Дорнирование стволов: Страница не найдена — steelfactoryrus.com
Содержание
4 Ствол. Развитие технологии получения нарезов. Дорнирование
4
Ствол. Развитие технологии получения нарезов. Дорнирование
Ствол является основной деталью оружия, определяющей его боевые качества, его стабильную меткость стрельбы, высокую поражаемость целей и эффективное действие пуль.
Эти качества ствола обеспечиваются обоснованно выбранным рациональным геометрическим профилем нарезов канала и высокой точностью его исполнения в производстве технологическими средствами.
Многолетний опыт производства нарезного стрелкового оружия показывает, что с уменьшением его калибра технологические трудности по изготовлению канальной части ствола независимо от способа получения нарезов возрастают. Не менее сложным были поиски рациональных способов получения нарезов. Эта тенденция пронизывает все ствольные технологии, смена которых происходит в соответствии с требованиями экономики и общего технического прогресса оружейного производства.
В начале 40-х годов на Ижевском заводе для стволов катибра 7,62 мм наиболее приемлемым с технологической и экономической точки зрения был признан высокопроизводительный способ получения нарезов методом дорнирования. В отличие от весьма продолжительной строжки с помощью специального режущего инструмента, именуемого шпалером, образование нарезов по этому методу происходит за счет пластической деформации металла в процессе проталкивания через гладкий канал термически обработанной заготовки конического пуансона (дорна) со спиральными выступами на поверхности. Для ствола калибра 7,62 мм длина инструмента около 30 мм.
В отличие от весьма продолжительной строжки с помощью специального режущего инструмента, именуемого шпалером, образование нарезов по этому методу происходит за счет пластической деформации металла в процессе проталкивания через гладкий канал термически обработанной заготовки конического пуансона (дорна) со спиральными выступами на поверхности. Для ствола калибра 7,62 мм длина инструмента около 30 мм.
Наружный профиль этого инструмента по своей форме (в поперечном разрезе) представляет собой изображение профиля канала ствола.
После окончания процесса дорнирования внутренние, наиболее деформированные слои металла удерживают наружные в растянутом состоянии и в то же время сами сжимаются ими. Появление этой технологии в ствольном производстве также связано с Ижевским заводом.
В середине 30-х годов исследователи технологической лаборатории В.Н. Новиков, А.Я. Фишер, С.С. Пенкин разработали технологию дорнирования, чертежи дорнов, станок и приспособления для проталкивания инструмента в «напор». В 1936 году изготовлена первая опытная партия дорнированных заготовок стволов пулемета «ДП» для Ковровского завода им. Киркиж (арх. 272-47).
В 1936 году изготовлена первая опытная партия дорнированных заготовок стволов пулемета «ДП» для Ковровского завода им. Киркиж (арх. 272-47).
Дальнейшее развитие в пулеметном производстве Ковровского завода эта технология получила с участием М. С. Лазарева.
Освоение технологии дорнирования на Ижевском заводе было начато в предвоенные годы на винтовочных стволах. На ствольном производстве завода за год до начала Великой Отечественной войны был организован специальный участок по освоению новой технологии, который возглавлял в то время исследователь лаборатории резания металлов Б. Ф. Файзулин.
А с началом войны усилиями этой же бригады ствольщиков осуществлен массовый переход на нарезание винтовочных стволов методом дорнирования вместо малопроизводительной строжки шпалером.
Новая технология оказалась несравненно производительнее. Затраты машинного времени снизились более чем в 40 раз (вместо 50 примерно 1 минута). Если при строжке шпалером в течение одной рабочей смены со станка снималось 6–7 стволов, то при дорнировании — 240–250 стволов за это же время. При этом обеспечивалось вполне приемлемое качество каналов стволов по состоянию поверхности и соблюдению точности получаемых канальных размеров.
При этом обеспечивалось вполне приемлемое качество каналов стволов по состоянию поверхности и соблюдению точности получаемых канальных размеров.
Обеспечивались также приемлемые меткость стрельбы и живучесть стволов. Все это имело особо важное значение для организации выпуска винтовок образца 1891/30 годов в больших количествах.
Новая механическая технология нарезания каналов стволов в условиях военного времени оказалась просто находкой для оружейного производства. И не только для Ижевского завода.
«Что бы мы делали в войну, когда Ижевскому заводу поставили задачу выпускать двенадцать тысяч винтовок в сутки, сколько бы тогда станков потребовалось?» — отмечает в своей книге («Накануне и в дни испытаний») инициатор и один из авторов разработки технологии дорнирования, исследователь лаборатории резания металлов, главный инженер, директор завода, а в годы войны и зам. Наркома вооружения — Владимир Николаевич Новиков.
С этого времени дорнирование стало основной технологией для стволов калибра 7,62 мм на ижевском оружейном производстве. Получение нарезного профиля канала ствола методом дорнирования гладкого отверстия в годы войны получило широкое распространение и на других оружейных заводах, как самая производительная и наиболее экономичная технология по сравнению с другими, известными в то время способами получения нарезов. В том числе и методом протягивания через гладкое канальное отверстие специальной режущей протяжки.
Получение нарезного профиля канала ствола методом дорнирования гладкого отверстия в годы войны получило широкое распространение и на других оружейных заводах, как самая производительная и наиболее экономичная технология по сравнению с другими, известными в то время способами получения нарезов. В том числе и методом протягивания через гладкое канальное отверстие специальной режущей протяжки.
Однако метод дорнирования имел свои предельные технологические возможности. С увеличением диаметра канала и веса заготовки значительно усложнялись все вспомогательные операции, сопровождающие дорнирование, с резким возрастанием усилия проталкивания инструмента.
По опыту того же завода им. Киркиж стволы калибра 30 мм в середине 50-х годов изготовлять дорнированием было невозможно (арх. 454-55).
Требовалась разработка специального прессового оборудования большой мощности. Наряду с этим с увеличением калибра ствола расширялись возможности применения специальных нарезательных инструментальных головок повышенной производительности (типа Уайт, Рейнметал, Борзинг и др. ), но этот завод пошел по пути освоения электрогидравлического метода получения нарезов, возможность применения которого тогда изучалась и на Ижевском заводе.
), но этот завод пошел по пути освоения электрогидравлического метода получения нарезов, возможность применения которого тогда изучалась и на Ижевском заводе.
По экономической эффективности с дорнированием как технологическим методом получения нарезов в 40-х годах могла соревноваться только режущая протяжка.
Возникнув на рубеже XIX и XX веков, протяжные станки примерно с 1905 года стали известны по применению при изготовлении шпоночных и шли-цевых отверстий, а затем и в других областях обработки металла резанием.
В конце 40-х годов исследовалась возможность применения протяжек для нарезания стволов калибра 12,7 мм на шестипозиционном протяжном полуавтоматическом станке «Лапойнт» (арх. 673-48) в порядке изучения перспективы автоматизации всего технологического процесса обработки ствола с созданием непрерывной технологической цепочки. Результаты исследований были положительные.
Однако метод протягивания, несмотря на высокую точность процесса и хорошее качество канальной поверхности, не получил распространения в отечественном оружейном производстве ввиду сложности и дороговизны инструмента (протяжек), а в применении к стволам калибра 7,62 мм и в связи с другими технологическими трудностями, обусловленными малым диаметром обрабатываемого отверстия (арх. 271-46).
271-46).
Технология нарезания стволов методом дорнирования, ставшая уже традиционной для нормального калибра, оказалась наиболее приемлемой и для системы АК, вступившей в сферу массового производства в конце 40-х годов. Она сохранилась и при переходе АК-47 в начале 60-х годов в новую модификацию — АКМ.
Эта технология по своей относительной простоте и высокой производительности долгое время вполне устраивала оружейное производство. До тех пор пока не назрела постановка вопроса о максимальном повышении уровня его автоматизации. На заводах, применявших эту технологию, проводились исследования по улучшению чистоты канальной поверхности стволов и устранению причин образования дефектов, свойственных процессу дорнирования: «серость», «сыпь», «волнистость», «переломы полей и нарезов», «пересечки» и т. п. (арх. 2356-53, стр. 165).
Обычно после дорнирования канал ствола не нуждается в полировке поверхности, так как получаемая при этом его чистота достаточно высокая. Но операция его полирования свинцовыми шустами с использованием наждачной пыли определенной зернистости применялась не для улучшения чистоты, а для выравнивания диаметральных размеров канала после наружной обточки ствола, порождая одновременно такие дефекты, как «сыпь» и «непросвинцовка».
Чистота поверхности ухудшалась также наличием следов обработки канала гладкой строжкой шпалером перед операцией дорнирования. Образовывались местные надрывы металла на канальной поверхности. Наличием указанных и других свойственных технологий дорнирования недостатков создавались трудности по дальнейшему развитию оружейного производства в направлении автоматизации технологических процессов. Необходимость создания новой, более совершенной ствольной технологии ощущалась уже в 50-х годах.
Электрогидравлическая обработка каналов стволов (ЭГО и ЭГН)
Автоматизация ствольного производства требовала снижения веса заготовки и сокращения операций по механической обработке детали с исключением свойственных дорнированию напряжений в металле, и что не менее важно, исключения необходимости многочисленных исправлений кривизны ствола ручными правками, обусловленной, в первую очередь, деформацией металла заготовки в процессе проталкивания дорна. В этом отношении преимущество перед дорнированием имел новый метод получения нарезов, разработанный в технологическом институте Ф.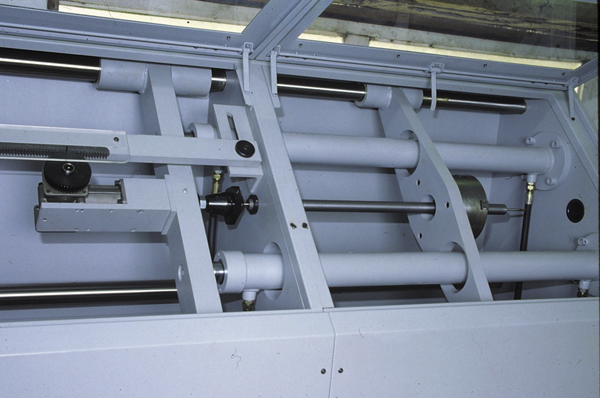 А. Куприянова (арх. 296-51). Инженеры-технологи этого института Н.Н. Гусев и В.Н. Гусев в 1948 году предложили оружейному производству способ получения нарезов в стволах путем электрогидравлической обработки металла (ЭГО).
А. Куприянова (арх. 296-51). Инженеры-технологи этого института Н.Н. Гусев и В.Н. Гусев в 1948 году предложили оружейному производству способ получения нарезов в стволах путем электрогидравлической обработки металла (ЭГО).
Вместо обычных приемов обработки металла резанием или деформации продавливанием пуансона (дорна), предложен процесс направленного анодного растворения металла при высоких скоростях протока электролита с образованием профиля нарезов в канальном отверстии ствола.
Этот способ позволял также производить обработку гладкого отверстия ствола с равномерным съемом металла по всей поверхности в порядке подготовки отверстия к электрогидравлическому нарезанию (ЭГН) или дорнированию. Наименование электрогидравлического он получил ввиду существенного значения в этом процессе скорости протока электролита.
Первыми исследованиями ЭГН на Ижевском заводе (арх. 251-51; 1077-53), проведенными в 50-х годах И.А. Самойловым, выявлена технологическая сложность практического внедрения этого процесса в массовое производство стволов системы АК.![]() Трудности возникли в обеспечении необходимой точности канальных размеров и качества обрабатываемой поверхности.
Трудности возникли в обеспечении необходимой точности канальных размеров и качества обрабатываемой поверхности.
Сложным в изготовлении был инструмент-катод с высокими требованиями по точности размеров и чистоте поверхности, от которой зависела и чистота обрабатываемого отверстия.
Наибольшие трудности возникли при попытках применения подвижного катода, являвшегося по сравнению с неподвижным более удобным инструментом при разработке автоматизированной технологии, в связи с особой сложностью инструмента, оборудования и технологии в целом. Малый диаметр обрабатываемого отверстия создавал трудности в обеспечении надежного центрирования катода, обеспечении стабильной скорости протока электролита, а также постоянства электропроводности электролита и плотности тока.
Трудным было получение одинаковой глубины нарезов по длине ствола, в связи с чем потребовалась разработка стабилизатора тока для обеспечения стабильной его плотности (арх. 2623-57, стр. 7).
Отработка технологии электрогидравлического нарезания стволов среднего калибра с изучением специфических ее особенностей, оказывающих влияние на качество обработки канальной поверхности, потребовала значительною времени, которое захватило и 60-е годы. Большой объем исследований в этом направлении был проведен технологической лабораторией Ижевского завода, возглавляемой Н.Г. Виноградовым, а затем Н.М. Дмитриевым.
Большой объем исследований в этом направлении был проведен технологической лабораторией Ижевского завода, возглавляемой Н.Г. Виноградовым, а затем Н.М. Дмитриевым.
Много хлопот доставила исследователям «рябь» под кромками полей — цепочка бугорков и углублений в металле, производящая зрительное впечатление местной рябизны поверхности. Длительное изучение и экспериментальное воспроизведение этого дефекта показали, что причина его образования связана с наличием шероховатостей, зарезов и местных мелких повреждений на изоляционных планках катода, что приводило к возникновению стационарных местных завихрений электролита и нарушению равномерности стравливания металла (арх. 1077-53). Устранение причин этого дефекта стало сложным проблемным вопросом.
Не свойственно было прежним технологиям и столь большое скругление профиля нарезов, как при ЭГН. При механическом способе обработки нарезы имеют форму с более острыми углами перехода, чем при ЭГН, где радиус скругления углов полей и места перехода от боковой грани поля ко дну нареза находился в пределах 0,3–0,5 мм (арх. 1131-58).
1131-58).
Первоначально эта особенность расценивалась как дефект, характеризующий отступление от требований чертежа. В дальнейшем этот «дефект» стал рассматриваться как положительное качество, способствующее лучшему наложению и удерживанию хрома, а следовательно, и повышению живучести ствола. Баллистические качества стволов со скруглениями профиля нарезов в пределах 0,5 мм не нарушались.
Метод ЭГН, несмотря на незаконченность технологической отработки, сохранял перспективы возможного использования вместо дорнирования и к началу 60-х годов.
Именно в расчете на ЭГН сотрудником Ижевского филиала технологического института И.Л. Заваловым в конце 50-х годов была разработана технология механической обработки ствола АК-47, полностью исключающая его правки в связи с отсутствием кривизны (арх. 2732-59, стр. 50).
Эта технология привлекла к себе большое внимание специалистов оружейного производства, так как создавала благоприятные условия для решения проблемы максимальной его автоматизации.
Исследования показали, что основное искривление стволов происходит на операции дорнирования, нарушение их прямизны при дальнейшей механической обработке является уже результатом перераспределения напряжений в металле, первоисточником которых также является операция дорнирования. Большое количество правок приводило к появлению в стволе дополнительных дефектов: («переломы полей и нарезов», «пузыри» и т. п.).
Процесс правки ствола является ручной операцией, требующей высокой квалификации рабочего и длительного профессионального обучения правщика. Только меткий глаз в сочетании с накопленным опытом и профессиональным мастерством другой раз по едва заметному теневому обозначению в канале может определить место и направление искривления ствола, а затем соразмерить силу удара, способного исправить дефект.
Такими мастерами своего дела, обладающими высоким искусством правщика, были Е.П. Старков, А.И. Якимов, В.К. Валеев.
Профессия правщика стволов была одной из престижных и дефицитных на оружейном производстве. По точности выполнения своей работы высококвалифицированный правщик стволов ценился на уровне искусных заправщиков режущих инструментов, например разверток для окончательной доводки патронников стволов до нужного размера, какими являлись Н.В. Чернышев и В.В. Ардашев. В рабочем «сейфе» Николая Васильевича Чернышева хранились калибры изготовления 1915 года для контроля размеров патронников винтовочных стволов, которые подтверждали высокую точность работы большого мастера.
По точности выполнения своей работы высококвалифицированный правщик стволов ценился на уровне искусных заправщиков режущих инструментов, например разверток для окончательной доводки патронников стволов до нужного размера, какими являлись Н.В. Чернышев и В.В. Ардашев. В рабочем «сейфе» Николая Васильевича Чернышева хранились калибры изготовления 1915 года для контроля размеров патронников винтовочных стволов, которые подтверждали высокую точность работы большого мастера.
В предложенном Заваловым техпроцессе, практически исключающем правки, были и свои недостатки.
Применение электрогидравлической обработки не приводило к изгибу ствола, но при этом не происходило и выравнивания канала по диаметральным размерам, как при дорнировании за счет деформации металла при проталкивании пуансона.
Искажение геометрии отверстия, полученное на предшествующих операциях механической обработки (конусность, эллипсность, винтообразность и т. п.), после операции ЭГО гладкого отверстия и нарезания канала в лучшем случае могли оставаться неизменными, являясь в дальнейшем браковочными признаками по канальным размерам в дополнение к «ряби», «волнистости» и другим свойственным этому процессу дефектам (арх. 2732-59, стр. 61).
2732-59, стр. 61).
Искажения геометрии канала ствола с местными «провалами» диаметральных размеров при оценке в сравнении с допускными эталонами и проверке специальными гладкими калибрами — пробками не обнаруживались. Они регистрировались специальными приборами технологической лаборатории, позволяющими производить замеры по всей длине нарезной части ствола через любые интервалы и в любой точке с микрометрической точностью.
Но этот лабораторный способ контроля геометрии канала ствола был пригоден только для исследовательских целей, использование его в массовом производстве стволов было весьма сложным и неприемлемым.
Выравнивание канального отверстия ствола перед электрогидравлическим нарезанием требовало чистовой механической обработки с применением гладкой строжки, развертывания или других способов, что существенно усложняло ствольный технологический процесс и полностью поглощало экономический выигрыш, даваемый бесправочной технологией, предложенной И.Л. Заваловым. Вследствие указанных причин внедрение комплексного процесса электрогидравлической обработки гладкого отверстия и получения нарезов таким же способом на уровне технологической отработанности начала 60-х годов оказалось невозможным. Ижевский завод признал целесообразным автоматизацию производства стволов системы АК проводить на базе существующего технологического процесса с применением дорнирования.
Ижевский завод признал целесообразным автоматизацию производства стволов системы АК проводить на базе существующего технологического процесса с применением дорнирования.
Совершенствования по технологии дорнирования
Вопрос о конечной операции по подготовке гладкого отверстия ствола к нарезанию был одним из узловых и в применении к технологии дорнирования, так как гладкая строжка шпалером не вполне устраивала оружейное производство.
Она требовала больших затрат времени, уступала другим технологиям по чистоте обработки отверстия. Из всех проверявшихся способов обработки гладкого отверстия наиболее рациональным для замены шпалерной строжки признан электрогидравлический (арх. 2395-54, стр. 42). Режущая протяжка уступала ЭГО по экономической эффективности (дорогой и малостойкий инструмент), а скоростное развертывание не гарантировало повышения чистоты обработки по сравнению с обычным развертыванием.
ЭГО по сравнению с гладкой строжкой обеспечивала лучшую, примерно на 2 класса, чистоту поверхности, а без учета дефектов, обусловленных специфическими особенностями ЭГН, обеспечивалась и лучшая чистота хромированного канала ствола. При анодном травлении металла в первую очередь снимались неровности поверхности (шероховатость, гребешки, мелкие порезки и т. н.), оставшиеся от предыдущей грубой механической обработки. Но и как скоростное развертывание ЭГО не обеспечивала полной чистоты поверхности в случае наличия глубоких кольцевых порезок металла — следов инструмента после предварительного развертывания отверстия, если их глубина превышала припуск металла на этот вид обработки. Не выведенные при чистовой обработке перед дорнированием глубокие порезки металла «высвечивались» на поверхности хромированного ствола как «пересечки полей и нарезов».
Искажения геометрии канального отверстия на предшествующих операциях механической обработки в данном случае не препятствовали внедрению электрогидравлической обработки гладкого отверстия в производство, поскольку они поглошались операцией дорнирования (арх. 2995-54, стр. 190–200).
Однако с внедрением ЭГО в производство (арх. 2448-55, стр. 10) стали обнаруживаться ранее не замечавшиеся некоторые особенности этой технологии. Основной из них была высокая чувствительность ЭГО к качеству металла по неметаллическим включениям, что выражалось в появлении нового дефекта в каналах хромированных стволов
Это «черные продольные полосы» различной интенсивности и оттенков длиною до 200 мм — новый вид брака, ранее не встречавшийся при гладкой строжке (арх. 2716-59.стр. 66). Они обозначали выступающие над поверхностью канала бугорки металла темного цвета с легкой шероховатостью неровной поверхности, вытянутые, как правило, вдоль оси ствола. Полосы более светлого цвета, имеющие блестящую поверхность, обозначали неоднородность металла по неметаллическим включениям (сере и фосфору).
Образование этого ярко выраженного дефекта связано с тем, что имеющиеся в стали неметаллические включения, шлаковины и т. п. при химической обработке металла анодному стравливанию не поддаются и остаются на поверхности канала, а при дорнировании вдавливаются в металл, создавая отличающийся от общего фона особый оттенок поверхности. Последующее хромирование поверхности канала ствола этого дефекта не скрывает.
В случае если глубина залегания неметаллического включения меньше припуска на обработку поверхности, то стравливание металла происходит под этим включением, которое после «впрессовывания» в металл пуансоном принимает более резко выраженный цветовой оттенок. «Черные полосы» как дефект отмечались на стволах независимо от процентного содержания неметаллических включений. Электрогидравлическая обработка ствола по канальному отверстию служила как бы дефектоскопом по выявлению в металле неметаллических включений.
Объективность подхода к оценке специфических особенностей электрогидравлической обработки гладкого канала (ЭГО) и нарезов ствола (ЭГН) и связанных с ними изменений по качественному состоянию канальной поверхности с учетом его влияния на служебные свойства детали требовала накопления соответствующего производственного и эксплуатационного опыта.
Но в процессе накопления этого опыта — в середине 60-х годов, когда доработка технологического процесса ЭГН для стволов калибра 7,62 мм стала обретать законченный вид, был начат технологический поиск более совершенных методов нарезания стволов, приемлемых и для стволов малого калибра, который стал уже объектом конструкторских исследований.
Необходимость этих поисков обуславливалась практической потребностью, так как нарезание стволов малого калибра с высокими требованиями по чистоте поверхности и точности канальных размеров применением существующих технологических методов значительно усложнялось. В особо резкой форме технологические трудности проявили себя при сверлении и последующей обработке глубоких отверстий малого диаметра.
Выход из положения открывал метод получения нарезов ротационной холодной ковкой (редуцированием) с применением специальных ковочных машин. В конце 60-х годов этот метод вступил в технологическое соревнование с электрохимическим способом нарезания стволов. Широкое применение редуцирования в массовом производстве стволов наступило в 70-х годах, когда малый калибр оружия стал уже практической реальностью.
Холодная ротационная ковка стволов (редуцирование)
Через каждые 4 минуты из горизонтально-ковочной машины SHK-10 с автоматизированным процессом ковки и подачи заготовок на обработку выходит ствол АКМ с готовым нарезным каналом и патронником, не требующими дополнительной механической обработки.
Не сложная по технологии обработки и заготовка, поступающая для загрузки бункера машины, длиною 311 мм, наружным диаметром 30 мм и с канальным отверстием диаметром 11,6 мм. Подготовка гладкого канала заготовки к редуцированию со сверлением первоначального отверстия диаметром 10,45 мм позволяла применять высокопроизводительные методы обработки, не создавая особых технологических трудностей.
После сверления производилась термическая обработка заготовки, 4-х разовое развертывание отверстия до размера 11,35 мм и на заключительном этапе — электрохимическая обработка до размера 11,6 мм.
Инструментом, обеспечивающим необходимый профиль канала ствола и патронника, является оправка, изготовленная из твердого сплава ВК-20, со спиральными выступами на цилиндрической поверхности и утолщением на конце с наружным профилем по форме патронника ствола. Цилиндрическая часть оправки длиною 40 мм в поперечном сечении представляет собою зеркальное изображение профиля канала ствола.
Нарезной канал и патронник при редуцировании образуются в результате обжатия металла вокруг инструмента — оправки при высокочастотной ковке ствольной заготовки двумя парами симметрично расположенных бойков. Число ударов в одну минуту — 1200. Максимальная степень обжатия металла по канальной части ствола около 40 %.
Регулируемая скорость подачи заготовки в ковочной машине SHK-10 обеспечивалась в пределах от 0 до 36 мм/сек. Осевое вращение заготовки — 40–60 об/мин. Оптимальный режим в пределах 52–56 об/мин.
Редуцированный канал ствола и патронник по своей чистоте не требовали дополнительной обработки перед хромированием. Включение на непродолжительное время «обратного тока» для очистки и некоторого разрыхления поверхности в целях повышения ее адгезионной способности при наложении хрома сливалось с операцией хромирования.
Первая партия ковочных машин SHK-10 группой специалистов Ижевского завода принималась у австрийской фирмы GFM в период с сентября по декабрь 1971 года. Зам. главного механика завода И.Ф. Зуев со своим помощником М. Мусиным, зам. главного технолога Б.Н. Андреев и ведущие специалисты этой службы В.С. Письменский, В.А. Никитин и Л.Ф. Мокрушин в течение этого времени производили не только техническую приемку машин, но и участвовали в отработке технологии ковки стволов АКМ. Одновременно производилось и уточнение чертежа на ствол с учетом технических возможностей ковочной машины, которая также в процессе сдачи заказчику дорабатывалась.
Был момент, когда фирма была не в состоянии удовлетворить требования Советской стороны в точности исполнения чертежных размеров по канальной части ствола и патроннику, считая их чрезмерно жесткими.
В разгар конфликта, когда был начат разговор о возможном расторжении контракта, В.А. Никитину — главному специалисту по канальной части ствола, пришлось возвращаться на свой завод для изучения возможностей изменения требований чертежа на ствол с учетом предложений австрийской стороны и согласования их со своим заказчиком.
Согласие заводских служб на изменение чертежа, не получившее пока еще одобрения внешних испытательных организаций, касалось изменения допусков на точность изготовления 4 и 5-го конусов патронника ствола в связи с местным непроковом в переходной части, (увеличения допуска примерно на 0,02 мм), а также скругления полей нарезов канальной части ствола.
После приемки первой партии ковочных машин SHK-10 руководители фирмы GFN отметили, что впервые встретились с такой строгой требовательностью приемщиков, вследствие чего конструкция машин будет улучшена.
Были также разговоры о том, что только в России существует строгий прямоугольный профиль нарезов оружейных стволов, что в других странах он делается более плавным.
После приемки в 1977 году второй партии ковочных машин у австрийцев на одной из них с согласия советской стороны была произведена опытная, ковка стволов калибра 4,5 мм для фирмы «Koval Arms» (Великобритания) с положительными результатами.
На Ижевском заводе австрийские ковочные машины стали осваиваться в 1972 году, первоначально на стволах калибра 7,62 мм для системы АКМ. Освоение производилось той же группой приемщиков машин у австрийцев под руководством главного инженера завода Б.Ф. Файзулина, являвшегося и главным инициатором внедрения ковочной ствольной технологии в массовое производство, его заместителя О. И. Собина и главного технолога М.И. Миллера.
Своевременное освоение нового прогрессивного метода нарезания стволов в массовой технологии имело весьма важное значение для дальнейшего технического развития оружейного производства.
Первые стволы, изготовленные по новой технологии, по боевым качествам показали вполне обнадеживающие результаты, однако в ходе освоения выявилась необходимость корректировки данного процесса и внесения некоторых дополнительных конструктивных изменений по стволу.
Для обеспечения возможности редуцирования произведено уточнение режима термообработки ствольной заготовки с учетом упразднения подкалки казенной части ствола на более высокую твердость. По длине ствола произведено выравнивание твердости. На утолщенной казенной части твердость понижена, а на остальном участке она несколько повышена. С учетом положительного опыта электрогидравлического нарезания стволов в чертеже произведено скругление внутренних и наружных углов нарезов радиусом 0,8 мм.
Процесс редуцирования в результате наружного обжатия заготовки при ковке оставляет в канале остаточные напряжения противоположной дорнированию реактивной направленности. Эта особенность редуцирования, как и при дорнировании, должна была учитываться при выполнении технологических операций по наружной механической обработке ствола.
Применение редуцирования, даже с учетом свойственной этому процессу недостаточно четкой проковки последних конусов патронника в зоне перехода к нарезной части, не сказалось на изменении прочностных, баллистических и боевых характеристик ствола, включая и большие перепады температур окружающей среды.
Но некоторые сомнения в этом все же возникали. Связанные с этим дополнительные сравнительные испытания автоматов с редуцированными и дорнированными стволами в специализированных исследовательских организациях подтвердили ранее сделанные выводы в пользу редуцирования (арх. 900-73).
Редуцирование каналов стволов с одновременным изготовлением патронника дало снижение трудоемкости изготовления этой детали по сравнению с дорнированием канала и изготовлением патронника путем обработки металла резанием примерно на 40 %. Не страдало при этом и качество изготовленных стволов, боевые свойства и эксплуатационная долговечность.
Применение редуцирования сокращало потребности в производственных площадях по ствольному участку, при этом повышалась и общая культура производства. Но не только в этом состоят преимущества данной технологии. Снижение трудоемкости изготовления ствола на 40 % не являлось высшим предельным достижением данного процесса в области технологий.
В условиях уменьшения калибра оружия, когда трудоемкость обработки канальной части ствола прежними методами резко возрастает, в не меньшей мере возрастает и преимущество редуцирования.
При определенных условиях оно может оказаться единственным методом изготовления стволов малого калибра без особых технологических сложностей.
Это показали предпринятые в конце 60-х годов поиски рациональной технологии изготовления стволов калибра 5,60 (5,45) мм. Полученный на Ижевском заводе при освоении редуцирования стволов АКМ технологический опыт, который был первым в отечественном оружейном производстве стволов среднего калибра, послужил базовой основой для проверки возможности применения этого метода и к стволам малого калибра.
Стволы калибра 5,45 мм. Первоначально этот калибр в перестволенных автоматах АКМ имел цифровое значение 5,60 мм, как диаметр канала, измеряемый по дну нарезов. В дальнейшем при перерасчете на диаметр по полям он перевоплотился в калибр 5,45 мм, каким он стал известен по автомату АК-74.
Многие оружейники и патронщики считали, что калибр 5,6 мм целесообразно было бы оставить без изменений, только считать его диаметром канала ствола не по нарезам, а по полям, как во всем оружии. Это создавало бы лучшие возможности для разработки пуль специального назначения.
Широкими технологическими исследованиями, проведенными на Ижевском заводе (И.А. Самойловым и В.А. Никитиным) в конце 60-х годов с участием организаций В.М. Сабельникова и В.И. Лазарева (инв. 5044-70), установлено, что из всех известных способов получения нарезов (строжка шпалером, дорнирование, редуцирование и ЭГН) лучшими и примерно равноценными между собой являются редуцирование и электрохимическое нарезание (ЭХН, ранее именовавшееся ЭГН). Поиски лучшей технологии и опыт изготовления первых партий стволов калибра 5,45 мм, предназначенных для новых автоматов различных конструкций, обнаружил резко возросшие по сравнению с калибром 7,62 мм технологические трудности выполнения операций по механической обработке глубокого канального отверстия.
Более трудоемкой с увеличением затрат времени стала операция правки стволов вследствие ухудшения видимости теневого треугольника в узком канале, обозначающего нарушение прямизны детали. В связи с уменьшением диаметра обрабатываемого отверстия соответственно снизились и прочностные качества канального инструмента (сверл, разверток, шпалеров, шустов), его жесткость и эксплуатационная долговечность. Наиболее резкие проявления и связанные с этим технологические трудности имели место при сверлении первоначального отверстия диаметром 4,8 мм, где стойкость инструмента в связи с увеличением продольных и крутильных колебаний была особенно низкой.
Снижало это и рабочую подачу инструмента. Увеличилась опасность поломки сверл из-за закупорки отверстий стружкой, что требовало повышенного внимания при наблюдении за процессом сверления. Это исключало возможность многостаночного обслуживания. Частая смена инструмента, ухудшенные условия отвода стружки не только снижали производительность технологических операций, но и косвенно влияли на качество обработки отверстий.
Поломки инструмента были свойственны и технологии сверления глубоких отверстий диаметром 6,45 мм под операцию дорнирования стволов калибра 7,62 мм, где по технологии предусматривалась специальная операция по удалению поломавшихся сверл примерно у 5 % ствольных заготовок.
Но при диаметре отверстия 4,8 мм поломки сверл существенно участились с одновременным увеличением и затрат времени на извлечение обломков инструмента из ствола.
Гладкая строжка, применявшаяся для улучшения чистоты канала и выравнивания его геометрических размеров, отличалась крайне низкой производительностью для стволов любых калибров, а калибра 5,45 мм в особенности.
Сверление отверстия диаметром 9,1 мм с последующей обработкой гладкого канала до размера 10,2 мм под редуцирование было куда проще.
Трудоемкость канальных операций по стволам калибра 5,45 мм применительно к процессу редуцирования по сравнению с технологией дорнирования стволов АКМ калибра 7,62 мм была меньше примерно на 60 %.
Метод одновременного редуцирования канала ствола и патронника был признан наиболее приемлемым для массового производства стволов. Он обеспечивал достаточно высокую точность получаемых размеров, исключая некоторые погрешности по 4 и 5-му конусам патронника, не оказывающие влияния на эксплуатационные качества оружия.
Качественное состояние канального отверстия не уступало ЭХН. Снижение трудозатрат по сравнению с методом ЭХН обеспечивалось более чем в 1,5 раза.
Положительный опыт освоения редуцирования в ствольном производстве был использован Б.Ф. Файзулиным и В.С. Письменским при переводе на процесс редуцирования изготовление корпуса дульного тормоза автомата АК-74 из сортового трубчатого проката. Это снизило общие затраты массового производства на изготовление дульного тормоза примерно на 50 %.
Истории поисков рациональной технологии изготовления автоматных стволов начала 50-х годов известна также попытка применения прессованных заготовок с наличием гладкого канального отверстия, образованного методом прессования горячего металла. Применение такой заготовки исключало из технологического процесса глубокое сверление канального отверстия.
Способ получения прессованной заготовки разработан в технологическом институте инженером Залесским. Сущность ее прессования заключалась в продавливании горячего металла из закрытого объема через отверстие (очко) штампа. Для образования канального отверстия на конце пуансона имеется оправка, входящая в сечение очка до начала выдавливания из него металла.
Серией технологических опытов и проведенными испытаниями «установлена принципиальная возможность применения полых заготовок для изготовления стволов» (арх. 2224-51, стр. 230). Изготовленные из прессованных заготовок стволы на завершающем этапе отработки данной технологии по своим баллистическим характеристикам, прочности и живучести не уступали стволам, изготовленным по штатной технологии (арх. 2440-51, стр. 14).
Полигоном они были рекомендованы «для проверки технологичности (в процессе изготовления серийной партии) и более широких испытаний служебных качеств» (арх. 2771-53, стр. 138).
В ходе производства в стволах из прессованных заготовок обнаруживались отдельные дефекты по канальной части, трудноустранимые технологией.
С учетом этого фактора, а также в связи с развернувшимися работами по совершенствованию штатной и созданию других новых технологий, работы по прессованным заготовкам в то время не получили дальнейшего развития.
назначение, виды и технологические схемы
- Назначение и технологические особенности
- Объемное и поверхностное дорнование
- Разновидности и технологические особенности
- Основные параметры
- Технологические схемы
Дорнование, которое часто называют дорнированием, позволяет создать на поверхности металлического изделия защитный слой, способный эффективно противостоять воспринимаемым нагрузкам.
Дорнирование оружейного ствола
Назначение и технологические особенности
В процессе эксплуатации любого изделия, в том числе и изготовленного из металла, основную нагрузку воспринимает его наружная поверхность, в то время как внутренние слои остаются практически нетронутыми. В качестве такой нагрузки, в частности, может выступать термическое воздействие, а также внешние факторы, приводящие к коррозии или интенсивному износу металла.
Основная задача, которую решает дорнование, являющееся методом обработки металлического изделия, заключается в том, чтобы обеспечить его надежную защиту от вышеуказанных негативных факторов. Дорнование – это инновационная технология, суть которой заключается в том, что внутреннюю поверхность отверстий, выполненных в металлических деталях, подвергают пластической деформации в холодном состоянии, за счет чего на них и формируется слой, отличающийся исключительными механическими характеристиками.
Дорн – инструмент для дорнования. Различают дорны качения и дорны скольжения
Дорнование, выполняемое при помощи специального инструмента, который передвигается по внутренней поверхности отверстия с определенной степенью натяга, позволяет решить следующие задачи:
- приведение размеров внутреннего сечения обрабатываемого изделия в соответствие с требуемыми значениями;
- устранение шероховатостей, имеющихся на внутренней поверхности обрабатываемого отверстия;
- улучшение прочностных характеристик металла, формирующего внутреннюю поверхность отверстия.
Если вы планируете выполнить дорнование, следует иметь в виду, что диаметр обрабатываемого отверстия должен быть всегда меньше поперечного сечения используемого инструмента на величину натяга.
Примеры деталей после дорнования
Объемное и поверхностное дорнование
Существует два вида дорнирования стволов и труб, при котором не образуется стружка, – объемное или поверхностное. При выполнении объемного дорнования обработка осуществляется по всему поперечному сечению заготовки. В результате такой технологической операции, выполняемой при помощи инструмента, оснащенного несколькими зубьями, можно сформировать поверхность, шероховатость которой будет находиться в интервале 0,04–0,63 мкм, а точность – соответствовать 11 единицам по шкале IT.
Схема объемного дорнования отверстий малого диаметра
При помощи объемного дорнования обрабатываются отверстия большой длины, трубные заготовки или изделия, выполненные в виде гильз. Такая операция, которой можно подвергать отверстия практически любой длины, сохраняя их прямолинейность, является хорошей альтернативой черновому растачиванию.
Схема обработки детали поверхностным дорнованием
При выполнении поверхностного дорнования можно получить внутреннюю поверхность, шероховатость которой будет находиться в пределах 0,04–0,32 мкм, а точность – соответствовать 6–9 единицам. При поверхностном дорновании отверстия на внутренней поверхности последнего создается упрочненный слой металла, поэтому эту технологию обработки с успехом можно применять в качестве альтернативы таким сложным операциям, как:
- шлифование;
- хонингование;
- развертывание;
- выглаживание.
Разновидности и технологические особенности
По технологическим особенностям выполнения дорнирование может быть свободным и несвободным. При свободном дорновании, которому преимущественно подвергаются бесшовные и электросварные трубы со стенками средней толщины, величина деформирования наружных поверхностей обрабатываемых изделий не оговаривается.
В зависимости от способа закрепления детали дорнование может быть свободным или в обоймах
Несвободному дорнованию преимущественно подвергаются внутренние отверстия в тонкостенных трубных изделиях. При выполнении такой технологической операции гарантируется отсутствие следующих последствий обработки:
- искривление оси обрабатываемой заготовки;
- снижение устойчивости заготовки в ее продольном направлении;
- наличие участков поверхности, выглаживание которых выполнено некачественно.

Чтобы обеспечить такое высокое качество обработки, при несвободном дорновании изделие закрепляют в специальных обоймах, отличающихся высокой жесткостью и упругостью. Нередко такую операцию совмещают с холодным редуцированием, в процессе которого диаметр обрабатываемого отверстия и инструмента уменьшаются под воздействием низких температур.
Варианты совмещенного процесса дорнования-редуцирования
Основные параметры
Специалисты руководствуются такими параметрами дорнования, как:
- обычный и относительный натяг;
- скорость выполнения;
- сила выполнения;
- относительная деформация.
Для нормального дорнования допуск на размеры обрабатываемого отверстия должен быть в несколько раз меньше половины натяга
Натяг, который является одним из основных параметров дорнования, представляет собой разницу между диаметрами обрабатываемого отверстия и размером поперечного сечения используемого инструмента. Если данный показатель слишком велик, то в процессе обработки не получится сформировать поверхность с требуемым уровнем шероховатости. Выбирая данный параметр, следует учитывать как степень пластичности обрабатываемого изделия, так и его прочностные характеристики. Под относительным натягом дорнования понимают величину, получаемую отношением размера обработанного или необработанного отверстия к величине обычного натяга.
При дорновании прикладываемая к инструменту сила раскладывается на осевую и радиальную составляющие
Под силой, с которой выполняется дорнирование, подразумеваются усилия, которые инструмент оказывает на стенки отверстия в радиальном и осевом направлениях. При помощи усилия, оказываемого инструментом в радиальном направлении, увеличивается поперечное сечение обрабатываемого отверстия, а сила, создаваемая дорном в направлении оси обрабатываемой заготовки, позволяет удалить мельчайшие неровности с ее внутренней поверхности.
Относительная деформация, измеряемая в процентах, дает возможность определить, насколько изменился при дорновании наружный диаметр обрабатываемого изделия.
Технологические схемы
Дорнирование, которое при наличии соответствующего оборудования и инструмента можно выполнить и в домашних условиях, осуществляется:
- методом растяжения;
- сжатием;
- путем комбинирования двух вышеуказанных методик.
Схемы дорнования отверстий
Выбор технологической схемы для дорнования влияет на величину осевой нагрузки, которой будет подвергаться обрабатываемое изделие. Если такая нагрузка будет слишком большой, она может стать причиной возникновения в обрабатываемой детали осевых напряжений.
При использовании схемы растяжения или сжатия нагрузка, создаваемая дорном, приходится на отдельные участки обрабатываемой поверхности, а комбинированный метод позволяет распределять нагрузку равномерно.
Схема деформации при обработке поверхности многозубым дорном
В последнее время объемное дорнирование все чаще выполняется по инновационным схемам, предполагающим использование пассивного, нейтрального и активного противонатяжения. Такие схемы, которые достаточно сложно реализовать в домашних условиях, предполагают применение специальных опор, выполняющих функции натяжных подвижных механизмов.
Чтобы в результате дорнования получить отверстие с меньшей шероховатостью стенок, необходимо выполнять такую технологическую операцию с более высоким натягом или провести предварительную механическую обработку отверстия.
Как нарезать ствол — Охотники.ру
Опытные охотники и стрелки знают, что качественный ствол для хорошей винтовки — это почти все. Конечно, на точность выстрела влияет и подгонка ложи к стволу, и наличие качественных патронов, и их баллистический коэффициент, и еще множество иных факторов. Но значимость обработки ствола, способа его нарезки в обеспечении точного боя переоценить невозможно.
В чем причина повышенного разброса попаданий из нарезного ствола? Причин достаточно. Это и излишне затянутые ложевые винты, ослабление монтажных колец прицела, нестандартный график давления в стволе, неправильная комбинация порохового заряда и пули. Но есть факторы, которые кардинально влияют на величину разброса.
ПАТРОННИК
Для оптимальной кучности патронник должен быть изготовлен очень тщательно. Выполненный с минимальными допусками патронник обеспечивает лучшую кучность, так как гильзу при этом меньше раздувает. Недопустимы радиальные и угловые отклонения патронника от оси ствола. Причина таких отклонений — технологичность (дешевизна) производства.
Если оружейный мастер изготавливает патронник из заготовки ствола вручную разверткой от полутора до двух часов, то в поточном производстве данная операция длится всего 40 секунд. Однако повлиять на разброс попаданий может только сильное отклонение оси патронника от оси ствола. Обнаружить такой дефект несложно. Следует взять калиберный патрон, закоптить пулю и ввести в патронник. Если следы нарезов отпечатаются несколько односторонне, а вам необходим высокоточный ствол, то такой ствол можете смело забраковать.
ИЗНОС СТВОЛА
После определенного настрела любой ствол начинает снижать показатели по кучности. Одинаковых стволов нет, поэтому и живучесть может различаться. В стандартных охотничьих калибрах, таких как .308 или .30-06, где используются прогрессивно горящие пороха, не вызывающие большого разгара канала ствола, его живучесть может достигать 8000 выстрелов без заметного увеличения рассеивания. А стволы под такие калибры, как .30-378 или 7.82 Warbid, едва справляются с настрелом в 800 выстрелов.
Износ заметен в оружии по растущему статистическому показателю рассеивания. Износу подвержены преимущественно переходной конус — та часть канала ствола, где пуля входит в нарезы, и дульный срез — там, где пуля покидает канал ствола. Медленно, но переходной конус выгорает под действием пламени и пороховых газов. Характерная сетка разгара хорошо заметна в переходном конусе изношенного ствола с хромированным каналом. Как следствие разгара, растет так называемая глубина посадки. Патрон, введенный в патронник, уже не упирается пулей в нарезы, и при выстреле пуля приобретает свободный ход до врезания в нарезы. Дульный же срез легко изнашивается даже в процессе чистки. Его легко повредить металлическим «ершиком» или шомполом, если не соблюдать аккуратность.
Грамотная чистка и соблюдение температурного режима ствола во время стрельбы также продлевают его срок эксплуатации и характеристики. Однако если ствол чистить веществами на основе аммония или хлоратами, то они выходят из стали слишком долго, что может иметь нежелательные последствия. Многие винтовки из нержавеющей стали страдают более от небрежной чистки, чем от чего-либо другого.
Больше всего на износ ствола влияют температура и трение пули. Максимальных значений температура и трение достигают в районе перехода из патронника в нарезную часть ствола. Патроны «магнум» за счет большой скорости пули, большего трения и более высокой температуры пороховых газов ускоряют износ ствола.
Следствием всех вышеописанных дефектов — несоосность канала ствола и патронника, разгар переходного конуса, растертость дульной части ствола, а также дефекты затвора — является возникновение при выстреле высокочастотных колебаний ствола, негативно влияющих на рассеивание.
СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И ЕГО КАЧЕСТВО
Этот фактор наиболее сильно влияет на кучность по сравнению с другими. Качество ствола определяют жесткие стандарты производителя и качество металла, а не вид нарезки.
Известно, что нарезные стволы изготавливают, как правило, тремя способами: «нарезка», «дорнирование» и холодная ковка. Правда, не каждый высококлассный стрелок сможет разъяснить, в чем же заключается превосходство одного способа над другим. Из любой заготовки с хорошо снятыми внутренними напряжениями, изготовленной из качественной ствольной стали — нержавеющей или хромомолибденовой, — имеющей ровную поверхность, прошедшую хонингование, может выйти качественный ствол.
В зависимости от калибра и давления, развиваемого в патроннике, для изготовления ствола используют одну из трех распространенных ствольных сталей. Для стволов под патроны кольцевого воспламенения калибра .22 используется сталь марки 1137 (отечеств. аналог — сталь 35Г2). Для стволов под патрон калибров от .243 до .30-06 стандартной является CrMo сталь марки 4140 (отечеств. аналоги — стали 42ХМ и 38ХМА). Матчевые стволы сегодня принято изготавливать из патентованного сплава марки 416R (отечеств. аналог — сталь 20Х13).
«Нарезка» — наиболее старый способ изготовления нарезных стволов, который заключается в многократном проходе резца по каналу ствола, при этом за один проход обрабатывается только один нарез. Нарезы изготавливаются при помощи специального инструмента, режущая кромка которого двигается по одному нарезу и проходит его за один оборот заготовки. За один проход нарезы углубляются на 5 микрон. Когда процесс завершен, резец отжимается, возвращается в патронник, и затем операция повторяется. Так как для достижения нужной глубины одного нареза требуется примерно 25−30 проходов, этот процесс продолжается довольно долго. Хотя изготовление нарезов резанием трудоемкий и, кроме того, дорогой метод, на его применение идут, чтобы обеспечить точный выстрел.
«Дорнирование» наиболее простой и дешевый способ создания нарезного ствола. После порезки и нормализации заготовки сверлят, затем развертывают и хонингуют. Хонингование (англ. honing от to hone — точить) — отделочная обработка внутренних поверхностей мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговального станка. Хон вращается и одновременно совершает возвратно-поступательные движения. И только после этого приступают непосредственно к «дорнированию».
Дорн представляет собой очень твердый стержень, сделанный из карбида вольфрама, с выемками для полей и выступами для нарезов. Его продавливают сквозь канал ствола с силой около 80 000 ньютонов. В результате образуются нарезы с необходимыми параметрами (число, глубина, шаг). Так как обработке подвергается лишь внутренняя поверхность заготовки, то возникающие в процессе дорнирования напряжения относительно невелики. Для их устранения заготовки еще раз нормализуют в вакуумной печи в азотной среде.
Методика дорнирования совершила революцию в послевоенной оружейной промышленности, изменив традицию изготовления стрелкового оружия.
Используя качественную сталь, опытный мастер может изготовить за день сотни стволов с почти идентичным внутренним диаметром. Наиболее важным моментом этого способа получения нарезного ствола является значительное снижение стоимости качественного ствола.
«Холодная ковка» — метод ковки на оправке — был разработан в 1930-х годах в Германии. Процесс довольно дорогостоящий, его, как правило, используют крупные производители оружия. Как следует из названия этого метода, в процессе ротационной ковки молот обжимает ствол. По мере того как проковывается ствол, продвигается и поворачивается оправка. Процесс занимает три минуты, причем получившийся ствол требует минимум машинной обработки и доводки до нужных размеров.
При ковке на оправке молекулярная структура уплотняется, в результате чего канал ствола имеет тенденцию к сужению у дула. Считается, что это сужение уменьшает деформацию пули, дает более высокие начальную скорость и точность, но уменьшает срок жизни ствола. Преимущество, которое дает метод изготовления с помощью пуансона и холодной ротационной ковки на оправке, это то, что канал ствола более ровный и гладкий, чем при нарезании. Последующая термобработка имеет целью снять внутренние напряжения в стволе, негативно влияющие на отклонение СТП (средняя точка попадания) при его нагреве. В отсутствии напряжений в стволе и состоит фактическая основа рекламы о преимуществах тех или иных технологий.
Теоретически считается, что «нарезка» позволяет изготовить наиболее точные стволы, а «дорнирование» наименее точные. На практике все обстоит не так просто. Поэтому правильнее будет считать, что любым из способов можно получить как хороший по характеристикам, так и плохой ствол. Необходимо помнить, что абсолютно прямых и идеальных стволов не существует. Главное, понять, какой степени кучности вы пытаетесь добиться.
ПОДБОР БОЕПРИПАСА
Подбор патрона сводится к поиску наиболее прогнозируемой вибрации ствола, чтобы пуля покидала ствол при одном и том же пространственном положении дульного среза. Повреждение донца пули ведет к резкому ухудшению кучности.
ДУЛЬНЫЙ СРЕЗ СТВОЛА
Пуля должна покидать ствол правильно, и отвечает за это дульный срез. Если дульный срез выполнен с наклоном по отношению к оси ствола, то пороховые газы, истекающие за пулей, создают реактивный эффект, который отклоняет пулю и приводит к ухудшению кучности. Такой же эффект наблюдается, если дульный срез имеет выщерблены или повреждена околодульная нарезная часть ствола. Дульный срез должен быть ровным по всей окружности, любые отклонения от нормы серьезно ухудшают кучность.
ПОДГОНКА ЗАТВОРНОЙ ГРУППЫ И ЗАТЯЖКА ЛОЖЕВЫХ ВИНТОВ
Подобные манипуляции могут улучшить показатели хорошо изготовленного ствола, но заставить точно стрелять дефектный ствол они не в состоянии. Затяжка винтов не должна быть излишней, но проверять ее необходимо постоянно.
Затворная группа, расположенная со смещением относительно оси ствола, может частично ухудшить кучность винтовки, все же качество изготовления ствола в гораздо большей степени влияет на кучность. Вообще покупка даже высокоточного ствола в специализированной фирме — это всегда лотерея. Для осмотра канала ствола требуется эндоскоп, а такой дефект, как дегрессивный шаг нарезки — переход к более длинному шагу, особенно в ближней к дульному срезу части ствола, — вообще не различим.
В целом можно сказать, что изготовление высококачественной винтовки процесс весьма трудоемкий, который в большей степени основывается на опытном подборе всех комплектующих и патрона.
Но в то же время этот вопрос мало изучен, так как существует масса серийных моделей винтовок, которые отличаются отменным кучным боем, несмотря на невысокое качество
деталей, из которых они собраны.
ПРОЩАЙ, МОЛОДОСТЬ!
|
Фото Алексея Клишина |
Фото ГП «ПРОМТЕХНОЛОГИИ»
|
Фото ГП «ПРОМТЕХНОЛОГИИ» |
Фото Антона Журавкова
|
Фото Антона Журавкова
|
Изготовление затворных групп для высокоточного оружия, их подгонка требуют современного прецизионного оборудования и пунктуального соблюдения технологического процесса. |
Фото Антона Журавкова
|
Фото Антона Журавкова
|
Оружейная ложа. Возможность регулирования под конкретного стрелка делает ее универсальной. |
Фото Антона Журавкова
|
Владимир Синцов
3 апреля 2012 в 00:00
Технологическая линия для производства стволов к нарезному оружию
Процесс изготовление ствольной заготовки или бланка нарезного ствола стабильно высокого качества требует не только современного оборудования, но и специальных знаний и подходов, понимания ствольных технологий и оружейных стандартов.
Наша компания, опираясь на собственную экспертизу производства высокоточных стволов, предлагает комплекс специализированного оборудования, который позволит производить до 10000 высококачественных стольных заготовок в год с минимальными производственными затратами.
В цепочке технологических операций промышленного выпуска стволов применяются как универсальные станки, так и специализированное (изготовленное на заказ) оборудование. Его производят в мире считанные единицы компаний.
Состав линии носит рекомендательный характер и может быть скорректирована в зависимости от пожеланий заказчика, или с учетом имеющегося у него технологического оборудования.
Специализированные операции и предлагаемое оборудование
1. Глубокое сверление
Операция по получению сквозного отверстия в ствольной заготовке, одна из самых сложных и ответственных технологических операций.
Применяется специальный станок глубокого сверления с ЧПУ , может поставляться в 1, 2-х и 3-х шпиндельном исполнении, с глубиной сверления до 1300 мм., максимальный диаметр сверления до 25 мм.
2. Внешнее оконтуривание
Специальная операция для придания внешней формы заготовки с высокой точностью, чтобы добиться совпадения внешнего контура и оси канала ствола.
Применяется модернизированный токарный станок с ЧПУ, оснащенный дополнительными управляемыми люнетными системами поддержки заготовки.
3. Развертка канала ствола
Специализированная операция для выравнивания поверхности канала ствола после глубокого сверления.
Применяется специальный станок с ЧПУ для развертки канала (1 или 2-х шпиндельный) с многолезвийными развертками.
4. Хонингование
Специальная операция по доводке внутренней поверхности канала ствола до необходимых значений шероховатости.
Применяется специальный горизонтальный хонинговальный станок с ЧПУ, одношпиндельный.
5. Очистка канала ствола
Операция по удалению остатков масла и абразивных частиц перегретым паром.
Применяется специальная очистная установка.
6. Профилирование канала ствола или получение нарезов
Мы предлагаем четыре способа получения нарезов:
6.1. ЭХО (элекрохимическая обработка) Получение нарезов в процессе окислительно-восстановительной реакции при прохождении через канал ствола катода с профилем нарезов. Метод позволяет обрабатывать любые стали и цветные металлы, при любой степени твердости. Активно применяется в Туле, Ritter Stark (Австрия). Скорость изготовления нарезов от 30 до 60 мм. в минуту.
Применяется специальный станок ЭХО с ЧПУ.
6.2. Шпалерное строгание (или однопроходное резание) Является самым точным методом с точки зрения геометрии канала ствола. Имеет ограничение по применяемым материалам. Активно применяется в в Bartlein (США), Krieger (США), ORSIS (Россия). Время обработки одного ствола от 120 минут.
Применяется специальный станок с ЧПУ для однопроходного резания.
6.3. Дорнирование Получение нарезов в канале ствола протягиванием твердосплавного дорна (головки) через канал и формирование профиля нарезов давлением. Имеет ограничение по применяемым материалам, требует последующей термической обработки для снятия напряжений. Применяется в Shilen (США), Hart (США), Lilja (США), Лобаев (Россия).
Применяется специальный станок для дорнирования с ЧПУ
6. 4. Ротационная ковка Ковка ствольной заготовки на специальной оправке (дорне), Применяется в FN Herstal (Бельгия), Steyer Manlicher (Австрия), Sako (Финляндия), Blaser (Германия). Наиболее производительный метод получения стволов, рекомендуем рассматривать при плане выпуска более 25 000 стволов в год.
Применяется специальный станок ротационной ковки с ЧПУ.
7. Свинцевание
Специальная обработка притиром из свинцового сплава с абразивными составами, для доведения шероховатости в нарезах после профилирования до необходимы значений.
Применяется специальный свинцевальный станок с ЧПУ.
8. Финишная полировка
Специальная операция по доводке канала ствола для пневматического и малокалиберного оружия, применяющих свинцовые безоболоченные пули.
Применяется специальный станок для суперфинишной полировки с ЧПУ.
9. Разворачивание патронника и обработка дульного среза
Операция получения готового ствола, с соединительной резьбой (или без таковой в зависимости от конструкции оружия), патронником с заданными параметрами и дульным срезом с коронкой необходимой формы.
Применяется:
9.1. Модернизированный токарный станок с ЧПУ.
или
9.2. Специализированный, высокопроизводительный, двухсторонний станок с ЧПУ.
Выбор кучного ствола для высокоточной стрельбы
Спортивная высокоточная стрельба в Украине оживает после вынужденного перерыва. Соревновательная активность стрелков — как ветеранов, так и новобранцев — настолько высока, что состязания и турниры теперь проводятся даже в неблагоприятных зимних условиях. Конкуренция заметно обострилась, равно как и «гонка вооружений».
Статистика свидетельствует: чтобы претендовать на призовые места, заводской винтовки среднего класса в «старом добром» .308-м калибре бывает уже недостаточно.
Соответственно, среди любителей высокоточной стрельбы начал формироваться спрос на так называемое «кастом»-оружие, то есть созданное на заказ и по спецификациям самого стрелка. Параллельно очень остро встал вопрос «перествола» — замены бюджетного либо изношенного заводского ствола винтовки на новый более высокого класса (и часто — в другом калибре). Хорошо, что в Украине наконец-то появляются компании, специализирующиеся именно на таком сервисе.
Однако пресловутая проблема выбора, которая в области высокоточного оружия и так не облегчает жизнь, в случае со стволами возведена в «надцатую» степень. Здесь существует такое количество верований, легенд, мифов и анекдотов, что даже просто встретить двух стрелков со схожими взглядами — это уже целая удача. Случается такое очень редко, поэтому в словесных баталиях на тему стволов в Интернете уже стоптана не одна клавиатура. А воз (в смысле, ствол) — и ныне там. А ведь на моей винтовке его уже давно пора заменить…
Что ж, в тех областях, где у меня нет собственного опыта, я предпочитаю набираться ума-разума на опыте чужом. Прежде всего заокеанском, благо в США замена ствола на матчевой винтовке является для любого стрелка делом совершенно обыденным и привычным. А поскольку ствольных производств в этой стране больше, чем во всем остальном мире, то и информации на эту тему в англоязычной оружейной прессе публикуется предостаточно — в отличие от нашей отечественной.
В данную статью вошли результаты моих изысканий на практическую тему «как выбрать кучный ствол», а также итоги более глобального исследования — о том, какие именно факторы влияют на кучность боя ствола, как они это делают, и почему так происходит. Список публикаций, которые показались мне наиболее полезными, приведен в конце статьи.
Что нам стоит ствол построить?
Создание нарезного ствола для длинноствольного оружия (винтовки) представляет собой непростую инженерную задачу. Однако она была успешно решена еще в 1500-х годах оружейниками славного немецкого города Нюрнберга. С тех пор нарезные стволы в стрелковом оружии пришли на смену гладкоствольным — и пока что не собираются уходить со сцены.
Итак, общеизвестно, что производство стволов имеет несколько основных этапов, знание и понимание которых важно для дальнейшего обсуждения. А это:
1) выбор стали и ее термическая обработка;
2) глубокое сверление заготовки;
3) развертывание и хонингование;
4) формирование нарезов;
5) хонингование и доводка;
6) формирование контура, придание габаритов;
7) развертывание патронника и установка ствола в винтовку.
На бумаге все выглядит довольно просто. Однако в реальности все эти этапы требуют как применения особых технологий и оборудования, так и большого опыта и глубоких знаний мастера, который их использует. Ведь достаточно ему «схалтурить» на любом из них, и о действительно кучной стрельбе из такого ствола можно будет даже не мечтать! А значит, стоит рассмотреть каждый этап чуть более подробно.
Ствольные стали и их выбор
По словам оружейника Джеффри Кобла, с точки зрения материаловедения ствол представляет собой, прежде всего, сосуд высокого давления. При выстреле стали ствола приходится испытывать чудовищные мгновенные нагрузки (вплоть до 4000 кг/см2!) и стоически переносить их на протяжении многих сотен, а то и тысяч выстрелов, удерживая и направляя огромную разрушительную силу пороховых газов на разгон пули по каналу ствола, а не на иные деструктивные действия.
Стрелковый спорт — хобби затратное. Стреляете ли вы PRS или F-Class, рано или поздно у вас возникнет необходимость сменить ствол
Для столь сложной задачи подходит далеко не всякая сталь, однако марок оружейной стали насчитывается довольно большое количество. Здесь нужно знать, что в современном ствольном производстве выделяют два класса сталей, которые радикально отличаются по своим свойствам: так называемая «черная», то есть хромомолибденовая сталь (марок 4140, 4150, 4340), и «нержавейка», коррозионно-устойчивая мартенситная сталь с высоким содержанием хрома и некоторым процентом серы (марки 416).
Что из них лучше — извечный вопрос, отвечать на который можно по-разному. К достоинствам стволов из «нержи» относятся простота ухода за ними, их долговечность, точность, а также низкая загрязняемость продуктами выстрела (медью). По свидетельствам оружейников, нержавеющие стволы начинают стрелять максимально кучно сразу же после обкатки, в то время как «черные» выходят на оптимальную кучность постепенно, иногда по достижении 500-1000 выстрелов.
В то же время считается, что при должном и регулярном уходе «черный» ствол утрачивает кучность по мере настрела медленнее, причем процесс ее ухудшения будет постепенным — снятый с матчевой винтовки, такой ствол еще можно будет сделать тренировочным либо охотничьим. А вот стволы из нержавеющей стали «умирают» гораздо резче — иногда прямо посреди важного матча, — и «оживить» их после этого уже не получается.
Статистика гласит, что в настоящее время подавляющее большинство штучных высокоточных стволов изготавливают из нержавеющей стали марки 416. В то же время в массовом оружейном производстве применяется преимущественно «черная» сталь, поскольку методы ее обработки позволяют выпускать готовые стволы гораздо быстрее. Поэтому неудивительно, что готовая заводская винтовка чаще всего покупается с родным «черным» стволом, а затем ему на замену устанавливается заказной из нержавеющей стали.
В любом случае из соображений безопасности стволы нарезного оружия закаливаются до невысокой твердости — не выше 25-32 HRC — и в процессе изготовления несколько раз проходят процедуру отпуска для снятия внутренних напряжений в заготовке, вызванных ее механической обработкой.
Сверление и хонингование
Если вы когда-нибудь пробовали проделать глубокое и идеально ровное отверстие в чем-либо с помощью дрели, то наверняка понимаете, насколько это непростое дело. Безусловно, в ствольном деле используются свои методы. Вращению обычно подвергается ствол, а не сверло, которое здесь больше похоже на карбидный резец. Процесс сверления осуществляется на низкой скорости, и на одну заготовку уходит порядка получаса.
Станок для сверления ствольных заготовок
Сверление и формирование нарезов в канале ствола — процесс особый, и здесь применяются специальное оборудование и специфические станки, которые не используются в других видах оружейных работ. Это одна из причин, почему производители стволов часто независимы от производителей готового оружия и специализируются только на стволах и ни на чем больше.
Заготовка
Сверло оставляет характерные отметки — а ведь для того, чтобы нарезной ствол вышел кучным, его канал еще до формирования нарезов должен быть идеально круглым и ровным, а также иметь абсолютно одинаковый диаметр по всей своей длине. Поэтому канал ствола не просто сверлится, но в дальнейшем еще и протачивается разверткой и шлифуется, а иногда и дополнительно хонингуется для максимальной однородности поверхности.
Насколько удастся приблизиться к эталону, зависит от инструментов и мастерства оператора, а также качества и однородности стали в заготовке — ведь небольшие локальные изменения твердости вполне способны повлиять на ход сверла либо развертки. В итоге вкрапления и изъяны стали могут оказаться участками, на которых пуля при разгоне будет «спотыкаться», а то и частично деформироваться своей оболочкой. Разумеется, это негативно скажется на кучности.
Первые станки для формирования нарезов в канале ствола методом строгания были довольно примитивны
Кстати говоря, именно конструкция развертки и технология ее применения после сверления обычно являются одним их важнейших «ноу-хау» каждого производителя стволов. Ведь очень важно также получить одинаковый диаметр канала ствола от патронника до самого дульного среза. Если со стороны дульного среза диаметр окажется даже на самую малость больше, то желанной кучности снова-таки не будет. А вот более свободный ствол со стороны патронника, наоборот, вполне допустим.
Все эти нюансы выверяются на производстве с помощью специальных приборов — нутромеров и воздушных датчиков. Самостоятельно проверить такое при выборе готовой винтовки крайне сложно, а излюбленный в народе промер ствола калибрами актуален лишь для изношенного армейского оружия, так как способен диагностировать только изменение диаметра ствола по полям нарезов. А это лишь половина дела.
Формирование нарезов в канале ствола
Исторически первым способом выполнения нарезов в канале ствола было их строгание (cut rifling), и этот способ во многих кругах до сих пор считается непревзойденным с точки зрения качества. Одноточечное шпалерное строгание, выполняемое на синусных станках производства Pratt & Whitney, достигло совершенства в 1940-х гг., после чего ему на смену пришли более быстрые и дешевые технологии.
Станки Pratt & Whitney серии «B» для нарезки стволов методом шпалерного строгания созданы в начале Второй мировой войны — и до сих пор в строю
Метод строгания требует сложного оборудования, большого опыта и продолжительных временных затрат. Однако у него есть несомненные преимущества: прежде всего, строгание не вносит в сталь ствольной заготовки дополнительных напряжений. Также важно, что методом строгания можно выполнить в стволе любую конфигурацию нарезов, какую только хочется заказчику. Можно специфицировать соотношение площади нарезов и полей, их количество, а также выдержать шаг нарезов с точностью до тысячной дюйма. Можно экспериментировать с так называемыми прогрессивными твистами и т. д. — другими словами, возможности здесь почти безграничны, если позволяют средства.
Методом строгания стволы изготавливают Bartlein, Border, Brux, Hawk Hill Custom, Krieger, Obermeyer.
Станок для нарезки стволов методом дорнирования
Вторым по популярности и распространенности в высокоточной стрельбе методом изготовления нарезов является дорнирование (button rifling). Через гладкий канал ствола протягивают (иногда — проталкивают) твердую «пуговку»-дорн веретенообразной формы, выполненную из карбида вольфрама. Своими выступами эта «пуговка» выдавливает в стали канавки-нарезы, уплотняя и смещая металл в этих местах.
Основной инструмент — дорн
Дорнирование — более быстрый и дешевый способ получения нарезов, чем строгание: на изготовление одного ствола уходит не более минуты, а машина для дорнирования несравнимо проще и дешевле, чем синусный станок. Звучит прекрасно, но сама технология довольно сложна — она была отлажена в середине прошлого века на заводах Remington, в том числе небезызвестным Майком Уокером, «отцом» винтовки Remington 700. Однако создание высококачественных стволов с помощью дорнирования также имеет массу нюансов.
Во-первых, сталь обладает «эффектом памяти» — поэтому «пуговка» дорна имеет диаметры на несколько тысячных дюйма больше, чем необходимо. Во-вторых, нужно следить за равномерностью прохождения «пуговки», для чего очень важно правильно подобрать смазку. В местах, где сталь заготовки ствола более твердая, пуговка может сместиться, и глубина нареза здесь может оказаться меньше, чем с противоположной стороны. А это — брак. Также при дорнировании непросто поддерживать равномерность закручивания нарезов. Если при производстве будет допущено проскальзывание, и шаг нарезов, пусть даже очень ненамного, изменится от крутого к более пологому — такой ствол, увы, кучно стрелять не будет.
Дорнирование оставляет в стволе массу напряжений, которые необходимо снять дополнительной термообработкой. И все равно полностью избавиться от напряжений удается не всегда. В результате при дальнейших операциях со стволом (формировании контура, нанесении каннелюр) они могут сказываться в виде локальных микроизменений геометрии его канала. Но по сравнению со следующим методом производства стволов — это все цветочки. Пока же отметим, что в бенчресте конкуренция между строгаными и дорнированными стволами продолжается довольно длительное время, и в руках именитых стрелков обе технологии демонстрируют великолепные результаты.
Дорнированные стволы выпускают Anschutz, Benchmark, Broughton, Criterion, Douglas, Hart, Lilja, Lothar Walther, Schneider, Shilen, Spencer, Wilson Arms и многие другие. Из производителей заводских винтовок это, к примеру, Savage Arms.
Наконец, в период Второй мировой войны в Европе зародился и получил распространение сверхбыстрый метод получения нарезных стволов в промышленных количествах — холодная ковка (hammer forging). Придумали и разработали его, разумеется, немцы, которым необходимо было выпускать огромное количество стволов для MG42 и других пулеметов. В процессе холодной ковки просверленная болванка подвергается ротационной проковке вокруг оправки с зеркальным изображением нарезов, в ходе этого процесса удлиняясь на добрую треть, «худея» также примерно втрое и приобретая завершенный контур ствола. Современные ковочные машины позволяют выполнить ствол необходимого контура сразу с патронником нужного калибра — и все это буквально за считанные минуты!
Деформация стали при ковке, с одной стороны, упрочняет ее, благодаря чему кованые стволы отличаются завидной живучестью. С другой же, ковка вносит в сталь ствола чудовищное количество напряжений, снять которые будет очень сложно даже двойным отпуском или криогенной обработкой. В результате в стрелковом спорте отношение к кованым стволам сложилось неоднозначное: кто-то полагает их лучшими стволами из всех, другие же и вовсе не рассматривают всерьез. Также заметим, что коваными обычно бывают стволы, изготовленные из хромомолибденовой стали — 416-я «нержавейка» холодной ковке поддается плохо, и вместо нее используется сталь марки 410 с несколько пониженным содержанием хрома.
Особо стоит отметить, что ковка стволов — удел больших оружейных корпораций, которым необходима максимальная производительность и большое количество стволов. Ведь холодную ковку невозможно выполнить в условиях небольшой мастерской: современная ковочная машина стоит до миллиона долларов! Поэтому ковкой изготавливают стволы лишь компании, выпускающие оружие крупными партиями. Это Remington, Ruger, Steyr, Sako, FN, Heckler & Koch, Sauer, Blaser и ряд других. И следует отметить, что недостатки технологии холодной ротационной ковки никак не мешают этим компаниям выпускать спортивно-охотничье и снайперское оружие высшей категории качества, которое стреляет очень хорошо.
Машина для ротационной холодной ковки стволов — дорого, громко, быстро
Что лучше? По мнению многих авторитетных стрелков, в современном производстве важен уже не столько конкретный метод изготовления ствола, сколько знание и соблюдение всех тонкостей выбранной технологии. И действительно, в США в разнообразных соревнованиях регулярно побеждают стволы разных производителей — как дорнированные, так и строганые; и спрос на них определяется по большей части… модой!
Что касается конфигурации и количества нарезов, то в этом вопросе до сих пор царит разнообразие. Предлагаются стволы с количеством нарезом от трех до восьми, также все еще актуальны полигональные нарезы, а в последнее время особо модной считается нарезка типа 5R и т. д. Это говорит о том, что единого верного рецепта здесь нет, и правильно выполненный ствол с любым количеством и формой нарезов будет стрелять кучно. Что же касается экспериментов с отношением между размерами нарезов и полей, то известно лишь, что узкие и низкие поля меньше деформируют пулю, однако же быстрее изнашиваются и выгорают. Впрочем, это и так очевидно.
Компания Steyr гордится этой технологией, и ее стволы несут на себе отпечатки ковочных молотов
Важное замечание: стволы, выполненные методом дорнирования и ковки, лучше не подвергать значительной механической обработке — то есть покупать их желательно сразу же в нужном контуре. Изменение наружных размеров таких стволов, выполняемое срезанием массы стали, из-за неснятых остаточных напряжений и «памяти» металла может приводить к возникновению искажений геометрии канала ствола. Скажем, если ствол при дорнировании был цилиндрическим, а затем оружейник выполнил его оконтуривание под конус и снял заметную часть диаметра на дульном срезе, то это может привести к расширению канала и появлению «раструба» — и, соответственно, падению кучности.
Еще один момент: каннелюры, которые иногда делают на матчевом оружии для снижения его массы и улучшения охлаждения (а по правде, чаще всего просто для красоты). Их можно без проблем выполнить на строганом бланке, но не очень желательно делать на бланке дорнированном — по вышеупомянутым причинам. Ну, а что касается ковки, то благоразумнее всего будет никак не видоизменять геометрию такого ствола после его выхода из ковочной машины.
Доводка, полировка и контроль качества
После формирования нарезов все матчевые стволы проходят финишную шлифовку (lapping), полировку и контроль качества. Для получения необходимой шероховатости внутренней поверхности канала (а она не должна быть ни чрезмерно шершавой, ни слишком гладкой) производитель выполняет шлифовку с помощью свинцового притира и абразивных паст. В ходе финишной шлифовки размеры нарезов и полей приводятся в соответствие с номинальными, заданными заказчиком. Как правило, стволы высшего качества имеют отклонения не более 0,0003″ от номинального диаметра, причем по всей длине канала ствола.
Заводские стволы можно дополировать правильным применением специальных паст
Здесь самое время оговориться: финишная шлифовка выполняется вручную, отнимает много времени и сил, а значит — довольно затратна и дорога. Поэтому ее делают только производители стволов топ-класса. Большинство же заводских винтовок нижней и средней ценовой категории имеют неполированные стволы, и с помощью бороскопа в них очень хорошо видны поперечные и продольные марки, отметки от инструмента и другие изъяны.
Некоторые стрелки считают, что данную ситуацию можно пытаться исправить самостоятельно — с помощью полировочных паст типа J-B или Iosso. Их грамотное применение на бюджетных заводских стволах действительно чаще всего дает положительный результат (детальнее мы рассказывали об этом методе в одном из предыдущих номеров журнала). Однако не надейтесь в домашних условиях получить такое же «зеркало» поверхности канала ствола, как у кастом-изделий — это крайне маловероятно.
Качество канала заводского ствола и ствола премиум-категории заметно отличается при изучении в бороскоп
Что же касается шлифовки с использованием свинцового притира и абразивов, то выполнять ее на готовом стволе не стоит. Во-первых, этим вы однозначно «просадите» диаметры ствола на несколько сотых миллиметра, чем сократите срок его службы. Во-вторых, в процессе притирки на концах ствола неизбежно формируется «раструб» — некоторое увеличение диаметра по сравнению со средней частью. Из-за этого от ствольной заготовки со стороны будущего дульного среза обычно отрезается и выбрасывается фрагмент длиной 30-150 мм. В случае с готовым стволом так сделать наверняка не получится, и в результате вред от подобного рукоприкладства может превзойти пользу.
Финишная полировка канала ствола выполняется вручную, отнимая много времени и сил
Здесь же нужно отметить, что хорошо стрелять могут и даже очень шероховатые стволы, что регулярно наблюдается, к примеру, у винтовок Savage Arms: видимый в бороскоп «рашпиль» внутренней поверхности не мешает им кучно стрелять и попадать. А вот загрязняться (и, соответственно, чиститься) шершавый бюджетный и дорогой штучный стволы будут совершенно по-разному. В первом случае это может быть многочасовая процедура с большими затратами «химии» и сил либо интенсивное использование паст. Во втором же чистка может ограничиться несколькими проходами ерша и десятком патчей с не самой агрессивной оружейной «химией».
Формирование контура и придание габаритов
На этом этапе предстоит решить два извечных вопроса, которые изводят стрелков от самого появления нарезного оружия. Первый и самый важный: насколько толстым должен быть ствол, чтобы показывать наилучшую кучность?
Контуры стволов, применяемых
в высокоточной стрельбе PRS
Поперечное сечение канала нарезного ствола
Безусловно, более толстый ствол с точки зрения кучности весьма желателен — двух мнений здесь быть не может. Однако в стремлении получить максимум от заказного матчевого ствола высшей категории некоторые стрелки частенько перегибают с его толщиной. А точнее, не задумываются о такой штуке, как вывешенная масса — ведь у современных высокоточных винтовок ствол обычно свободно вывешен и крепится в ресивере винтовки на резьбовом соединении. При этом длина резьбового участка составляет всего 30-40 мм, в то время как длина самого ствола может доходить до 760 мм — и это при толщине 21- 25 мм на дульном срезе! Все это приводит к тому, что масса вывешенного участка ствола может достигать 4 кг и более. Представляете, какой изгибающий момент создает эта, выражаясь языком сопромата, «консольная балка»? И всю эту нагрузку воспринимает ресивер, а ведь у типичной винтовки он обычно имеет множество ослабляющих вырезов и отверстий — окно выброса гильзы, вырез под шахту магазина… И, соответственно, иногда ослабленный ресивер не способен удержать такую нагрузку без заметной деформации своей геометрии даже в состоянии покоя. Что уж говорить о выстреле…
Типы нарезов винтовочных стволов
Дабы не растекаться мыслию по древу, конкретизируем: чем длиннее ствол, тем тоньше должен быть его контур при прочих равных! Некоторые оружейники (и прежде всего, сам производитель), например, считают неблагоразумным устанавливать в стандартный ресивер Remington 700 ствол более толстого контура, чем Remington Varmint/Sendero (длина с патронником — 660 мм, диаметр на дульном срезе — 21 мм), и в этом есть резон. Если же вам непременно нужно вкрутить на замену худенькому заводскому стволику длинный и толстый «лом», то не забудьте о полном беддинге с формированием «постели» не только под ресивером, но и под казенной частью ствола. Либо же вообще задумайтесь о переходе на крепление типа «ствольный блок», при котором свободно вывешенным будет ресивер винтовки. И, кстати же: подобные меры являются почти обязательными, если ресивер вашего оружия не стальной, а алюминиевый либо титановый.
Какую длину ствола выбрать?
Это дело вкуса, но если совсем кра тко, то самые практичные значения — от 20 до 26“ (510-660 мм). Ствол может быть короче, если дистанции стрельбы ограничены короткими и средними расстояниями, или длиннее — для больших и запредельных. Но опять же: более короткий ствол можно будет оставить более толстым, а это обеспечит ему большую жесткость и, вероятно, лучшую кучность! Также имеет смысл делать его более коротким, если планируется стрельба преимущественно с применением саунд-модератора — для сохранения оптимальной длины и баланса всего оружия.
Безусловно, в каждом калибре и для каждого стрелка оптимальным значением длины ствола будет свое собственное. Однако помните, что, согласно экспериментальным данным, для большинства обычных калибров сокращение длины ствола на 10 см дает снижение начальной скорости на 20-45 м/с. Много это или нет — решать вам.
Развертывание патронника и установка ствола в винтовку
Казалось бы: по сравнению с изготовлением самого ствола высверлить в нем патронник и выполнить резьбу для установки в ресивер — задача сравнительно несложная. Однако и здесь найдется способ все испортить неумелыми либо неточными действиями оружейника. И вот почему: патронник должен быть выполнен строго соосно каналу ствола — это аксиома. Добиться же этого на практике непросто, так как для точного выставления ствола в токарном станке по биениям необходимы и опыт, и терпение, и время. В результате нехватки какого-либо одного из этих трех факторов патронник может оказаться выполненным под углом к оси канала либо же смещенным относительно центра. И то, и другое негативно скажется на кучности.
Статистика предпочтений ТОП-100 стрелков PRS по брендам
Усугубляет дело то, что далеко не всегда стволы приходят к оружейникам идеально ровными. Ствольная сталь относительно мягка и деформируется достаточно легко. Впрочем, это не всегда является помехой: известны случаи, когда кучно стреляли стволы, искривление которых было заметно невооруженным глазом! Причем кучность эта была бенчрест-класса — хрестоматийным примером служит ствол-«змея» Спиди Гонсалеза, с которым он установил сразу несколько рекордов. Другое дело, что как в таком случае нарезать патронник? Вопрос неоднозначный, и только опыт и интуиция бывалого оружейника смогут на него ответить.
Статистика предпочтений ТОП-100 стрелков PRS по длине ствола
Немаловажным моментом является конфигурация пульного входа. По мнению ряда оружейников, она должна быть точно согласована с формой оживала конкретной пули, которой намерен стрелять из будущей винтовки ее владелец. Качество и острота инструмента, применяемые при этом, оказывают непосредственное влияние на то, насколько сильно ствол будет «медниться» при стрельбе, и сколько времени потребуется для его обкатки — так как в прецизионных стволах, полированных вручную, именно эта область обкатывается при начале их эксплуатации. Также важно, чтобы диаметр пульного входа был не больше, чем необходимо — да и длина его не должна быть чрезмерной.
Статистика предпочтений ТОП-100 стрелков PRS по контуру ствола
Что же касается заводских стволов, то нередки случаи, когда их пульный вход сделан чрезвычайно глубоким, а нарезы начинаются неравномерно — на разном расстоянии от патронника. И пока первые доли миллиметра пульного входа не выгорят с настрелом — и нарезы тем самым не подровняются, — надеяться на эталонную кучность не стоит.
Резьба, с помощью которой ствол крепится к ресиверу, должна быть выполнена так, чтобы установка ствола в ресивер происходила с необходимым усилием — и так, чтобы ствол и ресивер были строго соосны друг другу. Это непросто, и большинство недорогих заводских винтовок не могут этим похвастать, поскольку резьба в их корневой части выполняется по ускоренной технологии и не слишком качественно.
Наконец, у нового ствола оружейник должен еще и аккуратно оформить «корону» дульного среза, и это также ответственная операция. Пуля должна одновременно сходить с нарезов, чтобы давление пороховых газов было равномерным со всех сторон. И поэтому какие-либо изъяны и перекосы в этой области недопустимы, иначе они сразу же скажутся на кучности.
Что делает одни стволы более кучными, чем другие?
Как следует из вышесказанного, существует огромное множество факторов, определяющих кучность ствола стрелкового оружия. Перечислим лишь некоторые из наиболее распространенных:
1) качество и однородность стали заготовки;
2) отсутствие внутренних напряжений; симметричность геометрии нарезов;
3) одинаковость ширины и глубины нарезов по всей их длине;
4) равномерность шага нарезов по всей длине ствола;
5) равномерность диаметров канала ствола по полям и (особенно!) по нарезам;
6) качество обработки внутренней поверхности ствола;
7) соосность и концентричность патронника;
8) конфигурация пульного входа;
9) «корона» дульного среза;
10) выравнивание резьб и упоров при установке ствола в ресивер;
11) качество чистки и ухода за стволом.
Cadex Kraken
Может ли стрелок контроливать большинство из этих факторов при выборе и покупке нового ствола либо же готовой винтовки? Вряд ли. Ведь для этого потребуется гораздо более специфическое оборудование, чем бороскоп и банальный набор калибров — а также умение им пользоваться.
Blaser R8 GRS Long Range
Что же остается? Одним из радикальных вариантов решения «проблемы перествола» является приобретение мультикалиберного стрелкового комплекса с возможностью быстрой замены стволов без привлечения оружейника. К таковым относятся как сугубо тактические (Accuracy International AXMC, Cadex Kraken, Surgeon CSR), так и более привычные нам охотничье-спортивные системы (Blaser R8, Roessler Titan 6). В большинстве этих систем для замены ствола требуется минимальный набор инструментов и 10- 15 минут времени.
Accuracy International AXMC
КУПИТЬ ЭТИ ТОВАРЫ МОЖНО ЗДЕСЬ
В остальных же случаях, когда ствол у винтовки единственный и быстрой замене не подлежит, остается лишь полагаться на авторитет производителя ствола и на доброе имя и опыт оружейника, который вам его установит. Либо — при покупке готовой винтовки — на уровень бренда и на отзывы и результаты других стрелков. Но подходить к вопросу выбора все равно стоит максимально осознанно. Именно для этого и была написана эта статья.
Roessler Titan 6 Target
А еще нам с вами остается стрелять и планомерно и непрерывно совершенствовать собственные стрелковые навыки. Потому что, как свидетельствуют недавние турниры, отнюдь не именитость производителя ствола, дороговизна и «крутизна» модели винтовки влияют на результат! Значение имеют прежде всего навыки, знания, опыт и умения стрелка. Ведь наши винтовки, чего греха таить, очень часто стреляют гораздо точнее нас самих. И прежде чем сломя голову бросаться в погоню за новым стволом, неплохо бы убедиться, что потенциал прежнего вы действительно способны реализовать на все 100%.
СТАТЬЯ ОПУБЛИКОВАНА В № 1 ЗА 2018 ГОД
ORSIS. Высокоточные оружейные системы — Изготовление стволов и патронников
Чем точнее геометрия ствола, тем точнее стреляет винтовка, на которой он установлен. За кажущейся простотой этого тезиса скрывается многовековой опыт развития оружейного производства, колоссальный инженерный и интеллектуальный труд, выдающиеся навыки обращения со сложным оборудованием и инструментами.
Ствол является самым сложным в изготовлении компонентом высокоточного нарезного оружия, в его производстве используется большое количество специального оборудования. В качестве сырья для изготовления стволов для винтовок ORSIS используются только высококачественные ствольные стали: нержавеющая сталь марки 416R, хромомолибденовая сталь марки 4140.
Высокотехнологичное оборудование и передовые технологии позволяют изготавливать на производственных мощностях завода стволы калибром от 5,6 мм до 20 мм с длиной ствола до 1050 мм и любым шагом нарезов (включая прогрессивный), количеством нарезов (в том числе нечетным), соотношением ширины полей и нарезов, профилем нарезов (примечание: прогрессивный – изменяемый шаг нарезов, от большего к меньшему: от 280 к 254)
Все процессы изготовления стволов ORSIS, в том числе глубокое сверление, развертка канала ствола, профилирование, происходят на площадке завода. Ключевой этап при производстве высокоточных стволов – изготовление нарезов (профилирование), которое осуществляется на заводе ООО «Промтехнология» двумя способами: дорнированием и однопроходным нарезанием резцом. Стволы для всех известных в мире винтовок высочайшей точности были изготовлены с применением одной из этих технологий.
Профилирование: однопроходное резание
Однопроходное нарезание резцом (строгание шпалером) – наиболее совершенный из всех существующих на сегодняшний день способов изготовления стволов. Однопроходное нарезание часто называют «технологией чемпионов», т.к. большинство современных мировых рекордов в стрелковом спорте было установлено при стрельбе из винтовок со стволами, изготовленными именно этим способом.
Специальный резец, называемый шпалером, за каждый проход через канал обрабатывает один нарез. Всего для получения готового нареза требуется 80-100 проходов шпалера. Станки для однопроходного нарезания были спроектированы в собственном конструкторском бюро предприятия при содействии консультантов и поставщиков комплектующих из Европы. Взяв за основу классические английские станки для однопроходного резания, перепроектировав их и разработав оригинальную компьютеризированную систему управления, специалисты ООО «Промтехнология» смогли создать принципиально новую технологию. Она позволяет получать практически идеальную геометрию канала ствола: величина допусков по глубине нарезов составляет менее 0,0025 мм, по шагу нарезов – 0,004 мм на 1 метр. Чистота обработки поверхности по полям достигает Rz 0,16 мкм, по нарезам – Rz 0,8 мкм. Изготовленные по этой технологии стволы эксперты признают произведением инженерного искусства, считая их одними из лучших в мире.
Московский оружейный завод ООО «Промтехнология» – один из немногих в Европе изготовитель высокоточных нарезных стволов с использованием технологии однопроходного резания на станках с ЧПУ.
Профилирование: дорнирование
Дорнирование (дорнование) – способ изготовления нарезных стволов с помощью специального инструмента – дорна, протягиваемого под давлением через канал, с применением уменьшающей трение смазки. Дорн является твердосплавным инструментом из карбида вольфрама твердостью около 75 единиц по шкале Роквелла. Профиль дорна, имеющий больший диаметр, чем канал ствола, при движении выдавливает нарезы на его внутренней поверхности. После этого производится термическая обработка ствола в электрической печи шахтного типа с цифровым контролем, которая включает в себя ступенчатый нагрев, продолжительную выдержку и медленное (приблизительно 10 градусов в час) остывание ствола. На этом этапе изготовления ствола одновременно решаются две задачи: снимается напряжение в металле, и контролируемо сжимается канал ствола до требуемого размера. Общее время термообработки составляет почти двое суток.
Оружейный завод ООО «Промтехнология» – российский производитель стволов из нержавеющей стали по технологии дорнирования.
Изготовление патронников
С не меньшим вниманием специалисты ООО «Промтехнология» подходят к изготовлению патронников. Для этого вида работ применяются как станки с ЧПУ, так и универсальные токарные станки с системой цифрового контроля. Сделать точный патронник – почти искусство, поэтому оборудование для решения этих задач также было перепроектировано в конструкторском бюро предприятия. На станках были установлены специальные приспособления с обеих сторон шпинделя, позволяющие регулировать положение ствола по биению. Таким образом, прежде чем развертка коснется ствола, специальными индикаторами по внутреннему каналу выставляется биение с точностью не более чем в 0,0025 мм с обеих сторон ствола. Это позволяет добиться максимальной соосности (расположение осей на одной линии) патронника и канала ствола, а значит сделать точность стрельбы еще выше.
Кроме того, для данных операций применяются специальные пилотные развертки и плавающие патроны, специальная система полировки патронника и пульного входа.
Большинство патронников могут быть выполнены по стандартам C.I.P. или SAAMI с коротким или длинным пульным входом, по желанию покупателя.
Изготовление долов и дульных тормозов
Стволы ORSIS могут иметь матовую поверхность или быть полированными. Кроме того, по желанию заказчика на стволе могут быть нарезаны долы. Долы являются не только элементом дизайна, но и позволяют решить ряд функциональных задач, в том числе облегчить ствол и увеличить скорость его охлаждения, используется специальная техника, при которой не страдает точность.
На стволы также возможна установка дульных тормозов-компенсаторов (ДТК). Применение компенсатора позволяет с помощью изменения направления и скорости движения части пороховых газов снизить импульс отдачи и увеличить комфорт при стрельбе.
Система заточки ствола пушки попадает в цель
24 июня 2016, 15:03
• В функциях
Изготовление стволов для прецизионных винтовок всегда было чем-то вроде искусства, которое включает в себя двойную ручную притирку поверхности канала ствола, до и после того, как профиль нарезов будет вырезан или обжат с помощью кнопки для нарезов. Традиционно это ручная процедура, но для одной американской компании покупка хонинговального станка Sunnen упростила этот процесс.
Об этом сообщает ПЕС.
Блестящий, вручную притертый канал ствола фактически считается одним из отличительных признаков ствола высокоточной винтовки, несмотря на неотъемлемые отличия от ручной работы, выполняемой людьми, которым неизбежно становится скучно и утомительно от монотонной работы.
Американская компания Pac-Nor Barreling задумалась над этой проблемой более года назад и нашла решение в недавно разработанном хонинговальном станке Sunnen HTE. Машина практически исключила круг предварительной нарезки Pac-Nor, который является более сложным и трудоемким из двух кругов.
Pac-Nor также производит столько же нестандартных стволов, сколько и раньше, но с немного меньшим количеством персонала: «Наша цель заключалась в том, чтобы создать лучший продукт с меньшими трудозатратами, и хонинговальный станок превзошел мои ожидания», — с энтузиазмом говорит Pac-Nor. менеджер по производству Кейси Дихтер.
«Хон обеспечивает постоянство диаметра отверстия, которое на голову выше притирки, в пределах двух-трех миллионных долей дюйма от конца до конца, когда он действительно установлен. Это, в свою очередь, улучшает стабильность процесса нарезки за счет сведения к минимуму разница в глубине канавок. Мы по-прежнему чистим внахлест после нарезки, но это проще, потому что мы просто полируем тонкую штриховку, которая может остаться после хонингования и нарезки».
Pac-Nor Barreling — настоящий производитель стрелкового оружия с продольно-скользящим затвором. Основными рынками компании являются правоохранительные органы, военные, соревновательная стрельба и охотники. Основанная в 1984 году заядлым стрелком и президентом компании Крисом Дихтером, компания Pac-Nor сейчас находится во втором поколении под руководством его сына Кейси. Помимо изготовления ствола, мастерская установит ствол на затвор клиента или добавит такие функции, как дульный тормоз или каннелюры на затворах и стволах.
Цех работает в две смены в день: в дневную смену из десяти человек изготавливается 30-40 нестандартных стволов разного калибра из нержавеющей или хромомолибденовой стали 416R. Ночная смена из трех человек производит один тип ствола – около 50 стволов AR-15 в сутки для ОЕМ винтовки.
Ручной процесс
Технологический процесс Pac-Nor начинается с резки и торцевания прутка премиум-класса, за которым следует сверление с помощью пистолета на четырех двухшпиндельных станках Pratt & Whitey и двухшпиндельном ЧПУ Eldorado. После развертывания стволы измеряются по размеру — в зависимости от состояния расширителя в канале ствола остается от 0,0004 до 0,0007 дюйма материала, который необходимо вручную притереть или отшлифовать до окончательного размера для нарезки.
«Каждый, кто здесь работает, делал ручную притирку», — заявляет г-н Дихтер. «Это неприятная работа, особенно если развертка начинает тупиться. Притирка может занять от 10 до 45 минут, в зависимости от калибра ствола. кнопка нарезов, финишный притир еще длиннее и сложнее, поэтому преимущества нет.С притиркой тоже есть потенциал для вариаций, просто потому, что это ручной процесс. Притирка также может быть ограничителем производства и в нашем регионе мы у нас очень ограниченная рабочая сила, которую можно использовать, когда мы хотим расти».
Жизнеспособная альтернатива
Компания изучала хонингование в 1990-х годах, но вновь обратилась к этой идее, когда Sunnen представила свой хонинговальный станок HTE в 2014 году. диапазон 4-20 мм и длина до 1524 мм. Разработанный специально для длинных отверстий малого диаметра, станок оснащен чрезвычайно чувствительным приводом и системой подачи инструмента, которые обеспечивают максимальную защиту от перегрузки/поломки инструмента. Предельные значения усилия для конкретного инструмента и параметры работы сохраняются в системе управления ПК с сенсорным экраном, что позволяет системе обнаруживать узкие участки в отверстии и автоматически корректировать их.
Компания Sunnen также разработала новый инструмент с длинным стволом (LBT), предназначенный для решения самых сложных задач по хонингованию стволов винтовок калибра . 17 калибра малого диаметра. Инструмент быстро удаляет следы от развертки, волнистость, узкие места и другие дефекты, оставленные предшествующими процессами. В LBT используются алмазные или эльборовые суперабразивные материалы на металлической связке, обеспечивающие высокую производительность, длительный срок службы и короткое время цикла. Прецизионно изготовленный из инструментальной стали со сквозной закалкой, LBT может обеспечить точность отверстия 0,0006 мм для диаметра, округлости и конусности — от первой детали до последней.
Хонингование является идеальной заменой ручной притирке заготовок стволов перед нарезкой. Он быстро удаляет царапины от развертки и неровности поверхности без трудоемкой ручной притирки. Типичный абразив с зернистостью 600 может обеспечить шлифовку от 0,15 до 0,25 мкм на рассверленной заготовке ствола. Благодаря постоянному диаметру отверстия (±0,0001 дюйма или меньше), параллельности, округлости и чистоте поверхности от начала до конца хонингование обеспечивает более стабильную производительность нарезных пуговиц и фрез, что приводит к постоянной глубине канавки. Идеальная геометрия канала ствола уменьшает искажение формы пули для улучшения гироскопической стабильности в полете.
«В настоящее время мы точим около 80% того, что мы производим, и будем делать больше, когда приобретем инструменты разных калибров», — говорит г-н Дихтер. «Мы узнали, что качество нашей развёртки теперь не должно быть таким критичным, потому что у нас есть хонинговальная машина. в три раза дольше, чем при притирке в одиночку. При ручной притирке время и усилия увеличиваются, когда развертка затупляется».
Однородность и округлость
После хонингования ствол снова проверяется перед нарезкой с помощью кнопки. Pac-Nor производит собственные карбидные нарезы Accu-Twist и может предложить различные стили нарезов, в том числе многоугольные, по выбору клиента. К стержню прикреплена кнопка, и стержень протягивается через ствол. Гидравлический нарезной станок компании использует изготовленный на станке с ЧПУ поворотный стержень с углом наклона спирали, который соответствует скорости закручивания, запрошенной заказчиком. Окончательная скорость скручивания подтверждается впоследствии с помощью электронно-оптической системы измерения скручивания Barrel-Scan
Затем ствол подвергается снятию напряжений в закалочной печи с последующим контурированием внешней формы и окончательной чистовой притиркой канала ствола.
«Во время финишного круга вы действительно можете увидеть разницу между стволом, который был заточен перед нарезкой, и стволом, который был притерт», — утверждает г-н Дихтер. «Вы можете легко почувствовать любые оставшиеся узкие или свободные места в канале ствола. Однородность диаметра и округлость хонингованного канала ствола превосходны. Притир также ощущается по-другому в хонингованном канале».
В соревнованиях по стрельбе, где победные очки могут быть разделены тысячными долями дюйма, улучшение однородности ствола Pac-Nor на несколько миллионных долей дюйма может иметь большое значение для опытного стрелка.
Суннен
www.sunnen.com
Инструмент Flex-Hone для огнестрельного оружия
Инструмент Flex-Hone для огнестрельного оружия
Посетите http://www. brushresearch.com для получения дополнительной информации
Инструмент для хонингования пистолета обеспечивает превосходную отделку цилиндра, затвора, патронника, трубки магазина или гладкоствольного ствола любого размера
10.12.18, 10:36
| Обработка и обработка, дизайн и разработка
Инструмент Flex-Hone от Brush Research Manufacturing — отличный способ улучшить работу и продлить срок службы огнестрельного оружия. С помощью этого гибкого хонинговального инструмента металлические поверхности вашего огнестрельного оружия будут не только иметь красивую отделку, но и будут свободны от микроскопических «пиков» и «впадин», которые могут повлиять на характеристики и срок службы огнестрельного оружия.
Шарообразный инструмент Flex-Hone характеризуется наличием небольших абразивных шариков, постоянно прикрепленных к гибким нитям. Этот хонинговальный инструмент используется для быстрого и легкого получения оптимальной гладкой поверхности цилиндра, затвора, патронника, магазинной трубки или гладкоствольного ствола любого типа и размера.
Гладкая поверхность, получаемая с помощью хонинговального инструмента, устраняет пики и снижает поверхностное натяжение за счет удаления сильно нагруженных участков. Впадины, создаваемые Flex-Hone, улучшают способность поверхности удерживать масло и устраняют явления «прерывистого скольжения», способствуя более плавному выбросу. В результате многие производители огнестрельного оружия выбирают Flex-Hone из-за своих требований к окончательной отделке.
Инструмент производит эту отделку с минимальным удалением ложи, гарантируя, что отверстия вашего огнестрельного оружия останутся с точными требуемыми размерами. Хонинговальный инструмент легко использовать в любой ручной дрели или вращающемся шпинделе, он самоцентрируется и выравнивается по отверстию.
Brush Research Manufacturing производит полную линейку инструментов Flex-Hone для различных видов огнестрельного оружия:
Стволы для дробовика
Любой гладкоствольный ствол вашего огнестрельного оружия можно быстро заточить, включая канал ствола дробовика. С помощью бочкового хонинговального инструмента вы можете быстро, безопасно и тщательно очистить любые повреждения, возникшие в результате окисления и коррозии, загладить царапины и удалить зазубрины и ямки, вызывающие адгезию пластика.
Бочковая заточка позволит получить гладкую поверхность, которая предотвратит быстрое образование пластика в будущем. Абразивные шарики на гибких нейлоновых нитях удаляют наросты и оставляют превосходную поверхность, что повышает точность, снижает износ и продлевает срок службы вашего ружья.
Цилиндры и камеры
Опорожнение и перезарядка огнестрельного оружия станут более плавными и легкими после использования Flex-Hone в цилиндрах и патроннике. Улучшенная отделка позволит патронам легко «выпадать» из барабана и плавно выбрасываться из патронника. Перезарядки будут входить быстро и плавно и устранят царапины на латуни. Канал Flex-Honed позволит вам перезаряжать гильзу чаще и с меньшими затратами.
Слайды и тубусы для журналов
Инструмент Flex-Hone можно использовать для цилиндров любого типа и размера, он не ограничивается стволами и камерами. Гибкое хонингование затвора автоматических пистолетов и трубок магазинов дробовиков и винтовок обеспечивает гладкую износостойкую поверхность.
Компания Brush Research Manufacturing, основанная в 1958 году, вот уже более 50 лет занимается решением сложных задач чистовой обработки с помощью технологии хонингования для различных промышленных применений.
###
Для получения дополнительной информации обращайтесь в Brush Research Manufacturing, Brush Research Mfg. Co., Inc., 4642 East Floral Drive, Los Angeles, CA
; Телефон: (323) 261-2193; Факс: (323) 268-6587; электронная почта: [email protected] или посетите веб-сайт: www.brushresearch.com
10.12.18, 10:36
| Обработка и обработка, дизайн и разработка
Подписаться на новостную рассылку
Другие новости обработки и обработки | Истории | Статьи
Рекомендуемый продукт
Добровольные пособия 101 Начальное руководство для занятых работодателей
Если когда-либо было время добавить добровольные льготы к компенсационному пакету ваших сотрудников, то это оно. Напряженный рынок труда в сочетании с узкими местами в цепочке поставок продолжили COVID-19Вспышки, рост производственных затрат и проблемы с рабочей силой способствовали развитию национальной тенденции к рекордно высокой текучести кадров в производственном секторе, поэтому необходимо оценивать пакеты компенсаций и льгот, чтобы оставаться конкурентоспособными. Руководство по добровольным льготам 101 для производителей содержит практическую информацию о добровольных льготах без профессионального жаргона и сложных деталей. Скачать руководство.
© 2010 — 2022 ManufacturingTomorrow — Все права защищены
Powered by BTH Management
Цилиндрическое хонингование: важность вершин и долин — СКЛАД КРУГОВЫХ ПУТЕЙ | PERFORMANCE RACING DISTRIBUTOR
Надлежащее хонингование цилиндров может существенно повлиять на производительность и долговечность двигателя.
Хонингование цилиндров — это лишь один из элементов подготовки высокопроизводительного двигателя, который часто воспринимается как нечто само собой разумеющееся, однако он может быть эффективным средством не только для поддержания надлежащего контроля масла, но и для увеличения мощности. Большинство энтузиастов высокопроизводительных двигателей понимают, что при восстановлении двигателя и установке новых колец блок необходимо будет правильно отшлифовать в виде поперечной штриховки, но немногие осознают, что твердость блока, ход поршня, материал кольца и натяжение, а также применение необходимо учитывать перед выполнением любой работы.
Хонингование цилиндров является ключевой частью подготовки блока цилиндров.
По мнению экспертов, в гоночных двигателях высокого класса разница между правильной и неправильной хонинговкой цилиндров может достигать 30 лошадиных сил. При надлежащем хонинговании качество обработки отверстия цилиндра приводит к тому, что двигатель обеспечивает как превосходное уплотнение кольца, так и увеличенный срок службы кольца. Часто возникает тонкий баланс между наличием достаточной площади поверхности, позволяющей поршневым кольцам герметизироваться, но не настолько большой, чтобы нарушались удержание масла и смазка колец. При визуальном осмотре цилиндров только что отточенный цилиндр выглядит довольно шероховатым из-за процесса хонингования, оставляющего штриховку, в то время как использованный цилиндр имеет «глазурованную» поверхность с небольшой видимой штриховкой или без нее, в зависимости от степени износа.
При рассмотрении под микроскопом только что отточенного цилиндра поверхность выглядит как множество «пиков» и «впадин». «Пики» — это самая высокая точка поверхности, которая соприкасается с кольцами. «Долины» — это области, которые были вырезаны абразивами в процессе хонингования. Как только новый двигатель запускается, вершины «пиков» буквально срезаются, когда кольца садятся в цилиндры, создавая «плато» для движения колец и легкую масляную пленку, которая остается в «впадинах». ».
Для обеспечения надлежащей подготовки стенок цилиндра изготовитель двигателя и/или механик обычно тщательно изучает три области; отделка, штриховка и искажение, все с целью достижения превосходного кольцевого уплотнения и максимальной производительности. Мастерские по производству высокопроизводительных двигателей используют профилометр для тщательного контроля поверхности стенок цилиндров, ранее называвшейся «RA» (средняя шероховатость). Сложный электронный инструмент оснащен стилусом с алмазным наконечником, похожим на иглу на проигрывателе виниловых пластинок, который проводит по поверхности, измеряя распределение пиков и впадин. Профилометр предоставляет современные, определенные описания обработки отверстия цилиндра, которые включают «RPK» (уменьшенная высота пика), «RVK» (уменьшенная глубина впадины) и «RK» (глубина шероховатости сердцевины), которые основаны как на «RPK», так и на Измерения РВК.
Поскольку «РВК» относится к глубине впадин, удерживающих нефть, она напрямую связана с расходом нефти. По мнению экспертов Hastings Manufacturing, чрезмерное количество «RVK» способствует высокому расходу масла, а недостаточное количество может привести к чрезмерному износу колец и цилиндров. Как описано ранее, окончательная отделка стенок цилиндра сильно зависит от множества факторов. Высококачественные гоночные двигатели в некоторых случаях имеют очень глубокие «впадины», чтобы удерживать больший объем масла, и «пики» с небольшой площадью поверхности, по которой могут двигаться кольца.
Во время хонингования цилиндра также тщательно проверяется угол поперечной штриховки, который зависит от того, насколько быстро вращается хонинговальная головка и как быстро она совершает циклы вверх и вниз. Угол можно проверить с помощью транспортира или практичной и креативной визитной карточки от Total Seal, которая служит гибким пластиковым транспортиром. Чтобы проверить угол поперечной штриховки с помощью специальной визитной карточки, начните с удаления полупрозрачной подложки с карточки. Затем вдавите ее в изгиб цилиндра и совместите верхний край карты с поверхностью колоды. Продолжайте, прочитав карту, удвоив сумму, соответствующую штриховке. Например, если он читает 20 градусов, истинный угол равен 40 градусам.
Угол поперечной штриховки должен быть одинаковым по всей длине цилиндра, и хотя наиболее распространенный угол составляет примерно 45 градусов, он может варьироваться в зависимости от натяжения кольца или длины хода. Некоторые строители предпочитают, например, 20-30-градусную поперечную штриховку при использовании маслосъемных колец низкого напряжения, потому что это уменьшает количество движения масла вверх и вниз по цилиндру. С другой стороны, длинноходные двигатели могут работать лучше с увеличенным поперечным сечением 60 градусов, так как угол обеспечивает повышенное движение масла к верхней части канала ствола и более быстрый возврат масла в поддон, хотя прорыв газов может несколько увеличиться. по мнению экспертов Total Seal.
При хонинговании высокопроизводительного блока цилиндров важно установить стопорную пластину. Тормозная пластина при использовании с надлежащей прокладкой головки блока цилиндров и крепежными элементами имитирует нагрузку, воздействующую на блок при установке головки блока цилиндров, и, следовательно, помогает получить более круглые и точные отверстия цилиндров в процессе хонингования, сводя к минимуму искажение отверстия. В большинстве магазинов высокопроизводительных двигателей есть моментные пластины для самых популярных двигателей.
Естественно, чем круглее и точнее цилиндры, тем легче кольца могут прилегать к цилиндру и тем лучше они прилегают к цилиндру. Квалифицированные мастерские с соответствующим оборудованием нередко достигают искажения канала ствола всего 0,0005″. Отверстия цилиндров можно проверить с помощью нутромера с установленной на месте пластиной крутящего момента.
После завершения операций механической обработки крайне важно тщательно промыть двигатель водой с мылом. Нет ничего более вредного для двигателя, чем грязь и мусор. Протирание цилиндров белой тряпкой, пропитанной WD-40, а затем осмотр ткани гарантирует, что цилиндры действительно чистые.
Полный список процедур хонингования цилиндров, рекомендации и технические советы можно получить у таких производителей, как Hastings, Total Seal и Sunnen.
Хонинговальное оборудование | Цилиндрические хонинговальные станки и ручные хонинговальные станки
Эл. цилиндры диаметром от 24 до 30 дюймов. Стол спроектирован с верхней направляющей, измененной с 3/4 дюйма на 1-1/4 дюйма, и имеет длину 26,5 футов. Вспомогательный цилиндр для разборки и повторной сборки, 24-дюймовые тройные цепные тиски для тяжелых условий эксплуатации, система повышения давления и инструмент для снятия гаек 70K были разработаны в сочетании со столом для разборки для тяжелых условий эксплуатации.
Загрузите информационную брошюру о стенде для разборки модели MSD-D-HD26
Мы принимаем:
Наше оборудование для хонингования цилиндров разработано с учетом требований гидравлического цеха по восстановлению. Наш точильный станок имеет множество функций, которые делают его эргономичным и безопасным для окружающей среды.
Hone состоит из двух секций (силовая часть и цилиндрическая часть). Каждый раздел состоит из
прочная трубчатая стальная рама размером 2 x 4 дюйма, длина которой соответствует вашим спецификациям (с шагом 5 футов), с выравнивающей опорой
основания и боковые панели.
Хонинговальные станки Характеристики и опции
Силовая секция
Привод:
- Горизонтальная тележка, состоящая из четырех (4) линейных направляющих с тефлоновым покрытием
подшипники (A), установленные на двух (2) 1½ дюйма, отшлифованных и отполированных
рельсы. - Реечная система (B), приводимая в действие гидравлическим двигателем, приводит в движение
длина приводной секции. Это обеспечивает прочный, без плети, горизонтальный
водить машину. - Опорная плита, на которой установлен гидравлический привод, хонинговальный двигатель и
установлены электрические регуляторы. - Защита кабеля и шлангов с направляющей Igus.
Гидравлическая система
Гидравлический силовой агрегат состоит из насоса переменной производительности с компенсацией давления, установленного на торце «С».
7-1/2 л.с. TEFC, трехфазный двигатель (A) с 40 гал. резервуар (B) , коллектор и два направляющих клапана. Этот блок управляет
два гидромотора используются для перемещения и вращения головки и охлаждаются воздухо-масляным охладителем (С) . Оба
подачи и скорости полностью регулируются за счет использования регулирующих клапанов на каждом контуре.
Хонинговальная головка
Хонинговальная головка состоит из линейной направляющей с регулировкой по вертикали на 17 дюймов и
гидравлический приводной двигатель, который подходит для любого хонинговального инструмента. Голова регулируется вверх или вниз
для выравнивания хонинговального двигателя с центром хонингуемого цилиндра.
Электрический блок
Электрический блок включает программируемый логический контроллер (ПЛК), шаг
понижающий трансформатор, реле, пускатель двигателя и кнопки в функциональную и
удобно расположенный корпус.
Секция цилиндра
Рама секции цилиндра включает дренажный поддон во всю длину, как
часть конструкции. Сливной поддон собирает хонинговальное масло,
в резервуар для масла для хонингования и используйте систему осаждения шлама для
удалить хонинговальный осадок.
Основания выравнивающих ножек через каждые 5 футов обеспечивают метод монтажа и
выравнивание секции цилиндра. Боковые панели крепятся болтами для легкого доступа
где необходимо.
Система масляного насоса для хонингования
В комплект поставки входит система масляного насоса для хонингования, обеспечивающая
непрерывный поток масла для резки и промывки во время хонингования
процесс. Трубный коллектор проходит по длине секции цилиндра,
с масляными форсунками, установленными на коротких гибких шлангах через каждые 3 фута, чтобы обеспечить
простой и эффективный способ закачки хонинговального масла в цилиндр
трубка. Простая и эффективная система осаждения удаляет шлам из
хонинговальное масло, когда оно возвращается в основной бак.
Предусмотрены два роликовых бандажа для содержания хонинговальных масел и
обеспечить чистую систему хонингования без разбрызгивания. Эти капюшоны катятся
длина хона и/или может быть снята для облегчения установки
и удаление цилиндра без препятствий.
Устройство автоматического натяжения
Устройство MS&D включает электронное натяжение. Переменное напряжение
механизм сцепления может устранить необходимость ручной регулировки камня
напряжение. Эта система адаптируется к стандартным хонинговальным инструментам Sunnen.
MSD-H-PC — это программируемый контроллер, который будет контролировать
оборотов двигателя и контролировать время цикла и настройки времени задержки.
ПЛК позволит вам установить параметры хонингования с согласованностью для обработки
повторяющиеся работы и получать надежные результаты.
В качестве опции доступно дистанционное управление по кабелю (MSD-H-R), позволяющее оператору
для управления кнопками толчковой подачи при перемещении магнитных упоров на обоих концах
секция цилиндра. Это облегчит настройку, особенно на длинных цилиндрах.
Измеритель оборотов помогает оператору поддерживать правильную скорость резания для
максимальный срок службы камня и эффективное режущее действие.
Цепные тиски Ridgid и опорный V-образный вырез из нейлона высокой плотности входят в комплект поставки.
Алмазные камни для нашего точила
MSD-H-30/40, 60/80, 280S
Мы производим набор камней CBN, которые подходят для Sunnen
Держатели ARN master для четырех (4) хонинговальных брусков. Наш камень
наборы, изготовленные из боразона, долговечнее оксида алюминия
камней более чем в 100 раз. Дополнительный камень
площадь также увеличивает скорость съема материала.
MSD-H-PHH | Портативный ручной точильный станок
Ручное хонингование может быть практичной и экономичной альтернативой машинному хонингованию. Машинное обслуживание и дизайн имеет
разработала портативную систему хонингования, которая обеспечит надлежащий поток масла для хонингования, фильтрацию и локализацию.
Наиболее важным фактором для получения хорошей отделки наряду с удалением материала в процессе ручного хонингования является
промывка, смазка и охлаждение, обеспечиваемые хонинговальным маслом. Непрерывный поток масла удаляет отработанный абразив и
материал. Если этот материал накапливается, он вызывает чрезмерный износ камня и его остекление. Это приведет к удалению материала.
Хорошая отделка может быть достигнута только при использовании чистого масла и смазывающей способности, которую обеспечивает масло.
Особенности портативного ручного хонинговального станка
- (A) Хонинговальные ролики на четырех роликах с центрированием на цилиндре
с помощью нашего стандартного стола для разборки MSD-D. - (B) Подъемный щиток предотвращает разбрызгивание масла для хонингования.
- (C) Резервуар, насос и переключатель вдвигаются и выдвигаются из
приспособление для удобства уборки. - (D) Гибкое магнитное основание удерживает подающий шланг сзади
порт цилиндра. - (E) Отработанное масло проходит через фильтровальную бумагу перед
возвращение в танк. Пластиковая сетка под бумагу
обеспечивает хороший возврат потока. Сетка покрывает магнитный
листовой материал, который соберет любые мелкие железные
материал. Эта трехкомпонентная система фильтрации обеспечивает чистоту масла.
перекачивается в процессе хонингования.
MSD-H-PHHD | Портативный ручной хонинговальный привод
Ручной хонинговальный привод MSD-PHHD используется для привода хонинговального инструмента Sunnen для очистки или изменения размеров гидравлических
трубки цилиндров. Пневматический приводной двигатель, адаптер оправки Sunnen ANR-110 и регулировка ручного тормоза
интегрированы в простой и эргономичный корпус. Легкий и хорошо сбалансированный инструмент позволит оператору
удаляйте металл из трубок без необходимости обращаться с большой тяжелой и неудобной электродрелью.
Характеристики привода
- (A) Адаптер натяжения камня Sunnen ANR-110
- (B) Ручной тормоз Stone Tension
- (C) Управление клапаном включения/выключения воздуха
- (D) Воздухозаборник с шарниром
Хонинговальный станок Цилиндрический алмазный вертикальный горизонтальный Стальной хонинговальный инструмент
▲
Разработано
- Главная
- Станки
- Хонинговальные станки и инструменты
/
/
С 19 лет07, компания Barnes Bore Honing and Finishing Systems считается мировым лидером в разработке новых инновационных технологий и процессов, помогающих производителям повышать производительность, качество и стоимость продукции. Самые ранние хонинговальные станки Barnes были первыми, кто сделал хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров (хонингование цилиндров). По мере роста производственных требований росла и способность Барнса удовлетворять потребности в большей скорости, точности и эффективности. Компания Barnes представила множество новых продуктов и инноваций, в том числе многошпиндельные станки, автоматическую загрузку/выгрузку и транспортировку деталей, автоматические устройства смены инструмента, калибровку деталей в процессе обработки, системы расширения хонинговальных брусков с серводвигателем и чистовую обработку отверстий за один проход. Эта долгая история инноваций завершилась появлением нового поколения станков, инструментов, приспособлений и абразивов, которые обеспечивают повышение точности хонингования и чистовой обработки отверстий, чистоты поверхности, производительности и эффективности, которые были невообразимы всего десять лет назад.
Хонинговальные станки/системы с ходом
Barnes Хонинговальные станки и системы финишной обработки предлагает полную линейку продуктов для всех требований к хонингованию. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для мелкосерийного производства. Мы также предлагаем услуги по восстановлению и модернизации существующих машин. Мы предоставляем нашим клиентам полностью разработанные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков/систем для хонингования позволяет обрабатывать отверстия диаметром от 0,25 до 30 дюймов и длиной до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут управляться вручную или быть полностью автоматизированными. Инновации и обслуживание клиентов являются нашими основными целями, Barnes Stroke Honing & Finishing Systems постоянно исследует и разрабатывает новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что наши клиенты будут обеспечены самым современным производством и контролем.
Однопроходные хонинговальные станки/системы
Линия однопроходных хонинговальных/чистовых станков Barnes подходит для различных однопроходных хонинговальных работ. Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для небольших объемов производства в самых маленьких механических цехах. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить требования больших объемов производства для самых требовательных компаний. Наши однопроходные хонинговальные станки спроектированы и изготовлены с учетом минимальных требований к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки от детали к детали.
Загрузить спецификацию HV1000
Просмотреть Хонинговальные станки и инструменты
Семейство торговых марок Precision Surfacing Solutions
PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS поддерживает производителей в самых разных отраслях промышленности, в которых обычно используется прецизионное шлифование, притирка, полировка, удаление заусенцев и современное оборудование для обработки материалов. Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.
Посетите Зону
Lapmaster Wolters
Основанная в Чикаго в 1948 году как производитель притирочных и полировальных станков для рынка механических уплотнений, компания Lapmaster выросла до мирового поставщика решений для более чем 20 отраслей, таких как прецизионная оптика и передовые материалы.
Посетите сайт
Barnes Honing
С 1907 года компания Barnes считается мировым лидером в разработке инновационных технологий и процессов хонингования и чистовой обработки отверстий. Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.
Посетите Зону
ISOG
С мая 2020 года бренд ISOG принадлежит всемирно активной группе Precision Surfacing Solutions Group. С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.
Посетите сайт
ELB-Schliff
ELB-Schliff Werkzeugmaschinen GmbH уже более 70 лет производит плоскошлифовальные и профильные шлифовальные станки. Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».
Посетите Зону
aba Шлифование
Компания aba была основана в 1898 году под названием Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg, отсюда и инициалы aba. Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.
Посетите сайт
REFORM
REFORM Grinding Technology GmbH специализируется на продаже, разработке и производстве шлифовальных станков для различных областей применения в г. Фульда (Германия).
Посетите Зону
KEHREN
Компания KEHREN, основанная в 1934 году, является хорошо зарекомендовавшим себя разработчиком и производителем высокоточных шлифовальных станков и систем следующих категорий: вертикальные шлифовальные центры, вертикальные шлифовальные центры с портальной конструкцией, плоскошлифовальные станки с поворотными столами и горизонтальные шпиндели и плоскошлифовальные станки с двойным поворотным столом и вертикальным шпинделем.
Посетите сайт
Микрон
Станки MICRON, производимые в Германии с 2009 года, представляют собой компактные и динамически жесткие шлифовальные станки, специально разработанные для глубинного и профильного шлифования. MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.
Посетите сайт
Peter Wolters
Компания Peter Wolters, основанная в 1804 году в Германии г-ном Петером Вольтерсом, производит оборудование для притирки, полировки и тонкого шлифования с 1936 года.
В 2019 годуPrecision Surfacing Solutions приобрела подразделение по производству вафель и сервисное обслуживание фотогальванических и специальных материалов Meyer Burger.Дополнительную информацию можно найти на сайте www.precision-surface.ch
Посетите сайт
Щелочная вода для хонингования местного ремесленного производства, выдержанная в бочках с фермы на стол
| ДЛЯ НЕМЕДЛЕННОГО ВЫПУСКА 1 апреля 2021 г. | Контакты: Товары для заточки 8376 Мерфи Доктор Миддлтон, Висконсин 53562 |
Представляем новую местную ремесленную щелочную воду для заточки с фермы на стол, выдержанную в бочках весной
Щелочная вода для хонингования. Мы потратили последний год на разработку этой прорывной новой технологии, и мы рады, что она, наконец, готова к выходу на рынок. Мы знаем, что старая обычная вода из-под крана отлично подходит для заточки, но если вы тот, кто требует наилучшего опыта заточки, то наша местная ремесленная щелочная вода для заточки с фермы на стол, выдержанная в бочках родникового откорма, для вас. Читайте дальше, чтобы узнать больше о невероятной разнице.
Как мы производим воду для шлифовки
Родниковая вода высшего качества
Мы получаем воду для хонингования из лучшего местного источника в заповеднике Pheasant Branch, расположенном всего в нескольких милях от штаб-квартиры Sharpening Supplies. Эта природная родниковая вода обеспечивает сырье, которое мы используем в нашей воде для хонингования. Конечно, прогулка к скрытому источнику занимает немного больше времени, а наша обувь из веганской кожи может выдержать дополнительную нагрузку на тропе, но это стоит дополнительных усилий, когда мы знаем качество источника воды.
Местные источники
Местность имеет решающее значение для качества нашей хонинговальной воды. Когда вы используете местный источник, вы не только получаете самую свежую воду, но и уменьшаете свой углеродный след. Не беспокойтесь, если вы не живете у нас, действуют те же правила. Это не местное для вас, но это местное для нас, поэтому вы все равно можете сказать своим друзьям, что оно было получено на местном уровне, но не на вашем, а на нашем, и мы все знаем, что местное — это местное.
Путешествие от фермы к столу
Холмы южного Висконсина усеяны фермами, и именно с этой идиллической сцены начинает свое путешествие наша оттачивающая вода. Когда вода стекает с поля фермы, она стекает в землю. После фильтрации через почву и известняк вода попадает в природный источник, где она, пузырясь, снова достигает поверхности. Когда вы затачиваете хонинговальную воду на своем столе, это завершает прямое путешествие от фермы к столу. Поэтому, когда мы говорим, что наш продукт — от фермы до стола, вы можете быть уверены, что это не просто маркетинговый ход.
Щелочная лучше
Наша первоначальная формула воды для хонингования имела нейтральный pH. Но, как показали последние тенденции в индустрии бутилированной воды, щелочная вода явно лучше. Но, будучи настоящими ремесленниками, мы хотели естественным образом увеличить pH нашей хонинговальной воды, повторно используя богатый ресурс, доступный в Висконсине. Поскольку один из наших сотрудников имеет норвежское происхождение, ему пришла в голову идея использовать оставшуюся воду лютефиска для смешивания с нашей природной родниковой водой. Требуется всего 1% раствор лютефисковой воды, чтобы поднять pH до идеальных 8,0.
Выдержка в бочках, как хороший виски
Прежде чем мы сможем очистить хонинговальную воду, мы выдерживаем ее в бочках. Подобно хорошему виски, тонкая вода для хонингования со временем становится мягче. Для выдержки в воде мы используем обожженные бочки из белого дуба премиум-класса местного производства (здесь нет французского дуба, Pepe le Pew). Обугленные бочки действуют как угольный фильтр. Эта фильтрация избавляет нас от этапа очистки в лаборатории. С холодной зимой в Висконсине и теплым летом в Висконсине бочки набухают и сжимаются в зависимости от времени года, обеспечивая глубокое проникновение воды в бочки. Выдержка в бочках дополнительно придает хонинговальной воде оттенок ванильного аромата, а также скрывает часть аромата, привнесенного с лютефисковой водой.
Исследования и совершенствование науки о воде
Исследования
Изучая способы надлежащей очистки нашей родниковой воды до настоящей воды для хонингования, мы консультировались с химическим факультетом Университета Висконсина. К сожалению, они не смогли предоставить нам истинный опыт, необходимый для этой сложной задачи, поэтому мы были вынуждены обратиться за помощью к настоящим научным экспертам, раздел комментариев. Нам нужно было найти настоящих научных экспертов, поэтому, просмотрев раздел комментариев на нескольких веб-сайтах социальных сетей, мы смогли обеспечить себя необходимым научным подтверждением.
Наука
Мы не можем раскрыть всю науку, лежащую в основе нашей инновационной воды для хонингования, но мы можем сказать вам, что с научной точки зрения монооксид дигидрогена является основным компонентом. Конечно, монооксид дигидрогена может быть опасен, вызывая ожоги и нанося ущерб окружающей среде, например, эрозию, но его способность затачивать острые края компенсирует эти существенные недостатки.
Самый мелкий размер частиц
Наша хонинговальная вода может использоваться в качестве хонинговальной пасты. Наша тонкая хонинговальная вода имеет размер частиц заточки 0,000282 микрона. Благодаря такому размеру частиц любые пасты, порошки, спреи или составы на рынке кажутся гравием. На самом деле размер частиц в 3500 раз меньше размера алюминиевых абразивных частиц размером 1 микрон. И, как мы все знаем, меньшие частицы = мельче = лучше.
Использование воды для хонингования
Наша вода для хонингования имеет множество применений и была разработана для тех, кто требует самого лучшего. Вы можете замочить в нем свои водные камни перед использованием. Вы можете разбрызгать его на алмазные камни, чтобы получить идеальную жидкость, помогающую плавать со стружки. Но в отличие от многих хонинговальных жидкостей, он также работает как эффективная охлаждающая жидкость для пользователя, если заточка становится слишком агрессивной.
Готово к отправке
Наша местная ремесленная щелочная вода, выдержанная в бочках, выдержанная в бочках, разливается в красивые прозрачные стеклянные сосуды, которые можно с гордостью выставить в любом доме или магазине.
