Достоинства полуавтомата: Преимущества полуавтоматической сварки электродной проволокой
Содержание
Недостатки полуавтоматической сварки и ее преимущества
Вопросы, рассмотренные в материале:
- Общие принципы полуавтоматической сварки
- Устройство полуавтомата
- Виды сварочных полуавтоматов
- Отличия сварочных полуавтоматов от других аппаратов
- Режимы полуавтоматической сварки
- Типы сварочного оборудования
- Технику сваривания металлов полуавтоматом
Полуавтоматическая сварка – практически самый популярный способ соединения изделий из металла. Он удобен, прежде всего, начинающим специалистам. Применяется во всех отраслях промышленности, поскольку позволяет обрабатывать металлы разной толщины.
В нашей статье рассмотрены преимущества и недостатки полуавтоматической сварки, показано, как функционирует оборудование и как выглядит процесс сварки металла посредством такого аппарата.
Общие принципы полуавтоматической сварки
В основе механизированной сварки, как и других разновидностей дуговой сварки, лежит использование тепловой энергии, концентрируемой в месте горения дуги. Последняя нагревается до показателей, превышающих температуру плавления металлов. Под ее воздействием кромки заготовки плавятся, в результате формируется сварочная ванна жидкого металла. Нужно понимать, что дуга горит между изделием и сварочной проволокой, которая, с одной стороны, обеспечивает подвод дуги к зоне сварки, а с другой – играет роль присадки для заполнения зазора между кромками.
Последняя нагревается до показателей, превышающих температуру плавления металлов. Под ее воздействием кромки заготовки плавятся, в результате формируется сварочная ванна жидкого металла. Нужно понимать, что дуга горит между изделием и сварочной проволокой, которая, с одной стороны, обеспечивает подвод дуги к зоне сварки, а с другой – играет роль присадки для заполнения зазора между кромками.
VT-metall предлагает услуги:
Подающий механизм безостановочно направляет сварочную проволоку с кассеты в рабочую зону непосредственно к соплу горелки. Из горелки выходит газ, призванный защитить от воздействия воздуха сварочную дугу, горячий жидкий металл, конец сварочной проволоки и зону у шва. Чтобы добиться более высокого качества соединения, газ могут дополнительно подавать с обратной стороны шва.
Так как в данном случае не используются покрытые электроды, необходимые при ручной сварке, весь процесс может быть механизирован либо автоматизирован.
Устройство полуавтомата
Устройство сварочного полуавтомата остается неизменным вне зависимости от сферы его использования. Данное оборудование включает в себя:
Данное оборудование включает в себя:
- источник питания с блоком управления, панелью индикации, системой ручной настройки;
- кабель-шланг для подачи проволоки, газа, тока в сварочную зону, то есть так называемый сварочный рукав и кабель для подсоединения к «массе»;
- горелку;
- устройство автоматической подачи проволоки;
- емкость с инертным/активным газом и соответствующее газовое оборудование.
Также можно приобрести дополнительные устройства для полуавтоматической дуговой сварки. К ним относятся размоточные приспособления, оснастка для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки, пр.
Виды сварочных полуавтоматов
Чтобы иметь возможность говорить о недостатках полуавтоматической сварки, важно представлять себе классификацию используемых в процессе работы устройств. Их принято делить на виды в соответствии с конструкцией и источником тока, также могут учитываться способы подачи проволоки, охлаждения, питающее напряжение, вспомогательные функции. Кроме того, аппараты отличаются по виду используемой газовой среды: в качестве защиты применяется инертный или активный газ (углекислотный полуавтомат) либо устройство может быть универсальным.
Кроме того, аппараты отличаются по виду используемой газовой среды: в качестве защиты применяется инертный или активный газ (углекислотный полуавтомат) либо устройство может быть универсальным.
С точки зрения конструкции, сварочные полуавтоматы бывают двухкорпусными и однокорпусными. Первый вариант предполагает, что источник питания находится отдельно от газового клапана и механизма подачи проволоки. Причем ко второй части системы подключается кабель-шланг. Тогда как в однокорпусном аппарате все, в соответствии с названием, находится в моноблоке. При этом может быть предусмотрено внутреннее и внешнее размещение бобины с проволокой.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
У сварочных полуавтоматов бывают источники питания двух видов: выпрямители и инверторы. Выпрямители проще в обслуживании и отличаются более доступной ценой.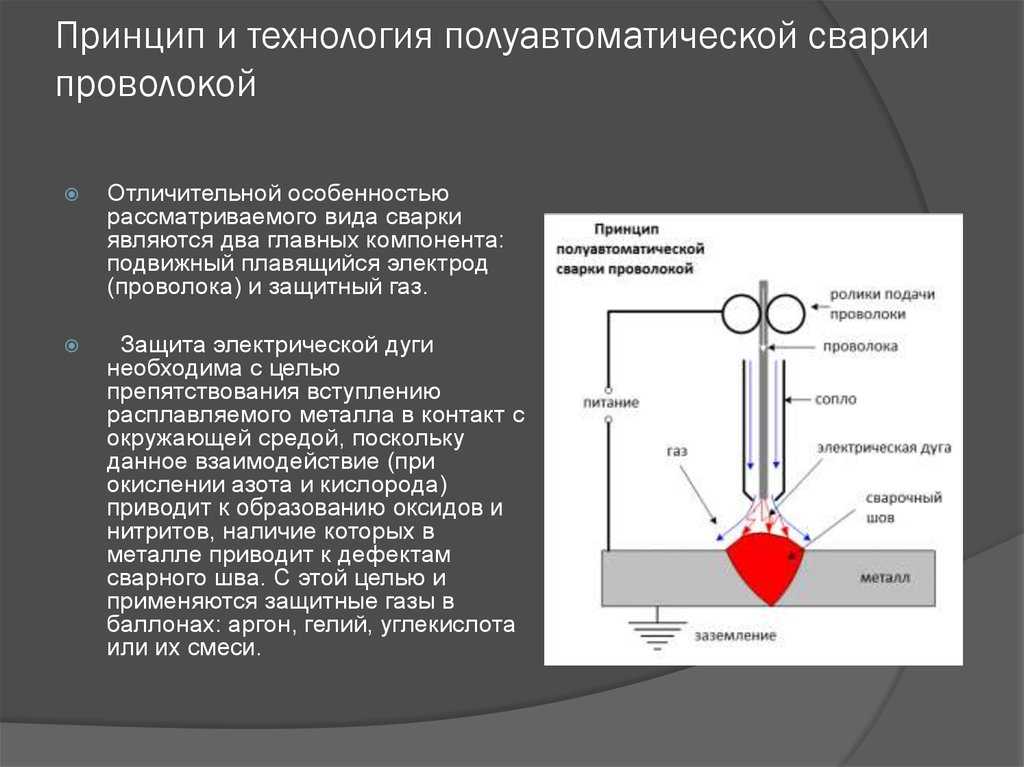 Однако нужно понимать: их главный недостаток для полуавтоматической сварки, кроется в том, что они выдают постоянный ток со значительными пульсациями, не могут похвастаться высоким КПД, при этом имеют немалый вес. У инверторов нет подобных минусов, при этом они способны обеспечивать практически любые виды сварочных токов и даже работать в импульсном режиме.
Однако нужно понимать: их главный недостаток для полуавтоматической сварки, кроется в том, что они выдают постоянный ток со значительными пульсациями, не могут похвастаться высоким КПД, при этом имеют немалый вес. У инверторов нет подобных минусов, при этом они способны обеспечивать практически любые виды сварочных токов и даже работать в импульсном режиме.
Отличия сварочных полуавтоматов от других аппаратов
Существующие на данный момент методы электродуговой сварки отличаются, в первую очередь, источниками тока, электродами и защитной средой. Кроме того, у них может быть разная степень автоматизации работ. Чаще всего на практике используются ручная и полуавтоматическая сварка плавящимися электродами и сварка вольфрамовыми электродами в инертной среде, известная как TIG-сварка.
Главное отличие сварочных полуавтоматов от других типов устройств состоит в том, что в них не используются трансформаторы как источники тока. Вместо этого должны быть выпрямители или инверторы, поскольку именно такие виды устройств обеспечивают необходимую производительность и высокое качество сварки. Благодаря отказу от трансформаторов, сварка может идти непрерывно без изменения параметров, не требуя замены электродов и дополнительного поджига дуги.
Благодаря отказу от трансформаторов, сварка может идти непрерывно без изменения параметров, не требуя замены электродов и дополнительного поджига дуги.
Работа со сварочными полуавтоматами отличается рядом таких особенностей, как:
- отсутствие временных затрат на прокалку, просушку электродов;
- возможность наложения длинных цельных швов;
- наличие функции автоматического регулирования скорости, с которой подается проволока, в соответствии с характеристиками дуги;
- неизменное расстояние от электрода до металла изделия;
- чистота работы;
- высокое качество сварочного шва с точки зрения физико-химических характеристик.
За счет использования инвертора в сварочных полуавтоматах удается серьезно повысить производительность и технологические возможности устройства. В аппаратах для выполнения самых простых работ все еще можно встретить выпрямители. Дело в том, что последние дешевле инверторов, хотя и обладают некоторыми недостатками в полуавтоматической сварке: они большие и тяжелые, при этом дают ток более низкого качества.
Режимы полуавтоматической сварки
Для дуговой полуавтоматической сварки с использованием стальной проволоки выбирают ток обратной полярности, то есть плюс идет на электрод. Этот принцип связан с тем, что в плазме дуги поток электронов движется по направлению от катода, роль которого выполняет деталь, к аноду или электроду. Поэтому последний разогревается сильнее, чем катод.
Если же используется порошковая проволока, то ее особые физико-химические свойства требуют, чтобы применялось прямое включение, где минус идет на электрод.
В сварочных полуавтоматах действует обратная связь «сила тока – скорость подачи проволоки», за счет чего становится возможен режим полуавтомата. Основная задача сварщика состоит в том, чтобы сохранять необходимое качество дуги и направлять горелку вдоль стыка металла. Тогда как скорость подачи проволоки будет сама подстраиваться под величину тока.
Если говорить о достоинствах и недостатках полуавтоматической сварки при помощи сварочных инверторов, то их немаловажным плюсом является возможность использовать импульсный режим, за счет которого повышается производительность и качество выполнения работ.
Типы сварочного оборудования
Сварочное оборудование может быть ручным, автоматическим и полуавтоматическим.
Первый тип считается самым простым, поэтому может использоваться для бытовых нужд, а также в мастерских и на небольших производствах. Автоматы и полуавтоматы отличаются высокой производительностью и способны обеспечивать точную обработку. Они входят в состав производственных линий на крупных предприятиях, а также в цехах среднего масштаба. С их помощью достигается хорошая скорость выполнения работ, высокое качество швов.
Вполне логично, что автоматическое оборудование обойдется значительно дороже, чем аппараты бытового или полупрофессионального типа. Зато автоматы удобны и сводят к минимуму участие человека в процессе сварки. Также они обладают расширенным функционалом и могут эксплуатироваться в течение более продолжительного срока.
Принцип действия автоматического оборудования таков:
- Внутри корпуса находится бобина с намотанной проволокой – это расходник, который используется вместо традиционного электрода для дуговой ручной сварки.
 Он автоматически подается в рабочую зону.
Он автоматически подается в рабочую зону. - Проволока подводится к соплу газовой горелки, в результате чего она плавится и дает возможность скреплять металлические заготовки.
- За стабильность дуги отвечает автоматика – именно она поддерживает горение и параллельную подачу расходного материала.
- Оператор выбирает необходимую скорость подачи проволоки с учетом того, как быстро перемещается горелка и каков материал изделия.
В основе сварки автоматом и полуавтоматом лежат близкие принципы работы. Но существует и серьезное отличие: в автомате за все процессы отвечают механизмы, а контроль возложен на систему управления. В полуавтоматах некоторые действия выполняет сварщик.
Оборудование для полуавтоматической сварки может быть нескольких видов в соответствии с эксплуатационными характеристиками. По способу защиты шва принято выделять полуавтоматы для работы под флюсом и в среде защитного газа. По источнику питания устройства бывают:
- Однофазные – они включаются в обычную сеть питания в 220 Вольт.
 Но чтобы шов был ровным, необходимо стабильное напряжение.
Но чтобы шов был ровным, необходимо стабильное напряжение. - Трехфазные – гарантируют высокое качество соединения и удобство сварки.
Техника сваривания металлов полуавтоматом
От используемой технологии соединения металлов и недостатков полуавтоматической сварки зависит качество соединений. В процессе эксплуатации швы не должны утратить свои изначальные свойства. Нужно понимать, что использование полуавтомата имеет значительные отличия от ручной дуговой сварки.
Далее представлены наиболее распространенные приемы и техники работ посредством полуавтомата, а также названы преимущества и недостатки полуавтоматической сварки перед ручной.
1. Сварка в среде защитного газа.
Полуавтоматические установки могут работать в среде защитного газа, призванного оградить рабочую зону от воздуха. В результате не происходит окисления шва, а значит, повышается его прочность.
Сварка может осуществляться при помощи разных инертных газов, но самыми распространенными считаются углекислый газ и гелий. Это связано с их относительно низкой ценой и небольшим расходом.
Это связано с их относительно низкой ценой и небольшим расходом.
Один из недостатков полуавтоматической сварки с углекислым газом состоит в том, что необходимо уделять особое внимание предварительной подготовке поверхности – для этого кромки зачищают наждачной бумагой, металлической щеткой или болгаркой. Чем качественнее будет выполнен данный этап, тем ниже шансы, что останется пропущенная пыль, грязь, ржавчина, остатки краски.
Сварка полуавтоматом в защищенной среде может осуществляться несколькими способами:
- Непрерывное сваривание. Такой подход считается самым сложным, поэтому его используют только опытные специалисты. В данном случае горелка проходит весь сварной шов без пауз и остановок.
- Точечная автоматическая сварка. Между заготовками формируется не сплошной шов, а большое количество отдельных сварных соединений-точек.
- Короткое замыкание. Данная технология обычно используется при сварке пары тонких стальных листов. Для расплавления металла используются импульсы, генерируемые коротким замыканием в сварочном аппарате.
 После остывания расплав двух заготовок формирует единую конструкцию.
После остывания расплав двух заготовок формирует единую конструкцию.
При работе с защитным газом большинство специалистов предпочитает использовать режим переменного тока. Для этого необходимо грамотно настроить параметры оборудования, опираясь на тип и толщину металла. Объем необходимого газа зависит от режима сварки, а проволока расходуется со скоростью 4 см/мин. Чтобы более точно выбрать настройки, стоит обратиться к таблицам ГОСТа.
После этапа подготовки приступают к сварке. Для этого запускают подачу газа, подключают питание, чтобы загорелась дуга, – она инициируется прикосновением проволоки к поверхности изделия. Далее нажимается кнопка пуска для начала подачи проволоки.
Чтобы получить шов высокого качества, нужно помнить о следующих тонкостях работы:
- Проволока подается точно прямо, но не вплотную ко шву, так как важно обеспечить хороший обзор сварочной ванны.
- Между кромками заготовок должен оставаться небольшой промежуток.
- Зазор зависит от толщины заготовки.
 Ширина в 1 мм требуется при стенке изделия толщиной примерно 1 см. Для более толстых стенок промежуток выбирают из расчета 10 % от толщины металла.
Ширина в 1 мм требуется при стенке изделия толщиной примерно 1 см. Для более толстых стенок промежуток выбирают из расчета 10 % от толщины металла.
Далее представлены достоинства и недостатки полуавтоматической сварки в среде защитных газов.
|
Преимущества
|
Недостатки
|
|
· Высокая производительность;
· формирование шва высокого качества за счет ввода легирующих элементов, раскислителей через проволоку;
· отсутствие необходимости удалять шлак, так как нет флюсов и покрытий;
· меньший объем отходов, что говорит о большей эффективности
|
· Более сложная аппаратура в сравнении с ручной дуговой сваркой;
· дополнительные операции для защиты при работе на открытых площадках;
· расходы, связанные со снабжением газами для формирования защитной среды
|
2.![]() Технология работы с алюминием.
Технология работы с алюминием.
Полуавтомат дает немало возможностей, позволяя работать с разными металлами, в том числе с алюминием. Последний отличается особыми свойствами, поэтому при сварке заготовок из него необходимо помнить о следующих нюансах:
- На поверхности алюминия присутствует слой амальгамы – ее температура плавления гораздо больше, чем у самого металла. Поэтому этот процесс должен производиться в среде защитного газа.
- Данный металл быстро становится очень текучим. Чтобы избежать неприятных ситуаций, рекомендуется использовать подложку.
- Обработку лучше всего осуществлять в режиме обратной полярности с постоянным током. В таком случае на горелке устанавливается положительный заряд, на детали – отрицательный.
Если следовать этим советам, можно быстро разрушить амальгаму и получить качественный расплав, а значит, и прочный сварной шов.
3. Сварка с проволокой.
При использовании полуавтомата необязательно работать только в газовой среде. Существует другой вариант – сварка под флюсом. Однако недостаток такой полуавтоматической сварки по сравнению с ручной в том, что этот вариант подходит только для использования на предприятиях. Для решения бытовых вопросов он оказывается слишком дорогостоящим, что связано с ценой флюса.
Существует другой вариант – сварка под флюсом. Однако недостаток такой полуавтоматической сварки по сравнению с ручной в том, что этот вариант подходит только для использования на предприятиях. Для решения бытовых вопросов он оказывается слишком дорогостоящим, что связано с ценой флюса.
Понять особенности данного типа сварки проще, если знать основные характеристики флюса, то есть порошка, находящегося в средней части проволоки. Так, подобные электроды не стоит использовать при полуавтоматической сварке, если нужно сформировать шов между тонкими листами металла либо планируется обработка среднеуглеродистой стали. Ведь тогда не избежать появления дефектов, а именно горячих трещин.
За счет повышения температуры дуги добиваются расплавления всего объема порошка внутри электрода. Для этого используют обратную полярность.
Большинство специалистов хорошо разбираются в преимуществах и недостатках ручной, автоматической и полуавтоматической сварки. Необходимые знания они получают в учебных заведениях, на курсах. Кроме того, всю информацию предоставляют производители в инструкции к оборудованию, так как за счет использования современных технологий сварочные полуавтоматы стали проще и доступны для любителей. Практика показывает, что подобное оборудование может прекрасно использоваться в домашних условиях и на малых производствах.
Кроме того, всю информацию предоставляют производители в инструкции к оборудованию, так как за счет использования современных технологий сварочные полуавтоматы стали проще и доступны для любителей. Практика показывает, что подобное оборудование может прекрасно использоваться в домашних условиях и на малых производствах.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Преимущества полуавтоматической сварки
Широкое распространение механизированной сварки обусловлено хорошей производительностью и высоким качеством выполнения сварных соединений этим способом. В производстве механизированной (полуавтоматической) и автоматической сварки используются специальные аппараты, называемые автоматами и полуавтоматами. Последний состоит из сварочной горелки и устройства автоматизированной подачи сварочной проволоки. Передвижение горелки вдоль линии шва осуществляется производящим сварку вручную. То есть в полуавтоматической сварке только одна из операций механизирована – подача электродной проволоки.
В производстве механизированной (полуавтоматической) и автоматической сварки используются специальные аппараты, называемые автоматами и полуавтоматами. Последний состоит из сварочной горелки и устройства автоматизированной подачи сварочной проволоки. Передвижение горелки вдоль линии шва осуществляется производящим сварку вручную. То есть в полуавтоматической сварке только одна из операций механизирована – подача электродной проволоки.
Оборудование для полуавтоматической сварки
Сварочная установка обычно состоит из набора оборудования, который составляют аппарат для полуавтоматической сварки, источник для питания дуги и приспособление, предназначенное для передвижения заготовки либо оборудования. Последний включает подающие ролики, электрический мотор и коробку переключения скоростей. Подающее сварочную проволоку устройство бывает трех вариантов: толкающего, универсального тянуще-толкающего и тянущего.
Сварочная проволока для полуавтоматической сварки подается по внутренней полости специального шланга. Он, помимо этой резиновой оболочки, имеет еще проволочную спираль в особой оплетке. Устройство гибкого шланга позволяет раздельную подачу сварочных токов, защитного газа и охлаждающей воды. Для них и цепи управления внутри шланге предусмотрены отдельные провода. С учетом типа подающего устройства протяженность гибкого шланга варьируется в пределах 3,5 м. Большая длина нецелесообразна из-за возникающей неравномерности в подаче сварочной проволоки на свариваемый участок.
Он, помимо этой резиновой оболочки, имеет еще проволочную спираль в особой оплетке. Устройство гибкого шланга позволяет раздельную подачу сварочных токов, защитного газа и охлаждающей воды. Для них и цепи управления внутри шланге предусмотрены отдельные провода. С учетом типа подающего устройства протяженность гибкого шланга варьируется в пределах 3,5 м. Большая длина нецелесообразна из-за возникающей неравномерности в подаче сварочной проволоки на свариваемый участок.
Главной при работе частью такого сварочного аппарата служит горелка для полуавтоматической сварки. При ее участии в зону проведения соединения подаются сварочная проволока с флюсами и защитные газы. Рукоятка горелки снабжена кнопкой пуска подающего устройства проволоки. Как правило, с ее же помощью открывается газовый клапан.
В ходе производства ручной полуавтоматической сварки важное место занимает вылет электродной проволоки. Под ним подразумевается промежуток от детали до точки подвода электротока. Если он больше, чем нужно, появляется эффект разбрызгивания металла, что нарушает сварочный процесс. В противном случае, если вылет проволоки слишком мал, может начать подгорать наконечник горелки. Постоянство вылета сварочной проволоки для надежной работы оборудования для полуавтоматической сварки обеспечивается специальными сапожками, которых с учетом формы наконечника может быть один (для изогнутого) или два (для прямого).
Если он больше, чем нужно, появляется эффект разбрызгивания металла, что нарушает сварочный процесс. В противном случае, если вылет проволоки слишком мал, может начать подгорать наконечник горелки. Постоянство вылета сварочной проволоки для надежной работы оборудования для полуавтоматической сварки обеспечивается специальными сапожками, которых с учетом формы наконечника может быть один (для изогнутого) или два (для прямого).
Сварочная установка при полуавтоматической сварке в защитном газе дополнительно оснащается комплектом газового оборудования. Оно обычно состоит из баллонов с используемыми газами, подогревателя, отсекателя, осушителя, смесителя газов, а также редукторов для их дозирования. Все газы находятся в баллонах с высоким давлением в сжатом состоянии. Не касается это только углекислого газа для полуавтоматической дуговой сварки, поставляемого в виде кислоты в жидком состоянии, заполняющей баллон. Осушитель газа необходим для устранения влажности углекислого газа. С этой целью в нем содержатся осушающие вещества: медный купорос либо силикагель. Кнопка пуска аппарата служит также управлением отсекателем газа. Технологией полуавтоматической сварки предусмотрена подача газа в таком режиме, чтобы обеспечивать защитную газовую среду до зажигания дуги с сохранением ее до окончательного остывания металла еще какое-то время после погашения пламени.
С этой целью в нем содержатся осушающие вещества: медный купорос либо силикагель. Кнопка пуска аппарата служит также управлением отсекателем газа. Технологией полуавтоматической сварки предусмотрена подача газа в таком режиме, чтобы обеспечивать защитную газовую среду до зажигания дуги с сохранением ее до окончательного остывания металла еще какое-то время после погашения пламени.
Технология полуавтоматической сварки
Процесс соединения в разных пространственных положениях возможен на различных режимах полуавтоматической сварки. Их изменение вручную продолжительно по времени и отвлекает от работы. Во избежание этого ряд моделей сварочных аппаратов оснащаются специальными приспособлениями для дистанционной корректировки режимов сварки. Они подходят и для выполнения операций, связанных с началом сварки и завершением процесса.
Отдельную группу полуавтоматов составляет универсальное оборудование, позволяющее осуществлять настройку полуавтоматической сварки как для работ в средах защитных газов, так и под флюсом. Например, есть аппараты, предназначенные для полуавтоматической сварки порошковыми проволоками, однако они легко перенастраиваются под газовую сварку обычной электродной проволокой.
Например, есть аппараты, предназначенные для полуавтоматической сварки порошковыми проволоками, однако они легко перенастраиваются под газовую сварку обычной электродной проволокой.
Принцип полуавтоматической сварки с использованием флюса заключен в подаче сварочных проволок в область горения дуги особым устройством (сварочной головкой полуавтомата) и последующей сборке флюса для вторичного использования. По ходу ручного передвижения сварочной головки к месту проведения сварки поступает флюс, покрывающий слоем в 4-5 см поверхность детали со сварочной проволокой. Он подается из особой воронки, расположенной в сварочной головке, либо пневматической способом с использованием сжатого воздуха через шланг. Сварной шов, выполненный полуавтоматической сваркой под флюсом, приблизительно на треть составляется из материала присадок, а оставшиеся две трети заполняет расплав основного металла.
К преимуществам полуавтоматической сварки, помимо высокой производительности, относят стабильный сварочный процесс, способность соединять заготовки значительных толщин без скосов кромок, незначительность потерь от разбрызгивание металла и угара, надежная защита сварочной зоны от атмосферного воздействия. Этим способом возможно выполнение различных видов соединений, одно- или многопроходных, с одно- либо двусторонними швами.
Этим способом возможно выполнение различных видов соединений, одно- или многопроходных, с одно- либо двусторонними швами.
Сварка полуавтоматом с применением флюса имеет несколько разновидностей: на весу, на флюсовой подушке, по ручной подварке либо на подкладках (из стали и меди, убирающихся и остающихся). К примеру, односторонняя инверторная полуавтоматическая сварка, выполняемая с неполным проваром без разделывания кромок, требует такого режима, который позволял бы не полностью расплавленному основному материалу удерживать сварочную ванну. А при необходимости полного провара, например, при полуавтоматической сварке труб, требуется обеспечение таких условий, чтобы расплав металла не вытекал через зазоры. С этой целью сварочный процесс ведут такими методами, как сварка на подкладке либо на флюсовой подушке.
Различные флюсы, используемые в этом способе сварки, оказывают существенное влияние на характеристики горения дуги, форму и химический состав металла получаемых швов. От выбора флюса также зависит надежность сцепления поверхности шва со шлаковой коркой. А его состав в значительной мере определяет устойчивость шва к образованию кристаллизационных трещин и пор.
От выбора флюса также зависит надежность сцепления поверхности шва со шлаковой коркой. А его состав в значительной мере определяет устойчивость шва к образованию кристаллизационных трещин и пор.
дуговая или полуавтомат? Сравнение, плюсы и минусы, сферы и особенности применения
Главная » Технология
Что собой представляют ручная дуговая и полуавтоматическая сварка, и каковы их основные отличия друг от друга?
При ручной дуговой сварке используются как плавящиеся, так неплавящиеся электроды. Во время работы сварщик плавит металл электрической дугой. Этот процесс обеспечивает смешивание расплавленного материала, из которого состоит заготовка, и электродного. Качество полученного шва определяет химический состав соединения и показатель свариваемости. Также важно учитывать диаметр, химический состав и вид используемого электрода. Ручная сварка предполагает еще и выбор оптимального режима, который зависит от длины сварочной дуги и плотности тока и его силы.
Ручная сварка предполагает еще и выбор оптимального режима, который зависит от длины сварочной дуги и плотности тока и его силы.
Содержание
- 1 Какая сварка лучше
- 2 Плюсы и минусы ручной дуговой сварки
- 3 Плюсы и минусы полуавтоматической сварки
- 4 Сферы и особенности применения
Способ ручной сварки определяется толщиной металла и предполагаемой длиной шва. Толстые металлические листы сваривают за несколько подходов, а тонкие заготовки можно соединить внахлест. Разделяют ручную верхнюю и нижнюю сварки.
Главное отличие полуавтоматической сварки от ручной – использование не электродов, а порошковой проволоки, подаваемой во время процесса сваривания автоматически при помощи катушки. Сам процесс сваривания осуществляется работником вручную. Это позволяет получить все преимущества ручного способа и увеличить при этом эффективность труда.
Во время работы полуавтоматом нет нужды делать перерывы для замены электрода. Полуавтоматическая сварка может происходить в среде защитных газов. Также можно использовать самозащитную проволоку.
Полуавтоматическая сварка может происходить в среде защитных газов. Также можно использовать самозащитную проволоку.
Какая сварка лучше
Утверждать, что полуавтомат лучше, чем электродуговая сварка или наоборот, неправильно. Каждый вариант имеет свои преимущества и недостатки, которые нужно учитывать, прежде чем выбирать определенный вид сварки.
Плюсы и минусы ручной дуговой сварки
Преимущества:
- Простота эксплуатации и обслуживания оборудования. Освоить азы дуговой сварки под силу практически каждому человеку.
- Такая сварка может осуществляться в разном положении: как снизу и сверху, так и под углом и сбоку.
- Благодаря возможности использования согнутого электрода, шов может быть проложен на труднодоступных участках изделия.
- Метод ручной сварки позволяет работать с большим количеством металлов.
Недостатки:
- Электромагнитное излучение, которое исходит во время работы, наносит вред здоровью работника.

- Качество швов зависит, в первую очередь, от умений сварщика.
- По сравнению с другими вариантами у дуговой сварки нет такого же коэффициента полезного действия и производительности.
Плюсы и минусы полуавтоматической сварки
Преимущества:
- Можно работать даже с теми металлическими изделиями, которые незначительно подверглись коррозии.
- Процесс соединения не требует значительных затрат на расходные материалы.
- Спектр применения полуавтоматов достаточно высок, их можно использовать для сварки тонких стальных листов толщиной до 0,5 мм.
- Можно использовать проволоку из медного сплава.
- В процессе работы жидкий металл надежно защищен от воздействия воздуха.

- На швах не появляется окись и шлак.
- Соединение создается быстрее, чем при ручной сварке.
Недостатки:
- Если нет защитной газовой струи, металл из сварочной ванны может сильно разбрызгиваться.
- Сварка полуавтоматом создает более яркую электрическую дугу, поэтому к вопросу о защите глаз нужно подойти серьезно.
Сферы и особенности применения
Ручной электродуговой способ преимущественно находит применение для следующих видов деятельности:
- Соединение деталей и арматурных сеток.
- Строительство прочных арматурных каркасов и сеток.
- Соединение стержней и монтаж железобетонных конструкций.

- Подготовка арматуры, если нет специальной стыковочной аппаратуры.
Сварка полуавтоматом применяется:
- В машиностроении, авиационной, нефтеперерабатывающей промышленностях.
- Для соединения цветных металлов.
- При работе с металлами, обладающими высокой температурой плавления.
- При производстве труб как с прямыми, так и спиральными швами.
- Для соединения высоколегированных сплавов по типу нержавеющих сталей.
Чаще всего полуавтомат применяют при необходимости сварки черной стали и алюминия. В качестве защитной струи используется углекислый газ, так как он достаточно дешевый. Также можно применять гелий и аргон.
Рейтинг
( 2 оценки, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
ЗА И ПРОТИВ: ПОЛУАВТОМАТ ПРОТИВ. РЕВОЛЬВЕР
Автор: Джей Чемберс | Минутный обзор человека | https://www.minutemanreview.com
Один большой вопрос для тех, кто хочет приобрести свой первый пистолет, заключается в том, покупать ли револьвер или полуавтоматический самозарядный пистолет. Ни один из них объективно не лучше другого, но понимание того, что каждый из них делает, поможет вам принять правильное решение.
Основные отличия
Тем из вас, кто совсем не знаком с пистолетами, следует понимать основные различия между ними.
Револьвер получил свое название от вращающегося цилиндра, в который загружаются патроны. Ударно-спусковой механизм вращает цилиндр перед каждым выстрелом, индексируя следующий патрон перед курком. Они могут быть как одинарного, так и двойного действия. Двойное действие означает, что нажатие на спусковой крючок одновременно взводит курок, выдвигает цилиндр и производит выстрел. По сути, нажатие на курок выполняет все три действия. Одинарное действие означает, что нажатие на спусковой крючок освобождает только курок для выстрела. Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить.
Двойное действие означает, что нажатие на спусковой крючок одновременно взводит курок, выдвигает цилиндр и производит выстрел. По сути, нажатие на курок выполняет все три действия. Одинарное действие означает, что нажатие на спусковой крючок освобождает только курок для выстрела. Затем курок необходимо взвести вручную, прежде чем из огнестрельного оружия можно будет снова выстрелить.
В полуавтоматических пистолетах вместо цилиндра используется магазин. Магазин заряжается, а затем вставляется в огнестрельное оружие. Затвор имеет «рейку», которая загружает патрон в патронник. Отсюда нет возни с молотками. Вы можете просто стрелять, пока магазин не опустеет. Каждый раз, когда пистолет стреляет, следующий патрон автоматически загружается в патронник. Как и в случае с револьверами, вы можете купить полуавтоматические пистолеты одинарного и двойного действия. Одно отличие состоит в том, что в пистолетах одинарного действия курок не взводится вручную перед каждым выстрелом. Движение затвора взводит курок. При двойном действии нажатие на спусковой крючок одновременно взводит курок и стреляет из пистолета. Разница между ними заключается в том, что пистолеты одинарного действия имеют более короткое нажатие на спусковой крючок, что облегчает стрельбу для некоторых, но повышает вероятность случайных выстрелов. Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы.
При двойном действии нажатие на спусковой крючок одновременно взводит курок и стреляет из пистолета. Разница между ними заключается в том, что пистолеты одинарного действия имеют более короткое нажатие на спусковой крючок, что облегчает стрельбу для некоторых, но повышает вероятность случайных выстрелов. Некоторые из них представляют собой гибрид, называемый двойным действием / одинарным действием. В них огнестрельное оружие лежит с невзведенным курком. Это означает, что в кобуре вы получаете преимущества безопасности благодаря более длинному нажатию на спусковой крючок. После первого выстрела он срабатывает как одиночное действие. Последний основной тип — пистолеты с ударником. В них используется ударник, например булавка, и вообще нет молотка. Когда дело доходит до выбора пистолета, единого мнения о наилучшем поведении нет. Все они имеют свои плюсы и минусы.
Вместимость
Одним из огромных преимуществ полуавтоматических пистолетов перед револьверами является емкость магазина. Типичный револьвер вмещает 6 патронов в цилиндре. Это может немного варьироваться, но большинство цилиндров вмещает 6. Магазин полуавтоматического пистолета обычно вмещает от 7 до 15 патронов. Это, конечно, зависит и от огнестрельного оружия. Пистолеты меньшего размера, которые максимально скрыты, будут иметь меньший размер магазина просто из-за меньшего размера огнестрельного оружия. Раунд, которым стреляет пистолет, также будет иметь значение. Вы можете разместить больше 9мм патронов в магазине, чем патронов .45 ACP, больше патронов .380 ACP, чем .40 S&W, и так далее.
Типичный револьвер вмещает 6 патронов в цилиндре. Это может немного варьироваться, но большинство цилиндров вмещает 6. Магазин полуавтоматического пистолета обычно вмещает от 7 до 15 патронов. Это, конечно, зависит и от огнестрельного оружия. Пистолеты меньшего размера, которые максимально скрыты, будут иметь меньший размер магазина просто из-за меньшего размера огнестрельного оружия. Раунд, которым стреляет пистолет, также будет иметь значение. Вы можете разместить больше 9мм патронов в магазине, чем патронов .45 ACP, больше патронов .380 ACP, чем .40 S&W, и так далее.
Простота
Револьверы механически проще, чем полуавтоматические пистолеты. С меньшим количеством движущихся частей снижается риск возникновения проблем с огнестрельным оружием, таких как неисправность.
Револьверы также легче обслуживать, опять же, из-за их простоты. В большинстве случаев чистка револьвера означает только открытие или снятие цилиндра и использование щеток для ствола для очистки ствола и цилиндров. Немного вытрите остатки, и все готово. Полуавтоматические пистолеты могут потребовать немного больше работы. Слайд должен быть удален. Такие детали, как ствол, механизм и более мелкие детали, необходимо снять и очистить. Каждое огнестрельное оружие имеет свой процесс полевой зачистки. Обучение разборке и сборке полуавтоматического пистолета всегда является процессом обучения, когда вы впервые приобретаете огнестрельное оружие. Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы.
Немного вытрите остатки, и все готово. Полуавтоматические пистолеты могут потребовать немного больше работы. Слайд должен быть удален. Такие детали, как ствол, механизм и более мелкие детали, необходимо снять и очистить. Каждое огнестрельное оружие имеет свой процесс полевой зачистки. Обучение разборке и сборке полуавтоматического пистолета всегда является процессом обучения, когда вы впервые приобретаете огнестрельное оружие. Учитывая все вышесказанное, сделать это не так уж и сложно. Это просто требует немного больше работы.
Стрельба
Стрелять из обоих типов пистолетов одно удовольствие. Однако они оба предлагают немного разные впечатления.
Есть некоторые отличия в боеприпасах. Вы можете найти револьверы и полуавтоматические пистолеты с различными боеприпасами, от маленьких до больших. Основное преимущество револьверов заключается в большем конце. Короче говоря, простота револьверов и прочность их частей позволяют стрелять из них более крупными калибрами. Револьверы тяжелые, и, как правило, их можно заставить выдерживать большую силу. Вы можете найти малоизвестные полуавтоматы, которые стреляют невероятно большими патронами, например, Desert Eagle калибра .50, но для них это непрактично. Если вы хотите выстрелить как можно большим патроном, в большинстве случаев вам понадобится что-то вроде револьвера Magnum калибра .44 или .357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело.
Револьверы тяжелые, и, как правило, их можно заставить выдерживать большую силу. Вы можете найти малоизвестные полуавтоматы, которые стреляют невероятно большими патронами, например, Desert Eagle калибра .50, но для них это непрактично. Если вы хотите выстрелить как можно большим патроном, в большинстве случаев вам понадобится что-то вроде револьвера Magnum калибра .44 или .357. Кроме того, по обеим сторонам острова вы найдете пистолеты среднего и малого калибра. Точный калибр для вас во многом зависит от личных предпочтений. По сути, это будет баланс между огневой мощью, которую вы хотите, и величиной отдачи, с которой вы хотите иметь дело.
Перезарядка полуавтоматического пистолета, как правило, проще по той простой причине, что вы можете освободить пустой магазин и вставить заряженный. Цилиндр револьвера должен заряжать каждый патронник один за другим. Однако вы можете найти скоростные загрузчики, которые ускоряют время загрузки. Конечно, магазины полуавтоматических пистолетов нужно заряжать вручную, поэтому в какой-то момент заряжать полуавтоматический пистолет тоже будет утомительно. Где преимущества полуавтоматического пистолета действительно проявляются, так это в ситуациях самообороны. Возможность быстрой загрузки нового магазина является существенным преимуществом полуавтоматических пистолетов перед револьверами.
Где преимущества полуавтоматического пистолета действительно проявляются, так это в ситуациях самообороны. Возможность быстрой загрузки нового магазина является существенным преимуществом полуавтоматических пистолетов перед револьверами.
Когда дело доходит до того, чтобы стрелять из них, нет никакого способа выбрать лучшего. Некоторые считают, что с револьверами легче обращаться из-за их немного большего веса. Захваты различаются между ними. Конкретное огнестрельное оружие будет стрелять по-своему. Лучший совет — рассмотреть особенности каждого из них, взять в руки некоторые из них и выбрать тот, который подходит вам лучше всего.
Полуавтоматический склад: определение — Interlake Mecalux
07 июля 2021
Полуавтоматический склад — это логистическое решение, которое предпочитают предприятия, которые не могут или не хотят полностью автоматизировать свои объекты. Это объединяет технологии и человеческий труд , чтобы использовать преимущества автоматизированных систем и задач, выполняемых вручную.
Какие полуавтоматические решения доступны на рынке? Когда самое подходящее время для инвестиций в них? И каковы их преимущества? На все эти вопросы мы ответим в этом посте.
Полуавтоматический склад: определение
Полуавтоматический склад сочетает в себе автоматизированные решения для хранения, управления и транспортировки с ручными операциями . Хотя эти объекты более технологичны, чем обычные склады, человеческий фактор продолжает играть решающую роль.
Для того чтобы склад можно было отнести к полуавтоматизированным, отдельные внутрилогистические операции (приемка товаров, транспортировка, хранение, подготовка заказов и отгрузка) должны быть в определенной степени автоматизированы. Между тем, другие процессы по-прежнему выполняются вручную.
7 преимуществ полуавтоматического склада
Полуавтоматизация склада дает следующие преимущества:
1) Уменьшение ошибок. Предотвращены ошибки, связанные с полностью ручными операциями.
2) Повышенная производительность. Как автоматизированное оборудование, так и вспомогательные устройства для комплектования значительно повышают производительность операторов, работающих на объекте.
3) Добавленная стоимость. Когда некоторые процессы автоматизированы, например, перемещение продуктов, операторы могут посвятить свое время другим задачам, имеющим более высокую ценность.
4) Снижение затрат на обслуживание. Автоматизированная обработка грузов сводит к минимуму износ и повреждения, связанные с повторным использованием погрузочно-разгрузочного оборудования, такого как вилочные погрузчики и штабелеры.
5) Повышение удовлетворенности сотрудников. Внедрение конкретных автоматизированных решений освобождает операторов от выполнения более утомительных задач, заметно повышая уровень их удовлетворенности работой.
6) Повышенная безопасность продукта. Автоматизированная транспортировка товаров помогает поддерживать их в отличном состоянии.
Автоматизированная транспортировка товаров помогает поддерживать их в отличном состоянии.
7) Вечный инвентарь. Использование системы управления складом (WMS) позволяет идентифицировать и контролировать запасы в режиме реального времени. Имея историю перемещений, менеджеры по логистике могут строго контролировать отслеживаемость продукции.
Внедрение автоматизации на традиционном складе в определенной степени повышает эффективность логистики, снижает количество ошибок и снижает эксплуатационные расходы.
На полуавтоматизированном складе конвейеры ускоряют внутренние потоки товаров и доставляют товары к станциям комплектования
Полуавтоматический склад: решения и примеры
Типичным полуавтоматическим решением является полуавтоматическая система Pallet Shuttle. В этой компактной системе хранения моторизованный шаттл перемещается по каналам хранения, загружая и выгружая поддоны. Все, что нужно сделать операторам, это поставить поддон в первую позицию каждого канала с помощью вилочного погрузчика. Алиссон Феррейра, менеджер по планированию и логистике Coca-Cola Refrescos Bandeirantes (Бразилия), объясняет преимущества этого решения на складе: «Шаттл для поддонов повышает производительность, поскольку челнок с приводом от двигателя автоматически перемещает поддоны внутри каналов. Наши сотрудники очень быстро адаптировались к этой операции. С первого дня команда заметила, что с этой системой работа выполняется быстрее и безопаснее».
Алиссон Феррейра, менеджер по планированию и логистике Coca-Cola Refrescos Bandeirantes (Бразилия), объясняет преимущества этого решения на складе: «Шаттл для поддонов повышает производительность, поскольку челнок с приводом от двигателя автоматически перемещает поддоны внутри каналов. Наши сотрудники очень быстро адаптировались к этой операции. С первого дня команда заметила, что с этой системой работа выполняется быстрее и безопаснее».
Другим ресурсом, часто встречающимся на полуавтоматических складах, являются автоматизированные потоки товаров . Конвейеры для поддонов, например, позволяют механизировать внутренние перемещения между различными зонами, а затем выполнять ручные операции. Такое решение использовала компания Tadim, многонациональный продавец орехов и сухофруктов. «Соединяя склад и производство с помощью конвейеров, мы увеличили количество ежедневных поступлений товаров на 73%», — говорит менеджер по логистике .
Автоматизация транспортировки продуктов также служит для реализации методов комплектования , таких как «товар к человеку» (GTP), стратегия комплектования заказов, при которой конвейерная система для коробок перемещает товары к станциям комплектования, где операторы сортируют товары вручную. Например, на складе Grupo Rossignol в Сент-Этьен-де-Сен-Жуар, Франция, наша компания установила конвейер, соединяющий мезонин с зоной консолидации и упаковки. Это максимально увеличило операционную пропускную способность, позволив операторам готовить до 5000 заказов в день.
Например, на складе Grupo Rossignol в Сент-Этьен-де-Сен-Жуар, Франция, наша компания установила конвейер, соединяющий мезонин с зоной консолидации и упаковки. Это максимально увеличило операционную пропускную способность, позволив операторам готовить до 5000 заказов в день.
Полуавтоматический склад также оснащен решениями по автоматизации, связанными с комплектованием. К ним относятся системы помощи при сборе , такие как система «выбор на свет», посредством которой светящиеся дисплеи указывают операторам количество предметов, которые необходимо выбрать из каждой коробки. Это решение было использовано в зоне выполнения заказов на продукты с высоким потреблением в учреждении AS Healthcare в Париже, Франция. Он состоит из двух блоков стеллажей для коробок, оборудованных системой Pick-To-Light.
Еще одно удобное решение — выбор голоса. Это помогает операторам склада, давая им устные инструкции о том, что делать на каждом шагу. Компания по производству спортивных товаров Decathlon внедрила эту технологию на трех своих новых складах в Италии, чтобы справиться с растущим спросом на онлайн-заказы.
Наконец, развертывание системы управления складом (WMS) на обычном объекте также представляет собой полуавтоматический склад, поскольку он сочетает в себе системы ручного хранения, обработки и транспортировки с компьютеризированным управлением складом. Такое решение можно увидеть на многоканальном складе пищевой транснациональной компании Danone в Вальдеморо, Испания. Там с помощью системы Easy WMS нашей компании каждый день готовится 700 заказов.
Полуавтоматические системы комплектования, такие как pick-to-light, сочетают технологию с ручной работой
Когда мне следует инвестировать в полуавтоматический склад?
Существует несколько причин, по которым компания может захотеть автоматизировать часть своих логистических операций. Некоторые включают:
- Оптимизация хранения одного SKU. Это идеальный сценарий для полуавтоматической системы транспортировки поддонов.
- Повышение эффективности подбора. Такие системы, как выбор на свет и голос, увеличивают пропускную способность оператора при выполнении задач по подготовке заказов, снижая при этом вероятность ошибок.

- Оптимизация внутренних перевозок грузов. Автоматизированное погрузочно-разгрузочное оборудование, такое как конвейеры, настоятельно рекомендуется для преодоления больших расстояний между двумя зонами или между различными операциями.
- Улучшить управление складом. Нет необходимости полностью автоматизировать предприятие для внедрения системы управления складом. Благодаря WMS информация может также управляться в цифровом виде на обычном объекте.
Никогда не поздно повысить уровень автоматизации склада, тем более что это повысит производительность оператора и эффективность работы.
Полуавтоматический склад может интегрировать WMS со стандартными решениями для хранения
Баланс между автоматизацией и вмешательством человека
В настоящее время полуавтоматизированный склад является оптимальным логистическим решением для предприятий, которым не требуется 100% автоматизация (в первую очередь потому, что для них это нерентабельно). В этих случаях ключевым моментом является определение операций, которые можно оптимизировать с помощью автоматизации , и тех, которые лучше оставить ручным средствам.
В этих случаях ключевым моментом является определение операций, которые можно оптимизировать с помощью автоматизации , и тех, которые лучше оставить ручным средствам.
В Interlake Mecalux мы специализируемся на внедрении автоматизированных систем хранения, адаптированных к потребностям каждой компании, независимо от отрасли. Если вы считаете, что пришло время воспользоваться преимуществами автоматизации определенных складских операций, обязательно свяжитесь с нами. Мы поможем вам найти комплексное, полностью персонализированное логистическое решение.
Pump vs. Semi: какой дробовик лучше для личной защиты?
Вы помните старый рекламный ролик Miller Lite, в котором армия любителей пива с одной стороны бара скандирует «Прекрасный вкус!» в то время как другой лагерь возражает: «Меньше начинки!»? Дебаты о лучшем типе дробовика для защиты аналогичны. Одна фракция ставит надежность выше своих критериев. «Никаких джемов!» они кричат. Тогда есть другая сторона, которая клянется современным полуавтоматом. «Стреляет лучше!» они ревут. Итак, дебаты продолжаются — драка, в которую я сейчас вступлю.
«Стреляет лучше!» они ревут. Итак, дебаты продолжаются — драка, в которую я сейчас вступлю.
Надежность и ее нюансы
С точки зрения чисто механической надежности полуавтоматические насосы не идут ни в какое сравнение с насосами. Насосы проще, с меньшим количеством движущихся частей и меньшей зависимостью от предшествующих событий в последовательности операций. Например, если снаряд не срабатывает из-за плохого капсюля или ряда других случайных событий, полуавтоматический патрон часто заедает. Однако с помпой пистолет можно прокручивать как обычно. Чистый или даже умеренно грязный, механическая надежность хорошего насоса колеблется выше 9.9,5 процента.
«Я вижу все типы полузамятий — и я вижу их часто», — говорит ветеран военно-морского флота Боб Уэзеральд из службы гидов Мид-Ривер. Он каждый день охотится на водоплавающих птиц в Чесапикском заливе в Мэриленде и становится свидетелем тысяч выстрелов из всех типов ружей, хранящихся в самых разных условиях, от чистых до покрытых коркой.
Но, прежде чем мы стучим кулаками и кричим: «Полуотсос, насосы рулят!» давайте рассмотрим некоторые другие факторы.
Очевидно, что за последние несколько десятилетий полуприцепы стали более надежными. Благодаря инерционному действию Benelli удалось избавиться от газовых портов, склонных к засорению и выходу из строя. Меньшее количество движущихся частей означает меньшее количество деталей, которые могут сломаться, и меньшее трение во время езды на велосипеде. В наши дни M4 итальянской компании используется многочисленными военными и полицейскими подразделениями, и его репутация в отношении надежности просто выдающаяся. Система Remington Versa-Max переработала традиционную газовую систему с двумя портами, сделав доступными несколько портов (фактически семь). Другие усовершенствования, такие как вращающиеся головки затвора, двойные возвратные пружины, газопоршневой механизм и более гладкая внутренняя металлическая отделка, сделали современные полуавтоматы более надежными. В самом деле, когда они смазаны маслом и жужжат, высококачественные полуприцепы настолько надежны, что большие деньги стрелки из 3-х орудий ставят на них свою жизнь исключительно из-за их скорости.
В самом деле, когда они смазаны маслом и жужжат, высококачественные полуприцепы настолько надежны, что большие деньги стрелки из 3-х орудий ставят на них свою жизнь исключительно из-за их скорости.
Как ни странно, я бы поставил высококачественный газовый полуавтомат, чистый, смазанный и заряженный полной мощностью, с 98-процентной надежностью. На каждые 100 выпущенных снарядов у него может быть две неисправности, но только если эти 100 выстрелов производятся последовательно без очистки. Если очистить каждую коробку со снарядами — роскошь, доступная защитнику дома, но не Солдату, — одно и то же оружие может приблизиться к 99 процентам. Инерционные действия, такие как Benellis, имеют тенденцию быть немного более надежными с гораздо более длительными пробегами между периодами очистки. Но, если учесть такие вещи, как маломощные нагрузки (уменьшенная отдача и даже большая часть выстрелов в птицу) и/или морозная погода, надежность полуавтомата может настолько упасть (75 процентов или меньше), что он может стать помехой. Я не раз бросал свой Remington 1100 в мелкий песок, что делало его одним выстрелом, пока каждую деталь не можно было разобрать и пропитать чистящей жидкостью. Слава богу, я охотился на птиц, а не защищал свою жизнь. Для людей, которые рискуют своей жизнью из-за дробовика и работают в экстремальных условиях, полуавтомат может быть не лучшим выбором.
Я не раз бросал свой Remington 1100 в мелкий песок, что делало его одним выстрелом, пока каждую деталь не можно было разобрать и пропитать чистящей жидкостью. Слава богу, я охотился на птиц, а не защищал свою жизнь. Для людей, которые рискуют своей жизнью из-за дробовика и работают в экстремальных условиях, полуавтомат может быть не лучшим выбором.
Охотники готовы смириться с небольшим недостатком надежности из-за снижения отдачи и статуса полуавтоматики. Для участников джем может означать отказ от сцены. Но для защиты дома джем может означать вашу жизнь. Итак, вы можете подумать, что помпа — это очевидный выбор. Но вот где нюанс.
Фактор оператора
«Я также видел, как насосы выбрасывали за борт, — говорит Уэзеральд. «Разница в том, что когда насос заклинивает, это почти всегда ошибка пользователя».
Управлять чем-либо под давлением сложнее, если пользователь не тренировался до тех пор, пока его использование не станет почти бессознательным (часто называемое мышечной памятью). Таким образом, хотя помпа механически более надежна, она также требует дополнительной подготовки, чтобы хорошо стрелять. Это потому, что у помповых ружей легко сделать короткий ход или не сдвинуть затвор полностью назад, а затем полностью вперед, находясь под принуждением. Если вы не часто практиковались с помповым механизмом, вы можете свести на нет присущее помпе преимущество надежности. В какой степени сложно определить количественно, но она падает где-то на 96-процентная надежность, когда приоритет отдается скорости.
Таким образом, хотя помпа механически более надежна, она также требует дополнительной подготовки, чтобы хорошо стрелять. Это потому, что у помповых ружей легко сделать короткий ход или не сдвинуть затвор полностью назад, а затем полностью вперед, находясь под принуждением. Если вы не часто практиковались с помповым механизмом, вы можете свести на нет присущее помпе преимущество надежности. В какой степени сложно определить количественно, но она падает где-то на 96-процентная надежность, когда приоритет отдается скорости.
Скорость
С точки зрения скорости — последовательного поражения многих целей — нет никакого сравнения между помпой и полуавтоматом. Вопрос в том, должны ли домашние защитники поразить восемь целей менее чем за две секунды? Ответ: обычно нет. Так что, хотя говорить о скорости и круто, с практической точки зрения в обороне это не имеет большого значения, особенно если учесть, что в двух-трех бросках разница между ними составляет не более нескольких десятых секунды. Однажды я видел, как старый мальчик из Оклахомы подстрелил четырех перепелов на подъеме стаи, и если бы я не видел в его руках Model 12, я бы поклялся, что он стрелял из полуавтомата.
Однажды я видел, как старый мальчик из Оклахомы подстрелил четырех перепелов на подъеме стаи, и если бы я не видел в его руках Model 12, я бы поклялся, что он стрелял из полуавтомата.
Отдача
По академическим данным хороший газовый полуавтомат может уменьшить отдачу на целых 30 процентов по сравнению с помпой. Это, в свою очередь, облегчает возврат ружья в цель для более быстрых последующих действий. Это также облегчает движение и стрельбу. Но в ситуации самообороны сомнительно, может ли уменьшение отдачи сыграть фактор выживания. Однако более важно следующее: из оружия с меньшей отдачей стрелять веселее; и оружие, из которого весело стрелять, обычно практикуется с большим количеством. И есть веский аргумент, что обучение обращению с оружием является самым важным фактором.
Стрелковость
Основное преимущество полуавтоматического оружия перед помповым — его общий коэффициент стреляемости. «Стрельба» — это термин, обозначающий сочетание большей скорости, меньшей отдачи и того факта, что ружьем можно управлять одной рукой и/или из неудобного положения, если это необходимо.
