Достоинства полуавтомата: Преимущества полуавтоматической сварки электродной проволокой
Содержание
основные плюсы и тонкости применения технологии
Вопросы, рассмотренные в материале:
- Что собой представляет полуавтоматическая сварка
- Какие бывают разновидности полуавтоматической сварки
- Каковы основные достоинства и недостатки полуавтоматической сварки
- Какие есть плюсы и минусы полуавтоматической сварки в среде углекислого газа
- В чем достоинства полуавтоматической сварки без газа
Полуавтоматическая дуговая сварка является, пожалуй, самым удобным видом соединения, особенно для новичков. Происходит она за счет плавления электрода, перемещаемого автоматически. Давайте рассмотрим достоинства полуавтоматической сварки для специалистов с опытом работы и только пришедших в профессию.
Технология полуавтоматической сварки
При полуавтоматической сварке задействованы три основных устройства: полуавтоматический сварочный аппарат, источник питания дуги, приспособление для перемещения соединяемых деталей или оборудования. Последнее состоит из роликов, узла переключения скоростей и электрического двигателя. Его несомненным достоинством является механизация процесса и его ускорение.
Последнее состоит из роликов, узла переключения скоростей и электрического двигателя. Его несомненным достоинством является механизация процесса и его ускорение.
Кроме того, используется устройство подачи сварочной проволоки. Оно бывает тянущим, толкающим или универсальным тянуще-толкающим. Подача проволоки происходит посредством специального шланга, состоящего из проволочной спирали в особой оплетке и резиновой изоляции.
Помимо проволоки, по гибкому шлангу раздельно подается защитный газ, ток и охлаждающая жидкость – для каждого в цепи управления предусмотрены собственные провода.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Длина шланга такой конструкции зависит от типа подающего устройства, но, как правило, не должна превышать 3,5 м.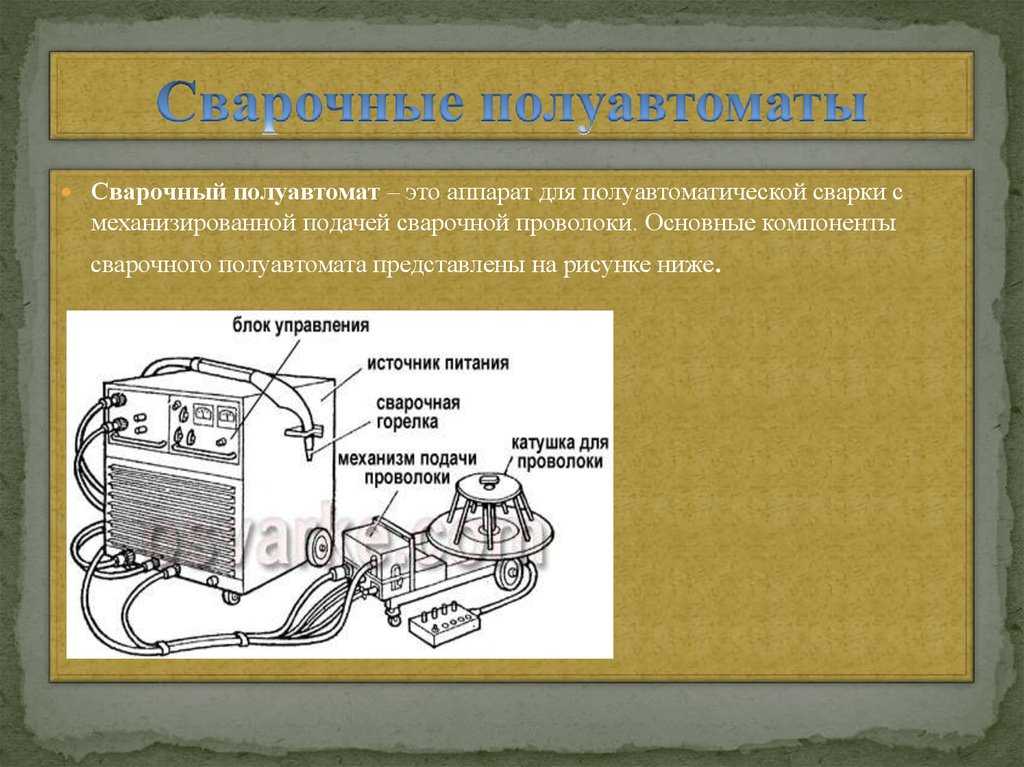 При ее увеличении происходит неравномерная подача проволоки.
При ее увеличении происходит неравномерная подача проволоки.
При проведении полуавтоматической сварки важным устройством является горелка – с ее помощью происходит управление процессом. Рукоятка горелки для полуавтоматической работы имеет устройство запуска подачи проволоки, защитных газов и флюсов. Открывание газового клапана чаще всего происходит также с нее.
Разновидности полуавтоматической сварки
Тип обрабатываемого материала, а также способ движения полуавтомата по поверхности детали влияют на вид полуавтоматической сварки. Она различается по:
- Типу электрода – он может быть алюминиевым, стальным или комбинированным.
- Мобильности – аппараты могут быть стационарными, переносными или передвижными. Небольшие переносные агрегаты подходят для использования в домашних условиях или для небольших ремонтных работ. Основное их достоинство – легкость. Крупные стационарные аппараты используют на заводах и в мастерских, где требуется выполнение большого объема работ.
 Их значительный плюс – высокая производительность.
Их значительный плюс – высокая производительность. - Защите шва, которая может осуществляться посредством флюса, газа или порошковой проволоки. Последняя плавится, образуя слой, оберегающий шов от агрессивной окружающей среды.
Процесс полуавтоматического соединения происходит следующим способом. Энергия электричества преобразуется в тепловую с помощью дуги, которая, воздействуя на обрабатываемый металл, плавит его и спаивает. Одновременно с металлом расплавляется присадочная проволока, автоматически поступающая к рабочей зоне из медной катушки. Эта проволока является основным проводником энергии.
Оборудование для полуавтоматической сварки работает как с газом (для соединения легированных сталей и цветных металлов), так и без него. Из газов чаще выбирается углекислота, которую подают к горелке из баллонов под высоким давлением.
Основные достоинства и недостатки полуавтоматической сварки
На рынке присутствует множество разновидностей сварочных полуавтоматов.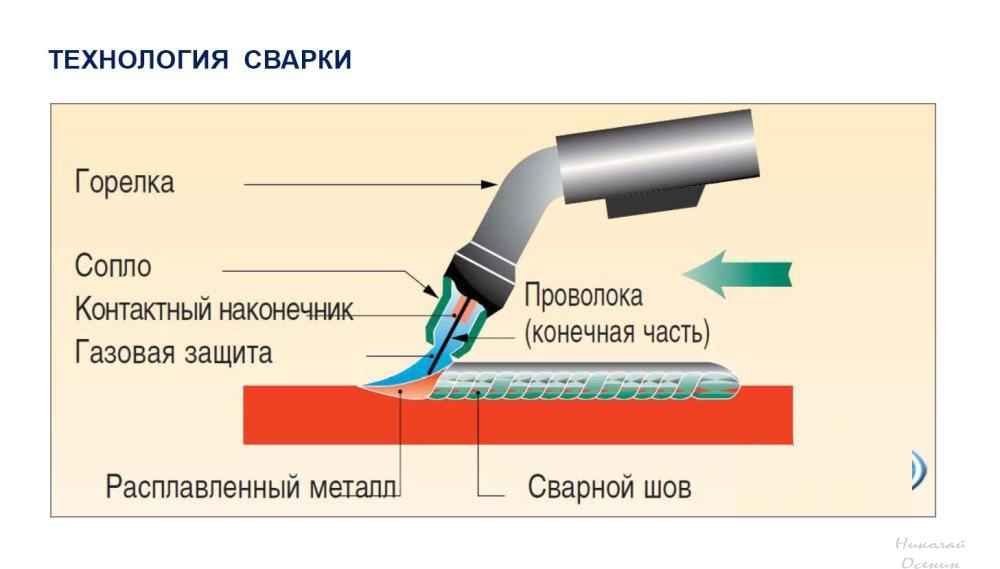 Они различаются своими функциональными возможностями. Популярностью пользуется качественное оборудование, способное соединить большинство видов металлов, все сплавы и алюминий. Но его применение при мелком ремонте невыгодно. Чаще всего этот вид полуавтомата используют для производств с поточной системой и большими объемами работ. Его достоинством является высокая производительность.
Они различаются своими функциональными возможностями. Популярностью пользуется качественное оборудование, способное соединить большинство видов металлов, все сплавы и алюминий. Но его применение при мелком ремонте невыгодно. Чаще всего этот вид полуавтомата используют для производств с поточной системой и большими объемами работ. Его достоинством является высокая производительность.
Полуавтоматическое оборудование имеет ряд следующих достоинств:
- возможность работы практически со всеми видами металлов и сплавов, даже подвергшимися коррозии;
- невысокая конечная стоимость с учетом высокой производительности;
- толщина соединяемых деталей не должна превышать 5 мм, а под этот параметр подходит большинство работ;
- возможность провести сварку медной проволокой.
Недостатком можно назвать большой разлет брызг металла из сварочной ванны при работе без защитной газовой струи. Отрицательным является и наличие значительной электрической дуги.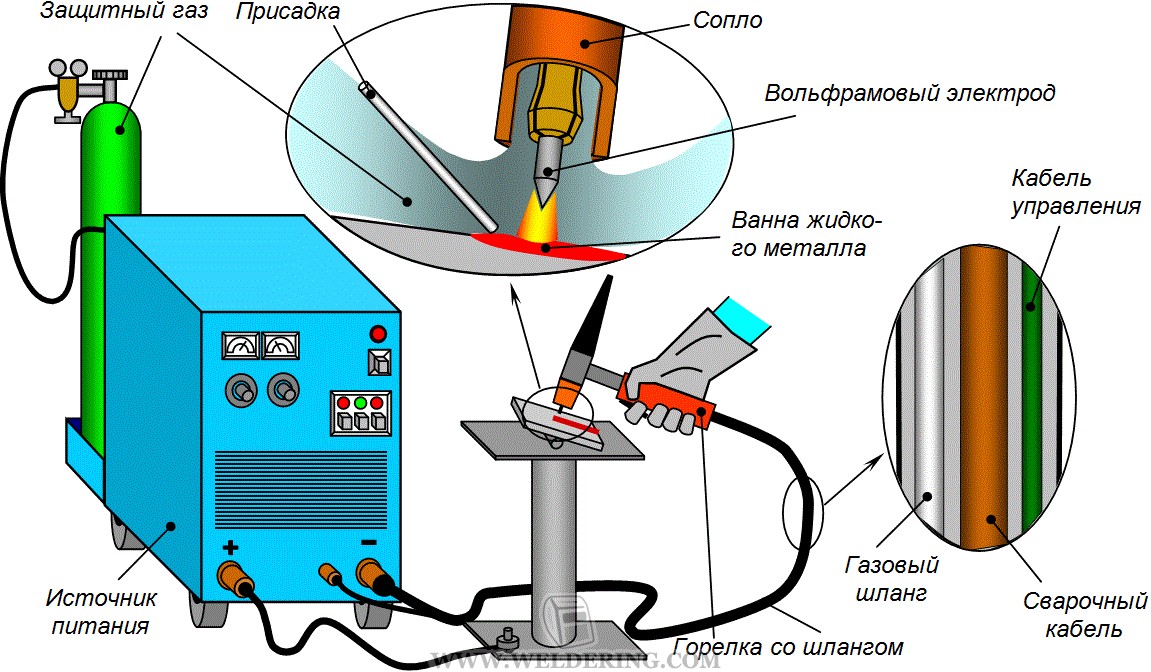
На данный момент полуавтоматические сварочные агрегаты нашли достойное применение на производстве для проведения различного вида ремонтов. Работа проводится по черному металлу, алюминию или нержавейкам. Для безопасности применяют защитный газ – гелий, аргон или углекислоту.
Плюсы и минусы полуавтоматической сварки в среде защитных газов
Сварка – процесс создания неразъемных соединений двух металлов методом плавления, применимый в условиях производства и в быту. Разновидностей сварки достаточно много, но чаще всего используют соединение с защитными газами.
Обслуживание и ремонт сварочного полуавтоматического оборудования необходимо поручать опытным сертифицированным специалистам. Это гарантирует безопасность при проведении работ, качество шва и достойный срок службы недешевого аппарата.
Среда, в которой происходит сварка, оказывает большое влияние на конечный результат. Характеристики сварочного шва, а также свойства дуги имеют отличия от таких же показателей при электросварке.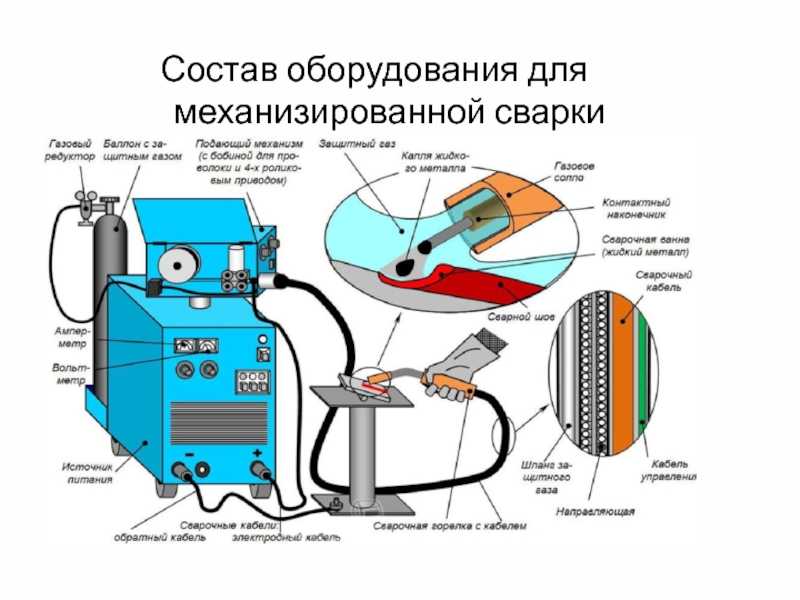 Они изменяются в зависимости от применяемого газа.
Они изменяются в зависимости от применяемого газа.
Мягкость дуги при использовании аргона дает фигурный шов. Достоинством гелия является незаметный шов, он также помогает соединять тонкие металлические детали. Однако низкий вес данного газа делает его применение менее экономичным.
Углекислый газ помогает совместить достоинства обоих газов вместе, он эффективно расходуется и делает шов незаметным. Универсальный и практичный, он дает возможность соединить детали практически из любого металла или сплава.
Однако выбор электрода (плавящегося или неплавящегося) не зависит от применяемого газа. Стоит только проявлять особую осторожность в работе с газами из-за их опасности.
Итак, достоинства полуавтоматической сварки с газами:
- низкая себестоимость;
- качественность шва;
- высокая скорость работы;
- большой диапазон толщины обрабатываемых деталей и их материалов;
- возможность контролировать образование шва;
- автоматизация работ;
- отсутствие влияния пространственного положения на качество шва;
- нет необходимости использования шлака или флюса.
Существенным недостатком такого вида сварки является наличие тепловой и световой радиации дуги, от которых следует защищать сварщика различными методами, а это повышает себестоимость. Однако простой и дешевый ремонт оборудования, наоборот, компенсирует расходы.
Плюсы и минусы полуавтоматической сварки в среде углекислого газа
Сварка с углекислым газом – один из наиболее популярных видов соединения деталей из различных металлов. Главными ее достоинствами считаются прочный, качественный шов и низкая себестоимость процесса. Работать с углекислотой достаточно просто, это под силу даже новичкам.
1. Как происходит полуавтоматическая сварка в среде СО2?
В сварочную ванну, образующуюся нагреванием металла, подается углекислый газ, защищающий расплав от воздействия атмосферного воздуха.
2. Какие существуют особенности и достоинства данного вида сварки, ее режимы?
Одним из основных плюсов стало отсутствие контакта деталей с окружающей средой, вытесняемой СО2. Это делает возможным создание чрезвычайно прочного шва. Однако чтобы избежать процесса окисления железа и углерода в материале, следует использовать присадочную проволоку с высоким содержанием кремния и марганца.
Это делает возможным создание чрезвычайно прочного шва. Однако чтобы избежать процесса окисления железа и углерода в материале, следует использовать присадочную проволоку с высоким содержанием кремния и марганца.
Следующая особенность – применение полярностей прямой и обратной. Применить прямую полярность тока могут и молодые специалисты, поскольку она позволяет легко держать дугу. Используют ее чаще для наплавления металла.
Режим полуавтоматической сварки выбирается в соответствии с толщиной заготовки и диаметром проволоки. Поскольку при увеличении тока растет и глубина провара, то силу тока повышают с ростом толщины изделия. Это требуется отразить в настройках оборудования.
3. Достоинства и недостатки.
Работа с СО2 имеет следующие достоинства:
- соединение тонких деталей;
- сварка изделий с разными характеристиками;
- качественный и ровный шов;
- удобство дуги, что особенно важно для новичков;
- отсутствие окисления благодаря защите газом, это делает соединение особенно прочным;
- сравнительно высокая безопасность процесса;
- недорогое оборудование, доступное любому.

Недостатком же считается большая сложность применяемой аппаратуры, нежели при работе с иными газами.
Вывод: полуавтоматическая сварка с углекислым газом – это экономичный способ работы, который дает простой и качественный результат.
Достоинства полуавтоматической сварки без газа
Давайте попробуем понять, в чем же отличие полуавтоматических аппаратов с газом от оборудования, работающего без применения газа.
В первом случае соединение защищается инертной средой (СО2 или смесью аргона с углекислым газом). В связи с отсутствием горения, невозможного при наличии углекислого газа, металл не прогорает.
В полуавтоматических аппаратах, где нет газа, применяют присадочную проволоку, покрытую флюсом. При его сгорании выделяется СО2, что не дает металлу прогореть.
Какие же есть достоинства и недостатки в работе с применением СО2 и без него?
При сварке без газа рабочая зона защищается средой, создаваемой сгоранием флюса, более легкого, чем металл.
При соединении с газом (например, с СО2) рабочие условия считаются более благоприятными, кроме того, идет охлаждение металла в рабочей зоне. Способ сварки с газом популярнее, в том числе и по причине меньших финансовых затрат.
Однако есть существенное достоинство сварки без применения газа – более ровный и аккуратный шов.
При этом стоит обратить внимание на то, что для работы нельзя использовать простую проволоку. С ее применением упадет качество шва – он станет неровным, значительно возрастет количество используемой проволоки, ведь большая ее часть испарится. Сварочная ванна наполнится кислородом, следовательно, в металле начнут появляться каверны и окислы.
Плюсы и минусы обоих методов описаны достаточно подробно. Выбор остается за вами. Необходимое же для таких способов оборудование продается в специализированных магазинах.
Появление в продаже простых, качественных и недорогих аппаратов привело к распространению полуавтоматической сварки без газа, ее возможности применения даже непрофессионалами.
Популярность аппаратуре принесла легкость обращения с ней, что является неоспоримым достоинством при сохранении чрезвычайно высокого качества работ. Получить красивый и ровный шов помощью данного оборудования сможет даже новичок.
Работа с газом требует переноса тяжелых баллонов и их зарядки, а это дополнительные расходы. Если применение сварки требуется лишь изредка, гораздо проще использовать полуавтоматические аппараты без газа.
Для таких работ используется флюсовая или порошковая сварочная проволока. Она состоит из стальной трубки, применяемой для сварки, со стандартным диаметром (0,8 мм). Центр трубки заполняется порошком (флюсом), напоминающим покрытие простого электрода. В процессе работы идет сгорание флюса, в результате сварочная ванна наполняется защитным газом.
Достоинством этого метода является отсутствие необходимости использования тяжелого газового оборудования, возможность визуального отслеживания работы, конечно, через защитную маску.
Различное наполнение сварочной проволоки позволяет менять химический состав формируемого шва и характеристику дуги.
Не рекомендуется резко изменять направление работы сварочного полуавтомата или поворачивать его из-за достаточно тонких стенок сварочной проволоки. По этой же причине необходимо подавать проволоку с небольшим сжатием через специальный механизм.
Использование флюсовой проволоки требует соблюдения полярности: изделие подключается к плюсу, а горелка к минусу. Это прямое подключение. Обратное применяют в работе с газом. Объяснение этому достаточно простое – при работе с флюсом требуется более высокая температура, необходимая для его сгорания и образования защитного газа.
Преимущества полуавтоматической сварки
Широкое распространение механизированной сварки обусловлено хорошей производительностью и высоким качеством выполнения сварных соединений этим способом. В производстве механизированной (полуавтоматической) и автоматической сварки используются специальные аппараты, называемые автоматами и полуавтоматами. Последний состоит из сварочной горелки и устройства автоматизированной подачи сварочной проволоки. Передвижение горелки вдоль линии шва осуществляется производящим сварку вручную. То есть в полуавтоматической сварке только одна из операций механизирована – подача электродной проволоки.
Последний состоит из сварочной горелки и устройства автоматизированной подачи сварочной проволоки. Передвижение горелки вдоль линии шва осуществляется производящим сварку вручную. То есть в полуавтоматической сварке только одна из операций механизирована – подача электродной проволоки.
Оборудование для полуавтоматической сварки
Сварочная установка обычно состоит из набора оборудования, который составляют аппарат для полуавтоматической сварки, источник для питания дуги и приспособление, предназначенное для передвижения заготовки либо оборудования. Последний включает подающие ролики, электрический мотор и коробку переключения скоростей. Подающее сварочную проволоку устройство бывает трех вариантов: толкающего, универсального тянуще-толкающего и тянущего.
Сварочная проволока для полуавтоматической сварки подается по внутренней полости специального шланга. Он, помимо этой резиновой оболочки, имеет еще проволочную спираль в особой оплетке. Устройство гибкого шланга позволяет раздельную подачу сварочных токов, защитного газа и охлаждающей воды. Для них и цепи управления внутри шланге предусмотрены отдельные провода. С учетом типа подающего устройства протяженность гибкого шланга варьируется в пределах 3,5 м. Большая длина нецелесообразна из-за возникающей неравномерности в подаче сварочной проволоки на свариваемый участок.
Устройство гибкого шланга позволяет раздельную подачу сварочных токов, защитного газа и охлаждающей воды. Для них и цепи управления внутри шланге предусмотрены отдельные провода. С учетом типа подающего устройства протяженность гибкого шланга варьируется в пределах 3,5 м. Большая длина нецелесообразна из-за возникающей неравномерности в подаче сварочной проволоки на свариваемый участок.
Главной при работе частью такого сварочного аппарата служит горелка для полуавтоматической сварки. При ее участии в зону проведения соединения подаются сварочная проволока с флюсами и защитные газы. Рукоятка горелки снабжена кнопкой пуска подающего устройства проволоки. Как правило, с ее же помощью открывается газовый клапан.
В ходе производства ручной полуавтоматической сварки важное место занимает вылет электродной проволоки. Под ним подразумевается промежуток от детали до точки подвода электротока. Если он больше, чем нужно, появляется эффект разбрызгивания металла, что нарушает сварочный процесс. В противном случае, если вылет проволоки слишком мал, может начать подгорать наконечник горелки. Постоянство вылета сварочной проволоки для надежной работы оборудования для полуавтоматической сварки обеспечивается специальными сапожками, которых с учетом формы наконечника может быть один (для изогнутого) или два (для прямого).
В противном случае, если вылет проволоки слишком мал, может начать подгорать наконечник горелки. Постоянство вылета сварочной проволоки для надежной работы оборудования для полуавтоматической сварки обеспечивается специальными сапожками, которых с учетом формы наконечника может быть один (для изогнутого) или два (для прямого).
Сварочная установка при полуавтоматической сварке в защитном газе дополнительно оснащается комплектом газового оборудования. Оно обычно состоит из баллонов с используемыми газами, подогревателя, отсекателя, осушителя, смесителя газов, а также редукторов для их дозирования. Все газы находятся в баллонах с высоким давлением в сжатом состоянии. Не касается это только углекислого газа для полуавтоматической дуговой сварки, поставляемого в виде кислоты в жидком состоянии, заполняющей баллон. Осушитель газа необходим для устранения влажности углекислого газа. С этой целью в нем содержатся осушающие вещества: медный купорос либо силикагель. Кнопка пуска аппарата служит также управлением отсекателем газа.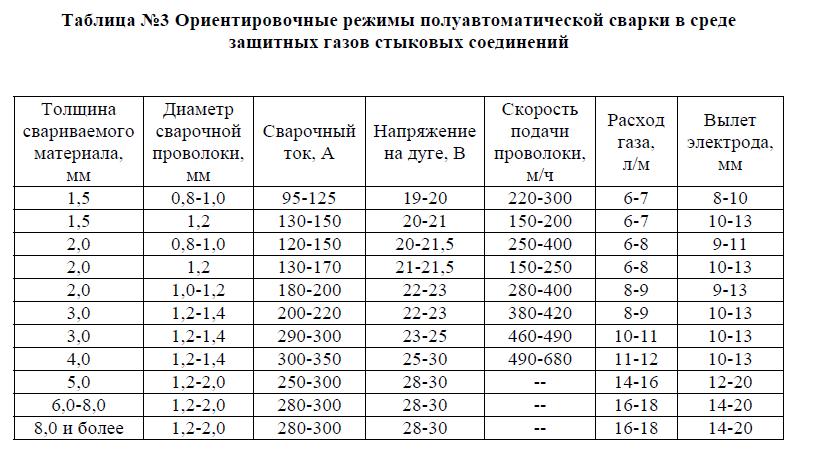 Технологией полуавтоматической сварки предусмотрена подача газа в таком режиме, чтобы обеспечивать защитную газовую среду до зажигания дуги с сохранением ее до окончательного остывания металла еще какое-то время после погашения пламени.
Технологией полуавтоматической сварки предусмотрена подача газа в таком режиме, чтобы обеспечивать защитную газовую среду до зажигания дуги с сохранением ее до окончательного остывания металла еще какое-то время после погашения пламени.
Технология полуавтоматической сварки
Процесс соединения в разных пространственных положениях возможен на различных режимах полуавтоматической сварки. Их изменение вручную продолжительно по времени и отвлекает от работы. Во избежание этого ряд моделей сварочных аппаратов оснащаются специальными приспособлениями для дистанционной корректировки режимов сварки. Они подходят и для выполнения операций, связанных с началом сварки и завершением процесса.
Отдельную группу полуавтоматов составляет универсальное оборудование, позволяющее осуществлять настройку полуавтоматической сварки как для работ в средах защитных газов, так и под флюсом. Например, есть аппараты, предназначенные для полуавтоматической сварки порошковыми проволоками, однако они легко перенастраиваются под газовую сварку обычной электродной проволокой.
Принцип полуавтоматической сварки с использованием флюса заключен в подаче сварочных проволок в область горения дуги особым устройством (сварочной головкой полуавтомата) и последующей сборке флюса для вторичного использования. По ходу ручного передвижения сварочной головки к месту проведения сварки поступает флюс, покрывающий слоем в 4-5 см поверхность детали со сварочной проволокой. Он подается из особой воронки, расположенной в сварочной головке, либо пневматической способом с использованием сжатого воздуха через шланг. Сварной шов, выполненный полуавтоматической сваркой под флюсом, приблизительно на треть составляется из материала присадок, а оставшиеся две трети заполняет расплав основного металла.
К преимуществам полуавтоматической сварки, помимо высокой производительности, относят стабильный сварочный процесс, способность соединять заготовки значительных толщин без скосов кромок, незначительность потерь от разбрызгивание металла и угара, надежная защита сварочной зоны от атмосферного воздействия. Этим способом возможно выполнение различных видов соединений, одно- или многопроходных, с одно- либо двусторонними швами.
Этим способом возможно выполнение различных видов соединений, одно- или многопроходных, с одно- либо двусторонними швами.
Сварка полуавтоматом с применением флюса имеет несколько разновидностей: на весу, на флюсовой подушке, по ручной подварке либо на подкладках (из стали и меди, убирающихся и остающихся). К примеру, односторонняя инверторная полуавтоматическая сварка, выполняемая с неполным проваром без разделывания кромок, требует такого режима, который позволял бы не полностью расплавленному основному материалу удерживать сварочную ванну. А при необходимости полного провара, например, при полуавтоматической сварке труб, требуется обеспечение таких условий, чтобы расплав металла не вытекал через зазоры. С этой целью сварочный процесс ведут такими методами, как сварка на подкладке либо на флюсовой подушке.
Различные флюсы, используемые в этом способе сварки, оказывают существенное влияние на характеристики горения дуги, форму и химический состав металла получаемых швов.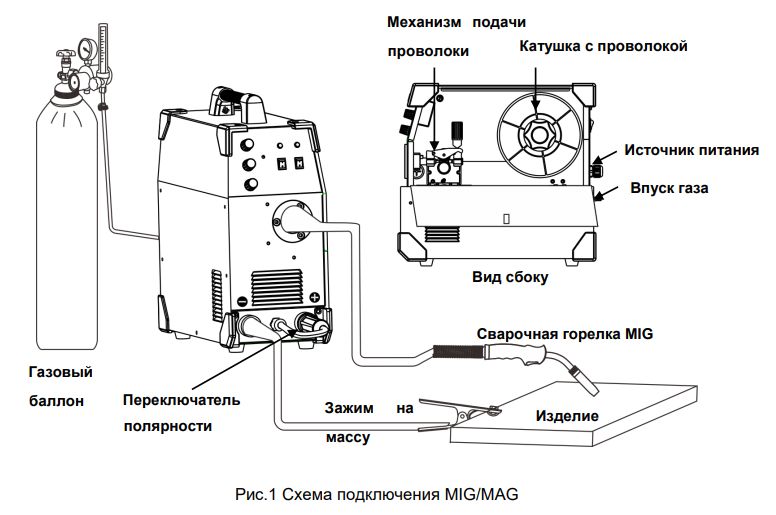 От выбора флюса также зависит надежность сцепления поверхности шва со шлаковой коркой. А его состав в значительной мере определяет устойчивость шва к образованию кристаллизационных трещин и пор.
От выбора флюса также зависит надежность сцепления поверхности шва со шлаковой коркой. А его состав в значительной мере определяет устойчивость шва к образованию кристаллизационных трещин и пор.
Преимущества и недостатки полуавтоматического дробовика
[email protected]
19 февраля 2021 г.
Если вы планируете инвестировать в новое оружие, сложно решить, что лучше для вас. Полуавтоматические ружья становятся все более популярными. Прошли те времена, когда Джон Уэйны всего мира стреляли из армейского револьвера одинарного действия в любого, кто смотрел на них сбоку. Конечно, недостатком старомодного револьвера было медленное вращение барабана после каждого выстрела. Конечно, классические звезды старых вестернов сделали действие плавным и гладким, но реальность была более ограниченной.
Проблемный характер револьвера означает, что из него сложно стрелять точно. Когда было изобретено полуавтоматическое ружье, оно рассыпалось по полкам со скоростью лесного пожара (двойной каламбур). Так что же хорошего и плохого в SASG?
Так что же хорошего и плохого в SASG?
Преимущества
Самым очевидным преимуществом является скорость . Несмотря на то, что они менее способны стрелять быстро, чем из пулемета, пушки SA быстры, потому что они автоматически перезаряжаются. Оружие SA обычно представляет собой пистолеты, дробовики или винтовки. Это лучший вариант для защиты дома из-за энергии отдачи, которая циклически повторяет действие. С ними также намного проще обращаться, чем с другими, более тяжелыми орудиями.
Если вы не привыкли стрелять из пистолета, альтернативой SASG является использование помпового ружья; это лучший вариант, так как он не требует особых навыков и может быть использован даже самым неопытным пользователем. Чтобы использовать помповое ружье, потяните ручку насоса на себя , а затем верните ее в исходное положение.
Если вы раньше пользовались огнестрельным оружием и достаточно хорошо владеете им, то лучшим выбором будет полуавтоматический. Важным аспектом владения SASG является обслуживание . Оружие восприимчиво к ржавчине, и если ржавчина появится, ваше оружие может довольно быстро прийти в негодность. Очистка предотвращает накопление влаги и покрывает оружие маслом, защищая все металлические детали от коррозии и повреждений. Пистолеты должны быть смазаны для оптимальной работы.
Важным аспектом владения SASG является обслуживание . Оружие восприимчиво к ржавчине, и если ржавчина появится, ваше оружие может довольно быстро прийти в негодность. Очистка предотвращает накопление влаги и покрывает оружие маслом, защищая все металлические детали от коррозии и повреждений. Пистолеты должны быть смазаны для оптимальной работы.
Это машины с несколькими движущимися частями, которые вызывают трение, и надлежащая смазка, чтобы детали не изнашивались слишком быстро, имеет жизненно важное значение. При этом, имея инерционное орудие снижает потребность в очистке, так как в нем очень мало движущихся частей; это ружье работает с пружиной, которая удерживает затвор на месте, когда вы нажимаете на спусковой крючок, сила дроби (или патрона) толкает затвор назад, избавляясь от использованной гильзы. Затем он собирает следующую нагрузку, когда движется вперед. Еще одним преимуществом инерционного пистолета является то, что он легче, поэтому удобнее в обращении.
Если вам нужно ружье для стрельбы по мишеням и игр, используйте газовый пистолет 9.Пистолет 0011 — лучший вариант. Газовые полуавтоматы отлично подходят для последовательного использования более легких боеприпасов, что очень важно при стрельбе по тарелочкам. Они также лучше работают в холодную погоду, так как не полагаются на отдачу, что затрудняется при ношении больших громоздких пальто.
Недостатки
Полуавтоматическое ружье, безусловно, имеет много улучшений по сравнению с его историческими аналогами. Но есть и отрицательные характеристики. Во-первых, надежность — не самое лучшее его качество. Они отлично работают и сделаны хорошо, но подвержены сбоям. Как упоминалось выше, очистка должна быть приоритетом для уменьшения проблем с надежностью. Если вы используете его в первую очередь для защиты дома, то вы должны быть уверены , чтобы отдать свою жизнь в руки этой маленькой машины. Поэтому забота о нем должна быть в приоритете.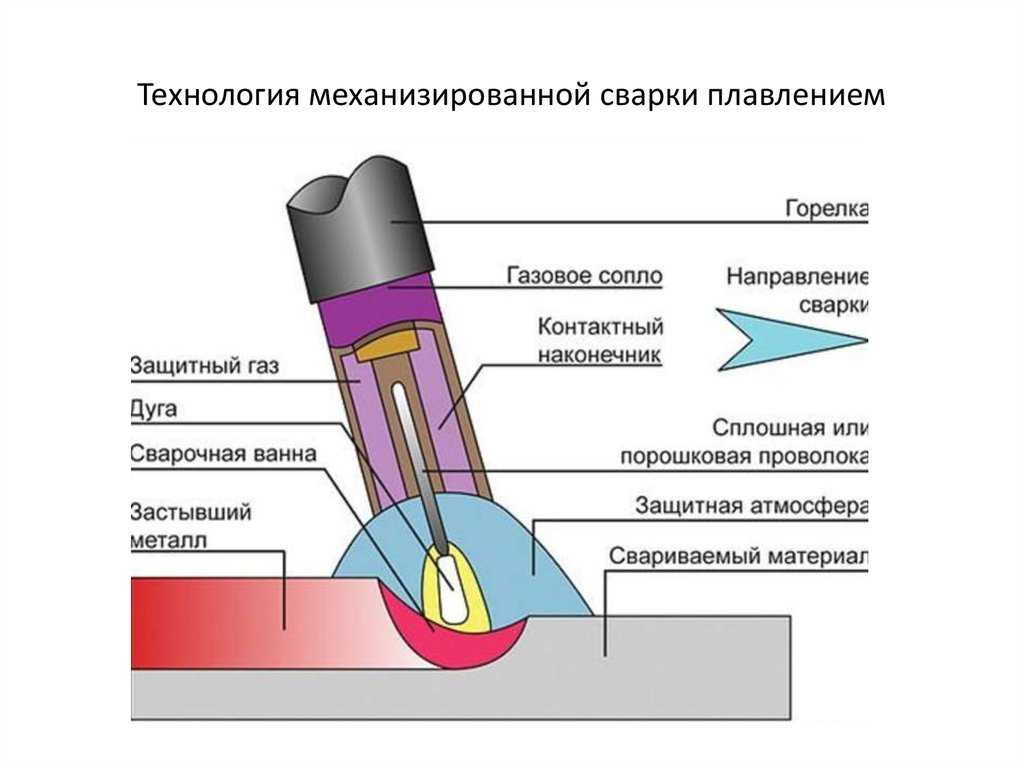
Еще одна проблема, которая может возникнуть, это заедание . Если полуавтомат застрял, а вы не знаете, как его быстро расцепить, это может оказаться вопросом жизни и смерти в оборонительной ситуации. Чтобы решить эту проблему, убедитесь, что все члены семьи, которые будут иметь доступ к оружию, понимают его функции и способы его использования в случае возникновения опасной ситуации. особенно узнать, как загрузить и разгрузить полуавтоматический режим следует понять перед использованием, так как он может быть немного сложным и потребует практики.
Из-за прогрессивного характера полуавтомата еще одним недостатком при его покупке является доступность . Полуавтоматы требуют дизайна и более сложной конструкции, чем ручные, поэтому они стоят дороже, однако вы можете не рассматривать это как недостаток, поскольку получаете уникальный образец машиностроения.
Независимо от того, выбираете ли вы револьвер старого образца или полуавтоматический пистолет, обязательно изучите вопрос и поговорите с профессионалом. Если вы живете в Великобритании, вам придется рассмотреть вопросы лицензирования. Сделайте правильный выбор для себя и своей семьи и всегда помните о важности безопасности оружия.
Если вы живете в Великобритании, вам придется рассмотреть вопросы лицензирования. Сделайте правильный выбор для себя и своей семьи и всегда помните о важности безопасности оружия.
ЗА И ПРОТИВ: ПОЛУАВТОМАТ ПРОТИВ. РЕВОЛЬВЕР
Автор: Джей Чемберс | Минутный обзор человека | https://www.minutemanreview.com
Один большой вопрос для тех, кто хочет приобрести свой первый пистолет, заключается в том, покупать ли револьвер или полуавтоматический самозарядный пистолет. Ни один из них объективно не лучше другого, но понимание того, что каждый из них делает, поможет вам принять правильное решение.
Основные отличия
Те из вас, кто совсем не знаком с пистолетами, должны понимать основные различия между ними.
Револьвер получил свое название от вращающегося цилиндра, в который загружаются патроны. Ударно-спусковой механизм вращает цилиндр перед каждым выстрелом, индексируя следующий патрон перед курком. Они могут быть как одинарного, так и двойного действия. Двойное действие означает, что нажатие на спусковой крючок одновременно взводит курок, выдвигает цилиндр и производит выстрел. По сути, нажатие на курок выполняет все три действия. Одинарное действие означает, что нажатие на спусковой крючок освобождает только курок для выстрела. Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить.
Двойное действие означает, что нажатие на спусковой крючок одновременно взводит курок, выдвигает цилиндр и производит выстрел. По сути, нажатие на курок выполняет все три действия. Одинарное действие означает, что нажатие на спусковой крючок освобождает только курок для выстрела. Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить.
В полуавтоматических пистолетах вместо цилиндра используется магазин. Магазин заряжается, а затем вставляется в огнестрельное оружие. Затвор имеет «рейку», которая загружает патрон в патронник. Отсюда нет возни с молотками. Вы можете просто стрелять, пока магазин не опустеет. Каждый раз, когда пистолет стреляет, следующий патрон автоматически загружается в патронник. Как и в случае с револьверами, вы можете купить полуавтоматические пистолеты одинарного и двойного действия. Одно отличие состоит в том, что в пистолетах одинарного действия курок не взводится вручную перед каждым выстрелом. Движение затвора взводит курок. При двойном действии нажатие на спусковой крючок одновременно взводит курок и стреляет из пистолета. Разница между ними заключается в том, что пистолеты одинарного действия имеют более короткое нажатие на спусковой крючок, что облегчает стрельбу для некоторых, но повышает вероятность случайных выстрелов. Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы.
При двойном действии нажатие на спусковой крючок одновременно взводит курок и стреляет из пистолета. Разница между ними заключается в том, что пистолеты одинарного действия имеют более короткое нажатие на спусковой крючок, что облегчает стрельбу для некоторых, но повышает вероятность случайных выстрелов. Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы.
Емкость
Одним из огромных преимуществ полуавтоматических пистолетов перед револьверами является емкость магазина. Типичный револьвер вмещает 6 патронов в цилиндре. Это может немного варьироваться, но большинство цилиндров вмещает 6. Магазин полуавтоматического пистолета обычно вмещает от 7 до 15 патронов. Это, конечно, зависит и от огнестрельного оружия. Пистолеты меньшего размера, которые максимально скрыты, будут иметь меньший размер магазина просто из-за меньшего размера огнестрельного оружия. Раунд, которым стреляет пистолет, также будет иметь значение. Вы можете разместить больше 9мм патронов в магазине, чем патронов .45 ACP, больше патронов .380 ACP, чем .40 S&W, и так далее.
Типичный револьвер вмещает 6 патронов в цилиндре. Это может немного варьироваться, но большинство цилиндров вмещает 6. Магазин полуавтоматического пистолета обычно вмещает от 7 до 15 патронов. Это, конечно, зависит и от огнестрельного оружия. Пистолеты меньшего размера, которые максимально скрыты, будут иметь меньший размер магазина просто из-за меньшего размера огнестрельного оружия. Раунд, которым стреляет пистолет, также будет иметь значение. Вы можете разместить больше 9мм патронов в магазине, чем патронов .45 ACP, больше патронов .380 ACP, чем .40 S&W, и так далее.
Простота
Револьверы механически проще, чем полуавтоматические пистолеты. С меньшим количеством движущихся частей снижается риск возникновения проблем с огнестрельным оружием, таких как неисправность.
Револьверы также легче обслуживать, опять же, из-за их простоты. В большинстве случаев чистка револьвера означает только открытие или снятие цилиндра и использование щеток для ствола для очистки ствола и цилиндров. Немного вытрите остатки, и все готово. Полуавтоматические пистолеты могут потребовать немного больше работы. Слайд должен быть удален. Такие детали, как ствол, механизм и более мелкие детали, необходимо снять и очистить. Каждое огнестрельное оружие имеет свой процесс полевой зачистки. Обучение разборке и сборке полуавтоматического пистолета всегда является процессом обучения, когда вы впервые приобретаете огнестрельное оружие. Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы.
Немного вытрите остатки, и все готово. Полуавтоматические пистолеты могут потребовать немного больше работы. Слайд должен быть удален. Такие детали, как ствол, механизм и более мелкие детали, необходимо снять и очистить. Каждое огнестрельное оружие имеет свой процесс полевой зачистки. Обучение разборке и сборке полуавтоматического пистолета всегда является процессом обучения, когда вы впервые приобретаете огнестрельное оружие. Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы.
Стрельба
Стрелять из обоих типов пистолетов одно удовольствие. Однако они оба предлагают немного разные впечатления.
Есть отличия в боеприпасах. Вы можете найти револьверы и полуавтоматические пистолеты с различными боеприпасами, от маленьких до больших. Основное преимущество револьверов заключается в большем конце. Короче говоря, простота револьверов и прочность их частей позволяют стрелять из них более крупными калибрами. Револьверы тяжелые, и, как правило, их можно заставить выдерживать большую силу. Вы можете найти малоизвестные полуавтоматические пистолеты, которые стреляют невероятно большими патронами, например, Desert Eagle калибра .50, но, как правило, для них это непрактично. Если вы хотите выстрелить как можно большим патроном, в большинстве случаев вам понадобится что-то вроде револьвера Magnum калибра .44 или .357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело.
Револьверы тяжелые, и, как правило, их можно заставить выдерживать большую силу. Вы можете найти малоизвестные полуавтоматические пистолеты, которые стреляют невероятно большими патронами, например, Desert Eagle калибра .50, но, как правило, для них это непрактично. Если вы хотите выстрелить как можно большим патроном, в большинстве случаев вам понадобится что-то вроде револьвера Magnum калибра .44 или .357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело.
Перезарядка полуавтоматического пистолета, как правило, проще по той простой причине, что вы можете освободить пустой магазин и вставить заряженный. Цилиндр револьвера должен заряжать каждый патронник один за другим. Однако вы можете найти скоростные загрузчики, которые ускоряют время загрузки. Конечно, магазины полуавтоматических пистолетов нужно заряжать вручную, поэтому в какой-то момент заряжать полуавтоматический пистолет тоже будет утомительно.