЛЯ ДОРНИРОВАНИЯ ДЕТАЛЕ,2
Изобретение относится к области обработки металлов давлением.
Известно устройство для дорнирования деталей, содержащее смонтированные в корпусе два соосно установленных толкателя с приводом, между которыми размещен дорн.
С целью повышения качества деталей предлагаемое устройство снабжено смонтированным в корпусе рычагом, взаимодействующим одним концом с одним из толкателей, а другим — с двумя последовательно установленными в корпусе пружинами, служащими соответственно для центрирования заготовки и для выталкивания дорна из нее, при этом привод толкателя непосредственно связан с другим толкателем, а толкатели установлены с возможностью осевого перемещения один относительно другого.
На фиг. 1 показано предлагаемое устройство в положении перед рабочим ходом; на фиг.
2 — то же, в конце рабочего хода.
Устройство содержит корпус 1, соосно расположенные толкатели 2 и 3, размещенные по разные стороны от дорна 4 и перемещающиеся возвратно-поступательно в осевом направлении совместно, а также имеющие возмож ость относительного перемещения и обеспечивающие перемещение дорна 4.
Устройство содержит также привод 5 совместного перемещения толкателей 2 и 3, выполненный в виде ползуна (на чертеже не обозначен), направляющие 6, 7 дорна 4 и толкателей 2, 3 и узел 8 подачи и удаления обрабатываемых деталей 9, в частности п1астпп цепей, в направлении, перпендикулярном оси обработки.
Кроме того, устройство содержит упругую систему, воздействующую на то.,кателп 2, 3 в направлении, противоположном направлению
10 действия привода 5, взаимодействующую непосредственно только с толкателем 3 и образованную силовым упругим элсменгом — — пружиной 10 и допо. 1ните1ьным упругим элемен— 11, действу Io eil пара.1 IP1b15 но пружине 10 и имеющей значительно, например на три порядка, меньшее уcllлпе.
1ните1ьным упругим элемен— 11, действу Io eil пара.1 IP1b15 но пружине 10 и имеющей значительно, например на три порядка, меньшее уcllлпе.
Имеются также неподвижная плита 12 с опорной поверхностью 13 для размещения обрабатываемых деталей 9 и упоры 14 и 15, or20 раничивающие действие пружин 10 и 11 соответственно. Упор 15 ограничивает перемещение толкателей 2, 3 и дорна 4 под действием упругой системы над опорной поверхностью 13.
25 Упругая система взаимодействует с толкателем 3 через рычаг 16, установленньш в корпусе 1 на осп 17.
Устройство содержит датчик 18, Bçàllìoäåéствующий с рычагом 16 и упра.=ляющпй приво30 дом 5, предотвращающим ход вниз прп не5138 40
i3 правильном положении детали 9 в зоне обработки.
Узел 8 подачи и удаления обрабатываемых деталей 9 содержит наклонный лоток 19, отсекатель 20 со сквозным каналом 21 для деталей 9, установленный с возможностью повоP ота вокруг оси, расположенной на расстоянии, равном половине толщины детали 9, о т опорной поверхности 13 плиты 12, толкатель 2
22 и привод (на чертеже не показан) перемещения толкателя 22 и отсекателя 20.
Ось поворота отсекателя 20 перпендикулярна оси канала 21.
Плита 12 имеет направляющую поверхность
23, поддерживающую детали 9 при перемещении их отсекателем 8.
Устройство работает следующим образом.
Обрабатываемую деталь 9 (пластину цепи) после пробивки в ней отверстий подают по лотку 19 в канал 21 отсекателя 20. После поворота отсекателя толкатель 22 при перемещении по стрелке А выталкивает пластину из отсекателя 20 и подает новую пластину в зону обработки. При этом привод 5 (ползун или рычаг) находится в верхнем положении, и пластина, воздействуя на закругленную заходную часть дорна 4 и толкателя 3, перемещает их в противоположные стороны, преодолевая силу тяжести дорна 4 и толкателя 2, или только дорна 4 и усилие пружины 11.
Пластины с отверстиями, полученными пробивкой, подают в положении, при котором расширяющаяся часть отверстия находится снизу.
После того, как отверстие пластины окажется против толкателя 3, он входит в это отверстие, центриру. я пластину (толкатель 3 может быть выполнен и с конической заходпой частью).
я пластину (толкатель 3 может быть выполнен и с конической заходпой частью).
При ходе вниз привод 5 перемещает толкатели 2, 3, дорн 4 и деформирует пружины
10, 11.
Происходит обработка отверстия, в результате которой оно приобретает цилиндрическую форму по всей длине за счет перераспределения материала (перемещения материала из верхней части в нижгною).
Величина хода толкателя 2 из крайнего верхнего положения в крайнее нижнее положение равна сумме длины обрабатываемого отверстия, длины дорнирующего пояска и заходной части дорна 4.
В частности, при использовании дорна— шарика ход толкателя 2 равен сумме длины обрабатываемого отверстия и радиуса дорна.
При подъеме ползуна привода 5 под действием силовой пружины 10 осуществляется об5
35 ратный ход дорна 4 и повторное дорнирование отверстия детали 9 (пластины).
Пружина 10 обеспечивает перемещение дорна 4 на длине, не менее суммы длины обрабатываемого отверстия и дорнирующего пояска. Это перемещение ограничивается упором
14. Дальнейшее перемещение дорна 4 и толкателя 3 происходит под действием пружины
Дальнейшее перемещение дорна 4 и толкателя 3 происходит под действием пружины
11, усилие которой определяется усилием, необходимым для центрирования пластины и смещения дорна 4. Движение под действием пружины 11 ограничивается регулируемым упором 15, а величина его выбирается, исходя из условия центрирования обрабатываемой детали 9 толкателем 3, а также из условия отвод толкателя 3 при перемещении детали
9. В частности, толкатель 3 под действием пружины 11 перемещается на величину, равную половине длины обрабатываемого отверстия.
При удалении обработанной детали также, как и при подаче новой дорн 4 и центрирующий толкатель 3 отводятся в разные стороны под действием этой детали, пропуская ее.
Обработанная деталь по наклонной поверхности 24 плиты 12 попадает на отводящий лоток 25.
Толкатель 2 может быть свободно установлен в направляющей 7 или может, быть жестко соединен с приводным элементом, например ползуном привода 5, В случае, если пластина занимает перед обработкой неправильное положение (толкатель
3 не центрирует ее), рычаг 16 не может запять определяемое упором 15 положение, и взаимодействующий с рычагом 16 датчик 18 (концевой выключатель) срабатывает, предотвращая ход привода 5.
Формула изобретения
Устройство для дорнирования деталей, содержащее смонтированные в корпусе два соосно установленных толкателя с приводом, между которыми размещен дорн, отл ич а юще ес я тем, что, с целью повышения качества деталей, опо снабжено смонтированным в корпусе рычагом, взаимодействующим одним концом с одним из толкателей, а другим — с двумя последовательно установленными в корпусе пружинами, служащими соответственно для центрирования заготовки и для выталкивания дорна из нее, а привод толкателя непосредственно связан с другим толкателем, при этом толкатели установлены с возможностью осевого перемещения один относительно другого.
Составитель И. Капитонов
Редактор Л. Василькова Техред Т. Курилко Корректор Н. Аук
Заказ 1358/16 Изд. ЛЪ 1362 Тираж 1068 Подписное
ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий
113035, Москва, 7К-35, Раушская наб., д. 4/5
Типография, пр. Сапунова, 2
Лопасти несущего винта вертолета
Условия работы лопасти несущего винта вертолета во многом отличаются от условий работы крыла самолета. Основная особенность в том, что действующие на нее нагрузки являются переменными во времени. Поэтому при выборе материала элементов лопасти в качестве главных выдвигаются следующие требования:
Основная особенность в том, что действующие на нее нагрузки являются переменными во времени. Поэтому при выборе материала элементов лопасти в качестве главных выдвигаются следующие требования:
— усталостная прочность: трещино стойкость (сопротивление распространению усталостной трещины) и слабая чувствительность к концентраторам напряжений;
— неизменность механических свойств материала элементов и их соединений от заданного времени эксплуатации, температуры и атмосферных условий окружающей среды;
— технологические требования: возможности производства по обеспечению заданных форм сечения элементов конструкции; повышение ресурса элементов конструкции методами упрочнения; контроль за качеством соединений и заданными геометрическими
размерами при изготовлении элементов конструкции в процессе сборки лопасти; ремонтопригодность конструкции лопасти в процессе ее эксплуатации.
Кроме перечисленного, необходимо учитывать стоимость материала и технологического процесса изготовления лопасти и стоимость ее эксплуатации.
С учетом вышеизложенных требований выбирают тот материал, а который имеет максимальные удельную прочность — и удельный Е модуль упругости — р.
При формировании лонжерона лопасти из гибридных композиционных материалов стремятся к максимальной их совместимости с материалом матрицы, например, по величине динамического удлинения, степени адгезии, по коэффициенту линейного и объемного расширения, влагоёмкости, времени старения, чувствительности к ударным нагрузкам.
Чувствительность к ударным нагрузкам определяется величиной ударной вязкости. Для волокнистых композитов ударная вязкость характеризуется отношением. Одним из способов повышения ударной вязкости композитов является введение в их состав более прочных и менее жестких волокон, например стеклянных или органических — в углепластики.
В процессе развития вертолетостроения основной силовой элемента лопасти — лонжерон — выполнялся из дерева, легированных сталей, алюминиевых сплавов, нержавеющей стали, титановых сплавов. В настоящее время широко практикуется изготовление лонжерона из композиционных материалов.
В настоящее время широко практикуется изготовление лонжерона из композиционных материалов.
Агрегаты каркаса — обшивка, нервюры, хвостовой стрингер, ранее изготовляемые из фанеры, полотна, алюминиевых сплавов, в современных лопастях изготавливаются также из КМ.
Дерево нашло применение в практике Ухтомского вертолетного завода им. Ы.И. Камова в период его становления. Определяющими в выборе этого материала являлись следующие соображения: древесина малочувствительна к концентраторам напряжений, трещино стойкая; она не требует сложного технологического оборудования при изготовлении лонжерона и каркаса лопасти; затраты на изготовление лопасти не велики.
Центральная часть лонжерона выполнялась из дельта- древесины (склеенные тонкие листы древесины), носовая часть профиля состояла из набора склеенных сосновых реек. Хвостовая часть представляла собой каркас из фанерной обшивки, приклеенной к пенопласту. Поверхность лопасти покрывалась полотном и влагостойким лаком.
В процессе эксплуатации выявились существенные недостатки деревянной лопасти:
— несмотря на влагостойкое покрытие поверхности лопасти элементы конструкции насыщались влагой, что приводило к изменению центра тяжести сечения (смещался назад) и уменьшению критической скорости флаттера лопасти;
— пропитка антисептиками не устраняла в процессе эксплуатации гнилостного разрушения древесины, при том что ее механические свойства ухудшались.
В практике Московского вертолетного завода им. М.Л. Миля в лопастях НВ применялась смешанная конструкция — лонжерон выполнялся из стальной трубы, а в элементах каркаса использовалось дерево и полотно.
Требования прочности, жесткости и аэродинамики с учетом технологических возможностей привели к необходимости изменения форм сечения лонжерона по радиусу с цилиндрической на эллиптическую. Металлургическая промышленность не располагала оборудованием для формирования данного лонжерона из одной заготовки. Поэтому конструкторы вынуждены были ввести телескопические стыки, соединенные стальными заклепками, с использованием упрочняющей технологии (дорнирование отверстий), плавные переходы жесткости в месте стыка, продольную шлифовку внутренней и внешней поверхностей каждой части лонжерона.
Поэтому конструкторы вынуждены были ввести телескопические стыки, соединенные стальными заклепками, с использованием упрочняющей технологии (дорнирование отверстий), плавные переходы жесткости в месте стыка, продольную шлифовку внутренней и внешней поверхностей каждой части лонжерона.
Учитывая характер аэродинамических нагрузок по хорде профиля, переднюю часть профиля лопасти выполняли из фанеры, а заднюю — из полотна в комлевой части лопасти и фанерной обшивки в средней и концевой ее части.
Аэродинамические нагрузки и центробежная сила, действующая на каркас, через нервюры передавались на лонжерон. Передача сил и моментов на лонжерон осуществлялась через фланцы, приклепанные к лонжерону и стенке нервюры.
В процессе эксплуатации выявился ряд недостатков принятой конструктивно-силовой схемы лопасти. Наличие стыков и заклепочных соединений существенно усложнило процесс достижения необходимого ресурса лопасти. Использование в хвостовой части без моментной обшивки (полотна) приводило к тому, что под действием внешних аэродинамических сил и центробежной силы воздуха, находящегося внутри каркаса, существенно искажался профиль лопасти, что ухудшало его аэродинамические характеристики. = 1100—1300 МПа). После горячей и холодной прокатки, формообразования и закалки наружная и внутренняя поверхности трубы полируются. На внешней и внутренней поверхностях лонжерона создается наклеп виброударным способом, повышающий предел выносливости до а ю = 280—300 МПа mi» при постоянной части нагружения ат= 200—250 МПа.
= 1100—1300 МПа). После горячей и холодной прокатки, формообразования и закалки наружная и внутренняя поверхности трубы полируются. На внешней и внутренней поверхностях лонжерона создается наклеп виброударным способом, повышающий предел выносливости до а ю = 280—300 МПа mi» при постоянной части нагружения ат= 200—250 МПа.
В конструкции лопасти, основанной на стальной трубе, лонжерон обычно защищен каркасом и не может быть механически поврежден в эксплуатации.
Использование прессованного профиля из дюралюминиевого материала позволило формировать профиль лонжерона с наиболее целесообразным сечением ( 2.3.1). Применение замкнутого профиля, полученного методом прессования (экструзия), ограничил диапазон использования существующих дюралюминиевых сплавов. В процессе прессования происходит разделение материала на две части, поэтому в формирующем профиль инструменте (фильере) эти две части должны соединяться и свариваться давлением. Чтобы структура материала в местах сварки не ухудшалась, необходимо применять материал с высокой коррозионной стойкостью, Усталостная прочность дюралюминиевого лонжерона может снизиться из- за дефектов, возникающих в процессе прессования профиля и механической обработки . лонжерона. Поэтому необходимо не только наружную, но и внутреннюю поверхности лонжерона упрочнять виброударным способом. Предел выносливости может быть доведен до а = 55—60 МПа при о т= 60 МПа. Для исключения минимальной возможности коррозионного повреждения прессованных лонжеронов в процессе производства и в условиях эксплуатации необходимо применять гальванические покрытия (например, анодирование) после промежуточных операций его обработки.
лонжерона. Поэтому необходимо не только наружную, но и внутреннюю поверхности лонжерона упрочнять виброударным способом. Предел выносливости может быть доведен до а = 55—60 МПа при о т= 60 МПа. Для исключения минимальной возможности коррозионного повреждения прессованных лонжеронов в процессе производства и в условиях эксплуатации необходимо применять гальванические покрытия (например, анодирование) после промежуточных операций его обработки.
Процесс прессования не позволяет изменять форму сечения по заданному закону, поэтому требуемую высоту профиля по длине лопасти можно обеспечить только за счет фрезерования внешней поверхности. В результате конструктор имеет возможность разрабатывать конструктивно-силовую схему лопасти только прямоугольной формы в плане (сужение r| = 1).
Контакт поверхности лонжерона с потоком воздуха привел к необходимости защиты этой поверхности от эрозионного повреждения.
Была сделана попытка формирования лонжерона лопасти из многослойного тонкого листа нержавеющей стали, соединенного в монолит при помощи склейки. Предполагалось создание конструкции, обладающей большой стойкостью к распространению усталостной трещины. Органическим недостатком данной конструкции была невозможность обеспечения качественной склейки и устранения выявленных дефектов клеевых поверхностей.
Предполагалось создание конструкции, обладающей большой стойкостью к распространению усталостной трещины. Органическим недостатком данной конструкции была невозможность обеспечения качественной склейки и устранения выявленных дефектов клеевых поверхностей.
Лопасти с лонжероном замкнутой формы позволяют использовать технические средства постоянного контроля усталостных разрушений материала лонжерона. Система сигнализации повреждения цельнометаллических лонжеронов состоит из сигнализатора давления воздуха и заглушек на концах лонжерона ( 2.3.2). Внутренняя полость лонжерона заполняется воздухом под давлением, превышающим давление начала срабатывания сигнализатора.
В случае появления в лонжероне трещины давление воздуха в нем падает. Информация о разгерметизации полости лонжерона поступает от сигнализатора давления в виде выдвижения красного колпачка сильфона, установленного в комлевой части каждой лопасти.
Индикация давления воздуха в лонжеронах в кабину экипажа не выводится, т. к. процесс роста трещины до разрушения лонжерона в несколько раз превышает время максимально возможной длительности полета вертолета. Контроль за состоянием лопасти осуществляется при меж полетном осмотре по положению сигнализатора.
к. процесс роста трещины до разрушения лонжерона в несколько раз превышает время максимально возможной длительности полета вертолета. Контроль за состоянием лопасти осуществляется при меж полетном осмотре по положению сигнализатора.
Давление воздуха в лонжероне создается с учетом температуры окружающего воздуха и с учетом давления начала срабатывания сигнализатора.
В лопастях вертолета Ми-26 стальные трубчатые лонжероны по наружной поверхности облицованы стеклолентой, за счет чего при возникновении трещины в лонжероне исключается возможность обнаружения повреждения лонжерона с помощью пневматической системы сигнализации. Для обеспечения надежного функционирования системы сигнализации повреждения лонжерона по всей длине его внешней поверхности укладываются двойные фторопластовые шнуры ( 2.3.3) и после обмотки лентами из стеклоткани производится полимеризация в пресс-форме. Фторопластовые шнуры вытягиваются, образуя воздушные каналы диаметром
2 мм, открытые со стороны внешней поверхности трубы лонжерона. Появление усталостной трещины в зоне воздушных каналов приводит к падению давления в полости лонжерона и срабатыванию сигнализатора. Каналы выполняются двойными по технологическим соображениям — всегда имеется вероятность обрыва фторопластового шнура при его вытягивании из полости длиной 14 м.
Появление усталостной трещины в зоне воздушных каналов приводит к падению давления в полости лонжерона и срабатыванию сигнализатора. Каналы выполняются двойными по технологическим соображениям — всегда имеется вероятность обрыва фторопластового шнура при его вытягивании из полости длиной 14 м.
Анизотропность композиционных материалов открыла широкие возможности применения их в лопастях НВ. Применение КМ позволяет направленно формировать жесткостные характеристики лопасти (изгибные и крутильные) за счет соответствующей ориентации армирующих волокон композита с учетом сложного характера ее нагружения.
Вертолетостроение является наиболее передовой отраслью авиационной техники, здесь стали смело применять КМ в таком ответственном и сложно нагружаемом агрегате, как лопасть НВ.
Эффективность применения КМ в силовых элементах лопастей определяется рядом преимуществ этих материалов по сравнению с металлами. В частности, аэродинамические и аэроупругие параметры лопастей композитов могут выбираться без учета ограничений, вызываемых технологическими процессами получения катаных, экструдированных (прессованных) или механически обработанных металлических конструктивных элементов.
Композитным конструкциям можно придать сложные аэродинамические формы, а регулируемая анизотропия материала позволяет создавать требуемую жесткость в пределах заданных аэродинамических и аэроупругих параметров. В результате достигается большая аэродинамическая эффективность винтов, определяемая отношением подъемной силы к аэродинамическому сопротивлению.
С помощью КМ, обладающих более высокой удельной прочностью, изготавливают лопасти меньшей массы, чем металлические. Снижение массы лопастей, в свою очередь, оказывает влияние па центробежные силы, инерцию ротора, частотные и другие характеристики.
Регулируемая в широких пределах анизотропия КМ позволяет получать необходимые конструктивные и демпфирующие параметры лопасти.
Частота собственных колебаний лопасти может быть изменена не только перераспределением массы, но и выбором армирующих волокон, имеющих низкий или высокий модуль упругости, включая их гибридизацию (смешивание), степени армирования и ориентации армирующих волокон относительно оси лопасти. Крутильная жесткость лопасти может быть существенно увеличена за счет добавления слоев с ориентацией ± 45° относительно размаха лопасти при незначительном изменении частот продольных колебаний.
Крутильная жесткость лопасти может быть существенно увеличена за счет добавления слоев с ориентацией ± 45° относительно размаха лопасти при незначительном изменении частот продольных колебаний.
Одним из возможных критериев оптимальности панели из КМ, обеспечивающим минимум ее массы, является условие совпадения траектории армирования с траекторией максимального главного напряжения. Как правило, КМ представляет собой совокупность однонаправленных или тканевых слоев с различными толщинами и углами ориентации волокон. Свойства такого материала определяются свойствами отдельных слоев и структурой.
Эффективная реализация достоинств композитов в конструкциях лопастей требует решения комплекса задач, связанных с выбором взаимно согласованных исходных компонентов (волокон и матрицы), определением рациональной структуры материала, соответствующей характеру внешних нагрузок и других воздействий с учетом специфических свойств материала и технологических ограничений при разработке элементов лопасти.
Механическое поведение КМ определяется высокой прочностью армирующих волокон, жесткостью матрицы и прочностью связи на границе «матрица — волокно».
Наибольшее применение получили стеклопластиковые КМ на эпоксидной матрице. Это объясняется в первую очередь низкой стоимостью стеклопластика. Дальнейшее развитие конструкции лопасти из КМ связано с использованием гибридных композиций
— сочетания углеволокна с органоволокном и других подобных вариантов.
Углепластик, обладая высокой прочностью, чувствителен к ударным нагрузкам. Введение менее жесткого материала и защита поверхности лонжерона от каких-либо повреждений предоставляет возможности широкого применения подобных композиций.
Лонжерон с замкнутым коробчатым сечением £)-образной формы может быть изготовлен методом намотки однонаправленной лентой на оправке. Этот метод изготовления лонжеронов лопасти широко применяется при крупном серийном производстве, где целесообразно максимально автоматизировать процесс изготовления. В практике ОКБ Н.И. Камова выбрана технология изготовления лонжерона частями методом выкладки из различных тканей или лент однонаправленного материала на оправках.
В практике ОКБ Н.И. Камова выбрана технология изготовления лонжерона частями методом выкладки из различных тканей или лент однонаправленного материала на оправках.
Листы материала лонжерона собирают в пакеты и подвергают предварительной опрессовке в автоклаве при невысокой температуре. Листы при этом слипаются, пакеты приобретают необходимые для дальнейшей сборки форму и жесткость, а полимеризации связующего практически не происходит. После опрессовки пакеты представляют собой профиль открытого контура.
Затем пакеты собираются совместно с центровочными грузами, нагревательным элементом и комлевыми пластинами в один блок, внутри которого располагается технологическая резиновая пресс- камера. Блок пакетов с пресс- камерой помещают в специальную пресс-форму, внутренний контур которой соответствует внешнему контуру носовой части лопасти.
В пресс-камеру подается сжатый азот, а пресс-форму нагревают. При этом лонжерон приобретает необходимую форму, связующее полимеризуется и все элементы лонжерона прочно склеиваются между собой. По окончании процесса прессования лонжерон извлекают из пресс-формы, удаляют из него пресс-камеру и обрезают припуски. Такой способ производства позволяет получить лонжерон замкнутого контура из различных армирующих наполнителей на разных связующих, в любом сочетании с неограниченными возможностями по их размещению в конструкции. К сборочному приспособлению для изготовления лонжерона заданного сечения предъявляется ряд требований при назначении режимов давления, нагрева, охлаждения и выдержки при отвердении. Эти требования направлены для исключения остаточных деформаций и коробления за счет температурных напряжений и неравномерности распределения массы материала и толщин в процессе формирования лонжерона.
По окончании процесса прессования лонжерон извлекают из пресс-формы, удаляют из него пресс-камеру и обрезают припуски. Такой способ производства позволяет получить лонжерон замкнутого контура из различных армирующих наполнителей на разных связующих, в любом сочетании с неограниченными возможностями по их размещению в конструкции. К сборочному приспособлению для изготовления лонжерона заданного сечения предъявляется ряд требований при назначении режимов давления, нагрева, охлаждения и выдержки при отвердении. Эти требования направлены для исключения остаточных деформаций и коробления за счет температурных напряжений и неравномерности распределения массы материала и толщин в процессе формирования лонжерона.
Тип исходных КМ для лонжеронов выбирается в зависимости от летно-технических данных вертолета. Для малонагруженных лопастей вертолетов используется дешевая стеклоткань сатинового переплетения. Для высоконагруженных лопастей используются гибридные КМ на основе высокопрочной стеклоткани, углеродной ленты и технической ткани на эпоксидном связующем.
Применение гибридных КМ позволяет основной силовой элемент — лонжерон — изготавливать с практически любым заданным распределением масс и жесткостей по длине лопасти.
В силу требований, предъявляемых к лопастям, и учитывая действующие нагрузки, хвостовые секции лопасти должны отвечать следующим требованиям: прочность конструкции, минимальная масса, жесткость конструкции, достаточный ресурс (не менее ресурса лонжерона лопастей), гладкость аэродинамической поверхности, возможность изготовления в серийном производстве, возможность ремонта в полевых условиях и др.
В эксплуатации хорошо зарекомендовали себя хвостовые секции лопасти трёхслойной сотовой конструкции. Такая секция имеет обшивку, торцевые нервюры и стрингеры из технической ткани на основе органических волокон и заполнитель из сот. Применение в конструкции хвостовых секций самого легкого КМ дает возможность снизить массу секций по сравнению со стеклопластиком и увеличить ресурс.
Большой опыт, накопленный при эксплуатации вертолетов «Ка», показал, что лопасти из КМ имеют наилучшие эксплуатационные качества. Важнейшие из них состоят в следующем:
Важнейшие из них состоят в следующем:
— большой запас прочности при фактически неограниченном по условиям выносливости ресурсе. Практический срок службы лопастей из КМ определяется степенью их естественного износа, зависящего от условий эксплуатации;
— повышение срока службы не только лопастей несущего винта, но и всего вертолета за счет снижения статических и динамических нагрузок в несущей системе, благоприятных частотных характеристик и уменьшения уровня вибраций вертолета. Это обеспечивается технологическим процессом, который позволяет изготавливать лонжерон с переменными по длине формой сечения и толщиной стенки, а также применять совместно разные типы армирующего материала с разной ориентацией. Эти важнейшие качества дают существенные преимущества не только перед металлическими лопастями, но и перед другими конструкциями лопастей из КМ;
— высокая степень ремонтопригодности. Благодаря ценным свойствам КМ — высокой стойкости к концентраторам напряжений и низкой скорости разрушения материала — достигается простота и доступность ремонта даже крупных повреждений лопасти в полевых условиях;
— высокая стойкость лопастей практически ко всем видам агрессивных веществ, топливам, ядохимикатам, маслам и пр. ;
;
— стабильность летно-технических характеристик лопасти в процессе длительной эксплуатации в любых климатических условиях. Длительный опыт эксплуатации вертолетов с лопастями из КМ показал, что изменения механических свойств материала настолько незначительны, что они не влияют ни на летно-технические характеристики, ни на срок службы лопастей.
На характеристики КМ в процессе эксплуатации оказывает влияние влажность.
ФОРМИРОВАНИЕ УПРУГО-МАССОВЫХ ХАРАКТЕРИСТИК ЛОПАСТИ НВ
ВЛИЯНИЕ ФОРМЫ ЛОНЖЕРОНА НА СОБСТВЕННЫЕ ЧАСТОТЫ КОЛЕБАНИЙ ЛОПАСТИ
Узлы и агрегаты техники
Подборка по базе: 3 вариант 1 вопрос.docx, неопределенный интеграл вариант 12.docx, ЭКОНОМИКА ГОС. И ОБЩ. Вариант 7 практ. часть.docx, тест вариант1256.pdf, ТЕСТ ВАРИАНТ 2_2020 (на сайт) (1).pdf, КР по Логике и КМ 4 вариант.docx, 2 вариант ГП Мухаметшина.docx, МПС 1 вариант.docx, Метод указания к Выбор алгоритмов обработки данных тестирование , Категории электроприемников. Вариант №7 1. Приведите схемы обработки поверхностей 1, 2, 3 детали, чертеж которой дан на рис. 1. Для каждой схемы укажите название станка, инструмента и приспособления. Приведите эскизы инструмента для обработки поверхности 1 и приспособления для закрепления заготовки при обработке поверхности 2. Рис. 1. Чертеж детали Поверхность 1: Характеристика поверхности: торцевая поверхность детали наружным диаметром Ø158 и внутренним Ø100. Выбор оборудования: Для обработки поверхностей 1 и 3 будет использован токарно-винторезный станок модели 16К20. Токарно-винторезный станок модели 16К20 — пожалуй, самый распространённый на территории бывшего СССР станок, позволяющий производить токарную обработку деталей наиболее широкой номенклатуры и наиболее типичных размеров. Назначение Токарно-винторезный станок модели 16К20 предназначен для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а так же для нарезания резьбы. Обозначение Буквенно-цифирный индекс токарно-винторезного станка 16К20 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (220мм). Табл.1 — Токарно-винторезный станок 16К20
Рис.2. Станок 16К20 Приспособление для обработки поверхности 1 и 3: Для качественного, быстрого и точного зажима и обработки поверхностей 1 и 3 выбираем 3-х кулачковый самоцентрирующийся патрон типа 1. Самоцентрирующие токарные патроны выполняются из стали и чугуна. Патроны предназначены для зажима деталей на станках токарной группы: токарные, револьверные, внутришлифовальные станки (универсальные и полуавтоматы с ЧПУ), делительные головки. 3-х кулачковые самоцентрирующиеся токарные патроны, имеют диаметр в диапазоне 80–400 мм согласно ГОСТ 2675—80 и классы точности Н,П,В,А согласно ГОСТ 1654–86 Рис. Инструмент для обработки поверхности 1: Для обработки поверхности 1 выбираем подрезной отогнутый резец с пластинкой из твердого сплава Т15К6 по ГОСТ 18880-73; L=120; h = 20; b = 16 мм. Рис.4. Резец подрезной отогнутый с пластиной из твёрдого сплава по ГОСТ 18880-73 Схема обработки поверхности 1: Рис. 5. Схема обработки поверхности 1 Поверхность 2: Характеристика поверхности: отверстие сквозное Ø12 мм на плоской фланцевой поверхности детали. Данную поверхность, возможно получить обработкой спиральным сверлом с коническим хвостовиком длинной серии (L = 210; l = 125; Ø12 мм) на вертикально-сверлильном станке 2Н125 в специальном зажимном приспособлении — кондукторе. Выбор оборудования: Для обработки поверхности 2 будет использован вертикально-сверлильный станок модели 2Н125. Станок универсальный вертикально-сверлильный 2Н125, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания. Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы. Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Рис. Инструмент для обработки поверхности 2: Рис.7. Сверло спиральное короткое с коническим хвостовиком по ГОСТ 10903-77 Приспособление для обработки поверхности 2: Для обработки поверхности 2 на вертикально-сверлильном станке принимаем нормальный скальчатый кондуктор для сверления 4-х отверстий, как указано на рис. 8. Рис. 8. Нормальный кондуктор для сверления 4 отверстий. На рис. 8 показан нормальный кондуктор для сверления четырёх отверстий в детали с центрированием по обработанному отверстию. Нижний штырь входит в отверстие с зазором 0,5 мм и служит для предварительного центрирования, а верхний даёт точное центрирование и прижимает деталь. Верхний штырь и все направляющие втулки находятся в верхней кондукторной плите Рис. 9. Схема обработки поверхности 2 Поверхность 3: Характеристика поверхности: внутренняя цилиндрическая поверхность Ø60 мм. Данную поверхность, возможно получить обработкой расточным резцом для глухих или сквозных отверстий с пластинкой из твёрдого сплава Т15К6 по ГОСТ 18883-73 на токарно-винторезном станке модели 16К20. Инструменты для обработки поверхности 3: Рис.10. Резец расточной по ГОСТ 18062-73 Рис.11. Схема обработки поверхности 3 2. Приведите схемы, опишите физическую сущность, назначение и область применения методов пластического деформирования (без снятия стружки) с изменением формы обрабатываемой заготовки. Пластическое деформирование поверхностных слоев осуществляется с помощью различных методов, которые условно можно разделить на две группы. К первой следует отнести такие способы, которые предполагают создание деформационного усилия от инструмента путем непрерывного контакта с деталью, ко второй – способы, при которых производится ударное действие на деталь рабочих тел или инструмента. Несмотря на различие методов ППД их объединяет общность основных процессов и воздействий на состояние металла и обрабатываемой поверхности. Одним из наиболее важных результатов ППД является возникновение в поверхностном слое металла остаточных напряжений сжатия. Эти изменения происходят в результате движения, размножения и взаимодействия дефектов кристаллов (дислокации, дефекты упаковки, скопления точечных дефектов и др.). Существует одиннадцать возможных механизмов пластической деформации, которые можно подразделить на три основные группы. В первую группу входят сдвиговые процессы, во вторую – диффузионные, в третью – процессы пластической деформации, вызванные относительным перемещением зерен, блоков зерен и границ, или так называемые периферийные процессы. Обработка ППД могут подвергаться либо все поверхности деталей, в том числе и концентраторы напряжений (отверстия, пазы), либо только участки концентраторов. Эффективность упрочнения в обоих случаях примерно одинакова и практически определяется режимами обработки зон концентрации напряжений. В процессе ППД контролируют силовые параметры метода и режимы обработки. Соблюдение режимов должно обеспечить стабильность и требуемое качество поверхностного упрочнения. Форму и размеры деталей контролируют с учетом возможного коробления поверхностей (например, изменения диаметра упрочнению отверстия по длине). Интенсивность обработки контролируют по связанным с ней изменениям физико-механического состояния поверхностных слоев. Контроль производят по образцам различных форм и размеров. Наиболее часто в качестве образцов используют плоские пластины и кольца. Интенсивность обработки отверстий или наружных цилиндрических поверхностей контролируют о деформации колец после их разрезки абразивным кругом толщиной до 1 мм. Существует классификация методов обработки деталей ППД: Формообразующие методы: накатывание наружных резьбовых поверхностей, выкатывание внутренней резьбы, накатывание зубьев зубчатых колёс, накатывание шлицев. Калибрующие методы: дорнование цилиндрических отверстий, дорнование фасонных отверстий Сглаживающие методы: выглаживание поверхностей, обработка металлическими щётками. Упрочняющие методы: пневмодробеструйная обработка, дробеметная обработка, гидродробеструйная обработка, пневмодинамическая обработка, ударно-барабанная обработка, ударно-импульсная обработка, вибрационная ударная обработка, центробежно-шариковая обработка вибрационными эксцентриковыми и ультразвуковыми упрочнителями, упрочняющая чеканка. Ряд методов обработки в дальнейшем будет рассмотрен поле подробно. Обкатыванием и раскатыванием отделывают и упрочняют цилиндрические, конические, плоские и фасонные наружные и внутренние поверхности. Сущность этих методов состоит в том, что в результате давления поверхностные слои металла, контактируя с инструментом высокой твердости, оказываются в состоянии всестороннего сжатия и пластически деформируются. Инструментом являются ролики и шарики, перемещающиеся относительно заготовки. Микронеровности обрабатываемой поверхности сглаживаются путем смятия микровыступов и заполнения микровпадин. Обкатывают, как правило, наружные поверхности, а раскатывают внутренние цилиндрические и фасонные поверхности. При обкатывании роликами основными параметрами режима упрочнения являются давление в зоне контакта с роликом, число его проходов, подача и скорость обкатывания. Глубину деформированного слоя определяет давление. К вращающейся цилиндрической заготовке подводят закаленный гладкий ролик-обкатки, который под действием рабочего давления деформирует поверхность. Движение продольной подачи позволяет обрабатывать всю заготовку. Аналогичным инструментом обрабатывают элементы заготовок, но с поперечным движением. Для обработки поверхностей обкатыванием и раскатыванием чаще всего используют токарные или карусельные станки, применяя вместо режущего инструмента обкатки и раскатки. Суппорты обеспечивают необходимое движение подачи. Раскатки можно устанавливать в пиноли задних бабок. Глубокие отверстия раскатывают на станках для глубокого сверления. Так как нагрев заготовок в местах контакта с инструментом незначителен, охлаждения не требуется. Для уменьшения трения используют смазывание веретенным маслом или керосином. На рис. 12 показаны схемы обкатки и раскатки поверхностей роликами и шариками. Из схем следует, что обработка обкатыванием и раскатыванием применима для цилиндрических, фасонных и плоских поверхностей, галтелей, поперечных и продольных канавок. Но так как процесс обработки сопровождается значительными давлениями, то поэтому рекомендуется применять многороликовый инструмент, при котором действие сил уравновешивается. Однороликовыми обкатками можно пользоваться, но только при очень жесткой конструкции детали. Рис. 12. Обкатывание и раскатывание поверхностей: а) – обкатывание цилиндрической поверхности; б) – обкатывание фасонной поверхности; в), г) – раскатывание отверстий роликами и шариками. Калиброванием обрабатывают преимущественно отверстия различной формы у заготовок с помощью калибрующих оправок (дорнов) или шариков, которые проталкиваются (на прессах) через обрабатываемое отверстие с установленным натягом. При большой длине отверстия обработку поверхностно-пластическим деформированием можно выполнять с помощью калибрующих (выглаживающих) протяжек на протяжных станках. Основным параметром оценки процесса является натяг, который создается превышением размера калибрующего инструмента над размером отверстия, подлежащего калиброванию. Калибрование может выполняться с различным натягом – большим или малым. При малом натяге зона пластической деформации распространяется на малую глубину, снижается шероховатость обработанной поверхности, уменьшается погрешность формы и разброс размеров отверстий на 30-35%. Рис. 13. Калибрование (дорнирование) отверстий: а) – шариком; б) – оправкой; в) – протягиванием пуансона; г) – упругие и остаточные деформации: 1 – деталь; 2 – шарик; 3 – оправка; 4 – пуансон. Примерные величины натяга при диаметре обработки 10-120 мм следующие: 0,03-0,88 мм для стальных заготовок, 0,05-0,2 мм для чугунных, 0,03-0,35 мм для заготовок из цветных металлов и сплавов. Схемы калибрования отверстий показаны на рис. 13, (а, б, в). Короткие отверстия калибруются на прессах путем проталкивания оправки (пуансона) или шарика, а отверстия с отношением длины к диаметру l/d > 8 протягиваются калибрующим пуансоном на протяжных станках. При калибровании появляются в металле упругие и остаточные деформации (рис. 2, г). В результате дорнирования диаметр обработанного отверстия увеличивается против исходного за счет остаточной деформации, но все же становится меньше, чем диаметр калибрующего инструмента, за счет действия упругой деформации. σо = d — d1 (остаточная деформация). Процесс обработки калибрующим инструментом должен производиться при обильной смазке. Вибронакатывание – это универсальный метод обработки металла путем холодной пластической деформации с целью образования регулярных микрорельефов. Для повышения износостойкости деталей машин на поверхностях трения целесообразно выдавливать слабозаметные, прилегающие друг к другу канавки. В канавках скапливаются смазочный материал и мелкие частицы, образовавшиеся в процессе изнашивания. Канавки образуются вибронакатыванием. Упрочняющему элементу – шару или алмазу, установленному в резцедержателе токарного станка, помимо движения Dsпр (рис. 14) специальным устройством сообщают дополнительные движения алмаза Da с относительно малой амплитудой. Изменяя Dзаг, Dпр, амплитуду и частоту колебаний, можно на обрабатываемой поверхности получить требуемый рисунок. Распространение получили рисунки с непересекающимися канавками, с не полностью пересекающимися и со сливающимися канавками. Важнейшей характеристикой такой поверхности является общая площадь канавок (в процентах от номинальной площади обрабатываемой поверхности). Такие отклонения для каждого типа рисунка определяют аналитически. Рис. 14. Схема вибронакатывания Алмазное выглаживание отличается от ППД обкаткой лишь конструктивными особенностями используемого инструмента, в котором рабочим элементом служат алмаз, гексанит или другие сверхтвердые материалы. На качество алмазного выглаживания, т. е. шероховатость поверхности, степень упрочнения, твердость поверхностного слоя, влияет радиус сферической поверхности алмаза, усилие прижатия поверхности к детали, продольная подача и число проходов. Радиус алмаза выбирают в зависимости от исходной поверхности металла, из которого изготовлена деталь. При этом для материалов твердостью НВ Усилие прижатия инструмента к детали также имеет большое значение. Алмазное выглаживание осуществляют, как правило, за один проход, так как увеличение числа проходов не изменяет существенно шероховатость поверхности упрочняемой детали. Упрочняющий эффект при дробеструйной обработке достигается за счет пластического деформирования поверхности детали потоком металлической дроби, поступающей к поверхности детали со скоростью 30…90 м/с. На поверхности детали образуется наклепанный слой глубиной до 0,7 мм. Шероховатость поверхности практически не изменяется, а микротвердость поверхностного слоя увеличивается на 30…35 %. По способу подачи дроби к поверхности детали различают пневматические и механические дробеметные установки. В первом случае дробь подается потоком сжатого воздуха под давлением 0,4…0,6 МПа, во втором – вращающимся ротором (дробеметом). Материал дроби выбирают в зависимости от материала упрочняемой поверхности. Преимущества алмазного выглаживания состоят в повышении эксплуатационных свойств обработанных поверхностей, снижении шероховатости поверхности, отсутствии пере носа на обрабатываемую поверхность посторонних частиц, возможности обработки тонкостенных деталей и деталей сложной конфигурации, простоте конструкции выглаживателей. Заготовки обрабатывают на станках токарной группы. Державку с подпружиненным наконечником с алмазом устанавливают в резцедержателе вместо резца. Движения заготовки и инструмента аналогичны движениям заготовки и инструмента при обтачивании. Силы прижатия алмаза к обрабатываемой поверхности сравнительно малы и колеблются в интервале 50 . Наклепывание используют для поверхностного упрочнения деталей, при этом шероховатость обработанной поверхности снижается на 1–2 класса, твердость повышается на 30…80% с образованием на поверхности напряжений сжатия 400…800 МПа. Сущность процесса заключается в том, что шарики или ролики, помещенные в радиальные пазы быстровращающегося диска, наносят многочисленные удары по обрабатываемой поверхности и тем самым деформируют ее на определенную глубину. Шарики могут смещаться в радиальном направлении и после нанесения удара отскакивают от поверхности заготовки. Таким способом обрабатывают поверхности вращения, плоские и фасонные поверхности деталей из черных и цветных металлов и их сплавов, предварительно обработанных шлифованием, чистовым точением и другими методами с шероховатостью На 5 — 0,63 мкм. |
 Схемы электроснабжения.pdf
Схемы электроснабжения.pdf Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики. 7 — 4,16
7 — 4,16 1
1 3. Трехкулачковый патрон по ГОСТ 2675-80
3. Трехкулачковый патрон по ГОСТ 2675-80
 ..700
..700 ..2000
..2000 6. Вертикально-сверлильный станок 2Н125 (кинематическая схема)
6. Вертикально-сверлильный станок 2Н125 (кинематическая схема) Приспособление то же, что и для поверхности 1.
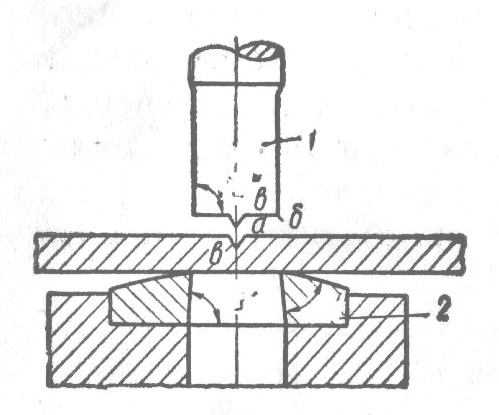
Приспособление то же, что и для поверхности 1. Причина их возникновения заключается в том, что при пластической деформации поверхностные слои металла увеличиваются в объеме, однако этому препятствуют нижележащие слои. В результате первые оказываются под воздействием остаточных напряжений сжатия, а вторые – под воздействием остаточных растягивающих напряжений. ППД также изменяет микрорельеф поверхности и улучшает физико-механические свойства поверхностного слоя за счет повышения твердости, предела текучести и сопротивления отрыву.
Причина их возникновения заключается в том, что при пластической деформации поверхностные слои металла увеличиваются в объеме, однако этому препятствуют нижележащие слои. В результате первые оказываются под воздействием остаточных напряжений сжатия, а вторые – под воздействием остаточных растягивающих напряжений. ППД также изменяет микрорельеф поверхности и улучшает физико-механические свойства поверхностного слоя за счет повышения твердости, предела текучести и сопротивления отрыву.
 Число образцов зависит от конфигурации обрабатываемых поверхностей, предъявляемых к ним требований, качества и должно быть не менее трех.
Число образцов зависит от конфигурации обрабатываемых поверхностей, предъявляемых к ним требований, качества и должно быть не менее трех.
 При раскатывании ролик-раскатку закрепляют на консольной оправке. Более совершенна конструкция инструмента с несколькими роликами. Для обеспечения значительной однородности форм микронеровностей используют разнообразные конструкции инструментов, различающихся числом и формой деформирующих частей (роликов, шариков). Наилучшие результаты обеспечивают инструменты, на которые силы передаются через упругие элементы. Этим достигаются постоянные условия обработки в любой точке обрабатываемой поверхности. Сила может регулироваться.
При раскатывании ролик-раскатку закрепляют на консольной оправке. Более совершенна конструкция инструмента с несколькими роликами. Для обеспечения значительной однородности форм микронеровностей используют разнообразные конструкции инструментов, различающихся числом и формой деформирующих частей (роликов, шариков). Наилучшие результаты обеспечивают инструменты, на которые силы передаются через упругие элементы. Этим достигаются постоянные условия обработки в любой точке обрабатываемой поверхности. Сила может регулироваться. Обкатыванием и раскатыванием лишь в незначительной степени исправляют погрешности предшествующей обработки. Поэтому предварительная обработка заготовок должна быть точной с учетом смятия микронеровностей и изменения окончательного размера детали. Решающее значение в достижении необходимого качества поверхностного слоя имеет давление на поверхность. Чрезмерно большое давление так же, как и большое число проходов инструмента, разрушает поверхность и может привести к отслаиванию ее отдельных участков.
Обкатыванием и раскатыванием лишь в незначительной степени исправляют погрешности предшествующей обработки. Поэтому предварительная обработка заготовок должна быть точной с учетом смятия микронеровностей и изменения окончательного размера детали. Решающее значение в достижении необходимого качества поверхностного слоя имеет давление на поверхность. Чрезмерно большое давление так же, как и большое число проходов инструмента, разрушает поверхность и может привести к отслаиванию ее отдельных участков.
 Такое калибрование целесообразно вести при обработке толстостенных заготовок, у которых отношение толщины стенки к радиусу калибруемого отверстия больше 0,5. При калибровании с большими натягами зона пластической деформации может распространиться на всю толщину стенки заготовки. С таким натягом калибруют гладкие цилиндры и втулки, у которых отношение толщины стенки к радиусу калибруемого отверстия не больше 0,2. В этом случае увеличивается диаметр обрабатываемого отверстия, наружный диаметр и длина детали, т. е. снижается точность калибрования. Натяг задается в зависимости от диаметра обрабатываемого отверстия и физико-механических свойств материала заготовки.
Такое калибрование целесообразно вести при обработке толстостенных заготовок, у которых отношение толщины стенки к радиусу калибруемого отверстия больше 0,5. При калибровании с большими натягами зона пластической деформации может распространиться на всю толщину стенки заготовки. С таким натягом калибруют гладкие цилиндры и втулки, у которых отношение толщины стенки к радиусу калибруемого отверстия не больше 0,2. В этом случае увеличивается диаметр обрабатываемого отверстия, наружный диаметр и длина детали, т. е. снижается точность калибрования. Натяг задается в зависимости от диаметра обрабатываемого отверстия и физико-механических свойств материала заготовки.
 В качестве смазывающих жидкостей рекомендуется при обработке стали машинное, веретенное, касторовое и осененное масла, а при обработке чугуна – керосин, и мыльная вода.
В качестве смазывающих жидкостей рекомендуется при обработке стали машинное, веретенное, касторовое и осененное масла, а при обработке чугуна – керосин, и мыльная вода. Возможно также вибронакатывание внутренних и плоских поверхностей. Канавки одновременно упрочняют поверхность.
Возможно также вибронакатывание внутренних и плоских поверхностей. Канавки одновременно упрочняют поверхность. При усилии меньше оптимального микронеровности сглаживаются не полностью, а при большем поверхностный слой перенаклепывается и разрушается.
При усилии меньше оптимального микронеровности сглаживаются не полностью, а при большем поверхностный слой перенаклепывается и разрушается. Для стальных деталей используют дробь из отбеленного чугуна или стальной пружинной проволоки, для деталей из цветных металлов и сплавов – стальную или алюминиевую дробь. Способ упрочнения дробеструйной обработкой эффективен для сложных деталей, работающих в условиях знакопеременных нагрузок. В практике этим способом упрочняют листы рессор, пружины, зубья колес, сварные швы.
Для стальных деталей используют дробь из отбеленного чугуна или стальной пружинной проволоки, для деталей из цветных металлов и сплавов – стальную или алюминиевую дробь. Способ упрочнения дробеструйной обработкой эффективен для сложных деталей, работающих в условиях знакопеременных нагрузок. В практике этим способом упрочняют листы рессор, пружины, зубья колес, сварные швы. .. 300 Н. Процесс выглаживания ведут со смазыванием веретенным маслом, что примерно в 5 раз уменьшает износ алмаза по сравнению с износом при выглаживании всухую. Применение керосина или эмульсии приводит к интенсивному износу алмаза. Число проходов инструмента не должно быть более двух.
.. 300 Н. Процесс выглаживания ведут со смазыванием веретенным маслом, что примерно в 5 раз уменьшает износ алмаза по сравнению с износом при выглаживании всухую. Применение керосина или эмульсии приводит к интенсивному износу алмаза. Число проходов инструмента не должно быть более двух. При наклепывании в качестве СОТЖ применяют смесь керосина и машинного масла.300>
При наклепывании в качестве СОТЖ применяют смесь керосина и машинного масла.300>Теплообменник пластинчато-ребристого типа, изготовленный новым дорном
ART 86407
Авторы:
Б.
Е. Байгалиев, Н.
А. Гировкин, А.
В. Акимов, И.
Р. Зарипов
Библиографическое описание статьи для цитирования:
Байгалиев
Б.
Е. ,
,
Гировкин
Н.
А.,
Акимов
А.
В.,
Зарипов
И.
Р. Теплообменник пластинчато-ребристого типа, изготовленный новым дорном // Научно-методический электронный журнал «Концепт». –
2016. – Т. 11. – С.
1901–1905. – URL:
http://e-koncept.ru/2016/86407.htm.
Аннотация. Существуют теплообменники трубчато-пластинчатые, в которых трубки могут быть либо цилиндрические, либо плоскоовальные. В теплообменниках этого типа соединение охлаждающих пластин с трубками осуществляется различными способами (пайка, сварка, дорнование). Одним из прогрессивных способов изготовления теплообменных аппаратов является дорнование. Дорнование (дорнирование) — вид обработки заготовок без снятия стружки.
Ключевые слова:
теплообменник, дорнование, микродеформация
Текст статьи
Байгалиев Борис Ергазович,д.т.н., профессор КНИТУКАИ им. А.Н.Туполева, г. Казань
Гировкин Никита,КНИТУКАИ им. А.Н.Туполева, г. Казань
Акимов Альфред Валерьевич,Студент КНИТУКАИ им. А.Н.Туполева, г. Казань
Зарипов Ильшат Радикович,Студент КНИТУКАИ им. А.Н.Туполева, г. Казань
Теплообменник пластинчаторебристого типа,изготовленный новым дорном
Аннотация. Существуют теплообменники трубчатопластинчатые, в которых трубки могут быть либо цилиндрические, либо плоскоовальные. В теплообменниках этого типа соединение охлаждающих пластин с трубками осуществляется различными способами (пайка, сварка, дорнование). Одним из прогрессивных способов изготовления теплообменных аппаратов является дорнование. Дорнование(дорнирование)—вид обработки заготовок без снятия стружки. Ключевые слова:теплообменник, дорнование, микродеформация
Дорнование(дорнирование)—вид обработки заготовок без снятия стружки. Ключевые слова:теплообменник, дорнование, микродеформация
Сущность процесса дорнованиязаключается в перемещении жёсткого рабочего инструмента дорна в отверстии заготовки с натягом. В процессе обработки за счет натяга обеспечиваетсяупрочнение металла в поверхностном слое, сглаживание исходных шероховатостей, изменение форм и размеров поперечного сечения отверстия и заготовки в целом. Размеры поперечного сечения инструмента больше размеров поперечного сечения отверстия заготовки на величину натяга.Теплообменные аппараты применяется для охлаждения двигателей автомобилей производства Ваз, Газ. Кроме того, по подобной технологии, а именно с помощью дорнования, изготавливаются отопители салона автомобилей Ваз и Газ. В производстве этих теплообменников с помощью дорна соединяют цилиндрические охлаждающие трубки с охлаждающими пластинами. По охлаждающим трубкам течет теплоноситель (тосол), и тепло от двигателя передает стенкам трубки и охлаждающим пластинам, которые обдуваются другим теплоносителем (воздушным потоком) и уносят это тепло в окружающее пространство. Трубки и охлаждающие пластины изготовлены из алюминия.При производстве тракторов, комбайнов, дорожноземлеройных машин, грузовых автомобилей применяют теплообменники трубчатопластинчатого типа. В теплообменниках этого типа трубки представляют плоскоовальную форму размерами (1820)*(22,5) .в последнее время ведутся разработки теплообменных аппаратов для этого типа машин, в которых используются плоскоовальные трубки другого размера, а именно 50*2,5Соединение охлаждающих пластин с плоскоовальной трубкой по технологии которую применяют при производстве автомобилей Газ и Ваз невозможно. Поэтому предлагается следующий вариант этого соединения. Предлагается изготовить дорн нового типа, который будет осуществлять дорнование плоскоовальной трубки, т.е. размеры этого дорна должны быть применимы для этой плоскоовальной трубки с размерами 50*2,5. Для того, чтобы соединить охлаждающую пластину с плоскоовальной трубкой необходимо чтобы этот дорн проходя плоскоовальную трубку увеличивал её размеры до состояния когда осуществляется соединение её с охлаждающей пластиной.
Трубки и охлаждающие пластины изготовлены из алюминия.При производстве тракторов, комбайнов, дорожноземлеройных машин, грузовых автомобилей применяют теплообменники трубчатопластинчатого типа. В теплообменниках этого типа трубки представляют плоскоовальную форму размерами (1820)*(22,5) .в последнее время ведутся разработки теплообменных аппаратов для этого типа машин, в которых используются плоскоовальные трубки другого размера, а именно 50*2,5Соединение охлаждающих пластин с плоскоовальной трубкой по технологии которую применяют при производстве автомобилей Газ и Ваз невозможно. Поэтому предлагается следующий вариант этого соединения. Предлагается изготовить дорн нового типа, который будет осуществлять дорнование плоскоовальной трубки, т.е. размеры этого дорна должны быть применимы для этой плоскоовальной трубки с размерами 50*2,5. Для того, чтобы соединить охлаждающую пластину с плоскоовальной трубкой необходимо чтобы этот дорн проходя плоскоовальную трубку увеличивал её размеры до состояния когда осуществляется соединение её с охлаждающей пластиной. С помощью предлагаемого дорна изменяем геометрию плоскоовальной трубки с плоскоовальным отверстием (с размерами отверстия 50*2,5 при толщине трубки 0,5;т.к. толщина трубки 0,5 мм, то внешний размер трубки будет 51*3,5) это изменение осуществляем для того, чтобы внешняя сторона этой трубки соединилась с охлаждающей пластиной, геометрия отверстия которой будет равна (51+δз)×(3,5+δз). Где δз зазор между поверхностью плоскоовальной трубки и торцом охлаждающей пластины. Дорн должен увеличить внешний диаметр плоскоовальной трубы на (51+δзд)×(3,5+δзд), (δздзазора дорнования и она больше чем δзна величину ,чтобы обеспечить контакт охлаждающей плоскоовальной трубки с охлаждающей пластиной). В последнее время перспективными теплообменные аппараты являются технологией изготовления теплообменников из охлаждающих пластин и плоскоовальных труб с большим удлинением, которые представляют собой плоскоовальную геометрию, (длина 50, толщина 3,5; внутреннее отверстие 2,5; наружный радиус скругления овальности 1,75; внутренний радиус скругления овальности 1,25).
С помощью предлагаемого дорна изменяем геометрию плоскоовальной трубки с плоскоовальным отверстием (с размерами отверстия 50*2,5 при толщине трубки 0,5;т.к. толщина трубки 0,5 мм, то внешний размер трубки будет 51*3,5) это изменение осуществляем для того, чтобы внешняя сторона этой трубки соединилась с охлаждающей пластиной, геометрия отверстия которой будет равна (51+δз)×(3,5+δз). Где δз зазор между поверхностью плоскоовальной трубки и торцом охлаждающей пластины. Дорн должен увеличить внешний диаметр плоскоовальной трубы на (51+δзд)×(3,5+δзд), (δздзазора дорнования и она больше чем δзна величину ,чтобы обеспечить контакт охлаждающей плоскоовальной трубки с охлаждающей пластиной). В последнее время перспективными теплообменные аппараты являются технологией изготовления теплообменников из охлаждающих пластин и плоскоовальных труб с большим удлинением, которые представляют собой плоскоовальную геометрию, (длина 50, толщина 3,5; внутреннее отверстие 2,5; наружный радиус скругления овальности 1,75; внутренний радиус скругления овальности 1,25). Изготовление теплообменных аппаратов из таких трубок методом пайки вредно для здоровья, а дорны для плоскоовальных трубок не применяются. Поэтому в данной работе используется специальный изготовленный плоскоовальный дорн для данной геометрии трубок с нанесенными на его поверхность микродеформациями, которые нанесены на рабочую поверхность дорна и формируют на внутренней поверхности трубок эти микродеформации с целью повышения эффективности работы теплообменного аппарата. Данный дорн увеличивает внешнюю геометрию плоскоовальной трубки до размеров, когда охлаждающая пластина врезается в тело трубки. Таким образом при изготовлении теплообменного аппарата, осуществляется одновременно два процесса: процессом дорнования с нанесением микродеформации. Первый процесс соединяет охлаждающую трубку с охлаждающей пластиной, второйпроцесс интенсифицирует процесс теплообмена. Для осуществления этих процессов был изготовлен дорн специальной конструкции, который позволяет изготавливать более эффективные теплообменные аппараты.
Изготовление теплообменных аппаратов из таких трубок методом пайки вредно для здоровья, а дорны для плоскоовальных трубок не применяются. Поэтому в данной работе используется специальный изготовленный плоскоовальный дорн для данной геометрии трубок с нанесенными на его поверхность микродеформациями, которые нанесены на рабочую поверхность дорна и формируют на внутренней поверхности трубок эти микродеформации с целью повышения эффективности работы теплообменного аппарата. Данный дорн увеличивает внешнюю геометрию плоскоовальной трубки до размеров, когда охлаждающая пластина врезается в тело трубки. Таким образом при изготовлении теплообменного аппарата, осуществляется одновременно два процесса: процессом дорнования с нанесением микродеформации. Первый процесс соединяет охлаждающую трубку с охлаждающей пластиной, второйпроцесс интенсифицирует процесс теплообмена. Для осуществления этих процессов был изготовлен дорн специальной конструкции, который позволяет изготавливать более эффективные теплообменные аппараты.
Сверление отверстий инструменты применяемые при сверлении. Сверление



 Проблемы обеспечения качества изделия.
Проблемы обеспечения качества изделия.Сверление
— основной способ получения сквозных и
глухих отверстий в сплошном материале
заготовки. В качествеинструмента
используетсясверло
. Обработка
производится насверлильных и токарных
станках
. На сверлильных станках сверло
совершает вращательное движение и
продольное вдоль оси отверстия, а
заготовка закреплена на столе станка.
На токарных станках обрабатываемая
деталь закрепляется в патрон и совершает
вращательное движение, сверло крепится
в заднюю бабку станка и совершает
поступательное движение вдоль оси
отверстия.
Рис.2.
Схемы: а, б — сверления, в – рассверливания,
г-зенкерования, д- развертывания
Диаметр
просверливаемого отверстия можно
увеличить сверлом большего размера.
Такие операции называют рассверливанием
.
При сверлении обеспечивается сравнительно
невысокая точность и качество поверхности.
Для
получения отверстий более высокой
точности и меньшей шероховатости
поверхности выполняются зенкерование
и развертывание. Зенкерованием
обрабатывают предварительно полученные
отверстия многолезвийным инструментомзенкером
, который имеет более жесткую
рабочую часть. Число зубьев не менее
трех.
Развертыванием
можно исправить неточности формы
отверстия.Развертки
— многолезвийный
инструмент, срезающий очень тонкие слои
с обрабатываемой поверхности.
Назначение
сверления:
Сверление необходимая
операция для получения отверстий в
различных материалах при их обработке,
целью которой является:
Изготовление
отверстий под нарезание резьбы,
зенкерование, развёртывание или
растачивание.
Изготовление
отверстий (технологических) для
размещения в них электрических кабелей,
анкерных болтов, крепёжных элементов
и др.
Отделение
(отрезка) заготовок из листов материала.
Ослабление
разрушаемых конструкций.
Закладка
заряда взрывчатого вещества при добыче
природного камня.
Операции
сверления производятся на следующих
станках:
Вертикально-сверлильные
станки.
Горизонтально-сверлильные
станки.
Вертикально-расточные
станки.
Горизонтально-расточные
станки.
Вертикально-фрезерные
станки.
Горизонтально-фрезерные
станки.
Универсально-фрезерные
станки.
Токарные
станки (сверло неподвижно а обрабатываемая
заготовка вращается).
Токарно-затыловочные
станки (сверление вспомогательная
операция, сверло неподвижно).
Для
облегчения процессов резания материалов
применяют следующее:
Охлаждение
(вода, эмульсии, олеиновая кислота,
углекислый газ, графит).
Ультразвук
(ультразвуковые вибрации сверла
увеличивают производительность и
дробление стружки).
Подогрев
(ослабляет твёрдость труднообрабатываемых
материалов).
Удар
(при ударно-поворотном сверлении
(бурении) камня, бетона).
30. Протягивание. Сущность процесса, назначение и область применения, применяемое оборудование (станок), инструмент, приспособления, точность размеров и шероховатость обрабатываемой поверхности.
Протягивание
— высокопроизводительный метод обработки
деталей разнообразных форм, обеспечивающимвысокую точность формы и размеров
обрабатываемой поверхности. Из-за
высокой стоимостиинструмента —
протяжки
, протягивание применяют в
крупносерийном производстве. В протяжке
каждый режущий зуб больше последующего
на определенную величину. Процесс
резания при протягивании производится
на протяжныхвертикального и
горизонтального исполнений станках
при поступательном движении инструмента
относительно неподвижной заготовки за
один проход.
Отверстия
различной геометрической формы
протягивают на горизонтально-протяжных
станках для внутреннего протягивания.
Размеры отверстий от 5 до 250 мм.
Рис.
6. Схемы протягирания: 1-обрабатываемая
деталь,2 – протяжка;
а…д- внутреннее
протягивание;
з…ж- наружнее
протягивание
Цилиндрические
отверстия протягивают после сверления,
растачивания или зенкерования. Шпоночные
и шлицевые пазы протягивают протяжками,
форма которых в поперечном сечении
соответствует профилю протягиваемого
отверстия.
Наружные
поверхности различной геометрической
формы протягивают на вертикально-протяжных
станках для наружного протягивания.
Протягивание
применяется в крупносерийном и массовом
производстве металлоизделий, и редко
в мелкосерийном и единичном. Протяжки
различных конструкций — наружные,
внутренние, и дорны, являются одними из
наиболее дорогих инструментов для
выполнения металлообработки. Подчас
каждая протяжка при своем изготовлении
требует наивысшей точности и правильного
расчета. Это обусловлено тем, что
инструмент при протягивании работает
в наиболее тяжёлых и суровых условиях
огромных нагрузок (растяжение, сжатие,
изгиб, абразивное и адгезионное
выкрашивание лезвий протяжки). Протягиванию
Протягиванию
предшествуют подготовительные операции
металлообработки, такие как сверление,
зенкерование, развертывание, вырубка
(т. е. для проведения протягивания
требуется достаточно точно обработанная
поверхность заготовки).
Дорнование
(дорнирование) – вид обработки заготовок
без снятия стружки. Сущность дорнования
сводится к перемещению в отверстии
заготовки с натягом жёсткого инструмента
– дорна. Размеры поперечного сечения
инструмента больше размеров поперечного
сечения отверстия заготовки на величину
натяга.
Станки
для протягивания:
Горизонтально-протяжные
станки: Все виды внутреннего и наружного
протягивания заготовок.
Пресса:
Обработка отверстий дорнами (прошивка,
формообразование, калибровка).
Виды
протягивания:
Внутреннее
протягивание. Наружное протягивание.
Дорнование. Накаливание.
Сверление — это один из видов материала резанием. В этом методе используется специальный режущий инструмент — сверло. С его помощью можно сделать отверстие разного диаметра, а также глубины.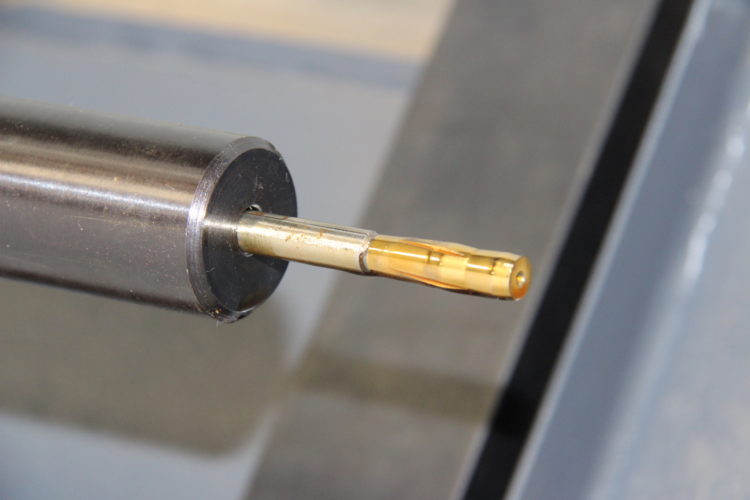 Кроме того, имеется возможность создания многогранных отверстий с разным сечением.
Кроме того, имеется возможность создания многогранных отверстий с разным сечением.
Назначение операции
Сверление — это необходимая операция, если требуется получить отверстие в металлическом изделии. Чаще всего для сверления имеется несколько следующих причин:
- требуется создать отверстие под нарезание резьбы, или растачивание;
- необходимо разместить в отверстиях электрические кабели, крепежные элементы, продеть через них анкерные болты и т. д.;
- отделение заготовок;
- ослабить разрушающиеся конструкции;
- в зависимости от диаметра отверстия, его можно использовать даже для закладки взрывчатки, к примеру, при добыче природного камня.
Данный список можно продолжать еще долго, но уже можно сделать вывод, что операция сверления — это одна из наиболее простых и в то же время довольно нужных и распространенных вещей.
Расходные материалы
Естественно, что для осуществления процесса сверления необходимо иметь сверла. В зависимости от этого расходника будет меняться диаметр отверстия, а также количество его граней. Они могут быть круглого сечения, а могут быть многогранными — треугольными, квадратными, пятигранными, шестигранными и т. д.
Они могут быть круглого сечения, а могут быть многогранными — треугольными, квадратными, пятигранными, шестигранными и т. д.
Кроме того, сверление — это операция, при которой сверло будет нагреваться до высоких температур. По этой причине необходимо точно подбирать качество этого элемента, основываясь на требованиях материала, с которым придется работать.
- Довольно распространенный материал для производства приспособлений для сверления — углеродистая сталь. Элементы этой группы маркируются следующим образом: У8, У9, У10 и т. д. Основное предназначение таких расходников — это сверление отверстий в дереве, пластмассе, мягких металлах.
- Далее идут сверла, изготовленные из низколегированной стали. Они предназначаются для сверления тех же материалов, что и углеродистые, но их отличие заключается в том, что у этой марки элементов повышено значение теплостойкости до 250 градусов по Цельсию, а также увеличена скорость сверления.
Улучшенные сверла
Имеется несколько типов сверл, которые предназначены для более качественных материалов:
- Первый тип сверл изготавливается из быстрорежущей стали.
 Теплостойкость этих расходников намного выше — 650 градусов по Цельсию, а предназначены они для сверления любых конструкционных материалов в незакаленном состоянии.
Теплостойкость этих расходников намного выше — 650 градусов по Цельсию, а предназначены они для сверления любых конструкционных материалов в незакаленном состоянии. - Следующая группа — это сверла с твердыми сплавами. Применяются для того, чтобы делать отверстия в любых конструкционных незакаленных сталях, а также в цветном металле. Особенностью является то, что используется сверление на повышенных скоростях. По этой же причине теплостойкость повышена до 950 градусов по Цельсию.
- Одни из наиболее стойких элементов — это сверла с боразоном. Применяются для работ с чугуном, сталями, стеклом, керамикой, цветными металлами.
- Последняя группа — это сверла с алмазом. Применяются для сверления наиболее твердых материалов, стекла, керамики.
Типы станков для сверления
Для проведения операции сверления могут быть использованы следующие виды сверлильных станков:
- Вертикальные и горизонтальные сверлильные устройства. Сверление отверстий для таких машин — основная операция.

- Используются вертикальные и горизонтальные типа. Сверление считается вспомогательными операциями для этих устройств.
- Вертикальные, горизонтальные и универсальные станки фрезеровочного типа. Для этих агрегатов сверление также является второстепенной операцией.
- Токарные и токарно-затыловочные станки. На первом типе устройств сверло является неподвижной частью, а вращается сама заготовка. Для второго типа устройства сверление не основная операция, а сверло является неподвижным элементом, как и в первом случае.
Это все типы сверлильных станков, на которых можно проводить все требуемые операции.
Ручные инструменты и вспомогательные операции
Для того чтобы облегчить процесс сверления, используются несколько вспомогательных операций. К ним можно отнести следующие:
- Охлаждение. При сверлении используются разнообразные смазочно-охлаждающие вещества. К ним относится, например, вода, эмульсии, олеиновая кислота. Также могут быть использованы газообразные вещества, к примеру углекислый газ.

- Ультразвук. Ультразвуковые вибрации, которые производит сверло, используются для увеличения производительности процесса, а также для усиления дробления стружки.
- Подогрев. Для того чтобы улучшить сверление металла, имеющего высокую плотность, его предварительно разогревают.
- Удар. Для работы с некоторыми поверхностями, например с бетоном, необходимо использовать ударно-поворотные движения, чтобы увеличить производительность.
Осуществлять эту процедуру можно не только на станках в автоматическом режиме, но и на ручном оборудовании. Ручное сверление предполагает использование таких инструментов, как:
- Механическая дрель. Для сверления используется механическая сила человека.
- Электрическая дрель. Может осуществлять обычное и ударно-поворотное сверление. Работает от электрической сети.
Виды процедуры и охлаждение
Имеется несколько основных видов сверления — это оборудование цилиндрических отверстий, многогранных или же овальных, а также рассверливание уже имеющихся цилиндрических отверстий для увеличения их диаметра.
Основная проблема, которая возникает в процессе сверления металла, — это сильный нагрев расходуемого элемента, то есть сверла, а также места проведения работ. Температура материала может достигать 100 градусов по Цельсию и больше. Если она дойдет до определенных значений, то возможно возникновение горения или плавки. Здесь важно отметить, что множество сталей, которые используются для производства сверл, теряют свою твердость при нагреве, из-за чего трение будет только увеличиваться, поэтому элемент, к сожалению, будет изнашиваться быстрее.
Для того чтобы бороться с этим недостатком, используют различные охлаждающие вещества. Чаще всего при вертикальном сверлении на станке имеется возможность организовать подачу охлаждающего вещества непосредственно к месту проведения работы. Если же она осуществляется с применением ручных приборов, то через определенный промежуток времени необходимо прерывать процесс и окунать сверло в жидкость.
Суть сверления
Технология сверления отверстий — это процесс образование канавок посредством снятия стружки в сплошном материале при помощи режущего инструмента. Данный элемент совершает вращательные и поступательные или же вращательно-поступательные движения одновременно, чем и образовывает отверстие.
Данный элемент совершает вращательные и поступательные или же вращательно-поступательные движения одновременно, чем и образовывает отверстие.
Использование этого вида обработки материала используется для того, чтобы:
- получить неответственные отверстия с низкой степенью точности и классом шероховатости, используемые для крепежных болтов, заклепок и т. д.;
- получить отверстия под нарезание резьбы, развертывание и т. д.
Параметры обработки
Используя процедуру глубокого сверления или рассверливания можно получить отверстия, которые будут характеризоваться 10-й или 11-й степенью квалитета шероховатости поверхности. Если необходимо получить более качественное отверстие, то после завершения процесса обработки необходимо дополнительно зенкеровать и развертывать его.
Для того чтобы увеличить точность работы, в некоторых случаях можно прибегнуть к тщательному регулированию положения станка, правильно заточенному расходному элементу. Также применяется способ, при котором работа осуществляется через специальный прибор, повышающий точность. Данное устройство называется кондуктором. Также имеется разделение сверл на несколько классов. Бывают спиральные с прямыми канавками, перовые, используемые для глубокого или кольцевого сверления, а также центровочные сверла.
Данное устройство называется кондуктором. Также имеется разделение сверл на несколько классов. Бывают спиральные с прямыми канавками, перовые, используемые для глубокого или кольцевого сверления, а также центровочные сверла.
Описание конструкции сверла
Чаще всего для работы используется обычное Специальные используются намного реже.
Спиральный элемент представляет собой двузубую режущую деталь, которая включает в себя всего две основных части — это хвостовик и рабочая часть.
Если говорить о рабочей части, то ее можно разделить на цилиндрическую и калибрующую. На первой части сверла располагаются две винтовые канавки друг напротив друга. Основное предназначение этой части — стружки, которая выделяется во время работы. Здесь важно отметить, что канавки обладают правильным профилем, который обеспечивает правильное образование режущих кромок сверла. Кроме того, создается и необходимое пространство, которое нужно для отвода стружки из отверстия.
Технология сверления
Здесь важно знать несколько определенных правил. Очень важно, чтобы форма канавок, а также угол наклона между направлением оси сверла и касательной к ленте были такими, чтобы обеспечить легкий отвод стружки, при этом не ослабив сечения зубьев. Однако же здесь стоит отметить, что эта технология, а особенно числовые значения, будет заметно меняться в зависимости от диаметра сверла. Все дело в том, что увеличение угла наклона приводит к ослаблению действия сверла. Этот недостаток проявляется тем сильнее, чем меньше диаметр элемента. По этой причине приходится подстраивать угол под сверло. Чем меньше сверло — тем меньше угол, и наоборот. Общий угол наклона канавок составляет от 18 до 45 градусов. Если речь идет о сверлении стали, то необходимо использовать сверла с углом наклона от 18 до 30 градусов. Если отверстия делаются в хрупких материалах, например, как латунь или бронза, то угол сокращается до 22-25 градусов.
Очень важно, чтобы форма канавок, а также угол наклона между направлением оси сверла и касательной к ленте были такими, чтобы обеспечить легкий отвод стружки, при этом не ослабив сечения зубьев. Однако же здесь стоит отметить, что эта технология, а особенно числовые значения, будет заметно меняться в зависимости от диаметра сверла. Все дело в том, что увеличение угла наклона приводит к ослаблению действия сверла. Этот недостаток проявляется тем сильнее, чем меньше диаметр элемента. По этой причине приходится подстраивать угол под сверло. Чем меньше сверло — тем меньше угол, и наоборот. Общий угол наклона канавок составляет от 18 до 45 градусов. Если речь идет о сверлении стали, то необходимо использовать сверла с углом наклона от 18 до 30 градусов. Если отверстия делаются в хрупких материалах, например, как латунь или бронза, то угол сокращается до 22-25 градусов.
Принципы проведения работы
Тут важно начать с того, что в зависимости от материала инструмента будет меняться и К примеру:
- Если сверление проводится с использованием элементов из инструментальной стали, то минимальная скорость составляет 25 м/мин, а максимальная — 35 м/мин.

- Если механическая обработка осуществляется сверлами, принадлежащими к категории быстрорежущих, то минимальная скорость — 12 м/мин, а максимальная — 18 м/мин.
- Если используются сверла их твердосплавных материалов, то значения равны 50 м/мин и 70 м/мин.
Здесь важно отметить, что технология сверления предполагает выбор скорости процедуры в зависимости от диаметра самого элемента и малой подачи (с увеличением диаметра растет и скорость).
Характерная особенность проведения работы — это использование стандартного угла при вершине для сверла, который равен 118 градусов. Если необходимо работать с сырьем, которое характеризуется высокой твердостью сплава, то угол нужно увеличить до 135 градусов.
Сохранность сверл
Одной из важных задач при проведении такого типа механической обработки стало то, что нужно сберечь режущие свойства расходника. Сохранность этих параметров напрямую зависит от того, какой способ эксплуатации был выбран и подходил ли он к данному материалу. Например, для того чтобы устранить поломку сверла на проходе, необходимо сильно уменьшать подачу в момент вывода сверла из отверстия.
Например, для того чтобы устранить поломку сверла на проходе, необходимо сильно уменьшать подачу в момент вывода сверла из отверстия.
Особое внимание технологии сверления нужно уделить в тех ситуациях, когда глубина отверстия превышает длину винтовой канавки расходника. В момент ввода сверла стружка все еще будет образовываться, а вот во время выхода ее уже не будет. Из-за этого сверла ломаются очень часто. Если никакого выхода из ситуации нет, то нужно периодически выводить сверло и вручную очищать его от ненужных элементов, то есть стружки.
Коронки для сверления
Для того чтобы проделать отверстие в определенном покрытии, необходимо использовать коронки. Однако и их тоже нужно выбрать правильно, основываясь на определенных параметрах. В настоящее время используется три основных вида материала для создания коронок — это алмаз, победит и карбидо-вольфрам. Особенностью алмазной коронки стало то, что она осуществляет безударное сверление. В таком случае получается более правильная геометрия отверстия.
Основными преимуществами алмазных насадок стало следующее: возможность резки железобетонных материалов, низкий уровень шума и пыли, отсутствие нарушения структуры конструкции, так как технология не использует ударное усилие.
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами.
Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть:
- ручным, выполняемым посредством механических сверлильных устройств или электро- и пневмодрелей;
- станочным, осуществляемым на специализированном сверлильном оборудовании.
Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся:
К таким материалам, в частности, относятся:
- конструкционные стали;
- цветные металлы и сплавы;
- сплавы из полимерных материалов.
Если в обрабатываемой детали необходимо выполнить отверстие большего диаметра, а также добиться высокой производительности данного процесса, лучше всего использовать специальные сверлильные станки, которые могут быть настольными и стационарными. Последние в свою очередь подразделяются на вертикально- и радиально-сверлильные.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.
Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.
При выполнении сверления и рассверливания можно получить поверхности, шероховатость которых будет доходить до показателя Rz 80, при этом точность параметров формируемого отверстия будет соответствовать десятому квалитету.
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.

Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на . Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.
- Зенкерование следует проводить в процессе той же установки детали на станке, при которой осуществлялось сверление отверстия, при этом из параметров обработки меняется только тип используемого инструмента.
- В тех случаях, когда зенкерованию подвергается необработанное отверстие в деталях корпусного типа, необходимо контролировать надежность их фиксации на рабочем столе станка.
- Выбирая величину припуска на зенкерование, надо ориентироваться на специальные таблицы.
- Режимы, на которых выполняется зенкерование, должны быть такими же, как и при осуществлении сверления.
- При зенкеровании должны соблюдаться те же правила охраны труда и техники безопасности, как и при сверлении на слесарно-сверлильном оборудовании.
Зенкование и цекование
При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.
При выполнении зенкования также придерживаются определенных правил.
- Выполняют такую операцию только после того, как отверстие в детали будет полностью просверлено.
- Сверление и зенкование выполняются за одну установку детали на станке.
- Для зенкования устанавливают небольшие обороты шпинделя (не больше 100 оборотов в минуту) и применяют ручную подачу инструмента.
- В тех случаях, когда зенкование осуществляется цилиндрическим инструментом, диаметр цапфы которого больше диаметра обрабатываемого отверстия, работу выполняют в следующей последовательности: сначала сверлится отверстие, диаметр которого равен диаметру цапфы, выполняется зенкование, затем основное отверстие рассверливается на заданный размер.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
Развертывание
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.
Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.
Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.
Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.
Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Классификация свёрл по материалу изготовления
Какие сверла по металлу самые лучшие при сверлении особо прочных сплавов, ответить довольно просто:
- Для обработки такого материала следует выбирать изделия, у которых на режущей кромке располагается пластина повышенной твёрдости. Такие буравчики являются лучшими для обработки твёрдых сплавов.
- Цена таких изделий невысокая за счёт того, что основное тело режущего инструмента изготавливается из обычной инструментальной стали.
Хорошими характеристиками обладают свёрла изготовленные из металла легированного кобальтом.
Они отлично переносят повышенные механические нагрузки и чрезмерный нагрев рабочей поверхности во время работы. Стоимость изделий высокая, но если необходимо сделать отверстия в твёрдом сплаве, то кобальтовые аналоги являются лучшими для выполнения такой работы.
Титановые свёрла не уступают по прочности кобальтовым, а при сверлении легированных сталей и цветных сплавов показывают даже лучшие результаты.
При правильном использовании, титановые модели долгое время сохраняют заводскую заточку, что позволит выполнить значительно больший объём работ.
Недорогие свёрла по металлу изготавливаются из обычной быстрорежущей стали Р9 и Р18. Режущий инструмент отлично справляется со своей функцией, но рабочая поверхность быстро затупляется, особенно при превышении определённого температурного порога.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.
Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
Маркировка HSS:
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.
По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.
Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.
Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Цена чёрных свёрл по металлу не намного выше серых изделий, поэтому при наличии выбора, при покупке следует отдать предпочтения инструментам этого типа.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.
Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.
Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Таким образом, несложно по внешнему виду определить качество изделий и принять решение, какие сверла по металлу лучше покупать.
Классификация по размеру
Чтобы выбрать самое лучшее сверло и при этом не переплачивать, достаточно знать на какие размеры по длине принято разделять данные изделия. Если при сверлении металла не требуется изготовление глубоких отверстий, то приобретение слишком длинных моделей приведёт к перерасходу денежных средств.
Классифицировать свёрла по длине принято следующим образом:
- Короткие, длиной 20-131 мм. Диаметры инструмента находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм, а диаметр — 0,3-20 мм.
- Длинная серия диаметром 1-20 мм и длиной 56-254 мм.
При выполнении сверлильных работ различной глубины следует подбирать инструмент максимально подходящий для выполнения конкретной задачи.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Среди новичков, также могут быть достойные производители. Но чтобы узнать, что в продаже находится товар надлежащего качества необходимо совершить покупку, которая часто представляет собой «лотерею».
Лучшие фирмы-производители:
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.
Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
Сверление
– это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента – сверла.
Различают сверление ручное – ручными пневматическими и электрическими сверлильными устройствами (дрелями) и сверление на сверлильных станках. Ручные сверлильные устройства используются для получения отверстий диаметром до 12мм в материалах небольшой и средней твердости (пластмассы, цв.металлы и др.). Для сверления и обработки отверстий большого диаметра, повышения производительности труда и качества обработки используют настольные сверлильные и стационарные станки – вертикально-сверлильные.
Отверстия сверлят:
· По предварительной разметке
(выполненной разметочным инструментом), по разметке сверлят одиночные отверстия. Предварительно на деталь наносят осевые риски, затем кернят углубления в центре отверстия. Керновое отверстие окружности делают глубже, чтобы дать предварительное направление сверлу. Сверление осуществляют в два приема – сначала выполняют пробное сверление, а затем окончательное.
· По шаблону
– применение шаблона экономит время, так как на заготовку переносят контуры ранее размеченных на шаблоне отверстий.
· Отверстия больших диаметров
сверлят за два приема – сначала сверлом меньшего диаметра, а затем сверлом требуемого диаметра.
· Сверление глухих отверстий на заданную глубину
осуществляют по втулочному упору на сверле или измерительной линейки. Для измерения сверло подводят до соприкосновения с поверхностью детали, сверлят на глубину конуса сверла и отмечают по стрелке (указателю) начальное положение на линейке. Затем к этому показателю прибавляют заданную глубину сверления и получают цифру, до которой надо проводить сверление.
· Сверление неполных отверстий (полуотверстий)
в тех случаях, когда отверстие расположено у края, к обрабатываемой детали приставляют пластину из того же материала, зажимают в тисках и сверлят полное отверстие, затем пластину убирают.
· Сверление под резьбу и под развертку.
Существуют общие правила сверления (как на станке, так и с помощью дрели):
* в процессе разметочных работ центр будущего отверстия обязательно следует отметить кернером, тогда при работе сверло устанавливается в керн, что способствует большей точности;
* при выборе диаметра сверла следует учитывать его вибрацию в патроне, в результате чего отверстие получается несколько большего диаметра, чем сверло. Отклонение это достаточно мало – от 0,05 до 0,3мм – и имеет значение в том случае, когда требуется особая точность;
* при сверлении металлов и сплавов в результате трения температура режущего инструмента (сверла, зенкера) значительно повышается, что приводит к быстрому его износу. Для того чтобы повысить стойкость инструментов, при сверлении используют охлаждающие жидкости, в частности воду;
* затупленные режущие инструменты не только образуют некачественные отверстия, но и сами быстрее выходят из строя, поэтому их следует своевременно затачивать: сверла – под углом (в вершине) 116-118º, конические зенкеры – 60, 90, 120º. Заточку производят вручную на заточном станке: сверло приставляют к кругу заточного станка одной из режущих кромок под углом 58-60º и плавно поворачивают его вокруг своей оси, затем таким же образом затачивают вторую режущую кромку.
При этом необходимо следить, чтобы обе режущие кромки были заточены под одинаковым углом и имели одинаковую длину;
· для сверления глухих отверстий на многих сверлильных станках имеются механизмы автоматической подачи с лимбами, которые и определяют ход сверла на нужную глубину. Если же ваш станок не оснащен таким механизмом или вы сверлите ручной дрелью, то можно использовать сверло со втулочным упором;
* если вам нужно просверлить неполное отверстие, расположенное у края детали, то наложите на деталь пластину из такого же материала, весь пакет укрепите в тисках и просверлите отверстие. Пластина затем снимается;
* когда необходимо просверлить отверстие в полной детали (например, в трубе), отверстие предварительно забивают деревянной пробкой. Если труба большого диаметра, а отверстие требуется сквозное, то приходится сверлить с двух сторон.
В этом случае, чтобы облегчить разметку и сделать ее наиболее точной, можно воспользоваться специальным приспособлением. Оно состоит из двух совершенно одинаковых призм, между которыми зажимается труба. Каждая призма имеет точно выверенные друг против друга зажатые в их противоположных вершинах встречные винты-кернеры. Призмы тоже точно выставлены с помощью боковых щек. Когда труба зажимается между призмами, на ней остаются небольшие, расположенные друг напротив друга лунки от винтов-кернеров. После сверления по такой разметке отверстия в трубе будут соответствовать друг другу с гораздо большей точностью;
* получить ступенчатые отверстия можно двумя способами: первый способ: сначала сверлится отверстие наименьшего диаметра, затем (на нужную глубину) – отверстие большего диаметра и последним просверливается отверстие наибольшего диаметра; второй способ: с точностью до наоборот: сначала на нужную глубину сверлят отверстие наибольшего диаметра, затем – меньшего, и в конце – наименьшего диаметра;
* если нужно просверлить отверстие на криволинейной плоскости или плоскости, расположенной под углом, то сначала следует сделать (выпилить, вырубить) площадку, перпендикулярную к оси будущего отверстия, накернить центр, а затем сверлить отверстие;
* отверстия диаметром свыше 25мм сверлят в два приема: сначала просверливают отверстие сверлом меньшего диаметра (10…20мм), а затем рассверливают сверлом нужного диаметра;
* при сверлении деталей имеющих большую толщину (при глубоком сверлении), когда глубина отверстия более пяти диаметров сверла, его нужно периодически вынимать из отверстия и выдувать стружку, иначе инструмент может заклинить;
* композиционные (состоящие из нескольких разнородных слоев) материалы трудно сверлить, прежде всего потому, что при обработке на них возникают трещины. Избежать этого можно очень простым способом: перед сверлением такой материал нужно залить водой и заморозить – трещины в этом случае не появятся;
* высокопрочные материалы – сталь, чугун – обычные сверла не берут. Для их сверления у слесарей большой популярностью пользуются сверла с наконечниками из так называемого победита. Он был получен в России в 1929 году, он состоит из 90% карбиде вольфрама и 10% кобальта. Для этой же цели можно обзавестись и алмазным сверлом, наконечник которого изготовлен с применением синтетических алмазов, — оно заметно увеличивает скорость сверления металла.
| Сварка металла | Токарные работы | Фрезерные работы | ||
| Контактная сварка | Автоматно-токарная | Вертикально-фрезерная | ||
| Сварка нержавейки | Лоботокарные работы | Горизонтально-фрезерная | ||
| Сварка черного металла | Резьботокарная | Продольно-фрезерная | ||
| Лазерная пайка, наплавка и сварка | Токарная с ЧПУ | Резьбо-фрезерная | ||
| Сварка алюминиевых сплавов | Токарно-винторезная | Универсально-фрезерная | ||
| Токарно-карусельная | Фрезерная с ЧПУ | |||
| Резка металла | Токарно-револьверная | |||
| Газовая резка металла | Торцеподрезная-центровальная | Расточные работы | ||
| Гидроабразивная резка | Вертикально-расточная | |||
| Лазерная резка | Рубка металла | Горизонтально-расточная | ||
| Плазменная резка | Рубка арматуры | Координатно-расточная | ||
| Продольная резка листа в рулонах | Рубка листа | Расточная с ЧПУ | ||
| Резка металла гильотиной | Рубка профиля | |||
| Рубка круга | Сверление металла | |||
| Гибка металла | Вертикально-сверлильная | |||
| Вальцовка листа | Вырубка металла | Горизонтально-сверлильная | ||
| Гибка арматуры | Вырубка нестандартной формы | Координатная пробивка отверстий | ||
| Гибка листа | Прямоугольная вырубка | Пробивка отверстий | ||
| Гибка профиля | Треугольная вырубка | Радиально-сверлильная | ||
| Гибка трубы | ||||
| Строгальная обработка | Отрезная обработка | |||
| Протяжка металла | Поперечно-строгальная | Абразивно-отрезная | ||
| Вытяжка круглых деталей | Продольно-строгальная | Круглопильные автоматы | ||
| Вытяжка профиля и деталей сложной формы | Ленточно-отрезная | |||
| Горизонтально-протяжная | Зубообработка | |||
| Шпоночнодолбежная | Зубодолбежная | Шлифование металла | ||
| Зубозакругляющая | Бесцентрошлифовальная | |||
| Термообработка | Зубострогальная | Внутришлифовальная | ||
| Цементация | Зубофрезерная | Координатно-шлифовальная | ||
| Химикотермическая | Зубошлифовальная | Круглошлифовальная | ||
| Ионное азотирование | Шлицефрезерная | Плоскошлифовальная | ||
| Объемная термообработка | Резьбошлифовальная | |||
| Поверхностная термообработка | Гальваника | Шлифовальная с ЧПУ | ||
| ТВЧ | Алмазоподобное покрытие | |||
| Нитроцементация | Анодирование алюминия | Изготовление деталей, метизов | ||
| Упрочнение виброакустикой | Анодное оксидирование | Изготовление валов | ||
| Голубое травление | Изготовление втулок | |||
| Покраска металла | Горячее цинкование | Изготовление заготовок | ||
| Антикоррозийная защита | Золочение | Изготовление косынок | ||
| Каталог цветов RAL | Медирование | Изготовление метизов | ||
| Огнезащита металлоконструкций | Никелирование | Изготовление оснастки для прессов | ||
| Покраска жидкими красками | Олово-висмут | Изготовление поковок | ||
| Порошковая покраска | Платинирование | Изготовление уголков | ||
| Родирование | Изготовление шестеренок и зубчатых колес | |||
| Струйная обработка | Серебрение | Изготовление штамповок | ||
| Дробеструйная обработка | Фосфатирование | Изготовление штуцеров | ||
| Пескоструйная обработка | Химико-механическая | Навивка пружин | ||
| Химическое оксидирование | ||||
| Финишная обработка | Холодное цинкование | Изготовление штампов, пресс-форм | ||
| Абразивно-экструзионная | Хромирование | Изготовление штампов | ||
| Дорнирование | Цинкование | Изготовление пресс-форм | ||
| Химико-механическая | Электродуговая металлизация | Упрочнение виброакустикой | ||
| Хонингование | ||||
| Литьё металлов | Заточка инструмента | |||
| Металлоконструкции | Литье цветных металлов | Заточка дисковых фрез | ||
| Антикорозийная защита | Литье цветных металлов в кокиль | Заточка развертки | ||
| Изготовление балок | Литье чёрных металлов | Заточка резцов | ||
| Изготовление колонн | Литье чёрных металлов в кокиль | Заточка сверл | ||
| Изготовление металлоконструкций | Заточка специнструмента | |||
| Изготовление опор | Ремонт и модернизация | Заточка фрез | ||
| Изготовление решеток | Наплавка валов | |||
| Лестничные ограждения из н/ж стали | Обслуживание оборудования | |||
| Монтаж металлоконструкций | Пусконаладочные работы | |||
| Огнезащита металлоконструкций | Ремонт оборудования | |||
| Проектирование металлоконструкций | ||||
| Готовые изделия | ||||
| Изготовление валов | Изготовление оснастки для прессов | Изготовление шестерен и зубчатых колес | ||
| Изготовление втулок | Изготовление поковок | Изготовление штамповок | ||
| Литье пластмасс | Навивка пружин | Поковка | ||
networking — Что такого сложного в P2P Hole Punching?
Спросил
Изменено
7 месяцев назад
Просмотрено
11k раз
Я пытаюсь поэкспериментировать с сетью p2p. Проведя некоторые исследования, я узнал, что одним из самых больших препятствий является «Что делать, если клиент находится за NAT/брандмауэром» , позже я узнал о перфорации, но это не всегда гарантирует работу.
Насколько я понимаю, я не понимаю, почему он может выйти из строя. Вот что я знаю на данный момент:
Основываясь на схеме выше, я так понимаю, как может быть установлено успешное соединение.
- Алиса присоединяется к сети (1) , создавая соединение с сервером каталогов. Когда это происходит, NAT Алисы создает сопоставление с ее общедоступного IP-адреса на ее локальный IP-адрес.
- Сервер каталогов получает соединение и сохраняет Алиса общедоступный
ip:portв каталоге - Боб делает то же самое (2) , подключается к сети и публикует свой
ip:portв каталоге - Алиса хочет связаться с бобом . Поэтому она ищет
ip:portБоба из каталога. (3) - Алиса отправляет данные на
ip:portБоба, которые она получила от сервера. (5) - Поскольку Боб также имеет сопоставление is
ip:portс его локальнымip:port, NAT просто пересылает любые данные, полученные на общедоступномip:portБоба , на его компьютер. - То же самое работает для Элис
Я надеюсь, что я ясно объяснил, что я понимаю. У меня вопрос, что в этом сложного или ненадежного? я должен явно что-то упустить. Можете ли вы объяснить мне, что это такое?
- сеть
- p2p
- перфорация
Одна из проблем заключается в том, что сопоставления NAT на NAT-сервере Алисы могут истечь по тайм-ауту либо по истечении фиксированного времени, либо после периода бездействия.
Вторая потенциальная проблема заключается в том, что NAT-сервер может сделать ограничение, согласно которому сопоставление NAT Алисы «хорошо» только для TCP-соединений, установленных Алисой, или соединений между Алисой и исходным IP-адресом, к которому «она» подключилась. (Другими словами, прямая связь между Алисой и Бобом пусть будет заблокирован.)
И так далее.
Проблема в том, что поведение сервера NAT сильно зависит от того, как управляющая организация принимает решения по конфигурации/политике. Многие из этих решений могут означать, что ваш конкретный шаблон использования P2P не будет работать надежно… или вообще не будет работать.
Значит, вся моя идея о пробивке отверстий неверна?
Нет. Это просто означает, что это не всегда будет работать.
2
Брандмауэры обычно сохраняют состояние. Боб (2), устанавливая связь с внешним сервером каталогов, устанавливает правило на своем сервере NAT, которое позволяет Бобу и серверу каталогов обмениваться данными. Когда NAT-сервер видит пакеты от Алисы, он отклоняет/отбрасывает их, потому что не видел, как Боб установил связь с Алисой.
0
Возможно, самой большой проблемой в NAT-прошивке является отсутствие согласованности портов . Чтобы ваша реализация работала, ее должен поддерживать хотя бы один из двух NAT.
Согласованность портов — это когда один и тот же (локальный IP-адрес, локальный порт) сопоставляется с одним и тем же (внешний IP-адрес, внешний порт) независимо от целевого (IP-адрес назначения, порт назначения) . Без этого порт, видимый сервером каталогов, бесполезен для клиента, поскольку он не будет тем же самым портом, который понадобится клиентам для связи друг с другом.
(Обратите внимание, что это более слабое требование, чем сохранение порта , где внешний порт == локальный порт .)
К сожалению, для P2P-связи большинство NAT представляют собой разновидность симметричного NAT, и , а не имеют согласованные сопоставления портов.
Во-первых, существует 2 типа пробивки отверстий.
1. Пробивка отверстий UDP
2. Пробивка отверстий TCP
Коэффициент успеха пробивки отверстий UDP составляет 82%
Пробивка отверстий TCP составляет 64%
Я провел много экспериментов по пробиванию отверстий UDP, и в основном все они были успешными, но не то же самое в случае пробивания отверстий TCP.
Причиной сбоя пробивания отверстий TCP является только таблица NAT маршрутизатора. Я постараюсь объяснить как могу:
Клиент 1 —> connect(client2) —Internet— connect(client1)<-- Client 2
Теперь, если Client1 **SYN Packet**** достигает client2 и **client2 * *Пакет SYN не был выпущен**, МАРШРУТИЗАТОР client2 может сделать 2 вещи:
1. Отправьте RST-пакет обратно, так как в соединении с client1 отказано.
2. немедленно отбросить пакет и не отправить ответ клиенту1.
В этом случае соединение не будет установлено.
Я могу только предложить решение, при котором разница во времени между вызовом соединения с обоих клиентов должна быть очень меньше. Разница вызовов соединения должна быть в миллисекундах
СОВЕТ: если вы находитесь в локальной сети, отключите брандмауэр
для пользователя Ubuntu: sudo ufw disable
Твой ответ
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Обязательно, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
– Домашняя страница Брайана Форда
— Домашняя страница Брайана Форда
Дом — |
Bryan Ford
Massachusetts Institute of Technology
baford (at) mit. edu
Pyda Srisuresh
Caymas Systems, Inc.
srisuresh (at) yahoo.com
Dan Kegel
dank (на) kegel.com
J’fais des trous, des petits trous
toujours des petits trous
— С. Генсбур
Реферат:
Преобразование сетевых адресов (NAT)
вызывает известные трудности
для одноранговой (P2P) связи,
поскольку вовлеченные сверстники могут быть недоступны
на любой глобально действительный IP-адрес.
Известно несколько методов обхода NAT,
но их документация тонкая,
а данных об их надежности или относительных достоинствах меньше.
Этот документ документирует и анализирует
один из самых простых, но надежных и практичных
методы обхода NAT,
широко известный как «пробивка отверстий».
Пробивка отверстий умеренно хорошо понята для связи UDP,
но мы покажем, как его можно надежно использовать
для настройки одноранговых потоков TCP.
После сбора данных о надежности этой методики
на большом количестве развернутых NAT,
мы обнаружили, что около 82% протестированных NAT поддерживают пробивку отверстий для UDP,
и около 64% поддерживают пробивку отверстий для потоков TCP.
Поскольку поставщики NAT все больше осознают
потребности важных приложений P2P
такие как передача голоса по IP и протоколы онлайн-игр,
поддержка пробивки отверстий, вероятно, увеличится в будущем.
Комбинированное давление огромного роста
и масштабные проблемы безопасности
заставили Интернет развиваться
способами, которые усложняют жизнь многим приложениям.
Первоначальная унифицированная адресная архитектура Интернета,
в котором каждый узел имеет глобально уникальный IP-адрес
и может общаться напрямую с любым другим узлом,
был заменен новой архитектурой интернет-адреса де-факто ,
состоящий из глобальной адресной области
и многие области частных адресов
соединены трансляторами сетевых адресов (NAT).
В этой новой адресной архитектуре
показано на рисунке 1,
только узлы в «основной», глобальной адресной области
можно легко связаться из любой точки сети,
потому что только они имеют уникальные глобально маршрутизируемые IP-адреса.
Узлы в частных сетях
может подключаться к другим узлам в той же частной сети,
и они обычно могут открывать соединения TCP или UDP
к «хорошо известным» узлам в области глобальных адресов.
NAT на пути
выделять временные общедоступные конечные точки для исходящих соединений,
и перевести адреса и номера портов
в пакетах, содержащих эти сеансы,
при этом вообще блокируя весь входящий трафик
если иное специально не настроено.
Новая адресная архитектура Интернета де-факто
подходит для связи клиент/сервер
в типичном случае, когда клиент находится в частной сети
и сервер находится в области глобальных адресов.
Архитектура усложняет работу двух узлов
в различных частных сетях, чтобы напрямую связываться друг с другом,
Однако,
что часто важно
к протоколам связи «peer-to-peer»
используется в таких приложениях, как телеконференции и онлайн-игры.
Нам явно нужен способ делать такие протоколы
без проблем работают при наличии NAT.
Один из самых эффективных методов
установления одноранговой связи
между хостами в разных частных сетях
известен как «пробивка отверстий».
Эта техника
уже широко используется в приложениях на основе UDP,
но по существу тот же метод работает и для TCP.
Вопреки тому, что можно предположить из его названия,
пробивка отверстий не ставит под угрозу безопасность частной сети.
Вместо,
пробивка отверстий позволяет приложениям работать
в пределах политики безопасности по умолчанию для большинства NAT,
эффективно сигнализирует NAT на пути
что сеансы одноранговой связи
являются «запрашиваемыми»
и поэтому должно быть принято.
В этом документе документирована пробивка отверстий как для UDP, так и для TCP,
и подробно описывает важные аспекты как приложения, так и поведения NAT.
которые делают работу по пробивке отверстий.
К сожалению,
ни один метод обхода не работает со всеми существующими NAT,
потому что поведение NAT не стандартизировано.
В этой статье представлены некоторые экспериментальные результаты
оценка поддержки пробивки отверстий в текущих NAT.
Наши данные получены из результатов, отправленных пользователями через Интернет.
запустив наш инструмент «Проверка NAT»
через широкий спектр NAT от разных поставщиков.
В то время как точки данных были собраны из «самостоятельного выбора» сообщества пользователей
и не может быть репрезентативным
истинного распределения реализаций NAT, развернутых в Интернете,
результаты, тем не менее, в целом обнадеживают.
Оценивая базовую перфорацию отверстий,
мы также указываем варианты, которые могут заставить работать пробивку отверстий
на более широком спектре существующих NAT
ценой большей сложности.
Однако основное внимание мы уделяем
занимается разработкой простейшей техники пробивки отверстий
который работает четко и надежно
в присутствии «хороших» NAT
в любой разумной топологии сети.
Мы намеренно избегаем чрезмерно хитрых уловок
это может увеличить совместимость
с некоторыми существующими «сломанными» NAT в краткосрочной перспективе,
но которые работают только часть времени
и может вызвать дополнительную непредсказуемость и нестабильность сети
в долгосрочной перспективе.
Хотя большее адресное пространство IPv6 [3]
может в конечном итоге уменьшить потребность в NAT,
в краткосрочной перспективе IPv6
увеличивает спрос на NAT,
потому что сам NAT обеспечивает самый простой способ достижения совместимости
между адресными доменами IPv4 и IPv6 [24].
Дальше,
анонимность и недоступность хостов в частных сетях
имеет широко признанные преимущества безопасности и конфиденциальности.
Брандмауэры вряд ли исчезнут даже при наличии достаточного количества IP-адресов:
Межсетевые экраны IPv6
по-прежнему обычно блокирует нежелательный входящий трафик по умолчанию,
делает пробивку отверстий полезной даже для приложений IPv6.
Остальная часть этой статьи организована следующим образом.
Раздел 2
вводит базовую терминологию и концепции обхода NAT.
Раздел 3
детали пробивки отверстий для УДП,
и Раздел 4
вводит пробивку отверстий для TCP.
Раздел 5
суммирует важные свойства, которыми должен обладать NAT
для возможности пробивки отверстий.
Раздел 6
представляет наши экспериментальные результаты
о поддержке пробивки отверстий в популярных NAT,
В разделе 7 обсуждается связанная работа,
и Раздел 8 завершается.
В этом разделе представлена основная терминология NAT.
используется на протяжении всей статьи,
а затем описывает общие методы обхода NAT
которые в равной степени применимы к TCP и UDP.
В этом документе используются терминология и таксономия NAT.
определено в RFC 2663 [21],
а также дополнительные термины, определенные совсем недавно в RFC 3489 [19].
Особое значение имеет понятие сессии.
Конечная точка сеанса для TCP или UDP
представляет собой пару (IP-адрес, номер порта),
и конкретный сеанс однозначно идентифицируется
его две конечные точки сеанса.
С точки зрения одного из участвующих хостов,
сеанс эффективно идентифицируется 4-кортежным
(локальный IP, локальный порт, удаленный IP, удаленный порт).
направление сеанса
обычно это направление потока пакета
который инициирует сеанс:
начальный пакет SYN для TCP,
или первая дейтаграмма пользователя для UDP.
Из различных разновидностей NAT,
наиболее распространенным типом является традиционный или исходящий NAT,
который обеспечивает асимметричный мост
между частной сетью и общедоступной сетью.
Исходящий NAT по умолчанию разрешает только исходящим сеансам проходить через NAT:
входящие пакеты отбрасываются, если NAT не идентифицирует их
как часть существующей сессии
инициируется из частной сети.
Конфликты исходящего NAT с одноранговыми протоколами
потому что когда оба сверстника, желающие общаться, «отстают»
(на стороне частной сети) двух разных NAT,
независимо от того, какой узел пытается инициировать сеанс,
NAT другого узла отклоняет его.
Обход NAT влечет за собой
сеансы P2P выглядят как «исходящие» сеансы
до и NAT.
Исходящий NAT имеет два подвида:
Базовый NAT , который транслирует только IP-адреса,
и Преобразование сетевых адресов/портов (NAPT),
который переводит все конечные точки сеанса.
NAPT, более общая разновидность,
также стал самым распространенным
потому что это позволяет хостам в частной сети
для совместного использования одного общедоступного IP-адреса .
На протяжении всей этой статьи мы предполагаем, что NAPT,
хотя принципы и методы мы обсуждаем
применимы одинаково хорошо (хотя иногда и тривиально) к Basic NAT.
Самый надежный, но наименее эффективный метод
связи P2P через NAT
это просто сделать общение
смотрите на сеть как на стандартную связь клиент/сервер,
через ретрансляцию.
Предположим, два клиента
хозяева и
каждый инициировал TCP или UDP
подключения к известному серверу,
на глобальный IP-адрес 18.181.0.31 и номер порта 1234.
Как показано на рисунке 2,
клиенты находятся в отдельных частных сетях, и
их соответствующие NAT не позволяют ни одному из клиентов напрямую
инициация соединения с другим.
Вместо того, чтобы пытаться установить прямое соединение, два клиента могут просто
использовать сервер для передачи сообщений между ними. Например, чтобы
отправить сообщение клиенту, клиент просто отправляет сообщение
сервер по уже установленному клиент-серверному соединению, и
сервер пересылает сообщение клиенту, используя свой существующий
клиент-серверное соединение с .
Ретрансляция всегда работает
пока оба клиента могут подключиться к серверу.
Его недостатки в том, что
он потребляет вычислительную мощность сервера и пропускную способность сети,
и задержка связи между пиринговыми клиентами
вероятно, увеличивается, даже если сервер хорошо подключен.
Тем не менее,
так как нет более эффективной техники
который надежно работает на всех существующих NAT,
ретрансляция является полезной запасной стратегией
если нужна максимальная жесткость.
Протокол TURN [18]
определяет метод реализации ретрансляции
относительно безопасным способом.
Некоторые приложения P2P используют
простая, но ограниченная техника,
известный как реверсирование соединения ,
для связи
когда оба хоста подключены к известному серверу рандеву
и только один из пиров находится за NAT,
как показано на рисунке 3.
Если хочет инициировать соединение с ,
то попытка прямого подключения срабатывает автоматически,
потому что не за NAT
и NAT интерпретирует соединение как исходящий сеанс.
Однако если он хочет инициировать соединение с ,
любая попытка прямого подключения блокируется NAT’ом.
вместо этого может передать запрос на соединение
через известный сервер,
с просьбой попытаться «обратно» подключиться обратно к .
Несмотря на очевидные ограничения этой техники,
центральная идея использования известного сервера рандеву
в качестве посредника, помогающего установить прямые одноранговые соединения
является фундаментальным для более общих методов пробивки отверстий
описано далее.
Пробивка отверстий UDP позволяет двум клиентам настроить
прямой одноранговый сеанс UDP
с помощью известного рандеву-сервера,
даже если оба клиента находятся за NAT.
Эта техника упоминалась
в разделе 5.1 RFC 3027 [10],
более подробно задокументированы в других местах в Интернете [13],
и используется в последнее время
экспериментальные интернет-протоколы [17,11].
Различные проприетарные протоколы,
например, для онлайн-игр,
также используйте пробивку отверстий UDP.
Пробивка отверстий предполагает, что два клиента,
а также ,
уже есть активные сеансы UDP с сервером рандеву.
Когда клиент регистрируется в ,
сервер записывает две конечные точки для этого клиента:
пара (IP-адрес, UDP-порт)
что клиент полагает, что сам использует для разговора,
и пара (IP-адрес, UDP-порт)
что сервер наблюдает , что клиент использует для общения с ним.
Мы называем первую пару частными 9009 клиента.2 конечная точка
а второй — в качестве общедоступной конечной точки клиента .
Сервер может
получить частную конечную точку клиента от самого клиента
в поле в теле сообщения регистрации клиента,
и получить общедоступную конечную точку клиента
из полей исходного IP-адреса и исходного UDP-порта
в заголовках IP и UDP этого регистрационного сообщения.
Если клиент , а не за NAT,
тогда его частные и общедоступные конечные точки должны быть идентичными.
Известно, что некоторые NAT с плохим поведением сканируют тело дейтаграмм UDP.
для 4-байтовых полей, которые выглядят как IP-адреса,
и переведите их так же, как поля IP-адреса
в заголовке IP.
Чтобы быть устойчивым к такому поведению,
приложения могут немного запутать IP-адреса в теле сообщения,
например, путем передачи дополнения IP-адреса до единицы
вместо самого IP-адреса.
Конечно, если приложение шифрует свои сообщения,
то такое поведение вряд ли будет проблемой.
Предположим, клиент хочет установить UDP
сеанс непосредственно с клиентом.
Пробивка отверстий происходит следующим образом:
- изначально не знает как дозвониться,
так просит
за помощь в установлении сеанса UDP с . - отвечает сообщением
содержащий общедоступные и частные конечные точки.
В то же время,
использует свою сессию UDP с
отправить сообщение с запросом на подключение
содержащий общедоступные и частные конечные точки.
Как только эти сообщения будут получены,
и знать общедоступные и частные конечные точки друг друга. - При получении общедоступной и частной конечных точек от ,
начинает отправлять пакеты UDP на
обе из этих конечных точек,
и впоследствии «блокирует» любую конечную точку
сначала вызывает действительный ответ от .
Точно так же при получении общедоступных и частных конечных точек
в переадресованном запросе на соединение,
начинает отправлять пакеты UDP на
в каждой из известных конечных точек ,
блокировка первой конечной точки, которая работает.
Порядок и время этих сообщений не имеют решающего значения.
пока они асинхронны.
Теперь мы рассматриваем
как обрабатывается перфорация UDP
каждый из трех конкретных сетевых сценариев.
В первой ситуации
представляющий «легкий» случай,
два клиента фактически находятся за одним и тем же NAT,
в одной частной сети.
Во-вторых,
самый распространенный случай,
клиенты находятся за разными NAT.
В третьем сценарии,
каждый клиент находится за двумя уровнями NAT :
общий NAT «первого уровня»
развернутый интернет-провайдером, например,
и отдельные NAT «второго уровня»
например потребительские маршрутизаторы NAT для домашних сетей.
Это вообще сложно или невозможно для самого приложения
определить точную физическую схему сети,
и, таким образом, какой из этих сценариев (или многих других возможных)
действительно применяется в данное время.
Протоколы, такие как STUN [19]
может предоставить некоторую информацию о NAT, присутствующих на пути связи,
но эта информация не всегда может быть полной или достоверной,
особенно когда задействовано несколько уровней NAT.
Тем не менее,
пробивка отверстий работает автоматически во всех этих сценариях
без приложение должно знать
конкретная сетевая организация,
пока вовлеченные NAT ведут себя разумно.
(«Разумное» поведение NAT будет описано
далее в Разделе 5.)
Сначала рассмотрим простой сценарий, в котором два клиента
(вероятно, по незнанию) оказались за одним и тем же NAT,
и, следовательно, находятся в одной области частных IP-адресов,
как показано на рисунке 4.
Клиент установил сеанс UDP с сервером, к которому
обычный NAT назначил свой собственный общедоступный номер порта 62000.
Клиент аналогичным образом установил сеанс с ,
которому NAT присвоил общедоступный номер порта 62005.
Предположим, что клиент использует технику пробивки отверстий, описанную выше.
установить сеанс UDP с ,
использование сервера в качестве интродьюсера.
Клиент отправляет сообщение с запросом на подключение к .
отвечает на общедоступные и частные конечные точки,
а также перенаправляет общедоступные и частные конечные точки на .
Затем оба клиента пытаются отправить дейтаграммы UDP друг другу.
непосредственно в каждой из этих конечных точек.
Сообщения, направленные на общедоступные конечные точки
может или не может достичь своего пункта назначения,
в зависимости от того, поддерживает ли NAT перевод шпилек или нет
как описано ниже в Разделе 3.5.
Сообщения, направленные на частные конечные точки
do достигают места назначения, однако,
и так как этот прямой маршрут через частную сеть
в любом случае, вероятно, будет быстрее, чем непрямой маршрут через NAT,
клиенты, скорее всего, выберут частные конечные точки
для последующего регулярного общения.
Предполагая, что NAT поддерживает шпилечную трансляцию,
приложение может обойтись без сложности
пробовать как частные, так и общедоступные конечные точки,
за счет организации локальной связи за общим NAT
без необходимости проходить через NAT.
Однако, как показывают наши результаты в разделе 6,
шпилечный перевод все еще гораздо менее распространен среди существующих NAT
чем другие «дружественные к P2P» варианты поведения NAT.
Поэтому на данный момент
приложения могут принести существенную пользу
с использованием как общедоступных, так и частных конечных точек.
Предположим, клиенты и имеют частные IP-адреса
за разными NAT,
как показано на рисунке 5.
и каждый из них инициировал UDP-связь
сеансы со своего локального порта 4321
на порт 1234 на сервере.
При обработке этих исходящих сеансов
NAT назначил порт 62000 на собственный общедоступный IP-адрес, 155.99.25.11,
для использования сессии с ,
и NAT назначил порт 31000 на свой IP-адрес, 138.76.29.7,
на сессию с .
В регистрационном сообщении ,
сообщает свою частную конечную точку как 10.0.0. 1:4321,
где 10.0.0.1 — это IP-адрес в собственной частной сети.
зарегистрированная частная конечная точка Records,
вместе с общедоступной конечной точкой, наблюдаемой самой по себе.
публичная конечная точка в этом случае — 155.99.25.11:62000,
временная конечная точка, назначенная сеансу NAT.
Точно так же, когда клиент регистрируется,
записывает частную конечную точку как 10.1.1.3:4321
и публичная конечная точка 138.76.29.7:31000.
Теперь клиент следует процедуре пробивки отверстий, описанной выше.
установить сеанс связи UDP напрямую с .
Сначала отправляет запрос на
Прошу помощи в подключении.
В ответ отправляет общедоступную и частную конечные точки ,
и отправляет общедоступные и частные конечные точки в .
и каждый начинает пытаться отправить дейтаграммы UDP
непосредственно к каждой из этих конечных точек.
Так как и находятся в разных частных сетях
и их соответствующие частные IP-адреса не являются глобально маршрутизируемыми,
сообщения, отправленные на эти конечные точки
достигнет либо неправильного хоста, либо вообще не достигнет хоста.
Поскольку многие NAT также действуют как серверы DHCP,
раздача IP-адресов довольно детерминированным способом
из частного пула адресов, который обычно определяется поставщиком NAT по умолчанию,
на практике вполне вероятно
это сообщения, направленные на частную конечную точку
достигнет какой-то (неверный) хост в частной сети
у которого есть тот же частный IP-адрес, что и у него.
Поэтому приложения должны аутентифицировать все сообщения.
каким-то образом надежно отфильтровать такой случайный трафик.
Сообщения могут включать в себя имена приложений или криптографические маркеры,
Например,
или, по крайней мере, случайный одноразовый номер, предварительно организованный через .
Теперь рассмотрим первое сообщение, отправленное на публичную конечную точку,
как показано на рисунке 5.
Поскольку это исходящее сообщение проходит через NAT,
этот NAT замечает, что это первый пакет UDP в новом исходящем сеансе.
Исходная конечная точка нового сеанса (10.0.0.1:4321)
такое же, как у существующего сеанса между и ,
но его конечная точка назначения отличается.
Если NAT ведет себя хорошо,
он сохраняет личность частной конечной точки ,
последовательно переводим
все исходящих сеанса
из конечной точки частного источника 10.0.0.1:4321
к соответствующей конечной точке общедоступного источника 155.99.25.11:62000.
первое исходящее сообщение на публичную конечную точку
таким образом, по сути,
«пробивает дыру» в NAT
для новой сессии UDP
определяется конечными точками
(10.0.0.1:4321, 138.76.29.7:31000) в частной сети ,
и по конечным точкам
(155.99.25.11:62000, 138.76.29.7:31000) в основном Интернете.
Сообщение If для общедоступной конечной точки
достигает NAT до первого сообщения
пересек собственный NAT,
то NAT ‘s может интерпретировать входящее сообщение ‘s
как нежелательный входящий трафик и отбросить его.
Однако первое сообщение ‘s в публичный адрес,
аналогично открывает дыру в NAT’е,
для новой сессии UDP
определяется конечными точками
(10.1.1.3:4321, 155.99.25.11:62000) в частной сети ,
и по конечным точкам
(138.76.29.7:31000, 155. 99.25.11:62000) в Интернете.
После того, как первые сообщения от и пересекли их соответствующие NAT,
отверстия открыты в каждом направлении
и UDP-связь может продолжаться нормально.
После того, как клиенты убедились, что общедоступные конечные точки работают,
они могут прекратить отправку сообщений на альтернативные частные конечные точки.
3.5 Пиры за несколькими уровнями NAT
В некоторых топологиях, включающих несколько устройств NAT,
два клиента не могут установить «оптимальный» маршрут P2P между
их без специальных знаний топологии.
Рассмотрим окончательный сценарий,
изображен на рисунке 6.
Предположим, что NAT — это большой промышленный NAT, развернутый Интернетом.
поставщик услуг (ISP) для мультиплексирования многих клиентов на несколько общедоступных
IP-адреса и NAT, а также небольшие потребительские маршрутизаторы NAT.
независимо развернуты двумя клиентами интернет-провайдера для мультиплексирования
их частные домашние сети на соответствующий IP-адрес, предоставленный интернет-провайдером
адреса. Только сервер и NAT имеют глобально маршрутизируемый IP
адреса; «общедоступные» IP-адреса, используемые NAT и NAT,
фактически закрытый для области адресов провайдера, в то время как клиент и
адреса , в свою очередь, являются частными для областей адресации NAT.
и НАТ соответственно.
Каждый клиент по-прежнему инициирует исходящее соединение с сервером,
в результате чего NAT и каждый из них создают один
публичный/частный перевод,
и заставить NAT установить публичный/частный перевод
для каждого сеанса.
Теперь предположим и попытаемся установить
прямое одноранговое соединение UDP
с помощью пробивки отверстий.
Оптимальной стратегией маршрутизации для клиента будет
отправлять сообщения на «полуобщественную» конечную точку клиента в NAT,
10.0.1.2:55000 в области адресации провайдера,
и для клиента для отправки сообщений
к «полуобщественной» конечной точке в NAT,
а именно 10. 0.1.1:45000.
К сожалению, и нет возможности узнать эти адреса,
потому что сервер видит только действительно глобальные общедоступные конечные точки клиентов,
155,99.25.11:62000 и 155.99.25.11:62005 соответственно.
Даже если бы и был какой-то способ узнать эти адреса,
еще нет гарантии, что их можно будет использовать,
потому что назначение адресов в области частных адресов провайдера
может конфликтовать с несвязанными назначениями адресов
в личных сферах клиентов.
(IP-адрес NAT в области NAT
с тем же успехом мог бы быть, например, 10.1.1.3,
такой же, как частный адрес клиента в области NAT.)
Клиенты
поэтому нет выбора
но использовать их глобальные публичные адреса как
видели для их P2P-общения,
и полагаться на NAT, обеспечивающий шпилька или петля перевод.
Когда отправляет дейтаграмму UDP в глобальную конечную точку,
155.99.25.11:62005,
NAT сначала транслирует исходную конечную точку дейтаграммы.
с 10.0.0.1:4321 по 10.0.1.1:45000.
Дейтаграмма теперь достигает NAT,
который распознает, что адрес назначения дейтаграммы
является одной из собственных транслируемых общедоступных конечных точек NAT.
Если NAT ведет себя хорошо,
затем он переводит как
адреса источника и получателя в дейтаграмме
и «зацикливает» дейтаграмму обратно в частную сеть,
теперь с исходной конечной точкой 155,99.25.11:62000
и конечная точка назначения 10.0.1.2:55000.
Наконец, NAT транслирует адрес назначения дейтаграммы
когда дейтаграмма входит в частную сеть ,
и дейтаграмма достигает .
Обратный путь работает аналогично.
Многие NAT еще не поддерживают перевод шпилек,
но это становится все более распространенным
как поставщики NAT узнают об этой проблеме.
Поскольку транспортный протокол UDP обеспечивает NAT
без надежного, независимого от приложения способа
определить время жизни сеанса, проходящего через NAT,
большинство NAT просто связывают таймер простоя с трансляциями UDP,
закрытие дыры, если трафик не использовал ее в течение некоторого периода времени.
К сожалению, для этого таймера нет стандартного значения:
некоторые NAT имеют тайм-ауты всего 20 секунд.
Если приложению необходимо поддерживать активным простаивающий сеанс UDP
после установления сеанса с помощью пробивки отверстий,
приложение должно периодически отправлять пакеты проверки активности
чтобы убедиться, что соответствующее состояние перевода в NAT
не исчезает.
К сожалению,
многие NAT связывают таймеры простоя UDP с отдельными сеансами UDP.
определяется конкретной парой конечных точек,
поэтому отправка keep-alive на одном сеансе
не будет держать другие сеансы активными
даже если все сеансы происходят из
та же частная конечная точка.
Вместо того, чтобы отправлять сообщения проверки активности во многих различных сеансах P2P,
приложения могут избежать чрезмерного трафика поддержки активности
определяя, когда сеанс UDP больше не работает,
и повторный запуск первоначальной процедуры пробивки отверстий «по запросу».
Установление одноранговых TCP-соединений
между хостами за NAT
немного сложнее, чем для UDP,
но пробивка отверстий TCP удивительно похожа
на уровне протокола.
Поскольку это не так хорошо понято,
в настоящее время он поддерживается меньшим количеством существующих NAT.
Однако, когда задействованы NAT , поддерживает его,
Пробивка отверстий TCP так же быстра и надежна, как и пробивка отверстий UDP.
Одноранговая TCP-связь через NAT с хорошим поведением
на самом деле может быть более надежным, чем UDP-связь,
потому что в отличие от UDP,
конечный автомат протокола TCP
дает NAT на пути стандартный способ определения
точное время жизни конкретного сеанса TCP.
Основная практическая задача
приложениям, желающим реализовать пробивку отверстий TCP
это не проблема протокола
но проблема с интерфейсом прикладного программирования (API).
Поскольку стандартный API сокетов Berkeley
был разработан на основе парадигмы клиент/сервер,
API позволяет
сокет потока TCP
использоваться для инициирования исходящего соединения через connect(),
или прослушивать входящие соединения через listen() и accept(),
, но не оба .
Дальше,
Сокеты TCP обычно имеют однозначное соответствие
к номерам портов TCP на локальном хосте:
после того, как приложение привязывает один сокет к определенному локальному порту TCP,
попытки привязать второй сокет к тому же порту TCP терпят неудачу.
Однако для того, чтобы пробивка отверстий TCP работала,
нам нужно использовать один локальный порт TCP
для прослушивания входящих TCP-соединений
и одновременно инициировать несколько исходящих TCP-соединений.
К счастью, все основные операционные системы
поддержка специальной опции сокета TCP,
обычно называется SO_REUSEADDR ,
что позволяет приложению связывать несколько сокетов
к той же локальной конечной точке
пока этот параметр установлен на всех задействованных сокетах.
Системы BSD представили SO_REUSEPORT вариант
который контролирует повторное использование портов отдельно от повторного использования адресов;
в таких системах должны быть установлены обе из этих опций.
4.2 Открытие одноранговых потоков TCP
Предположим, что клиент хочет установить TCP-соединение с клиентом.
Считаем как обычно
что оба и уже имеют активные соединения TCP
с известным сервером рандеву.
Сервер записывает
общедоступные и частные конечные точки каждого зарегистрированного клиента,
так же, как и для UDP.
На уровне протокола
Пробивка отверстий TCP работает почти так же, как и для UDP:
- Клиент использует свой активный сеанс TCP с
попросить помощи в подключении к . - ответов с общедоступными и частными конечными точками TCP,
и в то же время отправляет общедоступные и частные конечные точки в . - От те же локальные порты TCP
что и используется для регистрации,
и каждый асинхронно делает попытки исходящего соединения
к общедоступным и частным конечным точкам другого
как сообщает ,
одновременно прослушивая входящие соединения
на соответствующих локальных TCP-портах. - и дождаться успешных попыток исходящего соединения,
и/или для появления входящих подключений.
Если одна из попыток исходящего соединения не удалась
из-за сетевой ошибки
такие как «сброс соединения» или «хост недоступен»,
хост просто повторяет эту попытку подключения
после небольшой задержки (например, одна секунда),
вплоть до максимального периода ожидания, определяемого приложением. - При установлении TCP-соединения
хосты аутентифицируют друг друга
чтобы убедиться, что они подключены к предполагаемому хосту.
Если аутентификация не удалась,
клиенты закрывают это соединение
и продолжайте ждать, пока другие добьются успеха.
Клиенты
использовать первый успешно аутентифицированный поток TCP
в результате этого процесса.
В отличие от UDP,
где каждому клиенту нужен только один сокет
общаться с обоими и любым количеством пиров одновременно,
с TCP каждое клиентское приложение должно управлять несколькими сокетами
привязан к одному локальному порту TCP на этом клиентском узле,
как показано на рисунке 7.
Каждому клиенту нужен потоковый сокет, представляющий его соединение с ,
сокет прослушивания, на котором можно принимать входящие соединения от одноранговых узлов,
и как минимум два дополнительных сокета потока
с помощью которого инициировать исходящие соединения
к общедоступным и частным конечным точкам TCP другого узла.
Рассмотрим распространенный сценарий
в котором клиенты и находятся за разными NAT,
как показано на рисунке 5,
и предположим, что номера портов, показанные на рисунке
теперь для портов TCP, а не UDP.
Попытки исходящего соединения и
к частным конечным точкам друг друга
либо сбой, либо подключение к неправильному хосту.
Как и в случае с UDP,
важно, чтобы TCP-приложения аутентифицировали свои одноранговые сеансы,
из-за вероятности ошибочного подключения к
случайный хост в локальной сети
который имеет тот же частный IP-адрес
в качестве желаемого хоста в удаленной частной сети.
Исходящие попытки подключения клиентов
к общедоступным конечным точкам друг друга,
тем не менее, заставить соответствующие NAT открывать новые «дыры»
включение прямой TCP-связи между и .
Если NAT ведут себя хорошо,
затем новый одноранговый поток TCP
автоматически формируется между ними.
Если первый SYN-пакет достигает NAT
до того, как первый SYN-пакет достигнет NAT, например,
тогда NAT может интерпретировать SYN
как незапрашиваемая попытка входящего соединения
и брось это.
первый SYN-пакет, который должен впоследствии пройти,
Однако,
потому что NAT видит этот SYN
как часть исходящего сеанса для
вот первый SYN уже инициирован.
Что клиентские приложения наблюдают за своими сокетами
во время пробивки отверстий TCP
зависит от времени и используемых реализаций TCP.
Предположим, что первый исходящий SYN-пакет на общедоступную конечную точку
отбрасывается NAT,
но первый последующий пакет SYN на общедоступную конечную точку
дозвонится до того, как TCP повторно передаст свой SYN.
В зависимости от используемой операционной системы,
может произойти одно из двух:
- Реализация TCP замечает, что
конечные точки сеанса для входящего SYN
совпадают с исходящими сеансами, которые пытался инициировать.
поэтому стек TCP связывает этот новый сеанс
с сокетом, на котором работает локальное приложение.
использовал для подключения() к общедоступной конечной точке.
Асинхронный вызов приложения connect() завершается успешно,
и ничего не происходит с сокетом прослушивания приложения.Поскольку полученный SYN-пакет не содержал ACK
для предыдущего исходящего SYN,
TCP-ответы на общедоступную конечную точку
с пакетом SYN-ACK,
часть SYN является просто повтором
исходящего SYN,
с использованием одного и того же порядкового номера.
Как только TCP получает SYN-ACK,
он отвечает собственным ACK для SYN,
и сеанс TCP переходит в состояние подключения на обоих концах. - В качестве альтернативы,
реализация TCP может вместо этого заметить
у которого есть активный сокет прослушивания на этом порту
ожидание входящих попыток соединения.
Поскольку SYN выглядит как попытка входящего соединения,
TCP создает новый потоковый сокет
с которым связать новый сеанс TCP,
и передает этот новый сокет приложению
через следующий вызов приложения accept()
на его сокете прослушивания.
Затем TCP отвечает SYN-ACK, как указано выше,
и установка TCP-соединения продолжается как обычно
для клиент-серверных подключений.Поскольку предыдущая попытка исходящего соединения connect()
использовал комбинацию конечных точек источника и назначения
который сейчас используется другим сокетом,
а именно тот, который только что вернулся в приложение через accept(),
попытка асинхронного соединения()
в какой-то момент должен потерпеть неудачу
обычно с ошибкой «используемый адрес».
Приложение, тем не менее, имеет работающую одноранговую сеть.
потоковый сокет, с которым он должен общаться,
поэтому он игнорирует этот сбой.
Первое поведение, описанное выше, кажется обычным для операционных систем на основе BSD.
тогда как второе поведение более распространено в Linux и Windows.
4.4 Одновременное открытие TCP
Предположим, что время различных попыток соединения
в процессе пробивки отверстий
получается так, что
начальные исходящие пакеты SYN от обоих клиентов
пересекать соответствующие локальные NAT,
открытие новых исходящих TCP-сессий в каждом NAT,
до достижения удаленного NAT.
В этом «счастливом» случае
NAT не отклоняет ни один из исходных пакетов SYN,
и SYN пересекаются по проводу между двумя NAT.
В таком случае,
клиенты наблюдают за событием
известный как одновременное открытие TCP :
TCP каждого узла получает «сырой» SYN
в ожидании SYN-ACK.
TCP каждого узла отвечает SYN-ACK,
чья часть SYN по существу «воспроизводит» предыдущий исходящий SYN партнера,
и чья часть ACK подтверждает SYN, полученный от другого партнера.
Что наблюдают соответствующие приложения в этом случае
опять же зависит от поведения задействованных реализаций TCP,
как описано в предыдущем разделе.
Если оба клиента реализуют второе поведение, указанное выше,
может быть, что
все асинхронных вызовов connect()
сделанные приложением в конечном счете терпят неудачу,
но приложение работает на каждом клиенте
тем не менее получает новый работающий одноранговый сокет потока TCP
через accept() — как будто этот TCP-поток волшебным образом «создал себя» в сети.
и был просто пассивно принят на конечных точках!
Пока приложению все равно
получит ли он в конечном итоге свои одноранговые TCP-сокеты
через connect() или accept(),
процесс приводит к рабочему потоку
на любой реализации TCP
который правильно реализует стандартный конечный автомат TCP
указано в RFC 793 [23].
Каждый из альтернативных сценариев организации сети
обсуждается в Разделе 3 для UDP.
точно так же работает для TCP.
Например,
Пробивание отверстий TCP работает в многоуровневых сценариях NAT
например, на рис. 6.
пока вовлеченные NAT ведут себя хорошо.
4.5 Последовательная пробивка отверстий
В варианте описанной выше процедуры пробивки отверстий ПТС
реализуется библиотекой NatTrav [4],
клиенты пытаются соединиться друг с другом
последовательно, а не параллельно.
Например:
(1) сообщает via о своем желании общаться,
без одновременного прослушивания на его локальном порту;
(2) делает попытку connect() ,
который открывает дыру в NAT
но затем терпит неудачу из-за тайм-аута
или RST от NAT’а или RST от самого себя;
(3) закрывает соединение с
и выполняет listen() на своем локальном порту;
(4) в свою очередь замыкает связь с ,
сигнализируя о попытке подключения() непосредственно к .
Эта последовательная процедура может быть особенно полезна
на хостах Windows до XP Service Pack 2,
который неправильно реализовывал одновременное открытие TCP,
или на API сокетов
которые не поддерживают SO_REUSEADDR функциональность.
Последовательная процедура больше зависит от времени,
Однако,
и может быть медленнее в общем случае
и менее надежен в нестандартных ситуациях.
На шаге (2), например,
должен разрешить свою «обреченную на неудачу» попытку подключения ()
достаточно времени, чтобы убедиться, что хотя бы один пакет SYN
проходит через все NAT на своей стороне сети.
Слишком маленький риск задержки
потерянный SYN, сорвавший процесс,
тогда как слишком большая задержка увеличивает общее время
требуется для пробивки отверстий.
Последовательная процедура пробивки отверстий также эффективно «съедает»
подключения обоих клиентов к серверу,
требуя от клиентов открытия новых подключений к
для каждого нового соединения P2P, которое будет создано.
Процедура пробивки параллельных отверстий,
наоборот,
обычно завершается, как только
оба клиента делают исходящие попытки connect(),
и позволяет каждому клиенту сохранять и повторно использовать
одно соединение на неопределенный срок.
В этом разделе описываются ключевые поведенческие свойства, которыми должны обладать NAT.
чтобы описанные выше методы пробивки отверстий работали должным образом.
Не все современные реализации NAT удовлетворяют этим свойствам.
но многие делают,
и NAT постепенно становятся более «дружественными к P2P».
поскольку поставщики NAT осознают спрос на одноранговые протоколы
таких как передача голоса по IP и онлайн-игры.
Этот раздел не предназначен для
полная или окончательная спецификация того, как NAT «должны» вести себя;
мы предоставляем его только для информации
о наиболее часто наблюдаемом поведении
которые включают или отключают пробивку отверстий P2P.
IETF создала новую рабочую группу BEHAVE,
определить официальные «лучшие текущие практики» для поведения NAT.
Первоначальные наброски группы BEHAVE
включить соображения, изложенные в этом разделе и других;
Поставщики NAT должны, конечно,
следите за рабочей группой IETF напрямую
по мере того, как формулируются официальные стандарты поведения.
5.1 Согласованная трансляция конечной точки
Методы пробивки отверстий, описанные здесь
работать только автоматически
если NAT последовательно отображает заданную конечную точку источника TCP или UDP
в частной сети
к соответствующей общедоступной конечной точке одиночной
контролируется NAT.
NAT, который ведет себя таким образом
упоминается как конус NAT
в RFC 3489 [19] и других источниках,
потому что NAT «сосредотачивает» все сеансы
исходя из одной частной конечной точки
через ту же общедоступную конечную точку в NAT.
Например, снова рассмотрим сценарий на рис. 5.
Когда клиент впервые связался с известным сервером,
NAT решил использовать порт 62000
по собственному общедоступному IP-адресу 155.99.25.11,
как временная общедоступная конечная точка
для представления частной конечной точки 10.0.0.1:4321.
При более поздних попытках установить одноранговый сеанс с
отправив сообщение из той же локальной частной конечной точки
на публичную конечную точку,
зависит от NAT, сохраняющего идентичность этой частной конечной точки,
и повторное использование существующей общедоступной конечной точки 155,925. 09.11:62000,
потому что это общедоступная конечная точка для
которому будут отправляться соответствующие сообщения.
NAT, предназначенный только для поддержки протоколов клиент/сервер.
не обязательно таким образом сохранит идентичность частных конечных точек.
Таким NAT является симметричный NAT в терминологии RFC 3489.
Например,
после того, как NAT назначит общедоступную конечную точку 155.99.25.11:62000
к сеансу клиента с сервером,
NAT может назначить другую общедоступную конечную точку,
например 155,925.09.11:62001,
к сеансу P2P, который пытается инициироваться с помощью .
В таком случае,
процесс пробивки отверстий не обеспечивает подключения,
потому что последующие входящие сообщения от
достичь NAT на неправильном номере порта.
Многие симметричные NAT выделяют номера портов для последовательных сеансов.
довольно предсказуемым образом.
Используя этот факт,
варианты алгоритмов пробивки отверстий [9,1]
можно заставить работать «большую часть времени» даже через симметричные NAT
сначала исследуя поведение NAT
используя такой протокол, как STUN [19],
и используя полученную информацию
чтобы «предсказать» номер публичного порта NAT
назначит новый сеанс.
Однако такие методы прогнозирования равносильны погоне за движущейся целью.
и многое может пойти не так на этом пути.
Прогнозируемый номер порта может уже использоваться
заставляя NAT перейти на другой номер порта,
Например,
или другой клиент за тем же NAT
может инициировать несвязанный сеанс в неподходящее время
чтобы выделить прогнозируемый номер порта.
Хотя предсказание номера порта может быть полезным трюком
для достижения максимальной совместимости с существующими NAT с плохим поведением,
он не представляет собой надежного долгосрочного решения.
Поскольку симметричный NAT не обеспечивает большей безопасности
чем конусный NAT с посессионной фильтрацией трафика,
симметричный NAT становится все менее распространенным
поскольку поставщики NAT адаптируют свои алгоритмы для поддержки протоколов P2P.
5.2 Обработка нежелательных TCP-соединений
Когда NAT получает пакет SYN на своей общедоступной стороне
за то, что кажется незапрашиваемой попыткой входящего соединения,
важно, чтобы NAT просто молча отбрасывал пакет SYN.
Вместо этого некоторые NAT активно отвергают такие входящие соединения.
отправив обратно пакет TCP RST или даже отчет об ошибке ICMP,
что мешает процессу пробивки отверстий TCP.
Такое поведение не обязательно фатально,
пока приложения повторяют попытки исходящих подключений
как указано в шаге 4 процесса, описанного в Разделе 4.2,
но в результате временные ошибки
может увеличить пробивку отверстий.
Несколько существующих NAT
известно, что они «вслепую» сканируют полезные данные пакетов
для 4-байтовых значений, которые выглядят как IP-адреса,
и перевести их так же, как IP-адрес в заголовке пакета,
ничего не зная об используемом прикладном протоколе.
Такое плохое поведение, к счастью, кажется необычным,
и приложения могут легко защититься от него
запутывая IP-адреса, которые они отправляют в сообщениях,
например, отправив побитовое дополнение желаемого IP-адреса.
5.4 Перевод шпильки
Некоторые ситуации с многоуровневым NAT
требуется поддержка перевода шпильки
для работы пробивки отверстий TCP или UDP,
как описано в Разделе 3. 5.
Например, сценарий, показанный на рис. 6,
зависит от NAT, обеспечивающего перевод шпилек.
Поддержка перевода шпильки
к сожалению, редко встречается в текущих NAT,
но, к счастью, таковы сетевые сценарии, которые требуют этого.
Многоуровневый NAT становится все более распространенным
поскольку адресное пространство IPv4 продолжает истощаться,
Однако,
так что поддержите перевод шпильки
важно для будущих реализаций NAT.
Оценить надежность методов пробивки отверстий TCP и UDP.
описано в этой статье
на множестве существующих NAT,
мы внедрили и распространили тестовую программу под названием
Проверка NAT [16],
и запросил данные у пользователей Интернета об их NAT.
Основная цель проверки NAT
тестировать NAT
для двух поведенческих свойств, наиболее важных
к надежному пробиванию отверстий UDP и TCP:
а именно,
согласованный перевод конечной точки с сохранением идентичности
(раздел 5.1),
и молча отбрасывать нежелательные входящие TCP SYN
вместо того, чтобы отклонять их с ошибками RST или ICMP
(Раздел 5. 2).
Кроме того,
NAT Проверяйте отдельно тесты
поддерживает ли NAT перевод шпилек
(раздел 5.4),
и фильтрует ли вообще NAT нежелательный входящий трафик.
Это последнее свойство не влияет на пробивку отверстий.
но обеспечивает полезную индикацию политики брандмауэра NAT.
Проверка NAT не предпринимает попыток
для индивидуального тестирования каждого соответствующего аспекта поведения NAT:
известно большое разнообразие тонких поведенческих различий,
некоторые из которых трудны
для надежного тестирования [12].
Вместо этого проверка NAT просто пытается ответить на вопрос,
«насколько часто предлагаемые методы пробивки отверстий
ожидается, что он будет работать на развернутых NAT,
в типичных сетевых условиях?»
NAT Check состоит из клиентской программы
для запуска на машине за NAT для тестирования,
и три известных сервера с разными глобальными IP-адресами.
Клиент взаимодействует с тремя серверами
чтобы проверить поведение NAT
относится как к пробивке отверстий TCP, так и к UDP.
Клиентская программа небольшая и относительно портативная,
в настоящее время работает в Windows, Linux, BSD и Mac OS X.
Все машины, на которых размещены известные серверы, работают под управлением FreeBSD.
6.1.1 UDP-тест
Чтобы проверить поведение NAT для UDP,
клиент открывает сокет и привязывает его к локальному порту UDP,
затем последовательно отправляет ping-подобные запросы на серверы 1 и 2,
как показано на рисунке 8.
Каждый из этих серверов отвечает на эхо-запросы клиента.
с ответом, который включает общедоступную конечную точку UDP клиента:
собственный IP-адрес клиента и номер порта UDP
по наблюдениям сервера.
Если два сервера сообщают об одной и той же общедоступной конечной точке для клиента,
Проверка NAT предполагает, что NAT должным образом сохраняет
идентификатор частной конечной точки клиента,
удовлетворяющие первичному условию для надежной перфорации отверстий UDP.
Когда сервер 2 получает запрос UDP от клиента,
помимо прямого ответа клиенту
он также перенаправляет запрос на сервер 3,
который, в свою очередь, отвечает клиенту
со своего IP-адреса.
Если брандмауэр NAT правильно фильтрует
«незапрашиваемый» входящий трафик для каждого сеанса,
тогда клиент никогда не увидит эти ответы от сервера 3,
даже если они направлены в один и тот же публичный порт
как ответы с серверов 1 и 2.
Чтобы протестировать NAT на поддержку перевода шпилек,
клиент просто открывает второй сокет UDP на другом локальном порту
и использует его для отправки сообщений на общедоступную конечную точку .
представляющий первый сокет UDP клиента,
как сообщает сервер 2.
Если эти сообщения достигают первой частной конечной точки клиента,
тогда NAT поддерживает перевод шпилек.
6.1.2 Тест TCP
Тест TCP следует той же схеме, что и для UDP.
Клиент использует один локальный порт TCP
инициировать исходящие сеансы на серверы 1 и 2,
и проверяет, являются ли общедоступные конечные точки
сообщения серверов 1 и 2 совпадают,
первое предварительное условие
для надежной пробивания отверстий TCP.
Реакция NAT на незапрошенные попытки входящего соединения
также влияет на скорость и надежность пробивки отверстий TCP, однако
поэтому проверка NAT также проверяет это поведение.
Когда сервер 2 получает запрос клиента,
вместо немедленного ответа клиенту,
он перенаправляет запрос на сервер 3
и ждет, пока сервер 3 ответит сигналом «добро».
Когда сервер 3 получает этот перенаправленный запрос,
он пытается инициировать входящее соединение
к общедоступной конечной точке TCP клиента.
Сервер 3 ждет до пяти секунд
чтобы это соединение было успешным или неудачным,
и если попытка подключения все еще «выполняется» через пять секунд,
сервер 3 отвечает серверу 2 сигналом «добро»
и продолжает ждать до 20 секунд.
Как только клиент наконец получит ответ сервера 2
(который сервер 2 задержал, ожидая сигнала «добро» сервера 3),
клиент пытается установить исходящее соединение с сервером 3,
эффективно вызывая одновременное открытие TCP с сервером 3.
Что происходит во время этого теста
зависит от поведения NAT следующим образом.
Если NAT должным образом просто отбрасывает «незапрошенные» входящие SYN-пакеты сервера 3,
тогда ничего не происходит в сокете прослушивания клиента
в течение пяти секунд
до того, как сервер 2 ответит клиенту.
Когда клиент, наконец, инициирует собственное соединение с сервером 3,
открытие дыры через NAT,
попытка увенчалась успехом немедленно.
Если с другой стороны
NAT делает , а не , отбрасывает нежелательные входящие SYN сервера 3
но позволяет им пройти
(что хорошо для пробивки отверстий, но не идеально для безопасности),
затем клиент получает входящее TCP-соединение на своем сокете прослушивания
до получения ответа сервера 2.
Наконец, если NAT активно отклоняет незапрошенные входящие SYN сервера 3
путем отправки обратно пакетов TCP RST,
затем сервер 3 сдается
и последующая попытка клиента подключиться к серверу 3 не удалась.
Чтобы протестировать перевод шпилек для TCP,
клиент просто использует дополнительный локальный порт TCP
попытаться подключиться к общедоступной конечной точке
соответствующий его основному порту TCP,
так же, как и для UDP.
Данные проверки NAT, которые мы собрали
состоит из 380 зарегистрированных точек данных
охватывает различное оборудование маршрутизатора NAT от 68 поставщиков,
а также встроенная функция NAT
в разные версии восьми популярных операционных систем.
Только 335 из общего числа точек данных включают результаты шпилечного перевода UDP.
и только 286 точек данных включают результаты для TCP,
потому что мы реализовали эти функции в более поздних версиях NAT Check
после того, как мы уже начали собирать результаты.
Данные сведены по поставщикам NAT в Таблицу 1;
в таблице перечислены только поставщики по отдельности
для которых имелось не менее пяти точек данных.
Различия в результатах тестирования для данного поставщика
может быть обусловлено различными факторами,
например, разные устройства NAT или линейки продуктов, продаваемые одним и тем же поставщиком,
разные версии программного обеспечения или прошивки одной и той же реализации NAT,
различные конфигурации,
и, возможно, случайное тестирование NAT Check или сообщения об ошибках.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Из 380 зарегистрированных точек данных для UDP,
в 310 случаях (82%)
NAT последовательно транслирует частную конечную точку клиента,
указывает на базовую совместимость с пробивкой отверстий UDP.
Однако поддержка перевода шпилек встречается гораздо реже:
из 335 точек данных, которые включают результаты перевода шпилек UDP,
только 80 (24%) показывают поддержку перевода шпильки.
Из 286 точек данных для TCP
184 (64%) демонстрируют совместимость с пробивкой отверстий TCP:
NAT последовательно транслирует частную конечную точку TCP клиента,
и не отправляет обратно пакеты RST
в ответ на незапрашиваемые входящие попытки подключения.
Поддержка перевода шпильки снова встречается гораздо реже:
только 37 (13%) отчетов
показал шпильку поддержки TCP.
Поскольку эти отчеты
были созданы «самоотобравшимся» сообществом добровольцев,
они не составляют случайную выборку
и поэтому не обязательно представляют
истинное распространение общеупотребительных NAT.
Тем не менее, результаты обнадеживают:
похоже, что большинство широко используемых NAT
уже поддерживает пробивку отверстий UDP и TCP
по крайней мере, в одноуровневых сценариях NAT.
В текущем протоколе тестирования NAT Check есть несколько ограничений.
это может привести к вводящим в заблуждение результатам в некоторых случаях.
Во-первых, мы только недавно узнали
что несколько реализаций NAT вслепую
переводить IP-адреса, которые они находят в неизвестных полезных нагрузках приложений,
и протокол проверки NAT в настоящее время не защищает себя от такого поведения
запутывая IP-адреса, которые он передает.
Второй,
Текущая проверка перевода шпильки NAT Check
может привести к излишне пессимистичным результатам
потому что он не использует полную двустороннюю процедуру пробивки отверстий
для этого теста.
Проверка NAT в настоящее время предполагает, что NAT, поддерживающий перевод шпилек
не фильтрует «входящие» шпильки
поступающие из частной сети
так, как он будет фильтровать входящие соединения
прибытие на публичную сторону NAT,
потому что такая фильтрация не нужна для безопасности.
Однако позже мы поняли,
что NAT мог бы упрощенно
лечить любой трафик , направленный на публичные порты NAT
как «ненадежный» независимо от его происхождения.
Мы еще не знаем, какое поведение более распространено.
Окончательно,
Реализации NAT существуют
которые последовательно переводят частную конечную точку клиента
пока только один клиент за NAT
использует определенный номер частного порта,
но переключитесь на симметричный NAT или еще хуже поведение
если два или более клиентов с разными IP-адресами в частной сети
попробуйте связаться через NAT с того же номера частного порта.
Проверка NAT смогла обнаружить только это поведение
требуя от пользователя запустить его на двух или более клиентских хостах
за NAT одновременно.
Однако это значительно усложнит использование проверки NAT.
и невозможно для пользователей, у которых есть только одна пригодная для использования машина за NAT.
Тем не менее, мы планируем реализовать этот функционал тестирования
в качестве опции в будущей версии NAT Check.
Несмотря на трудности тестирования, подобные описанным выше,
наши результаты в целом подтверждаются
от крупных интернет-провайдеров,
который недавно обнаружил, что из трех ведущих поставщиков потребительских NAT-маршрутизаторов,
представляющие 86% NAT, наблюдаемых в их сети,
все три поставщика в настоящее время производят совместимые с NAT
с пробивкой отверстий UDP [25].
Дополнительные независимые результаты
недавно полученный
с использованием UDP-ориентированного протокола STUN [12],
и STUNT, расширение с поддержкой TCP [8,9].
также кажутся совместимыми с
наши результаты.
Эти последние исследования предоставляют больше информации о каждом NAT.
путем индивидуального тестирования более широкого спектра моделей поведения,
вместо того, чтобы просто тестировать базовую совместимость с пробивкой отверстий
как это делает проверка NAT.
Поскольку эти более обширные тесты
требуется несколько взаимодействующих клиентов за NAT
и, следовательно, их сложнее запустить,
Однако,
эти результаты пока доступны
на более ограниченном наборе NAT.
Пробивка отверстий UDP
была впервые исследована и публично задокументирована Дэном Кегелем [13],
и к настоящему времени хорошо известен в сообществах одноранговых приложений.
Важные аспекты пробивки отверстий UDP также были косвенно задокументированы.
в спецификациях нескольких экспериментальных протоколов,
такие как STUN [19],
ДВС [17],
и Тередо [11].
Мы не знаем ни об одной существующей опубликованной работе
который тщательно анализирует пробивку отверстий,
Однако,
или это указывает на проблему перевода шпильки
для многоуровневого NAT (раздел 3.5).
Мы также не знаем о предыдущей работе
который разрабатывает перфорацию отверстий TCP
симметричным способом, описанным здесь.
Даже наличие решающего
SO_REUSEADDR / SO_REUSEPORT опции
в API сокетов Беркли
кажется малоизвестным среди разработчиков приложений P2P.
НатТрав [4]
реализует аналогичную, но асимметричную процедуру пробивки отверстий TCP
изложенные ранее в Разделе 4.5.
НАЦСС [9]
и НАТБЛАСТЕР [1]
реализовать более сложные трюки с пробивкой отверстий TCP
который может обойти некоторые из плохих поведений NAT
упоминается в Разделе 5,
но они требуют, чтобы сервер рандеву подделывал исходные IP-адреса,
и они также требуют, чтобы клиентские приложения имели доступ к «сырым» сокетам,
обычно доступны только на уровнях привилегий root или администратора.
такие протоколы, как SOCKS [14],
УПнП [26],
и МИДКОМ [22]
разрешить приложениям проходить через NAT
посредством явного сотрудничества с NAT.
Эти протоколы не поддерживаются широко или постоянно
поставщиками NAT или приложениями, однако,
и не обращаются
все более важные многоуровневые сценарии NAT.
Явный контроль над NAT далее
требует, чтобы приложение обнаружило NAT
и, возможно, аутентифицировать себя,
который обычно включает явную настройку пользователя.
Когда пробивка отверстий работает,
наоборот,
он работает без вмешательства пользователя.
Последние предложения
например, HIP [15]
и ФАРА [2]
расширить базовую архитектуру Интернета
отделив личность хоста от его местоположения [20].
ИПНЛ [7],
УИП [5,6],
и DOA [27]
предлагать схемы маршрутизации через NAT
в такой архитектуре.
Пока такие расширения
вероятно, необходимы в долгосрочной перспективе,
пробивка отверстий позволяет применять
оперативно работать над существующей сетевой инфраструктурой
без обновлений стека протоколов,
и оставляет определение «идентификации хоста» приложениям.
Пробивка отверстий является универсальной техникой.
для установления одноранговых соединений при наличии NAT.
Пока задействованные NAT соответствуют определенным поведенческим требованиям,
пробивка отверстий работает последовательно и надежно
для связи TCP и UDP,
и могут быть реализованы обычными приложениями
без особых привилегий
или конкретную информацию о топологии сети.
Пробивка отверстий полностью сохраняет прозрачность
это одна из самых важных отличительных черт и достопримечательностей NAT,
и работает даже с несколькими уровнями NAT — хотя в некоторых крайних случаях требуется перевод шпилек,
функция NAT еще не получила широкого распространения.
Авторы выражают благодарность Дейву Андерсену за его решающую поддержку.
при сборе результатов, представленных в Разделе 6.
Мы также хотим поблагодарить Henrik Nordstrom, Christian Huitema,
Джастин Уберти, Мема Руссопулос,
и анонимные рецензенты USENIX
за ценный отзыв
на ранних проектах этой статьи.
Наконец, мы хотим поблагодарить многих волонтеров
которые нашли время, чтобы запустить проверку NAT в своих системах
и представить результаты.
- 1
- Эндрю Биггадайк, Даниэль Ферулло, Джеффри Уилсон и Адриан Перриг.
NATBLASTER: Установление TCP-соединений между хостами позади
НАЦ.
In ACM SIGCOMM Asia Workshop , Пекин, Китай, апрель 2005 г. - 2
- Дэвид Кларк, Роберт Брейден, Аарон Фальк и Венката Пингали.
FARA: реорганизация архитектуры адресации.
В ACM SIGCOMM FDNA Workshop , август 2003 г. - 3
- С. Диринг и Р. Хинден.
Интернет-протокол
, спецификация версии 6 (IPv6), декабрь 1998 г.
RFC 2460. - 4
- Джеффри Л. Эппингер.
TCP-соединения для приложений P2P: программный подход к решению
проблема с НАТ.
Технический отчет CMU-ISRI-05-104, Университет Карнеги-Меллона, январь
2005. - 5
- Брайан Форд.
Масштабируемая интернет-маршрутизация на независимых от топологии идентификаторах узлов.
Технический отчет MIT-LCS-TR-926, Лаборатория Массачусетского технологического института
для компьютерных наук, октябрь 2003 г. - 6
- Брайан Форд.
Неуправляемый интернет-протокол: управление пограничной сетью
кризис.
In Второй семинар по актуальным темам в сетях , Кембридж, Массачусетс,
ноябрь 2003 г. - 7
- Пол Фрэнсис и Рамакришна Гуммади.
IPNL: Архитектура Интернета с расширенным NAT.
В ACM SIGCOMM , август 2002 г. - 8
- Сайкат Гуха и Пол Фрэнсис.
Простой обход UDP через NAT и TCP (STUNT).
http://nutss.gforge.cis.cornell.edu/. - 9
- Сайкат Гуха, Ютака Такедей и Пол Фрэнсис.
NUTSS: подход на основе SIP к сети UDP и TCP
подключение.
В SIGCOMM 2004 Workshops , август 2004 г. - 10
- М. Холдридж и П. Шрисуреш.
Осложнения протокола с транслятором сетевых IP-адресов,
январь 2001 г.
RFC 3027. - 11
- К. Хуйтема.
Teredo: Туннелирование IPv6 через UDP через NAT, март 2004 г.
Интернет-проект (в разработке). - 12
- К. Дженнингс.
Результаты классификации NAT
с использованием STUN, октябрь 2004 г.
Интернет-черновик (в разработке). - 13
- Дэн Кегель.
NAT и одноранговые сети, июль 1999 г.
http://www.alumni.caltech.edu/~dank/peer-nat.html. - 14
- М. Лич и соавт.
Протокол
SOCKS, март 1996 г.
RFC 1928. - 15
- Р. Московиц и П. Никандер.
Архитектура протокола идентификации хоста, апрель 2003 г.
Интернет-проект (в разработке). - 16
- проверка НАТ.
http://midcom-p2p.sourceforge.net/. - 17
- Дж. Розенберг.
Установление интерактивного подключения (ICE), октябрь 2003 г.
Интернет-проект (в разработке). - 18
- Дж. Розенберг, К. Хуйтема и Р. Махи.
Обход с использованием реле NAT (TURN), октябрь 2003 г.
Интернет-проект (в разработке). - 19
- Дж. Розенберг, Дж. Вайнбергер, К. Хуйтема и Р. Мэхи.
STUN — простой обход протокола пользовательских дейтаграмм (UDP) через
трансляторы сетевых адресов (NAT), март 2003 г.
RFC 3489. - 20
- Дж. Зальццер.
Об именовании и привязке сетевых назначений.
In P. Ravasio et al., редактор, Локальные компьютерные сети , стр.
311-317. Северная Голландия, Амстердам, 1982 г.
RFC 1498. - 21
- П. Шрисуреш и М. Холдридж.
Терминология транслятора сетевых IP-адресов (NAT) и
соображения, август 1999 г.
RFC 2663. - 22
- П. Шрисуреш, Дж. Кутан, Дж. Розенберг, А. Молитор и А. Райхан.
Коммуникационная архитектура и структура Middlebox, август 2002 г.
RFC 3303. - 23
- Протокол управления передачей, сентябрь 1981 г.
RFC 793. - 24
- Г. Цирцис и П. Шрисуреш.
Трансляция сетевых адресов — трансляция протокола (NAT-PT),
Февраль 2000 г.
RFC 2766. - 25
- Джастин Уберти.
Электронное письмо
в списке рассылки IETF MIDCOM, февраль 2004 г.
Идентификатор сообщения: <[email protected]>. - 26
- UPnP-форум.
Стандартизированный протокол управления устройством интернет-шлюза (IGD),
ноябрь 2001 г.
http://www.upnp.org/. - 27
- Майкл Уолфиш, Джереми Стриблинг, Максвелл Крон, Хари Балакришнан, Роберт
Моррис и Скотт Шенкер.
Миддлбоксы больше не считаются вредными.
На симпозиуме USENIX по проектированию операционных систем и
Реализация , Сан-Франциско, Калифорния, декабрь 2004 г.
Вопросы по складыванию бумаги / пробивке отверстий
Вопросы по складыванию бумаги / пробивке отверстий — DAT Восприимчивость
—>
- Войти
- Биографии репетитора
- Подготовка к тесту
СРЕДНЯЯ ШКОЛА
- ACT Репетиторство
- SAT Репетиторство
- Репетиторство PSAT
- ASPIRE Репетиторство
- ШСАТ Репетиторство
- Репетиторство STAAR
ВЫСШАЯ ШКОЛА
- Репетиторство MCAT
- Репетиторство GRE
- Репетиторство по LSAT
- Репетиторство по GMAT
К-8
- Репетиторство AIMS
- Репетиторство по HSPT
- Репетиторство ISEE
- Репетиторство ISAT
- Репетиторство по SSAT
- Репетиторство STAAR
Поиск 50+ тестов
- Академическое обучение
репетиторство по математике
- Алгебра
- Исчисление
- Элементарная математика
- Геометрия
- Предварительный расчет
- Статистика
- Тригонометрия
Репетиторство по естественным наукам
- Анатомия
- Биология
- Химия
- Физика
- Физиология
иностранные языки
- французский
- немецкий
- Латинский
- Китайский мандарин
- Испанский
начальное обучение
- Чтение
- Акустика
- Элементарная математика
прочее
- Бухгалтерский учет
- Информатика
- Экономика
- Английский
- Финансы
- История
- Письмо
- Лето
Поиск по 350+ темам
- О
- Обзор видео
- Процесс выбора наставника
- Онлайн-репетиторство
- Мобильное обучение
- Мгновенное обучение
- Как мы работаем
- Наша гарантия
- Влияние репетиторства
- Обзоры и отзывы
- Освещение в СМИ
- О преподавателях университета
Звоните прямо сейчас, чтобы записаться на обучение:
(888) 888-0446
Все ресурсы по восприятию DAT
7 практических тестов
Вопрос дня
Карточки
Learn by Concept
DAT Perceptual Ability Help »
Вопросы по складыванию бумаги / перфорации отверстий
Плоский квадрат бумаги сложен один или несколько раз. Пунктирные линии указывают исходное положение бумаги. Сплошные линии указывают положение сложенной бумаги. Бумага никогда не переворачивается и не скручивается. Сложенная бумага всегда остается в пределах краев исходного квадрата. В каждом изделии может быть от одной до трех складок. После последнего сгиба в бумаге пробивается отверстие. Ваша задача — мысленно развернуть лист и определить положение отверстий на исходном квадрате. Выберите узор из черных кругов, который указывает положение отверстий на исходном квадрате. Для каждого элемента существует только один правильный шаблон.
Возможные ответы:
Правильный ответ:
Объяснение:
Сообщить об ошибке
Плоский квадрат бумаги сложен один или несколько раз. Пунктирные линии указывают исходное положение бумаги. Сплошные линии указывают положение сложенной бумаги. Бумага никогда не переворачивается и не скручивается. Сложенная бумага всегда остается в пределах краев исходного квадрата. В каждом изделии может быть от одной до трех складок. После последнего сгиба в бумаге пробивается отверстие. Ваша задача — мысленно развернуть лист и определить положение отверстий на исходном квадрате. Выберите узор из черных кругов, который указывает положение отверстий на исходном квадрате. Для каждого элемента существует только один правильный шаблон.
Возможные ответы:
Правильный ответ:
Объяснение:
Сообщить об ошибке
Уведомление об авторских правах
Просмотреть репетиторов
Джек
Сертифицированный репетитор
SUNY в Geneseo, бакалавр искусств, биологии, общего профиля.
Посмотреть репетиторов
Сара
Сертифицированный репетитор
Университет Висконсин-Ошкош, бакалавр наук, биология, общие. Университет Маркетт, магистр наук, химия.
Просмотр репетиторов
Blessing
Сертифицированный репетитор
Университет Флориды, бакалавр наук, образование в области общественного здравоохранения. University of Pittsburgh-Pittsburgh Campus, Doctor of De…
Все ресурсы по восприятию DAT
7 практических тестов
Вопрос дня
Карточки
Учитесь по концепции
Пробивание дыр в libp2p — Преодоление брандмауэров
Если вы еще не слышали отличные новости, libp2p (opens new window) теперь может проделывать дыры.
Ниже объясняется, почему мы хотим пробивать отверстия, во что мы проделываем эти отверстия и, что самое интересное, как мы проделываем эти отверстия.
Компьютеры в современном Интернете можно разделить на две группы: общедоступные и частные компьютеры. Другими словами, те, что можно набрать, и те, что нельзя. Общедоступные компьютеры могут подключаться к общедоступным компьютерам. Компьютеры, не являющиеся общедоступными, могут подключаться к общедоступным компьютерам. Но общедоступные компьютеры не могут звонить непубличным компьютерам, а частные компьютеры не могут звонить другим непубличным компьютерам.
Для простоты этот пост посвящен брандмауэрам и не будет говорить о трансляции сетевых адресов (NAT). Кроме того, в этом посте предполагается наихудший сценарий, когда ни один из двух одноранговых узлов не может использовать UPnP (открывается в новом окне) или настроить переадресацию портов вручную.
Кроме того, мы будем использовать термины компьютер и узел взаимозаменяемо.
Кратко о брандмауэрах
Брандмауэры контролируют входящие и исходящие байты в сети. Обычно они делают это, используя таблицу состояний из 5 кортежей. Кортеж из 5 используется для идентификации соединения между двумя конечными точками. Он состоит из IP-адреса источника, IP-адреса назначения, транспортного протокола (TCP или UDP), номера порта источника и номера порта назначения соединения. В TCP брандмауэр может определить время жизни этих 5 кортежей на основе состояния соединения TCP (например, через SYN и FIN ). В UDP, учитывая, что сам протокол не требует установления соединения, брандмауэры используют тайм-ауты для сборки мусора из 5-кортежных записей в таблице состояний.
| Source IP | Destination IP | Transport Protocol | Source Port | Destination Port |
|---|---|---|---|---|
| 192.168.0.2 | 198.51.100.0 | TCP | 12345 | 443 |
| 192.168.0.2 | 198.51.100.1 | UDP | 12345 | 53 |
| … | … | … | … | … |
Простейшая мера безопасности, которую используют все основные потребительские брандмауэры для защиты своей сети, следующая:
- При пересылке исходящего пакета добавьте 5-кортеж для указанного соединения в таблицу состояний.
- При получении входящего пакета проверить наличие 5-кортежа для исходящего соединения, соответствующего входящему пакету.
- Если есть, это ответ на предыдущий исходящий пакет, и, таким образом, пакет пересылается на машину назначения в сети.
- Если нет, отбросить пакет.
Пример
Рассмотрим пример. Два компьютера, A и B , каждый в своей собственной сети, подключены к Интернету через отдельный домашний маршрутизатор каждый, причем эти домашние маршрутизаторы действуют как брандмауэры.
На приведенной ниже диаграмме последовательности показан сценарий, в котором компьютер A отправляет пакет, предназначенный для B . Указанный пакет сначала отправляется на маршрутизатор A , который, в свою очередь, перенаправляет его на маршрутизатор B .
Маршрутизатор A пересылает пакет маршрутизатору B . Маршрутизатор B проверяет свою таблицу состояний, не может найти соответствующий набор из 5 (IP A , IP B , TCP, порт A , порт B ) и, таким образом, отбрасывает пакет. В двух словах, вот почему Интернет делится на два компьютера: общедоступный и частный.
То же самое относится к пакетам, отправленным с B на A ; см. вторую половину диаграммы последовательности.
Пожалуйста, не отключайте все свои брандмауэры! Они служат своей цели. В конце концов, A и B , скорее всего, не хотят, чтобы к ним подключались случайные незнакомцы. Тем не менее, они все еще хотят соединиться друг с другом.
Пробивка отверстий является одним из способов преодоления описанной выше проблемы. Давайте посмотрим, как это работает.
Представьте, что у нас есть какой-то загадочный механизм для синхронизации A и B . Такой механизм позволил бы A и B набирать друг друга «одновременно».
- Первый пакет A (например, в случае TCP
SYN) проходит через маршрутизатор A и, таким образом, добавляет 5 кортежей в таблицу состояний маршрутизатора A . То же самое происходит и с другой стороны, когда пакет, отправленный B , вызывает добавление кортежа из 5 к 9.0091 B Таблица состояний маршрутизатора. Пакет A и пакет B «пробили дыры» в брандмауэрах соответствующих маршрутизаторов. - Оба пакета достигают противоположного маршрутизатора после того, как пересеклись где-то в этой сумасшедшей штуке под названием Интернет . Действительно ли они пересекаются, это что-то для другого сообщения в блоге, но все же забавное изображение, которое нужно иметь в виду.
- Один раз Пакет A поступает на маршрутизатор B , маршрутизатор B проверяет свою таблицу состояний, находит 5-кортеж, ранее добавленный через пакет, отправленный B , и пересылает пакет на компьютер B . То же самое с пакетом B , поступающим на маршрутизатор A , совпадающим с кортежем из 5 в таблице состояний маршрутизатора A и, таким образом, пересылаемым на компьютер A .
Если вы не заметили, мы только что исправили нашу проблему. A и B теперь могут обмениваться пакетами. Взгляните на диаграмму последовательности ниже, изображающую тот же процесс.
Существуют ситуации, в которых перфорация не работает, особенно когда один из узлов находится за симметричным NAT. В таких случаях узлы могут вместо этого явно добавлять сопоставления портов либо вручную, либо с помощью UPnP (открывается в новом окне). В крайнем случае, узлы могут использовать узлы внешней ретрансляции (opens new window).
Если исходить из вышеприведенной концепции, пробивка отверстий кажется довольно простой задачей! Но это намного сложнее, чем можно было бы подумать, и нам нужно охватить 9009.1 таинственный механизм для синхронизации A и B . Это приводит нас к способу децентрализованной пробивки отверстий в libp2p, который был вдохновлен и похож на ICE IETF (opens new window).
Способ пробивки отверстий в libp2p можно разделить примерно на 2 этапа: этап подготовки и этап пробивки отверстий. Подробнее о каждом из них мы поговорим ниже.
Обзор
Вот схема последовательности всего процесса. Не волнуйся; мы рассмотрим каждый шаг отдельно. Может быть, единственная цель этой огромной диаграммы — доказать вышеизложенное, что пробивка отверстий «намного сложнее, чем можно было бы подумать».
Фаза 1 — Подготовка
1.1 Определение возможности набора (AutoNAT)
На шаге 1 фазы 1 узел определяет, доступен ли он для набора. Другими словами, он определяет, могут ли к нему подключаться компьютеры за пределами их собственной сети. Основным протоколом, задействованным здесь, является протокол libp2p AutoNAT (открывается в новом окне). (Протокол ICE, соответствующий протоколу AutoNAT libp2p (и протоколу идентификации libp2p (открывается в новом окне)) — STUN (открывается в новом окне).)
В нашем случае компьютер B сверху определяет, можно ли дозвониться. Он делает это с помощью случайных общедоступных узлов, например, загрузочных узлов своей одноранговой сети.
B обращается к подмножеству общедоступных узлов своей одноранговой сети, прося каждый узел набрать его ( B ) по набору адресов, по которым, как он подозревает, он может быть доступен. Каждый из узлов, с которыми установлен контакт, пытается набрать каждый из адресов B . Они сообщают результат обратно в B , то есть удалось ли им набрать B , включая адрес, который удалось, или им не удалось набрать ни один из предоставленных адресов. Основываясь на наборе отчетов, B может определить, доступен ли он публично или нет. В случае, когда B общедоступен, пробивать отверстия не требуется. В случае, когда B не набирается, B переходит к следующему шагу первой фазы.
1.2 Поиск ближайших общедоступных узлов ретрансляции (например, через Kademlia)
B теперь знает, что узлы за пределами его локальной сети не могут его набирать. Ну, они «не могут набрать напрямую «. Однако они могли бы сделать это косвенно через какой-нибудь общедоступный ретрансляционный узел. На следующем шаге мы рассмотрим, как выглядит непрямой набор .
А пока давайте найдем пару общедоступных узлов в нашей одноранговой сети, которые могут служить узлами ретрансляции. Этот шаг не определен libp2p, так как он сильно зависит от одноранговой сети. В случае IPFS (открывается в новом окне) каждый общедоступный узел в сети IPFS будет служить узлом-ретранслятором (открывается в новом окне). B либо выполнит поиск в Kademlia DHT (откроется в новом окне) ближайших узлов к собственному Peer ID (откроется в новом окне), либо просто выберет подмножество общедоступных узлов, к которым он уже подключен. (Просто примечание: задержка имеет значение при выборе публичного ретрансляционного узла, хотя это тема для другого сообщения в блоге.)
1.3 Прослушивание подключений через ретранслятор (Circuit Relay v2)
Вернемся к предыдущему вопросу. Как узел может быть косвенно набираемым через узел ретрансляции? Это возможно через протокол libp2p Circuit Relay v2 (открывается в новом окне). Еще раз нарисовав соединение с IETF ICE, это будет эквивалентно протоколу TURN (открывается в новом окне).
Протокол libp2p Circuit Relay v2 (opens new window) позволяет узлам ретрансляции ограничивать ресурсы, используемые для ретрансляции соединений (например, по количеству соединений, времени и количеству байтов). В случае IPFS это позволяет каждому общедоступному узлу в сети служить ретранслятором, не опасаясь высокого потребления ресурсов.
Для каждого из общедоступных ретрансляционных узлов, обнаруженных на предыдущем шаге, B будет делать следующее: Сначала B подключается к удаленному узлу и запрашивает так называемое «резервирование», по сути говоря: «Эй, я я не дозваниваюсь. Учитывая, что вы дозваниваемы, не могли бы вы прослушивать входящие соединения от моего имени и перенаправлять каждое из них мне по этому соединению?».
Если удаленный узел принимает запрос на резервирование, B может объявлять себя доступным через удаленный узел ретрансляции. Другими словами, вместо объявления своего собственного IP-адреса (что бесполезно, учитывая, что B недоступен для публичного набора), B объявляет «ретранслируемый» адрес, который содержит IP-адрес удаленного узла ретрансляции плюс его собственный узел. Я БЫ.
(Вышеупомянутый так называемый мультиадрес (открывается в новом окне). Это компонуемая схема сетевой адресации. Приведенный выше адрес выглядит так: «Вы можете связаться с узлом B с идентификатором узла PEER_ID_B через ретранслятор по адресу RELAY_ADDR «.)
Примечание. Очень важно, чтобы B сохранял исходящее соединение с узлом ретрансляции. B не является общедоступным дозвона, таким образом, реле не сможет установить соединение с B . Когда реле получает запрос на соединение для B , оно ретранслирует его, используя начальное соединение от B .
Фаза 2 — Пробивание отверстий
Теперь, когда все подготовлено (этап 1), мы можем пробить несколько отверстий (в брандмауэрах).
Для этого давайте представим, что узел A получил ретранслируемый адрес B через какой-то механизм. Один из возможных сценариев в мире IPFS может заключаться в том, что B объявляет о доступности определенного фрагмента данных, а A обнаруживает поставщика данных B в Kademlia DHT. Учитывая ретранслируемый адрес, A теперь хочет установить прямое соединение с Б . Поскольку B объявляет ретранслируемый адрес, а не прямой адрес, A знает, что B нельзя набрать напрямую, а можно набрать только через узел ретрансляции.
2.1 Установка защищенного ретранслируемого соединения (Circuit Relay v2)
Прежде чем установить прямое соединение с помощью пробивки отверстий, A сначала должен установить ретрансляционное соединение с B через общедоступный ретрансляционный узел. Используя информацию, содержащуюся в B объявленный адрес A сначала устанавливает прямое соединение с узлом ретрансляции, а затем запрашивает ретрансляционное соединение с B от ретранслятора. Ретранслятор перенаправляет указанный запрос на B , который принимает запрос. Реле еще раз передает приемку на A . Отныне A и B могут использовать двунаправленный канал через реле для связи.
A и B обновите ретранслируемое соединение с помощью протокола безопасности, такого как TLS. Таким образом, реле не может прослушивать соединение между ними.
2.2. Координатный одновременный набор (DCUtR)
Через ретрансляционное соединение, установленное на предыдущем шаге, A и B теперь могут координировать перфорацию, что в конечном итоге приводит к прямому соединению между A и B . Эта координация происходит через протокол libp2p DCUtR (открывается в новом окне), что означает протокол «Прямое обновление соединения через ретрансляцию». Это волшебный механизм синхронизации, а точнее довольно неплохой механизм синхронизации времени.
Существует два этапа обновления прямого подключения через ретранслятор , обмен сообщениями Connect и отправка одного сообщения Sync .
Прежде всего, A отправляет сообщение Connect на B через реле. Это сообщение Connect содержит адреса A . libp2p предлагает несколько механизмов для обнаружения адресов, например, через протокол идентификации libp2p (opens new window). B получает сообщение Connect по ретранслируемому соединению и отвечает сообщением Connect , содержащим его (неретранслируемые) адреса. A измеряет время между отправкой и получением сообщения B Connect и, таким образом, определяет время прохождения туда и обратно между A и B (при ретрансляционном соединении).
Далее, A отправляет сообщение Sync на B по ретранслируемому соединению. После отправки A ждет половину времени приема-передачи, затем набирает B по адресам, полученным в B Connect . Это прямой набор без использования ретрансляционного соединения. С другой стороны, как только B получает сообщение Sync от A , он сразу же напрямую набирает A с адресами, указанными в сообщении A Connect .
Теперь, если вы сделаете математику, начнется через половину времени прохождения туда и обратно между A и B через реле, а B запускается после получения Sync . Это должно примерно относиться к тому же моменту времени.
Итак, вы уже можете догадаться, что происходит, когда A и B одновременно набирают друг друга, … дырокол . Давайте проверим это еще раз, используя диаграмму последовательности типовых перфораций из начала этой записи в блоге:
- Пакет пройдет через маршрутизатор 9.
- Оба пакета, каждый из которых затем пересылается на противоположный маршрутизатор, пересекаются где-то в этой сумасшедшей штуке, называемой Интернетом . (Действительно ли они пересекаются, это тема для другого поста в блоге, но все же это забавный образ, который стоит иметь в виду.)
- Как только пакет A достигает маршрутизатора B , маршрутизатор B проверяет свою таблицу состояний, находит 5-кортеж, ранее добавленный через пакет, отправленный B , и пересылает пакет на компьютер B . То же самое с пакетом B , поступающим на маршрутизатор A , совпадающим с кортежем из 5 в таблице состояний маршрутизатора A и, таким образом, пересылаемым на компьютер A .
Неплохой процесс, да?!
Пробивка отверстий в libp2p полностью определена в спецификации libp2p (открывается в новом окне). Он реализован в go-libp2p (открывается в новом окне) и rust-libp2p (открывается в новом окне). Если вы хотите попробовать это сами, вы можете следовать руководству по rust-libp2p (открывается в новом окне).
Совместимый клиент перфорации, поставляемый с go-ipfs 0.11 (открывается в новом окне). На данный момент он скрыт за флагом конфигурации Swarm.EnableHolePunching (opens new window), но позже в этом году мы включим его по умолчанию, чтобы улучшить подключение одноранговых узлов за брандмауэрами. Чтобы следить за прогрессом, подпишитесь на go-ipfs/#8748 (откроется в новом окне).
Если вы хотите:
- Узнать больше, ознакомьтесь с документацией libp2p (открывается в новом окне) и спецификацией (открывается в новом окне).
- Присоединяйтесь , проверьте репозиторий вашей любимой реализации libp2p. Обращайте внимание на проблемы с пометкой «Требуется помощь».
- Работа над такими вещами, как выше, полный рабочий день, мы нанимаем (открывается в новом окне).
Дыроколы | Офисный склад
Показать больше
Показать меньше
В наличии для доставки
Доставка на следующий рабочий день
Только в Офис Депо
(13)
Школьные принадлежности
(2)
Новые поступления
(2)
Свинглайн
(31)
Бостич
(13)
Офис Депо
(11)
КАРЛ
(7)
ОИК
(6)
- Увидеть меньше
Увидеть всеБренды
—
$50 и ниже
(60)
$50 — $100
(15)
$100 — $500
(18)
Для доставки
(92)
Для самовывоза из магазина
(16)
(31)
(28)
(10)
(4)
черный
(52)
Серебряный
(21)
серый
(13)
синий
(5)
розовый
(3)
- Увидеть меньше
Увидеть всеЦвет
Переработанный контент
(4)
Загрузка результатов. ..
https://www.officedepot.com/images/us/od/refineloading.gif
- Скидки на товары для офиса
- Экологичные офисные продукты
93
93 результаты
Сравнить
Товар
768178
Дырокол для ноутбуков TUL® Discbound, серебристый
49,79 $
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
9735952
Bostitch® Дырокол на 12 листов на 3 отверстия, 2-1/2″ В x 10-5/8″ Ш x 1-3/4″ Г, серебристый/черный
$8,99
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
427281
Сверхмощный дырокол на 2 отверстия марки Office Depot®, черный
$25,79
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
Дырокол Office Depot® для средних нагрузок с фиксированной головкой на 3 отверстия, черный
$31,69
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
389517
Перфоратор на три отверстия Bostitch® EZ Squeeze™, емкость 20 листов, черный/серебристый
$26,39
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
255722
Перфоратор на три отверстия Bostitch® EZ Squeeze™, емкость 12 листов, черный/серебристый
$15,19
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
427151
Бренд Office Depot®, регулируемый дырокол на 3 отверстия, черный
$25,39
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
7
Перфоратор на три отверстия Bostitch® EZ Squeeze™, емкость 40 листов, черный/серебристый
$45,89
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
825232
Бренд Office Depot® Дырокол на одно отверстие, хром
$2,99
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
684564
Bostitch EZ Squeeze™ Дырокол на два отверстия, емкость 20 листов, черный/серый
$18,29
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
332608
Сверхпрочный перфоратор Office Depot® Brand Deluxe на 3 отверстия
$73,09
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
336607
Фирменный блокнот Office Depot® с дыроколом на 3 отверстия
$6,09
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
787780
Перфоратор OIC® для тяжелых условий эксплуатации на 2 отверстия, черный
$23,39
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
522206
Регулируемый дырокол OIC® на 3 отверстия, черный
$17,39
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
839969
Swingline® SmartTouch™ Пробойник на 3 отверстия с малым усилием, черный/серый
$51,59
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
825307
Бренд Office Depot® Дырокол для бумаги с 2 отверстиями, черный
$22,99
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
5
2
Портативный дырокол TUL® Discbound, серебристый
$38,29
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
124837
Swingline® SmartTouch, 3 отверстия, дырокол с малым усилием, вместимость 20 листов
$32,59
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
711044
Перфоратор повышенной емкости Swingline® LightTouch®, черный/серебристый
$33,49
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
787789
Перфоратор на 3 отверстия OIC® для тяжелых условий эксплуатации, черный
$45,69
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
650438
Swingline® Easy View Дырокол на 3 отверстия, черный/серебристый
$35,79
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
421092
Перфоратор на одно отверстие Bostitch® EZ Squeeze™, вместимость 10 листов, черный/серый
$7,09
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
275833
Марка Office Depot® Дырокол для бумаги с 3 отверстиями, вместимость 10 листов, серебристый
$12,79
/ каждый
Кол-во
—
Количество
+
Сравнить
Товар
710659
Swingline® Comfort Handle Дырокол на 2 отверстия, черный/серый
$25,79
/ каждый
Кол-во
—
Количество
+
Поставьте галочку рядом с пунктами «Сравнить» от 1 до 4 и снова нажмите ссылку «Сравнить».
Спасибо, теперь вы будете перенаправлены на сравнение.
Минутку, пока мы готовим страницу
Удалить сравнение
Сравнить
Сравнить сейчас
Сравнить (не более 4 товаров)
Проверить наличие в магазине
{{/пока не}}
- {{#каждый вариант}}
{{{изображение}}}
{{{название}}}
{{{цена}}}
{{#xif ‘тип == «PPP»‘}}
{{#xif ‘pppType == «ноутбук»‘}}- Покрывает случайное повреждение
- Бесплатная замена батареи
- Мы покрываем все расходы на ремонт и доставку
{{/xif}}
{{#xif ‘pppType == «рабочий стол»‘}}- Покрывает сбои при скачках напряжения
- Покрывает отказы жесткого диска
- Мы покрываем все расходы на ремонт и доставку
{{/xif}}
{{#xif ‘pppType == «планшет»‘}}- Покрывает случайное повреждение
- Закрывает треснувшие экраны
- Мы покрываем все расходы на ремонт и доставку
{{/xif}}
{{#xif ‘pppType == «принтер»‘}}- Покрывает сбои при скачках напряжения
- Покрывает отказы компонентов
- Мы покрываем все расходы на ремонт и доставку
{{/xif}}
{{#xif ‘pppType == «шестерня»‘}}- Покрывает отказ источника питания
- Неисправность кнопки и экрана крышки
- Мы покрываем все расходы на ремонт и доставку
{{/xif}}
{{#xif ‘pppType == «мебель»‘}}- Скрывает разрывы, трещины и разрывы
- Покрывает отделочные повреждения
- Мы покрываем все расходы на ремонт и доставку
{{/xif}}
{{#xif ‘pppType == «дроны»‘}}- Покрывает случайное повреждение
- Покрывает повреждения от жидкости
- Мы покрываем все расходы на ремонт и доставку
{{/xif}}
{{еще}}{{{описание}}}
{{/xif}}
{{/каждый}}
Продолжить>
710659
25. 790
Свинглайн® Дырокол на 2 отверстия с удобной ручкой, черный/серый
/contentSpecialLinks.do?id=protectionplan&template=blank
2
specs/hole-punching.md на мастере · libp2p/specs · GitHub
| Стадия жизненного цикла | Зрелость | Статус | Последняя версия |
|---|---|---|---|
| 1А | Рабочий проект | Активный | р1, 13.06.2022 |
Авторы: @mxinden
Группа по интересам: @vyzo, @vasco, @stebalien, @aarsh, @raulk
Контекст об уровне зрелости см. в документе жизненного цикла.
и статус спец.
Обзор
В этом документе описывается процесс установления прямого соединения между
два одноранговых узла libp2p, в которых один или оба находятся за брандмауэрами и/или NAT .
документ заимствовал многие концепции из Interactive Connectivity Establishment .
(ДВС) стандарт. Самое заметное отклонение от ICE — цель пробивать дырки.
децентрализованным образом.
дополнительных голов:
- Совместимость между платформами и реализациями.
- Общие абстракции, повторно используемые в транспортных протоколах.
Этот документ отражает не статус-кво, а скорее высокий уровень
долгосрочное видение. Чтобы получить общее представление о статус-кво, см. выпуск № 312.
Определения
Доступность
В этом документе проводится различие между двумя типами узлов: общедоступными и
непублично доступные хосты. Адреса хостов прежнего типа могут быть
прямой набор в общедоступном Интернете. Адреса хостов последнего типа
можно набрать только через ретрансляционный протокол или через какие-то дырки
штамповка. В документе общедоступные хосты называются общественный и
непублично доступные хосты как частные .
Примечание. (На данный момент) в этом документе игнорируется случай, когда два хоста не являются общедоступными.
доступны, но работают в одной и той же локальной сети уровня 2 или уровня 3.
Часто в таких случаях могут быть установлены прямые соединения между двумя хостами.
устанавливается без предварительной пробивки отверстий.
Доверенный сертификат TLS
При использовании TLS в качестве протокола безопасности транспорта необходимо различать
доверяет ли источник TLS-сертификату получателя. Например, в
вариант использования браузера для сервера, необходимо различать, является ли сервер TLS
сертификат находится в цепочке доверия сертификатов браузера.
Платформы
Мы различаем два типа платформ: браузер и не браузер .
На платформах без браузера реализация libp2p имеет широкий контроль над
сетевой сокет (TCP или UDP), например. контроль повторного использования портов. libp2p
реализация контролирует полный стек безопасности транспорта. Кроме того, если
работать за брандмауэром или NAT, хостов платформы без браузера могут быть напрямую
набраны через общедоступные адреса.
Напротив, на платформах браузер реализация libp2p не управляет
сетевой сокет, а также не управляет стеком безопасности транспорта. В дополнение к
эти ограничения, хосты, работающие на платформах браузера , не могут быть напрямую
набрал.
реализации
Существует несколько реализаций libp2p, например. go-libp2p, js-libp2p и
ржавчина-libp2p. Важно иметь в виду, что в некоторых случаях платформы и
реализации не совпадают один к одному, например. две реализации
js-libp2p и rust-libp2p могут работать как на браузер и не браузер
типы платформы.
Типы протоколов
Транспорт
Транспортный протокол обеспечивает базовую связь между хостами. Примеры: TCP,
Веб-сокеты, построенные поверх TCP, а также протоколы, расположенные поверх UDP.
а именно QUIC и WebTransport. Кроме того, есть WebRTC, который может работать как
поверх TCP и UDP.
Реле
Протокол ретрансляции позволяет двум клиентам обмениваться данными, перенаправляя данные через ретранслятор.
сервер вместо использования прямого подключения. Примером протокола ретрансляции является
протокол реле цепи v2.
STUN-подобный
STUN-подобные протоколы позволяют хосту определять, работают ли они за
брандмауэр и/или NAT, и если да, то они позволяют хосту обнаруживать свои предполагаемые
общедоступные IP-адреса, а также сопоставление их портов. Примеры STUN-подобных
протоколы STUN (отсюда и название) и AutoNAT в сочетании с
Идентифицировать.
Координация
Протоколы координации работают поверх некоторых протоколов ретрансляции, что позволяет двум хостам
координировать процесс пробивки отверстий. Примерами протоколов координации являются
Протокол описания сеанса (SDP) и прямое обновление соединения через
Реле.
Механизм открытия
Механизм обнаружения позволяет узлу обнаруживать одноранговые узлы в сети. Узел может
использовать такой механизм, например. находить пиров случайным образом, узнавать внешние адреса
одноранговые узлы или более нацелены на обнаружение одноранговых узлов, которые предоставляют конкретную услугу. Среди
другие можно построить механизм обнаружения поверх libp2p Kademlia и
Протокол сплетни. Использование IPFS Kademlia DHT является
хороший пример механизма обнаружения.
Дополнительные сведения о механизмах обнаружения выходят за рамки этого документа.
описания ниже предполагают общий внешний механизм обнаружения должен быть
доступный.
Видение
Когда дело доходит до установления прямых связей, нужно различать
тип платформы (браузерная/небраузерная), а также возможность маршрутизации (общедоступная/
частный). Ниже описано на высоком уровне, как установить прямой
соединения через различные перестановки двух измерений.
| ↓ подключение к → | общедоступный без браузера | частный без браузера | частный браузер |
|---|---|---|---|
| общедоступный без браузера | TCP или QUIC | Место назначения зарезервировано с помощью Circuit-relay-v2. Источник подключается к месту назначения через реле. Источник инициирует реверсирование соединения (TCP или QUIC) с пунктом назначения через DCUTR. | Место назначения зарезервировано с помощью Circuit-relay-v2. Источник подключается к месту назначения через реле. Источник инициирует соединение (WebSocket (доверенный сертификат TLS), WebRTC или WebTransport) и обратное соединение с пунктом назначения через DCUTR. |
| частный без браузера | TCP или QUIC | Источник и назначение используют идентификацию и AutoNAT. Место назначения зарезервировано с помощью Circuit-relay-v2. Источник подключается к месту назначения через реле. Перфорация источника и получателя координируется (TCP или QUIC) через DCUTR. | Источник использует идентификацию и AutoNAT. Место назначения зарезервировано с помощью Circuit-relay-v2. Источник подключается к месту назначения через реле. Перфорация координат источника и получателя (WebRTC) через DCUTR. |
| частный браузер | Если источник доверяет TLS-сертификату получателя WebSocket, иначе WebRTC или WebTransport | WebRTC | WebRTC |
Часто задаваемые вопросы
Что делать, если не удается просверлить отверстие?
одноранговые узлы смогут обмениваться данными через установленное реле цепи v2
подключение по протоколу. Хотя эта связь ограничена в
как переданные байты, так и время.
